
伸張性ポリエステルおよびアクリル紡績糸(acrylicspunyarn)
本発明は、ポリエステル複合短繊維とアクリル短繊維とを含む紡績糸を提供する。本発明は、さらに、紡績糸と布地を作製する方法を提供する。本発明の紡績糸は、上記糸の全重量を基準として、少なくとも30重量パーセントのアクリル短繊維と、ポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)を含む17〜45重量パーセントのポリエステル複合短繊維とを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリエステル短繊維(polyestel staple fiber)およびアクリル短繊維(acrylic staple fiber)を含む紡績糸(spun yarn)に関し、さらに具体的には、上記ポリエステルステープルが、上記糸に優れた伸張性を付与する複合繊維である紡績糸に関する。
【背景技術】
【0002】
複合繊維(bicomponent fiber)は、公知であり、例えば、米国特許公報(特許文献1)、米国特許公報(特許文献2)および国際公開特許出願(特許文献3)に記載されている。しかしながら、このような繊維から作製された糸は、有用な弾性糸に必要される伸張性や回復性に欠け、或いは、所望のレベルの糸弾性を達成するためには、他の弾性繊維に通常必要とされる比率よりも高い比率で上記繊維を必要としうる。
【0003】
【特許文献1】米国特許第3671379号明細書
【特許文献2】米国特許第5,922,433号明細書
【特許文献3】国際公開第2000-73552号パンフレット
【特許文献4】米国特許第5,219,506号明細書
【特許文献5】米国特許出願US2002−0051880−A1号明細書
【発明の開示】
【発明が解決しようとする課題】
【0004】
優れた伸張性を有するポリエステル複合短繊維とアクリル繊維の経済的な紡績糸が、依然として必要とされている。
【課題を解決するための手段】
【0005】
本発明は、少なくとも約30重量パーセントのアクリル短繊維と、ポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)を含むポリエステル複合短繊維とを含む紡績糸を提供し、上記ポリエステル複合繊維は、上記糸の全重量を基準として、約17〜約45重量パーセント存在する。好適な一実施形態において、本発明の糸には、上記糸の全重量を基準として、少なくとも約50重量パーセントのアクリル繊維が含まれる。上記糸の含有率における上記繊維の含有率を差し引いた残りの含有率の繊維は、従来型短繊維のいずれでもよい。例えば、本発明の紡績糸は、従来型のポリ(エチレンテレフタレート)短繊維を含んでもよい。
【0006】
本発明は、さらに、上記紡績糸を作製するための方法も提供し、上記複合短繊維を提供する以下の工程を備える。アクリル短繊維を提供する工程;得られる1混合物が、上記糸の全重量を基準として、少なくとも約30重量パーセントのアクリル短繊維と約17〜約45重量パーセントのポリエステル複合繊維を含有するように、アクリル短繊維と上記複合短繊維を均質ブレンド(intimate blend)により混合する工程;ブレンドした繊維をカーディング(carding)して、カードスライバ(card sliver)を作製する工程;カードスライバを延伸する工程:カードスライバを交撚(doubling)して再延伸(redrawing)する工程;延伸スライバを粗紡(roving)に変える工程;および粗紡をリング精紡(ring−spinning)して紡績糸を作製する工程。
【0007】
本発明は、さらに、上記の方法により、作製される上記の紡績糸を含む編物(knits)および織物(wovens)よりなる群から選択される布地(fabric)を提供する。
【発明を実施するための最良の形態】
【0008】
アクリル短繊維と、ポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)を含む特定の比率の複合短繊維とを含む紡績糸は、上記複合短繊維の含有率が限定されている場合でさえも、予期しない優れた伸張性を有することが現在判明されている。紡績糸は、衣服地(例えば、セーター等)、手芸糸、および他のアウトドア用布地(例えば、オーニング(日よけ)、テント、タープ、デッキおよびローンチェア(ガーデンチェア)等)に使用されることが可能である。上記の布地は、編物または織物でありうる。
【0009】
本明細書で用いる、「複合繊維」は、2種のポリマーが、サイドバイサイド(並列)型、または偏心−シース・コア型である繊維を意味し、自然捲縮した繊維と、潜在捲縮性繊維の両方の繊維が含まれる。
【0010】
「均質ブレンド」は、カードに混合物を供給する前に、開繊室において(例えば、ウェイパン・ホッパーフィーダー(秤量供給装置)を用いて)、重量測定を行い、完全に混合する方法、或いは、カードの複式供給シュート内で繊維を混合する方法を意味し、延伸機のブレンドとは異なる。
【0011】
本明細書で用いる、「アクリル繊維」は、繊維生成物質がアクリロニトリル単位を含む長鎖の合成ポリマーである人造繊維を意味し、アクリル繊維(その少なくとも85重量パーセントがアクリロニトリル単位)、アクリル系繊維(その85パーセント未満であるが少なくとも35重量パーセントがアクリロニトリル単位)、およびそれらの繊維のブレンドをその意味に含む。
【0012】
本発明の紡績糸は、少なくとも約30重量パーセント、好ましくは少なくとも約50重量パーセントのアクリル短繊維と、ポリ(エチレンテレフタレート)(「2G−T」)およびポリ(トリメチレンテレフタレート)(「3G−T」)を含むポリエステル複合短繊維とを一緒に含んでなり、上記ポリエステル複合繊維は、上記糸の全重量を基準として、少なくとも約17重量パーセント〜約45重量パーセント、好ましくは少なくとも約25重量パーセント〜約40重量パーセント存在する。ポリエステル複合繊維の含有率が、約17重量%未満である場合、上記糸の伸張性は、全体の沸水収縮率(boil−off shrinkage)により示されるように、不適切となり、ポリエステル複合繊維の含有率が約45重量%より高くなると、上記の特性におけるさらなる改善は、ほとんど見られなくなり、上記糸の伸張性が、糸の組成に関して複合則に従わないことを示唆する。それは、予期ししていなかったことである。糸の全体の沸水収縮率は、少なくとも約32%であり、それは、沸水処理後に上記糸に0.045g/den(0.04dN/tex)荷重した場合の約30%の伸び率に相当する。全体の沸水収縮率が、少なくとも約40%であるのが好ましい。本発明の紡績糸は、従来型のアクリル紡績糸よりも大きい嵩を呈することも望ましい。上記紡績糸は、従来型の短繊維(例、従来型のポリ(エチレンテレフタレート)短繊維を含有してもよい。
【0013】
上記複合短繊維は、少なくとも約35%の捲縮堅牢度(「CD」)値を有することが可能であり、少なくとも約10%、好ましくは少なくとも約20%、ほとんど織編がない場合には、約45%以下、好ましくは約30%以下の捲縮率(「CI」)値を有することが可能である。CD値が、35%よりも小さい場合、紡績糸は、非常に低い全体の沸水収縮率を有すことになるので、それらから作製される布地に良好な伸張を提供できない。CI値が、約10%よりも低い場合、満足のいくカーディングや紡績には、機械捲縮が必要となりうる。CI値が、約45%よりも高い場合、複合短繊維は、かなり多くの捲縮を有するので、アクリル短繊維とブレンドされた場合でさえ、容易にカーディングすることができない。
【0014】
複合短繊維のCI値が、許容値の範囲内で低い場合、カーディング作用を弱めることなく、さらに高い比率のポリエステル複合短繊維を使用することが可能である。CDが、許容値の範囲内で高い場合、全体の沸水収縮率を下げることなく、さらに低い比率の複合短繊維をブレンドした糸に使用することが可能である。具体的には、繊維のブレンド率、CI、およびカーディング作用は、相関するので、ブレンド中の複合繊維の量が少ないとしても(例えば、紡績糸の全重量を基準として、約17重量%)、十分なカーディング作用が、高いCI値(例えば、約45%)と共に保持されることが可能である。同様に、繊維のブレンド率、CD、および全体の沸水収縮率は、相関するので、CDが高い(例えば、約55%以上)ならば、十分な全体の沸水収縮率は、紡績糸の全重量を基準として、約17重量%の複合繊維でさえ保持されることが可能である。
【0015】
ブレンドした繊維をリング紡績して、木綿紡績機か梳毛紡績機のどちらかにで、上記糸を作製することが可能である。複合短繊維およびアクリル繊維は、少なくとも約2.5cm〜約10cm以下の長さを有することが可能である。繊維が、約2.5cmより短いかもしくは約5.7cmよりも長い場合、木綿紡績機で繊維を紡績するのは困難である。繊維が、約5cmよりも短いかもしくは約10cmよりも長い場合、梳毛紡績機で繊維を紡績するのは困難である。
【0016】
上記複合繊維は、繊維あたり、少なくとも約0.7デシテックス、好ましくは少なくとも約0.9デシテックス、かつ繊維あたり約3.0デシテックス以下、好ましくは繊維あたり約2.5デシテックス未満の綿密度を有することが可能である。上記複合短繊維が、繊維あたり約3.0デシテックスより大きい綿密度を有する場合、上記糸は、粗い手触りを有し、アクリル繊維でブレンドするのは困難となる。上記糸が、繊維あたり約0.7デシテックス未満の綿密度を有する場合、カーディングするのは困難である。
【0017】
上記複合短繊維は、約30:70〜70:30、好ましくは40:60〜60:40の、ポリ(トリメチレンテレフタレート)に対するポリ(エチレンテレフタレート)の重量比を有することが可能である。複合繊維を含む上記ポリエステルのうち一方または両方は、コポリエステルであり、「ポリ(エチレンテレフタレート)」および「ポリ(トリメチレンテレフタレート)」は、それらの意味内に、上記のコポリエステルを含む。例えば、コポリ(エチレンテレフタレート)が、使用されることが可能であり、コポリエステルを合成するのに用いるコモノマーは、4〜12個の炭素原子を有する鎖状、環状、および分枝の脂肪族ジカルボン酸(例えば、ブタン二酸、ペンタン二酸、ヘキサン二酸、ドデカン二酸、および1,4−シクロヘキサンジカルボン酸)、テレフタル酸以外の8〜12個の炭素原子を有する芳香族ジカルボン酸(例えば、イソフタル酸および2,6−ナフタレンジカルボン酸)、3〜8個の炭素原子を有する鎖状、環状、および分枝の脂肪族ジオール(例えば、1,3−プロパンジオール、1,2−プロパンジオール、1,4−ブタンジオール、3−メチル−1,5−ペンタンジオール、2,2−ジメチル−1,3−プロパンジオール、2−メチル−1,3−プロパンジオール、および1,4−シクロヘキサンジオール)、および4〜10個の炭素原子を有する脂肪族およびアリール脂肪族(araliphatic)エーテルグリコール(例えば、ヒドロキノンビス(2−ヒドロキシエチル)エーテル、またはジエチレンエーテルグリコールをはじめとする約460より小さい分子量を有するポリ(エチレンエーテル)グリコール)よりなる群から選択される。コモノマーは、本発明の利益を損なわない程度まで、例えば、全ポリマー成分を基準として約0.5〜15モルパーセントの濃度で、存在することが可能である。イソフタル酸、ペンタン二酸、ヘキサン二酸、1,3−プロパンジオール、および1,4−ブタンジオールは、好適なコモノマーである。
【0018】
コモノマーが、本発明の利益に悪影響を有することがないならば、上記のコポリエステルは、僅かな量の他のコモノマーで合成されることが可能である。上記の他のコモノマーとして、5−ナトリウムスルホイソフタレート、3−(2−スルホエチル)ヘキサン二酸のナトリウム塩、およびそれらのジアルキルエステルが挙げられ、それらは、全ポリエステルを基準として約0.2〜4モルパーセント組み込まれることが可能である。酸性染料の染色性を改善するために、(コ)ポリエステルは、高分子の第二級アミン添加剤(例えば、ポリ(6,6’−イミノ−ビスヘキサメチレンテレフタルアミド)およびそれらとヘキサメチレンジアミンのコポリアミド、好ましくはそれらのリン酸および亜リン酸塩)と混合させることも可能である。
【0019】
複合繊維の外断面に関して、特に限定しないが、円形、楕円形、三角形、「雪だるま形」等が可能である。「雪だるま形」断面は、長軸と、短軸と、さらには短軸-長軸プロットを作図した際に、少なくとも2つの最大短軸長とを有する並列断面として表わすことが可能である。一実施形態において、本発明の紡績糸は、アクリル短繊維と、ポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)を含む複合短繊維とを含んでなり、それらの表面に複数の長手方向の溝を有する。上記の複合短繊維は、ポリエステル複合繊維の吐出特性を改善できる「帆立貝の形状をした楕円形」の断面を有すると考えることができる。
【0020】
本発明の紡績糸のポリエステル複合短繊維は、本発明の利益を損なわない限り、相溶化剤(例、静電気防止剤、酸化防止剤、抗菌剤、防炎加工剤等)、染料、光安定剤、およびつや消し(例、二酸化チタン)を含むことが可能である。
【0021】
本発明の紡績糸を構成する複合短繊維は、少なくとも約4dN/texで約5.5dN/tex以下の破壊靭性を有すことが可能である。靭性が、非常に低い場合、カーディングおよび紡績が、困難となり、非常に高い場合、本発明の紡績糸から作製された布地は、望ましくないピリングを示す。上記紡績糸の綿密度は、約100〜700デニール(111〜778デシテックス)の範囲になることが可能である。
【0022】
編物(例えば、丸編みおよび平編みを含めて、たて編およびよこ編)および織物(例えば、平織および綾織)の伸張性布地は、本発明の紡績糸から作製されることが可能である。
【0023】
本発明の方法は、アクリル短繊維をポリエステル複合短繊維と均質ブレンドして混合する工程を備え、複合短繊維は、ブレンドした繊維の総重量を基準として、少なくとも約17重量%〜約45重量%、好ましくは少なくとも約25重量%〜約40重量%の濃度で存在する。
【0024】
上記短繊維は、その低いCI値のため、カーディングを改善すると確信されているので、方法において、「始端部の後ろ」が捲縮した複合短繊維の使用が、好ましい。同様に、短繊維に対して2種前駆物質の複合繊維は、互いに「相互にしっかりと整合した状態」、「ずれがない状態」が、好ましい。
【0025】
上記ブレンドした繊維は、ブレンドした繊維をカーディングして、カードスライバを作製し、カードスライバを延伸して、交撚して、カードスライバを3倍まで再び延伸し、延伸スライバを粗紡に変え、粗紡をリング精紡し、好ましくは3〜5.5の撚係数(twist multiplier)で、紡績糸を作製することにより、さらに加工されることが可能であり、上記ブレンドした繊維は少なくとも約32%の全体の沸水収縮率を有することが可能である。
【0026】
ビスコテック落球式粘度計Y−900型(Viscotek Forced Flow Viscometer Model Y−900)を用いて、0.4%濃度、19℃で、ASTM D−4603−96に基づいて、規定の60/40重量%のフェノール/1,1,2,2−テトラクロロエタンの代わりに50/50重量%のトリフルオロ酢酸/塩化メチレンにおいて、上記ポリエステルの固有粘性(「IV」)を測定した。その後、測定した粘性を60/40重量%のフェノール/1,1,2,2−テトラクロロエタンの標準粘度と相関させて、報告した固有粘性値を得た。
【0027】
複合繊維のトウの捲縮堅牢度および捲縮率を測定する以下の方法を用いた。トウの捲縮率(C.I.)を測定するために、1.1メートルのポリエステル複合短繊維のサンプルを計量し、そのデニールを算出した。概してトウは、約38,000〜60,000デニール(42,000〜66,700デシテックス)であった。25mm離れた2つの結び目をトウの両端に付けた。1つ目の端の内側の結び目に1回目のクランプを施し、40mg/den(0.035dN/tex)重を2つ目の端の結び目の間に吊り下げて、垂直サンプルに張力を加えた。重りを3回ゆっくり上下させ、サンプルを動かした。次に、2つ目の端の結び目間の適所に重りがついている状態で、1つ目の端の内側の結び目から100センチメートル下の地点で、2回目のクランプを施し、0.035dN/texの重りを2つ目の端から外した。そして張力を維持したままで、サンプルを反転させ、1つ目の端が下になるようにした。1.5mg/den(0.0013dN/tex)重を1つ目の端にある結び目間に吊り下げ、1つ目の端に施された1回目のクランプを外した。サンプルは、0.0013dN/tex重に反して収縮し、1つ目の端の内側の結び目からクランプ地点までの(収縮した)長さをセンチメートル単位で測定し、Lrとした。式Iに従ってC.I.を算出する。トウ捲縮堅牢度(C.D.)の測定に、同じ手順を実施した。ただし、40mg/den(0.035dN/tex)重を加える前に、1.1メートルのサンプルを沸騰水に1分間入れ、完全に乾くまで、そのままの状態で放置した。
C.I.およびC.D.(%)=100×(100cm− Lr)/100cm (I)
【0028】
紡績糸の全体の沸水収縮率を測定するために、標準の糸巻き機で上記の糸を25巻分のかせにした。糸巻き機でサンプルが引っ張られている状態で、色素マーカーでサンプルの10インチ(25.4センチメートル)の長さ(Lo)に印を付けた。かせ糸を糸巻き機からはずし、そのままの状態で、沸騰水に1分間入れ、取り出した後、室温で乾くまで放置した。乾燥したかせ糸を平面に置き、色素マーカーで印を付けた距離を再度測定した(Lbo)。式IIより、全体の沸水収縮率を算出した。
総B.O.S.(%)= 100×(Lbo −Lo)/Lo (II)
【実施例】
【0029】
(実施例1A)
第二工程においてアンチモンエステル交換反応触媒を用いる2工程のプロセスで、テレフタル酸とエチレングリコールから、0.56IVのポリ(エチレンテレフタレート)を連続重合装置内で調製した。TiO2(ポリマーの重量を基準として0.3重量%)を加え、285℃で上記ポリマーを移送させ、280℃に保たった790穴の前部合体の(precoalescence)複合繊維紡糸口金パックへ定量ポンプで供給した。ポリ(トリメチレンテレフタレート)(1.04IVソロナ(Sorona)(登録商標)、(イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I.DuPont de Nemours and Company)の登録商標))を乾燥させ、258℃で溶融押出し、紡糸口金パックへ個別に定量供給した。
【0030】
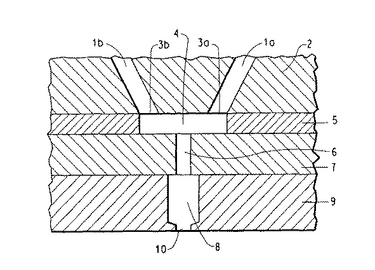
図1は、使用した紡糸口金パックの断面図である。穴1aおよび1bで分配プレート2に流れ込んだ溶融したポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)は、対応する環状チャネル3aおよび3bを介して、放射状に分配され、分配プレート5のスロット4で、互いに初めて接触した。2種のポリエステルは、調量プレート7の穴6、次に紡糸口金プレート9の端ぐり穴8を通過し、毛細管10を介して紡糸口金プレートより出た。穴6および毛細管10の内径は、ほぼ同じであった。
【0031】
繊維は、毛細管あたり0.5−1.0グラム/分で紡糸され、空気:ポリマーの質量比が9:1〜13:1の範囲内になるように、142〜200立方フィート/分(4.0から5.6立方メートル/分)で、重量比50/50の2G−T//3G−Tポリマーを放射状の空気流へ供給した。急冷チャンバーは、米国特許公報(特許文献4)に開示されているのとほぼ同じであり、参照として本明細書に組み込まれる。ただし「一定の」空気流を供給するために、概して同じサイズの穿孔を複数有する急冷ガス分配シリンダーを用いた。参照として本明細書に組み込まれる、米国特許公報(特許文献5)に開示されている円錐状のアプリケーターを用いて、繊維の重量を基準として、0.07重量%〜0.09重量%で、紡糸仕上げ剤を繊維に塗布した後、繊維を1700メートル/分でパッケージ上に巻き取った。
【0032】
約48パッケージの、結果として作製されたサイドバイサイド(並列)型の円形断面繊維を複合して、約130,000デニール(144,400デシテックス)のトウを作製し、供給ロール周囲から第一延伸ロール(室温の水槽で、2.37倍延伸)へトウを通過させ、85℃〜90℃、50ヤード/分(46メートル/分)で稼動し、温水スプレーを送る第二延伸ロール(1.11倍延伸)を通過させることによる2段階で、繊維を2.63倍に延伸させ、170℃で稼動する6つのロールに接触させて熱処理し、引き抜きロールへ10%まで過剰供給し、従来型の織物仕上げ剤を塗布した後、35℃未満で運転する連続強制対流ドライヤーを通過させた。トウは、1.3デニール/フィラメント(1.4デシテックス/フィラメント)の綿密度を有し、その靭性は、4.8グラム/den(4.3dN/tex)であり、そのCIは34であり、そのCDは53であった。
【0033】
次に、トウを、ほぼ無張力下で、箱に回収し、実施例1Bにおけるアクリル繊維とブレンドするために、1.5インチ(3.8センチメートル)のステープルに切断した。複合短繊維に、機械捲縮を施さなかった。
【0034】
(実施例1B)
実施例1Aからのポリエステル複合短繊維と、半暗の、フィラメントあたり0.9デニール(フィラメントあたり1.0デシテックス)、1 1/16インチ(2.7cm)長のアクリル短繊維(T−V111H,スターリング・ファイバー社(Sterling Fibers,Inc.)を開繊して、均質にブレンドして、それぞれ異なる重量パーセントの2種の繊維を得た。70ポンド/時(32kg/時)で、Trutzschler社(Trutzschler Corp.)製のステープルカードに供給する複式供給シュート供給装置に繊維を装入した。ポリエステル複合繊維100重量%であるサンプルをカーディングするのは不可能であることを観察した。周囲条件を76°F(24℃)、56%相対湿度に維持した。結果として得たカードスライバは、75グレーン/ヤード(約5.25グラム/メートル)であった。カードスライバの6本の端を回収して、ライター(Reiter)(RSB)練条機で70グレーン/ヤード(4.90グラム/メートル)まで牽伸した。1回延伸した70グレーン/ヤードのスライバの6本の端に同じプロセスを施し、2回延伸した70グレーン/ヤード(約48,500デシテックス)のスライバを得た。その後、従来型の粗紡機で、そのスライバを0.75かせ(7795デシテックス)の粗紡に変えた。粗紡プロセスでの総牽伸は、6.3倍であった。撚係数は0.7であった。粗紡をロバートズ(Roberts)リング精紡機で紡績して、撚係数4.0を有する12/1木綿番手(492デシテックス)紡績糸を得た。紡績工程の総牽伸は、16.0であった。
【0035】
結果として作製した紡績糸は、表1に示す総沸水収縮(「B.O.S.」)値を有し、表1において、「対照」は、対照サンプル(本発明でない)を示す。
【0036】
【表1】

【0037】
表1のデータの書き込みは、複合短繊維が紡績糸の17重量%を構成する場合、32%の所望の最低の全体沸水収縮率が得られ、約45%を超える場合、更なる改善はほとんど観察されかったことを示す。
【図面の簡単な説明】
【0038】
【図1】複合ポリエステル繊維トウを作製するのに有用な紡糸口金パックの概略断面図を示す。
【技術分野】
【0001】
本発明は、ポリエステル短繊維(polyestel staple fiber)およびアクリル短繊維(acrylic staple fiber)を含む紡績糸(spun yarn)に関し、さらに具体的には、上記ポリエステルステープルが、上記糸に優れた伸張性を付与する複合繊維である紡績糸に関する。
【背景技術】
【0002】
複合繊維(bicomponent fiber)は、公知であり、例えば、米国特許公報(特許文献1)、米国特許公報(特許文献2)および国際公開特許出願(特許文献3)に記載されている。しかしながら、このような繊維から作製された糸は、有用な弾性糸に必要される伸張性や回復性に欠け、或いは、所望のレベルの糸弾性を達成するためには、他の弾性繊維に通常必要とされる比率よりも高い比率で上記繊維を必要としうる。
【0003】
【特許文献1】米国特許第3671379号明細書
【特許文献2】米国特許第5,922,433号明細書
【特許文献3】国際公開第2000-73552号パンフレット
【特許文献4】米国特許第5,219,506号明細書
【特許文献5】米国特許出願US2002−0051880−A1号明細書
【発明の開示】
【発明が解決しようとする課題】
【0004】
優れた伸張性を有するポリエステル複合短繊維とアクリル繊維の経済的な紡績糸が、依然として必要とされている。
【課題を解決するための手段】
【0005】
本発明は、少なくとも約30重量パーセントのアクリル短繊維と、ポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)を含むポリエステル複合短繊維とを含む紡績糸を提供し、上記ポリエステル複合繊維は、上記糸の全重量を基準として、約17〜約45重量パーセント存在する。好適な一実施形態において、本発明の糸には、上記糸の全重量を基準として、少なくとも約50重量パーセントのアクリル繊維が含まれる。上記糸の含有率における上記繊維の含有率を差し引いた残りの含有率の繊維は、従来型短繊維のいずれでもよい。例えば、本発明の紡績糸は、従来型のポリ(エチレンテレフタレート)短繊維を含んでもよい。
【0006】
本発明は、さらに、上記紡績糸を作製するための方法も提供し、上記複合短繊維を提供する以下の工程を備える。アクリル短繊維を提供する工程;得られる1混合物が、上記糸の全重量を基準として、少なくとも約30重量パーセントのアクリル短繊維と約17〜約45重量パーセントのポリエステル複合繊維を含有するように、アクリル短繊維と上記複合短繊維を均質ブレンド(intimate blend)により混合する工程;ブレンドした繊維をカーディング(carding)して、カードスライバ(card sliver)を作製する工程;カードスライバを延伸する工程:カードスライバを交撚(doubling)して再延伸(redrawing)する工程;延伸スライバを粗紡(roving)に変える工程;および粗紡をリング精紡(ring−spinning)して紡績糸を作製する工程。
【0007】
本発明は、さらに、上記の方法により、作製される上記の紡績糸を含む編物(knits)および織物(wovens)よりなる群から選択される布地(fabric)を提供する。
【発明を実施するための最良の形態】
【0008】
アクリル短繊維と、ポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)を含む特定の比率の複合短繊維とを含む紡績糸は、上記複合短繊維の含有率が限定されている場合でさえも、予期しない優れた伸張性を有することが現在判明されている。紡績糸は、衣服地(例えば、セーター等)、手芸糸、および他のアウトドア用布地(例えば、オーニング(日よけ)、テント、タープ、デッキおよびローンチェア(ガーデンチェア)等)に使用されることが可能である。上記の布地は、編物または織物でありうる。
【0009】
本明細書で用いる、「複合繊維」は、2種のポリマーが、サイドバイサイド(並列)型、または偏心−シース・コア型である繊維を意味し、自然捲縮した繊維と、潜在捲縮性繊維の両方の繊維が含まれる。
【0010】
「均質ブレンド」は、カードに混合物を供給する前に、開繊室において(例えば、ウェイパン・ホッパーフィーダー(秤量供給装置)を用いて)、重量測定を行い、完全に混合する方法、或いは、カードの複式供給シュート内で繊維を混合する方法を意味し、延伸機のブレンドとは異なる。
【0011】
本明細書で用いる、「アクリル繊維」は、繊維生成物質がアクリロニトリル単位を含む長鎖の合成ポリマーである人造繊維を意味し、アクリル繊維(その少なくとも85重量パーセントがアクリロニトリル単位)、アクリル系繊維(その85パーセント未満であるが少なくとも35重量パーセントがアクリロニトリル単位)、およびそれらの繊維のブレンドをその意味に含む。
【0012】
本発明の紡績糸は、少なくとも約30重量パーセント、好ましくは少なくとも約50重量パーセントのアクリル短繊維と、ポリ(エチレンテレフタレート)(「2G−T」)およびポリ(トリメチレンテレフタレート)(「3G−T」)を含むポリエステル複合短繊維とを一緒に含んでなり、上記ポリエステル複合繊維は、上記糸の全重量を基準として、少なくとも約17重量パーセント〜約45重量パーセント、好ましくは少なくとも約25重量パーセント〜約40重量パーセント存在する。ポリエステル複合繊維の含有率が、約17重量%未満である場合、上記糸の伸張性は、全体の沸水収縮率(boil−off shrinkage)により示されるように、不適切となり、ポリエステル複合繊維の含有率が約45重量%より高くなると、上記の特性におけるさらなる改善は、ほとんど見られなくなり、上記糸の伸張性が、糸の組成に関して複合則に従わないことを示唆する。それは、予期ししていなかったことである。糸の全体の沸水収縮率は、少なくとも約32%であり、それは、沸水処理後に上記糸に0.045g/den(0.04dN/tex)荷重した場合の約30%の伸び率に相当する。全体の沸水収縮率が、少なくとも約40%であるのが好ましい。本発明の紡績糸は、従来型のアクリル紡績糸よりも大きい嵩を呈することも望ましい。上記紡績糸は、従来型の短繊維(例、従来型のポリ(エチレンテレフタレート)短繊維を含有してもよい。
【0013】
上記複合短繊維は、少なくとも約35%の捲縮堅牢度(「CD」)値を有することが可能であり、少なくとも約10%、好ましくは少なくとも約20%、ほとんど織編がない場合には、約45%以下、好ましくは約30%以下の捲縮率(「CI」)値を有することが可能である。CD値が、35%よりも小さい場合、紡績糸は、非常に低い全体の沸水収縮率を有すことになるので、それらから作製される布地に良好な伸張を提供できない。CI値が、約10%よりも低い場合、満足のいくカーディングや紡績には、機械捲縮が必要となりうる。CI値が、約45%よりも高い場合、複合短繊維は、かなり多くの捲縮を有するので、アクリル短繊維とブレンドされた場合でさえ、容易にカーディングすることができない。
【0014】
複合短繊維のCI値が、許容値の範囲内で低い場合、カーディング作用を弱めることなく、さらに高い比率のポリエステル複合短繊維を使用することが可能である。CDが、許容値の範囲内で高い場合、全体の沸水収縮率を下げることなく、さらに低い比率の複合短繊維をブレンドした糸に使用することが可能である。具体的には、繊維のブレンド率、CI、およびカーディング作用は、相関するので、ブレンド中の複合繊維の量が少ないとしても(例えば、紡績糸の全重量を基準として、約17重量%)、十分なカーディング作用が、高いCI値(例えば、約45%)と共に保持されることが可能である。同様に、繊維のブレンド率、CD、および全体の沸水収縮率は、相関するので、CDが高い(例えば、約55%以上)ならば、十分な全体の沸水収縮率は、紡績糸の全重量を基準として、約17重量%の複合繊維でさえ保持されることが可能である。
【0015】
ブレンドした繊維をリング紡績して、木綿紡績機か梳毛紡績機のどちらかにで、上記糸を作製することが可能である。複合短繊維およびアクリル繊維は、少なくとも約2.5cm〜約10cm以下の長さを有することが可能である。繊維が、約2.5cmより短いかもしくは約5.7cmよりも長い場合、木綿紡績機で繊維を紡績するのは困難である。繊維が、約5cmよりも短いかもしくは約10cmよりも長い場合、梳毛紡績機で繊維を紡績するのは困難である。
【0016】
上記複合繊維は、繊維あたり、少なくとも約0.7デシテックス、好ましくは少なくとも約0.9デシテックス、かつ繊維あたり約3.0デシテックス以下、好ましくは繊維あたり約2.5デシテックス未満の綿密度を有することが可能である。上記複合短繊維が、繊維あたり約3.0デシテックスより大きい綿密度を有する場合、上記糸は、粗い手触りを有し、アクリル繊維でブレンドするのは困難となる。上記糸が、繊維あたり約0.7デシテックス未満の綿密度を有する場合、カーディングするのは困難である。
【0017】
上記複合短繊維は、約30:70〜70:30、好ましくは40:60〜60:40の、ポリ(トリメチレンテレフタレート)に対するポリ(エチレンテレフタレート)の重量比を有することが可能である。複合繊維を含む上記ポリエステルのうち一方または両方は、コポリエステルであり、「ポリ(エチレンテレフタレート)」および「ポリ(トリメチレンテレフタレート)」は、それらの意味内に、上記のコポリエステルを含む。例えば、コポリ(エチレンテレフタレート)が、使用されることが可能であり、コポリエステルを合成するのに用いるコモノマーは、4〜12個の炭素原子を有する鎖状、環状、および分枝の脂肪族ジカルボン酸(例えば、ブタン二酸、ペンタン二酸、ヘキサン二酸、ドデカン二酸、および1,4−シクロヘキサンジカルボン酸)、テレフタル酸以外の8〜12個の炭素原子を有する芳香族ジカルボン酸(例えば、イソフタル酸および2,6−ナフタレンジカルボン酸)、3〜8個の炭素原子を有する鎖状、環状、および分枝の脂肪族ジオール(例えば、1,3−プロパンジオール、1,2−プロパンジオール、1,4−ブタンジオール、3−メチル−1,5−ペンタンジオール、2,2−ジメチル−1,3−プロパンジオール、2−メチル−1,3−プロパンジオール、および1,4−シクロヘキサンジオール)、および4〜10個の炭素原子を有する脂肪族およびアリール脂肪族(araliphatic)エーテルグリコール(例えば、ヒドロキノンビス(2−ヒドロキシエチル)エーテル、またはジエチレンエーテルグリコールをはじめとする約460より小さい分子量を有するポリ(エチレンエーテル)グリコール)よりなる群から選択される。コモノマーは、本発明の利益を損なわない程度まで、例えば、全ポリマー成分を基準として約0.5〜15モルパーセントの濃度で、存在することが可能である。イソフタル酸、ペンタン二酸、ヘキサン二酸、1,3−プロパンジオール、および1,4−ブタンジオールは、好適なコモノマーである。
【0018】
コモノマーが、本発明の利益に悪影響を有することがないならば、上記のコポリエステルは、僅かな量の他のコモノマーで合成されることが可能である。上記の他のコモノマーとして、5−ナトリウムスルホイソフタレート、3−(2−スルホエチル)ヘキサン二酸のナトリウム塩、およびそれらのジアルキルエステルが挙げられ、それらは、全ポリエステルを基準として約0.2〜4モルパーセント組み込まれることが可能である。酸性染料の染色性を改善するために、(コ)ポリエステルは、高分子の第二級アミン添加剤(例えば、ポリ(6,6’−イミノ−ビスヘキサメチレンテレフタルアミド)およびそれらとヘキサメチレンジアミンのコポリアミド、好ましくはそれらのリン酸および亜リン酸塩)と混合させることも可能である。
【0019】
複合繊維の外断面に関して、特に限定しないが、円形、楕円形、三角形、「雪だるま形」等が可能である。「雪だるま形」断面は、長軸と、短軸と、さらには短軸-長軸プロットを作図した際に、少なくとも2つの最大短軸長とを有する並列断面として表わすことが可能である。一実施形態において、本発明の紡績糸は、アクリル短繊維と、ポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)を含む複合短繊維とを含んでなり、それらの表面に複数の長手方向の溝を有する。上記の複合短繊維は、ポリエステル複合繊維の吐出特性を改善できる「帆立貝の形状をした楕円形」の断面を有すると考えることができる。
【0020】
本発明の紡績糸のポリエステル複合短繊維は、本発明の利益を損なわない限り、相溶化剤(例、静電気防止剤、酸化防止剤、抗菌剤、防炎加工剤等)、染料、光安定剤、およびつや消し(例、二酸化チタン)を含むことが可能である。
【0021】
本発明の紡績糸を構成する複合短繊維は、少なくとも約4dN/texで約5.5dN/tex以下の破壊靭性を有すことが可能である。靭性が、非常に低い場合、カーディングおよび紡績が、困難となり、非常に高い場合、本発明の紡績糸から作製された布地は、望ましくないピリングを示す。上記紡績糸の綿密度は、約100〜700デニール(111〜778デシテックス)の範囲になることが可能である。
【0022】
編物(例えば、丸編みおよび平編みを含めて、たて編およびよこ編)および織物(例えば、平織および綾織)の伸張性布地は、本発明の紡績糸から作製されることが可能である。
【0023】
本発明の方法は、アクリル短繊維をポリエステル複合短繊維と均質ブレンドして混合する工程を備え、複合短繊維は、ブレンドした繊維の総重量を基準として、少なくとも約17重量%〜約45重量%、好ましくは少なくとも約25重量%〜約40重量%の濃度で存在する。
【0024】
上記短繊維は、その低いCI値のため、カーディングを改善すると確信されているので、方法において、「始端部の後ろ」が捲縮した複合短繊維の使用が、好ましい。同様に、短繊維に対して2種前駆物質の複合繊維は、互いに「相互にしっかりと整合した状態」、「ずれがない状態」が、好ましい。
【0025】
上記ブレンドした繊維は、ブレンドした繊維をカーディングして、カードスライバを作製し、カードスライバを延伸して、交撚して、カードスライバを3倍まで再び延伸し、延伸スライバを粗紡に変え、粗紡をリング精紡し、好ましくは3〜5.5の撚係数(twist multiplier)で、紡績糸を作製することにより、さらに加工されることが可能であり、上記ブレンドした繊維は少なくとも約32%の全体の沸水収縮率を有することが可能である。
【0026】
ビスコテック落球式粘度計Y−900型(Viscotek Forced Flow Viscometer Model Y−900)を用いて、0.4%濃度、19℃で、ASTM D−4603−96に基づいて、規定の60/40重量%のフェノール/1,1,2,2−テトラクロロエタンの代わりに50/50重量%のトリフルオロ酢酸/塩化メチレンにおいて、上記ポリエステルの固有粘性(「IV」)を測定した。その後、測定した粘性を60/40重量%のフェノール/1,1,2,2−テトラクロロエタンの標準粘度と相関させて、報告した固有粘性値を得た。
【0027】
複合繊維のトウの捲縮堅牢度および捲縮率を測定する以下の方法を用いた。トウの捲縮率(C.I.)を測定するために、1.1メートルのポリエステル複合短繊維のサンプルを計量し、そのデニールを算出した。概してトウは、約38,000〜60,000デニール(42,000〜66,700デシテックス)であった。25mm離れた2つの結び目をトウの両端に付けた。1つ目の端の内側の結び目に1回目のクランプを施し、40mg/den(0.035dN/tex)重を2つ目の端の結び目の間に吊り下げて、垂直サンプルに張力を加えた。重りを3回ゆっくり上下させ、サンプルを動かした。次に、2つ目の端の結び目間の適所に重りがついている状態で、1つ目の端の内側の結び目から100センチメートル下の地点で、2回目のクランプを施し、0.035dN/texの重りを2つ目の端から外した。そして張力を維持したままで、サンプルを反転させ、1つ目の端が下になるようにした。1.5mg/den(0.0013dN/tex)重を1つ目の端にある結び目間に吊り下げ、1つ目の端に施された1回目のクランプを外した。サンプルは、0.0013dN/tex重に反して収縮し、1つ目の端の内側の結び目からクランプ地点までの(収縮した)長さをセンチメートル単位で測定し、Lrとした。式Iに従ってC.I.を算出する。トウ捲縮堅牢度(C.D.)の測定に、同じ手順を実施した。ただし、40mg/den(0.035dN/tex)重を加える前に、1.1メートルのサンプルを沸騰水に1分間入れ、完全に乾くまで、そのままの状態で放置した。
C.I.およびC.D.(%)=100×(100cm− Lr)/100cm (I)
【0028】
紡績糸の全体の沸水収縮率を測定するために、標準の糸巻き機で上記の糸を25巻分のかせにした。糸巻き機でサンプルが引っ張られている状態で、色素マーカーでサンプルの10インチ(25.4センチメートル)の長さ(Lo)に印を付けた。かせ糸を糸巻き機からはずし、そのままの状態で、沸騰水に1分間入れ、取り出した後、室温で乾くまで放置した。乾燥したかせ糸を平面に置き、色素マーカーで印を付けた距離を再度測定した(Lbo)。式IIより、全体の沸水収縮率を算出した。
総B.O.S.(%)= 100×(Lbo −Lo)/Lo (II)
【実施例】
【0029】
(実施例1A)
第二工程においてアンチモンエステル交換反応触媒を用いる2工程のプロセスで、テレフタル酸とエチレングリコールから、0.56IVのポリ(エチレンテレフタレート)を連続重合装置内で調製した。TiO2(ポリマーの重量を基準として0.3重量%)を加え、285℃で上記ポリマーを移送させ、280℃に保たった790穴の前部合体の(precoalescence)複合繊維紡糸口金パックへ定量ポンプで供給した。ポリ(トリメチレンテレフタレート)(1.04IVソロナ(Sorona)(登録商標)、(イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I.DuPont de Nemours and Company)の登録商標))を乾燥させ、258℃で溶融押出し、紡糸口金パックへ個別に定量供給した。
【0030】
図1は、使用した紡糸口金パックの断面図である。穴1aおよび1bで分配プレート2に流れ込んだ溶融したポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)は、対応する環状チャネル3aおよび3bを介して、放射状に分配され、分配プレート5のスロット4で、互いに初めて接触した。2種のポリエステルは、調量プレート7の穴6、次に紡糸口金プレート9の端ぐり穴8を通過し、毛細管10を介して紡糸口金プレートより出た。穴6および毛細管10の内径は、ほぼ同じであった。
【0031】
繊維は、毛細管あたり0.5−1.0グラム/分で紡糸され、空気:ポリマーの質量比が9:1〜13:1の範囲内になるように、142〜200立方フィート/分(4.0から5.6立方メートル/分)で、重量比50/50の2G−T//3G−Tポリマーを放射状の空気流へ供給した。急冷チャンバーは、米国特許公報(特許文献4)に開示されているのとほぼ同じであり、参照として本明細書に組み込まれる。ただし「一定の」空気流を供給するために、概して同じサイズの穿孔を複数有する急冷ガス分配シリンダーを用いた。参照として本明細書に組み込まれる、米国特許公報(特許文献5)に開示されている円錐状のアプリケーターを用いて、繊維の重量を基準として、0.07重量%〜0.09重量%で、紡糸仕上げ剤を繊維に塗布した後、繊維を1700メートル/分でパッケージ上に巻き取った。
【0032】
約48パッケージの、結果として作製されたサイドバイサイド(並列)型の円形断面繊維を複合して、約130,000デニール(144,400デシテックス)のトウを作製し、供給ロール周囲から第一延伸ロール(室温の水槽で、2.37倍延伸)へトウを通過させ、85℃〜90℃、50ヤード/分(46メートル/分)で稼動し、温水スプレーを送る第二延伸ロール(1.11倍延伸)を通過させることによる2段階で、繊維を2.63倍に延伸させ、170℃で稼動する6つのロールに接触させて熱処理し、引き抜きロールへ10%まで過剰供給し、従来型の織物仕上げ剤を塗布した後、35℃未満で運転する連続強制対流ドライヤーを通過させた。トウは、1.3デニール/フィラメント(1.4デシテックス/フィラメント)の綿密度を有し、その靭性は、4.8グラム/den(4.3dN/tex)であり、そのCIは34であり、そのCDは53であった。
【0033】
次に、トウを、ほぼ無張力下で、箱に回収し、実施例1Bにおけるアクリル繊維とブレンドするために、1.5インチ(3.8センチメートル)のステープルに切断した。複合短繊維に、機械捲縮を施さなかった。
【0034】
(実施例1B)
実施例1Aからのポリエステル複合短繊維と、半暗の、フィラメントあたり0.9デニール(フィラメントあたり1.0デシテックス)、1 1/16インチ(2.7cm)長のアクリル短繊維(T−V111H,スターリング・ファイバー社(Sterling Fibers,Inc.)を開繊して、均質にブレンドして、それぞれ異なる重量パーセントの2種の繊維を得た。70ポンド/時(32kg/時)で、Trutzschler社(Trutzschler Corp.)製のステープルカードに供給する複式供給シュート供給装置に繊維を装入した。ポリエステル複合繊維100重量%であるサンプルをカーディングするのは不可能であることを観察した。周囲条件を76°F(24℃)、56%相対湿度に維持した。結果として得たカードスライバは、75グレーン/ヤード(約5.25グラム/メートル)であった。カードスライバの6本の端を回収して、ライター(Reiter)(RSB)練条機で70グレーン/ヤード(4.90グラム/メートル)まで牽伸した。1回延伸した70グレーン/ヤードのスライバの6本の端に同じプロセスを施し、2回延伸した70グレーン/ヤード(約48,500デシテックス)のスライバを得た。その後、従来型の粗紡機で、そのスライバを0.75かせ(7795デシテックス)の粗紡に変えた。粗紡プロセスでの総牽伸は、6.3倍であった。撚係数は0.7であった。粗紡をロバートズ(Roberts)リング精紡機で紡績して、撚係数4.0を有する12/1木綿番手(492デシテックス)紡績糸を得た。紡績工程の総牽伸は、16.0であった。
【0035】
結果として作製した紡績糸は、表1に示す総沸水収縮(「B.O.S.」)値を有し、表1において、「対照」は、対照サンプル(本発明でない)を示す。
【0036】
【表1】
【0037】
表1のデータの書き込みは、複合短繊維が紡績糸の17重量%を構成する場合、32%の所望の最低の全体沸水収縮率が得られ、約45%を超える場合、更なる改善はほとんど観察されかったことを示す。
【図面の簡単な説明】
【0038】
【図1】複合ポリエステル繊維トウを作製するのに有用な紡糸口金パックの概略断面図を示す。
【特許請求の範囲】
【請求項1】
紡績糸(spun yarn)であって、前記糸の全重量を基準として、少なくとも約30重量パーセントのアクリル短繊維(acrylic staple fiber)と、ポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)を含む約17〜45重量パーセントのポリエステル複合短繊維(polyester bicomponent staple fiber)とを含むことを特徴とする紡績糸。
【請求項2】
前記糸の全重量を基準として、少なくとも約50重量パーセントのアクリル短繊維と、約25〜約40重量パーセントのポリエステル複合繊維とを含有することを特徴とする請求項1に記載の紡績糸。
【請求項3】
少なくとも約32%の全体の沸水収縮率(boil−off shrinkage)を有し、前記アクリル短繊維が、少なくともその85重量パーセントがアクリロニトリル単位であることを特徴とする請求項1に記載の紡績糸。
【請求項4】
前記複合繊維が、少なくとも約35%の捲縮堅牢度(crimp development value)と、約10%〜約45%の捲縮率(crimp index value)を有することを特徴とする請求項1に記載の紡績糸。
【請求項5】
前記複合繊維が、約20%〜約30%の捲縮率を有することを特徴とする請求項1に記載の紡績糸。
【請求項6】
a)前記複合短繊維を提供する工程、
b)前記アクリル短繊維を提供する工程、
c)得られる混合物が、前記糸の全重量を基準として約17重量パーセント〜約45重量パーセントの複合短繊維と少なくとも約30重量パーセントのアクリル短繊維とを含有するように、前記アクリル短繊維と前記複合短繊維を均質ブレンド(intimate blend)することにより混合する工程、
d)カードスライバ(card sliver)を作製するために前記ブレンドした繊維をカーディング(carding)する工程、
e)前記カードスライバを延伸する工程、
f)前記カードスライバを交撚(doubling)および再延伸(redrawing)する工程、
g)前記延伸スライバを粗紡(roving)に変える工程、および
h)前記粗紡をリング精紡(ring−spinning)して、紡績糸を作製する工程
を含むことを特徴とする請求項1に記載の紡績糸を作製する方法。
【請求項7】
前記混合物が、前記糸の全重量を基準として、約25重量パーセント〜約40重量パーセントの複合短繊維を含有することを特徴とする請求項6に記載の方法。
【請求項8】
前記リング精紡が、約3〜5.5の撚係数(twist multiplier)をもたらし、前記ポリエステル複合短繊維が、少なくとも約32%の全体の沸水収縮率を有し、前記アクリル短繊維が、少なくともその85重量パーセントがアクリロニトリル単位であることを特徴とする請求項6に記載の方法。
【請求項9】
前記複合繊維が、少なくとも約10%の捲縮率を有し、前記複合繊維が、約45%以下の捲縮率を有し、前記複合繊維が、少なくとも約35%の捲縮堅牢度を有することを特徴とする請求項6に記載の方法。
【請求項10】
編物(knits)と織物(wovens)よりなる群から選択される布地(fabric)であって、請求項6に記載の方法により作製される紡績糸を含むことを特徴とする布地。
【請求項1】
紡績糸(spun yarn)であって、前記糸の全重量を基準として、少なくとも約30重量パーセントのアクリル短繊維(acrylic staple fiber)と、ポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)を含む約17〜45重量パーセントのポリエステル複合短繊維(polyester bicomponent staple fiber)とを含むことを特徴とする紡績糸。
【請求項2】
前記糸の全重量を基準として、少なくとも約50重量パーセントのアクリル短繊維と、約25〜約40重量パーセントのポリエステル複合繊維とを含有することを特徴とする請求項1に記載の紡績糸。
【請求項3】
少なくとも約32%の全体の沸水収縮率(boil−off shrinkage)を有し、前記アクリル短繊維が、少なくともその85重量パーセントがアクリロニトリル単位であることを特徴とする請求項1に記載の紡績糸。
【請求項4】
前記複合繊維が、少なくとも約35%の捲縮堅牢度(crimp development value)と、約10%〜約45%の捲縮率(crimp index value)を有することを特徴とする請求項1に記載の紡績糸。
【請求項5】
前記複合繊維が、約20%〜約30%の捲縮率を有することを特徴とする請求項1に記載の紡績糸。
【請求項6】
a)前記複合短繊維を提供する工程、
b)前記アクリル短繊維を提供する工程、
c)得られる混合物が、前記糸の全重量を基準として約17重量パーセント〜約45重量パーセントの複合短繊維と少なくとも約30重量パーセントのアクリル短繊維とを含有するように、前記アクリル短繊維と前記複合短繊維を均質ブレンド(intimate blend)することにより混合する工程、
d)カードスライバ(card sliver)を作製するために前記ブレンドした繊維をカーディング(carding)する工程、
e)前記カードスライバを延伸する工程、
f)前記カードスライバを交撚(doubling)および再延伸(redrawing)する工程、
g)前記延伸スライバを粗紡(roving)に変える工程、および
h)前記粗紡をリング精紡(ring−spinning)して、紡績糸を作製する工程
を含むことを特徴とする請求項1に記載の紡績糸を作製する方法。
【請求項7】
前記混合物が、前記糸の全重量を基準として、約25重量パーセント〜約40重量パーセントの複合短繊維を含有することを特徴とする請求項6に記載の方法。
【請求項8】
前記リング精紡が、約3〜5.5の撚係数(twist multiplier)をもたらし、前記ポリエステル複合短繊維が、少なくとも約32%の全体の沸水収縮率を有し、前記アクリル短繊維が、少なくともその85重量パーセントがアクリロニトリル単位であることを特徴とする請求項6に記載の方法。
【請求項9】
前記複合繊維が、少なくとも約10%の捲縮率を有し、前記複合繊維が、約45%以下の捲縮率を有し、前記複合繊維が、少なくとも約35%の捲縮堅牢度を有することを特徴とする請求項6に記載の方法。
【請求項10】
編物(knits)と織物(wovens)よりなる群から選択される布地(fabric)であって、請求項6に記載の方法により作製される紡績糸を含むことを特徴とする布地。
【図1】

【公表番号】特表2006−502321(P2006−502321A)
【公表日】平成18年1月19日(2006.1.19)
【国際特許分類】
【出願番号】特願2004−543366(P2004−543366)
【出願日】平成15年10月3日(2003.10.3)
【国際出願番号】PCT/US2003/031556
【国際公開番号】WO2004/033772
【国際公開日】平成16年4月22日(2004.4.22)
【出願人】(304043707)インヴィスタ テクノロジーズ エス.アー.アール.エル (8)
【Fターム(参考)】
【公表日】平成18年1月19日(2006.1.19)
【国際特許分類】
【出願日】平成15年10月3日(2003.10.3)
【国際出願番号】PCT/US2003/031556
【国際公開番号】WO2004/033772
【国際公開日】平成16年4月22日(2004.4.22)
【出願人】(304043707)インヴィスタ テクノロジーズ エス.アー.アール.エル (8)
【Fターム(参考)】
[ Back to top ]