
伸張されたプラスチック小バンドからなる織物を有する、袋を形成する装置および方法

本発明は、伸張されたプラスチック小バンドからなる織物を有し、かつ互いに重なり合った2つの材料層からなる、チューブ片から袋を形成する装置に関する。そこに含まれているのは:−チューブ片を、その延び方向(z)に対して横方向に延びる移送方向(x)に移送するための少なくとも1つの移送装置であって、その場合にチューブ片が水平の位置で給送可能である、前記少なくとも1つの移送装置、および、−後に底を形成するために、チューブ片の少なくとも1つの端部を開放するための少なくとも1つの装置、である。チューブ片の少なくとも1つの端部を開放するための装置は、チューブ片の端部を折り返す手段を有しており、その手段によってチューブ片の両端部が、水平の位置から垂直の位置(y)へ移動可能であって、その場合に材料層は、さらに互いに重なり合っている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1と13の前文に記載された、伸張されたプラスチック小バンドからなる織物を有する、袋を形成する装置と方法に関する。
【背景技術】
【0002】
この種の装置は、知られており、ずっと以前から市場で入手できる。それらは、通常、さらに積層されている場合もある、供給される織物チューブを、チューブ片に個別化するために、個別化装置を有している。これらチューブ片は、互いに重なった2つの帯状材料からなり、その場合に各帯状材料は、材料の異なる複数の層から構成することができる。その後、チューブ片は、少なくとも1つの移送装置によって引き取られて、それによって個々の加工ステーションへ移動される。これらの加工ステーションの1つが、いわゆる底開放ステーションである。ここでは、まず、チューブ片の端部が、引き上げられるので、その引き上げられた端部に、底を形成することができる。通常、チューブ片の両端部が、このようにして加工される。
【0003】
この種の袋を形成することができる装置が、特許文献1に開示されている。この公開公報においては、形成するための開発コストを限界内に抑えるために、安価に形成すべき、装置が提案される。この装置において、チューブ片は、クロック駆動で前進される。その場合に、チューブ片は、フラットに横たわって、そのメイン軸に対して横方向に移送されるので、側方に配置された加工手段が、チューブ片の両端部を同時に加工することができる。開放ステーションにおいて、チューブ片が停止される。その後、吸引器を用いて、チューブ片の端部の上方の層が持ち上げられるので、メイン軸の方向に摺動する薄板が、チューブ片の2つの材料層の間へ進入することができる。チューブ片の下方の材料層は、負圧によってテーブル(移送の間、チューブ片がこのテーブル上に載置されている)上に固定される。それによって上方の材料層が、上方の材料層の外側へ折り返されるので、底の矩形が生じる。折り返す際に、さらに、いわゆる角部タックが生じ、その角部タックは、底の矩形の両側に形成され、かつ三角形の形状を有している。折返し後に、薄板が再び引き抜かれて、袋がさらに移送される。続いて、チューブ片が次々と他の移送装置に引き取られ、その移送装置がそれらのチューブ片を、均一な速度で、従って連続的に、底閉鎖装置へ供給する。
【0004】
従って、チューブ端部の開放後に、底の矩形と角部タックは、チューブ片の平面内に、好ましくは水平方向に位置する。底を閉鎖する場合にも、底は水平の平面内に残る。というのは、底を閉鎖する方法が、利点を有しているからである。まさに、伸張されたプラスチック小バンドからなる織物を有する、袋を形成する場合に、熱風または、押出し物のような、少なくとも加熱された接着剤を用いて、底を接合することが、必要である。このようなやり方でのみ、極めて丈夫で、負荷をかけることのできる底が形成可能であることが、知られている。もちろん、冷間接着方法とは異なり、接合の直後に底をプレスすることが必要であって、そのために底は、その幅全体にわたってプレスドラム間隙を通して案内される。従って、底を、チューブ片の平面に対して平行に位置する平面内で加工する必要がないと、特に効果的である。この場合においては、2つのプレスドラムは、幅全体にわたって底に作用することができる。これは、たとえば、底が本来の袋ボディに対して直交している場合には、行うことはできない。この場合においては、つながったドラム間隙が、底全体をプレスすることはできない。袋ボディがそこに位置している、底中心線の領域内で、一方のプレスドラムは、必然的に中断されなければならない。従ってそこでは、プレスを行うことはできず、その結果、できあがった袋の非密閉性がもたらされる恐れがある。
【0005】
袋ボディの平面内で底を加工する場合の他の視点は、熱風を用いて底が溶接されて、底カバーシートがその上に溶接される場合に、溶接すべき部分上に熱風が均一にもたらされることである。従って、均一な接合が行われる。
【0006】
過去において、袋形成の間底がチューブボディの平面内に残る、上述した種類の袋形成機械においては、出力が極めて高くなる傾向が見られ、それがこの種の機械のコスト−利益−比を著しく高めてしまう。もちろん、既知の装置におけるチューブ片の加工速度は、特に、底開放ステーションによって著しく制限され、そこでチューブ片の端部を開放するために、チューブ片の端部の上方の層が水平方向に折り返される。これは特に、袋の静止相において、スライダがチューブ片の端部の層をほぼ完全にこすらなければならない、という事実に起因する。このやり方は、比較的煩雑である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】独国公開公報DE19502251A1
【発明の概要】
【発明が解決しようとする課題】
【0008】
従って、本発明の課題は、チューブ片の端部を開放する場合に、より簡単なやり方を可能にする、袋を形成する装置を提案することであって、その場合にこの端部は、開放した底が袋ボディの平面に位置するように、開放される。
【課題を解決するための手段】
【0009】
この課題は、請求項1に記載の特徴によって解決される。それによれば、装置に含まれる、チューブ片の端部を開放する装置が、チューブ片の端部を水平の位置から垂直の位置へ折り返す手段を有している。その場合に2つの材料層は、さらに重なっている。従ってチューブ片の端部が、約90度上方へ折られるので、チューブ片と上方へ折られた端部との間に、大体において直角が生じる。下方へ向かって90度折り返すことも、原理的に考えられる。このようにして、比較的単純な開放手段によって、上方へ、あるいは下方へ折り返された端部の2つの層を分離して、水平に折りたたむことが、可能である。その場合に、この工程は、2つの層のために同時に、かつ特に連続的な駆動の間に行うことができる。最終的に、開放された端部を有するチューブ片が得られ、それは、クロック駆動において開放された端部を設けられるチューブ片から区別されないので、既知の底閉鎖ステーションを使用することができる。2つの材料層のための均一な作業方法によって、底の吸上げは、より迅速に行うことができるので、能率が著しく向上する。
【0010】
下位請求項の対象である、材料層を分離して折りたたむ他の手段によって、2つの層が互いに離れるようにそれぞれ90度折り曲げられるので、その場合に一方の材料層は、再び元の平面へ戻されて、他の材料層はさらに、袋ボディの外側へ折り返される。従ってチューブ片の端部は、それが垂直にされた後に、両方向に均一に開放される。それによって、開放工程は、かなり促進することができる。この開放工程の他の詳細は、以下で、材料層を分離する手段の説明に関連して明らかにされる。
【0011】
その場合に、チューブ片の少なくとも1つの端部を開放する装置は、この端部のために少なくとも2つの捕捉装置を有していると、効果的であって、その場合に各捕捉装置によって該当するチューブ片の材料層が捕捉可能であり、かつその場合に少なくとも2つの捕捉装置によって、材料層が互いに分離可能である。この捕捉装置は、2つの外側の材料層に力を加えるのに適しており、その場合にその力は、逆方向に向けられている。その場合に力は、場合によっては存在する、たとえば静電帯電によってもたらされる可能性のある、引付け力を克服するために、十分な大きさでなければならない。捕捉装置は、チューブ片の端部が水平に対して90度折り返される場合に、水平方向に移動するだけでよい。このことが、伸張されたプラスチック小バンドからなる織物を有する袋を形成する他の装置に比較して、組立て高さを節約する。捕捉装置が、たとえばディスクのような、回転する部材上に配置されており、その部材に捕捉装置が偏心して支承されている場合に、これらの捕捉装置は、一時的に、チューブ片と同じ速度ベクトル(速度方向と速度の絶対値を表す)で駆動することができる。従ってチューブ片の端部の層は、チューブ片が連続的に移送される場合でも、互いに分離することができる。
【0012】
この目的に特に適しているのが、吸引器であって、その吸引器は、ビーム上に配置することができる。この吸引器は、折り上げられた端部に両側で接するように案内することができる。吸引器に負圧が供給された後に、吸引器を再び互いに離れるようにすることができるので、材料層も同様に互いに離間する。そこで、チューブ片の内部に接近することができる。
【0013】
本発明に基づく装置によって、もちろん、様々なフォーマットの袋を形成することができる。従って、好ましくは、それぞれのチューブ片の少なくとも1つの端部を開放する装置は、支持体を有しており、その支持体に捕捉装置を固定することができる。この支持体に、捕捉装置を種々の位置で取り付けることができるので、材料層は、チューブ片の上方へ折り返された端部の高さに関係なく、捕捉される。その場合に、支持体がガイドとして形成されて、そのガイドが、チューブ片の折り返された端部に対して平行に、従ってチューブ片の平面に対して垂直に延びていると、効果的である。従って、ガイドに沿って捕捉装置を摺動させることによって、捕捉装置は高さ調節可能である。その場合に、「高さ調節可能である」ということは、チューブ片の移送平面に対する捕捉装置の間隔が、可変であることを意味している。後の底が小さい幅を有する場合に、チューブ片の90度折り返された領域は、すでに小さいので、捕捉装置がガイドに沿って上述した移送平面へ近づけられる。底幅が大きい場合には、捕捉装置は、移送平面からずっと遠ざけられる。ガイドは、単純なバーとして形成することができ、そのバーに捕捉装置を、適切な固定手段、たとえばローレットナットを用いて、固定することができる。各捕捉装置のために少なくとも2つの平行なガイドが設けられている場合に、捕捉装置の傾きが防止される。従って全体として、捕捉装置は、簡単かつ迅速に、その、チューブ片に対する垂直の距離に、配置される。最終的に、上方へ、または下方へ折り曲げられた端部の高さが、できあがった底の幅を定める。
【0014】
本発明の特に好ましい形態は、スプレッド部材を有しており、それが、チューブ片の開放すべき端部の2つの材料層の間へ挿入可能である。さらに、このスプレッド部材が材料層を、次にそれらが完全に水平に横たわるような距離だけ、互いに離れるように移動させると、効果的である。この種のスプレッド部材は、特に、上述した捕捉装置と組み合わせて駆動される場合に、良好な作用を展開する。この場合において、スプレッド部材は、捕捉装置によってすでに互いに分離されている材料層の間の間隙内へ、問題なく入り込むことができる。
【0015】
本発明の他の形態において、チューブ片の端部を開放する装置は、少なくとも1つの圧接ローラを有しており、その圧接ローラがカウンター層と共に間隙を形成し、その間隙を通して、チューブ片の開放された端部の少なくとも部分が挿通可能であり、かつこれらの部分に圧縮空気が供給可能である。従ってこの圧接ローラは、引き上げた底を平らにして、それによって開放された形状に固定する課題を有している。従って、冒頭で述べた特許公報に開示された、チューブ片が連続的に移送される場合に使用するのに不適な、圧印型を省くことができる。カウンター層は、他のローラからなることもできる。特に、装置の各側に個別の圧接ローラが対応づけられており、それによってチューブ片の開放された端部が別々にプレスできると、効果的である。
【0016】
伸張されたプラスチック小バンドからなる織物を有する袋を形成する装置内で、通常、両方の端部に底が形成される。底開放ステーションは、しばしば多くの組込み空間を必要とするので、それらを移送方向に変位して配置すると、特に効果的である。この考え方は、チューブ片の少なくとも1つの端部を開放するために、上述した部材を有する装置が使用される場合に、特に効果的に作用する。しかし、原則的に、この考えは、上述した部材とは無関係である。その場合に、「移送方向に変位して」という表現は、加工ステップが、まずチューブ片の一方の端部において行われ、チューブ片がさらに移送された後に、チューブ片の他方の端部において、同じ加工ステップが行われることを、意味している。このようにして、極めて小さい底中心間隔を有する袋を形成することが、可能である。その場合に底間隔は、折り線から折り線の間隔であって、その場合に折り線は、それを中心として端部領域を上へ折り返す、折り線である。チューブ片端部を折り上げるステップは、好ましくは上述した順序で行われるが、この方法ステップを、2つの端部のために同時に行うこともできる。というのは、それに応じた装置構成部分は、多くの場所を必要としないからである。
【0017】
変位して配置することの大きな利点は、特に、捕捉部材とスプレッド部材とを有する底開放ステーションの個々の部材が、装置の両側から、従って極めて良好に、接近できることに、見られる。この利点は、特に、底開放ステーション内に、摩耗にさらされ、従って規則的に補修し、あるいは交換しなければならない、多数の移動可能な構成部分が存在することを考慮する場合に、得られる。
【0018】
本発明の他の実施例が、具体的な説明と請求項から明らかにされる。
【図面の簡単な説明】
【0019】
【図1】織物袋を形成する装置の原理図である。
【図2】本発明に基づく装置内の底開放ステーションを示す斜視図である。
【図3】図2のIII−IIIに沿った図である。
【図4】図3のIV−IVに沿った図である。
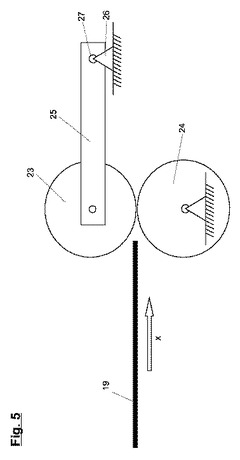
【図5】図2のV-Vに沿った図である。
【発明を実施するための形態】
【0020】
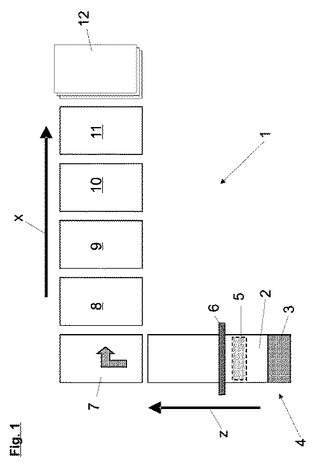
図1は、袋形成装置1内で行われるような、織物チューブを袋に加工する個々のステップを図式的に示している。
【0021】
まず、織物チューブ2が、袋形成装置1へ供給される。これは、好ましくは、巻物3を形成する織物チューブを引出し装置4内で引き出すことによって、行われる。次に、チューブ2は、層分離ステーション5内で、いわゆる開放を受ける。その場合に織物チューブは、内部工具に巻き付くように案内され、その内部工具が2つの層を互いに分離するので、層は、チューブの形成ステップの1つにおいて互いに接着されている場合に、分離される。層が分離されている場合にのみ、以降の製造ステップがきちんと実施され得ることを、保証することができる。次に、チューブの互いに分離された層が、再び重ねられる。
【0022】
織物チューブは、今度は、横切断装置6へ供給され、それが、織物チューブを個々のチューブ片に個別化する。
【0023】
次に、チューブないしチューブ片がその長手軸の方向に移送される、最初の移送方向zが、新しい移送方向xに変更されるので、チューブ片は、もはやそのチューブ長手軸の方向zではなく、それに対して横方向に移送されるので、チューブ片の端部は、底を形成する目的で側方から達することができる。
【0024】
次のステーション、底開放ステーション8内で、各チューブ片の両方の端部が開放され、いわゆる底正方形が横たえられる。それに続くバルブステーション9内で、2つの開放した端部の一方の上に、バルブが載置されて、固定される。開放した底が、今度は底閉鎖ステーション10内で閉鎖され、その場合に2つのフラップが互いに重ねられて、互いに永続的に、たとえば溶接によって、結合される。本来の袋形成プロセスの最後に、カバーシートステーション11内で、各底カバーシートが、底上に取り付けられる。そのために、カバーシートは、同様に溶接することができる。できあがった袋は、次に、袋スタック12上に重ねられて、そこから、詳しく説明されないやり方で、搬出される。
【0025】
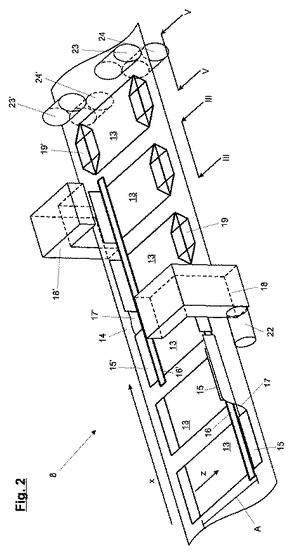
図2は、本発明に基づく装置内の開放ステーション5の詳細を示している。チューブ片13は、詳しく示されない移送装置によって、載置部14の表面上で、たとえばテーブルの表面上で、フラットに横たえられて、x方向に、従って水平に、移送される。チューブ片の端部15を、本発明に基づいて開放するために、この端部が、まず、水平の位置から垂直の位置へ移動される。この折り畳みを可能にするために、チューブ片にカウンター層が供給されなければならない。そのために、チューブ片13は、折り畳みバンド16の下をくぐらされる。この折り畳みバンドは、チューブ片に対して静止しており、従って載置部に対して移動する。しかし、チューブ片は、折り畳みバンド16に対して移動することもできる。これは、たとえば、折り畳みバンドが静止している場合である。折り畳みバンドは、フレキシブルであるが、強く付勢された材料から形成することができる。しかし、これは、好ましくはスチール薄板からなり、それが、図示されないやり方で、載置部14と、あるいは機械架台と結合されている。スチール薄板は、他の構成部品に比較して、同じ負荷能力において厚みがより小さい、という利点を有している。チューブ片13がくぐらされている場合に、チューブ片は次に、案内部材17、たとえば案内薄板を通過して案内される。
【0026】
チューブ片13の端部15が、垂直位置へ移動された後に、チューブ片は、この図に図式的に示される、本来の底開放ステーション18へ供給される。この底開放ステーション18内には、2つの吸引ビームが設けられており、それは、折り上げられた端部の両側に作用し、かつ方向zに、ないしはその逆に案内されるので、材料層が互いに分離される。同時に、吸引ビームは、さらに移送された袋に作用することができるようにするために、x方向にも移動される。今や、チューブ片13の端部15の内部へ接近することができる。この内部空間内へ、材料層を互いに離れるように押圧する、スプレッド部材が、材料層が再び水平に位置するまで、嵌入する。この状況が、開放された底19を用いて示されている。
【0027】
チューブ片13の第2の端部15’は、同じやり方で、しかし第1の端部15の開放に対して変位して行われる。第1の端部は、すでに底開放装置18内で開放されており、第2の端部15’は、折り畳みバンド16’の下へ挿通される。案内部材17’と底開放装置18’を用いて、上述したやり方で、開放した底19’が形成される。構成部品の変位した配置は、極めて小さい底中心間隔Aを有する袋を製造しようとする場合に、効果的である。
【0028】
底開放ステーション8を離れる場合に、開放された底19、19’を有するチューブ片が存在し、その場合に開放された底のすべての構成部品は、実質的に載置部14の平面内に位置している。
【0029】
底開放ステーション8の他の視点は、各底開放装置18、18’が、専用の駆動装置によってトルクを供給されることに、見られる。これは、底開放装置18に設けられたモータ22によって示されている。底開放装置18’に設けられた、同様なモータは、図示の表示では見られない。底開放装置18、18’のモータは、特に、吸引バーに駆動モーメントを供給するので、この吸引バーが、材料層を互いに離れるように移動させることができる。スプレッド部材も、このモータによってトルクを供給される。
【0030】
底開放装置18、18’の終端を形成するのは、圧接ローラ23、23’であって、それらは、新たに開放された底をプレスして、それによってその位置に固定する目的に、用いられる。その場合に、底開放の枠内で生じる折り曲げ端縁は、平らにつぶされて、その後正しい折り畳み端縁を形成するので、底が再び立ち上がろうとする傾向が、減少する。圧接ローラ23、23’に対するカウンター押圧部材として、載置部14か、あるいはカウンター押圧ローラ24、24’が用いられる。圧接ローラ23、23’は、図2の移送方向xに見て、同じ高さに配置されている。しかしこれらのローラ23、23’は、互いに変位して配置することもでき、それによって開放プロセスの直後に、開放された底を、上述したやり方でプレスすることもできる。
【0031】
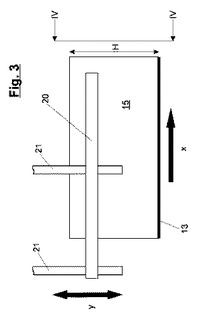
図3は、図2のIII−IIIに沿った表示を示している。この図3には、底開放ステーション8の詳細が見られる。チューブ片13の端部15の材料層を捕捉するために、吸引バーが設けられており、そのうちの、観察者側の吸引バー20が見られる。吸引バー20の、観察者とは逆の側に、吸引器が配置されており、その吸引器は、チューブ片13の端部15の、観察者側を捕捉することができる。
【0032】
本発明に基づく装置1によって、様々な底幅を有する袋を形成することができるので、チューブ片13の折り上げられた端部15が種々の高さHを有する可能性が生じる。吸引器によって端部をきちんと開放することができるようにするために、この吸引器は、端部15の上方の端部にできるだけ近傍で作用すべきである。この目的のために、吸引バー20、20’は、垂直のガイド21、21’に取り外し可能に固定されているので、吸引バーは、折り上げられた端部15に沿って双方向矢印yに沿って摺動され、従ってその高さHを調整することができる。ガイドは、種々のやり方で形成することができる。これは、中実または中空の、丸プロフィールまたは矩形プロフィールとすることができる。
【0033】
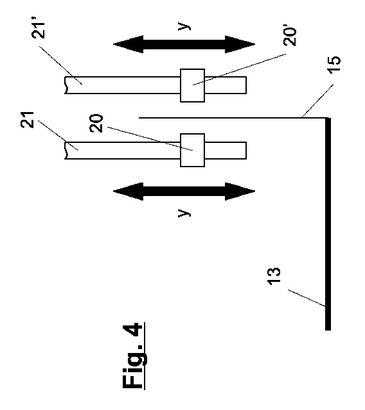
図4は、図3のIV−IVに沿った表示を示している。前方の吸引バー20と前方のガイド21の他に、吸引バー20’とガイド21’も見られる。
【0034】
図5は、図2のV-Vに沿った表示を示している。圧接ローラ23は、レバーアーム25内、あるいはレバーアームペア内に軸承されている。レバーアーム25自体は、機械架台内に、あるいは機械架台の取付け箇所26内に軸承されている。ある実施形態においては、レバーアーム25は、取付け箇所と堅固に結合された軸27を中心に揺動可能であり、かつその軸上に固定することができる。そのために、専用の、しかし図示されていない、クランプ装置を設けることができる。レバーアーム25を軸27上に固定することによって、カウンター押圧ローラに対する、あるいは載置部14に対する、周面の間隔を、固定的に調節することができる。このようにして、開放された底は、開放された底の構成部分を水平の平面へ移動させるためにも圧接力が必要である場合にのみ、圧接力を供給される。
【0035】
他の実施形態においては、レバーアームは、軸27上に回転自在に軸承されている。その代わりに、レバーアーム25を、取付け箇所内に回転可能に軸承されている軸と、堅固に結合することもできる。上述した実施形態においては、圧接ローラ23は、予め定められた力、たとえば自重によって、開放された底に作用する。
【0036】
開放された底をプレスするために、圧接ローラのためのカウンター層として、図2に示す載置部14を用いることができる。他の可能性は、もちろんカウンター押圧ローラ24を設けることであって、そのカウンター押圧ローラと共に圧接ローラ23が圧延間隙を形成し、その中で、開放された底19をプレスすることができる。カウンター押圧ローラは、回転可能に、しかし架台固定で、配置することができる。
【符号の説明】
【0037】
1 袋形成装置
2 織物チューブ
3 巻物
4 引出し装置
5 開放ステーション、層分離ステーション
6 横切断装置
7 移送方向を変化させる装置
8 底開放ステーション
9 バルブステーション
10 底閉鎖ステーション
11 カバーシートステーション
12 袋スタック
13 チューブ片
14 載置部
15、15’チューブ片の端部
16、16’折り畳みバンド
17、17’案内部材
18、18’底開放装置
19、19’開放された底
20、20’吸引バー
21、21’垂直のガイド
22 モータ
23、23’圧接ローラ
24 カウンター押圧ローラ
25 レバーアーム
26 取付け部分
27 軸
A 底中心間隔
H 端部15の高さ
x チューブ片13の移送方向
y 移送方向xと延び方向xによって形成される平面に対して直交する方向
z チューブ片13の延び方向
【技術分野】
【0001】
本発明は、請求項1と13の前文に記載された、伸張されたプラスチック小バンドからなる織物を有する、袋を形成する装置と方法に関する。
【背景技術】
【0002】
この種の装置は、知られており、ずっと以前から市場で入手できる。それらは、通常、さらに積層されている場合もある、供給される織物チューブを、チューブ片に個別化するために、個別化装置を有している。これらチューブ片は、互いに重なった2つの帯状材料からなり、その場合に各帯状材料は、材料の異なる複数の層から構成することができる。その後、チューブ片は、少なくとも1つの移送装置によって引き取られて、それによって個々の加工ステーションへ移動される。これらの加工ステーションの1つが、いわゆる底開放ステーションである。ここでは、まず、チューブ片の端部が、引き上げられるので、その引き上げられた端部に、底を形成することができる。通常、チューブ片の両端部が、このようにして加工される。
【0003】
この種の袋を形成することができる装置が、特許文献1に開示されている。この公開公報においては、形成するための開発コストを限界内に抑えるために、安価に形成すべき、装置が提案される。この装置において、チューブ片は、クロック駆動で前進される。その場合に、チューブ片は、フラットに横たわって、そのメイン軸に対して横方向に移送されるので、側方に配置された加工手段が、チューブ片の両端部を同時に加工することができる。開放ステーションにおいて、チューブ片が停止される。その後、吸引器を用いて、チューブ片の端部の上方の層が持ち上げられるので、メイン軸の方向に摺動する薄板が、チューブ片の2つの材料層の間へ進入することができる。チューブ片の下方の材料層は、負圧によってテーブル(移送の間、チューブ片がこのテーブル上に載置されている)上に固定される。それによって上方の材料層が、上方の材料層の外側へ折り返されるので、底の矩形が生じる。折り返す際に、さらに、いわゆる角部タックが生じ、その角部タックは、底の矩形の両側に形成され、かつ三角形の形状を有している。折返し後に、薄板が再び引き抜かれて、袋がさらに移送される。続いて、チューブ片が次々と他の移送装置に引き取られ、その移送装置がそれらのチューブ片を、均一な速度で、従って連続的に、底閉鎖装置へ供給する。
【0004】
従って、チューブ端部の開放後に、底の矩形と角部タックは、チューブ片の平面内に、好ましくは水平方向に位置する。底を閉鎖する場合にも、底は水平の平面内に残る。というのは、底を閉鎖する方法が、利点を有しているからである。まさに、伸張されたプラスチック小バンドからなる織物を有する、袋を形成する場合に、熱風または、押出し物のような、少なくとも加熱された接着剤を用いて、底を接合することが、必要である。このようなやり方でのみ、極めて丈夫で、負荷をかけることのできる底が形成可能であることが、知られている。もちろん、冷間接着方法とは異なり、接合の直後に底をプレスすることが必要であって、そのために底は、その幅全体にわたってプレスドラム間隙を通して案内される。従って、底を、チューブ片の平面に対して平行に位置する平面内で加工する必要がないと、特に効果的である。この場合においては、2つのプレスドラムは、幅全体にわたって底に作用することができる。これは、たとえば、底が本来の袋ボディに対して直交している場合には、行うことはできない。この場合においては、つながったドラム間隙が、底全体をプレスすることはできない。袋ボディがそこに位置している、底中心線の領域内で、一方のプレスドラムは、必然的に中断されなければならない。従ってそこでは、プレスを行うことはできず、その結果、できあがった袋の非密閉性がもたらされる恐れがある。
【0005】
袋ボディの平面内で底を加工する場合の他の視点は、熱風を用いて底が溶接されて、底カバーシートがその上に溶接される場合に、溶接すべき部分上に熱風が均一にもたらされることである。従って、均一な接合が行われる。
【0006】
過去において、袋形成の間底がチューブボディの平面内に残る、上述した種類の袋形成機械においては、出力が極めて高くなる傾向が見られ、それがこの種の機械のコスト−利益−比を著しく高めてしまう。もちろん、既知の装置におけるチューブ片の加工速度は、特に、底開放ステーションによって著しく制限され、そこでチューブ片の端部を開放するために、チューブ片の端部の上方の層が水平方向に折り返される。これは特に、袋の静止相において、スライダがチューブ片の端部の層をほぼ完全にこすらなければならない、という事実に起因する。このやり方は、比較的煩雑である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】独国公開公報DE19502251A1
【発明の概要】
【発明が解決しようとする課題】
【0008】
従って、本発明の課題は、チューブ片の端部を開放する場合に、より簡単なやり方を可能にする、袋を形成する装置を提案することであって、その場合にこの端部は、開放した底が袋ボディの平面に位置するように、開放される。
【課題を解決するための手段】
【0009】
この課題は、請求項1に記載の特徴によって解決される。それによれば、装置に含まれる、チューブ片の端部を開放する装置が、チューブ片の端部を水平の位置から垂直の位置へ折り返す手段を有している。その場合に2つの材料層は、さらに重なっている。従ってチューブ片の端部が、約90度上方へ折られるので、チューブ片と上方へ折られた端部との間に、大体において直角が生じる。下方へ向かって90度折り返すことも、原理的に考えられる。このようにして、比較的単純な開放手段によって、上方へ、あるいは下方へ折り返された端部の2つの層を分離して、水平に折りたたむことが、可能である。その場合に、この工程は、2つの層のために同時に、かつ特に連続的な駆動の間に行うことができる。最終的に、開放された端部を有するチューブ片が得られ、それは、クロック駆動において開放された端部を設けられるチューブ片から区別されないので、既知の底閉鎖ステーションを使用することができる。2つの材料層のための均一な作業方法によって、底の吸上げは、より迅速に行うことができるので、能率が著しく向上する。
【0010】
下位請求項の対象である、材料層を分離して折りたたむ他の手段によって、2つの層が互いに離れるようにそれぞれ90度折り曲げられるので、その場合に一方の材料層は、再び元の平面へ戻されて、他の材料層はさらに、袋ボディの外側へ折り返される。従ってチューブ片の端部は、それが垂直にされた後に、両方向に均一に開放される。それによって、開放工程は、かなり促進することができる。この開放工程の他の詳細は、以下で、材料層を分離する手段の説明に関連して明らかにされる。
【0011】
その場合に、チューブ片の少なくとも1つの端部を開放する装置は、この端部のために少なくとも2つの捕捉装置を有していると、効果的であって、その場合に各捕捉装置によって該当するチューブ片の材料層が捕捉可能であり、かつその場合に少なくとも2つの捕捉装置によって、材料層が互いに分離可能である。この捕捉装置は、2つの外側の材料層に力を加えるのに適しており、その場合にその力は、逆方向に向けられている。その場合に力は、場合によっては存在する、たとえば静電帯電によってもたらされる可能性のある、引付け力を克服するために、十分な大きさでなければならない。捕捉装置は、チューブ片の端部が水平に対して90度折り返される場合に、水平方向に移動するだけでよい。このことが、伸張されたプラスチック小バンドからなる織物を有する袋を形成する他の装置に比較して、組立て高さを節約する。捕捉装置が、たとえばディスクのような、回転する部材上に配置されており、その部材に捕捉装置が偏心して支承されている場合に、これらの捕捉装置は、一時的に、チューブ片と同じ速度ベクトル(速度方向と速度の絶対値を表す)で駆動することができる。従ってチューブ片の端部の層は、チューブ片が連続的に移送される場合でも、互いに分離することができる。
【0012】
この目的に特に適しているのが、吸引器であって、その吸引器は、ビーム上に配置することができる。この吸引器は、折り上げられた端部に両側で接するように案内することができる。吸引器に負圧が供給された後に、吸引器を再び互いに離れるようにすることができるので、材料層も同様に互いに離間する。そこで、チューブ片の内部に接近することができる。
【0013】
本発明に基づく装置によって、もちろん、様々なフォーマットの袋を形成することができる。従って、好ましくは、それぞれのチューブ片の少なくとも1つの端部を開放する装置は、支持体を有しており、その支持体に捕捉装置を固定することができる。この支持体に、捕捉装置を種々の位置で取り付けることができるので、材料層は、チューブ片の上方へ折り返された端部の高さに関係なく、捕捉される。その場合に、支持体がガイドとして形成されて、そのガイドが、チューブ片の折り返された端部に対して平行に、従ってチューブ片の平面に対して垂直に延びていると、効果的である。従って、ガイドに沿って捕捉装置を摺動させることによって、捕捉装置は高さ調節可能である。その場合に、「高さ調節可能である」ということは、チューブ片の移送平面に対する捕捉装置の間隔が、可変であることを意味している。後の底が小さい幅を有する場合に、チューブ片の90度折り返された領域は、すでに小さいので、捕捉装置がガイドに沿って上述した移送平面へ近づけられる。底幅が大きい場合には、捕捉装置は、移送平面からずっと遠ざけられる。ガイドは、単純なバーとして形成することができ、そのバーに捕捉装置を、適切な固定手段、たとえばローレットナットを用いて、固定することができる。各捕捉装置のために少なくとも2つの平行なガイドが設けられている場合に、捕捉装置の傾きが防止される。従って全体として、捕捉装置は、簡単かつ迅速に、その、チューブ片に対する垂直の距離に、配置される。最終的に、上方へ、または下方へ折り曲げられた端部の高さが、できあがった底の幅を定める。
【0014】
本発明の特に好ましい形態は、スプレッド部材を有しており、それが、チューブ片の開放すべき端部の2つの材料層の間へ挿入可能である。さらに、このスプレッド部材が材料層を、次にそれらが完全に水平に横たわるような距離だけ、互いに離れるように移動させると、効果的である。この種のスプレッド部材は、特に、上述した捕捉装置と組み合わせて駆動される場合に、良好な作用を展開する。この場合において、スプレッド部材は、捕捉装置によってすでに互いに分離されている材料層の間の間隙内へ、問題なく入り込むことができる。
【0015】
本発明の他の形態において、チューブ片の端部を開放する装置は、少なくとも1つの圧接ローラを有しており、その圧接ローラがカウンター層と共に間隙を形成し、その間隙を通して、チューブ片の開放された端部の少なくとも部分が挿通可能であり、かつこれらの部分に圧縮空気が供給可能である。従ってこの圧接ローラは、引き上げた底を平らにして、それによって開放された形状に固定する課題を有している。従って、冒頭で述べた特許公報に開示された、チューブ片が連続的に移送される場合に使用するのに不適な、圧印型を省くことができる。カウンター層は、他のローラからなることもできる。特に、装置の各側に個別の圧接ローラが対応づけられており、それによってチューブ片の開放された端部が別々にプレスできると、効果的である。
【0016】
伸張されたプラスチック小バンドからなる織物を有する袋を形成する装置内で、通常、両方の端部に底が形成される。底開放ステーションは、しばしば多くの組込み空間を必要とするので、それらを移送方向に変位して配置すると、特に効果的である。この考え方は、チューブ片の少なくとも1つの端部を開放するために、上述した部材を有する装置が使用される場合に、特に効果的に作用する。しかし、原則的に、この考えは、上述した部材とは無関係である。その場合に、「移送方向に変位して」という表現は、加工ステップが、まずチューブ片の一方の端部において行われ、チューブ片がさらに移送された後に、チューブ片の他方の端部において、同じ加工ステップが行われることを、意味している。このようにして、極めて小さい底中心間隔を有する袋を形成することが、可能である。その場合に底間隔は、折り線から折り線の間隔であって、その場合に折り線は、それを中心として端部領域を上へ折り返す、折り線である。チューブ片端部を折り上げるステップは、好ましくは上述した順序で行われるが、この方法ステップを、2つの端部のために同時に行うこともできる。というのは、それに応じた装置構成部分は、多くの場所を必要としないからである。
【0017】
変位して配置することの大きな利点は、特に、捕捉部材とスプレッド部材とを有する底開放ステーションの個々の部材が、装置の両側から、従って極めて良好に、接近できることに、見られる。この利点は、特に、底開放ステーション内に、摩耗にさらされ、従って規則的に補修し、あるいは交換しなければならない、多数の移動可能な構成部分が存在することを考慮する場合に、得られる。
【0018】
本発明の他の実施例が、具体的な説明と請求項から明らかにされる。
【図面の簡単な説明】
【0019】
【図1】織物袋を形成する装置の原理図である。
【図2】本発明に基づく装置内の底開放ステーションを示す斜視図である。
【図3】図2のIII−IIIに沿った図である。
【図4】図3のIV−IVに沿った図である。
【図5】図2のV-Vに沿った図である。
【発明を実施するための形態】
【0020】
図1は、袋形成装置1内で行われるような、織物チューブを袋に加工する個々のステップを図式的に示している。
【0021】
まず、織物チューブ2が、袋形成装置1へ供給される。これは、好ましくは、巻物3を形成する織物チューブを引出し装置4内で引き出すことによって、行われる。次に、チューブ2は、層分離ステーション5内で、いわゆる開放を受ける。その場合に織物チューブは、内部工具に巻き付くように案内され、その内部工具が2つの層を互いに分離するので、層は、チューブの形成ステップの1つにおいて互いに接着されている場合に、分離される。層が分離されている場合にのみ、以降の製造ステップがきちんと実施され得ることを、保証することができる。次に、チューブの互いに分離された層が、再び重ねられる。
【0022】
織物チューブは、今度は、横切断装置6へ供給され、それが、織物チューブを個々のチューブ片に個別化する。
【0023】
次に、チューブないしチューブ片がその長手軸の方向に移送される、最初の移送方向zが、新しい移送方向xに変更されるので、チューブ片は、もはやそのチューブ長手軸の方向zではなく、それに対して横方向に移送されるので、チューブ片の端部は、底を形成する目的で側方から達することができる。
【0024】
次のステーション、底開放ステーション8内で、各チューブ片の両方の端部が開放され、いわゆる底正方形が横たえられる。それに続くバルブステーション9内で、2つの開放した端部の一方の上に、バルブが載置されて、固定される。開放した底が、今度は底閉鎖ステーション10内で閉鎖され、その場合に2つのフラップが互いに重ねられて、互いに永続的に、たとえば溶接によって、結合される。本来の袋形成プロセスの最後に、カバーシートステーション11内で、各底カバーシートが、底上に取り付けられる。そのために、カバーシートは、同様に溶接することができる。できあがった袋は、次に、袋スタック12上に重ねられて、そこから、詳しく説明されないやり方で、搬出される。
【0025】
図2は、本発明に基づく装置内の開放ステーション5の詳細を示している。チューブ片13は、詳しく示されない移送装置によって、載置部14の表面上で、たとえばテーブルの表面上で、フラットに横たえられて、x方向に、従って水平に、移送される。チューブ片の端部15を、本発明に基づいて開放するために、この端部が、まず、水平の位置から垂直の位置へ移動される。この折り畳みを可能にするために、チューブ片にカウンター層が供給されなければならない。そのために、チューブ片13は、折り畳みバンド16の下をくぐらされる。この折り畳みバンドは、チューブ片に対して静止しており、従って載置部に対して移動する。しかし、チューブ片は、折り畳みバンド16に対して移動することもできる。これは、たとえば、折り畳みバンドが静止している場合である。折り畳みバンドは、フレキシブルであるが、強く付勢された材料から形成することができる。しかし、これは、好ましくはスチール薄板からなり、それが、図示されないやり方で、載置部14と、あるいは機械架台と結合されている。スチール薄板は、他の構成部品に比較して、同じ負荷能力において厚みがより小さい、という利点を有している。チューブ片13がくぐらされている場合に、チューブ片は次に、案内部材17、たとえば案内薄板を通過して案内される。
【0026】
チューブ片13の端部15が、垂直位置へ移動された後に、チューブ片は、この図に図式的に示される、本来の底開放ステーション18へ供給される。この底開放ステーション18内には、2つの吸引ビームが設けられており、それは、折り上げられた端部の両側に作用し、かつ方向zに、ないしはその逆に案内されるので、材料層が互いに分離される。同時に、吸引ビームは、さらに移送された袋に作用することができるようにするために、x方向にも移動される。今や、チューブ片13の端部15の内部へ接近することができる。この内部空間内へ、材料層を互いに離れるように押圧する、スプレッド部材が、材料層が再び水平に位置するまで、嵌入する。この状況が、開放された底19を用いて示されている。
【0027】
チューブ片13の第2の端部15’は、同じやり方で、しかし第1の端部15の開放に対して変位して行われる。第1の端部は、すでに底開放装置18内で開放されており、第2の端部15’は、折り畳みバンド16’の下へ挿通される。案内部材17’と底開放装置18’を用いて、上述したやり方で、開放した底19’が形成される。構成部品の変位した配置は、極めて小さい底中心間隔Aを有する袋を製造しようとする場合に、効果的である。
【0028】
底開放ステーション8を離れる場合に、開放された底19、19’を有するチューブ片が存在し、その場合に開放された底のすべての構成部品は、実質的に載置部14の平面内に位置している。
【0029】
底開放ステーション8の他の視点は、各底開放装置18、18’が、専用の駆動装置によってトルクを供給されることに、見られる。これは、底開放装置18に設けられたモータ22によって示されている。底開放装置18’に設けられた、同様なモータは、図示の表示では見られない。底開放装置18、18’のモータは、特に、吸引バーに駆動モーメントを供給するので、この吸引バーが、材料層を互いに離れるように移動させることができる。スプレッド部材も、このモータによってトルクを供給される。
【0030】
底開放装置18、18’の終端を形成するのは、圧接ローラ23、23’であって、それらは、新たに開放された底をプレスして、それによってその位置に固定する目的に、用いられる。その場合に、底開放の枠内で生じる折り曲げ端縁は、平らにつぶされて、その後正しい折り畳み端縁を形成するので、底が再び立ち上がろうとする傾向が、減少する。圧接ローラ23、23’に対するカウンター押圧部材として、載置部14か、あるいはカウンター押圧ローラ24、24’が用いられる。圧接ローラ23、23’は、図2の移送方向xに見て、同じ高さに配置されている。しかしこれらのローラ23、23’は、互いに変位して配置することもでき、それによって開放プロセスの直後に、開放された底を、上述したやり方でプレスすることもできる。
【0031】
図3は、図2のIII−IIIに沿った表示を示している。この図3には、底開放ステーション8の詳細が見られる。チューブ片13の端部15の材料層を捕捉するために、吸引バーが設けられており、そのうちの、観察者側の吸引バー20が見られる。吸引バー20の、観察者とは逆の側に、吸引器が配置されており、その吸引器は、チューブ片13の端部15の、観察者側を捕捉することができる。
【0032】
本発明に基づく装置1によって、様々な底幅を有する袋を形成することができるので、チューブ片13の折り上げられた端部15が種々の高さHを有する可能性が生じる。吸引器によって端部をきちんと開放することができるようにするために、この吸引器は、端部15の上方の端部にできるだけ近傍で作用すべきである。この目的のために、吸引バー20、20’は、垂直のガイド21、21’に取り外し可能に固定されているので、吸引バーは、折り上げられた端部15に沿って双方向矢印yに沿って摺動され、従ってその高さHを調整することができる。ガイドは、種々のやり方で形成することができる。これは、中実または中空の、丸プロフィールまたは矩形プロフィールとすることができる。
【0033】
図4は、図3のIV−IVに沿った表示を示している。前方の吸引バー20と前方のガイド21の他に、吸引バー20’とガイド21’も見られる。
【0034】
図5は、図2のV-Vに沿った表示を示している。圧接ローラ23は、レバーアーム25内、あるいはレバーアームペア内に軸承されている。レバーアーム25自体は、機械架台内に、あるいは機械架台の取付け箇所26内に軸承されている。ある実施形態においては、レバーアーム25は、取付け箇所と堅固に結合された軸27を中心に揺動可能であり、かつその軸上に固定することができる。そのために、専用の、しかし図示されていない、クランプ装置を設けることができる。レバーアーム25を軸27上に固定することによって、カウンター押圧ローラに対する、あるいは載置部14に対する、周面の間隔を、固定的に調節することができる。このようにして、開放された底は、開放された底の構成部分を水平の平面へ移動させるためにも圧接力が必要である場合にのみ、圧接力を供給される。
【0035】
他の実施形態においては、レバーアームは、軸27上に回転自在に軸承されている。その代わりに、レバーアーム25を、取付け箇所内に回転可能に軸承されている軸と、堅固に結合することもできる。上述した実施形態においては、圧接ローラ23は、予め定められた力、たとえば自重によって、開放された底に作用する。
【0036】
開放された底をプレスするために、圧接ローラのためのカウンター層として、図2に示す載置部14を用いることができる。他の可能性は、もちろんカウンター押圧ローラ24を設けることであって、そのカウンター押圧ローラと共に圧接ローラ23が圧延間隙を形成し、その中で、開放された底19をプレスすることができる。カウンター押圧ローラは、回転可能に、しかし架台固定で、配置することができる。
【符号の説明】
【0037】
1 袋形成装置
2 織物チューブ
3 巻物
4 引出し装置
5 開放ステーション、層分離ステーション
6 横切断装置
7 移送方向を変化させる装置
8 底開放ステーション
9 バルブステーション
10 底閉鎖ステーション
11 カバーシートステーション
12 袋スタック
13 チューブ片
14 載置部
15、15’チューブ片の端部
16、16’折り畳みバンド
17、17’案内部材
18、18’底開放装置
19、19’開放された底
20、20’吸引バー
21、21’垂直のガイド
22 モータ
23、23’圧接ローラ
24 カウンター押圧ローラ
25 レバーアーム
26 取付け部分
27 軸
A 底中心間隔
H 端部15の高さ
x チューブ片13の移送方向
y 移送方向xと延び方向xによって形成される平面に対して直交する方向
z チューブ片13の延び方向
【特許請求の範囲】
【請求項1】
伸張されたプラスチック小バンドからなる織物を有し、かつ互いに重なり合った2つの材料層からなる、チューブ片から袋を形成する装置であって、少なくとも:
−前記チューブ片を、その伸張方向(z)に対して横方向に延びる移送方向(x)に移送するための、少なくとも1つの移送装置であって、その場合に前記チューブ片が、水平の位置で給送可能である、前記少なくとも1つの移送装置と、
−後に底を形成するために、前記チューブ片の少なくとも1つの端部を開放するための、少なくとも1つの装置と、
を有する、前記チューブ片から袋を形成する装置において、
前記チューブ片の少なくとも1つの端部を開放する前記装置が、以下の部材:
−前記チューブ片の端部を折り返す手段であって、前記手段によって、前記チューブ片の両端部が、チューブ片の平面から、それに対して実質的に直交して延びる平面(y)へ移動可能であって、その場合に材料層がさらに互いに重なり合っている、前記折り返す手段と、
−材料層を分離して折りたたむ手段であって、前記手段によって前記材料層が、実質的に互いに90度離れるように折り畳み可能であるので、開放された底が前記チューブ片の平面内に位置する、前記分離して折りたたむ手段と、
を有していることを特徴とするチューブ片から袋を形成する装置。
【請求項2】
前記チューブ片の端部を開放するための前記装置が、前記チューブ片の各端部のために、少なくとも2つの捕捉装置を有しており、その場合に前記各捕捉装置によって、前記チューブ片の該当する端部の材料層が捕捉可能であり、かつ2つの材料層が互いから分離可能である、ことを特徴とする前記請求項に記載の装置。
【請求項3】
前記捕捉装置が、ビーム上に配置された1つまたは複数の吸引器を有していることを特徴とする前記請求項に記載の装置。
【請求項4】
前記チューブ片の端部を開放するための前記装置が、支持体を有しており、前記支持体に前記捕捉装置が固定可能であることを特徴とする前記2つの請求項のいずれか1項に記載の装置。
【請求項5】
前記支持体が、ガイドとして形成されており、前記ガイドが、前記チューブ片に対して直交して方向づけされているので、前記捕捉装置が、ガイドに沿って摺動することによって高さ調節可能であることを特徴とする前記請求項のいずれか1項に記載の装置。
【請求項6】
前記チューブ片の端部を開放するための前記装置が、スプレッド部材を有しており、前記スプレッド部材が前記チューブ片の端部の2つの材料層の間へ導入可能であり、かつ前記スプレッド部材によって、これらの材料層が、前記チューブ片の平面内へ折返し可能であることを特徴とする前記請求項のいずれか1項に記載の装置。
【請求項7】
少なくとも1つの圧接ローラが設けられており、前記圧接ローラが、カウンター層と共に間隙を形成し、前記間隙を通して、チューブ片の開放された端部の少なくとも部分が案内可能であり、かつこれらの部分に圧縮空気が供給可能であることを特徴とする前記請求項のいずれか1項に記載の装置。
【請求項8】
チューブ片のそれぞれの端部を開放するための2つの装置が設けられており、その場合にこれらの装置の各々に、専用の駆動装置が対応づけられていることを特徴とする前記請求項のいずれか1項に記載の装置。
【請求項9】
前記チューブ片の各端部のために、前記チューブ片の端部を立ち上がらせる手段が設けられており、その場合にこれらの手段が、前記チューブ片の移送方向に見て、変位して配置されていることを特徴とする前記請求項のいずれか1項に記載の装置。
【請求項10】
1つの端部のための前記捕捉装置が、他の端部のための前記捕捉装置に対して、互いに変位して配置されていることを特徴とする前記請求項のいずれか1項に記載の装置。
【請求項11】
チューブ片の少なくとも1つの端部を開放するための各装置が、専用の駆動装置を有していることを特徴とする前記請求項のいずれか1項に記載の装置。
【請求項12】
伸張されたプラスチック小バンドからなる織物を有し、かつ互いに重なり合った2つの材料層からなる、チューブ片から袋を形成する方法であって、その場合に前記方法が、少なくとも以下の方法ステップ:
−前記チューブ片を、その延び方向(z)に対して横方向に延びる移送方向(x)に、少なくとも1つの移送装置によって移送し、その場合に前記チューブ片が水平の位置で給送され、かつ
−後に底を形成することができるようにするために、前記チューブ片の少なくとも1つの端部を、少なくとも1つの開放する装置を用いて開放する、
方法ステップを有している、
前記方法において、
チューブ片の少なくとも1つの端部を開放する前に、前記チューブ片のそれぞれの端部を立ち上がらせる手段によって、前記チューブ片の少なくとも1つの端部が、水平の位置から垂直の位置(y)へ移動され、その場合に材料層がさらに互いに重なり合っていることを特徴とするチューブ片から袋を形成する方法。
【請求項13】
まず、前記チューブ片の第1の端部が、水平の位置から垂直の位置(y)へ移動され、次に前記チューブ片がさらに移送されて、その後前記チューブ片の第2の端部が、水平の位置から垂直の位置(y)へ移動されることを特徴とする前記請求項に記載の方法。
【請求項1】
伸張されたプラスチック小バンドからなる織物を有し、かつ互いに重なり合った2つの材料層からなる、チューブ片から袋を形成する装置であって、少なくとも:
−前記チューブ片を、その伸張方向(z)に対して横方向に延びる移送方向(x)に移送するための、少なくとも1つの移送装置であって、その場合に前記チューブ片が、水平の位置で給送可能である、前記少なくとも1つの移送装置と、
−後に底を形成するために、前記チューブ片の少なくとも1つの端部を開放するための、少なくとも1つの装置と、
を有する、前記チューブ片から袋を形成する装置において、
前記チューブ片の少なくとも1つの端部を開放する前記装置が、以下の部材:
−前記チューブ片の端部を折り返す手段であって、前記手段によって、前記チューブ片の両端部が、チューブ片の平面から、それに対して実質的に直交して延びる平面(y)へ移動可能であって、その場合に材料層がさらに互いに重なり合っている、前記折り返す手段と、
−材料層を分離して折りたたむ手段であって、前記手段によって前記材料層が、実質的に互いに90度離れるように折り畳み可能であるので、開放された底が前記チューブ片の平面内に位置する、前記分離して折りたたむ手段と、
を有していることを特徴とするチューブ片から袋を形成する装置。
【請求項2】
前記チューブ片の端部を開放するための前記装置が、前記チューブ片の各端部のために、少なくとも2つの捕捉装置を有しており、その場合に前記各捕捉装置によって、前記チューブ片の該当する端部の材料層が捕捉可能であり、かつ2つの材料層が互いから分離可能である、ことを特徴とする前記請求項に記載の装置。
【請求項3】
前記捕捉装置が、ビーム上に配置された1つまたは複数の吸引器を有していることを特徴とする前記請求項に記載の装置。
【請求項4】
前記チューブ片の端部を開放するための前記装置が、支持体を有しており、前記支持体に前記捕捉装置が固定可能であることを特徴とする前記2つの請求項のいずれか1項に記載の装置。
【請求項5】
前記支持体が、ガイドとして形成されており、前記ガイドが、前記チューブ片に対して直交して方向づけされているので、前記捕捉装置が、ガイドに沿って摺動することによって高さ調節可能であることを特徴とする前記請求項のいずれか1項に記載の装置。
【請求項6】
前記チューブ片の端部を開放するための前記装置が、スプレッド部材を有しており、前記スプレッド部材が前記チューブ片の端部の2つの材料層の間へ導入可能であり、かつ前記スプレッド部材によって、これらの材料層が、前記チューブ片の平面内へ折返し可能であることを特徴とする前記請求項のいずれか1項に記載の装置。
【請求項7】
少なくとも1つの圧接ローラが設けられており、前記圧接ローラが、カウンター層と共に間隙を形成し、前記間隙を通して、チューブ片の開放された端部の少なくとも部分が案内可能であり、かつこれらの部分に圧縮空気が供給可能であることを特徴とする前記請求項のいずれか1項に記載の装置。
【請求項8】
チューブ片のそれぞれの端部を開放するための2つの装置が設けられており、その場合にこれらの装置の各々に、専用の駆動装置が対応づけられていることを特徴とする前記請求項のいずれか1項に記載の装置。
【請求項9】
前記チューブ片の各端部のために、前記チューブ片の端部を立ち上がらせる手段が設けられており、その場合にこれらの手段が、前記チューブ片の移送方向に見て、変位して配置されていることを特徴とする前記請求項のいずれか1項に記載の装置。
【請求項10】
1つの端部のための前記捕捉装置が、他の端部のための前記捕捉装置に対して、互いに変位して配置されていることを特徴とする前記請求項のいずれか1項に記載の装置。
【請求項11】
チューブ片の少なくとも1つの端部を開放するための各装置が、専用の駆動装置を有していることを特徴とする前記請求項のいずれか1項に記載の装置。
【請求項12】
伸張されたプラスチック小バンドからなる織物を有し、かつ互いに重なり合った2つの材料層からなる、チューブ片から袋を形成する方法であって、その場合に前記方法が、少なくとも以下の方法ステップ:
−前記チューブ片を、その延び方向(z)に対して横方向に延びる移送方向(x)に、少なくとも1つの移送装置によって移送し、その場合に前記チューブ片が水平の位置で給送され、かつ
−後に底を形成することができるようにするために、前記チューブ片の少なくとも1つの端部を、少なくとも1つの開放する装置を用いて開放する、
方法ステップを有している、
前記方法において、
チューブ片の少なくとも1つの端部を開放する前に、前記チューブ片のそれぞれの端部を立ち上がらせる手段によって、前記チューブ片の少なくとも1つの端部が、水平の位置から垂直の位置(y)へ移動され、その場合に材料層がさらに互いに重なり合っていることを特徴とするチューブ片から袋を形成する方法。
【請求項13】
まず、前記チューブ片の第1の端部が、水平の位置から垂直の位置(y)へ移動され、次に前記チューブ片がさらに移送されて、その後前記チューブ片の第2の端部が、水平の位置から垂直の位置(y)へ移動されることを特徴とする前記請求項に記載の方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2011−516306(P2011−516306A)
【公表日】平成23年5月26日(2011.5.26)
【国際特許分類】
【出願番号】特願2011−502365(P2011−502365)
【出願日】平成21年3月30日(2009.3.30)
【国際出願番号】PCT/EP2009/053747
【国際公開番号】WO2009/121842
【国際公開日】平成21年10月8日(2009.10.8)
【出願人】(590002909)ヴィントメーラー ウント ヘルシャー コマンディトゲゼルシャフト (33)
【Fターム(参考)】
【公表日】平成23年5月26日(2011.5.26)
【国際特許分類】
【出願日】平成21年3月30日(2009.3.30)
【国際出願番号】PCT/EP2009/053747
【国際公開番号】WO2009/121842
【国際公開日】平成21年10月8日(2009.10.8)
【出願人】(590002909)ヴィントメーラー ウント ヘルシャー コマンディトゲゼルシャフト (33)
【Fターム(参考)】
[ Back to top ]