
伝動ベルトの製造方法及び伝動ベルト
【課題】 品質性の高い伝動ベルトを簡単に製造することのできる伝動ベルトの製造方法及び伝動ベルトを提供する。
【解決手段】 内部に複数の心線を有するベルト本体20を成形する工程と、成形されたベルト本体20を金型内にセットし、金型の壁面とベルト本体20との間に形成されるキャビティ内に、ベルト本体20を構成する材料とは異なる材料を流し込んで、互いに連結された複数の搬送用突起をベルト本体に20一体的に形成する工程と、を備えることを特徴とする。
【解決手段】 内部に複数の心線を有するベルト本体20を成形する工程と、成形されたベルト本体20を金型内にセットし、金型の壁面とベルト本体20との間に形成されるキャビティ内に、ベルト本体20を構成する材料とは異なる材料を流し込んで、互いに連結された複数の搬送用突起をベルト本体に20一体的に形成する工程と、を備えることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数の搬送用突起(プロフィル)を有する伝動ベルトの製造方法及び伝動ベルトに関するものである。
【背景技術】
【0002】
複数の搬送用突起(以下、プロフィルと称する)を有する伝動ベルトの製造方法としては、従来、ベルト本体とプロフィルを別々に成形した後にこれらを融着する方法と、一体成形によりベルト本体部分とプロフィル部分を同時に成形する方法がある。図8〜図10を参照して、これらの製造方法について説明する。図8〜図10は従来例に係る伝動ベルトの製造方法に関する説明図である。
【0003】
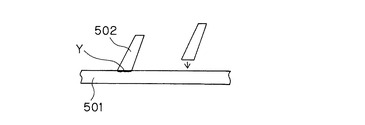
図8は前者の方法の場合を示している。この方法の場合には、まず、ベルト本体501と、プロフィル502を別々に成形しておく。そして、図8に示すように、ベルト本体501に対して、複数のプロフィル502を順次融着していくことによって、伝動ベルトを製造する。図中Yで示す部分が融着部である。この方法を用いた場合には、プロフィルが高負荷を受けると、溶着部Yに亀裂が入ってしまったり、剥がれてしまったりするなどの問題がある。また、1個1個プロフィルを融着しなければならないため、コストが高くなってしまうという問題もある。
【0004】
一体成形による製造方法では、押出成形による場合と注型成形による場合がある。
【0005】
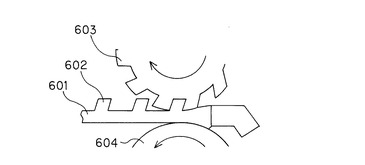
図9は押出成形による場合を示している。この方法の場合には、内型となる型車603と外型となるベルト604を回転させつつ、これらの間に形成されるキャビティに成形材料を吐出することで、ベルト本体部分601とプロフィル部分602を同時に成形していく。この方法を用いた場合には、型車603の回転により、成形された部分を逐次送り出していく必要があることから、プロフィル部分602の形状及び大きさやプロフィル間の間隔には制限があり、例えば、プロフィル間の間隔に対してプロフィル部分602が長いような場合には、この製造方法を用いることはできない。
【0006】
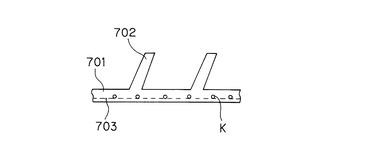
図10は注型成形により成形された伝動ベルトの一部を示している。この方法の場合には、金型内に予め複数の心線をセットしておき、成形材料を金型内に流し込むことで、ベルト本体部分701とプロフィル部分702を同時に成形する。この方法を用いた場合には、金型内に成形材料を流し込んだ際に、金型における心線703への当接部付近の空気が残りやすく、図10に示すように、心線703の近くに複数の気泡Kが残ったままとなることがある。そのため、外観が悪く、強度にも悪影響が出てしまうおそれがあるという問題がある。
【0007】
また、一般的に、ベルト本体に要求される性能とプロフィルに要求される性能は異なるが、一体成形による製造方法の場合には、両者が同じ材料となるため、両者に要求される性能を同時に十分満足させることができないことがある。また、材料選択の余地が少なくなり、これに伴い、コストアップとなる場合もある。
【0008】
関連する技術としては、特許文献1〜7に開示されたものがある。
【特許文献1】特開昭63−246532号公報
【特許文献2】特開2004−188596号公報
【特許文献3】特開2005−145332号公報
【特許文献4】特許第3510533号公報
【特許文献5】特開2004−202982号公報
【特許文献6】特開平3−129145号公報
【特許文献7】特公平6−94178号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の目的は、品質性の高い伝動ベルトを簡単に製造することのできる伝動ベルトの製造方法及び伝動ベルトを提供することにある。
【課題を解決するための手段】
【0010】
本発明は、上記課題を解決するために以下の手段を採用した。
【0011】
すなわち、本発明の伝動ベルトの製造方法は、
複数の搬送用突起を備えた伝動ベルトの製造方法において、
内部に複数の心線を有するベルト本体を成形する工程と、
成形されたベルト本体を金型内にセットし、金型の壁面とベルト本体との間に形成されるキャビティ内に、ベルト本体を構成する材料とは異なる材料を流し込んで、互いに連結された複数の搬送用突起をベルト本体に一体的に形成する工程と、
を備えることを特徴とする。
【0012】
本発明によれば、ベルト本体と搬送用突起が異なる材料により構成されるため、材料選択の余地が広がり、両者の性能の要求に好適に対応することができる。また、搬送用突起は互いに連結しているので強度が高く、搬送用突起がベルト本体から剥がれてしまうことを抑制できる。また、キャビティ内に材料を流し込む一つの工程(注型成形)によって、全ての搬送用突起を形成できる。
【0013】
また、ベルト本体は、押出成形により成形されるとよい。
【0014】
また、ベルト本体を構成する材料は、搬送用突起を構成する材料よりも屈曲性が高く、
搬送用突起を構成する材料は、ベルト本体を構成する材料よりも耐磨耗性に優れているとよい。
【0015】
また、本発明の伝動ベルトは、
内部に複数の心線を有するベルト本体と、
互いに連結された複数の搬送用突起と、
を備え、
ベルト本体をインサート部品として、インサート成形により成形されることを特徴とする。
【0016】
また、ベルト本体を構成する材料は、搬送用突起を構成する材料よりも屈曲性が高く、
搬送用突起を構成する材料は、ベルト本体を構成する材料よりも耐磨耗性に優れているとよい。
【0017】
なお、上記各構成は、可能な限り組み合わせて採用し得る。
【発明の効果】
【0018】
以上説明したように、本発明によれば、品質性の高い伝動ベルトを簡単に製造することができる。
【発明を実施するための最良の形態】
【0019】
以下に図面を参照して、この発明を実施するための最良の形態を、実施例に基づいて例示的に詳しく説明する。ただし、この実施例に記載されている構成部品の寸法、材質、形状、その相対配置などは、特に特定的な記載がない限りは、この発明の範囲をそれらのみに限定する趣旨のものではない。
【実施例1】
【0020】
図1〜図7を参照して、本発明の実施例に係る伝動ベルトの製造方法及び伝動ベルトについて説明する。
【0021】
<伝動ベルト>
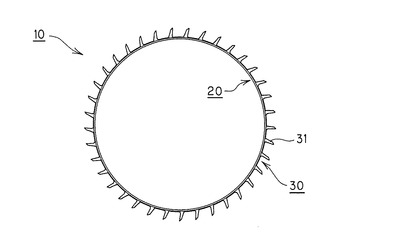
特に、図1〜図3を参照して、本発明の実施例に係る伝動ベルトについて説明する。図1は本発明の実施例に係る伝動ベルトの外観図(側面側から見た図)である。図2は本発明の実施例に係る伝動ベルトの使用例を示す概略図である。図3は本発明の実施例に係る伝動ベルトの一部拡大図である。
【0022】
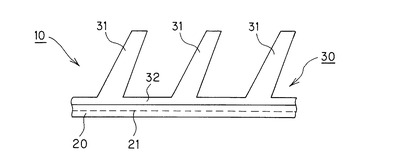
本実施例に係る伝動ベルト10は、ベルト本体20と、複数の搬送用突起としてのプロフィル31を一体的に有する突起連結体30とを備えている。ベルト本体20は、熱可塑性の弾性プラスチック(例えば、ポリウレタン)を材料とする成形品であり、内部に複数の金属製の心線(ワイヤ)21が埋め込まれた構成である。また、突起連結体30も、熱可塑性の弾性プラスチック(例えば、ポリウレタン)を材料とする成形品であり、ベルト本体20に対して一体的に形成されている。この突起連結体30は、複数のプロフィル31と、これらを連結する連結部32から構成される。プロフィル31は、搬送対象物を載せたり、押したりするために用いられる。
【0023】
伝動ベルト10の使用例として、伝動ベルト10をパチンコの玉Bを搬送する搬送装置として用いる場合について、図2を参照して説明する。
【0024】
この使用例においては、伝動ベルト10は無端状にされ、一対のプーリ51,52に掛け回すようにして用いられる。そして、一対のプーリ51,52が図中矢印方向に回転することによって、伝動ベルト10は回転する。なお、一対のプーリ51,52は、両方とも駆動させるようにしても良いし、一方を駆動させて、他方を従動させるようにしても良い。また、伝動ベルト10の下方には、パチンコの玉Bを集積させる湾曲形状の底板60が設けられており、伝動ベルト10の上部付近には、搬送されたパチンコの玉Bを所望の方向(図中矢印X)に送るガイド70が設けられている。
【0025】
以上の構成により、伝動ベルト10が回転すると、伝動ベルト10に備えられたプロフィル31が、底板60に集積された複数のパチンコの玉Bをすくい上げて、上方へと運んでいく。そして、上部側のプーリ51を越えた当たりで、パチンコの玉Bはその自重によりガイド70に転がり落ち、ガイド70によって所望の方向に送られる。
【0026】
このような搬送装置に伝動ベルト10が用いられる場合には、プロフィル31によって底板60に溜まっている多数のパチンコの玉Bをすくい上げなければならない。そのため、プロフィル31には、耐磨耗性に優れること、及び高強度であること(ベルト本体20に対して剥がれたり曲がったりしないこと)が要求される。また、ベルト本体20には大きな引張力が作用することから、ベルト本体20には引張強度が高いことが要求される。さらに、ベルト本体20の場合、プーリ51,52を通過する際には湾曲しなければならないことから、ベルト本体20には屈曲性が高いことが要求される。このように、ベルト本体20とプロフィル31では、要求される性能が異なっている。
【0027】
<伝動ベルトの製造方法>
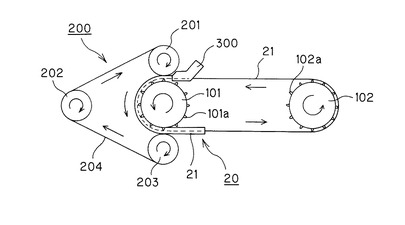
特に、図4〜図7を参照して、本発明の実施例に係る伝動ベルトの製造方法について説明する。図4は本発明の実施例に係るベルト本体の成形方法を説明する概略図である。図5は本発明の実施例に係るベルト本体の斜視図である。図6は本発明の実施例に係る伝動ベルトの成形方法を説明する概略図である。図7は本発明の実施例に係る伝動ベルトを成形する金型の斜視図である。
【0028】
<<ベルト本体の成形>>
本実施例においては、まず、ベルト本体20を押出成形により成形する。このベルト本体20を成形する押出成形装置は、図4に示すように、内型となる型車101と、この型車101と同形状の回転体102と、外型を構成するベルト機構200と、成形材料を吐出するノズル300とを備えている。
【0029】
型車101は、心線位置決め用の突起101aを複数備えた部材であり、ベルト本体20を成形する内型としての役割を担う。回転体102も、同様に、心線位置決め用の突起102aを複数備え、型車101と同一の形状で構成されている。
【0030】
ベルト機構200は、3つのプーリ201,202,203と、これらに巻かれる無端状ベルト204とを備えており、無端状ベルト204がベルト本体20を成形する外型としての役割を担う。つまり、型車101と無端状ベルト204との間の隙間が、ベルト本体20を成形するためのキャビティとなる。
【0031】
以上のように構成される押出成形装置において、まず、型車101と回転体102を掛け回すように、複数の心線21を配置する。このとき、各心線21は、型車101と回転体102に対して、これらの回転軸方向に移動しないように位置決めされる。また、心線21は、型車101に設けられた突起101a、及び回転体102に設けられた突起102aにのみ接触する。
【0032】
そして、型車101,回転体102及び無端状ベルト204を、図中矢印方向にそれぞれ回転させながら、型車101と無端状ベルト204との間に形成されるキャビティ内に、ノズル300より成形材料を吐出していく。これにより、内部に複数の心線21を埋め込むようにして、ベルト本体20が徐々に成形されていき、無端状のベルト本体20が製造される。
【0033】
このように製造されるベルト本体20においては、心線21と型車101に設けられた突起101aが接触する部分には成形材料が入り込まないため、心線21が部分的に露出した金型突起跡22が一定間隔に複数形成される。押出成形装置によって、ベルト本体20を成形した後に、これらの金型突起跡22が外周面側となるように、ベルト本体20を裏返しておく(図5参照)。
【0034】
<<インサート成形による伝動ベルトの成形>>
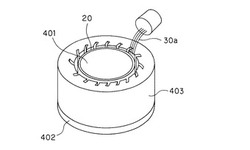
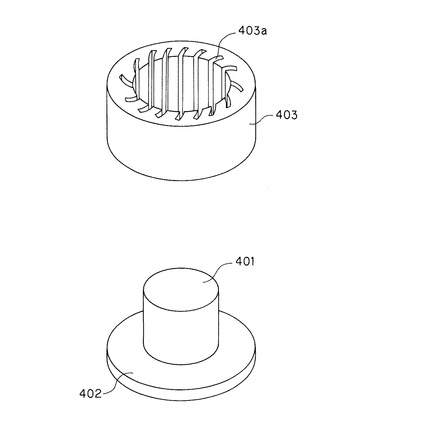
本実施例においては、上記のように成形されたベルト本体20をインサート部品として、注型成形によるインサート成形によって、伝動ベルト10を成形(製造)する。図6は注型成形の様子を示しており、図7は注型成形に用いる金型において、外側を外した様子を示している。
【0035】
本実施例に用いる金型は、円柱形状の内型401と、円板形状の下型402と、略円筒形状の外型403とを備えている。内型401と外型403は、下型402の上に同心的に載置される。外型403の内壁面側には、プロフィル31を形成するための複数の溝403aが形成されている。
【0036】
以上のような構成により、まず、金型突起跡22が外周面側に向いた状態のベルト本体20を、内型401に嵌めこむ。このとき、内型401の外周面とベルト本体20の内周面は密着した状態となる。そして、外型403をセットすることにより、ベルト本体20の外周面と外型403の内周面との間にキャビティが形成される。このキャビティに、図6に示すように、突起連結体30を成形するための成形材料30aを流し込む。この成形材料30aは、上記の通り、熱可塑性樹脂であり、加熱により軟化された状態で、キャビティに流し込まれる。なお、ベルト本体20の材料を、この成形材料30aよりも融点が高いものを用いることで、成形材料30aが流し込まれた際にベルト本体20が変形してしまうことを確実に防止できる。
【0037】
そして、キャビティに流し込まれた成形材料30aが冷却されて硬化することで、突起連結体30が成形される。このとき、突起連結体30はベルト本体20に融着し、ベルト本体20に対して突起連結体30が一体的に形成される。その後、成形された伝動ベルト10を金型から取り外す。なお、心線21が部分的に露出している金型突起跡22が設けられている面は、突起連結体30によって覆われるため、心線21が錆びてしまったり、傷ついてしまったりすることを防止できる。また、金型突起跡22の部分は凹んでおり、この凹んだ部分に成形材料30aが流し込まれるため、ベルト本体20と突起連結体30を強固に固定させることができる。
【0038】
<本実施例の優れた点>
本実施例によれば、ベルト本体20とプロフィル31が異なる材料により構成されるため、材料選択の余地が広がり、両者の性能の要求に好適に対応することができる。例えば、伝動ベルト10が、上述したパチンコの玉Bを搬送する装置として用いられる場合には、ベルト本体20の材料は、屈曲性を優先して選び、プロフィル31(これを備えた突起連結体30)の材料は、耐磨耗性や強度を優先して選ぶことができる。なお、この場合、ベルト本体20の材料は比較的軟質のものが用いられ、突起連結体30の材料は比較的硬質のものが用いられ、突起連結体30における連結部32の部分が伝動ベルト10の屈曲性に悪影響を及ぼすことも考えられ得るが、連結部32の部分を薄くしておくことで、屈曲性には何ら問題は生じない。
【0039】
また、ベルト本体20には、内部に複数の金属製の心線21が設けられているので、伝動ベルト10の引張強度が高く、高重量の搬送対象物を搬送することができる。なお、心線21自体は細いワイヤであるので、屈曲性については、何ら悪影響はない。
【0040】
また、ベルト本体は押出成形により成形されるため、注型成形により心線を成形体の内部に埋め込む場合のように気泡が残ってしまうことを防止でき、外観が良く、強度に悪影響が出てしまうこともない。
【0041】
また、各プロフィル31は連結部32によって互いに連結されているので、それぞれ独立にベルト本体に融着される場合に比べて強度が高く、プロフィル31の根元に亀裂が入ってしまったり、プロフィル31がベルト本体20から剥がれてしまったりすることを抑制できる。
【0042】
また、1度の注型成形によって、全てのプロフィル31を成形できるので、一つ一つプロフィルをベルト本体に融着させる場合に比べて、簡単に伝動ベルト10を製造することができる。また、注型成形によってプロフィル31を成形するので、押出成形によってプロフィルを成形する場合に比べて、プロフィル31の形状や大きさの自由度を高くすることができる。
【図面の簡単な説明】
【0043】
【図1】図1は本発明の実施例に係る伝動ベルトの外観図である。
【図2】図2は本発明の実施例に係る伝動ベルトの使用例を示す概略図である。
【図3】図3は本発明の実施例に係る伝動ベルトの一部拡大図である。
【図4】図4は本発明の実施例に係るベルト本体の成形方法を説明する概略図である。
【図5】図5は本発明の実施例に係るベルト本体の斜視図である。
【図6】図6は本発明の実施例に係る伝動ベルトの成形方法を説明する概略図である。
【図7】図7は本発明の実施例に係る伝動ベルトを成形する金型の斜視図である。
【図8】図8は従来例に係る伝動ベルトの製造方法に関する説明図である。
【図9】図9は従来例に係る伝動ベルトの製造方法に関する説明図である。
【図10】図10は従来例に係る伝動ベルトの製造方法に関する説明図である。
【符号の説明】
【0044】
10 伝動ベルト
20 ベルト本体
21 心線
22 金型突起跡
30 突起連結体
30a 成形材料
31 プロフィル
32 連結部
51,52 プーリ
60 底板
70 ガイド
101 型車
101a 突起
102 回転体
102a 突起
200 ベルト機構
201,202,203 プーリ
204 無端状ベルト
300 ノズル
401 内型
402 下型
403 外型
403a 溝
B (パチンコの)玉
【技術分野】
【0001】
本発明は、複数の搬送用突起(プロフィル)を有する伝動ベルトの製造方法及び伝動ベルトに関するものである。
【背景技術】
【0002】
複数の搬送用突起(以下、プロフィルと称する)を有する伝動ベルトの製造方法としては、従来、ベルト本体とプロフィルを別々に成形した後にこれらを融着する方法と、一体成形によりベルト本体部分とプロフィル部分を同時に成形する方法がある。図8〜図10を参照して、これらの製造方法について説明する。図8〜図10は従来例に係る伝動ベルトの製造方法に関する説明図である。
【0003】
図8は前者の方法の場合を示している。この方法の場合には、まず、ベルト本体501と、プロフィル502を別々に成形しておく。そして、図8に示すように、ベルト本体501に対して、複数のプロフィル502を順次融着していくことによって、伝動ベルトを製造する。図中Yで示す部分が融着部である。この方法を用いた場合には、プロフィルが高負荷を受けると、溶着部Yに亀裂が入ってしまったり、剥がれてしまったりするなどの問題がある。また、1個1個プロフィルを融着しなければならないため、コストが高くなってしまうという問題もある。
【0004】
一体成形による製造方法では、押出成形による場合と注型成形による場合がある。
【0005】
図9は押出成形による場合を示している。この方法の場合には、内型となる型車603と外型となるベルト604を回転させつつ、これらの間に形成されるキャビティに成形材料を吐出することで、ベルト本体部分601とプロフィル部分602を同時に成形していく。この方法を用いた場合には、型車603の回転により、成形された部分を逐次送り出していく必要があることから、プロフィル部分602の形状及び大きさやプロフィル間の間隔には制限があり、例えば、プロフィル間の間隔に対してプロフィル部分602が長いような場合には、この製造方法を用いることはできない。
【0006】
図10は注型成形により成形された伝動ベルトの一部を示している。この方法の場合には、金型内に予め複数の心線をセットしておき、成形材料を金型内に流し込むことで、ベルト本体部分701とプロフィル部分702を同時に成形する。この方法を用いた場合には、金型内に成形材料を流し込んだ際に、金型における心線703への当接部付近の空気が残りやすく、図10に示すように、心線703の近くに複数の気泡Kが残ったままとなることがある。そのため、外観が悪く、強度にも悪影響が出てしまうおそれがあるという問題がある。
【0007】
また、一般的に、ベルト本体に要求される性能とプロフィルに要求される性能は異なるが、一体成形による製造方法の場合には、両者が同じ材料となるため、両者に要求される性能を同時に十分満足させることができないことがある。また、材料選択の余地が少なくなり、これに伴い、コストアップとなる場合もある。
【0008】
関連する技術としては、特許文献1〜7に開示されたものがある。
【特許文献1】特開昭63−246532号公報
【特許文献2】特開2004−188596号公報
【特許文献3】特開2005−145332号公報
【特許文献4】特許第3510533号公報
【特許文献5】特開2004−202982号公報
【特許文献6】特開平3−129145号公報
【特許文献7】特公平6−94178号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の目的は、品質性の高い伝動ベルトを簡単に製造することのできる伝動ベルトの製造方法及び伝動ベルトを提供することにある。
【課題を解決するための手段】
【0010】
本発明は、上記課題を解決するために以下の手段を採用した。
【0011】
すなわち、本発明の伝動ベルトの製造方法は、
複数の搬送用突起を備えた伝動ベルトの製造方法において、
内部に複数の心線を有するベルト本体を成形する工程と、
成形されたベルト本体を金型内にセットし、金型の壁面とベルト本体との間に形成されるキャビティ内に、ベルト本体を構成する材料とは異なる材料を流し込んで、互いに連結された複数の搬送用突起をベルト本体に一体的に形成する工程と、
を備えることを特徴とする。
【0012】
本発明によれば、ベルト本体と搬送用突起が異なる材料により構成されるため、材料選択の余地が広がり、両者の性能の要求に好適に対応することができる。また、搬送用突起は互いに連結しているので強度が高く、搬送用突起がベルト本体から剥がれてしまうことを抑制できる。また、キャビティ内に材料を流し込む一つの工程(注型成形)によって、全ての搬送用突起を形成できる。
【0013】
また、ベルト本体は、押出成形により成形されるとよい。
【0014】
また、ベルト本体を構成する材料は、搬送用突起を構成する材料よりも屈曲性が高く、
搬送用突起を構成する材料は、ベルト本体を構成する材料よりも耐磨耗性に優れているとよい。
【0015】
また、本発明の伝動ベルトは、
内部に複数の心線を有するベルト本体と、
互いに連結された複数の搬送用突起と、
を備え、
ベルト本体をインサート部品として、インサート成形により成形されることを特徴とする。
【0016】
また、ベルト本体を構成する材料は、搬送用突起を構成する材料よりも屈曲性が高く、
搬送用突起を構成する材料は、ベルト本体を構成する材料よりも耐磨耗性に優れているとよい。
【0017】
なお、上記各構成は、可能な限り組み合わせて採用し得る。
【発明の効果】
【0018】
以上説明したように、本発明によれば、品質性の高い伝動ベルトを簡単に製造することができる。
【発明を実施するための最良の形態】
【0019】
以下に図面を参照して、この発明を実施するための最良の形態を、実施例に基づいて例示的に詳しく説明する。ただし、この実施例に記載されている構成部品の寸法、材質、形状、その相対配置などは、特に特定的な記載がない限りは、この発明の範囲をそれらのみに限定する趣旨のものではない。
【実施例1】
【0020】
図1〜図7を参照して、本発明の実施例に係る伝動ベルトの製造方法及び伝動ベルトについて説明する。
【0021】
<伝動ベルト>
特に、図1〜図3を参照して、本発明の実施例に係る伝動ベルトについて説明する。図1は本発明の実施例に係る伝動ベルトの外観図(側面側から見た図)である。図2は本発明の実施例に係る伝動ベルトの使用例を示す概略図である。図3は本発明の実施例に係る伝動ベルトの一部拡大図である。
【0022】
本実施例に係る伝動ベルト10は、ベルト本体20と、複数の搬送用突起としてのプロフィル31を一体的に有する突起連結体30とを備えている。ベルト本体20は、熱可塑性の弾性プラスチック(例えば、ポリウレタン)を材料とする成形品であり、内部に複数の金属製の心線(ワイヤ)21が埋め込まれた構成である。また、突起連結体30も、熱可塑性の弾性プラスチック(例えば、ポリウレタン)を材料とする成形品であり、ベルト本体20に対して一体的に形成されている。この突起連結体30は、複数のプロフィル31と、これらを連結する連結部32から構成される。プロフィル31は、搬送対象物を載せたり、押したりするために用いられる。
【0023】
伝動ベルト10の使用例として、伝動ベルト10をパチンコの玉Bを搬送する搬送装置として用いる場合について、図2を参照して説明する。
【0024】
この使用例においては、伝動ベルト10は無端状にされ、一対のプーリ51,52に掛け回すようにして用いられる。そして、一対のプーリ51,52が図中矢印方向に回転することによって、伝動ベルト10は回転する。なお、一対のプーリ51,52は、両方とも駆動させるようにしても良いし、一方を駆動させて、他方を従動させるようにしても良い。また、伝動ベルト10の下方には、パチンコの玉Bを集積させる湾曲形状の底板60が設けられており、伝動ベルト10の上部付近には、搬送されたパチンコの玉Bを所望の方向(図中矢印X)に送るガイド70が設けられている。
【0025】
以上の構成により、伝動ベルト10が回転すると、伝動ベルト10に備えられたプロフィル31が、底板60に集積された複数のパチンコの玉Bをすくい上げて、上方へと運んでいく。そして、上部側のプーリ51を越えた当たりで、パチンコの玉Bはその自重によりガイド70に転がり落ち、ガイド70によって所望の方向に送られる。
【0026】
このような搬送装置に伝動ベルト10が用いられる場合には、プロフィル31によって底板60に溜まっている多数のパチンコの玉Bをすくい上げなければならない。そのため、プロフィル31には、耐磨耗性に優れること、及び高強度であること(ベルト本体20に対して剥がれたり曲がったりしないこと)が要求される。また、ベルト本体20には大きな引張力が作用することから、ベルト本体20には引張強度が高いことが要求される。さらに、ベルト本体20の場合、プーリ51,52を通過する際には湾曲しなければならないことから、ベルト本体20には屈曲性が高いことが要求される。このように、ベルト本体20とプロフィル31では、要求される性能が異なっている。
【0027】
<伝動ベルトの製造方法>
特に、図4〜図7を参照して、本発明の実施例に係る伝動ベルトの製造方法について説明する。図4は本発明の実施例に係るベルト本体の成形方法を説明する概略図である。図5は本発明の実施例に係るベルト本体の斜視図である。図6は本発明の実施例に係る伝動ベルトの成形方法を説明する概略図である。図7は本発明の実施例に係る伝動ベルトを成形する金型の斜視図である。
【0028】
<<ベルト本体の成形>>
本実施例においては、まず、ベルト本体20を押出成形により成形する。このベルト本体20を成形する押出成形装置は、図4に示すように、内型となる型車101と、この型車101と同形状の回転体102と、外型を構成するベルト機構200と、成形材料を吐出するノズル300とを備えている。
【0029】
型車101は、心線位置決め用の突起101aを複数備えた部材であり、ベルト本体20を成形する内型としての役割を担う。回転体102も、同様に、心線位置決め用の突起102aを複数備え、型車101と同一の形状で構成されている。
【0030】
ベルト機構200は、3つのプーリ201,202,203と、これらに巻かれる無端状ベルト204とを備えており、無端状ベルト204がベルト本体20を成形する外型としての役割を担う。つまり、型車101と無端状ベルト204との間の隙間が、ベルト本体20を成形するためのキャビティとなる。
【0031】
以上のように構成される押出成形装置において、まず、型車101と回転体102を掛け回すように、複数の心線21を配置する。このとき、各心線21は、型車101と回転体102に対して、これらの回転軸方向に移動しないように位置決めされる。また、心線21は、型車101に設けられた突起101a、及び回転体102に設けられた突起102aにのみ接触する。
【0032】
そして、型車101,回転体102及び無端状ベルト204を、図中矢印方向にそれぞれ回転させながら、型車101と無端状ベルト204との間に形成されるキャビティ内に、ノズル300より成形材料を吐出していく。これにより、内部に複数の心線21を埋め込むようにして、ベルト本体20が徐々に成形されていき、無端状のベルト本体20が製造される。
【0033】
このように製造されるベルト本体20においては、心線21と型車101に設けられた突起101aが接触する部分には成形材料が入り込まないため、心線21が部分的に露出した金型突起跡22が一定間隔に複数形成される。押出成形装置によって、ベルト本体20を成形した後に、これらの金型突起跡22が外周面側となるように、ベルト本体20を裏返しておく(図5参照)。
【0034】
<<インサート成形による伝動ベルトの成形>>
本実施例においては、上記のように成形されたベルト本体20をインサート部品として、注型成形によるインサート成形によって、伝動ベルト10を成形(製造)する。図6は注型成形の様子を示しており、図7は注型成形に用いる金型において、外側を外した様子を示している。
【0035】
本実施例に用いる金型は、円柱形状の内型401と、円板形状の下型402と、略円筒形状の外型403とを備えている。内型401と外型403は、下型402の上に同心的に載置される。外型403の内壁面側には、プロフィル31を形成するための複数の溝403aが形成されている。
【0036】
以上のような構成により、まず、金型突起跡22が外周面側に向いた状態のベルト本体20を、内型401に嵌めこむ。このとき、内型401の外周面とベルト本体20の内周面は密着した状態となる。そして、外型403をセットすることにより、ベルト本体20の外周面と外型403の内周面との間にキャビティが形成される。このキャビティに、図6に示すように、突起連結体30を成形するための成形材料30aを流し込む。この成形材料30aは、上記の通り、熱可塑性樹脂であり、加熱により軟化された状態で、キャビティに流し込まれる。なお、ベルト本体20の材料を、この成形材料30aよりも融点が高いものを用いることで、成形材料30aが流し込まれた際にベルト本体20が変形してしまうことを確実に防止できる。
【0037】
そして、キャビティに流し込まれた成形材料30aが冷却されて硬化することで、突起連結体30が成形される。このとき、突起連結体30はベルト本体20に融着し、ベルト本体20に対して突起連結体30が一体的に形成される。その後、成形された伝動ベルト10を金型から取り外す。なお、心線21が部分的に露出している金型突起跡22が設けられている面は、突起連結体30によって覆われるため、心線21が錆びてしまったり、傷ついてしまったりすることを防止できる。また、金型突起跡22の部分は凹んでおり、この凹んだ部分に成形材料30aが流し込まれるため、ベルト本体20と突起連結体30を強固に固定させることができる。
【0038】
<本実施例の優れた点>
本実施例によれば、ベルト本体20とプロフィル31が異なる材料により構成されるため、材料選択の余地が広がり、両者の性能の要求に好適に対応することができる。例えば、伝動ベルト10が、上述したパチンコの玉Bを搬送する装置として用いられる場合には、ベルト本体20の材料は、屈曲性を優先して選び、プロフィル31(これを備えた突起連結体30)の材料は、耐磨耗性や強度を優先して選ぶことができる。なお、この場合、ベルト本体20の材料は比較的軟質のものが用いられ、突起連結体30の材料は比較的硬質のものが用いられ、突起連結体30における連結部32の部分が伝動ベルト10の屈曲性に悪影響を及ぼすことも考えられ得るが、連結部32の部分を薄くしておくことで、屈曲性には何ら問題は生じない。
【0039】
また、ベルト本体20には、内部に複数の金属製の心線21が設けられているので、伝動ベルト10の引張強度が高く、高重量の搬送対象物を搬送することができる。なお、心線21自体は細いワイヤであるので、屈曲性については、何ら悪影響はない。
【0040】
また、ベルト本体は押出成形により成形されるため、注型成形により心線を成形体の内部に埋め込む場合のように気泡が残ってしまうことを防止でき、外観が良く、強度に悪影響が出てしまうこともない。
【0041】
また、各プロフィル31は連結部32によって互いに連結されているので、それぞれ独立にベルト本体に融着される場合に比べて強度が高く、プロフィル31の根元に亀裂が入ってしまったり、プロフィル31がベルト本体20から剥がれてしまったりすることを抑制できる。
【0042】
また、1度の注型成形によって、全てのプロフィル31を成形できるので、一つ一つプロフィルをベルト本体に融着させる場合に比べて、簡単に伝動ベルト10を製造することができる。また、注型成形によってプロフィル31を成形するので、押出成形によってプロフィルを成形する場合に比べて、プロフィル31の形状や大きさの自由度を高くすることができる。
【図面の簡単な説明】
【0043】
【図1】図1は本発明の実施例に係る伝動ベルトの外観図である。
【図2】図2は本発明の実施例に係る伝動ベルトの使用例を示す概略図である。
【図3】図3は本発明の実施例に係る伝動ベルトの一部拡大図である。
【図4】図4は本発明の実施例に係るベルト本体の成形方法を説明する概略図である。
【図5】図5は本発明の実施例に係るベルト本体の斜視図である。
【図6】図6は本発明の実施例に係る伝動ベルトの成形方法を説明する概略図である。
【図7】図7は本発明の実施例に係る伝動ベルトを成形する金型の斜視図である。
【図8】図8は従来例に係る伝動ベルトの製造方法に関する説明図である。
【図9】図9は従来例に係る伝動ベルトの製造方法に関する説明図である。
【図10】図10は従来例に係る伝動ベルトの製造方法に関する説明図である。
【符号の説明】
【0044】
10 伝動ベルト
20 ベルト本体
21 心線
22 金型突起跡
30 突起連結体
30a 成形材料
31 プロフィル
32 連結部
51,52 プーリ
60 底板
70 ガイド
101 型車
101a 突起
102 回転体
102a 突起
200 ベルト機構
201,202,203 プーリ
204 無端状ベルト
300 ノズル
401 内型
402 下型
403 外型
403a 溝
B (パチンコの)玉
【特許請求の範囲】
【請求項1】
複数の搬送用突起を備えた伝動ベルトの製造方法において、
内部に複数の心線を有するベルト本体を成形する工程と、
成形されたベルト本体を金型内にセットし、金型の壁面とベルト本体との間に形成されるキャビティ内に、ベルト本体を構成する材料とは異なる材料を流し込んで、互いに連結された複数の搬送用突起をベルト本体に一体的に形成する工程と、
を備えることを特徴とする伝動ベルトの製造方法。
【請求項2】
ベルト本体は、押出成形により成形されることを特徴とする請求項1に記載の伝動ベルトの製造方法。
【請求項3】
内部に複数の心線を有するベルト本体と、
互いに連結された複数の搬送用突起と、
を備え、
ベルト本体をインサート部品として、インサート成形により成形されることを特徴とする伝動ベルト。
【請求項1】
複数の搬送用突起を備えた伝動ベルトの製造方法において、
内部に複数の心線を有するベルト本体を成形する工程と、
成形されたベルト本体を金型内にセットし、金型の壁面とベルト本体との間に形成されるキャビティ内に、ベルト本体を構成する材料とは異なる材料を流し込んで、互いに連結された複数の搬送用突起をベルト本体に一体的に形成する工程と、
を備えることを特徴とする伝動ベルトの製造方法。
【請求項2】
ベルト本体は、押出成形により成形されることを特徴とする請求項1に記載の伝動ベルトの製造方法。
【請求項3】
内部に複数の心線を有するベルト本体と、
互いに連結された複数の搬送用突起と、
を備え、
ベルト本体をインサート部品として、インサート成形により成形されることを特徴とする伝動ベルト。
【図1】


【図2】

【図3】
【図4】
【図5】

【図6】

【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2007−83453(P2007−83453A)
【公開日】平成19年4月5日(2007.4.5)
【国際特許分類】
【出願番号】特願2005−272591(P2005−272591)
【出願日】平成17年9月20日(2005.9.20)
【出願人】(502145313)ユニマテック株式会社 (169)
【Fターム(参考)】
【公開日】平成19年4月5日(2007.4.5)
【国際特許分類】
【出願日】平成17年9月20日(2005.9.20)
【出願人】(502145313)ユニマテック株式会社 (169)
【Fターム(参考)】
[ Back to top ]