
任意形状追従型固定装置及びそれを備えた検査・補修装置、並びにそれを用いた検査・補修方法
【課題】
検査装置や補修装置等の駆動軸数を低減し、装置の小型化及び簡素化、並びに制御システムの簡略化を図ることが可能な装置を提供することを課題とする。
【解決手段】
球状の回転体と回転体を格納及び保持する格納容器とから構成される関節状構造体と、回転体の動きを拘束する回転体固定機構とを備える。さらに、回転体固定機構は、回転体の摺動部に設置された磁粉と、回転体の外部に設置され、電気を通電することにより磁粉を固着させて回転体を拘束させる励磁コイルとを備える。これにより、検査装置や補修装置等の駆動軸数を低減し、装置の小型化及び簡素化、並びに制御システムの簡略化を図ることが可能となる。
検査装置や補修装置等の駆動軸数を低減し、装置の小型化及び簡素化、並びに制御システムの簡略化を図ることが可能な装置を提供することを課題とする。
【解決手段】
球状の回転体と回転体を格納及び保持する格納容器とから構成される関節状構造体と、回転体の動きを拘束する回転体固定機構とを備える。さらに、回転体固定機構は、回転体の摺動部に設置された磁粉と、回転体の外部に設置され、電気を通電することにより磁粉を固着させて回転体を拘束させる励磁コイルとを備える。これにより、検査装置や補修装置等の駆動軸数を低減し、装置の小型化及び簡素化、並びに制御システムの簡略化を図ることが可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、検査装置や研磨装置等の補修装置に適用される固定装置に係り、特に、沸騰水型原子炉の原子炉圧力容器の下部鏡板や制御棒駆動機構スタブチューブ取り付け溶接部のような狭隘部に位置する3次元形状構造物を対象とする補修装置に適用するのに好適な固定装置、及びこの固定装置を備えた検査・補修装置、並びにこの検査・補修装置を用いた検査・補修方法に関する。
【背景技術】
【0002】
3次元的形状を有する機器を研磨する場合、研磨用砥石の研磨面を被研磨面に対して並行に押し付けるなど、研磨に最適な角度で研磨砥石を被研磨面に押し付ける必要がある
(例えば、特許文献1参照。)。また、3次元的形状を有する機器に対して超音波探傷検査を実施する場合も、探触子を探傷面に適切な角度で押し付ける必要がある。このため、装置先端の補修ツールや探触子を任意の傾きに制御するために、装置の先端部には3軸以上の駆動軸を設置する必要がある。
【0003】
【特許文献1】特開2005−227020号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
研磨砥石や探触子を任意の傾きに制御するために、研磨装置等の先端部に3軸以上の駆動軸を設置すると、装置の先端部に多数の駆動軸を設置することになるため、装置先端部の機構が複雑化,大型化してしまう。装置の大型化は、狭隘部での施工を困難にするという課題がある。また、多数の駆動軸を用いて研磨砥石や探触子等を任意の傾きに制御する場合、複数軸の同時制御が必要になり、制御システムが複雑化するという課題がある。従って、必要最小限の軸数で3次元形状部の補修が可能な装置が望まれている。
【0005】
本発明は、検査装置や補修装置等の駆動軸数を低減し、装置の小型化及び簡素化、並びに制御システムの簡略化を図ることが可能な装置を提供することを課題とする。
【課題を解決するための手段】
【0006】
球状の回転体と回転体を格納及び保持する格納容器とから構成される関節状構造体と、回転体の動きを拘束する回転体固定機構とを備える。
【発明の効果】
【0007】
検査装置や補修装置等の駆動軸数を低減することが可能になり、装置の小型化及び簡素化、並びに制御システムの簡略化を図ることが可能になる。
【発明を実施するための最良の形態】
【0008】
以下、図1−図9を用いて、本発明における固定装置、及びこの固定装置を備えた検査・補修装置、並びにこの検査・補修装置を用いた検査・補修方法について詳細に説明する。
【実施例1】
【0009】
本発明に係る任意形状追従型固定装置の第1の実施例を図1−図7を用いて説明する。本実施例は、任意形状追従型固定装置を備えた検査・補修装置を用いて、原子炉圧力容器の炉底部機器の検査・補修を行うものである。ここで、本実施例においては、検査・補修装置として研磨砥石を備えた研磨装置を用いる。
【0010】
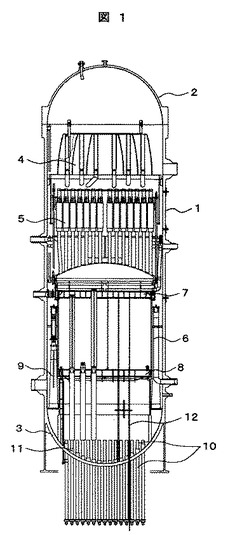
まず、本実施例における任意形状追従型固定装置の適用対象である沸騰水型原子炉の原子炉圧力容器と炉内構造物について説明する。図1は、沸騰水型原子炉の概略縦断面図を示している。原子炉圧力容器1の中には、蒸気乾燥器4,汽水分離器5,炉心シュラウド6,上部格子板7,炉心支持板8,ジェットポンプ9等の炉内構造物が据え付けられている。原子炉圧力容器1の上部には、原子炉圧力容器を密封するための原子炉圧力容器上蓋2が設置されている。また、原子炉圧力容器1の下部鏡板3には、制御棒駆動機構ハウジング10が制御棒駆動機構スタブチューブ11を介して溶接で取り付けられ、中性子束計測ハウジング12が溶接で取り付けられている。
【0011】
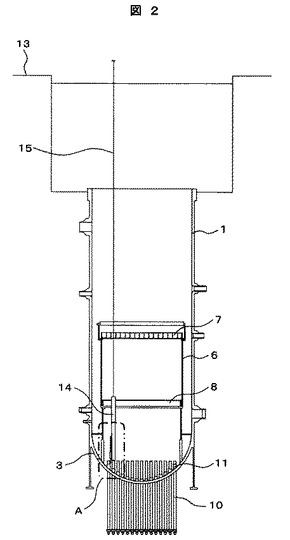
図2は、定期点検時における沸騰水型原子炉の状態を示す概略縦断面図である。定期点検時においては、原子炉圧力容器上蓋が開放され、汽水分離器や蒸気乾燥器等の炉内構造物が原子炉圧力容器外に搬出される。定期点検時において、例えば、炉底部機器である制御棒駆動機構スタブチューブ11の取り付け溶接部や下部鏡板3を研磨する場合は、オペレーションフロア13側から、研磨装置14を投入し、作業員が遠隔操作により作業を行う。研磨装置14は、オペレーションフロア13からチェーンブロック15等により投入され、上部格子板7及び炉心支持板8を通過し、制御棒駆動機構ハウジング10の上端部に着座される。
【0012】
図3は、図2のA部を拡大したものであり、従来の補修装置等の一例を示している。制御棒駆動機構スタブチューブ取り付け溶接部17を研磨する場合、従来の補修装置等においては、まず、研磨装置本体14aのリンク14bの前進機構aと、研磨装置本体14aの旋回機構bと、研磨装置本体14aの昇降機構cとにより、アクセス部14c及び研磨ヘッド20を介して、研磨砥石18を有する研磨駆動部19を所定の研磨位置まで搬送する。その後、研磨部分の形状に合わせ、研磨砥石を研磨面に適切な角度で押し付ける。研磨砥石を研磨面に対して適切な角度に設定するために、研磨ヘッド20内に設置される3軸以上の駆動軸を遠隔で操作する。研磨砥石を研磨面に対して適切な角度に設定した後、研磨作業を行う。このような従来の研磨装置の場合、研磨作業を複数軸により行うため、高度な研磨作業が可能であるが、研磨ヘッド部が複雑化,大型化し、狭隘部のような作業スペースが小さい部位を対象とする場合、研磨作業が困難となる場合がある。また、研磨ヘッド部の駆動軸が3軸の場合、装置本体の駆動軸3軸とあわせ、合計6軸の同時制御が必要になり、制御システムの複雑化が課題となる。
【0013】
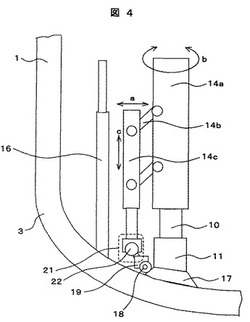
図4は、本実施例における任意形状追従型固定装置を備えた検査・補修装置を示す図である。本実施例においては、研磨砥石18を有する研磨駆動部19を、研磨装置本体14aのリンク14bの前進機構aと、研磨装置本体14aの旋回機構bと、研磨装置本体14aの昇降機構cとにより、研磨砥石を所定の研磨位置に移動する手順は、従来技術と同様である。一方、本実施例における検査・補修装置は、研磨ヘッド21に本発明に係る任意形状追従型固定装置22を備える。
【0014】
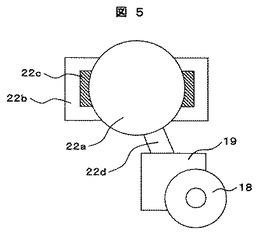
本実施例における任意形状追従型固定装置の詳細構造を以下に示す。図5は、本実施例における任意形状追従型固定装置の構造を示す図である。任意形状追従型固定装置22は、球状の回転体22aと、回転体22aを格納・保持するとともに回転体22aが自由に回転できる構造を有する格納容器22bとで構成される。具体的には、球状である回転体22aが自由に回転できる構造として、格納容器22bはその内部に、(少なくとも一部が)回転体22aと略同一形状(略同一半径であるが、回転体22aが格納容器22bに格納されるため、回転体22aの半径のほうが格納容器22bの半径よりも若干小さくなる。)の球状の格納部を備える。格納部をこのような構造とすることにより、回転体22aが格納容器22b内に格納・保持されるとともに、回転体22aが格納容器22b内で自由に回転することができる。つまり、球状の回転体22aと回転体を格納する格納容器
22bとにより、回転体22aが格納容器22b内で自由に回転可能な関節状構造体が形成される。格納容器22bは、後述する電磁固定方法等により、回転体22aの自由回転を抑制したり、完全に固定することが可能な固定機構22cを有する。固定機構22cが作動していない状態では、回転体22aは格納容器22b内で自由に回転することができる。研磨砥石18を保持する研磨駆動部19は、回転体22aに接続アーム22dを介して取り付けられるため、研磨駆動部19は回転体22aの動作可能範囲内を自由に動くことが可能となる。
【0015】
次に、本実施例における任意形状追従型固定装置の固定手段について説明する。図7は、固定手段として電磁パウダーを用いた任意形状追従型固定装置を示す図である。非磁性材料でできた球状の回転体22aと、回転体22aを格納・保持する磁性材料でできた格納容器22bとで構成される。さらに、回転体22aと格納容器22bとの摺動部には、磁性を有する磁粉パウダー26が設置されている。また、格納容器22b内には、励磁コイル27が設置される。励磁コイル27と磁粉パウダー26には、磁束の流れを遮断するための非磁性材料の部材28が設置される。磁粉パウダー26の背面には、磁性材料の部材29が設置される。励磁コイル27に電気を流さない場合は、図7(a)に示すように、回転体22aは格納容器22b内で自由に回転することが可能である。一方、励磁コイルに電気を通電すると、図7(b)に示すように、磁束の流れ31が発生し、内部の磁粉パウダー26が磁束31により鎖状につながる。磁粉パウダー26が磁束31により鎖状につながることにより、回転体22aの回転が抑制される。励磁コイルにより高い電気を流すことにより、回転体22aを完全に固定することが可能である。一方、回転体22aを完全には固定せず、回転を抑制する程度に励磁コイルに流れる電流を制御することも可能である。尚、任意形状追従型固定装置を水中で使用する場合は、図7(c)に示すように、Oリング32等のシール材を設置することで対応可能である。
【0016】
本実施例における任意形状追従型固定装置22を備えた検査・補修装置(研磨装置)の検査・補修(研磨)手順を説明する。図4に示すように、まず、任意形状追従型固定装置22の回転体22aを拘束しない状態で(または、固定機構22cにより若干拘束をかけた状態で)、研磨装置本体14aの前進機構a,旋回機構b,昇降機構cを用いて、研磨部位に研磨砥石18を搬送する。その後、回転体22aを拘束しない状態で、回転体22aを研磨砥石18に追従させる。具体的には、前進機構a,旋回機構b,昇降機構cを用いて、研磨砥石18を研磨面に対して押し付け、研磨砥石18が研磨面に対して適切な状態や角度で当たるように接触状態の調整を行う。研磨砥石18が適切な状態で設定された後、固定機構22cにより回転体22aを固定する。その後、固定機構22cにより回転体22aを固定した状態で、研磨砥石18による研磨作業を実施する。
【0017】
本実施例における任意形状追従型固定装置22を用いることにより、従来の研磨ヘッドにおいては3軸以上必要であった駆動軸数を、1軸に低減することが可能になる。また、回転体22aの制御もフリーと固定のモードのみであるため、実質的な研磨装置14の制御軸数は研磨装置本体14aの3軸のみとなり、研磨ヘッド21の小型化,簡素化、及び制御システムの簡素化を図ることが可能となる。
【0018】
尚、本実施例においては、検査・補修装置として研磨装置を用いた実施例について説明したが、超音波探傷検査装置や渦電流探傷検査装置等の検査装置や他の補修装置等に対しても本実施例における任意形状追従型固定装置を適用することが可能である。つまり、原子炉圧力容器内炉底部のような狭隘部において、検査・補修器具を適切な状態・角度に位置・調整することが必要な検査・補修装置に対して、本実施例における任意形状追従型固定装置を適用することにより、当該狭隘部に対して適切な処理を容易に実行することができる。図6に、一例として、本実施例における任意形状追従型固定装置を渦電流探傷検査装置に適用した場合の概念図を示す。渦電流探傷検査装置により狭隘部に存在する検査面を検査する場合、検査面に対して垂直に探触子を設置する等、施工面(検査面)へ適切に装置(探触子)を設置する必要がある。具体的には、上述した研磨装置と同様の手順で、渦電流探傷ヘッド25を任意形状追従型固定装置に設置し、アクセス装置24を用いて渦電流探傷センサ23を検査面に適切な角度で設置した後、回転体22aを固定機構により固定して、所定の探傷検査を行う。
【0019】
本実施例における検査・補修装置には、少なくとも、任意形状追従型固定装置と、検査・補修部位に対して実際に検査・補修作業を実施する検査・補修器具とを備える。検査・補修器具は任意形状追従型固定装置に接続される。検査・補修器具としては、具体的には、研磨装置の場合は研磨砥石及び砥石駆動部等が該当し、渦電流探傷検査装置の場合は渦電流探傷センサ及び渦電流探傷ヘッド等が該当する。
【0020】
以上、本実施例における任意形状追従型固定装置を用いることにより、検査装置や補修装置等の駆動軸数を低減することが可能となり、装置の小型化及び簡素化、並びに制御システムの簡略化を図ることが可能になる。
【実施例2】
【0021】
本発明に係る任意形状追従型固定装置の第2の実施例を図8を用いて説明する。本実施例は、任意形状追従型固定装置の固定手段として、水圧で駆動するピストンを用いたものである。
【0022】
本実施例における任意形状追従型固定装置は、実施例1に記載の任意形状追従型固定装置と同様に、球状の回転体33と、その回転体33を格納する格納容器34とで構成される。さらに、本実施例における任意形状追従型固定装置の格納容器34内には円筒状開口部36が設けられ、内部にピストン35が設置されている。ピストン35は、水圧駆動装置39から供給される水圧により駆動される。水圧駆動装置39は、円筒状開口部36の端部からホース37及び開閉弁38を介して接続される。ピストン35に水圧が作用していない場合は、図8(a)に示すように、ピストン35が回転体33と接触しないため
(または、強固には接触しないため)、回転体33は格納容器34内の所定の範囲40で自由に回転することが可能である。一方、水圧駆動装置39からピストン35に水圧をかけると、図8(b)に示すように、水室の水圧が上昇し、ピストン35が押される。ピストン35が押されることにより、ピストン35の先端が回転体33の外表面に接触し、回転体33の回転に抵抗が発生する。より高い水圧をかけると、回転体33を完全に固定することが可能である。また水圧を制御することで、回転体33の回転を制御(自由に回転、回転を抑制,固定)することが可能となる。なお、ピストン35の回転体33側の端部に、図示しないゴム等の摩擦抵抗の大きい材料を設置することにより、より固定力を高くすることができる。
【0023】
以上、本実施例における任意形状追従型固定装置を用いることにより、上記第1の実施例と同様に、検査装置や補修装置等の駆動軸数を低減することが可能になり、装置の小型化及び簡素化、並びに制御システムの簡略化を図ることが可能になる。
【実施例3】
【0024】
本発明に係る任意形状追従型固定装置の第3の実施例を図9を用いて説明する。本実施例は、任意形状追従型固定装置の固定手段として、モータで駆動するピストンを用いたものである。
【0025】
本実施例における任意形状追従型固定装置は、上記実施例1及び2に記載の任意形状追従型固定装置と同様に、球状の回転体33と、回転体33を格納する格納容器34とで構成される。さらに、本実施例における任意形状追従型固定装置の格納容器34内には円筒状開口部41が設けられ、内部にピストン42が設置されている。ピストン42にはネジ穴が設置されており、ネジ穴に位置する回転軸44を介して、ピストン42がモータ43に結合される。モータ43により回転軸44を回転することにより、ピストン42を昇降することが可能である。図9(a)に示すように、モータ43を駆動し、ピストン42を回転体33と接触させなければ、回転体33は格納容器34内で自由に回転することが可能である。一方、図9(b)に示すように、モータ43を駆動し、ピストン42を回転体33に接触させると、回転体33の回転に抵抗が発生する。モータ43により高い接触力をかけると回転体33を完全に固定することが可能である。また、接触力を制御することで回転体33の回転を制御(自由に回転、回転を抑制,固定)することが可能になる。なお、ピストン42の回転体33側の端部に、図示しないゴム等の摩擦抵抗の大きい材料を設置することにより、より固定力を高くすることが可能である。
【0026】
以上、本実施例における任意形状追従型固定装置を用いることにより、上記第1及び2の実施例と同様に、検査装置や補修装置等の駆動軸数を低減することが可能になり、装置の小型化及び簡素化、並びに制御システムの簡略化を図ることが可能になる。
【図面の簡単な説明】
【0027】
【図1】沸騰水型原子炉の概略縦断面図。
【図2】定期点検時における沸騰水型原子炉の状態を示す概略縦断面図。
【図3】図2のA部の拡大図であり、従来の研磨装置の一例を示す図。
【図4】第1の実施例における任意形状追従型固定装置を備えた検査・補修装置を示す図。
【図5】第1の実施例における任意形状追従型固定装置を示す図。
【図6】第1の実施例における任意形状追従型固定装置を渦電流探傷検査装置に適用した場合の概念図。
【図7】固定手段として電磁パウダーを用いた任意形状追従型固定装置を示す図。
【図8】第2の実施例における任意形状追従型固定装置を示す図。
【図9】第3の実施例における任意形状追従型固定装置を示す図。
【符号の説明】
【0028】
14 研磨装置
15 チェーンブロック
18 研磨砥石
19 研磨駆動部
22a,33 回転体
22b,34 格納容器
23 渦電流探傷センサ
24 アクセス装置
25 渦電流探傷ヘッド
26 磁粉パウダー
27 励磁コイル
35,42 ピストン
36 円筒状開口部
39 水圧駆動装置
41 円筒状開口部
43 モータ
44 回転軸
【技術分野】
【0001】
本発明は、検査装置や研磨装置等の補修装置に適用される固定装置に係り、特に、沸騰水型原子炉の原子炉圧力容器の下部鏡板や制御棒駆動機構スタブチューブ取り付け溶接部のような狭隘部に位置する3次元形状構造物を対象とする補修装置に適用するのに好適な固定装置、及びこの固定装置を備えた検査・補修装置、並びにこの検査・補修装置を用いた検査・補修方法に関する。
【背景技術】
【0002】
3次元的形状を有する機器を研磨する場合、研磨用砥石の研磨面を被研磨面に対して並行に押し付けるなど、研磨に最適な角度で研磨砥石を被研磨面に押し付ける必要がある
(例えば、特許文献1参照。)。また、3次元的形状を有する機器に対して超音波探傷検査を実施する場合も、探触子を探傷面に適切な角度で押し付ける必要がある。このため、装置先端の補修ツールや探触子を任意の傾きに制御するために、装置の先端部には3軸以上の駆動軸を設置する必要がある。
【0003】
【特許文献1】特開2005−227020号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
研磨砥石や探触子を任意の傾きに制御するために、研磨装置等の先端部に3軸以上の駆動軸を設置すると、装置の先端部に多数の駆動軸を設置することになるため、装置先端部の機構が複雑化,大型化してしまう。装置の大型化は、狭隘部での施工を困難にするという課題がある。また、多数の駆動軸を用いて研磨砥石や探触子等を任意の傾きに制御する場合、複数軸の同時制御が必要になり、制御システムが複雑化するという課題がある。従って、必要最小限の軸数で3次元形状部の補修が可能な装置が望まれている。
【0005】
本発明は、検査装置や補修装置等の駆動軸数を低減し、装置の小型化及び簡素化、並びに制御システムの簡略化を図ることが可能な装置を提供することを課題とする。
【課題を解決するための手段】
【0006】
球状の回転体と回転体を格納及び保持する格納容器とから構成される関節状構造体と、回転体の動きを拘束する回転体固定機構とを備える。
【発明の効果】
【0007】
検査装置や補修装置等の駆動軸数を低減することが可能になり、装置の小型化及び簡素化、並びに制御システムの簡略化を図ることが可能になる。
【発明を実施するための最良の形態】
【0008】
以下、図1−図9を用いて、本発明における固定装置、及びこの固定装置を備えた検査・補修装置、並びにこの検査・補修装置を用いた検査・補修方法について詳細に説明する。
【実施例1】
【0009】
本発明に係る任意形状追従型固定装置の第1の実施例を図1−図7を用いて説明する。本実施例は、任意形状追従型固定装置を備えた検査・補修装置を用いて、原子炉圧力容器の炉底部機器の検査・補修を行うものである。ここで、本実施例においては、検査・補修装置として研磨砥石を備えた研磨装置を用いる。
【0010】
まず、本実施例における任意形状追従型固定装置の適用対象である沸騰水型原子炉の原子炉圧力容器と炉内構造物について説明する。図1は、沸騰水型原子炉の概略縦断面図を示している。原子炉圧力容器1の中には、蒸気乾燥器4,汽水分離器5,炉心シュラウド6,上部格子板7,炉心支持板8,ジェットポンプ9等の炉内構造物が据え付けられている。原子炉圧力容器1の上部には、原子炉圧力容器を密封するための原子炉圧力容器上蓋2が設置されている。また、原子炉圧力容器1の下部鏡板3には、制御棒駆動機構ハウジング10が制御棒駆動機構スタブチューブ11を介して溶接で取り付けられ、中性子束計測ハウジング12が溶接で取り付けられている。
【0011】
図2は、定期点検時における沸騰水型原子炉の状態を示す概略縦断面図である。定期点検時においては、原子炉圧力容器上蓋が開放され、汽水分離器や蒸気乾燥器等の炉内構造物が原子炉圧力容器外に搬出される。定期点検時において、例えば、炉底部機器である制御棒駆動機構スタブチューブ11の取り付け溶接部や下部鏡板3を研磨する場合は、オペレーションフロア13側から、研磨装置14を投入し、作業員が遠隔操作により作業を行う。研磨装置14は、オペレーションフロア13からチェーンブロック15等により投入され、上部格子板7及び炉心支持板8を通過し、制御棒駆動機構ハウジング10の上端部に着座される。
【0012】
図3は、図2のA部を拡大したものであり、従来の補修装置等の一例を示している。制御棒駆動機構スタブチューブ取り付け溶接部17を研磨する場合、従来の補修装置等においては、まず、研磨装置本体14aのリンク14bの前進機構aと、研磨装置本体14aの旋回機構bと、研磨装置本体14aの昇降機構cとにより、アクセス部14c及び研磨ヘッド20を介して、研磨砥石18を有する研磨駆動部19を所定の研磨位置まで搬送する。その後、研磨部分の形状に合わせ、研磨砥石を研磨面に適切な角度で押し付ける。研磨砥石を研磨面に対して適切な角度に設定するために、研磨ヘッド20内に設置される3軸以上の駆動軸を遠隔で操作する。研磨砥石を研磨面に対して適切な角度に設定した後、研磨作業を行う。このような従来の研磨装置の場合、研磨作業を複数軸により行うため、高度な研磨作業が可能であるが、研磨ヘッド部が複雑化,大型化し、狭隘部のような作業スペースが小さい部位を対象とする場合、研磨作業が困難となる場合がある。また、研磨ヘッド部の駆動軸が3軸の場合、装置本体の駆動軸3軸とあわせ、合計6軸の同時制御が必要になり、制御システムの複雑化が課題となる。
【0013】
図4は、本実施例における任意形状追従型固定装置を備えた検査・補修装置を示す図である。本実施例においては、研磨砥石18を有する研磨駆動部19を、研磨装置本体14aのリンク14bの前進機構aと、研磨装置本体14aの旋回機構bと、研磨装置本体14aの昇降機構cとにより、研磨砥石を所定の研磨位置に移動する手順は、従来技術と同様である。一方、本実施例における検査・補修装置は、研磨ヘッド21に本発明に係る任意形状追従型固定装置22を備える。
【0014】
本実施例における任意形状追従型固定装置の詳細構造を以下に示す。図5は、本実施例における任意形状追従型固定装置の構造を示す図である。任意形状追従型固定装置22は、球状の回転体22aと、回転体22aを格納・保持するとともに回転体22aが自由に回転できる構造を有する格納容器22bとで構成される。具体的には、球状である回転体22aが自由に回転できる構造として、格納容器22bはその内部に、(少なくとも一部が)回転体22aと略同一形状(略同一半径であるが、回転体22aが格納容器22bに格納されるため、回転体22aの半径のほうが格納容器22bの半径よりも若干小さくなる。)の球状の格納部を備える。格納部をこのような構造とすることにより、回転体22aが格納容器22b内に格納・保持されるとともに、回転体22aが格納容器22b内で自由に回転することができる。つまり、球状の回転体22aと回転体を格納する格納容器
22bとにより、回転体22aが格納容器22b内で自由に回転可能な関節状構造体が形成される。格納容器22bは、後述する電磁固定方法等により、回転体22aの自由回転を抑制したり、完全に固定することが可能な固定機構22cを有する。固定機構22cが作動していない状態では、回転体22aは格納容器22b内で自由に回転することができる。研磨砥石18を保持する研磨駆動部19は、回転体22aに接続アーム22dを介して取り付けられるため、研磨駆動部19は回転体22aの動作可能範囲内を自由に動くことが可能となる。
【0015】
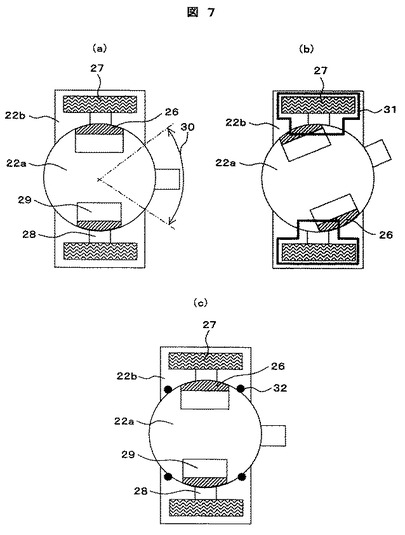
次に、本実施例における任意形状追従型固定装置の固定手段について説明する。図7は、固定手段として電磁パウダーを用いた任意形状追従型固定装置を示す図である。非磁性材料でできた球状の回転体22aと、回転体22aを格納・保持する磁性材料でできた格納容器22bとで構成される。さらに、回転体22aと格納容器22bとの摺動部には、磁性を有する磁粉パウダー26が設置されている。また、格納容器22b内には、励磁コイル27が設置される。励磁コイル27と磁粉パウダー26には、磁束の流れを遮断するための非磁性材料の部材28が設置される。磁粉パウダー26の背面には、磁性材料の部材29が設置される。励磁コイル27に電気を流さない場合は、図7(a)に示すように、回転体22aは格納容器22b内で自由に回転することが可能である。一方、励磁コイルに電気を通電すると、図7(b)に示すように、磁束の流れ31が発生し、内部の磁粉パウダー26が磁束31により鎖状につながる。磁粉パウダー26が磁束31により鎖状につながることにより、回転体22aの回転が抑制される。励磁コイルにより高い電気を流すことにより、回転体22aを完全に固定することが可能である。一方、回転体22aを完全には固定せず、回転を抑制する程度に励磁コイルに流れる電流を制御することも可能である。尚、任意形状追従型固定装置を水中で使用する場合は、図7(c)に示すように、Oリング32等のシール材を設置することで対応可能である。
【0016】
本実施例における任意形状追従型固定装置22を備えた検査・補修装置(研磨装置)の検査・補修(研磨)手順を説明する。図4に示すように、まず、任意形状追従型固定装置22の回転体22aを拘束しない状態で(または、固定機構22cにより若干拘束をかけた状態で)、研磨装置本体14aの前進機構a,旋回機構b,昇降機構cを用いて、研磨部位に研磨砥石18を搬送する。その後、回転体22aを拘束しない状態で、回転体22aを研磨砥石18に追従させる。具体的には、前進機構a,旋回機構b,昇降機構cを用いて、研磨砥石18を研磨面に対して押し付け、研磨砥石18が研磨面に対して適切な状態や角度で当たるように接触状態の調整を行う。研磨砥石18が適切な状態で設定された後、固定機構22cにより回転体22aを固定する。その後、固定機構22cにより回転体22aを固定した状態で、研磨砥石18による研磨作業を実施する。
【0017】
本実施例における任意形状追従型固定装置22を用いることにより、従来の研磨ヘッドにおいては3軸以上必要であった駆動軸数を、1軸に低減することが可能になる。また、回転体22aの制御もフリーと固定のモードのみであるため、実質的な研磨装置14の制御軸数は研磨装置本体14aの3軸のみとなり、研磨ヘッド21の小型化,簡素化、及び制御システムの簡素化を図ることが可能となる。
【0018】
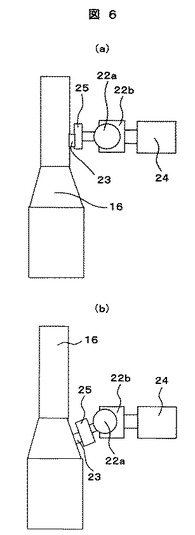
尚、本実施例においては、検査・補修装置として研磨装置を用いた実施例について説明したが、超音波探傷検査装置や渦電流探傷検査装置等の検査装置や他の補修装置等に対しても本実施例における任意形状追従型固定装置を適用することが可能である。つまり、原子炉圧力容器内炉底部のような狭隘部において、検査・補修器具を適切な状態・角度に位置・調整することが必要な検査・補修装置に対して、本実施例における任意形状追従型固定装置を適用することにより、当該狭隘部に対して適切な処理を容易に実行することができる。図6に、一例として、本実施例における任意形状追従型固定装置を渦電流探傷検査装置に適用した場合の概念図を示す。渦電流探傷検査装置により狭隘部に存在する検査面を検査する場合、検査面に対して垂直に探触子を設置する等、施工面(検査面)へ適切に装置(探触子)を設置する必要がある。具体的には、上述した研磨装置と同様の手順で、渦電流探傷ヘッド25を任意形状追従型固定装置に設置し、アクセス装置24を用いて渦電流探傷センサ23を検査面に適切な角度で設置した後、回転体22aを固定機構により固定して、所定の探傷検査を行う。
【0019】
本実施例における検査・補修装置には、少なくとも、任意形状追従型固定装置と、検査・補修部位に対して実際に検査・補修作業を実施する検査・補修器具とを備える。検査・補修器具は任意形状追従型固定装置に接続される。検査・補修器具としては、具体的には、研磨装置の場合は研磨砥石及び砥石駆動部等が該当し、渦電流探傷検査装置の場合は渦電流探傷センサ及び渦電流探傷ヘッド等が該当する。
【0020】
以上、本実施例における任意形状追従型固定装置を用いることにより、検査装置や補修装置等の駆動軸数を低減することが可能となり、装置の小型化及び簡素化、並びに制御システムの簡略化を図ることが可能になる。
【実施例2】
【0021】
本発明に係る任意形状追従型固定装置の第2の実施例を図8を用いて説明する。本実施例は、任意形状追従型固定装置の固定手段として、水圧で駆動するピストンを用いたものである。
【0022】
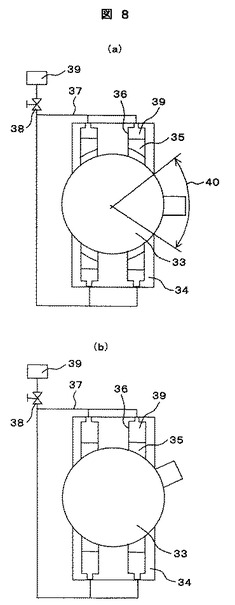
本実施例における任意形状追従型固定装置は、実施例1に記載の任意形状追従型固定装置と同様に、球状の回転体33と、その回転体33を格納する格納容器34とで構成される。さらに、本実施例における任意形状追従型固定装置の格納容器34内には円筒状開口部36が設けられ、内部にピストン35が設置されている。ピストン35は、水圧駆動装置39から供給される水圧により駆動される。水圧駆動装置39は、円筒状開口部36の端部からホース37及び開閉弁38を介して接続される。ピストン35に水圧が作用していない場合は、図8(a)に示すように、ピストン35が回転体33と接触しないため
(または、強固には接触しないため)、回転体33は格納容器34内の所定の範囲40で自由に回転することが可能である。一方、水圧駆動装置39からピストン35に水圧をかけると、図8(b)に示すように、水室の水圧が上昇し、ピストン35が押される。ピストン35が押されることにより、ピストン35の先端が回転体33の外表面に接触し、回転体33の回転に抵抗が発生する。より高い水圧をかけると、回転体33を完全に固定することが可能である。また水圧を制御することで、回転体33の回転を制御(自由に回転、回転を抑制,固定)することが可能となる。なお、ピストン35の回転体33側の端部に、図示しないゴム等の摩擦抵抗の大きい材料を設置することにより、より固定力を高くすることができる。
【0023】
以上、本実施例における任意形状追従型固定装置を用いることにより、上記第1の実施例と同様に、検査装置や補修装置等の駆動軸数を低減することが可能になり、装置の小型化及び簡素化、並びに制御システムの簡略化を図ることが可能になる。
【実施例3】
【0024】
本発明に係る任意形状追従型固定装置の第3の実施例を図9を用いて説明する。本実施例は、任意形状追従型固定装置の固定手段として、モータで駆動するピストンを用いたものである。
【0025】
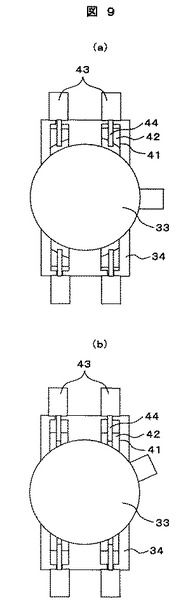
本実施例における任意形状追従型固定装置は、上記実施例1及び2に記載の任意形状追従型固定装置と同様に、球状の回転体33と、回転体33を格納する格納容器34とで構成される。さらに、本実施例における任意形状追従型固定装置の格納容器34内には円筒状開口部41が設けられ、内部にピストン42が設置されている。ピストン42にはネジ穴が設置されており、ネジ穴に位置する回転軸44を介して、ピストン42がモータ43に結合される。モータ43により回転軸44を回転することにより、ピストン42を昇降することが可能である。図9(a)に示すように、モータ43を駆動し、ピストン42を回転体33と接触させなければ、回転体33は格納容器34内で自由に回転することが可能である。一方、図9(b)に示すように、モータ43を駆動し、ピストン42を回転体33に接触させると、回転体33の回転に抵抗が発生する。モータ43により高い接触力をかけると回転体33を完全に固定することが可能である。また、接触力を制御することで回転体33の回転を制御(自由に回転、回転を抑制,固定)することが可能になる。なお、ピストン42の回転体33側の端部に、図示しないゴム等の摩擦抵抗の大きい材料を設置することにより、より固定力を高くすることが可能である。
【0026】
以上、本実施例における任意形状追従型固定装置を用いることにより、上記第1及び2の実施例と同様に、検査装置や補修装置等の駆動軸数を低減することが可能になり、装置の小型化及び簡素化、並びに制御システムの簡略化を図ることが可能になる。
【図面の簡単な説明】
【0027】
【図1】沸騰水型原子炉の概略縦断面図。
【図2】定期点検時における沸騰水型原子炉の状態を示す概略縦断面図。
【図3】図2のA部の拡大図であり、従来の研磨装置の一例を示す図。
【図4】第1の実施例における任意形状追従型固定装置を備えた検査・補修装置を示す図。
【図5】第1の実施例における任意形状追従型固定装置を示す図。
【図6】第1の実施例における任意形状追従型固定装置を渦電流探傷検査装置に適用した場合の概念図。
【図7】固定手段として電磁パウダーを用いた任意形状追従型固定装置を示す図。
【図8】第2の実施例における任意形状追従型固定装置を示す図。
【図9】第3の実施例における任意形状追従型固定装置を示す図。
【符号の説明】
【0028】
14 研磨装置
15 チェーンブロック
18 研磨砥石
19 研磨駆動部
22a,33 回転体
22b,34 格納容器
23 渦電流探傷センサ
24 アクセス装置
25 渦電流探傷ヘッド
26 磁粉パウダー
27 励磁コイル
35,42 ピストン
36 円筒状開口部
39 水圧駆動装置
41 円筒状開口部
43 モータ
44 回転軸
【特許請求の範囲】
【請求項1】
球状の回転体と前記回転体を格納及び保持する格納容器とから構成される関節状構造体と、前記回転体の動きを拘束する回転体固定機構とを備えることを特徴とする任意形状追従型固定装置。
【請求項2】
請求項1に記載の任意形状追従型固定装置において、
前記回転体固定機構は、前記回転体の摺動部に設置された磁粉と、
前記回転体の外部に設置され、電気を通電することにより前記磁粉を固着させて前記回転体を拘束させる励磁コイルとを備えることを特徴とする任意形状追従型固定装置。
【請求項3】
請求項1に記載の任意形状追従型固定装置において、前記回転体固定機構はピストンを前記格納容器に備え、
前記ピストンを押し出して、前記ピストンを前記回転体に接触させることにより、前記回転体を拘束することを特徴とする任意形状追従型固定装置。
【請求項4】
請求項1乃至3の何れかに記載の任意形状追従型固定装置と、前記任意形状追従型固定装置の前記回転体に接続され、被補修部位に対して補修を行う補修器具とを備えた補修装置。
【請求項5】
請求項1乃至3の何れかに記載の任意形状追従型固定装置と、前記任意形状追従型固定装置の前記回転体に接続され、被検査部位に対して検査を行う検査器具とを備えた検査装置。
【請求項6】
球状の回転体と前記回転体を格納及び保持する格納容器とから構成される関節状構造体と、前記回転体の動きを拘束する回転体固定機構とを備える任意形状追従型固定装置と、
前記回転体に接続され、被補修部位に対して補修を行う補修器具とを備えた補修装置による補修方法であって、
前記補修器具を前記被補修部位に対して押し付けることにより、前記補修器具を前記補修部位に追従させ、
前記補修器具を前記補修部位に追従させた状態で、前記回転体固定機構により前記回転体を拘束し、
その後、前記回転体固定機構により前記回転体を拘束した状態で、前記補修器具により前記被補修部位を補修することを特徴とする補修方法。
【請求項7】
請求項6に記載の補修方法において、前記回転体固定機構は、前記回転体の摺動部に設置された磁粉と、前記回転体の外部に設置された励磁コイルとを備え、
前記励磁コイルに電気を通電することにより、前記磁粉を固着させて前記回転体を拘束する特徴とする補修方法。
【請求項8】
請求項6に記載の補修方法において、前記回転体固定機構はピストンを前記格納容器に備え、
前記ピストンを押し出して、前記ピストンを前記回転体に接触させることにより、前記回転体を拘束することを特徴とする補修方法。
【請求項9】
球状の回転体と前記回転体を格納及び保持する格納容器とから構成される関節状構造体と、前記回転体の動きを拘束する回転体固定機構とを備える任意形状追従型固定装置と、
前記回転体に接続され、被検査部位に対して検査を行う検査器具とを備えた検査装置による検査方法であって、
前記検査器具を前記被検査部位に対して押し付けることにより、前記検査器具を前記検査部位に追従させ、
前記検査器具を前記検査部位に追従させた状態で、前記回転体固定機構により前記回転体を拘束し、
その後、前記回転体固定機構により前記回転体を拘束した状態で、前記検査器具により前記被検査部位を検査することを特徴とする検査方法。
【請求項10】
請求項9に記載の検査方法において、前記回転体固定機構は、前記回転体の摺動部に設置された磁粉と、前記回転体の外部に設置された励磁コイルとを備え、
前記励磁コイルに電気を通電することにより、前記磁粉を固着させて前記回転体を拘束する特徴とする検査方法。
【請求項11】
請求項9に記載の検査方法において、前記回転体固定機構はピストンを前記格納容器に備え、
前記ピストンを押し出して、前記ピストンを前記回転体に接触させることにより、前記回転体を拘束することを特徴とする検査方法。
【請求項1】
球状の回転体と前記回転体を格納及び保持する格納容器とから構成される関節状構造体と、前記回転体の動きを拘束する回転体固定機構とを備えることを特徴とする任意形状追従型固定装置。
【請求項2】
請求項1に記載の任意形状追従型固定装置において、
前記回転体固定機構は、前記回転体の摺動部に設置された磁粉と、
前記回転体の外部に設置され、電気を通電することにより前記磁粉を固着させて前記回転体を拘束させる励磁コイルとを備えることを特徴とする任意形状追従型固定装置。
【請求項3】
請求項1に記載の任意形状追従型固定装置において、前記回転体固定機構はピストンを前記格納容器に備え、
前記ピストンを押し出して、前記ピストンを前記回転体に接触させることにより、前記回転体を拘束することを特徴とする任意形状追従型固定装置。
【請求項4】
請求項1乃至3の何れかに記載の任意形状追従型固定装置と、前記任意形状追従型固定装置の前記回転体に接続され、被補修部位に対して補修を行う補修器具とを備えた補修装置。
【請求項5】
請求項1乃至3の何れかに記載の任意形状追従型固定装置と、前記任意形状追従型固定装置の前記回転体に接続され、被検査部位に対して検査を行う検査器具とを備えた検査装置。
【請求項6】
球状の回転体と前記回転体を格納及び保持する格納容器とから構成される関節状構造体と、前記回転体の動きを拘束する回転体固定機構とを備える任意形状追従型固定装置と、
前記回転体に接続され、被補修部位に対して補修を行う補修器具とを備えた補修装置による補修方法であって、
前記補修器具を前記被補修部位に対して押し付けることにより、前記補修器具を前記補修部位に追従させ、
前記補修器具を前記補修部位に追従させた状態で、前記回転体固定機構により前記回転体を拘束し、
その後、前記回転体固定機構により前記回転体を拘束した状態で、前記補修器具により前記被補修部位を補修することを特徴とする補修方法。
【請求項7】
請求項6に記載の補修方法において、前記回転体固定機構は、前記回転体の摺動部に設置された磁粉と、前記回転体の外部に設置された励磁コイルとを備え、
前記励磁コイルに電気を通電することにより、前記磁粉を固着させて前記回転体を拘束する特徴とする補修方法。
【請求項8】
請求項6に記載の補修方法において、前記回転体固定機構はピストンを前記格納容器に備え、
前記ピストンを押し出して、前記ピストンを前記回転体に接触させることにより、前記回転体を拘束することを特徴とする補修方法。
【請求項9】
球状の回転体と前記回転体を格納及び保持する格納容器とから構成される関節状構造体と、前記回転体の動きを拘束する回転体固定機構とを備える任意形状追従型固定装置と、
前記回転体に接続され、被検査部位に対して検査を行う検査器具とを備えた検査装置による検査方法であって、
前記検査器具を前記被検査部位に対して押し付けることにより、前記検査器具を前記検査部位に追従させ、
前記検査器具を前記検査部位に追従させた状態で、前記回転体固定機構により前記回転体を拘束し、
その後、前記回転体固定機構により前記回転体を拘束した状態で、前記検査器具により前記被検査部位を検査することを特徴とする検査方法。
【請求項10】
請求項9に記載の検査方法において、前記回転体固定機構は、前記回転体の摺動部に設置された磁粉と、前記回転体の外部に設置された励磁コイルとを備え、
前記励磁コイルに電気を通電することにより、前記磁粉を固着させて前記回転体を拘束する特徴とする検査方法。
【請求項11】
請求項9に記載の検査方法において、前記回転体固定機構はピストンを前記格納容器に備え、
前記ピストンを押し出して、前記ピストンを前記回転体に接触させることにより、前記回転体を拘束することを特徴とする検査方法。
【図1】


【図2】
【図3】

【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2008−82991(P2008−82991A)
【公開日】平成20年4月10日(2008.4.10)
【国際特許分類】
【出願番号】特願2006−266250(P2006−266250)
【出願日】平成18年9月29日(2006.9.29)
【出願人】(507250427)日立GEニュークリア・エナジー株式会社 (858)
【出願人】(000233044)株式会社日立エンジニアリング・アンド・サービス (276)
【Fターム(参考)】
【公開日】平成20年4月10日(2008.4.10)
【国際特許分類】
【出願日】平成18年9月29日(2006.9.29)
【出願人】(507250427)日立GEニュークリア・エナジー株式会社 (858)
【出願人】(000233044)株式会社日立エンジニアリング・アンド・サービス (276)
【Fターム(参考)】
[ Back to top ]