
仮撚用ポリアミド繊維および仮撚用ポリアミド繊維の製造方法
【課題】高品位な極細仮撚加工糸を安定して生産することを課題とする。
【解決手段】単糸繊度が1.2dtex以下ポリアミド繊維において、糸条の15%伸長時の応力が1.0〜1.5gf/デシテックス以下、開繊長50mm未満のインターレース開繊部が全体の99%以上、開繊長30mm未満のインターレース開繊部が全体の80%以上であることを特徴とする仮撚用ポリアミド繊維および単糸繊度が1.2dtex以下のポリアミド繊維を製造する方法において、口金から溶融ポリマーを吐出し、それを冷却、集束した糸条を紡糸張力0.8g/デシテックス以下で引き取りつつインターレースを付与することを特徴とする上記仮撚用ポリアミド繊維の製造方法。
【解決手段】単糸繊度が1.2dtex以下ポリアミド繊維において、糸条の15%伸長時の応力が1.0〜1.5gf/デシテックス以下、開繊長50mm未満のインターレース開繊部が全体の99%以上、開繊長30mm未満のインターレース開繊部が全体の80%以上であることを特徴とする仮撚用ポリアミド繊維および単糸繊度が1.2dtex以下のポリアミド繊維を製造する方法において、口金から溶融ポリマーを吐出し、それを冷却、集束した糸条を紡糸張力0.8g/デシテックス以下で引き取りつつインターレースを付与することを特徴とする上記仮撚用ポリアミド繊維の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、単糸繊度が1.2デシテックス以下の極細仮撚用ポリアミド繊維であり、仮撚加工を施すことにより、ソフト性に優れた仮撚捲縮糸を得ることができる仮撚用ポリアミド繊維に関するものである。
【背景技術】
【0002】
ポリアミド繊維は機械的特性をはじめとして数多くの優れた特性を有していることから、衣料用途および産業資材用途に広く用いられている。衣料用途の中でも仮撚加工糸は織物、編物など用途が広く生産量もかなり多い。特に、単糸繊度が1.2デシテックス以下の極細仮撚加工糸は、布帛にしたとき、非常に柔らかな風合いが得られ、かつ保温性、吸水性も通常の単糸繊度の仮撚加工糸より向上するため、極細仮撚加工糸の市場要求は高まっている。したがって高品位な極細仮撚加工糸を安定して効率よく生産することが求められている。
【0003】
上記のような仮撚用繊維を得る方法としては、例えば特許文献1には繊維の開繊長、および開繊長のばらつきを規定した繊維によって解決する方法が示されている。しかしながら、単糸繊度が1.2デシテックス以下の極細仮撚加工糸を生産する場合においては規定の開繊長では長すぎるため、前記のような各単糸がばらけ、引っかかりにより解じょ不良が生じ、工程不調や仮撚加工糸の品位の悪化につながる。
【0004】
また、特許文献2にはインターレースを付与することにより製織工程の簡略化と品位の向上を実現できる方法が示されているが、これらは事実上2工程を要する製造プロセスを経て生産される繊維に関する方法であり、特に単糸繊度の細い品種に適用した場合、工程が増えればその分糸道ガイドや糸条同士の擦過が多くなるため品質上劣るという欠点がある。
【0005】
また、特許文献3に記載の繊維では、インターレースは十分に与えられているが仮撚り加工性の点からは不十分であった。すなわち、特許文献3に記載の糸条をそのまま仮撚り加工した場合、仮撚り加工時の張力が大きく変動し、加工糸の染色斑や加工糸切れが発生してしまう問題が依然残されていた。
【特許文献1】特開2002−146638
【特許文献2】特開2007−197874
【特許文献3】特開2006−265743
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明はこれら従来技術が抱える問題点を解決すること、すなわち高品位な極細仮撚加工糸を与え得る仮撚用ポリアミド繊維およびこれを安定して生産する方法を提供すること、およびタイツ用に適した仮撚加工糸を提供することを課題とする。
【課題を解決するための手段】
【0007】
上記課題は、下記構成を採用することにより解決される。
【0008】
単糸繊度が1.2デシテックス以下ポリアミド繊維において、糸条の15%伸長時の応力が1.0〜1.5gf/デシテックス以下、開繊長50mm未満のインターレース開繊部が全体の99%以上、開繊長30mm未満のインターレース開繊部が全体の80%以上であることを特徴とする仮撚用ポリアミド繊維。
【0009】
上記の仮撚用ポリアミド繊維を仮撚加工して成る、タイツ用仮撚加工糸。
【0010】
単糸繊度が1.2デシテックス以下のポリアミド繊維を製造する方法において、口金から溶融ポリマーを吐出し、それを冷却、収束した糸条を紡糸張力0.8g/デシテックス以下で引き取りつつインターレースを付与することを特徴とする上記記載の仮撚用ポリアミド繊維の製造方法。
【発明の効果】
【0011】
本発明により、高品位な極細仮撚加工糸を与え得る仮撚用ポリアミド繊維が得られるようになった。また、本発明により上記仮撚用ポリアミド繊維を安定して生産することができるようになった。さらに上記により得られた仮撚加工糸は、タイツ用として極めて適している。
【発明を実施するための最良の形態】
【0012】
以下本発明を詳細に説明する。本発明のポリアミド繊維に使用されるポリアミドは、ポリアミドのホモポリマーまたはコポリマーであり、これらのポリアミドは、ラクタム、アミノカルボン酸あるいはジアミンとジカルボン酸との塩から形成されるアミド結合を有する溶融成形可能な重合体である。ポリアミドとしては、種々のポリアミドを使用することができ、特に限定されないが、繊維形成能および力学的特性の点でポリカプラミド(ナイロン6)、ポリヘキサメチレンアジパミド(ナイロン66)が好ましい。これらナイロン6,ナイロン66などのポリアミドのコポリマーとしては、20モル%以下の割合で他のアミノカプロン酸、ラクタムなどを共重合したものが使用できる。また、本発明で使用するポリアミドはラクタム、アミノカルボン酸あるいはジアミンとジカルボン酸との塩から形成されるアミド結合を混合成分として含むものについても使用可能である。本発明におけるポリマーには本発明の目的を逸脱しない範囲で、主成分の他に第2,第3成分を共重合または混合してもよい。また、本発明におけるポリマーには各種の添加剤、たとえば、艶消剤、難燃剤、酸化防止剤、紫外線吸収剤、赤外線吸収剤、結晶核剤、螢光増白剤などを必要に応じて共重合または混合していてもよい。
【0013】
本発明の仮撚用繊維の製造方法については特に限定はしないが、熱可塑性ポリマーを溶融し、口金からこれを吐出し、冷却風を吹き付けることによって糸条を冷却し、収束(すなわち油剤、インターレースノズルを付与)した後パッケージに巻き取る1工程法がコストの面から好ましい。 本発明の仮撚り用繊維は、一度巻き取られた後、次工程である仮撚り工程へと輸送され、繊維に捲縮を与えられたあと編み物、織物へと加工される。本発明の仮撚用繊維の仮撚り加工方法については特に限定はしないが、仮撚り用繊維パッケージから糸条を送り出し、ヒーター等により加熱した後、仮撚りディスク等により仮撚りを与えた後、仕上げ剤を付与して仮撚り加工糸パッケージを形成する。
【0014】
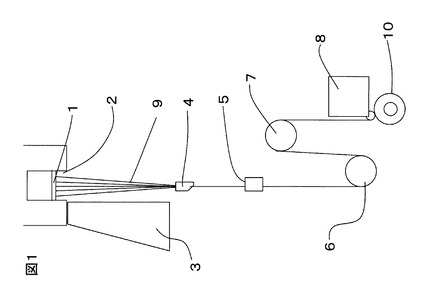
本発明の仮撚用ポリアミド繊維生産方法の一例を、(図1)にしたがって具体的に説明する。(図1)は本発明に係る合成繊維の製造工程の一例を示す概略図である。
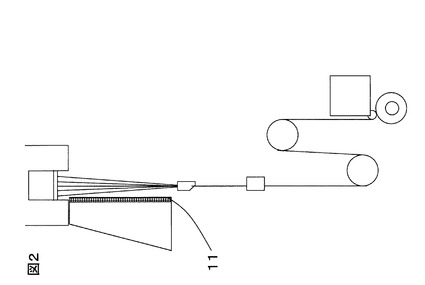
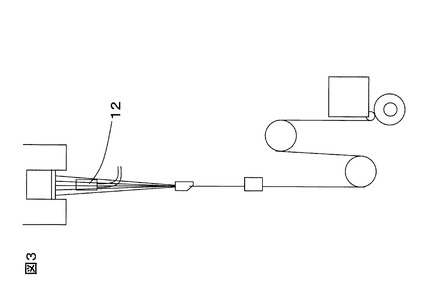
溶融された熱可塑性ポリマーを口金1から吐出し、口金下保温ゾーン2を通過させた後、チムニー3によって冷却風を吹き当てることにより室温まで冷却し糸条とする。給油装置4で給油するとともに集束し、インターレースノズル5でインターレースを付与し、引き取りローラー6、延伸ローラー7を通過し、ワインダー(巻取装置)8で巻き取る。尚、9は繊維フィラメント、10は繊維製品パッケージである。糸条を冷却するに際し、単糸間の冷却斑を抑え糸条の長手方向の繊度斑を低減させる目的で(図2)のような整流板を付けた冷却装置11が好ましく、さらに好ましくは(図3)のような糸条側面全方向から冷却できる冷却装置12である。また、パッケージに巻き取る前に2組以上のローラーにより延伸しても良いが、この場合、延伸することにより付与されているインターレースがほどけてしまう事があるため、延伸倍率は低くするか、もしくは延伸後に再度インターレースを付与してもよい。
【0015】
本発明のポリアミド繊維は、単糸繊度が1.2デシテックス以下であることが必要であり、好ましくは0.3〜0.8デシテックス以下である。単糸繊度が1.2デシテックスを越える場合は、糸条の剛性が高くなり所望するインターレースを得ることが困難となり、且つ仮撚加工したときに肌触りの良い繊維を得ることが困難となる。
【0016】
本発明ではインターレースを十分付与するために、糸条が収束したあとの紡糸張力、インターレースノズルの設定圧及びエアー流量、延伸倍率をそれぞれ適正な値とする必要がある。
【0017】
すなわち、糸条が収束した後の紡糸張力が高い場合、インターレースノズルでエアーを吹き付けても十分に繊維のフィラメントが開繊せず、結果十分なインターレースを付与することができなくなるため、糸条が収束したあとの紡糸張力は0.8g/デシテックス以下が好ましく、より好ましくは0.3〜0.7g/デシテックスい。この紡糸張力は引き取り速度、糸条の収束位置によってある調整することができる。すなわち引き取り速度が速く、また/もしくは、糸条の収束していない距離が長くなれば紡糸張力が高くなる。単糸繊度1.2デシテックス以下のポリアミド繊維においては引き取り速度4000〜4600m/minに対して口金〜収束位置までの距離は1000mm以下とすることで、紡糸張力を0.8g/デシテックス以下とすることができる。
【0018】
また、インターレースを付与する際の設定圧及びエアー流量も重要であり、十分な設定圧及びエアー流量が与えられない場合、繊維の開繊が少なくなり、インターレースの開繊部分の長さは長くなるため、設定圧及びエアー流量は好ましくは圧空圧0.3MPa流量20Nl/分以上であり、好ましくは圧空圧0.3MPa流量85Nl/分以上0.5MPa流量115Nl/分以下である。
【0019】
また、インターレースを付与した繊維に強い張力をかけると、インターレースがほどけてしまうため、繊維の製造工程で強い張力をかけないようにすることが重要である。(図1)の様な製造プロセスでは糸条を延伸する工程において強い張力がかかる可能性がある。したがって、延伸倍率は低い方が好ましい。
本発明の繊維は開繊長50mm未満のインターレース開繊部が全体の99%以上、開繊長30mm
未満のインターレース開繊部が全体の80%以上となる開繊長分布である必要があり、好ましくは5mm以上30mm未満のインターレース開繊部が全体の75%以上である。開繊長50mmを超えるインターレース開繊部が多く分布していると、繊維を梱包、輸送、仮撚り工程での準備を行う過程において、ハ゜ッケーシ゛端面の繊維が擦れハ゜ッケーシ゛端面から単糸が垂れ下がったり、その単糸が切れて毛羽を発生させるため好ましくない。
【0020】
また、開繊長30mm未満のインターレース開繊部が80%未満の場合、仮撚り加工時に仮撚加工時にクリールスタンドから仮撚機へ糸を送り込む際、解じょされている糸条同士が擦れ合い、そのために糸条の各単糸がばらけ、時には引っかかることでのドラムの解舒性が悪化し、輪抜けあるいはそれに起因する加工糸切れが発生するため好ましくない。
開繊長の測定方法は後述する。
【0021】
本発明では繊維の長手方向の繊度斑について、糸条繊度変動を示しており、染色時に糸条の太い部分が濃染となり、布帛の均染性が低下し外観を損ねるため小さい値である方が好ましい。特に糸条を特に仮撚加工を行うと染色時の濃淡差が大きく発現するためウースター斑は1.2%以下であることが好ましく。さらに好ましくは、1.0%以下である。ウースター斑を小さくする方法については特に限定はしないが、冷却風吹き出し装置に格子を付けることで冷却風を整流する方法や、糸条を外周および/または内周から円環状に冷却風を吹き付ける方法が好ましい。
【0022】
また、この仮撚用ポリアミド繊維の伸度は50〜70%であることが好ましい。50%未満の場合、長繊維の引張抵抗が高くなり、仮撚り加工において加撚される実撚り数少なくなるため、得られる加工糸に十分な捲縮が付与されない。一方70%を超えると、加撚される実撚り数が過剰となり、得られた加工糸に毛羽が生じたり、強度が低下するため好ましくない。
【0023】
また、得られた原糸を15%伸長させたときの応力は1.0〜1.5gf/デシテックス以下である必要があり好ましくは1.1〜1.3gf/デシテックス以下である。15%伸長時応力が1.0gf/デシテックス未満の場合、仮撚り加工時の張力が低くなりすぎ、加工糸切れや、加工張力変動が生じるため、加工糸の品位低下や、収率が悪化する。また、15%伸長時応力が1.5gf/デシテックスより大きくなると、仮撚り加工を行う際、インターレース部に大きな張力が集中し、単糸切れを発生させ、工程通過性や、布帛の品位を低下させる。この際繊維を生産する工程において引き取り速度と、延伸倍率をそれぞれ適切な値とする必要がある。すなわち、引き取り速度が速くなると糸条の配向が進み、得られた繊維の伸長時の応力が高くなり、引き取り速度が遅くなると糸条の配向が進まないため得られた繊維の伸長時の応力が相対的に低いままである。また、延伸倍率についても延伸倍率を高くすると糸条の配向が進み、得られた繊維の伸長時の応力が高くなる。そこで、本発明の繊維を得るためには引き取り速度4000〜5000m/minとし、延伸倍率は1.10倍以下とすることが好ましい。 本発明のポリアミド繊維の単糸数は特に限定されるものではないが、単糸数24本以上の糸条で解じょ性向上の効果が大きく、好ましく採用される。
【0024】
本発明の仮撚用ポリアミド繊維の断面形状は特に限定されるものではなく、例えば,丸断面、偏平断面、レンズ型断面、三葉断面、マルチローバル断面、3〜8ヶの凸部と同数の凹部を有する異形断面、中空断面その他公知の異形断面でもよい。
【0025】
上記の方法で得られた仮撚り用ポリアミド繊維は通常の方法で仮撚り加工を施され、タイツに編成される。すなわち仮撚り用繊維パッケージから300〜800m/minで繊維を引き出し、150〜200℃のヒーターにて0.05〜0.50sec加熱され、1.1〜1.2倍程度に延伸を行いながら延伸同時仮撚り加工を行う。この際、摩擦仮撚り具などを用いて延伸同時仮撚り加工を行う。その後、仮撚り加工糸の重量に対して1.0〜3.0%程度の油剤を付与する。また、油剤付与の前後で加工糸の収束性を向上する目的でインターレースを付与しても良い。このようにして得られたポリアミド仮撚り加工繊維は編み機によりタイツとなる。
【0026】
本発明の仮撚り用ポリアミド゛繊維は均一に仮撚り加工がなされていることから見た目や、触感において優れたタイツを得ることができる。
【実施例】
【0027】
以下、実施例により本発明を詳細に説明する。
実施例中の各特性値は次の方法にしたがって求めた。
A.繊度および単糸繊度
試料を枠周1.125mの検尺機にて27デシテックス以下の品種は400回巻、28デシテックス以上の品種は200回巻カセを作成し、熱風乾燥機にて乾燥後(105±2℃×60分)天秤にてカセ重量を量り公定水分率を乗じた値から繊度を算出した。また、得られた繊度を糸条単糸数で割り返した値を単糸繊度とした。
B. 開繊長および開繊長の比率
ROTHSCHILD社製ENTANGLEMENT TESTER R−2040を用い、測定速度2.5m/分、トリップテンションレベル1.2cN、トリップ後の次回針刺しまでの糸長0.5mとし、針刺部からトリップテンションレベル(1.2cN)に到達してトリップするまでの糸条長を開繊長と見なし240回繰り返し測定を行い、繰り返し測定回数に1000を乗じた値を開繊長長さ(cm)の合計で除した値をインターレース数とした。また、得られたデータを5mm単位毎に弁別し、開繊長が50mm未満である割合、開繊長が30mm未満である割合、開繊長が5mm以上30mm未満である割合を、下記式により求めた。
50mm未満の開繊長比率(%)=50mm未満以下の開繊長の個数/測定回数×100
30mm未満の開繊長比率(%)=30mm未満以下の開繊長の個数/測定回数×100
5mm以上30mm未満の開繊長比率(%)=
5mm以上30mm未満以下の開繊長の個数/測定回数×100
C.15%伸長時応力
15%伸長時応力はORIENTEC社製TENSIRON RPC−1210Aを使用し、
つかみ間隔50cmで把持し、50cm/minの引っ張り速度で伸長させ、57.5cmまで伸長させたときの張力を3回測定し、その平均値を繊維の繊度で割り返した値とした。
D.紡糸張力
口金から吐出された糸条が給油装置で給油されるとともに集束したあとの張力をTEK社製TTM−101−Dにて口金から4mの位置で測定した。
E. ウースター斑
ウースター斑は、ZELLWEGER USTER社のUSTER TESTER UT−4を使用して糸速50m/分、S撚り、撚り数8000rpmで3分間、1/2inertで測定した。
F. 仮撚加工性
得られた繊維を仮撚加工した時の解じょ不良による解じょ切れ、仮撚り時の撚り切れを合計して加工糸切れを計算し、以下の3段階で判定した。
【0028】
○・・・加工糸切れ10%未満
△・・・加工糸切れ10%以上、30%未満
×・・・加工糸切れ30%以上
G. 仮撚加工糸の品位
得られた繊維を加工してできた仮撚加工糸を筒編み、染色した布帛の柔らかさ、表面のなめらかさ、布帛の色の深みを目視および触感で判定し、以下の3段階で判定した。
【0029】
○・・・良好(染色した布帛が柔らかく、表面がなめらかであり、布帛の色に深みがある)
△・・・やや不良(染色した布帛が柔らかく、表面がなめらかであるが、一部表面に傷があったり布帛の色が不均一)
×・・・不良(布帛表面に傷が多く、また、布帛が堅い)
実施例1
98%硫酸相対粘度2.63のナイロン66を285℃で溶融後、溶融紡糸口金パックに供し、98ホールの丸孔を持った口金孔から吐出し(吐出量=23.4g/分)、冷却風で冷却し、口金面より800mmの位置で油剤を給油し集束させ、インターレースの付与を行いながら、4550m/分で引き取り、延伸することなく4400m/分でパッケージに巻き取った。このときインターレースの付与は圧空圧0.3MPa流量85Nl/分の圧空が供給されたインターレースノズルを介して行った。この製法により60.5デシテックス、フィラメント数98(単糸繊度=0.6デシテックス)、開繊長50mm以下の割合99%、開繊長30mm以下の割合85%、15%伸長時応力1.2gf/デシテックスのナイロン66繊維を得た。また集束時の紡糸張力は0.61gf/デシテックスであった。
【0030】
実施例2
68ホールの丸孔を持った口金孔から吐出し(吐出量=18.4g/分)としたこと以外は実施例1と同様な方法で繊維を得た。この製法により43.8デシテックス、フィラメント数68(単糸繊度=0.6デシテックス)開繊長50mm以下の割合99%、開繊長30mm以下の割合88%、15%伸長時応力1.1gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.62gf/デシテックスであった。
【0031】
実施例3
インターレース付与を圧空圧0.4MPa流量105Nl/分の圧空が供給されたインターレースノズルで行い、4365m/min引き取った後1.05倍に延伸したこと以外は実施例1と同様な方法で繊維を得た。この製法により60.5デシテックス、フィラメント数98(単糸繊度=0.6デシテックス)、開繊長50mm以下の割合99%、開繊長30mm以下の割合83%、15%伸長時応力1.3gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.55gf/デシテックスであった。
【0032】
実施例4
溶融紡糸口金パックを50ホールの丸孔としたこと以外は実施例1と同様な方法で繊維を得た。この製法により60.5デシテックス、フィラメント数50(単糸繊度=1.2デシテックス)、開繊長50mm以下の割合99%、開繊長30mm以下の割合84%、15%伸長時応力1.1gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.58gf/デシテックスであった。
【0033】
実施例5
インターレース付与を圧空圧0.4MPa流量105Nl/分の圧空が供給されたインターレースノズルで行い、4365m/min引き取った後1.09倍に延伸したこと以外は実施例1と同様な方法で繊維を得た。この製法により60.5デシテックス、フィラメント数98(単糸繊度=0.6デシテックス)、開繊長50mm以下の割合99%、開繊長30mm以下の割合80%、15%伸長時応力1.5gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.52gf/デシテックスであった。
【0034】
比較例1
インターレースノズルの圧空圧を0.1MPa流量42Nl/分としたこと以外は実施例1と同様の製法で60.5デシテックス、フィラメント数98(単糸繊度=0.6デシテックス)、開繊長50mm以下の割合46%、開繊長30mm以下の割合10%、15%伸長時応力1.1gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.61gf/デシテックスであった。
【0035】
比較例2
繊維の収束位置を口金面から1400mmとしたこと以外は実施例1と同様の製法で60.5デシテックス、フィラメント数98(単糸繊度=0.6デシテックス)開繊長50mm以下の割合93%、開繊長30mm以下の割合80%、15%伸長時応力1.2gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.90gf/デシテックスであった。
【0036】
比較例3
繊維の収束位置を口金面から500mmとしたこと以外は実施例1と同様の製法で60.5デシテックス、フィラメント数98(単糸繊度=0.6デシテックス)開繊長50mm以下の割合99%、開繊長30mm以下の割合83%、15%伸長時応力0.9gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.55gf/デシテックスであった。
【0037】
比較例4
インターレース付与を圧空圧0.4MPa流量105Nl/分の圧空が供給されたインターレースノズルで行い、4070m/min引き取った後1.15倍に延伸したこと以外は実施例1と同様な方法で繊維を得た。この製法により60.5デシテックス、フィラメント数98(単糸繊度=0.6デシテックス)、開繊長50mm以下の割合99%、開繊長30mm以下の割合80%、15%伸長時応力1.6gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.50gf/デシテックスであった。
【0038】
比較例5
溶融紡糸口金パックを43ホールの丸孔としたこと以外は実施例1と同様な方法で繊維を得た。この製法により60.5デシテックス、フィラメント数43(単糸繊度=1.4デシテックス)、開繊長50mm以下の割合99%、開繊長30mm以下の割合80%、15%伸長時応力1.1gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.53gf/デシテックスであった。
【0039】
【表1】

【図面の簡単な説明】
【0040】
【図1】図1は本発明の仮撚用ポリアミド繊維生産方法の一例を表す図である。
【図2】図2は整流板を付けた冷却装置を表す図である。
【図3】図3は糸条側面全方向から冷却できる冷却装置を表す図である。
【符号の説明】
【0041】
1 口金
2 口金下保温ゾーン
3 チムニー
4 給油装置
5 インターレースノズル
6 引き取りローラー
7 延伸ローラー
8 ワインダー(巻取装置)
9 繊維フィラメント
10 繊維製品パッケージ
【技術分野】
【0001】
本発明は、単糸繊度が1.2デシテックス以下の極細仮撚用ポリアミド繊維であり、仮撚加工を施すことにより、ソフト性に優れた仮撚捲縮糸を得ることができる仮撚用ポリアミド繊維に関するものである。
【背景技術】
【0002】
ポリアミド繊維は機械的特性をはじめとして数多くの優れた特性を有していることから、衣料用途および産業資材用途に広く用いられている。衣料用途の中でも仮撚加工糸は織物、編物など用途が広く生産量もかなり多い。特に、単糸繊度が1.2デシテックス以下の極細仮撚加工糸は、布帛にしたとき、非常に柔らかな風合いが得られ、かつ保温性、吸水性も通常の単糸繊度の仮撚加工糸より向上するため、極細仮撚加工糸の市場要求は高まっている。したがって高品位な極細仮撚加工糸を安定して効率よく生産することが求められている。
【0003】
上記のような仮撚用繊維を得る方法としては、例えば特許文献1には繊維の開繊長、および開繊長のばらつきを規定した繊維によって解決する方法が示されている。しかしながら、単糸繊度が1.2デシテックス以下の極細仮撚加工糸を生産する場合においては規定の開繊長では長すぎるため、前記のような各単糸がばらけ、引っかかりにより解じょ不良が生じ、工程不調や仮撚加工糸の品位の悪化につながる。
【0004】
また、特許文献2にはインターレースを付与することにより製織工程の簡略化と品位の向上を実現できる方法が示されているが、これらは事実上2工程を要する製造プロセスを経て生産される繊維に関する方法であり、特に単糸繊度の細い品種に適用した場合、工程が増えればその分糸道ガイドや糸条同士の擦過が多くなるため品質上劣るという欠点がある。
【0005】
また、特許文献3に記載の繊維では、インターレースは十分に与えられているが仮撚り加工性の点からは不十分であった。すなわち、特許文献3に記載の糸条をそのまま仮撚り加工した場合、仮撚り加工時の張力が大きく変動し、加工糸の染色斑や加工糸切れが発生してしまう問題が依然残されていた。
【特許文献1】特開2002−146638
【特許文献2】特開2007−197874
【特許文献3】特開2006−265743
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明はこれら従来技術が抱える問題点を解決すること、すなわち高品位な極細仮撚加工糸を与え得る仮撚用ポリアミド繊維およびこれを安定して生産する方法を提供すること、およびタイツ用に適した仮撚加工糸を提供することを課題とする。
【課題を解決するための手段】
【0007】
上記課題は、下記構成を採用することにより解決される。
【0008】
単糸繊度が1.2デシテックス以下ポリアミド繊維において、糸条の15%伸長時の応力が1.0〜1.5gf/デシテックス以下、開繊長50mm未満のインターレース開繊部が全体の99%以上、開繊長30mm未満のインターレース開繊部が全体の80%以上であることを特徴とする仮撚用ポリアミド繊維。
【0009】
上記の仮撚用ポリアミド繊維を仮撚加工して成る、タイツ用仮撚加工糸。
【0010】
単糸繊度が1.2デシテックス以下のポリアミド繊維を製造する方法において、口金から溶融ポリマーを吐出し、それを冷却、収束した糸条を紡糸張力0.8g/デシテックス以下で引き取りつつインターレースを付与することを特徴とする上記記載の仮撚用ポリアミド繊維の製造方法。
【発明の効果】
【0011】
本発明により、高品位な極細仮撚加工糸を与え得る仮撚用ポリアミド繊維が得られるようになった。また、本発明により上記仮撚用ポリアミド繊維を安定して生産することができるようになった。さらに上記により得られた仮撚加工糸は、タイツ用として極めて適している。
【発明を実施するための最良の形態】
【0012】
以下本発明を詳細に説明する。本発明のポリアミド繊維に使用されるポリアミドは、ポリアミドのホモポリマーまたはコポリマーであり、これらのポリアミドは、ラクタム、アミノカルボン酸あるいはジアミンとジカルボン酸との塩から形成されるアミド結合を有する溶融成形可能な重合体である。ポリアミドとしては、種々のポリアミドを使用することができ、特に限定されないが、繊維形成能および力学的特性の点でポリカプラミド(ナイロン6)、ポリヘキサメチレンアジパミド(ナイロン66)が好ましい。これらナイロン6,ナイロン66などのポリアミドのコポリマーとしては、20モル%以下の割合で他のアミノカプロン酸、ラクタムなどを共重合したものが使用できる。また、本発明で使用するポリアミドはラクタム、アミノカルボン酸あるいはジアミンとジカルボン酸との塩から形成されるアミド結合を混合成分として含むものについても使用可能である。本発明におけるポリマーには本発明の目的を逸脱しない範囲で、主成分の他に第2,第3成分を共重合または混合してもよい。また、本発明におけるポリマーには各種の添加剤、たとえば、艶消剤、難燃剤、酸化防止剤、紫外線吸収剤、赤外線吸収剤、結晶核剤、螢光増白剤などを必要に応じて共重合または混合していてもよい。
【0013】
本発明の仮撚用繊維の製造方法については特に限定はしないが、熱可塑性ポリマーを溶融し、口金からこれを吐出し、冷却風を吹き付けることによって糸条を冷却し、収束(すなわち油剤、インターレースノズルを付与)した後パッケージに巻き取る1工程法がコストの面から好ましい。 本発明の仮撚り用繊維は、一度巻き取られた後、次工程である仮撚り工程へと輸送され、繊維に捲縮を与えられたあと編み物、織物へと加工される。本発明の仮撚用繊維の仮撚り加工方法については特に限定はしないが、仮撚り用繊維パッケージから糸条を送り出し、ヒーター等により加熱した後、仮撚りディスク等により仮撚りを与えた後、仕上げ剤を付与して仮撚り加工糸パッケージを形成する。
【0014】
本発明の仮撚用ポリアミド繊維生産方法の一例を、(図1)にしたがって具体的に説明する。(図1)は本発明に係る合成繊維の製造工程の一例を示す概略図である。
溶融された熱可塑性ポリマーを口金1から吐出し、口金下保温ゾーン2を通過させた後、チムニー3によって冷却風を吹き当てることにより室温まで冷却し糸条とする。給油装置4で給油するとともに集束し、インターレースノズル5でインターレースを付与し、引き取りローラー6、延伸ローラー7を通過し、ワインダー(巻取装置)8で巻き取る。尚、9は繊維フィラメント、10は繊維製品パッケージである。糸条を冷却するに際し、単糸間の冷却斑を抑え糸条の長手方向の繊度斑を低減させる目的で(図2)のような整流板を付けた冷却装置11が好ましく、さらに好ましくは(図3)のような糸条側面全方向から冷却できる冷却装置12である。また、パッケージに巻き取る前に2組以上のローラーにより延伸しても良いが、この場合、延伸することにより付与されているインターレースがほどけてしまう事があるため、延伸倍率は低くするか、もしくは延伸後に再度インターレースを付与してもよい。
【0015】
本発明のポリアミド繊維は、単糸繊度が1.2デシテックス以下であることが必要であり、好ましくは0.3〜0.8デシテックス以下である。単糸繊度が1.2デシテックスを越える場合は、糸条の剛性が高くなり所望するインターレースを得ることが困難となり、且つ仮撚加工したときに肌触りの良い繊維を得ることが困難となる。
【0016】
本発明ではインターレースを十分付与するために、糸条が収束したあとの紡糸張力、インターレースノズルの設定圧及びエアー流量、延伸倍率をそれぞれ適正な値とする必要がある。
【0017】
すなわち、糸条が収束した後の紡糸張力が高い場合、インターレースノズルでエアーを吹き付けても十分に繊維のフィラメントが開繊せず、結果十分なインターレースを付与することができなくなるため、糸条が収束したあとの紡糸張力は0.8g/デシテックス以下が好ましく、より好ましくは0.3〜0.7g/デシテックスい。この紡糸張力は引き取り速度、糸条の収束位置によってある調整することができる。すなわち引き取り速度が速く、また/もしくは、糸条の収束していない距離が長くなれば紡糸張力が高くなる。単糸繊度1.2デシテックス以下のポリアミド繊維においては引き取り速度4000〜4600m/minに対して口金〜収束位置までの距離は1000mm以下とすることで、紡糸張力を0.8g/デシテックス以下とすることができる。
【0018】
また、インターレースを付与する際の設定圧及びエアー流量も重要であり、十分な設定圧及びエアー流量が与えられない場合、繊維の開繊が少なくなり、インターレースの開繊部分の長さは長くなるため、設定圧及びエアー流量は好ましくは圧空圧0.3MPa流量20Nl/分以上であり、好ましくは圧空圧0.3MPa流量85Nl/分以上0.5MPa流量115Nl/分以下である。
【0019】
また、インターレースを付与した繊維に強い張力をかけると、インターレースがほどけてしまうため、繊維の製造工程で強い張力をかけないようにすることが重要である。(図1)の様な製造プロセスでは糸条を延伸する工程において強い張力がかかる可能性がある。したがって、延伸倍率は低い方が好ましい。
本発明の繊維は開繊長50mm未満のインターレース開繊部が全体の99%以上、開繊長30mm
未満のインターレース開繊部が全体の80%以上となる開繊長分布である必要があり、好ましくは5mm以上30mm未満のインターレース開繊部が全体の75%以上である。開繊長50mmを超えるインターレース開繊部が多く分布していると、繊維を梱包、輸送、仮撚り工程での準備を行う過程において、ハ゜ッケーシ゛端面の繊維が擦れハ゜ッケーシ゛端面から単糸が垂れ下がったり、その単糸が切れて毛羽を発生させるため好ましくない。
【0020】
また、開繊長30mm未満のインターレース開繊部が80%未満の場合、仮撚り加工時に仮撚加工時にクリールスタンドから仮撚機へ糸を送り込む際、解じょされている糸条同士が擦れ合い、そのために糸条の各単糸がばらけ、時には引っかかることでのドラムの解舒性が悪化し、輪抜けあるいはそれに起因する加工糸切れが発生するため好ましくない。
開繊長の測定方法は後述する。
【0021】
本発明では繊維の長手方向の繊度斑について、糸条繊度変動を示しており、染色時に糸条の太い部分が濃染となり、布帛の均染性が低下し外観を損ねるため小さい値である方が好ましい。特に糸条を特に仮撚加工を行うと染色時の濃淡差が大きく発現するためウースター斑は1.2%以下であることが好ましく。さらに好ましくは、1.0%以下である。ウースター斑を小さくする方法については特に限定はしないが、冷却風吹き出し装置に格子を付けることで冷却風を整流する方法や、糸条を外周および/または内周から円環状に冷却風を吹き付ける方法が好ましい。
【0022】
また、この仮撚用ポリアミド繊維の伸度は50〜70%であることが好ましい。50%未満の場合、長繊維の引張抵抗が高くなり、仮撚り加工において加撚される実撚り数少なくなるため、得られる加工糸に十分な捲縮が付与されない。一方70%を超えると、加撚される実撚り数が過剰となり、得られた加工糸に毛羽が生じたり、強度が低下するため好ましくない。
【0023】
また、得られた原糸を15%伸長させたときの応力は1.0〜1.5gf/デシテックス以下である必要があり好ましくは1.1〜1.3gf/デシテックス以下である。15%伸長時応力が1.0gf/デシテックス未満の場合、仮撚り加工時の張力が低くなりすぎ、加工糸切れや、加工張力変動が生じるため、加工糸の品位低下や、収率が悪化する。また、15%伸長時応力が1.5gf/デシテックスより大きくなると、仮撚り加工を行う際、インターレース部に大きな張力が集中し、単糸切れを発生させ、工程通過性や、布帛の品位を低下させる。この際繊維を生産する工程において引き取り速度と、延伸倍率をそれぞれ適切な値とする必要がある。すなわち、引き取り速度が速くなると糸条の配向が進み、得られた繊維の伸長時の応力が高くなり、引き取り速度が遅くなると糸条の配向が進まないため得られた繊維の伸長時の応力が相対的に低いままである。また、延伸倍率についても延伸倍率を高くすると糸条の配向が進み、得られた繊維の伸長時の応力が高くなる。そこで、本発明の繊維を得るためには引き取り速度4000〜5000m/minとし、延伸倍率は1.10倍以下とすることが好ましい。 本発明のポリアミド繊維の単糸数は特に限定されるものではないが、単糸数24本以上の糸条で解じょ性向上の効果が大きく、好ましく採用される。
【0024】
本発明の仮撚用ポリアミド繊維の断面形状は特に限定されるものではなく、例えば,丸断面、偏平断面、レンズ型断面、三葉断面、マルチローバル断面、3〜8ヶの凸部と同数の凹部を有する異形断面、中空断面その他公知の異形断面でもよい。
【0025】
上記の方法で得られた仮撚り用ポリアミド繊維は通常の方法で仮撚り加工を施され、タイツに編成される。すなわち仮撚り用繊維パッケージから300〜800m/minで繊維を引き出し、150〜200℃のヒーターにて0.05〜0.50sec加熱され、1.1〜1.2倍程度に延伸を行いながら延伸同時仮撚り加工を行う。この際、摩擦仮撚り具などを用いて延伸同時仮撚り加工を行う。その後、仮撚り加工糸の重量に対して1.0〜3.0%程度の油剤を付与する。また、油剤付与の前後で加工糸の収束性を向上する目的でインターレースを付与しても良い。このようにして得られたポリアミド仮撚り加工繊維は編み機によりタイツとなる。
【0026】
本発明の仮撚り用ポリアミド゛繊維は均一に仮撚り加工がなされていることから見た目や、触感において優れたタイツを得ることができる。
【実施例】
【0027】
以下、実施例により本発明を詳細に説明する。
実施例中の各特性値は次の方法にしたがって求めた。
A.繊度および単糸繊度
試料を枠周1.125mの検尺機にて27デシテックス以下の品種は400回巻、28デシテックス以上の品種は200回巻カセを作成し、熱風乾燥機にて乾燥後(105±2℃×60分)天秤にてカセ重量を量り公定水分率を乗じた値から繊度を算出した。また、得られた繊度を糸条単糸数で割り返した値を単糸繊度とした。
B. 開繊長および開繊長の比率
ROTHSCHILD社製ENTANGLEMENT TESTER R−2040を用い、測定速度2.5m/分、トリップテンションレベル1.2cN、トリップ後の次回針刺しまでの糸長0.5mとし、針刺部からトリップテンションレベル(1.2cN)に到達してトリップするまでの糸条長を開繊長と見なし240回繰り返し測定を行い、繰り返し測定回数に1000を乗じた値を開繊長長さ(cm)の合計で除した値をインターレース数とした。また、得られたデータを5mm単位毎に弁別し、開繊長が50mm未満である割合、開繊長が30mm未満である割合、開繊長が5mm以上30mm未満である割合を、下記式により求めた。
50mm未満の開繊長比率(%)=50mm未満以下の開繊長の個数/測定回数×100
30mm未満の開繊長比率(%)=30mm未満以下の開繊長の個数/測定回数×100
5mm以上30mm未満の開繊長比率(%)=
5mm以上30mm未満以下の開繊長の個数/測定回数×100
C.15%伸長時応力
15%伸長時応力はORIENTEC社製TENSIRON RPC−1210Aを使用し、
つかみ間隔50cmで把持し、50cm/minの引っ張り速度で伸長させ、57.5cmまで伸長させたときの張力を3回測定し、その平均値を繊維の繊度で割り返した値とした。
D.紡糸張力
口金から吐出された糸条が給油装置で給油されるとともに集束したあとの張力をTEK社製TTM−101−Dにて口金から4mの位置で測定した。
E. ウースター斑
ウースター斑は、ZELLWEGER USTER社のUSTER TESTER UT−4を使用して糸速50m/分、S撚り、撚り数8000rpmで3分間、1/2inertで測定した。
F. 仮撚加工性
得られた繊維を仮撚加工した時の解じょ不良による解じょ切れ、仮撚り時の撚り切れを合計して加工糸切れを計算し、以下の3段階で判定した。
【0028】
○・・・加工糸切れ10%未満
△・・・加工糸切れ10%以上、30%未満
×・・・加工糸切れ30%以上
G. 仮撚加工糸の品位
得られた繊維を加工してできた仮撚加工糸を筒編み、染色した布帛の柔らかさ、表面のなめらかさ、布帛の色の深みを目視および触感で判定し、以下の3段階で判定した。
【0029】
○・・・良好(染色した布帛が柔らかく、表面がなめらかであり、布帛の色に深みがある)
△・・・やや不良(染色した布帛が柔らかく、表面がなめらかであるが、一部表面に傷があったり布帛の色が不均一)
×・・・不良(布帛表面に傷が多く、また、布帛が堅い)
実施例1
98%硫酸相対粘度2.63のナイロン66を285℃で溶融後、溶融紡糸口金パックに供し、98ホールの丸孔を持った口金孔から吐出し(吐出量=23.4g/分)、冷却風で冷却し、口金面より800mmの位置で油剤を給油し集束させ、インターレースの付与を行いながら、4550m/分で引き取り、延伸することなく4400m/分でパッケージに巻き取った。このときインターレースの付与は圧空圧0.3MPa流量85Nl/分の圧空が供給されたインターレースノズルを介して行った。この製法により60.5デシテックス、フィラメント数98(単糸繊度=0.6デシテックス)、開繊長50mm以下の割合99%、開繊長30mm以下の割合85%、15%伸長時応力1.2gf/デシテックスのナイロン66繊維を得た。また集束時の紡糸張力は0.61gf/デシテックスであった。
【0030】
実施例2
68ホールの丸孔を持った口金孔から吐出し(吐出量=18.4g/分)としたこと以外は実施例1と同様な方法で繊維を得た。この製法により43.8デシテックス、フィラメント数68(単糸繊度=0.6デシテックス)開繊長50mm以下の割合99%、開繊長30mm以下の割合88%、15%伸長時応力1.1gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.62gf/デシテックスであった。
【0031】
実施例3
インターレース付与を圧空圧0.4MPa流量105Nl/分の圧空が供給されたインターレースノズルで行い、4365m/min引き取った後1.05倍に延伸したこと以外は実施例1と同様な方法で繊維を得た。この製法により60.5デシテックス、フィラメント数98(単糸繊度=0.6デシテックス)、開繊長50mm以下の割合99%、開繊長30mm以下の割合83%、15%伸長時応力1.3gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.55gf/デシテックスであった。
【0032】
実施例4
溶融紡糸口金パックを50ホールの丸孔としたこと以外は実施例1と同様な方法で繊維を得た。この製法により60.5デシテックス、フィラメント数50(単糸繊度=1.2デシテックス)、開繊長50mm以下の割合99%、開繊長30mm以下の割合84%、15%伸長時応力1.1gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.58gf/デシテックスであった。
【0033】
実施例5
インターレース付与を圧空圧0.4MPa流量105Nl/分の圧空が供給されたインターレースノズルで行い、4365m/min引き取った後1.09倍に延伸したこと以外は実施例1と同様な方法で繊維を得た。この製法により60.5デシテックス、フィラメント数98(単糸繊度=0.6デシテックス)、開繊長50mm以下の割合99%、開繊長30mm以下の割合80%、15%伸長時応力1.5gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.52gf/デシテックスであった。
【0034】
比較例1
インターレースノズルの圧空圧を0.1MPa流量42Nl/分としたこと以外は実施例1と同様の製法で60.5デシテックス、フィラメント数98(単糸繊度=0.6デシテックス)、開繊長50mm以下の割合46%、開繊長30mm以下の割合10%、15%伸長時応力1.1gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.61gf/デシテックスであった。
【0035】
比較例2
繊維の収束位置を口金面から1400mmとしたこと以外は実施例1と同様の製法で60.5デシテックス、フィラメント数98(単糸繊度=0.6デシテックス)開繊長50mm以下の割合93%、開繊長30mm以下の割合80%、15%伸長時応力1.2gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.90gf/デシテックスであった。
【0036】
比較例3
繊維の収束位置を口金面から500mmとしたこと以外は実施例1と同様の製法で60.5デシテックス、フィラメント数98(単糸繊度=0.6デシテックス)開繊長50mm以下の割合99%、開繊長30mm以下の割合83%、15%伸長時応力0.9gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.55gf/デシテックスであった。
【0037】
比較例4
インターレース付与を圧空圧0.4MPa流量105Nl/分の圧空が供給されたインターレースノズルで行い、4070m/min引き取った後1.15倍に延伸したこと以外は実施例1と同様な方法で繊維を得た。この製法により60.5デシテックス、フィラメント数98(単糸繊度=0.6デシテックス)、開繊長50mm以下の割合99%、開繊長30mm以下の割合80%、15%伸長時応力1.6gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.50gf/デシテックスであった。
【0038】
比較例5
溶融紡糸口金パックを43ホールの丸孔としたこと以外は実施例1と同様な方法で繊維を得た。この製法により60.5デシテックス、フィラメント数43(単糸繊度=1.4デシテックス)、開繊長50mm以下の割合99%、開繊長30mm以下の割合80%、15%伸長時応力1.1gf/デシテックスのナイロン66繊維を得た。また、集束時の紡糸張力は0.53gf/デシテックスであった。
【0039】
【表1】
【図面の簡単な説明】
【0040】
【図1】図1は本発明の仮撚用ポリアミド繊維生産方法の一例を表す図である。
【図2】図2は整流板を付けた冷却装置を表す図である。
【図3】図3は糸条側面全方向から冷却できる冷却装置を表す図である。
【符号の説明】
【0041】
1 口金
2 口金下保温ゾーン
3 チムニー
4 給油装置
5 インターレースノズル
6 引き取りローラー
7 延伸ローラー
8 ワインダー(巻取装置)
9 繊維フィラメント
10 繊維製品パッケージ
【特許請求の範囲】
【請求項1】
単糸繊度が1.2dtex以下ポリアミド繊維において、糸条の15%伸長時の応力が1.0〜1.5gf/デシテックス以下、開繊長50mm未満のインターレース開繊部が全体の99%以上、開繊長30mm未満のインターレース開繊部が全体の80%以上であることを特徴とする仮撚用ポリアミド繊維。
【請求項2】
請求項1記載の仮撚用ポリアミド繊維を仮撚加工して成る、タイツ用仮撚加工糸。
【請求項3】
単糸繊度が1.2dtex以下のポリアミド繊維を製造する方法において、口金から溶融ポリマーを吐出し、それを冷却、集束した糸条を紡糸張力0.8g/デシテックス以下で引き取りつつインターレースを付与することを特徴とする請求項1記載の仮撚用ポリアミド繊維の製造方法。
【請求項1】
単糸繊度が1.2dtex以下ポリアミド繊維において、糸条の15%伸長時の応力が1.0〜1.5gf/デシテックス以下、開繊長50mm未満のインターレース開繊部が全体の99%以上、開繊長30mm未満のインターレース開繊部が全体の80%以上であることを特徴とする仮撚用ポリアミド繊維。
【請求項2】
請求項1記載の仮撚用ポリアミド繊維を仮撚加工して成る、タイツ用仮撚加工糸。
【請求項3】
単糸繊度が1.2dtex以下のポリアミド繊維を製造する方法において、口金から溶融ポリマーを吐出し、それを冷却、集束した糸条を紡糸張力0.8g/デシテックス以下で引き取りつつインターレースを付与することを特徴とする請求項1記載の仮撚用ポリアミド繊維の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−84749(P2009−84749A)
【公開日】平成21年4月23日(2009.4.23)
【国際特許分類】
【出願番号】特願2007−256814(P2007−256814)
【出願日】平成19年9月28日(2007.9.28)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成21年4月23日(2009.4.23)
【国際特許分類】
【出願日】平成19年9月28日(2007.9.28)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]