
休み機構を有するサンドイッチ構造及びその作製方法
複合サンドイッチ構造は、複合積層表面板の間に挟まれたコアを含む。このコアは、表面板の凹凸の伝播を阻止する統合機構を組み込む接合部において互いに継合された複数のコア区域を含む。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は概して複合構造に関し、さらに具体的にはセグメント化されたコアと統合休み機構を有する複合サンドイッチ構造に関するものである。
【背景技術】
【0002】
様々な応用形態において使用されるある種類の複合構造は、しばしばサンドイッチ構造と呼ばれる、一対の複合表面板の間に挟まれたコアを含む。コアが、例えば互いに接合された多数のコアセグメント等の多数のコア細部を含むところでは、この構造は「コアブランケット」と呼ぶことができる。これらの構造のコアは、非限定的にハニカム、発泡体、及びバルサを含む任意の様々な物質からできていてよく、これらはわずかな例にすぎない。表面板は繊維強化樹脂の多数の積層プライからできていてよい。
【0003】
これらのサンドイッチ構造の表面板の局所内にはしばしば不整合が起こる場合がある。例えば、表面板は空洞、くぼみ、又は孔を含む可能性があり、これは表面板が製造された時に、又は後のサンドイッチ構造の寿命期間中に起こりうる。例えば、ある物体による表面板への衝撃は、表面板の一又は複数のプライに発生する局所的な剥離又は亀裂の原因となり得る。阻止しなければ、剥離又は亀裂は局所の衝突エリア外のエリアまで広がる又は伝播する可能性がある。
【0004】
この課題に対するある解決策には、サンドイッチ内に下部構造を含ませて不整合性が伝播するのを制限することが含まれるが、下部構造は製造及びアセンブルに比較的高い費用がかかる可能性があり、サンドイッチ構造にまた追加の重量が加わり得る。加えて、既知の下部構造解決法は特に、剥離又は亀裂の伝播のどちらかを制限するように構成されているが、両方を制限するようには構成されていない。多数の下部構造の構成を結合させて剥離と亀裂の両方の伝播を阻止することも可能かもしれないが、多数の下部構造の使用により、結果的にすべてを含めた複合構造の構成が目標の重量規格を超える可能性がある。この課題に対する別の解決法は、サンドイッチ構造にかかる動作歪みを制限し、構造の完全性の定期的な目視検査を行うことであるが、この方法は、サンドイッチ構造にかかる動作歪みを制限する、及び/又は予測することができない幾つかの応用形態においては実際的ではない。
【発明の概要】
【発明が解決しようとする課題】
【0005】
したがって、特に物体による衝撃の結果、構造に発生し得る凹凸の伝播を低減する又は阻止することができる軽量だが頑丈なコアを有するサンドイッチ構造が必要である。
【課題を解決するための手段】
【0006】
開示の実施形態によれば、サンドイッチ構造は、例えば使用中に表面板への物体の衝撃から起こる凹凸等の構造に発生しうる凹凸の伝播を低減する又は阻止することができる軽量のセグメント化されたコアを含む。この構造は、コアセグメントが互いに継合される接合部に沿って簡単に、また安くコアに統合することができる休み機構を含む。不整合性の伝播の阻止に加えて、休み機構はコアの強度だけでなく、破壊靭性と構造強度の両方、及びサンドイッチ構造の全体的な載荷能力を向上させることができる。
【0007】
ある開示の実施形態によれば、表面板の間に挟まれた複数のコアセグメントを含むコアを含む複合サンドイッチ構造が提供されている。表面板の不整合性の伝播を阻止するために、コアと各表面板の間に休み手段が設けられている。休み手段は、コアと各表面板の間に挟まれた部分を含むコアセグメントの縁部をカバーする複合ラップを含むことができる。休み手段はさらに、コアセグメント間の接合部を覆っている複合ストラップだけでなく、接合部に沿ってラップを接合する接着層を含むことができる。
【0008】
別の開示の実施形態によれば、統合休み装置を有する複合サンドイッチ構造は、第1及び第2の多重プライ複合表面板の間に挟まれて、第1及び第2の多重プライ複合表面板に接合したセグメント化されたコアを含む。コアには、互いの縁部間の接合部に沿って相互に継合された複数のコアセグメントが含まれる。サンドイッチ構造はさらに、複合ラップ及び複合ストラップを含む。ラップは、接合部に沿って各コアセグメントの縁部をカバーし、C字形の断面を有していてよい。隣接するコア区域上のラップは、各接合部に沿って背中合わせのC形状を形成する。複合ストラップはそれぞれ接合部をカバーし、各ラップと表面板のうちの1枚との間に挟まれている。各ラップは一つのコアセグメントの隣接する3つの側面をカバーすることができる。隣接するラップは接着層で互いに接合させることができる。ラップとストラップは繊維強化樹脂を含むことができる。
【0009】
別の実施形態によれば、複合サンドイッチ構造を作製する方法が提供されている。この方法は、複数のコアセグメント間の接合部を形成することによってコアを作製し、第1及び第2表面板の間にコアを挟むことを含み、これにはコアを各表面板に接合させることが含まれる。この方法はさらに、各接合部に沿ってコアと少なくとも一つの表面板の間に休み機構を形成することを含む。休み機構の形成には、各接合部に沿って各コアセグメント上に複合ラップを配置することを含むことができる。休み機構の形成にはさらに、ラップと少なくとも一つの表面板の間に複合ストラップを配置することを含むことができる。
【0010】
8.統合休み装置を有する複合サンドイッチ構造であって、
第1及び第2多重プライ複合表面板と、
第1及び第2表面板の間に挟まれ、第1及び第2表面板に接合されたセグメント化コアであって、互いの縁部間の接合部に沿って互いに継合された複数のコアセグメントを含むコアと、
第1及び第2表面板の間の休み機構であって、接合部に沿って延びて構造の不整合性の伝播を阻止する休み機構
を含む複合サンドイッチ構造。
【0011】
9.休み機構が、
接合部に沿って各コアセグメントの縁部をカバーする複合ラップであって、隣接するコア区域のラップにより、各接合部に沿って背中合わせのC字形断面を形成する複合ラップと、
接合部をそれぞれカバーし、各ラップと第1及び第2表面板のうちの一つの間に挟まれた複合ストラップ
を含む、請求項8に記載の複合サンドイッチ構造。
【0012】
10.さらに、
各接合部の各側面上のラップを接着によって接合させる接着層を含む、請求項9に記載の複合サンドイッチ構造。
【0013】
11.ラップ及びストラップはそれぞれ繊維強化樹脂である、請求項9に記載の複合サンドイッチ構造。
【0014】
12.複合サンドイッチ構造であって、
第1及び第2多重プライ複合表面板と、
第1及び第2表面板の間に挟まれた複数のコアセグメントを含むコアと、
コアセグメントを縁部に沿って互いに接続する接合部であって、各接合部が隣接するコアセグメントの縁部周囲にそれぞれ一対の複合ラップと、第1及び第2表面板をそれぞれ係合する一対の複合ストラップを含む接合部
を含む複合サンドイッチ構造。
【0015】
13.各ラップが一つのコアセグメントの各3つの側面の少なくとも一部を覆っており、
各ラップの少なくとも一部が対応するコアセグメント内でくぼんでいる
請求項12に記載の複合サンドイッチ構造。
【0016】
14.各ラップの一部が第1及び第2表面板を係合する、請求項12に記載の複合サンドイッチ構造。
【0017】
15.ラップが各接合部に沿って背中合わせに配置されている、請求項12に記載の複合サンドイッチ構造。
【0018】
16.各ストラップが、ラップと第1及び第2表面板のうちの一つの間に位置づけされている、請求項12に記載の複合サンドイッチ構造。
【0019】
22.請求項8の方法によって作製された複合サンドイッチ構造。
【0020】
23.航空機の複合サンドイッチ構造を作製する方法であって、
複数のコアセグメントを提供し、
繊維強化複合樹脂ラップでコアセグメントの縁部に沿って各コアセグメントの3つの側面を包み、
包んだコアセグメントをコアにアセンブルし、これにはコアセグメントを縁と縁とを合わせた状態で配置し、隣接するコアセグメント上のラップに当接させることによってコアセグメント間に接合部を形成することが含まれ、
各接合部に沿ってラップ間に接着層を導入し、
複数の複合ティアストラップを形成し、
一つのティアストラップを各接合部に沿ってラップの上に配置し、
構造をアセンブルし、これには第1及び第2表面板の間にコア、ラップ及びティアストラップを挟むことを含まれ、
アセンブルした構造を硬化させる
ことを含む方法。
【0021】
24.航空機の複合サンドイッチ構造であって、
一対の多重プライ複合表面板と、
表面板の間に挟まれ、表面板に接合されたコアであって、それぞれの縁部に沿って接合部で互いに継合された複数のコアセグメントを含み、各コアセグメントが対向面に凹部を含むコアと、
セグメントの縁部に沿って各コアセグメントの3つの側面周囲を包む繊維強化樹脂複合ラップであって、各ラップがほぼC字形断面を有し、ラップが各接合部に沿って背中合わせに配置された繊維強化樹脂複合ラップと、
各接合部におけるラップ間の接着層と、
各接合部に沿ってラップと表面板の間に挟まれた繊維強化樹脂複合ティアストラップであって、各ラップの一部はティアシートを超えて延びており、コアと、一つの表面板の間に挟まれている繊維強化樹脂複合ティアストリップ
を含み、
ラップ及びストラップはコアセグメントの凹部の中に配置されている
航空機の複合サンドイッチ構造。
【0022】
開示の実施形態により、既存のサンドイッチ構造の限界を克服すると同時に、強度が改善され、表面板の凹凸の伝播を制限することができる統合休み機構を含むセグメント化されたコアを提供する複合サンドイッチ構造とこれを作製する方法の必要が満たされる。
【図面の簡単な説明】
【0023】
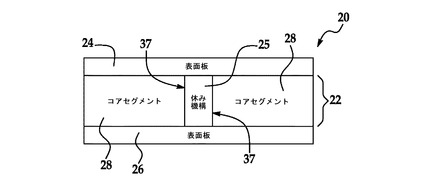
【図1】図1は統合休み機構を有する複合サンドイッチ構造の機能ブロック図である。
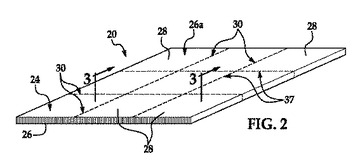
【図2】図2はセグメント化されたコア及び統合休み機構を有するサンドイッチ構造の斜視図である。
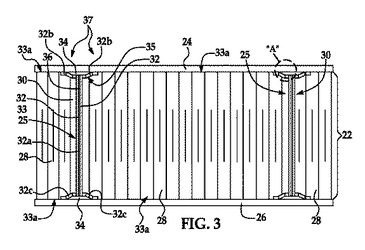
【図3】図3は図2のライン3−3に沿って切り取った断面図である。
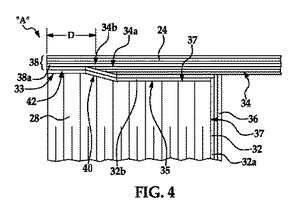
【図4】図4は図3において「A」で指定されるエリアの図である。
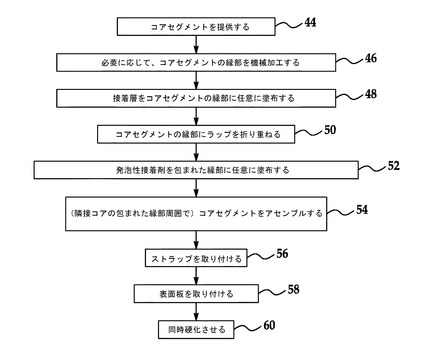
【図5】図5は統合休み機構を有するサンドイッチ構造を作製する方法のステップを示すフロー図である。
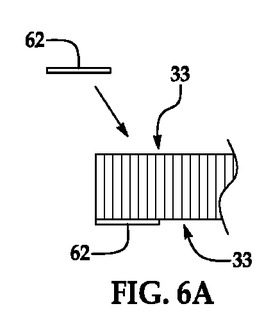
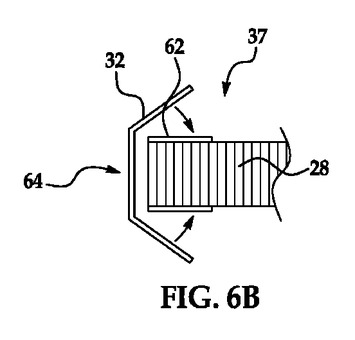
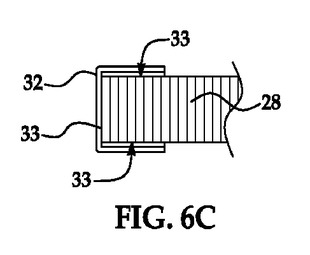
【図6】図6A〜Fは図1〜4に示すサンドイッチ構造を作製する方法を説明するのに有用な図である。
【図7】図7は凹部が形成されているコアセグメントのうちの一つの縁部の断面図である。
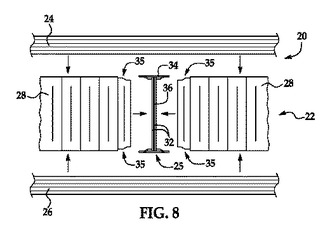
【図8】図8はサンドイッチ構造を作製する代替方法を示す分解断面図である。
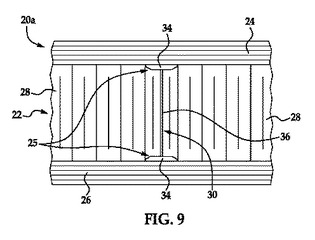
【図9】図9は休み機構の代替形態を示すサンドイッチ構造の一部の断面図である。
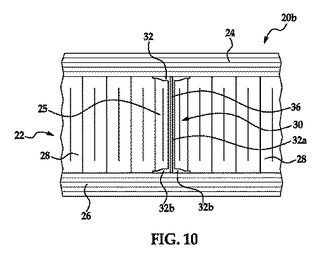
【図10】図10は図9と類似の図であるが、休み機構の別の実施形態を示す図である。
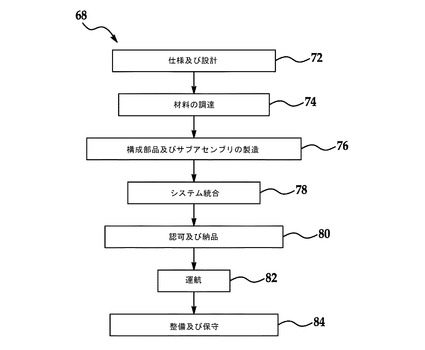
【図11】図11は航空機の製造及び運航方法のフロー図である。
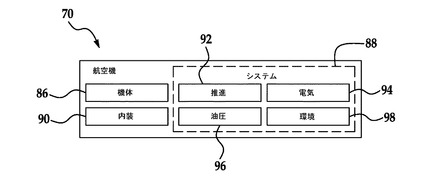
【図12】図12は航空機のブロック図である。
【発明を実施するための形態】
【0024】
まず図1及び2を参照すると、開示の実施形態は第1及び第2表面板24、26の間に挟まれ、第1及び第2表面板24、26に取り付けられるセグメント化されたコア22を含む複合サンドイッチ構造20に関連するものである。コア22は、相互間の縁部37に沿って互いに継合されて接合部30を形成する複数のコアセグメント28を含む。図示した実施形態では、接合部30はほぼ直角に延びているが、その他の形状も可能である。また、図示したサンドイッチ構造20はほぼ平面であるが、特定の応用形態に合うように湾曲部又は不規則な外形(図示せず)を含んでもよい。
【0025】
サンドイッチ構造20は、接合部30に沿って休み機構25を含み、これはコアセグメント28の隣接するコアセグメントの間と、表面板24、26の間のいずれにも配置される。さらに詳しく下に説明するように、休み機構25は、例えば非限定的に、ある物体(図示せず)が表面板26のうちの一つの外表面26aに衝撃を与えた等が原因で表面板24、26のいずれかの剥離又は亀裂等の、サンドイッチ構造20の一又は複数の局所的な不整合性(図示せず)の伝播を阻止するように機能することができる。本明細書に使用する「不整合エリア」、「単一の不整合性」及び「複数の不整合性」は設計許容値外であり得る複合サンドイッチ構造20の局部的なエリアを指すものである。不整合性は例えば非限定的に、空洞、くぼみ、亀裂又は孔を含むことができ、これは複合サンドイッチ構造20が製造された時に、又は後のサンドイッチ構造20の寿命期間中に起こりうるものである。加えて、休み機構25により、コア22の強度がさらに増し、及び/又はサンドイッチ構造20を通る代替負荷経路が形成されうる。
【0026】
ここで図3及び4を参照すると、休み機構25は一対の複合ラップ32、一対の複合ティアストラップ34、及びラップ32の隣接するラップ間の接着層36を含むことができる。各ラップ32はおおむね断面がC字形であり、コア区域28の外側縁部37に沿って、各コア区域28の3つの側面33をそれぞれカバーする3つの脚部32a、32b及び32cを含む。応用形態によっては、ラップ32はC字形以外の断面形状を有することができる。C字形ラップ32は背中合わせの状態で配置されており、コア22のほぼ全厚さに延びた接着層36によって互いに接合されている。図示した実施形態では、各コアセグメント28は外側表面33aの凹部35を含む。各ラップ32の脚部32b、32cを凹部35内に受けることにより、表面板24、26がコアセグメント28の外側表面33aの上にほぼ平坦に置かれる。
【0027】
図4から良く分かるように、各脚部32b、32cは、外向きにテーパー形状である、又は傾斜した区域40と、対応する表面板24、26にほぼ平行に延びて、対応する表面板24、26と係合する外側端部42を含む。脚部32b、32cの外側端部42はコア区域28と表面板24、26のうちの一つの間に挟まれており、各表面板は多数の積層複合プライ38を含むことができる。
【0028】
複合ティアストラップ34は接合部30に沿って延び、表面板24、26のうちの一つとラップ32の脚部32b、32cの間に挟まれている。図4から良くわかるように、各ストラップ34が凹部35のうちの一つの凹部の中にあることで、表面板24、26をほぼ平坦に置くことが可能になる。下で説明するように、その他の実施形態において、コアセグメント28に凹部35が設けられてなくてもよく、この場合表面板24、26はわずかに隆起したエリア(図示せず)を含むことができ、わずかに隆起したエリアにおいて表面板24、26はラップ32及びストラップ34をカバーする。ティアストラップ34は構造20の厚みを通る方向に構造20の亀裂等の凹凸の伝播を阻止するように機能することができる。
【0029】
ラップ32とティアストラップ34はそれぞれ、例えば非限定的に、単向性テープの形態であってよいグラスファイバー強化エポキシ樹脂等の複合プライ積層体を含むことができる。ストラップ34は、ラップ32のテーパー形状区域40と適合するプライドロップオフ34aを含むことができる。各ラップ32の外側端部42は、各ストラップ34の外側縁部34bを超えてある距離「D」だけ延びているため、各ラップ32の端部42は表面板24、26のうちの一つの最も内側のプライ38aに直接接合される。ラップ32の端部がティアストラップ34を超えて延在することにより、可能性のある剥離の伝播を休み装置につながる所望の経路に沿って誘導しやすくなり得る。
【0030】
上述から、ラップ32とストラップ34の両方は表面板24に直接貼り付けられ、コアセグメント28はラップ32及びストラップ34の両方を介して表面板24に固定される。さらに、図3から最も良くわかるように、コア区域28のうちの隣接するコア区域は、ラップ32の隣接するラップを接合する接着層36と、ラップ32の隣接するラップの間に延びており、隣接するラップに接合されたストラップ34の両方によって互いに継合される。
【0031】
ここで、例えば図1〜4に示すような複合サンドイッチ構造を作製するステップを示す図5と図6A〜6Fを参照する。ステップ44(図5)から開始し、所望の数のコアセグメント28が提供され、コアセグメント28はそれぞれ前述したように、非限定的にハニカム、発泡体、及びバルサだけでなく、これらの組合せ及びその他の物質を含む様々な任意の物質及び構成物を含むことができる。ステップ46において、各コアセグメント28の周辺縁部37(図3及び4)を必要に応じて機械加工して、コアセグメント28の凹部35を形成することができる。
【0032】
次に、図5のステップ48に、及び図6Aに示すように、接着層62を各コアセグメント28の外側の側面33に任意に塗布して、次の処理ステップ中にラップ32が適所に保持されやすいようにすることができる。ステップ50(図5)において、複合材料のストリップ64(図6A)を、図6Cに示すようにコアセグメント28の3つの側面33をカバーするように、各コアセグメント28の外側縁部37の上に折り重ねる。前述したように、接着層62により、次の処理ステップの間にラップ32を、折り重なって3つの側面33の全てをカバーしている状態に保持しやすくなる。
【0033】
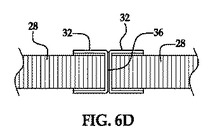
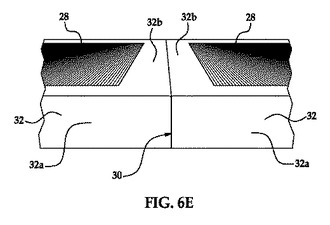
次に、図5のステップ52に示すように、好適な接着層36をコアセグメント28の包まれた縁部37、特に各ラップ32の脚部32aに塗布する。ステップ54において、コアセグメント28の縁部37を持ってきて互いに接触させることによって、コアセグメント28をアセンブルして図2に示す構成を形成する。図6D及び6Eは、ステップ52が完了した後の覆われたコアセグメント28を示す。ここで、ラップ32及びストラップ34は未硬化状態でコア22に統合されており、所望の場合には、湾曲した又は輪郭成形されたパーツを硬化させる前にアセンブルした構造20を形成することができることを注記すべきである。
【0034】
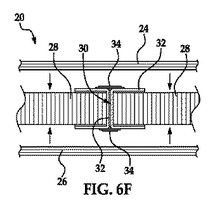
次に、図5のステップ56に示すように、ストラップ34を隣接するラップ32の上に配置して、図6Fに示すように接合部30を覆うようにする。図5のステップ58において、これもまた図6Fに示すように表面板24、26をアセンブルしたコアセグメント28の上に配置することができる。最後に、図5のステップ60において、アセンブルしたサンドイッチ構造20の構成要素であるパーツを同時硬化させて統合構造を形成することができる。上に説明した製造工程、そして特に組立工程を手仕事で、又は機械(図示せず)によって部分的に又は完全に自動で行うことができる。
【0035】
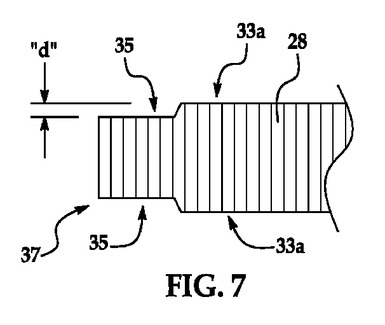
図6A〜6Fに示す実施形態では、凹部35はコアセグメント28に形成されていない。このため、この実施形態では、表面板24、26の接合部30のエリアをわずかに隆起させることができる。しかしながら前述したように、図7に示すように、コアセグメント28の凹部35を形成して、外側縁部37に沿ってある深さ「d」までコアセグメント28の外側表面33aを機械加工することによって、ラップ32とストラップ34の結合した厚さへの適合を可能にすることができ、「d」はストラップ34とラップ32の脚部32bの結合した厚さとほぼ等しい(図4参照)。
【0036】
図8に、上述したものと同様であるが、開示された方法の代替実施形態によって作製することができるサンドイッチ構造20を示す。この実施形態では、休み機構25は、コアセグメント28と表面板24、26をアセンブルする前に予めアセンブルした一対のラップ32、一対のストラップ34、及び接着層36を含む。この実施形態では、断面形状が前述した休み機構25と類似する休み機構25を、プリプレグを使用して未硬化の積層体として予めアセンブルすることができる。予めアセンブルした機構25を次に、コアセグメント28をコア22にアセンブルしている間に、コアセグメント28の間に取り付けることができる。コア22のアセンブル後に、表面板24、26をコア22に配置することができ、アセンブルした構造20を次に硬化させることができる。その他の実施形態では、応用形態により、休み機構25を予め硬化させることができ、この場合、休み機構25はコアセグメント28と表面板24、26に接着剤で接合させることができ、この接着剤はコアセグメント28と表面板24、26とともに硬化される。
【0037】
ある実施形態において、ラップ32とストラップ34の両方を使用する必要がない場合がある。例えば、図9に示すように、サンドイッチ構造20aの代替実施形態において、コアセグメント28と表面板24、26の間に挟まれ、接合部30を覆っているティアストラップ34を使用することを通して、十分な阻止機能を可能にすることができうる。この実施例では、ストラップ34はコアセグメント28に埋め込まれており、接着層36により、隣接するコアセグメント28が接合部30に沿って接合されている。
【0038】
図10に、接着層36によって互いに接合されたラップ32の使用を介して所望の阻止機能を得ることができるサンドイッチ構造20bの別の実施形態を示す。この実施例では、隣接のコアセグメント28はラップ32と接着剤36を通して互いに接合されており、その一方でラップ32の外側脚部32b、32cの全長は表面板24、26に接合されている。背中合わせのラップ32は、接合部30を補強するとともに、コア22と表面板24、26の間を周期的に補強するコア22の統合部分を形成し、表面板24、26の剥離等の不整合性の伝播を低減しやすくすることができる。
【0039】
本発明の実施形態は、様々な可能性のある用途、特に例えば航空宇宙、海洋、及び自動車用途を含む運送業において使用することができる。したがって、ここで図11及び12を参照すると、本発明の実施形態は図11に示すような航空機の製造及び運航方法68及び図12に示すような航空機70において使用可能である。試作段階においては、例示の方法68は航空機70の仕様及び設計72と、材料調達74を含むことができ、これらの段階においては、開示のサンドイッチ構造20を航空機70での使用に特定することができる。製造段階においては、航空機70の構成部品及びサブアセンブリの製造76と、システム統合78がおこなわれる。開示の方法を工程76、78において使用して、開示のサンドイッチ構造20を組み込む構成部品を製造及びアセンブルすることが可能である。そのあとに、航空機70は、認可及び納品80を経て運航82される。顧客によって運航されている間、航空機70には所定の整備及び保守84(変更、再構成、改装も含むことができる)が予定される。開示の方法を使用して、航空機に取り付けられるサンドイッチ構造を整備及び保守84の一部として製造することができる。
【0040】
方法68の各工程は、システム・インテグレーター、第三者、及び/又はオペレータ(例えば顧客)によって行う又は実施することが可能である。この説明の目的のために、システム・インテグレーターは、非限定的に、任意の数の航空機メーカー及び主要なシステム下請業者を含むことができ、第三者は、非限定的に、任意の数の供給メーカー、下請業者及びサプライヤを含むことができ、オペレータは、航空機、リース会社、軍部、サービス組織等であってよい。
【0041】
図12に示すように、例示の方法68によって製造される航空機70は、複数のシステム94と内装90を有する機体86を含むことができる。高レベルシステム94の例は、一以上の推進システム92、電気システム94、油圧システム96、及び環境システム98を含む。任意の数の他のシステムを含むことができる。航空宇宙における実施例を示したが、本発明の原理は海洋、自動車、及び建築業界等の他の業界にも応用することができる。
【0042】
本明細書で具体化したシステム及び方法を、製造及び運航方法68の任意の一以上の段階において活用することができる。例えば、製造工程76に対応して開示のサンドイッチ構造を使用する構成部品又はサブアセンブリは、航空機70が運航されている間に製造される構成部品又はサブアセンブリと同様の方法で製作又は製造することができる。また、一以上の開示の実施形態を、例えば航空機70のアセンブリを実質的に早めることによってまたは航空機70にかかる費用を削減することによって、製造段階76及び78において利用することができる。同様に、一又は複数の実施形態及びそれらの組合せを、航空機70が運航している間に、例えば非限定的に、整備及び保守84に利用することができる。
【0043】
本発明の実施形態を特定の例示の実施形態に関連させて説明したが、当然ながら特定の実施形態は説明するためのものであって、限定するものではなく、当業者によって他の変形例を発想することが可能である。
【技術分野】
【0001】
本発明は概して複合構造に関し、さらに具体的にはセグメント化されたコアと統合休み機構を有する複合サンドイッチ構造に関するものである。
【背景技術】
【0002】
様々な応用形態において使用されるある種類の複合構造は、しばしばサンドイッチ構造と呼ばれる、一対の複合表面板の間に挟まれたコアを含む。コアが、例えば互いに接合された多数のコアセグメント等の多数のコア細部を含むところでは、この構造は「コアブランケット」と呼ぶことができる。これらの構造のコアは、非限定的にハニカム、発泡体、及びバルサを含む任意の様々な物質からできていてよく、これらはわずかな例にすぎない。表面板は繊維強化樹脂の多数の積層プライからできていてよい。
【0003】
これらのサンドイッチ構造の表面板の局所内にはしばしば不整合が起こる場合がある。例えば、表面板は空洞、くぼみ、又は孔を含む可能性があり、これは表面板が製造された時に、又は後のサンドイッチ構造の寿命期間中に起こりうる。例えば、ある物体による表面板への衝撃は、表面板の一又は複数のプライに発生する局所的な剥離又は亀裂の原因となり得る。阻止しなければ、剥離又は亀裂は局所の衝突エリア外のエリアまで広がる又は伝播する可能性がある。
【0004】
この課題に対するある解決策には、サンドイッチ内に下部構造を含ませて不整合性が伝播するのを制限することが含まれるが、下部構造は製造及びアセンブルに比較的高い費用がかかる可能性があり、サンドイッチ構造にまた追加の重量が加わり得る。加えて、既知の下部構造解決法は特に、剥離又は亀裂の伝播のどちらかを制限するように構成されているが、両方を制限するようには構成されていない。多数の下部構造の構成を結合させて剥離と亀裂の両方の伝播を阻止することも可能かもしれないが、多数の下部構造の使用により、結果的にすべてを含めた複合構造の構成が目標の重量規格を超える可能性がある。この課題に対する別の解決法は、サンドイッチ構造にかかる動作歪みを制限し、構造の完全性の定期的な目視検査を行うことであるが、この方法は、サンドイッチ構造にかかる動作歪みを制限する、及び/又は予測することができない幾つかの応用形態においては実際的ではない。
【発明の概要】
【発明が解決しようとする課題】
【0005】
したがって、特に物体による衝撃の結果、構造に発生し得る凹凸の伝播を低減する又は阻止することができる軽量だが頑丈なコアを有するサンドイッチ構造が必要である。
【課題を解決するための手段】
【0006】
開示の実施形態によれば、サンドイッチ構造は、例えば使用中に表面板への物体の衝撃から起こる凹凸等の構造に発生しうる凹凸の伝播を低減する又は阻止することができる軽量のセグメント化されたコアを含む。この構造は、コアセグメントが互いに継合される接合部に沿って簡単に、また安くコアに統合することができる休み機構を含む。不整合性の伝播の阻止に加えて、休み機構はコアの強度だけでなく、破壊靭性と構造強度の両方、及びサンドイッチ構造の全体的な載荷能力を向上させることができる。
【0007】
ある開示の実施形態によれば、表面板の間に挟まれた複数のコアセグメントを含むコアを含む複合サンドイッチ構造が提供されている。表面板の不整合性の伝播を阻止するために、コアと各表面板の間に休み手段が設けられている。休み手段は、コアと各表面板の間に挟まれた部分を含むコアセグメントの縁部をカバーする複合ラップを含むことができる。休み手段はさらに、コアセグメント間の接合部を覆っている複合ストラップだけでなく、接合部に沿ってラップを接合する接着層を含むことができる。
【0008】
別の開示の実施形態によれば、統合休み装置を有する複合サンドイッチ構造は、第1及び第2の多重プライ複合表面板の間に挟まれて、第1及び第2の多重プライ複合表面板に接合したセグメント化されたコアを含む。コアには、互いの縁部間の接合部に沿って相互に継合された複数のコアセグメントが含まれる。サンドイッチ構造はさらに、複合ラップ及び複合ストラップを含む。ラップは、接合部に沿って各コアセグメントの縁部をカバーし、C字形の断面を有していてよい。隣接するコア区域上のラップは、各接合部に沿って背中合わせのC形状を形成する。複合ストラップはそれぞれ接合部をカバーし、各ラップと表面板のうちの1枚との間に挟まれている。各ラップは一つのコアセグメントの隣接する3つの側面をカバーすることができる。隣接するラップは接着層で互いに接合させることができる。ラップとストラップは繊維強化樹脂を含むことができる。
【0009】
別の実施形態によれば、複合サンドイッチ構造を作製する方法が提供されている。この方法は、複数のコアセグメント間の接合部を形成することによってコアを作製し、第1及び第2表面板の間にコアを挟むことを含み、これにはコアを各表面板に接合させることが含まれる。この方法はさらに、各接合部に沿ってコアと少なくとも一つの表面板の間に休み機構を形成することを含む。休み機構の形成には、各接合部に沿って各コアセグメント上に複合ラップを配置することを含むことができる。休み機構の形成にはさらに、ラップと少なくとも一つの表面板の間に複合ストラップを配置することを含むことができる。
【0010】
8.統合休み装置を有する複合サンドイッチ構造であって、
第1及び第2多重プライ複合表面板と、
第1及び第2表面板の間に挟まれ、第1及び第2表面板に接合されたセグメント化コアであって、互いの縁部間の接合部に沿って互いに継合された複数のコアセグメントを含むコアと、
第1及び第2表面板の間の休み機構であって、接合部に沿って延びて構造の不整合性の伝播を阻止する休み機構
を含む複合サンドイッチ構造。
【0011】
9.休み機構が、
接合部に沿って各コアセグメントの縁部をカバーする複合ラップであって、隣接するコア区域のラップにより、各接合部に沿って背中合わせのC字形断面を形成する複合ラップと、
接合部をそれぞれカバーし、各ラップと第1及び第2表面板のうちの一つの間に挟まれた複合ストラップ
を含む、請求項8に記載の複合サンドイッチ構造。
【0012】
10.さらに、
各接合部の各側面上のラップを接着によって接合させる接着層を含む、請求項9に記載の複合サンドイッチ構造。
【0013】
11.ラップ及びストラップはそれぞれ繊維強化樹脂である、請求項9に記載の複合サンドイッチ構造。
【0014】
12.複合サンドイッチ構造であって、
第1及び第2多重プライ複合表面板と、
第1及び第2表面板の間に挟まれた複数のコアセグメントを含むコアと、
コアセグメントを縁部に沿って互いに接続する接合部であって、各接合部が隣接するコアセグメントの縁部周囲にそれぞれ一対の複合ラップと、第1及び第2表面板をそれぞれ係合する一対の複合ストラップを含む接合部
を含む複合サンドイッチ構造。
【0015】
13.各ラップが一つのコアセグメントの各3つの側面の少なくとも一部を覆っており、
各ラップの少なくとも一部が対応するコアセグメント内でくぼんでいる
請求項12に記載の複合サンドイッチ構造。
【0016】
14.各ラップの一部が第1及び第2表面板を係合する、請求項12に記載の複合サンドイッチ構造。
【0017】
15.ラップが各接合部に沿って背中合わせに配置されている、請求項12に記載の複合サンドイッチ構造。
【0018】
16.各ストラップが、ラップと第1及び第2表面板のうちの一つの間に位置づけされている、請求項12に記載の複合サンドイッチ構造。
【0019】
22.請求項8の方法によって作製された複合サンドイッチ構造。
【0020】
23.航空機の複合サンドイッチ構造を作製する方法であって、
複数のコアセグメントを提供し、
繊維強化複合樹脂ラップでコアセグメントの縁部に沿って各コアセグメントの3つの側面を包み、
包んだコアセグメントをコアにアセンブルし、これにはコアセグメントを縁と縁とを合わせた状態で配置し、隣接するコアセグメント上のラップに当接させることによってコアセグメント間に接合部を形成することが含まれ、
各接合部に沿ってラップ間に接着層を導入し、
複数の複合ティアストラップを形成し、
一つのティアストラップを各接合部に沿ってラップの上に配置し、
構造をアセンブルし、これには第1及び第2表面板の間にコア、ラップ及びティアストラップを挟むことを含まれ、
アセンブルした構造を硬化させる
ことを含む方法。
【0021】
24.航空機の複合サンドイッチ構造であって、
一対の多重プライ複合表面板と、
表面板の間に挟まれ、表面板に接合されたコアであって、それぞれの縁部に沿って接合部で互いに継合された複数のコアセグメントを含み、各コアセグメントが対向面に凹部を含むコアと、
セグメントの縁部に沿って各コアセグメントの3つの側面周囲を包む繊維強化樹脂複合ラップであって、各ラップがほぼC字形断面を有し、ラップが各接合部に沿って背中合わせに配置された繊維強化樹脂複合ラップと、
各接合部におけるラップ間の接着層と、
各接合部に沿ってラップと表面板の間に挟まれた繊維強化樹脂複合ティアストラップであって、各ラップの一部はティアシートを超えて延びており、コアと、一つの表面板の間に挟まれている繊維強化樹脂複合ティアストリップ
を含み、
ラップ及びストラップはコアセグメントの凹部の中に配置されている
航空機の複合サンドイッチ構造。
【0022】
開示の実施形態により、既存のサンドイッチ構造の限界を克服すると同時に、強度が改善され、表面板の凹凸の伝播を制限することができる統合休み機構を含むセグメント化されたコアを提供する複合サンドイッチ構造とこれを作製する方法の必要が満たされる。
【図面の簡単な説明】
【0023】
【図1】図1は統合休み機構を有する複合サンドイッチ構造の機能ブロック図である。
【図2】図2はセグメント化されたコア及び統合休み機構を有するサンドイッチ構造の斜視図である。
【図3】図3は図2のライン3−3に沿って切り取った断面図である。
【図4】図4は図3において「A」で指定されるエリアの図である。
【図5】図5は統合休み機構を有するサンドイッチ構造を作製する方法のステップを示すフロー図である。
【図6】図6A〜Fは図1〜4に示すサンドイッチ構造を作製する方法を説明するのに有用な図である。
【図7】図7は凹部が形成されているコアセグメントのうちの一つの縁部の断面図である。
【図8】図8はサンドイッチ構造を作製する代替方法を示す分解断面図である。
【図9】図9は休み機構の代替形態を示すサンドイッチ構造の一部の断面図である。
【図10】図10は図9と類似の図であるが、休み機構の別の実施形態を示す図である。
【図11】図11は航空機の製造及び運航方法のフロー図である。
【図12】図12は航空機のブロック図である。
【発明を実施するための形態】
【0024】
まず図1及び2を参照すると、開示の実施形態は第1及び第2表面板24、26の間に挟まれ、第1及び第2表面板24、26に取り付けられるセグメント化されたコア22を含む複合サンドイッチ構造20に関連するものである。コア22は、相互間の縁部37に沿って互いに継合されて接合部30を形成する複数のコアセグメント28を含む。図示した実施形態では、接合部30はほぼ直角に延びているが、その他の形状も可能である。また、図示したサンドイッチ構造20はほぼ平面であるが、特定の応用形態に合うように湾曲部又は不規則な外形(図示せず)を含んでもよい。
【0025】
サンドイッチ構造20は、接合部30に沿って休み機構25を含み、これはコアセグメント28の隣接するコアセグメントの間と、表面板24、26の間のいずれにも配置される。さらに詳しく下に説明するように、休み機構25は、例えば非限定的に、ある物体(図示せず)が表面板26のうちの一つの外表面26aに衝撃を与えた等が原因で表面板24、26のいずれかの剥離又は亀裂等の、サンドイッチ構造20の一又は複数の局所的な不整合性(図示せず)の伝播を阻止するように機能することができる。本明細書に使用する「不整合エリア」、「単一の不整合性」及び「複数の不整合性」は設計許容値外であり得る複合サンドイッチ構造20の局部的なエリアを指すものである。不整合性は例えば非限定的に、空洞、くぼみ、亀裂又は孔を含むことができ、これは複合サンドイッチ構造20が製造された時に、又は後のサンドイッチ構造20の寿命期間中に起こりうるものである。加えて、休み機構25により、コア22の強度がさらに増し、及び/又はサンドイッチ構造20を通る代替負荷経路が形成されうる。
【0026】
ここで図3及び4を参照すると、休み機構25は一対の複合ラップ32、一対の複合ティアストラップ34、及びラップ32の隣接するラップ間の接着層36を含むことができる。各ラップ32はおおむね断面がC字形であり、コア区域28の外側縁部37に沿って、各コア区域28の3つの側面33をそれぞれカバーする3つの脚部32a、32b及び32cを含む。応用形態によっては、ラップ32はC字形以外の断面形状を有することができる。C字形ラップ32は背中合わせの状態で配置されており、コア22のほぼ全厚さに延びた接着層36によって互いに接合されている。図示した実施形態では、各コアセグメント28は外側表面33aの凹部35を含む。各ラップ32の脚部32b、32cを凹部35内に受けることにより、表面板24、26がコアセグメント28の外側表面33aの上にほぼ平坦に置かれる。
【0027】
図4から良く分かるように、各脚部32b、32cは、外向きにテーパー形状である、又は傾斜した区域40と、対応する表面板24、26にほぼ平行に延びて、対応する表面板24、26と係合する外側端部42を含む。脚部32b、32cの外側端部42はコア区域28と表面板24、26のうちの一つの間に挟まれており、各表面板は多数の積層複合プライ38を含むことができる。
【0028】
複合ティアストラップ34は接合部30に沿って延び、表面板24、26のうちの一つとラップ32の脚部32b、32cの間に挟まれている。図4から良くわかるように、各ストラップ34が凹部35のうちの一つの凹部の中にあることで、表面板24、26をほぼ平坦に置くことが可能になる。下で説明するように、その他の実施形態において、コアセグメント28に凹部35が設けられてなくてもよく、この場合表面板24、26はわずかに隆起したエリア(図示せず)を含むことができ、わずかに隆起したエリアにおいて表面板24、26はラップ32及びストラップ34をカバーする。ティアストラップ34は構造20の厚みを通る方向に構造20の亀裂等の凹凸の伝播を阻止するように機能することができる。
【0029】
ラップ32とティアストラップ34はそれぞれ、例えば非限定的に、単向性テープの形態であってよいグラスファイバー強化エポキシ樹脂等の複合プライ積層体を含むことができる。ストラップ34は、ラップ32のテーパー形状区域40と適合するプライドロップオフ34aを含むことができる。各ラップ32の外側端部42は、各ストラップ34の外側縁部34bを超えてある距離「D」だけ延びているため、各ラップ32の端部42は表面板24、26のうちの一つの最も内側のプライ38aに直接接合される。ラップ32の端部がティアストラップ34を超えて延在することにより、可能性のある剥離の伝播を休み装置につながる所望の経路に沿って誘導しやすくなり得る。
【0030】
上述から、ラップ32とストラップ34の両方は表面板24に直接貼り付けられ、コアセグメント28はラップ32及びストラップ34の両方を介して表面板24に固定される。さらに、図3から最も良くわかるように、コア区域28のうちの隣接するコア区域は、ラップ32の隣接するラップを接合する接着層36と、ラップ32の隣接するラップの間に延びており、隣接するラップに接合されたストラップ34の両方によって互いに継合される。
【0031】
ここで、例えば図1〜4に示すような複合サンドイッチ構造を作製するステップを示す図5と図6A〜6Fを参照する。ステップ44(図5)から開始し、所望の数のコアセグメント28が提供され、コアセグメント28はそれぞれ前述したように、非限定的にハニカム、発泡体、及びバルサだけでなく、これらの組合せ及びその他の物質を含む様々な任意の物質及び構成物を含むことができる。ステップ46において、各コアセグメント28の周辺縁部37(図3及び4)を必要に応じて機械加工して、コアセグメント28の凹部35を形成することができる。
【0032】
次に、図5のステップ48に、及び図6Aに示すように、接着層62を各コアセグメント28の外側の側面33に任意に塗布して、次の処理ステップ中にラップ32が適所に保持されやすいようにすることができる。ステップ50(図5)において、複合材料のストリップ64(図6A)を、図6Cに示すようにコアセグメント28の3つの側面33をカバーするように、各コアセグメント28の外側縁部37の上に折り重ねる。前述したように、接着層62により、次の処理ステップの間にラップ32を、折り重なって3つの側面33の全てをカバーしている状態に保持しやすくなる。
【0033】
次に、図5のステップ52に示すように、好適な接着層36をコアセグメント28の包まれた縁部37、特に各ラップ32の脚部32aに塗布する。ステップ54において、コアセグメント28の縁部37を持ってきて互いに接触させることによって、コアセグメント28をアセンブルして図2に示す構成を形成する。図6D及び6Eは、ステップ52が完了した後の覆われたコアセグメント28を示す。ここで、ラップ32及びストラップ34は未硬化状態でコア22に統合されており、所望の場合には、湾曲した又は輪郭成形されたパーツを硬化させる前にアセンブルした構造20を形成することができることを注記すべきである。
【0034】
次に、図5のステップ56に示すように、ストラップ34を隣接するラップ32の上に配置して、図6Fに示すように接合部30を覆うようにする。図5のステップ58において、これもまた図6Fに示すように表面板24、26をアセンブルしたコアセグメント28の上に配置することができる。最後に、図5のステップ60において、アセンブルしたサンドイッチ構造20の構成要素であるパーツを同時硬化させて統合構造を形成することができる。上に説明した製造工程、そして特に組立工程を手仕事で、又は機械(図示せず)によって部分的に又は完全に自動で行うことができる。
【0035】
図6A〜6Fに示す実施形態では、凹部35はコアセグメント28に形成されていない。このため、この実施形態では、表面板24、26の接合部30のエリアをわずかに隆起させることができる。しかしながら前述したように、図7に示すように、コアセグメント28の凹部35を形成して、外側縁部37に沿ってある深さ「d」までコアセグメント28の外側表面33aを機械加工することによって、ラップ32とストラップ34の結合した厚さへの適合を可能にすることができ、「d」はストラップ34とラップ32の脚部32bの結合した厚さとほぼ等しい(図4参照)。
【0036】
図8に、上述したものと同様であるが、開示された方法の代替実施形態によって作製することができるサンドイッチ構造20を示す。この実施形態では、休み機構25は、コアセグメント28と表面板24、26をアセンブルする前に予めアセンブルした一対のラップ32、一対のストラップ34、及び接着層36を含む。この実施形態では、断面形状が前述した休み機構25と類似する休み機構25を、プリプレグを使用して未硬化の積層体として予めアセンブルすることができる。予めアセンブルした機構25を次に、コアセグメント28をコア22にアセンブルしている間に、コアセグメント28の間に取り付けることができる。コア22のアセンブル後に、表面板24、26をコア22に配置することができ、アセンブルした構造20を次に硬化させることができる。その他の実施形態では、応用形態により、休み機構25を予め硬化させることができ、この場合、休み機構25はコアセグメント28と表面板24、26に接着剤で接合させることができ、この接着剤はコアセグメント28と表面板24、26とともに硬化される。
【0037】
ある実施形態において、ラップ32とストラップ34の両方を使用する必要がない場合がある。例えば、図9に示すように、サンドイッチ構造20aの代替実施形態において、コアセグメント28と表面板24、26の間に挟まれ、接合部30を覆っているティアストラップ34を使用することを通して、十分な阻止機能を可能にすることができうる。この実施例では、ストラップ34はコアセグメント28に埋め込まれており、接着層36により、隣接するコアセグメント28が接合部30に沿って接合されている。
【0038】
図10に、接着層36によって互いに接合されたラップ32の使用を介して所望の阻止機能を得ることができるサンドイッチ構造20bの別の実施形態を示す。この実施例では、隣接のコアセグメント28はラップ32と接着剤36を通して互いに接合されており、その一方でラップ32の外側脚部32b、32cの全長は表面板24、26に接合されている。背中合わせのラップ32は、接合部30を補強するとともに、コア22と表面板24、26の間を周期的に補強するコア22の統合部分を形成し、表面板24、26の剥離等の不整合性の伝播を低減しやすくすることができる。
【0039】
本発明の実施形態は、様々な可能性のある用途、特に例えば航空宇宙、海洋、及び自動車用途を含む運送業において使用することができる。したがって、ここで図11及び12を参照すると、本発明の実施形態は図11に示すような航空機の製造及び運航方法68及び図12に示すような航空機70において使用可能である。試作段階においては、例示の方法68は航空機70の仕様及び設計72と、材料調達74を含むことができ、これらの段階においては、開示のサンドイッチ構造20を航空機70での使用に特定することができる。製造段階においては、航空機70の構成部品及びサブアセンブリの製造76と、システム統合78がおこなわれる。開示の方法を工程76、78において使用して、開示のサンドイッチ構造20を組み込む構成部品を製造及びアセンブルすることが可能である。そのあとに、航空機70は、認可及び納品80を経て運航82される。顧客によって運航されている間、航空機70には所定の整備及び保守84(変更、再構成、改装も含むことができる)が予定される。開示の方法を使用して、航空機に取り付けられるサンドイッチ構造を整備及び保守84の一部として製造することができる。
【0040】
方法68の各工程は、システム・インテグレーター、第三者、及び/又はオペレータ(例えば顧客)によって行う又は実施することが可能である。この説明の目的のために、システム・インテグレーターは、非限定的に、任意の数の航空機メーカー及び主要なシステム下請業者を含むことができ、第三者は、非限定的に、任意の数の供給メーカー、下請業者及びサプライヤを含むことができ、オペレータは、航空機、リース会社、軍部、サービス組織等であってよい。
【0041】
図12に示すように、例示の方法68によって製造される航空機70は、複数のシステム94と内装90を有する機体86を含むことができる。高レベルシステム94の例は、一以上の推進システム92、電気システム94、油圧システム96、及び環境システム98を含む。任意の数の他のシステムを含むことができる。航空宇宙における実施例を示したが、本発明の原理は海洋、自動車、及び建築業界等の他の業界にも応用することができる。
【0042】
本明細書で具体化したシステム及び方法を、製造及び運航方法68の任意の一以上の段階において活用することができる。例えば、製造工程76に対応して開示のサンドイッチ構造を使用する構成部品又はサブアセンブリは、航空機70が運航されている間に製造される構成部品又はサブアセンブリと同様の方法で製作又は製造することができる。また、一以上の開示の実施形態を、例えば航空機70のアセンブリを実質的に早めることによってまたは航空機70にかかる費用を削減することによって、製造段階76及び78において利用することができる。同様に、一又は複数の実施形態及びそれらの組合せを、航空機70が運航している間に、例えば非限定的に、整備及び保守84に利用することができる。
【0043】
本発明の実施形態を特定の例示の実施形態に関連させて説明したが、当然ながら特定の実施形態は説明するためのものであって、限定するものではなく、当業者によって他の変形例を発想することが可能である。
【特許請求の範囲】
【請求項1】
複合サンドイッチ構造であって、
第1及び第2複合積層表面板と、
第1及び第2表面板の間に挟まれた複数のコアセグメントを含むコアと、
構造の不整合性の伝播を阻止する、コアと、第1及び第2表面板それぞれの間の休み手段
を含む複合サンドイッチ構造。
【請求項2】
休み手段が、各コアセグメントの縁部をカバーし且つコアと第1及び第2表面板それぞれの間に挟まれた部分を含む複合ラップ
を含む、請求項1に記載の複合サンドイッチ構造。
【請求項3】
各ラップの断面がおおむねC字形であり、一つのコアセグメントの3つの側面をカバーする、請求項2に記載の複合サンドイッチ構造。
【請求項4】
コアセグメントが、それぞれの縁部の間の接合部に沿って互いに継合されており、
休み手段が、接合部において各コアセグメントの縁部をカバーする複合ラップを含む、
請求項1に記載の複合サンドイッチ構造。
【請求項5】
休み手段がさらに、各接合部を覆っており且つ隣接しているラップと、第1及び第2表面板のうちの一つの間に挟まれた複合ストラップを含む、請求項4に記載の複合サンドイッチ構造。
【請求項6】
休み手段が、接合部においてラップを接合する接着層を含む、請求項4に記載の複合サンドイッチ構造。
【請求項7】
休み手段が、各接合部を覆う複合ストラップを含む、請求項1に記載の複合サンドイッチ構造。
【請求項8】
複合サンドイッチ構造を作製する方法であって、
複数のコアセグメントの間に接合部を形成することによってコアを作製し、
第1及び第2表面板の間にコアを挟み、これには、各表面板にコアを接合することが含まれ、
各接合部に沿って、コアと少なくとも一つの表面板の間に休み機構を形成する
ことを含む方法。
【請求項9】
休み機構を形成するステップが、各接合部に沿って各コアセグメント上に複合部材を配置することを含む、請求項8に記載の方法。
【請求項10】
各接合部に沿って各コアセグメント上に複合ラップを配置するステップが、各コアセグメントの3つの側面それぞれの少なくとも一部の上にラップを形成することを含む、請求項8に記載の方法。
【請求項11】
休み機構を形成するステップが、ラップと少なくとも一つの表面板の間に複合ストラップを配置することを含む、請求項8に記載の方法。
【請求項12】
休み機構を形成するステップが、隣接するコアセグメント上のラップの間に接着層を塗布することを含む、請求項8に記載の方法。
【請求項1】
複合サンドイッチ構造であって、
第1及び第2複合積層表面板と、
第1及び第2表面板の間に挟まれた複数のコアセグメントを含むコアと、
構造の不整合性の伝播を阻止する、コアと、第1及び第2表面板それぞれの間の休み手段
を含む複合サンドイッチ構造。
【請求項2】
休み手段が、各コアセグメントの縁部をカバーし且つコアと第1及び第2表面板それぞれの間に挟まれた部分を含む複合ラップ
を含む、請求項1に記載の複合サンドイッチ構造。
【請求項3】
各ラップの断面がおおむねC字形であり、一つのコアセグメントの3つの側面をカバーする、請求項2に記載の複合サンドイッチ構造。
【請求項4】
コアセグメントが、それぞれの縁部の間の接合部に沿って互いに継合されており、
休み手段が、接合部において各コアセグメントの縁部をカバーする複合ラップを含む、
請求項1に記載の複合サンドイッチ構造。
【請求項5】
休み手段がさらに、各接合部を覆っており且つ隣接しているラップと、第1及び第2表面板のうちの一つの間に挟まれた複合ストラップを含む、請求項4に記載の複合サンドイッチ構造。
【請求項6】
休み手段が、接合部においてラップを接合する接着層を含む、請求項4に記載の複合サンドイッチ構造。
【請求項7】
休み手段が、各接合部を覆う複合ストラップを含む、請求項1に記載の複合サンドイッチ構造。
【請求項8】
複合サンドイッチ構造を作製する方法であって、
複数のコアセグメントの間に接合部を形成することによってコアを作製し、
第1及び第2表面板の間にコアを挟み、これには、各表面板にコアを接合することが含まれ、
各接合部に沿って、コアと少なくとも一つの表面板の間に休み機構を形成する
ことを含む方法。
【請求項9】
休み機構を形成するステップが、各接合部に沿って各コアセグメント上に複合部材を配置することを含む、請求項8に記載の方法。
【請求項10】
各接合部に沿って各コアセグメント上に複合ラップを配置するステップが、各コアセグメントの3つの側面それぞれの少なくとも一部の上にラップを形成することを含む、請求項8に記載の方法。
【請求項11】
休み機構を形成するステップが、ラップと少なくとも一つの表面板の間に複合ストラップを配置することを含む、請求項8に記載の方法。
【請求項12】
休み機構を形成するステップが、隣接するコアセグメント上のラップの間に接着層を塗布することを含む、請求項8に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図6C】
【図6D】
【図6E】
【図6F】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図6C】
【図6D】
【図6E】
【図6F】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公表番号】特表2013−512798(P2013−512798A)
【公表日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2012−542007(P2012−542007)
【出願日】平成22年10月12日(2010.10.12)
【国際出願番号】PCT/US2010/052343
【国際公開番号】WO2011/068592
【国際公開日】平成23年6月9日(2011.6.9)
【出願人】(500520743)ザ・ボーイング・カンパニー (773)
【氏名又は名称原語表記】The Boeing Company
【Fターム(参考)】
【公表日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成22年10月12日(2010.10.12)
【国際出願番号】PCT/US2010/052343
【国際公開番号】WO2011/068592
【国際公開日】平成23年6月9日(2011.6.9)
【出願人】(500520743)ザ・ボーイング・カンパニー (773)
【氏名又は名称原語表記】The Boeing Company
【Fターム(参考)】
[ Back to top ]