
伸縮可能な不織布

【課題】伸びと回復が可能であって、簡単に製造できる不織布ファブリックを提供する。
【解決手段】伸びることができ、部分的に回復する不織布材料が提供される。 この材料は、互いに絡み合わせられたポリマー鎖を含む繊維のウェブを有している。 繊維は、所定の温度で第1の方向に伸長され、繊維が第1の方向に整列されると共に、繊維内のポリマー鎖も第1の方向に配向される。 次いで繊維は、第1の方向とは異なる第2の方向に伸長すると共に部分的に回復する性質を示す。
【解決手段】伸びることができ、部分的に回復する不織布材料が提供される。 この材料は、互いに絡み合わせられたポリマー鎖を含む繊維のウェブを有している。 繊維は、所定の温度で第1の方向に伸長され、繊維が第1の方向に整列されると共に、繊維内のポリマー鎖も第1の方向に配向される。 次いで繊維は、第1の方向とは異なる第2の方向に伸長すると共に部分的に回復する性質を示す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は一般に、伸縮可能な不織布ファブリック(stretchable nonwoven fabrics)に関するものであって、より具体的には、伸縮性(stretch)及び復元性(recovery)を発揮するために製造され得る不織布ファブリックの製造方法に関する。 そのような伸縮可能な不織布ファブリックを生産するための方法は、0.01〜1.0デシテックスの繊度(titer)を有して結合される連続的な多成分フィラメントへの適用に特に好適である。
【背景技術】
【0002】
不織布ファブリックは、医療製品、パーソナルケア製品、作業着、スポーツ・レジャーウェア、靴の内張り、シーツ・枕カバー及びカーペット材料のような種々の用途に用いられている。 この種のファブリックは、多段階の糸準備工程(yarn preparation)、編み込み工程(weaving or knitting)を有する伝統的なテクスタイル製造プロセスを排除し、繊維性マット(fibrous mat)を形成するために不規則なパターンで重ね置かれた(interlaid)個々の繊維から直接的に生産される点で、織布若しくはニットファブリック(knitted fabrics)とは異なっている。 ファブリックの繊維若しくはフィラメントが絡み合って、十分なレベルの一体性を有するファブリックが提供される。
【0003】
不織布ファブリックの製造は、高度に開発された芸術である。 一般に、不織布ウェブ(nonwoven webs)及びその製造には、フィラメント若しくは繊維を形成して、該フィラメント若しくは繊維が所望の基準重量のマットとしてオーバーラップするように担体(carrier)上に付着させるステップを含んでいる。 そのようなマットの結合は、絡み合わせ(entanglement)、または接着剤、加熱若しくは加圧、またはある場合においては圧力のみを加えるような手段によって達成される。
【0004】
不織布ファブリック若しくはウェブは、例えば溶融吹き付け法(meltblowing processes)、スパンボンディング法(spunbonding processes)、梳繊接合法(bonded carded web processes)、及び、更に近年は溶融スピン法(meltspinning processes)のような多くの方法から形成される。
【0005】
溶融吹き付け法においては、熱可塑性樹脂が押出成形機内に供給され、成形機内で溶融され、繊維形成ために要求される適切な温度まで加熱される。 押出成形機は、溶融された樹脂を、特別な溶解吹き付け金型へ供給する。 この金型装置は一般に、複数の直線状に配置された小径の毛細管(capillaries)である。 樹脂は溶融した糸状のものとして金型から浮上し、高速のガス(通常は空気)の流れの中に導入される。 この空気によって、ポリマーは細められ、微細繊維のブラスト(blast)とされる。 前記微細な繊維は、ブラストの前面に設けられた移動スクリーン上で収集される。 繊維が前記スクリーン上に到達したとき、それらは絡み合って凝集性の(cohesive)ウェブを形成し、その結果、一般に、繊維の密集体(mass)から一の完全な繊維を取り出すことが不可能であるか、または、一の繊維を始端から終端まで追跡することが不可能な状態となる。
【0006】
スピンボンディング法も、不織布ファブリックを生産するために使用されている。 種々のスピンボンディング技術が存在するが、全てのスピンボンディング法は、連続的なフィラメントを押し出すステップ、前記フィラメントを急冷するステップ、高速流体によって前記フィラメントを延伸若しくは細めるステップ、及び、表面上で前記フィラメントを収集してウェブを形成するステップ、といった基本的なステップを含んでいる。 スパンボンディングされたウェブは溶解吹き付けされたウェブに比べ、より心地良い感覚を与える、なぜならば、スパンボンディングされたウェブは、テクスタイルのフィラメントのデニール(deniers)をより近接させ、その結果、テクスタイル状の襞(drape)と手触り(hand)とを有しているからである。
【0007】
単一のポリマーから不織布ファブリックを製造する際には、単一成分のフィラメント若しくは繊維が広く知られているものの、いくつかの用途においては、多成分の「分割可能な(splittable)」繊維若しくはフィラメントを用いることが有利な場合がある。 この種の分割可能な繊維若しくはフィラメントは、複数の副成分(sub-components)、典型的には2以上の異なる重合体材料を含み、これら副成分は、フィラメント若しくは繊維の長手方向に沿って隣り合う関係で配置されている。 種々の特定の断面形状が知られており、例えばセグメント化されたパイ状(segmented-pie)、孤立した島状(islands-in-the-sea)、花状(flower-like)、隣接アレイ状(side-by-side arrays)、及び種々の追加的な特定の形状がある。
【0008】
分割可能な繊維若しくはフィラメントの副成分は、種々の化学的若しくは機械的な処理技術によって分割され得る。 例えば、多成分の繊維若しくはフィラメントの一部は、加熱処理、ニードルパンチ処理若しくはウォータージェット処理によって分割され得る。 いくつかの種類の多成分の繊維若しくはフィラメントに適切な化学的処理を施すことによって、繊維若しくはフィラメントの一部が溶解され、従って、繊維若しくはフィラメントの副成分が少なくとも部分的に分解される。
【0009】
織布ファブリック若しくはニットファブリックは、大部分の不織布ファブリックに亘って好ましい所定レベルの手触り、襞及び伸縮性を与える一方、これらの利点は、織布ファブリック若しくはニットファブリックを生産するために使用されるテクスタイル製造プロセスのコスト及び複雑さによって、いくぶんかは相殺される。 より低廉な製造コストという利点を享受するために、不織布ファブリックの伸縮性及び復元性を改良しようとする多くの試みが為されてきた。 これらの試みとして、ウェブ内で更に高価なゴム弾性の繊維(elastomeric fibers)の使用する、並びに、他の材料とウェブとの積層、ウェブへの他の材料のコーティング、及び繊維のいくらかを機械的に捲縮するといった追加的な処理段階を設けるといったことが行われてきた。
【0010】
特許文献1(発明の名称:Spunlaced Fabric Containing Elastic Fibers)はデュポン社に譲渡されているものであるが、水圧的に絡み合わされたスピン編みの(spunlaced)ファブリックに関するものであり、このスピン編みのファブリックは、改善された伸縮特性を発揮させるために熱処理されている。 硬質繊維(ポリエステル、ポリアミド等)及びゴム弾性の繊維(好適には、ブチレンテレフタレート/テトラメチレンオキシテレフタレートの共重合体(poly (butylene terephthalate)-co-poly-(tetramethyleneoxy) terephthalate)10%〜25%)の2種類の繊維で芯(batt)を構成している。
【0011】
特許文献2(発明の名称:Composite Elastomeric Polyether Block Amide Nonwoven Web)はキンバリー・クラーク社に譲渡されているものであるが、溶解吹き付け法によって形成され、ポリエステル/ブロックアミド(blockamide)の共重合体から成り、好ましくは超極細繊維の凝集性マトリクス(coherent matrix)を有するゴム弾性の不織布ウェブに関するものである。
【0012】
特許文献3(発明の名称:Hydroentangled Spunbonded Composite Fabric and Process)はデクスター社に譲渡されているものであるが、スパンボンディングされた連続的な合成フィラメントのベースウェブ材料を、横方向で初期寸法の少なくとも5%伸長させるが、伸長時の雰囲気条件下での当該材料の横方向の伸び率(elongation)よりは少なく伸長させることによって、水圧的に絡み合わされた(hydroentangled)複合ファブリックに関するものである。 流体が分散可能な繊維のカバー層は伸長されたベースウェブに適用されて多層構造を形成し、当該構造は、(複数の)層を結合させるために水圧的に絡み合わせられる。
【0013】
特許文献4(発明の名称:Nonwoven Fabrics and Method For Making Same)はチッソ社に譲渡されているものであるが、ポリプロピレンベースの熱結合可能な合成繊維70〜100重量%と、0〜30重量%の他の有機繊維(ポリアミド、ポリエステル)を含有し、120℃でのウェブの熱収縮率が50%以上であるような均一なウェブに関するものである。 繊維は均一に絡み合わせられると共に(テンションがかからない条件下で)更なる熱処理を通じて十分に絡み合わせられる結果として「収縮される(shrinked)」。 これにより繊維には、縦糸(warp)方向及び横糸(weft)方向の双方において、30%伸長状態で80%以上の弾性回復がもたらされる。
【0014】
特許文献5(発明の名称:Nonwoven Laminate With Cross Directional Stretch)はキンバリー・クラーク社に譲渡されているものであるが、3層積層に関するものである。 スパンボンディングされた不織布繊維ウェブの外層は捲縮された若しくは捲縮可能な繊維から成り、内層はゴム弾性のポリマー層から成っている。 これらの層は、水圧的な絡み合わせによって共に結合されていることが好ましい。
【0015】
特許文献6(発明の名称:Stretchable Nonwoven Fabric and Method of Manufacturing the Same)は旭化成工業株式会社に譲渡されているものであるが、水素添加ブロック共重合体(hydrogenated block copolymer)を用いて製造された伸縮性不織布ファブリックに関するものである。 共重合体は、ビニル芳香族化合物と共役ジエン化合物とポリオレフィンとを含有し、溶解吹き付けされる。
【0016】
特許文献7(発明の名称:Nonwoven Fabric Formed From Alloy Fibers)はキンバリー・クラーク社に譲渡されているものであるが、少なくとも2種類の熱可塑性重合体と親和剤(compatabilizer)とを含むものに関する。 熱可塑性重合体の1つは支配的な連続相(例えばポリプロピレン)内に存在し、他の熱可塑性重合体は非連続相(例えばポリアミド若しくはポリエステル)として存在している。 前記非連続相重合体の融点は、前記連続相重合体の融点よりも、少なくとも30℃は低いことが好ましい。 繊維は吹き付けられるか、またはスパンボンディングされている。
【0017】
特許文献8(発明の名称:Creased Nonwoven Web With Stretch and Recovery)はキンバリー・クラーク・ワールドワイド社に譲渡されているものであるが、この発明は、相互嵌合された(interdigitated)ロールで前駆体に皺付けし、且つ、その皺をヒートセットすることによって生産された不織布ファブリックに関するものである。 ファブリックは、前駆体ウェブを有する非ゴム弾性のオレフィン重合体ベースの熱可塑性繊維であることが好ましい。
【0018】
特許文献9(発明の名称:Method for Forming An Elastic Necked-Bonded Material)もキンバリー・クラーク・ワールドワイド社に譲渡されているものであるが、ゴム弾性の前駆体を絞りが可能な(neckable)材料に適用し、該材料の絞り部を伸長させ、絞りが可能な材料が絞られた状態となっている間に、ゴム弾性の前駆体を加熱して伸縮性の合成物を製造する方法に関するものである。 前駆体はラテックス若しくは熱硬化性エラストマーを含有する場合がある。 絞りが可能な材料は、スパンボンディング法若しくは溶解吹き付け法により形成することができ、好ましくは超極細繊維の、例えばポリエステル、ポリアミド及びポリオレフィンを含有している。
【0019】
特許文献10(発明の名称:Elastic Nonwoven Webs and Method of Making Same)はBBA Nonwovens Simpsonville社に譲渡されているものであるが、スパンボンディングされた弾性不織布ファブリック(及びその製造方法)であって、熱可塑性エラストマーの結合された熱可塑性フィラメントのウェブを含有している不織布ファブリックに関するものである。 スロット延伸によるスパンボンディング法により、ファブリックの30%伸長及び1回引きで、少なくとも75%の根平均自乗平均回復性伸長を有するウェブが提供される。
【0020】
特許文献11(発明の名称:Elastically Stretchable Nonwoven Fabric and Fabric For Making the Same)はユニチャーム社に譲渡されているものであるが、熱可塑性エラストマーのフィラメントを含み、該フィラメント同士が互いに溶着及び/若しくは機械的な交絡されて、捲縮部位と非捲縮部位とを有する弾性的に伸縮可能な不織布ファブリックに関するものである。 前記捲縮部位は50個/cm以上の割合とされている。 前記捲縮部位は、押出成形機に対して熱風を吹き付け、次いで前記フィラメントに(フィラメントの融点よりも少なくとも20℃低い)温風若しくは冷風を吹き付けて、融点と室温との間の温度にあるときに、前記温風ないし冷風を吹き付けて、フィラメントを伸長させると共に径方向に縮寸させ、且つ、フィラメントの表面を不均一に冷却しながら少なくとも部分的に捲縮させる。 そしてフィラメント同士が互いに溶着及び/若しくは機械的な交絡されて、伸縮可能な不織布ファブリックが得られる。
【0021】
特許文献12(発明の名称:Method of Making Nonwoven Fabric Comprising Splittable Fibers)はポリマーグループ社に譲渡されているものであるが、ファブリックを、水圧的な絡み合わせによって少なくとも部分的に更に複数の副成分に分割される複数の副成分を有する分割可能なフィラメント若しくは安定長の繊維から形成する方法に関するものである。 小孔を備えた形成表面を有する3次元的な画像伝送装置が、水圧的な絡み合わせの際に明確な表面パターン若しくは画像を前駆体ウェブに与えるために用いられる。 ウェブは、イメージング及びパターニングに先立って、梳かれると共に交差方向に重ね合わせられている(cross-lapped)ことが好ましい。
【0022】
特許文献12(発明の名称:Stretchable Multiple Component Spunbond Web And A Process For Making)はデュポン社に譲渡されているものであるが、高度の配向性を与えるための延伸ロールを利用した高レベルの3次元螺旋捲縮を提供する方法に関するものである。 フィラメントは、重合体成分が依然として実質的にアモルファスのままである条件下で機械的に延伸される。 フィラメントの横断面にわたって不連続の実質的に一定に置かれたゾーンに偏心関係で配置され、かつ、前記フィラメントの長さに沿って実質的に連続的に伸びる、少なくとも第1および第2の別個の溶融スピン可能なポリマーを含んでなる複数の連続フィラメントを溶融スピンする工程を含んでいる。 フィラメントは急冷され、(アモルファス状態から半結晶質へと)焼き鈍しするために一連のロール上を通過され、張力を付与及び解除して螺旋捲縮を形成する。
【特許文献1】米国特許第4,426,420号明細書
【特許文献2】米国特許第4,820,572号明細書
【特許文献3】米国特許第5,151,320号明細書
【特許文献4】米国特許第5,227,224号明細書
【特許文献5】米国特許第5,540,976号明細書
【特許文献6】米国特許第5,549,964号明細書
【特許文献7】米国特許第5,534,335号明細書
【特許文献8】米国特許第5,814,390号明細書
【特許文献9】米国特許第5,910,224号明細書
【特許文献10】米国特許第5,997,989号明細書
【特許文献11】米国特許第6,689,703号明細書
【特許文献12】米国特許第6,692,541号明細書
【特許文献13】米国特許出願公開第2003/0064650号明細書
【発明の開示】
【発明が解決しようとする課題】
【0023】
従って、伸びと回復が可能であって、前述の従来技術を改良すると共に、簡単に製造できる不織布ファブリックを提供することが必要とされている。
【0024】
そこで本発明は、スパンボンディング材料から製造することができ、伸びることが可能であって、例えば約5%〜7%の範囲の伸び値を有している不織布ファブリックを提供することを一の目的としている。
【0025】
また本発明は、伸びが可能であって、伸縮性及び復元性を発揮するように製造され得る水圧的に絡み合わされた任意の熱可塑性のフィラメント状不織布(スパンボンディングされたもの、若しくはその合成物)を提供することを、より具体的な目的としている。
【0026】
更に本発明は、(複数の)フィラメントのウェブを備えているスパンボンディングされた不織布ファブリックであって、一の不織布ファブリックは、互いに絡み合わされた及び/若しくは連結され得る(複数の)フィラメントを含むフィラメントウェブを露出され、次いで、第1の選択された方向に選択された温度で伸縮され、当該温度は、前記第1の方向とは異なる前記第2の方向での伸縮特性を与えるような温度とされているような、不織布ファブリックを提供することを更なる目的としている。
【課題を解決するための手段】
【0027】
一の実施例においては、繊維が互いに絡み合わせられたポリマー鎖を含む繊維のウェブであって、前記繊維が所定の温度で第1の方向に伸長され、前記繊維が前記第1の方向に整列されると共に、前記繊維内の前記ポリマー鎖が前記第1の方向に配向されているような、選択された方向に伸びることのできる不織布材料に言及している。 次いで前記繊維は前記温度未満の温度まで冷却され、前記繊維のウェブは、前記第1の方向とは異なる第2の方向に伸長する性質を示し、前記繊維は前記第2の方向における前記伸長から部分的に回復することも可能である。
【0028】
2番目の代替的な実施例においては、互いに絡み合わせられ、所定のTm(融点)を有するポリマーフィラメントのウェブを形成するステップを備えた伸縮性を備えた不織布材料を提供するための方法に言及している。 この方法においては、次いで、前記ウェブを、所定のTm未満の温度で第1の方向に伸長し、前記繊維を前記第1の方向に整列させ、前記繊維内の前記ポリマー鎖を前記第1の方向に配向させるステップが行われる。 この方法においては、次いで、前記繊維を、前記不織布材料が前記第1の方向とは異なる第2の方向で伸長すると共に、該第2の方向における前記伸長から部分的に回復することができる前記温度未満まで冷却するステップが行われる。 この方法においては任意選択的に、前記ウェブを、前記ウェブの前記幅を横断して更に伸長させ、前記不織布材料が依然として前記ウェブの前記幅を横断する第2の方向で伸長することができると共に、前記伸長から部分的に回復することができる更なるステップを行うこともできる。
【発明を実施するための最良の形態】
【0029】
本発明の上述した目的及び他の目的、並びに特徴及び利点は、以下の記載及び添付図面を考慮することにより、更に明らかとなるであろう。
【0030】
第1の好適な実施例においては、本発明は、選択された方向に伸びることができる不織布材料であって、繊維が互いに絡み合わせられたポリマー鎖を含む繊維のウェブを有するものを対象としている。
【0031】
好ましくは、繊維のウェブは、30〜150[g/m2]の重量と40[N/5cm]より大なる引裂強度を有する超極細フィラメントの不織布ファブリックを含有し、該不織布ファブリックは、溶融スパンされ、伸長され、直接的にレイダウンされて(directly laid down)不織布ファブリックを形成している1.5〜5デシテックスの繊度を有している連続的な多成分フィラメントから製作されており、前記連続的な多成分フィラメントは、少なくとも80%程度まで分割され(split)、0.01〜1.0デシテックスの繊度を有して結合される連続的な超極細フィラメントを形成している。
【0032】
より好ましくは、連続的な多成分フィラメントは、2つのポリマーを含む連続的な2成分フィラメントを有している場合がある。 2つのポリマーは、ポリエステルポリマーのような第1のポリマーと、ポリアミド、ポリオレフィン、及びこれらの混合物から成る群から選択されるポリマーを含む第2のポリマーとを有している。
【0033】
一の特に好適な実施例においては、本願における不織布ファブリックは、Evolonなる商標が付されてFreudenberg Nonwovens社によって製造販売されている材料から製造でき、この材料は、超極細フィラメントから成るテクスタイルとして認識されている。 伝えられるところでは、該材料は、ウェブ形態でフィラメントをスピン及びレイダウンする間に粒状ポリマーから最終テクスタイルへと一の連続的な工程で製造され、好ましくは互いに結合される。 次いで、無端の超極細フィラメントを構成しているEvolon(商標)材料に、ウォータージェット結合が施される。
【0034】
ここで図1を参照すると、繊維のウェブは、巻き戻された状態で対向しているローラに、参照符号10の位置で供給され、参照符号12及び参照符号14の位置で予熱及び伸長され、これにより、長さ方向に伸長されると共に幅方向に拘束されずに収縮されている。 加熱は好適には、ポリマー鎖を含んでいる繊維のウェブが融点Tmを有し、上述された予熱がTm未満の温度でおこなわれ、最も好ましくは、Tmを0.1℃〜20.0℃下回る温度で予熱される。 更に予熱温度は、Tgを上回り、Tm未満の温度に設定され、ここでTgは、それらポリマーについてのガラス転移点である。 図示されているように、繊維は長手方向に整列され、ポリマー鎖もその方向に配向されていることが好ましい。
【0035】
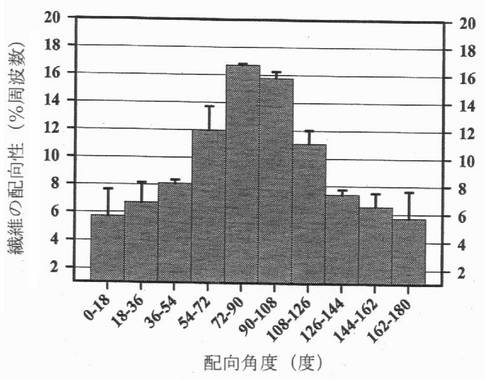
更にここで図3を参照すると、伸長前の繊維の配向性(%周波数)が、配向角度との関係でプロットされており、これにより、繊維配向性分布(FOD:fiber orientation distribution)が表されている。 ここで図4に目を転じると、伸長後の繊維の配向性(%周波数)が、配向角度との関係でプロットされている。 図3と図4とを比較すると、繊維の配向性は、伸長後には、ファブリックが伸長される方向に向かってシフトしていることが明らかである。 伸長前の繊維の構造は、比較的等方性を示しており、伸長後の繊維の構造は、より異方性を示していることが理解されるであろう。
【0036】
次に再度図1を参照すると、繊維のウェブには、参照符号16の位置で任意的に幅方向への伸長を施すことが可能であり、この幅は、例えばテンターフレーム(tenter frame)等を使用することにより、所望のサイズとなるように設定され得ることがわかる。 当業者であれば、テンターフレームにより、ファブリックを元々の幅まで復帰するように伸長できることが理解されるであろう。 いずれにしても、図1に示された好ましい手順の結果、参照符号18の位置で急冷され、巻かれる際に、繊維のウェブが生成され、このようなウェブは、第1の方向(長手方向)とは異なる第2の方向へと伸びることができ、この場合において、繊維は部分的にそのような伸びから回復することができる。 そのような線に沿って、ウェブは、部分的な回復を伴いながら、前記第2の方向で約70%のレベルに達するまで伸びることができることが判明した。
【0037】
次に図2に着目すると、この図2には、本発明の伸縮可能な材料を生産するためのツー・ステップ工程(two-step process)が図示されている。 参照符号20の位置で巻き戻し及び供給がされ、次いで参照符号22及び参照符号24の位置でローラを用いることによって、予熱及び長手方向への伸長が促進され、そして本明細書に記載されているように前記ローラの使用を介して所望の温度まで加熱される。 そのようにして、伸長されたファブリックは、参照符号26の位置で急冷されると共に巻かれ、その形態で使用される場合もある。 図示されるように、参照符号26の位置で出てくるファブリックは、急冷されると共に巻かれた後、任意選択的に再度巻き戻されて参照符号28の位置で供給され、その結果、前記ローラ間を移動する際に、参照符号30の位置で選択された幅への幅方向の伸長が施され、その後、参照符号32の位置で急冷されると共に巻かれる。
【0038】
本発明によれば、多くの用途において有用性のある伸縮可能な不織布材料を独自の方法で製造することが可能となり、このような不織布材料の利点は、伸縮性及び回復性を提供するそのような不織布の能力と共に利用され得る。
【0039】
本発明は特定の実施例に基づいて説明されている一方、本発明が包含している主題は、それら特定の実施例に限定されるものでないことが理解される。 従って、本発明の主題は冒頭の特許請求の範囲の技術的範囲に属する全ての均等物にも及ぶことが意図されているのである。
【図面の簡単な説明】
【0040】
【図1】本発明による伸縮可能な材料を生産するためのワン・ステップ工程(one-step process)を図示するものである。
【図2】本発明による伸縮可能な材料を生産するためのツー・ステップ工程を図示するものである。
【図3】伸長前の繊維配向性と配向角度との関係を示すグラフである。
【図4】伸長後の繊維配向性と配向角度との関係を示すグラフである。
【符号の説明】
【0041】
10 巻き戻された状態で対向しているローラに供給される位置
12,14 予熱及び伸長される位置
16 幅方向に伸長される位置
18 急冷される位置
20 巻き戻し及び供給される位置
22,24 繊維のウェブが予熱及び長手方向へ伸長される位置
26 急冷されると共に巻かれる位置
28 再度巻き戻されて供給される位置
30 選択された幅への幅方向の伸長が施される位置
32 急冷されると共に巻かれる位置
【技術分野】
【0001】
本発明は一般に、伸縮可能な不織布ファブリック(stretchable nonwoven fabrics)に関するものであって、より具体的には、伸縮性(stretch)及び復元性(recovery)を発揮するために製造され得る不織布ファブリックの製造方法に関する。 そのような伸縮可能な不織布ファブリックを生産するための方法は、0.01〜1.0デシテックスの繊度(titer)を有して結合される連続的な多成分フィラメントへの適用に特に好適である。
【背景技術】
【0002】
不織布ファブリックは、医療製品、パーソナルケア製品、作業着、スポーツ・レジャーウェア、靴の内張り、シーツ・枕カバー及びカーペット材料のような種々の用途に用いられている。 この種のファブリックは、多段階の糸準備工程(yarn preparation)、編み込み工程(weaving or knitting)を有する伝統的なテクスタイル製造プロセスを排除し、繊維性マット(fibrous mat)を形成するために不規則なパターンで重ね置かれた(interlaid)個々の繊維から直接的に生産される点で、織布若しくはニットファブリック(knitted fabrics)とは異なっている。 ファブリックの繊維若しくはフィラメントが絡み合って、十分なレベルの一体性を有するファブリックが提供される。
【0003】
不織布ファブリックの製造は、高度に開発された芸術である。 一般に、不織布ウェブ(nonwoven webs)及びその製造には、フィラメント若しくは繊維を形成して、該フィラメント若しくは繊維が所望の基準重量のマットとしてオーバーラップするように担体(carrier)上に付着させるステップを含んでいる。 そのようなマットの結合は、絡み合わせ(entanglement)、または接着剤、加熱若しくは加圧、またはある場合においては圧力のみを加えるような手段によって達成される。
【0004】
不織布ファブリック若しくはウェブは、例えば溶融吹き付け法(meltblowing processes)、スパンボンディング法(spunbonding processes)、梳繊接合法(bonded carded web processes)、及び、更に近年は溶融スピン法(meltspinning processes)のような多くの方法から形成される。
【0005】
溶融吹き付け法においては、熱可塑性樹脂が押出成形機内に供給され、成形機内で溶融され、繊維形成ために要求される適切な温度まで加熱される。 押出成形機は、溶融された樹脂を、特別な溶解吹き付け金型へ供給する。 この金型装置は一般に、複数の直線状に配置された小径の毛細管(capillaries)である。 樹脂は溶融した糸状のものとして金型から浮上し、高速のガス(通常は空気)の流れの中に導入される。 この空気によって、ポリマーは細められ、微細繊維のブラスト(blast)とされる。 前記微細な繊維は、ブラストの前面に設けられた移動スクリーン上で収集される。 繊維が前記スクリーン上に到達したとき、それらは絡み合って凝集性の(cohesive)ウェブを形成し、その結果、一般に、繊維の密集体(mass)から一の完全な繊維を取り出すことが不可能であるか、または、一の繊維を始端から終端まで追跡することが不可能な状態となる。
【0006】
スピンボンディング法も、不織布ファブリックを生産するために使用されている。 種々のスピンボンディング技術が存在するが、全てのスピンボンディング法は、連続的なフィラメントを押し出すステップ、前記フィラメントを急冷するステップ、高速流体によって前記フィラメントを延伸若しくは細めるステップ、及び、表面上で前記フィラメントを収集してウェブを形成するステップ、といった基本的なステップを含んでいる。 スパンボンディングされたウェブは溶解吹き付けされたウェブに比べ、より心地良い感覚を与える、なぜならば、スパンボンディングされたウェブは、テクスタイルのフィラメントのデニール(deniers)をより近接させ、その結果、テクスタイル状の襞(drape)と手触り(hand)とを有しているからである。
【0007】
単一のポリマーから不織布ファブリックを製造する際には、単一成分のフィラメント若しくは繊維が広く知られているものの、いくつかの用途においては、多成分の「分割可能な(splittable)」繊維若しくはフィラメントを用いることが有利な場合がある。 この種の分割可能な繊維若しくはフィラメントは、複数の副成分(sub-components)、典型的には2以上の異なる重合体材料を含み、これら副成分は、フィラメント若しくは繊維の長手方向に沿って隣り合う関係で配置されている。 種々の特定の断面形状が知られており、例えばセグメント化されたパイ状(segmented-pie)、孤立した島状(islands-in-the-sea)、花状(flower-like)、隣接アレイ状(side-by-side arrays)、及び種々の追加的な特定の形状がある。
【0008】
分割可能な繊維若しくはフィラメントの副成分は、種々の化学的若しくは機械的な処理技術によって分割され得る。 例えば、多成分の繊維若しくはフィラメントの一部は、加熱処理、ニードルパンチ処理若しくはウォータージェット処理によって分割され得る。 いくつかの種類の多成分の繊維若しくはフィラメントに適切な化学的処理を施すことによって、繊維若しくはフィラメントの一部が溶解され、従って、繊維若しくはフィラメントの副成分が少なくとも部分的に分解される。
【0009】
織布ファブリック若しくはニットファブリックは、大部分の不織布ファブリックに亘って好ましい所定レベルの手触り、襞及び伸縮性を与える一方、これらの利点は、織布ファブリック若しくはニットファブリックを生産するために使用されるテクスタイル製造プロセスのコスト及び複雑さによって、いくぶんかは相殺される。 より低廉な製造コストという利点を享受するために、不織布ファブリックの伸縮性及び復元性を改良しようとする多くの試みが為されてきた。 これらの試みとして、ウェブ内で更に高価なゴム弾性の繊維(elastomeric fibers)の使用する、並びに、他の材料とウェブとの積層、ウェブへの他の材料のコーティング、及び繊維のいくらかを機械的に捲縮するといった追加的な処理段階を設けるといったことが行われてきた。
【0010】
特許文献1(発明の名称:Spunlaced Fabric Containing Elastic Fibers)はデュポン社に譲渡されているものであるが、水圧的に絡み合わされたスピン編みの(spunlaced)ファブリックに関するものであり、このスピン編みのファブリックは、改善された伸縮特性を発揮させるために熱処理されている。 硬質繊維(ポリエステル、ポリアミド等)及びゴム弾性の繊維(好適には、ブチレンテレフタレート/テトラメチレンオキシテレフタレートの共重合体(poly (butylene terephthalate)-co-poly-(tetramethyleneoxy) terephthalate)10%〜25%)の2種類の繊維で芯(batt)を構成している。
【0011】
特許文献2(発明の名称:Composite Elastomeric Polyether Block Amide Nonwoven Web)はキンバリー・クラーク社に譲渡されているものであるが、溶解吹き付け法によって形成され、ポリエステル/ブロックアミド(blockamide)の共重合体から成り、好ましくは超極細繊維の凝集性マトリクス(coherent matrix)を有するゴム弾性の不織布ウェブに関するものである。
【0012】
特許文献3(発明の名称:Hydroentangled Spunbonded Composite Fabric and Process)はデクスター社に譲渡されているものであるが、スパンボンディングされた連続的な合成フィラメントのベースウェブ材料を、横方向で初期寸法の少なくとも5%伸長させるが、伸長時の雰囲気条件下での当該材料の横方向の伸び率(elongation)よりは少なく伸長させることによって、水圧的に絡み合わされた(hydroentangled)複合ファブリックに関するものである。 流体が分散可能な繊維のカバー層は伸長されたベースウェブに適用されて多層構造を形成し、当該構造は、(複数の)層を結合させるために水圧的に絡み合わせられる。
【0013】
特許文献4(発明の名称:Nonwoven Fabrics and Method For Making Same)はチッソ社に譲渡されているものであるが、ポリプロピレンベースの熱結合可能な合成繊維70〜100重量%と、0〜30重量%の他の有機繊維(ポリアミド、ポリエステル)を含有し、120℃でのウェブの熱収縮率が50%以上であるような均一なウェブに関するものである。 繊維は均一に絡み合わせられると共に(テンションがかからない条件下で)更なる熱処理を通じて十分に絡み合わせられる結果として「収縮される(shrinked)」。 これにより繊維には、縦糸(warp)方向及び横糸(weft)方向の双方において、30%伸長状態で80%以上の弾性回復がもたらされる。
【0014】
特許文献5(発明の名称:Nonwoven Laminate With Cross Directional Stretch)はキンバリー・クラーク社に譲渡されているものであるが、3層積層に関するものである。 スパンボンディングされた不織布繊維ウェブの外層は捲縮された若しくは捲縮可能な繊維から成り、内層はゴム弾性のポリマー層から成っている。 これらの層は、水圧的な絡み合わせによって共に結合されていることが好ましい。
【0015】
特許文献6(発明の名称:Stretchable Nonwoven Fabric and Method of Manufacturing the Same)は旭化成工業株式会社に譲渡されているものであるが、水素添加ブロック共重合体(hydrogenated block copolymer)を用いて製造された伸縮性不織布ファブリックに関するものである。 共重合体は、ビニル芳香族化合物と共役ジエン化合物とポリオレフィンとを含有し、溶解吹き付けされる。
【0016】
特許文献7(発明の名称:Nonwoven Fabric Formed From Alloy Fibers)はキンバリー・クラーク社に譲渡されているものであるが、少なくとも2種類の熱可塑性重合体と親和剤(compatabilizer)とを含むものに関する。 熱可塑性重合体の1つは支配的な連続相(例えばポリプロピレン)内に存在し、他の熱可塑性重合体は非連続相(例えばポリアミド若しくはポリエステル)として存在している。 前記非連続相重合体の融点は、前記連続相重合体の融点よりも、少なくとも30℃は低いことが好ましい。 繊維は吹き付けられるか、またはスパンボンディングされている。
【0017】
特許文献8(発明の名称:Creased Nonwoven Web With Stretch and Recovery)はキンバリー・クラーク・ワールドワイド社に譲渡されているものであるが、この発明は、相互嵌合された(interdigitated)ロールで前駆体に皺付けし、且つ、その皺をヒートセットすることによって生産された不織布ファブリックに関するものである。 ファブリックは、前駆体ウェブを有する非ゴム弾性のオレフィン重合体ベースの熱可塑性繊維であることが好ましい。
【0018】
特許文献9(発明の名称:Method for Forming An Elastic Necked-Bonded Material)もキンバリー・クラーク・ワールドワイド社に譲渡されているものであるが、ゴム弾性の前駆体を絞りが可能な(neckable)材料に適用し、該材料の絞り部を伸長させ、絞りが可能な材料が絞られた状態となっている間に、ゴム弾性の前駆体を加熱して伸縮性の合成物を製造する方法に関するものである。 前駆体はラテックス若しくは熱硬化性エラストマーを含有する場合がある。 絞りが可能な材料は、スパンボンディング法若しくは溶解吹き付け法により形成することができ、好ましくは超極細繊維の、例えばポリエステル、ポリアミド及びポリオレフィンを含有している。
【0019】
特許文献10(発明の名称:Elastic Nonwoven Webs and Method of Making Same)はBBA Nonwovens Simpsonville社に譲渡されているものであるが、スパンボンディングされた弾性不織布ファブリック(及びその製造方法)であって、熱可塑性エラストマーの結合された熱可塑性フィラメントのウェブを含有している不織布ファブリックに関するものである。 スロット延伸によるスパンボンディング法により、ファブリックの30%伸長及び1回引きで、少なくとも75%の根平均自乗平均回復性伸長を有するウェブが提供される。
【0020】
特許文献11(発明の名称:Elastically Stretchable Nonwoven Fabric and Fabric For Making the Same)はユニチャーム社に譲渡されているものであるが、熱可塑性エラストマーのフィラメントを含み、該フィラメント同士が互いに溶着及び/若しくは機械的な交絡されて、捲縮部位と非捲縮部位とを有する弾性的に伸縮可能な不織布ファブリックに関するものである。 前記捲縮部位は50個/cm以上の割合とされている。 前記捲縮部位は、押出成形機に対して熱風を吹き付け、次いで前記フィラメントに(フィラメントの融点よりも少なくとも20℃低い)温風若しくは冷風を吹き付けて、融点と室温との間の温度にあるときに、前記温風ないし冷風を吹き付けて、フィラメントを伸長させると共に径方向に縮寸させ、且つ、フィラメントの表面を不均一に冷却しながら少なくとも部分的に捲縮させる。 そしてフィラメント同士が互いに溶着及び/若しくは機械的な交絡されて、伸縮可能な不織布ファブリックが得られる。
【0021】
特許文献12(発明の名称:Method of Making Nonwoven Fabric Comprising Splittable Fibers)はポリマーグループ社に譲渡されているものであるが、ファブリックを、水圧的な絡み合わせによって少なくとも部分的に更に複数の副成分に分割される複数の副成分を有する分割可能なフィラメント若しくは安定長の繊維から形成する方法に関するものである。 小孔を備えた形成表面を有する3次元的な画像伝送装置が、水圧的な絡み合わせの際に明確な表面パターン若しくは画像を前駆体ウェブに与えるために用いられる。 ウェブは、イメージング及びパターニングに先立って、梳かれると共に交差方向に重ね合わせられている(cross-lapped)ことが好ましい。
【0022】
特許文献12(発明の名称:Stretchable Multiple Component Spunbond Web And A Process For Making)はデュポン社に譲渡されているものであるが、高度の配向性を与えるための延伸ロールを利用した高レベルの3次元螺旋捲縮を提供する方法に関するものである。 フィラメントは、重合体成分が依然として実質的にアモルファスのままである条件下で機械的に延伸される。 フィラメントの横断面にわたって不連続の実質的に一定に置かれたゾーンに偏心関係で配置され、かつ、前記フィラメントの長さに沿って実質的に連続的に伸びる、少なくとも第1および第2の別個の溶融スピン可能なポリマーを含んでなる複数の連続フィラメントを溶融スピンする工程を含んでいる。 フィラメントは急冷され、(アモルファス状態から半結晶質へと)焼き鈍しするために一連のロール上を通過され、張力を付与及び解除して螺旋捲縮を形成する。
【特許文献1】米国特許第4,426,420号明細書
【特許文献2】米国特許第4,820,572号明細書
【特許文献3】米国特許第5,151,320号明細書
【特許文献4】米国特許第5,227,224号明細書
【特許文献5】米国特許第5,540,976号明細書
【特許文献6】米国特許第5,549,964号明細書
【特許文献7】米国特許第5,534,335号明細書
【特許文献8】米国特許第5,814,390号明細書
【特許文献9】米国特許第5,910,224号明細書
【特許文献10】米国特許第5,997,989号明細書
【特許文献11】米国特許第6,689,703号明細書
【特許文献12】米国特許第6,692,541号明細書
【特許文献13】米国特許出願公開第2003/0064650号明細書
【発明の開示】
【発明が解決しようとする課題】
【0023】
従って、伸びと回復が可能であって、前述の従来技術を改良すると共に、簡単に製造できる不織布ファブリックを提供することが必要とされている。
【0024】
そこで本発明は、スパンボンディング材料から製造することができ、伸びることが可能であって、例えば約5%〜7%の範囲の伸び値を有している不織布ファブリックを提供することを一の目的としている。
【0025】
また本発明は、伸びが可能であって、伸縮性及び復元性を発揮するように製造され得る水圧的に絡み合わされた任意の熱可塑性のフィラメント状不織布(スパンボンディングされたもの、若しくはその合成物)を提供することを、より具体的な目的としている。
【0026】
更に本発明は、(複数の)フィラメントのウェブを備えているスパンボンディングされた不織布ファブリックであって、一の不織布ファブリックは、互いに絡み合わされた及び/若しくは連結され得る(複数の)フィラメントを含むフィラメントウェブを露出され、次いで、第1の選択された方向に選択された温度で伸縮され、当該温度は、前記第1の方向とは異なる前記第2の方向での伸縮特性を与えるような温度とされているような、不織布ファブリックを提供することを更なる目的としている。
【課題を解決するための手段】
【0027】
一の実施例においては、繊維が互いに絡み合わせられたポリマー鎖を含む繊維のウェブであって、前記繊維が所定の温度で第1の方向に伸長され、前記繊維が前記第1の方向に整列されると共に、前記繊維内の前記ポリマー鎖が前記第1の方向に配向されているような、選択された方向に伸びることのできる不織布材料に言及している。 次いで前記繊維は前記温度未満の温度まで冷却され、前記繊維のウェブは、前記第1の方向とは異なる第2の方向に伸長する性質を示し、前記繊維は前記第2の方向における前記伸長から部分的に回復することも可能である。
【0028】
2番目の代替的な実施例においては、互いに絡み合わせられ、所定のTm(融点)を有するポリマーフィラメントのウェブを形成するステップを備えた伸縮性を備えた不織布材料を提供するための方法に言及している。 この方法においては、次いで、前記ウェブを、所定のTm未満の温度で第1の方向に伸長し、前記繊維を前記第1の方向に整列させ、前記繊維内の前記ポリマー鎖を前記第1の方向に配向させるステップが行われる。 この方法においては、次いで、前記繊維を、前記不織布材料が前記第1の方向とは異なる第2の方向で伸長すると共に、該第2の方向における前記伸長から部分的に回復することができる前記温度未満まで冷却するステップが行われる。 この方法においては任意選択的に、前記ウェブを、前記ウェブの前記幅を横断して更に伸長させ、前記不織布材料が依然として前記ウェブの前記幅を横断する第2の方向で伸長することができると共に、前記伸長から部分的に回復することができる更なるステップを行うこともできる。
【発明を実施するための最良の形態】
【0029】
本発明の上述した目的及び他の目的、並びに特徴及び利点は、以下の記載及び添付図面を考慮することにより、更に明らかとなるであろう。
【0030】
第1の好適な実施例においては、本発明は、選択された方向に伸びることができる不織布材料であって、繊維が互いに絡み合わせられたポリマー鎖を含む繊維のウェブを有するものを対象としている。
【0031】
好ましくは、繊維のウェブは、30〜150[g/m2]の重量と40[N/5cm]より大なる引裂強度を有する超極細フィラメントの不織布ファブリックを含有し、該不織布ファブリックは、溶融スパンされ、伸長され、直接的にレイダウンされて(directly laid down)不織布ファブリックを形成している1.5〜5デシテックスの繊度を有している連続的な多成分フィラメントから製作されており、前記連続的な多成分フィラメントは、少なくとも80%程度まで分割され(split)、0.01〜1.0デシテックスの繊度を有して結合される連続的な超極細フィラメントを形成している。
【0032】
より好ましくは、連続的な多成分フィラメントは、2つのポリマーを含む連続的な2成分フィラメントを有している場合がある。 2つのポリマーは、ポリエステルポリマーのような第1のポリマーと、ポリアミド、ポリオレフィン、及びこれらの混合物から成る群から選択されるポリマーを含む第2のポリマーとを有している。
【0033】
一の特に好適な実施例においては、本願における不織布ファブリックは、Evolonなる商標が付されてFreudenberg Nonwovens社によって製造販売されている材料から製造でき、この材料は、超極細フィラメントから成るテクスタイルとして認識されている。 伝えられるところでは、該材料は、ウェブ形態でフィラメントをスピン及びレイダウンする間に粒状ポリマーから最終テクスタイルへと一の連続的な工程で製造され、好ましくは互いに結合される。 次いで、無端の超極細フィラメントを構成しているEvolon(商標)材料に、ウォータージェット結合が施される。
【0034】
ここで図1を参照すると、繊維のウェブは、巻き戻された状態で対向しているローラに、参照符号10の位置で供給され、参照符号12及び参照符号14の位置で予熱及び伸長され、これにより、長さ方向に伸長されると共に幅方向に拘束されずに収縮されている。 加熱は好適には、ポリマー鎖を含んでいる繊維のウェブが融点Tmを有し、上述された予熱がTm未満の温度でおこなわれ、最も好ましくは、Tmを0.1℃〜20.0℃下回る温度で予熱される。 更に予熱温度は、Tgを上回り、Tm未満の温度に設定され、ここでTgは、それらポリマーについてのガラス転移点である。 図示されているように、繊維は長手方向に整列され、ポリマー鎖もその方向に配向されていることが好ましい。
【0035】
更にここで図3を参照すると、伸長前の繊維の配向性(%周波数)が、配向角度との関係でプロットされており、これにより、繊維配向性分布(FOD:fiber orientation distribution)が表されている。 ここで図4に目を転じると、伸長後の繊維の配向性(%周波数)が、配向角度との関係でプロットされている。 図3と図4とを比較すると、繊維の配向性は、伸長後には、ファブリックが伸長される方向に向かってシフトしていることが明らかである。 伸長前の繊維の構造は、比較的等方性を示しており、伸長後の繊維の構造は、より異方性を示していることが理解されるであろう。
【0036】
次に再度図1を参照すると、繊維のウェブには、参照符号16の位置で任意的に幅方向への伸長を施すことが可能であり、この幅は、例えばテンターフレーム(tenter frame)等を使用することにより、所望のサイズとなるように設定され得ることがわかる。 当業者であれば、テンターフレームにより、ファブリックを元々の幅まで復帰するように伸長できることが理解されるであろう。 いずれにしても、図1に示された好ましい手順の結果、参照符号18の位置で急冷され、巻かれる際に、繊維のウェブが生成され、このようなウェブは、第1の方向(長手方向)とは異なる第2の方向へと伸びることができ、この場合において、繊維は部分的にそのような伸びから回復することができる。 そのような線に沿って、ウェブは、部分的な回復を伴いながら、前記第2の方向で約70%のレベルに達するまで伸びることができることが判明した。
【0037】
次に図2に着目すると、この図2には、本発明の伸縮可能な材料を生産するためのツー・ステップ工程(two-step process)が図示されている。 参照符号20の位置で巻き戻し及び供給がされ、次いで参照符号22及び参照符号24の位置でローラを用いることによって、予熱及び長手方向への伸長が促進され、そして本明細書に記載されているように前記ローラの使用を介して所望の温度まで加熱される。 そのようにして、伸長されたファブリックは、参照符号26の位置で急冷されると共に巻かれ、その形態で使用される場合もある。 図示されるように、参照符号26の位置で出てくるファブリックは、急冷されると共に巻かれた後、任意選択的に再度巻き戻されて参照符号28の位置で供給され、その結果、前記ローラ間を移動する際に、参照符号30の位置で選択された幅への幅方向の伸長が施され、その後、参照符号32の位置で急冷されると共に巻かれる。
【0038】
本発明によれば、多くの用途において有用性のある伸縮可能な不織布材料を独自の方法で製造することが可能となり、このような不織布材料の利点は、伸縮性及び回復性を提供するそのような不織布の能力と共に利用され得る。
【0039】
本発明は特定の実施例に基づいて説明されている一方、本発明が包含している主題は、それら特定の実施例に限定されるものでないことが理解される。 従って、本発明の主題は冒頭の特許請求の範囲の技術的範囲に属する全ての均等物にも及ぶことが意図されているのである。
【図面の簡単な説明】
【0040】
【図1】本発明による伸縮可能な材料を生産するためのワン・ステップ工程(one-step process)を図示するものである。
【図2】本発明による伸縮可能な材料を生産するためのツー・ステップ工程を図示するものである。
【図3】伸長前の繊維配向性と配向角度との関係を示すグラフである。
【図4】伸長後の繊維配向性と配向角度との関係を示すグラフである。
【符号の説明】
【0041】
10 巻き戻された状態で対向しているローラに供給される位置
12,14 予熱及び伸長される位置
16 幅方向に伸長される位置
18 急冷される位置
20 巻き戻し及び供給される位置
22,24 繊維のウェブが予熱及び長手方向へ伸長される位置
26 急冷されると共に巻かれる位置
28 再度巻き戻されて供給される位置
30 選択された幅への幅方向の伸長が施される位置
32 急冷されると共に巻かれる位置
【特許請求の範囲】
【請求項1】
選択された方向に伸びることのできる不織布材料であって、
(a)繊維が互いに絡み合わせられたポリマー鎖を含む繊維のウェブであって、
(i)前記繊維が所定の温度で第1の方向に伸長され、前記繊維が前記第1の方向に整列されると共に、前記繊維内の前記ポリマー鎖が前記第1の方向に配向されており、
(ii)前記繊維は前記温度未満の温度まで冷却される、
繊維のウェブを備えており、
該繊維のウェブは、前記第1の方向とは異なる第2の方向に伸長する性質を示し、前記繊維は前記第2の方向における前記伸長から部分的に回復することも可能である、
ことを特徴とする不織布材料。
【請求項2】
前記ポリマー鎖が融点Tmを有しており、前記温度がTm未満であることを特徴とする請求項1に記載の不織布ファブリック。
【請求項3】
温度がTm未満であるとは、Tmを0.1℃〜20℃下回ることであることを特徴とする請求項2に記載の不織布ファブリック。
【請求項4】
前記ポリマー鎖がTg(ガラス転位点)とTmとを有しており、前記温度がTg以上であると共にTm未満であることを特徴とする請求項1に記載の不織布ファブリック。
【請求項5】
前記繊維は、前記第2の方向に約70%まで伸長すると共に部分的に回復することを特徴とする請求項1に記載の不織布ファブリック。
【請求項6】
前記第2の方向が、前記第1の方向に略直交していることを特徴とする請求項1に記載の不織布ファブリック。
【請求項7】
前記繊維のウェブは、30〜150[g/m2]の重量と40[N/5cm]より大なる引裂強度を有する超極細フィラメントの不織布ファブリックを含有し、該不織布ファブリックは、溶融スパンされ、伸長され、直接的にレイダウンされて不織布ファブリックを形成している1.5〜5デシテックスの繊度を有している連続的な多成分フィラメントから製作されており、前記連続的な多成分フィラメントは、少なくとも80%程度まで分割され、0.01〜1.0デシテックスの繊度を有して結合される連続的な超極細フィラメントを形成していることを特徴とする請求項1に記載の不織布ファブリック。
【請求項8】
前記連続的な多成分フィラメントは、2つのポリマーを含む連続的な2成分フィラメントを有していることを特徴とする請求項7に記載の不織布ファブリック。
【請求項9】
前記ポリマーの1つは、ポリエステルポリマーを含み、前記ポリマーの他の1つは、ポリアミド、ポリオレフィン、及びこれらの混合物から成る群から選択されるポリマーを含んでいることを特徴とする請求項8に記載の不織布ファブリック。
【請求項10】
伸縮性を備えた不織布材料を提供するための方法であって、
(a)互いに絡み合わせられ、所定のTm(融点)を有するポリマーフィラメントのウェブを形成するステップと、
(b)前記ウェブを、所定のTm未満の温度で第1の方向に伸長し、前記繊維を前記第1の方向に整列させ、前記繊維内の前記ポリマー鎖を前記第1の方向に配向させるステップと、
(c)前記繊維を、前記不織布材料が前記第1の方向とは異なる第2の方向で伸長すると共に、該第2の方向における前記伸長から部分的に回復することができる前記温度未満まで冷却するステップと、
を備えていることを特徴とする方法。
【請求項11】
前記温度がTm未満であるとは、Tmを0.1℃〜20℃下回ることであることを特徴とする請求項10に記載の方法。
【請求項12】
前記繊維は、前記第2の方向に約70%まで伸長すると共に部分的に回復することを特徴とする請求項10に記載の方法。
【請求項13】
伸縮性を備えた不織布材料を提供するための方法であって、
(a)互いに絡み合わせられ、所定のTm(融点)を有すると共に、所定の長さ及び所定の幅を有するポリマーフィラメントのウェブを形成するステップと、
(b)前記ウェブを、所定のTm未満の温度で前記ウェブの長さ方向に一致する第1の方向に伸長し、前記繊維を前記第1の方向に整列させ、前記繊維内の前記ポリマー鎖を前記第1の方向に配向させ、前記ウェブの前記幅を低減させるステップと、
(c)前記繊維を、前記不織布材料が前記ウェブの前記幅を横断する第2の方向で伸長すると共に、前記伸長から部分的に回復することができる前記温度未満まで冷却するステップと、
を備えていることを特徴とする方法。
【請求項14】
前記ウェブを、前記ウェブの前記幅を横断して更に伸長させ、前記不織布材料が依然として前記ウェブの前記幅を横断する第2の方向で伸長することができると共に、前記伸長から部分的に回復することができる更なるステップを備えていることを特徴とする請求項13に記載の方法。
【請求項15】
前記ウェブの前記幅を横断して伸長させる前記ステップが、前記ウェブをテンターフレーム上に載置するステップであることを特徴とする請求項13に記載の方法。
【請求項1】
選択された方向に伸びることのできる不織布材料であって、
(a)繊維が互いに絡み合わせられたポリマー鎖を含む繊維のウェブであって、
(i)前記繊維が所定の温度で第1の方向に伸長され、前記繊維が前記第1の方向に整列されると共に、前記繊維内の前記ポリマー鎖が前記第1の方向に配向されており、
(ii)前記繊維は前記温度未満の温度まで冷却される、
繊維のウェブを備えており、
該繊維のウェブは、前記第1の方向とは異なる第2の方向に伸長する性質を示し、前記繊維は前記第2の方向における前記伸長から部分的に回復することも可能である、
ことを特徴とする不織布材料。
【請求項2】
前記ポリマー鎖が融点Tmを有しており、前記温度がTm未満であることを特徴とする請求項1に記載の不織布ファブリック。
【請求項3】
温度がTm未満であるとは、Tmを0.1℃〜20℃下回ることであることを特徴とする請求項2に記載の不織布ファブリック。
【請求項4】
前記ポリマー鎖がTg(ガラス転位点)とTmとを有しており、前記温度がTg以上であると共にTm未満であることを特徴とする請求項1に記載の不織布ファブリック。
【請求項5】
前記繊維は、前記第2の方向に約70%まで伸長すると共に部分的に回復することを特徴とする請求項1に記載の不織布ファブリック。
【請求項6】
前記第2の方向が、前記第1の方向に略直交していることを特徴とする請求項1に記載の不織布ファブリック。
【請求項7】
前記繊維のウェブは、30〜150[g/m2]の重量と40[N/5cm]より大なる引裂強度を有する超極細フィラメントの不織布ファブリックを含有し、該不織布ファブリックは、溶融スパンされ、伸長され、直接的にレイダウンされて不織布ファブリックを形成している1.5〜5デシテックスの繊度を有している連続的な多成分フィラメントから製作されており、前記連続的な多成分フィラメントは、少なくとも80%程度まで分割され、0.01〜1.0デシテックスの繊度を有して結合される連続的な超極細フィラメントを形成していることを特徴とする請求項1に記載の不織布ファブリック。
【請求項8】
前記連続的な多成分フィラメントは、2つのポリマーを含む連続的な2成分フィラメントを有していることを特徴とする請求項7に記載の不織布ファブリック。
【請求項9】
前記ポリマーの1つは、ポリエステルポリマーを含み、前記ポリマーの他の1つは、ポリアミド、ポリオレフィン、及びこれらの混合物から成る群から選択されるポリマーを含んでいることを特徴とする請求項8に記載の不織布ファブリック。
【請求項10】
伸縮性を備えた不織布材料を提供するための方法であって、
(a)互いに絡み合わせられ、所定のTm(融点)を有するポリマーフィラメントのウェブを形成するステップと、
(b)前記ウェブを、所定のTm未満の温度で第1の方向に伸長し、前記繊維を前記第1の方向に整列させ、前記繊維内の前記ポリマー鎖を前記第1の方向に配向させるステップと、
(c)前記繊維を、前記不織布材料が前記第1の方向とは異なる第2の方向で伸長すると共に、該第2の方向における前記伸長から部分的に回復することができる前記温度未満まで冷却するステップと、
を備えていることを特徴とする方法。
【請求項11】
前記温度がTm未満であるとは、Tmを0.1℃〜20℃下回ることであることを特徴とする請求項10に記載の方法。
【請求項12】
前記繊維は、前記第2の方向に約70%まで伸長すると共に部分的に回復することを特徴とする請求項10に記載の方法。
【請求項13】
伸縮性を備えた不織布材料を提供するための方法であって、
(a)互いに絡み合わせられ、所定のTm(融点)を有すると共に、所定の長さ及び所定の幅を有するポリマーフィラメントのウェブを形成するステップと、
(b)前記ウェブを、所定のTm未満の温度で前記ウェブの長さ方向に一致する第1の方向に伸長し、前記繊維を前記第1の方向に整列させ、前記繊維内の前記ポリマー鎖を前記第1の方向に配向させ、前記ウェブの前記幅を低減させるステップと、
(c)前記繊維を、前記不織布材料が前記ウェブの前記幅を横断する第2の方向で伸長すると共に、前記伸長から部分的に回復することができる前記温度未満まで冷却するステップと、
を備えていることを特徴とする方法。
【請求項14】
前記ウェブを、前記ウェブの前記幅を横断して更に伸長させ、前記不織布材料が依然として前記ウェブの前記幅を横断する第2の方向で伸長することができると共に、前記伸長から部分的に回復することができる更なるステップを備えていることを特徴とする請求項13に記載の方法。
【請求項15】
前記ウェブの前記幅を横断して伸長させる前記ステップが、前記ウェブをテンターフレーム上に載置するステップであることを特徴とする請求項13に記載の方法。
【図1】



【図2】

【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−138060(P2006−138060A)
【公開日】平成18年6月1日(2006.6.1)
【国際特許分類】
【外国語出願】
【出願番号】特願2005−325105(P2005−325105)
【出願日】平成17年11月9日(2005.11.9)
【出願人】(505417194)
【Fターム(参考)】
【公開日】平成18年6月1日(2006.6.1)
【国際特許分類】
【出願番号】特願2005−325105(P2005−325105)
【出願日】平成17年11月9日(2005.11.9)
【出願人】(505417194)
【Fターム(参考)】
[ Back to top ]