
伝動ベルト補強用ポリエステルコード
【課題】ベルト装着性、張力および寸法の安定性、伸縮性に優れるとともに、エネルギーロスを低減でき、伝動ベルト、とりわけスナップオンベルトに好適に用いられる伝動ベルト補強用ポリエステルコードを提供する。
【解決手段】主たる繰返し単位が90モル%以上のエチレンテレフタレートからなるポリエチレンテレフタレート繊維によって構成されたポリエステルコードであって、該ポリエステルコードが以下(A)〜(E)を同時に満足することを特徴とする伝動ベルト補強用ポリエステルコードとする。
(A)強度:4.0〜8.0cN/dtex
(B)切断伸度:15〜50%
(C)2cN/dtex応力時の伸度:5.0〜10.0%
(D)初期弾性率:50〜70cN/dtex
(E)150℃乾熱収縮率:0.1〜3.0%
【解決手段】主たる繰返し単位が90モル%以上のエチレンテレフタレートからなるポリエチレンテレフタレート繊維によって構成されたポリエステルコードであって、該ポリエステルコードが以下(A)〜(E)を同時に満足することを特徴とする伝動ベルト補強用ポリエステルコードとする。
(A)強度:4.0〜8.0cN/dtex
(B)切断伸度:15〜50%
(C)2cN/dtex応力時の伸度:5.0〜10.0%
(D)初期弾性率:50〜70cN/dtex
(E)150℃乾熱収縮率:0.1〜3.0%
【発明の詳細な説明】
【技術分野】
【0001】
本発明は伝動ベルト補強用ポリエステルコードに関し、さらに詳しくはベルト張力および寸法の安定性、伸縮性に優れるとともに、エネルギーロスを低減でき、伝動ベルト、とりわけスナップオンベルトに好適に用いられる伝動ベルト補強用ポリエステルコードに関する。
【背景技術】
【0002】
近年、地球環境破壊、石油資源枯渇といった課題に対し、自動車、電機機器をはじめ省エネルギー化、エネルギー代替化が非常に注目され、特に燃費向上のための自動車の軽量化に伴う、タイヤ、ベルト、ホースなど自動車ゴム部材の軽量化、コンパクト化のニーズが急速に高まっている。こういったゴム部材はポリエステルをはじめとする有機繊維で補強されているのが一般的であり、その中でも補強繊維としてはもっとも汎用性のあるポリエチレンテレフタレート及びその誘導体に代表されるポリエステル繊維が多く用いられている。自動車の動力伝動に用いられる伝動ベルトにおいても、ベルト長手方向に抗張力を付与すべく、心線と呼ばれる抗張体がベルト本体に埋設されたものが広く用いられており、その心線としてポリアミド繊維やポリエステル繊維が広く適用されている。
【0003】
このような伝動ベルトは、通常、オルタネータープーリー、エアコンプーリー、パワーステアリングプーリー等の複数のプーリー間に掛け渡されて用いられており、掛け渡す区間よりも長いベルト周長を有する伝動ベルトを軸間に掛け渡した後にオートテンショナーにて張力を付与することが一般的である。
【0004】
近年、このようなオートテンショナーを用いる伝動ベルトのドライブシステムに代えて、掛け渡す区間よりも僅かに短いベルト周長を有する伸縮性に優れた伝動ベルトを治具によって伸長させてプーリー間に掛け渡すスナップオンなどと呼ばれる方法も採用されてきており、オートテンショナーを省くことによる車両軽量化が図られている。
【0005】
例えば、特開2006−162073号公報(特許文献1)には、120℃、2時間における動的弾性率を規定したポリアミド(ナイロン66)を心線に用いた伸張Vリブドベルトが開示されている。ナイロンコードを用いた伝動ベルトは確かに伸縮性が優れ、ドライブシステムへのベルト取付が可能となるものの、モジュラスが低いために走行後の張力低下が大きく、ベルトスリップが発生して早期に使用不可能となるといった実用上の課題がある。
【0006】
また、特開2003−194152号公報(特許文献2)には心線としてポリエステル繊維とポリアミド繊維を混撚したものを用い、装着性、寸法安定性、ベルト張力保持率に優れたVリブドベルトが開示されている。さらに、特開2009−127691号公報(特許文献3)には、ベルト幅1cmあたりの引張弾性率が200N/%から350N/%未満である装着性、ミスアライメント異音の発生を抑制したVリブドベルトが開示されている。しかしながら、いずれの技術においても、ベルトの寸法安定性が不充分であるために実用上の課題があるとともに、ベルト心線のエネルギーロスが大きく、オートテンショナーを省略するという軽量化のみでは省エネルギーの効果が充分に得られなかった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−162073号公報
【特許文献2】特開2003−194152号公報
【特許文献3】特開2009−127691号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、ベルト装着性、張力および寸法の安定性、伸縮性に優れるとともに、エネルギーロスを低減でき、伝動ベルト、とりわけスナップオンベルトに好適に用いられる伝動ベルト補強用ポリエステルコードを提供することである。
【課題を解決するための手段】
【0009】
本発明は、前記課題を解決すべく本発明者が鋭意検討した結果、以下のような伝動ベルト補強用ポリエステルコードにより課題を解決するに至った。
【0010】
すなわち、本発明は、主たる繰返し単位が90モル%以上のエチレンテレフタレートからなるポリエチレンテレフタレート繊維によって構成されたポリエステルコードであって、該ポリエステルコードが以下(A)〜(E)を同時に満足することを特徴とする伝動ベルト補強用ポリエステルコードである。
(A)強度:4.0〜8.0cN/dtex
(B)切断伸度:15〜50%
(C)2cN/dtex応力時の伸度:5.0〜10.0%
(D)初期弾性率:50〜70cN/dtex
(E)150℃乾熱収縮率:0.1〜3.0%
【0011】
また、上記伝動ベルト補強用ポリエステルコードに撚りが施されており、下記式で表される撚係数が500〜3,000であり、かつ総繊度が2,000〜50,000dtexである伝動ベルト補強用ポリエステルコードである。
撚係数K=T・D1/2
[ただし、Tは10cm当たりの撚数(回)、Dは撚糸後のコードの繊度(dtex)を表す]
さらに、上記のいずれかの伝動ベルト補強用ポリエステルコードにより補強された伝動ベルトである。
【発明の効果】
【0012】
本発明の伝動ベルト補強用ポリエステルコードは、ベルト張力および寸法の安定性、伸縮性に優れるとともに、エネルギーロスを低減できる。
【図面の簡単な説明】
【0013】
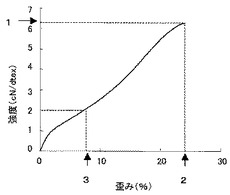
【図1】本発明の伝動ベルト補強用ポリエステルコードの応力−歪み曲線の一例を示す概略図である。
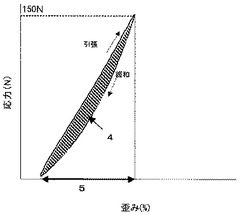
【図2】コードの応力−ひずみ曲線とヒステリシス・ロスを示す説明図である。
【発明を実施するための形態】
【0014】
本発明の伝動ベルト補強用ポリエステルコード(以下、単にポリエステルコード、または、コードと称することがある)を構成するポリエステルとしては、主たる繰返し単位が90モル%以上のエチレンテレフタレートからなるポリエチレンテレフタレート繊維であり、物性にポリエステルの繊度、微細構造、添加剤含有の有無、末端カルボキシル基濃度等のポリマー性状は何等限定されるものではない。またポリエステルポリマー中に少量であれば、適当な第3成分を含む共重合体であっても差し支えない。
【0015】
また、本発明においては、上記ポリエステルコードが、以下の(A)〜(E)の物性を同時に満足することが肝要である。
(A)強度:4.0〜8.0cN/dtex
(B)切断伸度:15〜50%
(C)2cN/dtex応力時の伸度:5.0〜10.0%
(D)初期弾性率:50〜70cN/dtex
(E)150℃乾熱収縮率:0.1〜3.0%
【0016】
すなわち、従来、伝動ベルト補強用コードに用いられているポリアミドは伸縮性に優れるが、ベルト心線としての抗張力特性、寸法安定性を得るには弾性率が低く、熱収縮が大きく、ヒステリシス・ロスが大きいため、省エネ効果が得られ難くいといった欠点があり、また、ポリエステル/ポリアミド混撚糸であっても低応力−歪み領域におけるヒステリシス・ロスは弾性率の低いポリアミドの特性が支配的であるため前記課題を解決するには至らなかった。一方でポリエチレンテレフタレートをはじめとするポリエステル心線はベルト張力および寸法の安定性、低エネルギーロスには優れた特性を発揮するが弾性率が高い、伸縮性が低いことによってベルト装着性の課題が解決できずスナップオンベルトへの適用は実用上困難であった。
【0017】
これに対して、本発明には、上記(A)〜(E)の物性を満足するポリエステルコードとすることによって、従来のポリアミド繊維あるいはポリエステル/ポリアミド混撚糸では達成できなかったベルト張力および寸法の安定性、伸縮性、エネルギーロスの低減、ベルト装着性を同時に満たすことを見出したものである。
【0018】
本発明のポリエステルコードにおいては、強度が4.0〜8.0cN/dtexであることが必要である。強度が4.0cN/dtex未満ではベルト心線として耐久性が実用上不充分であり、一方、強度が8.0cN/dtexを超えると工業生産性が低くなり品位を損なうだけでなく、本発明において重要である伸縮性、寸法安定性を両立することが困難である。該ポリエステルコードの強度は5.0〜7.0cN/dtexであることがさらに好ましい。
【0019】
つぎに、本発明のポリエステルコードにおいては切断伸度が15〜50%であることが必要である。切断伸度が15%未満ではベルト心線として耐久性が不充分であり、一方、50%を越えるとコードが伸びやすくなり、ベルトに張力負荷をかけた場合に充分な抗張力を発揮できず実用性がない。該ポリエステルコードの切断伸度は20〜40%であることがより好ましい。
【0020】
また、本発明のポリエステルコードにおいては2cN/dtex応力時の伸度が5.0〜10.0%であることが必要である。2cN/dtex応力時の伸度が5.0%未満ではベルト装着時に伸び難く、過度な負荷をかけることが必要となるため、ベルト装着の作業性が非常に悪く、ベルト損傷の可能性がありベルトの耐久性が著しく低下する恐れがある。一方、2cN/dtex応力時の伸度が10.0%を越えると、充分な抗張力を発揮できず実用性がない。該ポリエステルコードの2cN/dtex応力時の伸度は6.0〜9.0%であることがさらに好ましい。
【0021】
さらに、本発明のポリエステルコードにおいては初期弾性率が50〜70cN/dtexであることが必要である。初期弾性率が50cN/dtex未満ではベルトとして充分な抗張力を発揮できず実用性がないばかりでなく、コードを構成するポリエステルの非晶分子の配向が緩和しているためにベルト運転に伴う応力・歪み入力に対するエネルギーロスも大きくなる。一方、初期弾性率が70cN/dtexを超えると、スナップオンベルトとしてベルト装着したとき伸び難く、過度な負荷をかけることが必要となるためベルト装着の作業性が悪くなり、ベルトが損傷する可能性がある。該ポリエステルコードの初期弾性率としては55〜65cN/dtexであることがさらに好ましい。
【0022】
さらに、本発明のポリエステルコードにおいては150℃乾熱収縮率が0.1〜3.0%であることが必要である。150℃乾熱収縮率が0.1%未満ではベルト運転時の発熱に対して収縮応力が極めて低く充分な抗張力を発揮できないため実用性がない。一方、150℃乾熱収縮率が3.0%を超えると、ベルトの寸法安定性が低く長期使用に耐えられないだけでなく、ベルトの寸法変化に伴ってベルト振動が増大するためエネルギーロスも大きくなる。該ポリエステルコードの150℃乾熱収縮率は0.2〜2.5%であることがより好ましい。
【0023】
また、本発明のポリエステルコードは、撚係数K=T・D1/2[ただし、Tは10cm当たりの撚数(回)、Dは撚糸コードの繊度(dtex)を表す]が500〜3,000の範囲で撚糸された繊維コードであることが好ましい。例えばマルチフィラメントのポリエステル繊維を1本あるいは複数本同時に下撚りを掛けて、次いで下撚りのかかった繊維を所望の本数合わせ、下撚りとは逆方向の上撚りを与えて撚糸コードとする。下撚と上撚の撚数は任意であるが、撚り係数500〜3,000の範囲であれば特に問題はない。
【0024】
本発明のポリエステルコードの総繊度は2,000〜50,000dtexであることが好ましい。総繊度が小さすぎる場合にはベルトを補強するのに強力が不足する傾向にある。逆に総繊度が大きすぎる場合には柔軟性が得られない。
【0025】
上記のごとき該ポリエステルコードを得るためには、以下の物性を有するポリエステル繊維を用いることが好ましい。
(a)強度:5.0〜10.0cN/dtex
(b)切断伸度:10〜30%
(c)極限粘度IV:0.85〜1.05
(d)複屈折率:0.190未満
(e)150℃乾熱収縮率:1.0〜15.0%
【0026】
各物性について説明する。ポリエステル繊維の強度としては、5.0〜10.0cN/dtexであることが好ましく、さらには5.0〜9.5cN/dtexであることがより好ましい。強度が低すぎる場合にはもちろん、高すぎる場合にも耐久性が劣る傾向にある。また、ぎりぎりの高強度で生産を行うと製糸工程での断糸が発生し易い傾向にあり工業繊維としての品質安定性に問題がある傾向にある。
【0027】
また、ポリエステル繊維の切断伸度は10〜30%であることが好ましく、さらには12〜25%であることが好ましい。切断伸度が低すぎる場合には伸縮性が劣り、高すぎる場合は強度が低くなるために前述の強度を維持できない。
【0028】
また、ポリエステル繊維の極限粘度IVは0.85〜1.05であることが好ましい。IVが低すぎる場合には強度、切断伸度、疲労性が低くなるため耐久性に劣る傾向にある。また、IVが高すぎる場合には溶融紡糸時の安定性が悪く製糸工程での断糸が発生し易い傾向にあり工業繊維としての品質安定性が低下する傾向にある。
【0029】
ポリエステル繊維の複屈折率は0.190未満であることが好ましく、さらには0.150〜0.180であることが好ましい。複屈折率が0.190以上ではポリエステル繊維の分子配向が非常に高く、弾性率が高くなるために本発明の目的である伸縮性、ベルト装着性に優れたポリエステルコードが得られない傾向がある。
【0030】
また、ポリエステル繊維の150℃乾熱収縮率は、1.0〜15.0%であることが好ましい。該乾熱収縮率が低すぎる場合、ベルト運転時の発熱に対して収縮応力が極めて低く充分な抗張力を発揮できない傾向にある。該乾熱収縮率が高すぎる場合、加工時の寸法変化が大きくなる傾向にあり、繊維を用いた成形品の寸法安定性が劣るものとなりやすい。
【0031】
上記ポリエステル繊維は、ゴム接着性を向上させるため前処理剤としてエポキシ化合物、イソシアネート化合物、ウレタン化合物やポリイミン化合物等をポリエステル繊維の製糸工程で付与しても差し支えない。
【0032】
上記ポリエステル繊維及び本発明のポリエステルコードは、例えば以下の方法により製造することができる。
例えば、極限粘度0.90〜1.20のポリエチレンテレフタレートポリマーを280〜330℃の温度範囲で溶融して紡糸口金より吐出し、冷却しながら紡糸し、油剤を付与し、紡糸速度300〜700m/分で引き取り、1段目の延伸温度80〜100℃、2段目の延伸温度100〜130℃として総延伸倍率4〜7倍で延伸し、熱セット温度200〜255℃で、5〜15%の弛緩熱処理を行うことで、前記の物性(a)〜(e)を有するポリエステル繊維を製造することができる。また、得られたポリエステル繊維に撚糸を施しコードとした後、接着剤処理等において、処理温度を180〜250℃、好ましくは200〜240℃にて、処理時間を60〜600秒間、好ましくは90〜300秒間、ストレッチ率を−2〜10%、好ましくは1〜6%として熱処理を行うことにより本発明のポリエステルコードを製造することができる。
【0033】
また、他の方法としては、前記ポリエチレンテレフタレートポリマーを280〜330℃の温度範囲で溶融して紡糸口金より吐出し、冷却しながら紡糸し、油剤を付与し、紡糸速度2000〜4000m/分で引き取り、1段目の延伸温度50〜90℃、2段目の延伸温度70〜130℃として総延伸倍率1.5〜3倍で延伸し、熱セット温度180〜240℃で、0〜5%の弛緩熱処理を行うことで、前記の物性(a)〜(e)を有するポリエステル繊維を製造することができる。また、得られたポリエステル繊維に撚糸を施しコードとした後、接着剤処理等において、処理温度を180〜250℃、好ましくは200〜240℃にて、処理時間を60〜600秒間、好ましくは90〜300秒間、ストレッチ率を−10〜0%、好ましくは−8〜−1%として熱処理を行うことにより本発明のポリエステルコードを製造することができる。
【0034】
以上の方法により得られる本発明のポリエステルコードは、ゴムとの接着性、コードの集束性、耐熱性を付与するために、例えば特許第3732677号公報のようにブロックドイソシアネート誘導体−RFL系接着剤などを従来公知の方法により接着処理することができる。
また、本発明のポリエステルコードは、公知の方法により伝動ベルトに成形して用いることができる。
【実施例】
【0035】
以下、実施例をあげて本発明を説明するが、実施例は説明のためのものであって、本発明はこれに限定されるものではない。なお、本発明の実施例における評価は下記の測定法で行った。
【0036】
(1)コードの繊度、強力、強度、切断伸度、2cN/dtex応力時の伸度、初期弾性率、150℃乾熱収縮率
JIS L1017に準じて測定を行い、それぞれ求めた。
【0037】
(2)極限粘度(IV)
ポリエステルチップ、ポリエステル繊維を100℃、60分間でオルトクロロフェノールに溶解した希薄溶液を、35℃でウベローデ粘度計を用いて測定した値から求めた。IVと表記した。
【0038】
(3)繊維の繊度、引張強伸度、150℃乾熱収縮率
JIS L1013に準じて測定を行い、それぞれ求めた。
【0039】
(4)繊維の複屈折率
偏光顕微鏡を用い、ブロムナフタレンを浸漬液としペレックコンペンセンターを用いたリターデーション法により測定した。(共立出版社発行:高分子実験化学講座 高分子物性11参照)
【0040】
(5)ヒステリシス・ロス、寸法変化率
インストロン社製5565引張試験機を用いてコード試長250mm、速度200mm/min、荷重150Nで20回繰返し引張−弛緩試験を行い、20回目に得られた応力−歪み曲線の面積(図2)からヒステリシス・ロス(mJ)を求め、コード繊度を除してコード単位重量あたりのヒステリシス・ロス(mJ/dtex)を求めた。また、20回目に得られた応力−歪み曲線の歪み変位差をコードの寸法変化率として求めた。
【0041】
(6)ベルト装着性
コードを16本/inch、荷重5Nで引き揃えて、0.5mm厚の天然ゴムを主成分とする未加硫ゴムシートで挟みつけ、2mm厚の同じ組成の未加硫ゴムシートの上に載せた。これらのシートを150℃の温度で30分間、90Kg/cm2のプレス圧力(初期値)で加硫したのち、長さ300mm、幅2.54mm、厚み3mmのベルトとした。インストロン社製5565引張試験機を用いて、チャック間距離250mm(サンプル取付部分含めて総試料長300mm)に設定し、ベルトサンプルを取り付けたのちに荷重500Nで引っ張ったのちにチャック位置を固定してベルトサンプルを取外した。次いで、上記の位置にチャックを固定した状態で、手作業にてベルトサンプルを該チャック間に取り付けることができるかどうか評価した。評価は、ベルトの装着が容易で作業性に優れている場合を“○”、やや硬さを感じるものの取り付け作業できる場合を“△”、ベルトを取り付けることが出来なかった場合を“×”として判定した。
【0042】
(7)接着処理剤の調整
接着処理剤を次のように調整した。すなわち、ポリグリシジルエーテル化合物(デナコールEX611、ナガセケムテックス(株)製、濃度100%)を1.6重量部とり、これを水155.5重量部に界面活性剤としてネオコールSW(ジアルキルスルホコハク酸エステルナトリウム塩:第一工業製薬(株)製、濃度30%)1.5重量部を含む液中に分散させる。ここに、ブロックドポリイソシアネート化合物(グリルボンド:スイス・エムス化学社製、ε−カプロラクタムブロックドジフェニルメタンジイソシアネート(MDI)の水分散液、固形分濃度50%)13.0重量部、ビニルピリジン・スチレン・ブタジエンゴムラテックス(JSR0652:武田薬品工業(株)製、濃度40%)28.3重量部を混合し、固形分濃度10%の第1処理液とする。
また、スミカノール700S(レゾルシン・ホルマリン初期縮合物、R/F=1/0.6(モル比):住友化学(株)製、濃度65%)20.1重量部と水426.7重量部とを撹祥混合し、次いで水酸化ナトリウム水溶液(濃度10%)5.1重量部、アンモニア水溶液(濃度28%)14.5重量部、ホルマリン水溶液(濃度37%)17.1重量部を加え、さらにゆっくり攪拌混合する。次にビニルピリジン・スチレン・ブタジエンゴムラテックス(JSR0652:武田薬品工業(株)製、濃度40%)422.8重量部を加え、最後にε−カプロラクタムでブロックされたジフェニルメタンジイソシアネートの水分散液(商品名Grilbond:EMS社製、濃度50%)61.8重量部を加え、よくかき混ぜて第2処理液とする。調整後、室温雰囲気中で24時間熟成した後に使用する。
【0043】
[実施例1]
IV1.04のポリエチレンテレフタレートチップをポリマー溶融温度300℃にて口径直径1.2mm、384孔数の紡糸口金より紡出し、冷却風を紡出糸条に吹き付けて冷却し、さらに脂肪族エステル化合物を主体成分とする油剤を、繊維の油剤付着量が0.5%となるように油剤付与したのち、表面温度50℃のローラーにて3500m/minの速度で引き取った。紡糸した吐出糸条を一旦巻き取ることなく引き続いて60℃、75℃の加熱延伸ローラーにより総延伸倍率1.5倍の2段延伸ののち、190℃で熱セットして巻き取り、繊度1100dtexのポリエステル繊維を得た。このポリエステル繊維はIV0.94、強度5.8cN/dtex、切断伸度20.0%、150℃乾熱収縮率3.5%、複屈折率0.158であった。次いで、この繊維を2本引き揃えて、S方向に20T/10cmの下撚をかけ、さらにこの下撚糸を3本引き揃えてZ方向に12T/10cmの上撚をかけて撚糸コードとした。得られた撚糸コードをコンピュートリーター(CAリッツラ(株)製 コード処理機)を用い、前記第1処理液に浸漬した後、130℃で120秒間、240℃で60秒間の定長熱処理を行った。次に第2処理液に浸漬した後、定長下170℃で120秒間乾燥させ、240℃で60秒間、ストレッチ率−5.0%で熱処理を行い、ポリエステル処理コードを得た。なお、処理液の付着量は第1処理剤は1.0重量%となるように、第2処理剤は2.0重量%となるように処理条件を調整した。得られた処理コードの物性はまとめて表1に示したが、ヒステリシス・ロス、寸法変化率が低く、ベルト装着性も良好で優れていた。
【0044】
[実施例2]
IV1.04のポリエチレンテレフタレートチップをポリマー溶融温度300℃にて口径直径1.0mm、384孔数の紡糸口金より紡出し、冷却風を紡出糸条に吹き付けて冷却し、さらに脂肪族エステル化合物を主体成分とする油剤を、繊維の油剤付着量が0.5%となるように油剤付与したのち、表面温度50℃のローラーにて2600m/minの速度で引き取った。紡糸した吐出糸条を一旦巻き取ることなく引き続いて60℃、75℃の加熱延伸ローラーにより総延伸倍率2.0倍の2段延伸ののち、200℃で熱セットして巻き取り、繊度1100dtexのポリエステル繊維を得た。このポリエステル繊維はIV0.93、強度7.2cN/dtex、切断伸度13.5%、150℃乾熱収縮率6.5%、複屈折率0.178であった。次いで、第2処理液浸漬後の240℃熱処理時のストレッチ率を−5.2%とした以外は実施例1と同様にして撚糸コード、次いで処理を行い、処理コードを得た。得られた処理コードの物性はまとめて表1に示す。
【0045】
[実施例3]
IV1.04のポリエチレンテレフタレートチップをポリマー溶融温度300℃にて口径直径1.0mm、249孔数の紡糸口金より紡出し、冷却風を紡出糸条に吹き付けて冷却し、さらに脂肪族エステル化合物を主体成分とする油剤を、繊維の油剤付着量が0.5%となるように油剤付与したのち、表面温度50℃のローラーにて2400m/minの速度で引き取った。紡糸した吐出糸条を一旦巻き取ることなく引き続いて60℃、75℃の加熱延伸ローラーにより総延伸倍率2.1倍の2段延伸ののち、190℃で熱セットして巻き取り、繊度1100dtexのポリエステル繊維を得た。このポリエステル繊維はIV0.93、強度7.1cN/dtex、切断伸度14.5%、150℃乾熱収縮率8.0%、複屈折率0.182であった。次いで、第2処理液浸漬後の240℃熱処理時のストレッチ率を−5.9%とした以外は実施例1と同様にして撚糸コード、次いで処理を行い、処理コードを得た。得られた処理コードの物性はまとめて表1に示す。
【0046】
[実施例4]
IV0.98のポリエチレンテレフタレートチップをポリマー溶融温度300℃にて口径直径0.6mm、192孔数の紡糸口金より紡出し、冷却風を紡出糸条に吹き付けて冷却し、さらに脂肪族エステル化合物を主体成分とする油剤を、繊維の油剤付着量が0.5%となるように油剤付与したのち、表面温度50℃のローラーにて600m/minの速度で引き取った。紡糸した吐出糸条を一旦巻き取ることなく引き続いて90℃、110℃の加熱延伸ローラーにより総延伸倍率5.6倍の2段延伸ののち、240℃で熱セットし、次いで8%の弛緩処理を行って巻き取り、繊度1100dtexのポリエステル繊維を得た。このポリエステル繊維はIV0.88、強度7.9cN/dtex、切断伸度21.0%、150℃乾熱収縮率2.5%、複屈折率0.174であった。次いで、第2処理液浸漬後の240℃熱処理時のストレッチ率を−1.0%とした以外は実施例1と同様にして撚糸コード、次いで処理を行い、処理コードを得た。得られた処理コードの物性はまとめて表1に示す。
【0047】
[実施例5]
熱セット温度を250℃に、熱セット後に12%の弛緩処理をした点を変更した以外は実施例3と同様にして繊度1100dtexのポリエステル繊維を得た。このポリエステル繊維はIV0.88、強度7.2cN/dtex、切断伸度28.5%、150℃乾熱収縮率1.3%、複屈折率0.165であった。次いで、第2処理液浸漬後の240℃熱処理時のストレッチ率を4.0%とした以外は実施例1と同様にして撚糸コード、次いで処理を行い、処理コードを得た。得られた処理コードの物性はまとめて表1に示す。
【0048】
[比較例1]
実施例3で得られたポリエステル繊維を用い、第2処理液浸漬後の240℃熱処理時のストレッチ率を−1.0%とした以外は実施例3と同様にして撚糸コード、次いで処理を行い、処理コードを得た。得られた処理コードの物性はまとめて表1に示す。得られた処理コードは切断伸度、2cN/dtex応力時伸度が低く、また初期弾性率が高いため、ヒステリシス・ロスおよび寸法変化率は低いものの、ベルト装着性が困難であった。
【0049】
[比較例2]
IV0.98のポリエチレンテレフタレートチップをポリマー溶融温度300℃にて口径直径0.4mm、192孔数の紡糸口金より紡出し、冷却風を紡出糸条に吹き付けて冷却し、さらに脂肪族エステル化合物を主体成分とする油剤を、繊維の油剤付着量が0.5%となるように油剤付与したのち、表面温度50℃のローラーにて600m/minの速度で引き取った。紡糸した吐出糸条を一旦巻き取ることなく引き続いて90℃、120℃の加熱延伸ローラーにより総延伸倍率6.2倍の2段延伸ののち、220℃で熱セットし、次いで3%の弛緩処理を行って巻き取り、繊度1100dtexのポリエステル繊維を得た。このポリエステル繊維はIV0.88、強度8.2cN/dtex、切断伸度13.5%、150℃乾熱収縮率12.0%、複屈折率0.201であった。次いで、第2処理液浸漬後の240℃熱処理時のストレッチ率を−6.7%とした以外は実施例1と同様にして撚糸コード、次いで処理を行い、処理コードを得た。得られた処理コードの物性はまとめて表1に示す。得られた処理コードは乾熱収縮率が高く、ベルト装着性はやや硬いものの取り付け可能であったが、ヒステリシス・ロスおよび寸法変化率が劣るものであった。
【0050】
[比較例3]
実施例5で得られたポリエステル繊維を2本引き揃えてS方向に20T/10cmの下撚をかけ、さらに、ナイロン66繊維(旭化成せんい(株)製レオナ66、繊度940dtex)を2本引き揃えてS方向に20T/10cmの下撚をかけた下撚コードを作成した。次いで、このポリエステル下撚糸を2本、ナイロン66下撚糸1本を同時に引き揃えてZ方向に12T/10cmの上撚をかけてPET/Ny66混撚コードとした。得られた撚糸コードをコンピュートリーター(CAリッツラ(株)製 コード処理機)を用い、前記第1処理液に浸漬した後、130℃で120秒間、220℃で60秒間の定長熱処理を行った。次に第2処理液に浸漬した後、定長下170℃で120秒間乾燥させ、220℃で60秒間、ストレッチ率2.5%で熱処理を行い、PET/Ny66混撚処理コードを得た。なお、処理液の付着量は第1処理剤は1.0重量%となるように、第2処理剤は2.0重量%となるように処理条件を調整した。得られた処理コードの物性はまとめて表1に示したが、初期弾性率が低く本発明の範囲外であり、ベルト装着性は問題ないもののヒステリシス・ロス、寸法変化率が劣るものであった。
【0051】
[比較例4]
ポリエステル下撚糸1本とナイロン66下撚糸2本を同時に引き揃えてZ方向に12T/10cmの上撚をかけたこと以外は比較例3と同様にしてPET/Ny66混撚コードとした。さらに、第2処理液浸漬後の220℃熱処理時のストレッチ率を1.5%とした以外は比較例3と同様にして処理を行い、PET/Ny66混撚処理コードを得た。得られた処理コードの物性はまとめて表1に示したが、初期弾性率が低く本発明の範囲外であり、ベルト装着性は問題ないもののヒステリシス・ロス、寸法変化率が劣るものであった。
【0052】
[比較例5]
ナイロン66繊維(旭化成せんい(株)製レオナ66、繊度940dtex)を2本引き揃えてS方向に20T/10cmの下撚をかけた下撚コードを作成した。次いで、このナイロン66下撚糸を3本引き揃えてZ方向に12T/10cmの上撚をかけてNy66撚糸コードとした。さらに、第2処理液浸漬後の220℃熱処理時のストレッチ率を2.5%とした以外は比較例3と同様にして処理を行い、Ny66処理コードを得た。得られた処理コードの物性はまとめて表1に示したが、初期弾性率が低く本発明の範囲外であり、ベルト装着性は問題ないもののヒステリシス・ロス、寸法変化率が劣るものであった。
【0053】
【表1】

【産業上の利用可能性】
【0054】
本発明の伝動ベルト補強用ポリエステルコードは、ヒステリシス・ロスが低く伝動効率向上による省エネルギー効果を発揮するだけでなく、寸法安定性およびベルト装着性にも優れており、ベルト長寿命化、スナップオンベルトのような取り付け簡易化、オートテンショナー省略によるドライブシステム軽量化等、伝動ベルト補強材料では従来両立が困難であった環境性能特性を同時に実現し、その性能を大いに発揮できるものである。
【符号の説明】
【0055】
1 引張
2 切断伸度
3 2cN/dtex応力時伸度
4 ヒステリシス・ロス
5 寸法変化率
【技術分野】
【0001】
本発明は伝動ベルト補強用ポリエステルコードに関し、さらに詳しくはベルト張力および寸法の安定性、伸縮性に優れるとともに、エネルギーロスを低減でき、伝動ベルト、とりわけスナップオンベルトに好適に用いられる伝動ベルト補強用ポリエステルコードに関する。
【背景技術】
【0002】
近年、地球環境破壊、石油資源枯渇といった課題に対し、自動車、電機機器をはじめ省エネルギー化、エネルギー代替化が非常に注目され、特に燃費向上のための自動車の軽量化に伴う、タイヤ、ベルト、ホースなど自動車ゴム部材の軽量化、コンパクト化のニーズが急速に高まっている。こういったゴム部材はポリエステルをはじめとする有機繊維で補強されているのが一般的であり、その中でも補強繊維としてはもっとも汎用性のあるポリエチレンテレフタレート及びその誘導体に代表されるポリエステル繊維が多く用いられている。自動車の動力伝動に用いられる伝動ベルトにおいても、ベルト長手方向に抗張力を付与すべく、心線と呼ばれる抗張体がベルト本体に埋設されたものが広く用いられており、その心線としてポリアミド繊維やポリエステル繊維が広く適用されている。
【0003】
このような伝動ベルトは、通常、オルタネータープーリー、エアコンプーリー、パワーステアリングプーリー等の複数のプーリー間に掛け渡されて用いられており、掛け渡す区間よりも長いベルト周長を有する伝動ベルトを軸間に掛け渡した後にオートテンショナーにて張力を付与することが一般的である。
【0004】
近年、このようなオートテンショナーを用いる伝動ベルトのドライブシステムに代えて、掛け渡す区間よりも僅かに短いベルト周長を有する伸縮性に優れた伝動ベルトを治具によって伸長させてプーリー間に掛け渡すスナップオンなどと呼ばれる方法も採用されてきており、オートテンショナーを省くことによる車両軽量化が図られている。
【0005】
例えば、特開2006−162073号公報(特許文献1)には、120℃、2時間における動的弾性率を規定したポリアミド(ナイロン66)を心線に用いた伸張Vリブドベルトが開示されている。ナイロンコードを用いた伝動ベルトは確かに伸縮性が優れ、ドライブシステムへのベルト取付が可能となるものの、モジュラスが低いために走行後の張力低下が大きく、ベルトスリップが発生して早期に使用不可能となるといった実用上の課題がある。
【0006】
また、特開2003−194152号公報(特許文献2)には心線としてポリエステル繊維とポリアミド繊維を混撚したものを用い、装着性、寸法安定性、ベルト張力保持率に優れたVリブドベルトが開示されている。さらに、特開2009−127691号公報(特許文献3)には、ベルト幅1cmあたりの引張弾性率が200N/%から350N/%未満である装着性、ミスアライメント異音の発生を抑制したVリブドベルトが開示されている。しかしながら、いずれの技術においても、ベルトの寸法安定性が不充分であるために実用上の課題があるとともに、ベルト心線のエネルギーロスが大きく、オートテンショナーを省略するという軽量化のみでは省エネルギーの効果が充分に得られなかった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−162073号公報
【特許文献2】特開2003−194152号公報
【特許文献3】特開2009−127691号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、ベルト装着性、張力および寸法の安定性、伸縮性に優れるとともに、エネルギーロスを低減でき、伝動ベルト、とりわけスナップオンベルトに好適に用いられる伝動ベルト補強用ポリエステルコードを提供することである。
【課題を解決するための手段】
【0009】
本発明は、前記課題を解決すべく本発明者が鋭意検討した結果、以下のような伝動ベルト補強用ポリエステルコードにより課題を解決するに至った。
【0010】
すなわち、本発明は、主たる繰返し単位が90モル%以上のエチレンテレフタレートからなるポリエチレンテレフタレート繊維によって構成されたポリエステルコードであって、該ポリエステルコードが以下(A)〜(E)を同時に満足することを特徴とする伝動ベルト補強用ポリエステルコードである。
(A)強度:4.0〜8.0cN/dtex
(B)切断伸度:15〜50%
(C)2cN/dtex応力時の伸度:5.0〜10.0%
(D)初期弾性率:50〜70cN/dtex
(E)150℃乾熱収縮率:0.1〜3.0%
【0011】
また、上記伝動ベルト補強用ポリエステルコードに撚りが施されており、下記式で表される撚係数が500〜3,000であり、かつ総繊度が2,000〜50,000dtexである伝動ベルト補強用ポリエステルコードである。
撚係数K=T・D1/2
[ただし、Tは10cm当たりの撚数(回)、Dは撚糸後のコードの繊度(dtex)を表す]
さらに、上記のいずれかの伝動ベルト補強用ポリエステルコードにより補強された伝動ベルトである。
【発明の効果】
【0012】
本発明の伝動ベルト補強用ポリエステルコードは、ベルト張力および寸法の安定性、伸縮性に優れるとともに、エネルギーロスを低減できる。
【図面の簡単な説明】
【0013】
【図1】本発明の伝動ベルト補強用ポリエステルコードの応力−歪み曲線の一例を示す概略図である。
【図2】コードの応力−ひずみ曲線とヒステリシス・ロスを示す説明図である。
【発明を実施するための形態】
【0014】
本発明の伝動ベルト補強用ポリエステルコード(以下、単にポリエステルコード、または、コードと称することがある)を構成するポリエステルとしては、主たる繰返し単位が90モル%以上のエチレンテレフタレートからなるポリエチレンテレフタレート繊維であり、物性にポリエステルの繊度、微細構造、添加剤含有の有無、末端カルボキシル基濃度等のポリマー性状は何等限定されるものではない。またポリエステルポリマー中に少量であれば、適当な第3成分を含む共重合体であっても差し支えない。
【0015】
また、本発明においては、上記ポリエステルコードが、以下の(A)〜(E)の物性を同時に満足することが肝要である。
(A)強度:4.0〜8.0cN/dtex
(B)切断伸度:15〜50%
(C)2cN/dtex応力時の伸度:5.0〜10.0%
(D)初期弾性率:50〜70cN/dtex
(E)150℃乾熱収縮率:0.1〜3.0%
【0016】
すなわち、従来、伝動ベルト補強用コードに用いられているポリアミドは伸縮性に優れるが、ベルト心線としての抗張力特性、寸法安定性を得るには弾性率が低く、熱収縮が大きく、ヒステリシス・ロスが大きいため、省エネ効果が得られ難くいといった欠点があり、また、ポリエステル/ポリアミド混撚糸であっても低応力−歪み領域におけるヒステリシス・ロスは弾性率の低いポリアミドの特性が支配的であるため前記課題を解決するには至らなかった。一方でポリエチレンテレフタレートをはじめとするポリエステル心線はベルト張力および寸法の安定性、低エネルギーロスには優れた特性を発揮するが弾性率が高い、伸縮性が低いことによってベルト装着性の課題が解決できずスナップオンベルトへの適用は実用上困難であった。
【0017】
これに対して、本発明には、上記(A)〜(E)の物性を満足するポリエステルコードとすることによって、従来のポリアミド繊維あるいはポリエステル/ポリアミド混撚糸では達成できなかったベルト張力および寸法の安定性、伸縮性、エネルギーロスの低減、ベルト装着性を同時に満たすことを見出したものである。
【0018】
本発明のポリエステルコードにおいては、強度が4.0〜8.0cN/dtexであることが必要である。強度が4.0cN/dtex未満ではベルト心線として耐久性が実用上不充分であり、一方、強度が8.0cN/dtexを超えると工業生産性が低くなり品位を損なうだけでなく、本発明において重要である伸縮性、寸法安定性を両立することが困難である。該ポリエステルコードの強度は5.0〜7.0cN/dtexであることがさらに好ましい。
【0019】
つぎに、本発明のポリエステルコードにおいては切断伸度が15〜50%であることが必要である。切断伸度が15%未満ではベルト心線として耐久性が不充分であり、一方、50%を越えるとコードが伸びやすくなり、ベルトに張力負荷をかけた場合に充分な抗張力を発揮できず実用性がない。該ポリエステルコードの切断伸度は20〜40%であることがより好ましい。
【0020】
また、本発明のポリエステルコードにおいては2cN/dtex応力時の伸度が5.0〜10.0%であることが必要である。2cN/dtex応力時の伸度が5.0%未満ではベルト装着時に伸び難く、過度な負荷をかけることが必要となるため、ベルト装着の作業性が非常に悪く、ベルト損傷の可能性がありベルトの耐久性が著しく低下する恐れがある。一方、2cN/dtex応力時の伸度が10.0%を越えると、充分な抗張力を発揮できず実用性がない。該ポリエステルコードの2cN/dtex応力時の伸度は6.0〜9.0%であることがさらに好ましい。
【0021】
さらに、本発明のポリエステルコードにおいては初期弾性率が50〜70cN/dtexであることが必要である。初期弾性率が50cN/dtex未満ではベルトとして充分な抗張力を発揮できず実用性がないばかりでなく、コードを構成するポリエステルの非晶分子の配向が緩和しているためにベルト運転に伴う応力・歪み入力に対するエネルギーロスも大きくなる。一方、初期弾性率が70cN/dtexを超えると、スナップオンベルトとしてベルト装着したとき伸び難く、過度な負荷をかけることが必要となるためベルト装着の作業性が悪くなり、ベルトが損傷する可能性がある。該ポリエステルコードの初期弾性率としては55〜65cN/dtexであることがさらに好ましい。
【0022】
さらに、本発明のポリエステルコードにおいては150℃乾熱収縮率が0.1〜3.0%であることが必要である。150℃乾熱収縮率が0.1%未満ではベルト運転時の発熱に対して収縮応力が極めて低く充分な抗張力を発揮できないため実用性がない。一方、150℃乾熱収縮率が3.0%を超えると、ベルトの寸法安定性が低く長期使用に耐えられないだけでなく、ベルトの寸法変化に伴ってベルト振動が増大するためエネルギーロスも大きくなる。該ポリエステルコードの150℃乾熱収縮率は0.2〜2.5%であることがより好ましい。
【0023】
また、本発明のポリエステルコードは、撚係数K=T・D1/2[ただし、Tは10cm当たりの撚数(回)、Dは撚糸コードの繊度(dtex)を表す]が500〜3,000の範囲で撚糸された繊維コードであることが好ましい。例えばマルチフィラメントのポリエステル繊維を1本あるいは複数本同時に下撚りを掛けて、次いで下撚りのかかった繊維を所望の本数合わせ、下撚りとは逆方向の上撚りを与えて撚糸コードとする。下撚と上撚の撚数は任意であるが、撚り係数500〜3,000の範囲であれば特に問題はない。
【0024】
本発明のポリエステルコードの総繊度は2,000〜50,000dtexであることが好ましい。総繊度が小さすぎる場合にはベルトを補強するのに強力が不足する傾向にある。逆に総繊度が大きすぎる場合には柔軟性が得られない。
【0025】
上記のごとき該ポリエステルコードを得るためには、以下の物性を有するポリエステル繊維を用いることが好ましい。
(a)強度:5.0〜10.0cN/dtex
(b)切断伸度:10〜30%
(c)極限粘度IV:0.85〜1.05
(d)複屈折率:0.190未満
(e)150℃乾熱収縮率:1.0〜15.0%
【0026】
各物性について説明する。ポリエステル繊維の強度としては、5.0〜10.0cN/dtexであることが好ましく、さらには5.0〜9.5cN/dtexであることがより好ましい。強度が低すぎる場合にはもちろん、高すぎる場合にも耐久性が劣る傾向にある。また、ぎりぎりの高強度で生産を行うと製糸工程での断糸が発生し易い傾向にあり工業繊維としての品質安定性に問題がある傾向にある。
【0027】
また、ポリエステル繊維の切断伸度は10〜30%であることが好ましく、さらには12〜25%であることが好ましい。切断伸度が低すぎる場合には伸縮性が劣り、高すぎる場合は強度が低くなるために前述の強度を維持できない。
【0028】
また、ポリエステル繊維の極限粘度IVは0.85〜1.05であることが好ましい。IVが低すぎる場合には強度、切断伸度、疲労性が低くなるため耐久性に劣る傾向にある。また、IVが高すぎる場合には溶融紡糸時の安定性が悪く製糸工程での断糸が発生し易い傾向にあり工業繊維としての品質安定性が低下する傾向にある。
【0029】
ポリエステル繊維の複屈折率は0.190未満であることが好ましく、さらには0.150〜0.180であることが好ましい。複屈折率が0.190以上ではポリエステル繊維の分子配向が非常に高く、弾性率が高くなるために本発明の目的である伸縮性、ベルト装着性に優れたポリエステルコードが得られない傾向がある。
【0030】
また、ポリエステル繊維の150℃乾熱収縮率は、1.0〜15.0%であることが好ましい。該乾熱収縮率が低すぎる場合、ベルト運転時の発熱に対して収縮応力が極めて低く充分な抗張力を発揮できない傾向にある。該乾熱収縮率が高すぎる場合、加工時の寸法変化が大きくなる傾向にあり、繊維を用いた成形品の寸法安定性が劣るものとなりやすい。
【0031】
上記ポリエステル繊維は、ゴム接着性を向上させるため前処理剤としてエポキシ化合物、イソシアネート化合物、ウレタン化合物やポリイミン化合物等をポリエステル繊維の製糸工程で付与しても差し支えない。
【0032】
上記ポリエステル繊維及び本発明のポリエステルコードは、例えば以下の方法により製造することができる。
例えば、極限粘度0.90〜1.20のポリエチレンテレフタレートポリマーを280〜330℃の温度範囲で溶融して紡糸口金より吐出し、冷却しながら紡糸し、油剤を付与し、紡糸速度300〜700m/分で引き取り、1段目の延伸温度80〜100℃、2段目の延伸温度100〜130℃として総延伸倍率4〜7倍で延伸し、熱セット温度200〜255℃で、5〜15%の弛緩熱処理を行うことで、前記の物性(a)〜(e)を有するポリエステル繊維を製造することができる。また、得られたポリエステル繊維に撚糸を施しコードとした後、接着剤処理等において、処理温度を180〜250℃、好ましくは200〜240℃にて、処理時間を60〜600秒間、好ましくは90〜300秒間、ストレッチ率を−2〜10%、好ましくは1〜6%として熱処理を行うことにより本発明のポリエステルコードを製造することができる。
【0033】
また、他の方法としては、前記ポリエチレンテレフタレートポリマーを280〜330℃の温度範囲で溶融して紡糸口金より吐出し、冷却しながら紡糸し、油剤を付与し、紡糸速度2000〜4000m/分で引き取り、1段目の延伸温度50〜90℃、2段目の延伸温度70〜130℃として総延伸倍率1.5〜3倍で延伸し、熱セット温度180〜240℃で、0〜5%の弛緩熱処理を行うことで、前記の物性(a)〜(e)を有するポリエステル繊維を製造することができる。また、得られたポリエステル繊維に撚糸を施しコードとした後、接着剤処理等において、処理温度を180〜250℃、好ましくは200〜240℃にて、処理時間を60〜600秒間、好ましくは90〜300秒間、ストレッチ率を−10〜0%、好ましくは−8〜−1%として熱処理を行うことにより本発明のポリエステルコードを製造することができる。
【0034】
以上の方法により得られる本発明のポリエステルコードは、ゴムとの接着性、コードの集束性、耐熱性を付与するために、例えば特許第3732677号公報のようにブロックドイソシアネート誘導体−RFL系接着剤などを従来公知の方法により接着処理することができる。
また、本発明のポリエステルコードは、公知の方法により伝動ベルトに成形して用いることができる。
【実施例】
【0035】
以下、実施例をあげて本発明を説明するが、実施例は説明のためのものであって、本発明はこれに限定されるものではない。なお、本発明の実施例における評価は下記の測定法で行った。
【0036】
(1)コードの繊度、強力、強度、切断伸度、2cN/dtex応力時の伸度、初期弾性率、150℃乾熱収縮率
JIS L1017に準じて測定を行い、それぞれ求めた。
【0037】
(2)極限粘度(IV)
ポリエステルチップ、ポリエステル繊維を100℃、60分間でオルトクロロフェノールに溶解した希薄溶液を、35℃でウベローデ粘度計を用いて測定した値から求めた。IVと表記した。
【0038】
(3)繊維の繊度、引張強伸度、150℃乾熱収縮率
JIS L1013に準じて測定を行い、それぞれ求めた。
【0039】
(4)繊維の複屈折率
偏光顕微鏡を用い、ブロムナフタレンを浸漬液としペレックコンペンセンターを用いたリターデーション法により測定した。(共立出版社発行:高分子実験化学講座 高分子物性11参照)
【0040】
(5)ヒステリシス・ロス、寸法変化率
インストロン社製5565引張試験機を用いてコード試長250mm、速度200mm/min、荷重150Nで20回繰返し引張−弛緩試験を行い、20回目に得られた応力−歪み曲線の面積(図2)からヒステリシス・ロス(mJ)を求め、コード繊度を除してコード単位重量あたりのヒステリシス・ロス(mJ/dtex)を求めた。また、20回目に得られた応力−歪み曲線の歪み変位差をコードの寸法変化率として求めた。
【0041】
(6)ベルト装着性
コードを16本/inch、荷重5Nで引き揃えて、0.5mm厚の天然ゴムを主成分とする未加硫ゴムシートで挟みつけ、2mm厚の同じ組成の未加硫ゴムシートの上に載せた。これらのシートを150℃の温度で30分間、90Kg/cm2のプレス圧力(初期値)で加硫したのち、長さ300mm、幅2.54mm、厚み3mmのベルトとした。インストロン社製5565引張試験機を用いて、チャック間距離250mm(サンプル取付部分含めて総試料長300mm)に設定し、ベルトサンプルを取り付けたのちに荷重500Nで引っ張ったのちにチャック位置を固定してベルトサンプルを取外した。次いで、上記の位置にチャックを固定した状態で、手作業にてベルトサンプルを該チャック間に取り付けることができるかどうか評価した。評価は、ベルトの装着が容易で作業性に優れている場合を“○”、やや硬さを感じるものの取り付け作業できる場合を“△”、ベルトを取り付けることが出来なかった場合を“×”として判定した。
【0042】
(7)接着処理剤の調整
接着処理剤を次のように調整した。すなわち、ポリグリシジルエーテル化合物(デナコールEX611、ナガセケムテックス(株)製、濃度100%)を1.6重量部とり、これを水155.5重量部に界面活性剤としてネオコールSW(ジアルキルスルホコハク酸エステルナトリウム塩:第一工業製薬(株)製、濃度30%)1.5重量部を含む液中に分散させる。ここに、ブロックドポリイソシアネート化合物(グリルボンド:スイス・エムス化学社製、ε−カプロラクタムブロックドジフェニルメタンジイソシアネート(MDI)の水分散液、固形分濃度50%)13.0重量部、ビニルピリジン・スチレン・ブタジエンゴムラテックス(JSR0652:武田薬品工業(株)製、濃度40%)28.3重量部を混合し、固形分濃度10%の第1処理液とする。
また、スミカノール700S(レゾルシン・ホルマリン初期縮合物、R/F=1/0.6(モル比):住友化学(株)製、濃度65%)20.1重量部と水426.7重量部とを撹祥混合し、次いで水酸化ナトリウム水溶液(濃度10%)5.1重量部、アンモニア水溶液(濃度28%)14.5重量部、ホルマリン水溶液(濃度37%)17.1重量部を加え、さらにゆっくり攪拌混合する。次にビニルピリジン・スチレン・ブタジエンゴムラテックス(JSR0652:武田薬品工業(株)製、濃度40%)422.8重量部を加え、最後にε−カプロラクタムでブロックされたジフェニルメタンジイソシアネートの水分散液(商品名Grilbond:EMS社製、濃度50%)61.8重量部を加え、よくかき混ぜて第2処理液とする。調整後、室温雰囲気中で24時間熟成した後に使用する。
【0043】
[実施例1]
IV1.04のポリエチレンテレフタレートチップをポリマー溶融温度300℃にて口径直径1.2mm、384孔数の紡糸口金より紡出し、冷却風を紡出糸条に吹き付けて冷却し、さらに脂肪族エステル化合物を主体成分とする油剤を、繊維の油剤付着量が0.5%となるように油剤付与したのち、表面温度50℃のローラーにて3500m/minの速度で引き取った。紡糸した吐出糸条を一旦巻き取ることなく引き続いて60℃、75℃の加熱延伸ローラーにより総延伸倍率1.5倍の2段延伸ののち、190℃で熱セットして巻き取り、繊度1100dtexのポリエステル繊維を得た。このポリエステル繊維はIV0.94、強度5.8cN/dtex、切断伸度20.0%、150℃乾熱収縮率3.5%、複屈折率0.158であった。次いで、この繊維を2本引き揃えて、S方向に20T/10cmの下撚をかけ、さらにこの下撚糸を3本引き揃えてZ方向に12T/10cmの上撚をかけて撚糸コードとした。得られた撚糸コードをコンピュートリーター(CAリッツラ(株)製 コード処理機)を用い、前記第1処理液に浸漬した後、130℃で120秒間、240℃で60秒間の定長熱処理を行った。次に第2処理液に浸漬した後、定長下170℃で120秒間乾燥させ、240℃で60秒間、ストレッチ率−5.0%で熱処理を行い、ポリエステル処理コードを得た。なお、処理液の付着量は第1処理剤は1.0重量%となるように、第2処理剤は2.0重量%となるように処理条件を調整した。得られた処理コードの物性はまとめて表1に示したが、ヒステリシス・ロス、寸法変化率が低く、ベルト装着性も良好で優れていた。
【0044】
[実施例2]
IV1.04のポリエチレンテレフタレートチップをポリマー溶融温度300℃にて口径直径1.0mm、384孔数の紡糸口金より紡出し、冷却風を紡出糸条に吹き付けて冷却し、さらに脂肪族エステル化合物を主体成分とする油剤を、繊維の油剤付着量が0.5%となるように油剤付与したのち、表面温度50℃のローラーにて2600m/minの速度で引き取った。紡糸した吐出糸条を一旦巻き取ることなく引き続いて60℃、75℃の加熱延伸ローラーにより総延伸倍率2.0倍の2段延伸ののち、200℃で熱セットして巻き取り、繊度1100dtexのポリエステル繊維を得た。このポリエステル繊維はIV0.93、強度7.2cN/dtex、切断伸度13.5%、150℃乾熱収縮率6.5%、複屈折率0.178であった。次いで、第2処理液浸漬後の240℃熱処理時のストレッチ率を−5.2%とした以外は実施例1と同様にして撚糸コード、次いで処理を行い、処理コードを得た。得られた処理コードの物性はまとめて表1に示す。
【0045】
[実施例3]
IV1.04のポリエチレンテレフタレートチップをポリマー溶融温度300℃にて口径直径1.0mm、249孔数の紡糸口金より紡出し、冷却風を紡出糸条に吹き付けて冷却し、さらに脂肪族エステル化合物を主体成分とする油剤を、繊維の油剤付着量が0.5%となるように油剤付与したのち、表面温度50℃のローラーにて2400m/minの速度で引き取った。紡糸した吐出糸条を一旦巻き取ることなく引き続いて60℃、75℃の加熱延伸ローラーにより総延伸倍率2.1倍の2段延伸ののち、190℃で熱セットして巻き取り、繊度1100dtexのポリエステル繊維を得た。このポリエステル繊維はIV0.93、強度7.1cN/dtex、切断伸度14.5%、150℃乾熱収縮率8.0%、複屈折率0.182であった。次いで、第2処理液浸漬後の240℃熱処理時のストレッチ率を−5.9%とした以外は実施例1と同様にして撚糸コード、次いで処理を行い、処理コードを得た。得られた処理コードの物性はまとめて表1に示す。
【0046】
[実施例4]
IV0.98のポリエチレンテレフタレートチップをポリマー溶融温度300℃にて口径直径0.6mm、192孔数の紡糸口金より紡出し、冷却風を紡出糸条に吹き付けて冷却し、さらに脂肪族エステル化合物を主体成分とする油剤を、繊維の油剤付着量が0.5%となるように油剤付与したのち、表面温度50℃のローラーにて600m/minの速度で引き取った。紡糸した吐出糸条を一旦巻き取ることなく引き続いて90℃、110℃の加熱延伸ローラーにより総延伸倍率5.6倍の2段延伸ののち、240℃で熱セットし、次いで8%の弛緩処理を行って巻き取り、繊度1100dtexのポリエステル繊維を得た。このポリエステル繊維はIV0.88、強度7.9cN/dtex、切断伸度21.0%、150℃乾熱収縮率2.5%、複屈折率0.174であった。次いで、第2処理液浸漬後の240℃熱処理時のストレッチ率を−1.0%とした以外は実施例1と同様にして撚糸コード、次いで処理を行い、処理コードを得た。得られた処理コードの物性はまとめて表1に示す。
【0047】
[実施例5]
熱セット温度を250℃に、熱セット後に12%の弛緩処理をした点を変更した以外は実施例3と同様にして繊度1100dtexのポリエステル繊維を得た。このポリエステル繊維はIV0.88、強度7.2cN/dtex、切断伸度28.5%、150℃乾熱収縮率1.3%、複屈折率0.165であった。次いで、第2処理液浸漬後の240℃熱処理時のストレッチ率を4.0%とした以外は実施例1と同様にして撚糸コード、次いで処理を行い、処理コードを得た。得られた処理コードの物性はまとめて表1に示す。
【0048】
[比較例1]
実施例3で得られたポリエステル繊維を用い、第2処理液浸漬後の240℃熱処理時のストレッチ率を−1.0%とした以外は実施例3と同様にして撚糸コード、次いで処理を行い、処理コードを得た。得られた処理コードの物性はまとめて表1に示す。得られた処理コードは切断伸度、2cN/dtex応力時伸度が低く、また初期弾性率が高いため、ヒステリシス・ロスおよび寸法変化率は低いものの、ベルト装着性が困難であった。
【0049】
[比較例2]
IV0.98のポリエチレンテレフタレートチップをポリマー溶融温度300℃にて口径直径0.4mm、192孔数の紡糸口金より紡出し、冷却風を紡出糸条に吹き付けて冷却し、さらに脂肪族エステル化合物を主体成分とする油剤を、繊維の油剤付着量が0.5%となるように油剤付与したのち、表面温度50℃のローラーにて600m/minの速度で引き取った。紡糸した吐出糸条を一旦巻き取ることなく引き続いて90℃、120℃の加熱延伸ローラーにより総延伸倍率6.2倍の2段延伸ののち、220℃で熱セットし、次いで3%の弛緩処理を行って巻き取り、繊度1100dtexのポリエステル繊維を得た。このポリエステル繊維はIV0.88、強度8.2cN/dtex、切断伸度13.5%、150℃乾熱収縮率12.0%、複屈折率0.201であった。次いで、第2処理液浸漬後の240℃熱処理時のストレッチ率を−6.7%とした以外は実施例1と同様にして撚糸コード、次いで処理を行い、処理コードを得た。得られた処理コードの物性はまとめて表1に示す。得られた処理コードは乾熱収縮率が高く、ベルト装着性はやや硬いものの取り付け可能であったが、ヒステリシス・ロスおよび寸法変化率が劣るものであった。
【0050】
[比較例3]
実施例5で得られたポリエステル繊維を2本引き揃えてS方向に20T/10cmの下撚をかけ、さらに、ナイロン66繊維(旭化成せんい(株)製レオナ66、繊度940dtex)を2本引き揃えてS方向に20T/10cmの下撚をかけた下撚コードを作成した。次いで、このポリエステル下撚糸を2本、ナイロン66下撚糸1本を同時に引き揃えてZ方向に12T/10cmの上撚をかけてPET/Ny66混撚コードとした。得られた撚糸コードをコンピュートリーター(CAリッツラ(株)製 コード処理機)を用い、前記第1処理液に浸漬した後、130℃で120秒間、220℃で60秒間の定長熱処理を行った。次に第2処理液に浸漬した後、定長下170℃で120秒間乾燥させ、220℃で60秒間、ストレッチ率2.5%で熱処理を行い、PET/Ny66混撚処理コードを得た。なお、処理液の付着量は第1処理剤は1.0重量%となるように、第2処理剤は2.0重量%となるように処理条件を調整した。得られた処理コードの物性はまとめて表1に示したが、初期弾性率が低く本発明の範囲外であり、ベルト装着性は問題ないもののヒステリシス・ロス、寸法変化率が劣るものであった。
【0051】
[比較例4]
ポリエステル下撚糸1本とナイロン66下撚糸2本を同時に引き揃えてZ方向に12T/10cmの上撚をかけたこと以外は比較例3と同様にしてPET/Ny66混撚コードとした。さらに、第2処理液浸漬後の220℃熱処理時のストレッチ率を1.5%とした以外は比較例3と同様にして処理を行い、PET/Ny66混撚処理コードを得た。得られた処理コードの物性はまとめて表1に示したが、初期弾性率が低く本発明の範囲外であり、ベルト装着性は問題ないもののヒステリシス・ロス、寸法変化率が劣るものであった。
【0052】
[比較例5]
ナイロン66繊維(旭化成せんい(株)製レオナ66、繊度940dtex)を2本引き揃えてS方向に20T/10cmの下撚をかけた下撚コードを作成した。次いで、このナイロン66下撚糸を3本引き揃えてZ方向に12T/10cmの上撚をかけてNy66撚糸コードとした。さらに、第2処理液浸漬後の220℃熱処理時のストレッチ率を2.5%とした以外は比較例3と同様にして処理を行い、Ny66処理コードを得た。得られた処理コードの物性はまとめて表1に示したが、初期弾性率が低く本発明の範囲外であり、ベルト装着性は問題ないもののヒステリシス・ロス、寸法変化率が劣るものであった。
【0053】
【表1】
【産業上の利用可能性】
【0054】
本発明の伝動ベルト補強用ポリエステルコードは、ヒステリシス・ロスが低く伝動効率向上による省エネルギー効果を発揮するだけでなく、寸法安定性およびベルト装着性にも優れており、ベルト長寿命化、スナップオンベルトのような取り付け簡易化、オートテンショナー省略によるドライブシステム軽量化等、伝動ベルト補強材料では従来両立が困難であった環境性能特性を同時に実現し、その性能を大いに発揮できるものである。
【符号の説明】
【0055】
1 引張
2 切断伸度
3 2cN/dtex応力時伸度
4 ヒステリシス・ロス
5 寸法変化率
【特許請求の範囲】
【請求項1】
主たる繰返し単位が90モル%以上のエチレンテレフタレートからなるポリエチレンテレフタレート繊維によって構成されたポリエステルコードであって、該ポリエステルコードが以下(A)〜(E)を同時に満足することを特徴とする伝動ベルト補強用ポリエステルコード。
(A)強度:4.0〜8.0cN/dtex
(B)切断伸度:15〜50%
(C)2cN/dtex応力時の伸度:5.0〜10.0%
(D)初期弾性率:50〜70cN/dtex
(E)150℃乾熱収縮率:0.1〜3.0%
【請求項2】
請求項1記載の伝動ベルト補強用ポリエステルコードに撚りが施されており、下記式で表される撚係数が500〜3,000であり、かつ総繊度が2,000〜50,000dtexである伝動ベルト補強用ポリエステルコード。
撚係数K=T・D1/2
[ただし、Tは10cm当たりの撚数(回)、Dは撚糸後のコードの繊度(dtex)を表す]
【請求項3】
請求項1または2に記載の伝動ベルト補強用ポリエステルコードにより補強された伝動ベルト。
【請求項1】
主たる繰返し単位が90モル%以上のエチレンテレフタレートからなるポリエチレンテレフタレート繊維によって構成されたポリエステルコードであって、該ポリエステルコードが以下(A)〜(E)を同時に満足することを特徴とする伝動ベルト補強用ポリエステルコード。
(A)強度:4.0〜8.0cN/dtex
(B)切断伸度:15〜50%
(C)2cN/dtex応力時の伸度:5.0〜10.0%
(D)初期弾性率:50〜70cN/dtex
(E)150℃乾熱収縮率:0.1〜3.0%
【請求項2】
請求項1記載の伝動ベルト補強用ポリエステルコードに撚りが施されており、下記式で表される撚係数が500〜3,000であり、かつ総繊度が2,000〜50,000dtexである伝動ベルト補強用ポリエステルコード。
撚係数K=T・D1/2
[ただし、Tは10cm当たりの撚数(回)、Dは撚糸後のコードの繊度(dtex)を表す]
【請求項3】
請求項1または2に記載の伝動ベルト補強用ポリエステルコードにより補強された伝動ベルト。
【図1】

【図2】
【図2】
【公開番号】特開2012−36521(P2012−36521A)
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願番号】特願2010−176200(P2010−176200)
【出願日】平成22年8月5日(2010.8.5)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願日】平成22年8月5日(2010.8.5)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
[ Back to top ]