
伸縮性シートの製造方法
【課題】一の不織布と他の不織布とが交差方向に連続して破断することを抑制できる伸縮性シートの製造方法を提供する。
【解決手段】 伸縮性シートの製造方法は、連続した状態で搬送される不織布3を、外周面に形成された歯51t、52tを互いに噛み合わせながら回転する一対のロール51、52の間隙に通すことにより、不織布3を歯によって搬送方向に延伸する。不織布の搬送方向における第1端部と他の不織布の搬送方向における第2端部とを接合部を介して接合する継ぎ目形成工程を備え、接合部は、搬送方向と直交する交差方向において間欠的に配置される。
【解決手段】 伸縮性シートの製造方法は、連続した状態で搬送される不織布3を、外周面に形成された歯51t、52tを互いに噛み合わせながら回転する一対のロール51、52の間隙に通すことにより、不織布3を歯によって搬送方向に延伸する。不織布の搬送方向における第1端部と他の不織布の搬送方向における第2端部とを接合部を介して接合する継ぎ目形成工程を備え、接合部は、搬送方向と直交する交差方向において間欠的に配置される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、連続して搬送される不織布を、外周面に形成された歯を互いに噛み合わせながら回転する一対のロールの間隙に通すことによって搬送方向に延伸する伸縮性シートの製造方法に関する。
【背景技術】
【0002】
従来、使い捨ておむつ等の吸収性物品の構成部材として、伸縮性シートが製造されている。伸縮性シートの製造方法は、例えば、外周面に形成された歯を互いに噛み合わせながら回転する一対のロールの間隙に連続する不織布を通し、ロールの歯によって不織布を搬送方向に延伸して、不織布を変形させることによって製造する(例えば、特許文献1参照)。
【0003】
また、吸収性物品を構成する不織布は、ロール状に巻かれた状態で配置されており、その一端側から連続した状態で一対のロール間に供給される。伸縮性シートの製造過程において1つのロール状の不織布を供給した後は、不織布の他端と他の不織布の一端と接合し、一の不織布に次いで他の不織布を供給する。特許文献2には、一の不織布と他の不織布とをシート状の継ぎ目部材によって繋ぐ技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−156785号公報(第4頁、図2等)
【特許文献2】米国特許第6863945号明細書(図1等)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、例えば、特許文献2に記載の継ぎ目部材によって接合された不織布は、継ぎ目部材が接した部分と継ぎ目部材が接していない部分とで剛性が異なる。よって、この不織布を、特許文献1の一対のロール間に供給して延伸しようとすると、継ぎ目部材が接した部分と継ぎ目部材が接していない部分との境界において、不織布が破断してしまうおそれがある。
【0006】
そこで、本発明は、このような状況に鑑みてなされたものであり、連続した状態で搬送される不織布を搬送方向に延伸する伸縮性シートの製造方法において、一の不織布と他の不織布とが交差方向に連続して破断することを抑制することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するため、本発明は、連続した状態で搬送される不織布を、外周面に形成された歯を互いに噛み合わせながら回転する一対のロールの間隙に通すことにより、前記不織布を前記歯によって搬送方向に延伸する伸縮性シートの製造方法であって、前記不織布の前記搬送方向における第1端部と他の不織布の前記搬送方向における第2端部とを接合部を介して接合する接合工程を備え、前記接合部は、前記搬送方向と直交する交差方向において間欠的に配置されることを特徴とする。
【発明の効果】
【0008】
本発明に係る吸収性物品の製造方法によれば、一の不織布の第1端部と他の不織布の第2端部とを接合する接合部が、搬送方向と直交する交差方向において間欠的に設けられており、交差方向における全域に亘って設けられていない。よって、一対のロールによって不織布が搬送方向に延伸された場合において、交差方向に連続して不織布が破断することを防ぐことができる。
【図面の簡単な説明】
【0009】
【図1】本発明の実施形態に係る吸収性物品の製造工程を模式的に示した図である。
【図2】本実施形態に係る不織布の接合部分を模式的に示した図である。
【図3】変形例1に係る不織布の接合部分を模式的に示した図である。
【図4】変形例2に係る不織布の接合部分を模式的に示した図である。
【図5】変形例3に係る不織布の接合部分を模式的に示した図である。
【発明を実施するための形態】
【0010】
以下において、本発明に係る吸収性物品の製造方法について、図面を参照しながら説明する。具体的には、(1)伸縮性シートの構成、(2)伸縮性シートの製造方法、(3)不織布の接合構成、及び(4)その他の実施形態について説明する。
【0011】
(1)伸縮性シートの構成
本実施の形態に係る伸縮性シート3Sは、溶融紡糸等によって伸長性繊維と伸縮性繊維とを混合生成してなる不織布3によって形成されている。ここで、伸長性繊維とは、伸縮性繊維の弾性限界の伸びよりも小さな伸びで塑性変形を起こす繊維のことである。換言すると、伸長性繊維とは、概ね非弾性的に伸長可能な繊維であり、伸縮性繊維とは、弾性的に伸長可能な繊維である。具体的には、伸長性繊維は、熱可塑性ポリオレフィン繊維であり、伸縮性繊維は、熱可塑性ポリオレフィン繊維よりも融点の高い熱可塑性エラストマ繊維である。熱可塑性ポリオレフィン繊維としては、例えばポリプロピレン繊維やポリエステル繊維などの単独繊維や、ポリプロピレンやポリエステルからなる芯鞘構造の複合繊維などが挙げられるが、ここでは、ポリプロピレン繊維の単独繊維が使用されている。熱可塑性エラストマ繊維としては、例えば、ポリウレタン繊維等が挙げられ、ここではポリウレタン繊維が使用されている。そして、これらポリプロピレン繊維とポリウレタン繊維とは、例えば50:50の重量比で配合されている。
【0012】
不織布3の製法としては、スパンボンド法(紡糸直結で繊維同士を自己接着で結合する方法)やケミカルボンド法(接着樹脂を付着させて繊維同士を接着して結合する方法)等が挙げられるが、ここではスパンボンド法が使用されている。また、不織布3の坪量や繊維径は、伸縮性シート3Sの要求仕様に応じて決められる。このように構成された不織布3に対して後述する延伸加工を施すことにより、不織布3には伸縮性が発現されて伸縮性シート3Sとなる。
【0013】
(2)伸縮性シートの製造方法
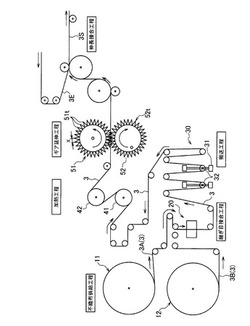
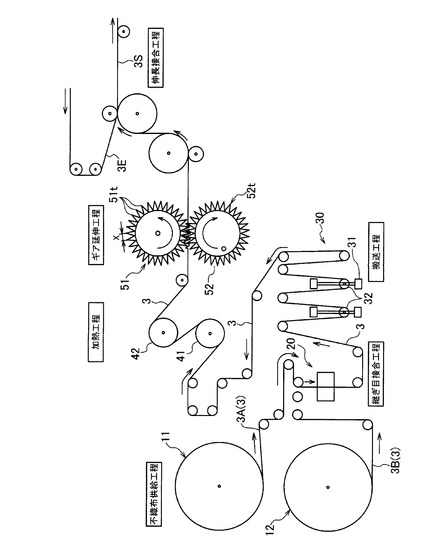
図1は、伸縮性シートの製造工程を模式的に示した図である。伸縮性シートの製造工程は、不織布供給工程と、継ぎ目形成工程(接合工程)、搬送工程、加熱工程、ギア延伸工程、及び伸長接合工程を備える。
【0014】
不織布供給工程は、伸縮性シート3Sの材料となる不織布3を搬送方向MDに沿って連続して搬送する。不織布3は、ロール状に巻かれており、本実施の形態では、回転軸を中心に巻かれた第1不織布ロール11の不織布3Aと第2不織布ロール12の不織布3Bとを備える。
【0015】
継ぎ目形成工程は、第1不織布ロール11及び第2不織布ロール12のいずれかの終端部(第1端部)と他方の始端部(第2端部)とを接合部を介して接合する接合工程である。接合された不織布は、後述するギア延伸工程に向けて連続して供給される。継ぎ目形成工程に用いる継ぎ目形成装置20は、一方の不織布の終端部と他方の不織布の始端部とを接合する。不織布供給工程と継ぎ目形成工程との間には、不織布の終端部を検出する端部検出センサ(図示せず)が配置されている。端部検出センサは、一方の不織布の終端部を検出できる構成であればよく、その構成は特に限定されない。終端部の検出方法としては、例えば、不織布ロールの回転軸の外周面にセンサ検出用のカラーの紙管を設け、その紙管をカラーセンサーによって検出して、不織布ロールの終端部を検出する。また、他の終端部の検出方法としては、例えば、不織布ロールの回転数から不織布ロールに巻かれている資材径を検出し、不織布ロールの終端部を検出する。更に、他の終端部の検出方法としては、例えば、不織布の終端近傍にアルミテープ等、金属探知機によって検出可能な部材を貼付しておき、そのアルミテープ等を金属探知機によって検出することにより、不織布の終端部を検出する。
【0016】
また、不織布供給工程と継ぎ目形成工程との間には、一方の不織布の終端部を、継ぎ目形成装置の手前側で押さえる資材ストッパー(図示せず)が配置されている。他方の不織布ロールの始端部は、あらかじめ継ぎ目形成装置20に手作業によって導かれており、一方の不織布ロールの終端部が資材ストッパーによって搬送が停止された際に、一方の不織布ロールの終端部と接合される。なお、継ぎ目形成工程については、後述にて詳細に説明する。
【0017】
搬送工程は、上下方向に沿って配置されたガイド部材31と、ガイド部材31に沿って上下方向に摺動するダンサーロール32とを有する搬送装置30によって不織布3をW字状に案内して、加熱工程に向けて搬送する。
【0018】
加熱工程は、一対の加熱ロール41、42によって、ギア延伸工程の前に不織布3を加熱する。不織布3は、加熱ロール41、42の外周面にS字状に巻き付けられながら、搬送方向MDの上流側の加熱ロール41から下流側の加熱ロール42へと順次送られる。不織布3は、加熱ロール41、42の外周面と接している間に、外周面によって加熱される。
【0019】
ギア延伸工程は、上下一対の延伸ギアロール51、52によって不織布に対して延伸処理を施す。不織布3は、搬送方向MDに沿って延伸される。延伸ギアロール51,52の外周面には、周方向に沿って所定のピッチXで波状に歯51t、52tが形成されている。延伸ギアロール51,52が所定の周速で駆動回転している間に、延伸ギアロール51,52の間隙に未延伸の不織布3を通す。不織布3は、互いに噛み合う上延伸ギアロール51の歯51tと下延伸ギアロール52の歯52tとによって三点曲げ状に変形され、延伸ギアロール51の周方向に延伸される。そして、この延伸後には、不織布3に伸縮性が発現する。
【0020】
伸長接合工程は、延伸された不織布を接合する。ギア延伸工程から送られる不織布3を伸長し、当該伸長状態の不織布に対して、他の不織布3Eを接合する。なお、不織布3を伸長状態で他の不織布3Eに接合するのは、不織布3の高い伸縮性に基づいて伸縮性シート3Sに伸縮性を付与するためである。このようにして伸縮性を有する伸縮性シート3Sを得ることができる。
【0021】
(3)不織布の接合構成
次いで、継ぎ目形成工程における不織布の接合構成について詳細に説明する。不織布の接合部分は、第1不織布ロール11の不織布3A及び第2不織布ロールの不織布3Bのうち、一方の不織布3Aの終端部(第1端部)3Cと他方の不織布の始端部(第2端部)3Dとを接合する。不織布同士の接合は、接着剤を用いて接合してもよいし、接着剤を有する接着テープを用いて接合してもよいし、ヒートシールによって接合してもよいし、超音波シールによって接合してもよい。本実施の形態では、接着テープ60を用いて不織布同士を接合している。接着テープ60は、具体的には、ポリエチレン発泡体の両面に接着剤を塗布した両面テープである。
【0022】
継ぎ目形成工程は、例えば、端部検出センサによって一方の不織布ロールの終端部を検出した後、資材ストッパーによって不織布ロールの終端部を押さえて、継ぎ目形成装置20によって一方の不織布ロールの終端部と他方の不織布の始端部とを接合する。次いで、一方の不織布を接合部近傍で切断することで一方の不織布の終端部を形成し、他方の不織布の繰り出しを開始する。
【0023】
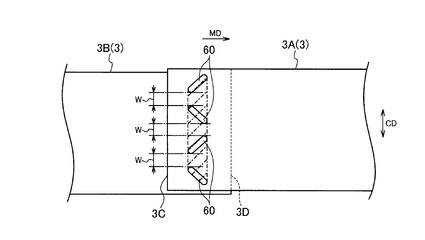
図2は、不織布の接合部分を模式的に示した図である。接着テープ60は、交差方向CDにおいて間欠的に配置されている。交差方向CDにおいて隣接する接着テープ60同士の間には、隙間Wが設けられている。よって、接着テープ60が交差方向CDに沿って連続していないため、ギア延伸工程等において不織布3が搬送方向MDに引っ張られた際に、不織布3が交差方向CDに連続して破断することを防ぐことができる。
【0024】
例えば、接着テープ60が交差方向CDに沿って連続して配置されていると、搬送方向の引張強度が低下した箇所が交差方向CDにおいて連続するため、不織布3が交差方向CDにおいて分断するおそれがある。しかし、接着テープ60が交差方向CDにおいて間欠的に配置されているため、仮に一部破断した場合であっても、その破断部分が交差方向に連続しないため、一方の不織布3Aと他方の不織布3Bとの接合状態を維持することができ、不織布3が交差方向CDにおいて分断するおそれが低い。それにより、継ぎ目形成工程において、不織布3の搬送速度を高速に維持した状態で延伸処理を行った場合においても、不織布同士の接合状態を維持し、不織布の延伸や接合を行うことができる。
【0025】
不織布をギアロール等によって延伸する場合には、ギアロールの歯の噛み合いによって不織布を延伸するため、不織布の歪み速度(不織布に付与される単位時間当たりの歪み)がギアロールの間隙を通る過程で変化し、その歪み速度の最大値が不織布の損傷に影響することがある。歪み速度を低減するためには、搬送速度を低下させることが考えられる。しかし、搬送速度を低下させると、生産性が低下する。例えば、接着テープ60が交差方向CDに沿って連続して配置されている場合には、不織布が搬送方向に延伸する際に破断し易くなり、搬送速度を低下しなければならないことがある。しかし、接着テープ60を交差方向CDにおいて間欠的に配置することにより、不織布3の搬送速度を高速に維持した状態で延伸処理を行った場合においても、不織布同士の接合状態を維持し、不織布の延伸や接合を行うことができるため、生産性を向上させることができる。
【0026】
接着テープ60は、搬送方向MDと交差する交差方向CDに沿って互いに離間しており、複数設けられている。接着テープ60は、搬送方向MDの上流から下流に向かって、交差方向CDにおける不織布3の端部に向かって傾斜している。このように接着テープ60を配置することにより、接合部が配置されていない非接合部の資材の湾曲を抑制することができる。また、搬送方向MDに不織布を搬送した際に、他方の不織布3Bの始端部3Dが搬送方向上流側に折り返されることを防ぐことができる。
【0027】
また、接着テープ60の破断伸度は、不織布の破断伸度よりも大きいことが望ましい。ギア延伸等によって伸縮性シートが伸びた際に、接着シートを破断し難くして、不織布同士の接合状態を維持することができる。
【0028】
更に、接着テープ60の搬送方向MDの長さは、延伸ギアロール51の歯51t及びギアロール52の歯52tの延伸ピッチX/2よりも長いことが望ましい。延伸ピッチX/2は、延伸ギアロール51の歯51tのピッチX及び延伸ギアロール52の歯52tのピッチXの半分の長さである。延伸ギアロール51によって不織布を延伸する際は、上延伸ギアロール51の歯51tと下延伸ギアロール52の歯52tとによって不織布を挟み、搬送方向MDに延伸する。このとき、周方向に隣接する歯と歯との間に位置する不織布と接着テープ60の接合が弱まることがある。しかし、延伸ギアロール51の歯51t及びギアロール52の歯52tの延伸ピッチX/2よりも長いことにより、歯と歯との間に位置する不織布と接着テープ60が接合状態を保ったまま同様に延伸されるため、接合状態を維持することができる。
【0029】
なお、ギア延伸による不織布の延伸は、少なくとも不織布の搬送方向を含む延伸であればよく、搬送方向に延伸しつつ交差方向に延伸する構成等、搬送方向に対して傾斜する方向に延伸する構成も含むものである。
【0030】
接着テープ60によって構成される接合部の面積は、一方の不織布3Aと他方の不織布3Bとが重なる領域中で接合部よって囲まれた接合領域の面積に対する10%〜50%であることが望ましい。一方の不織布3Aと他方の不織布3Bとが重なる領域中で接合部よって囲まれた接合領域とは、不織布同士が重なる領域において接合部(本実施の形態においては接着テープ60)の外周縁を囲んだ領域である。具体的には、図2に示す上部に位置する接着テープ60と下部に位置する接着テープ60とを含み、かつ上部に位置する接着テープ60と下部に位置する接着テープ60との間を含む領域である。この接合部よって囲まれた接合領域を図2において、一点鎖線によって図示する。
【0031】
例えば、接合部の面積が少なすぎると(例えば、一方の不織布3Aと他方の不織布3Bとが重なる領域の面積に対する10%未満)であると、十分に接合強度を得られないおそれがある。一方、接合部の面積が多すぎると(例えば、一方の不織布3Aと他方の不織布3Bとが重なる領域の面積に対する50%よりも多い)、ギア延伸によって不織布の強度が低下した領域が増加するため、不織布が切断するおそれがある。
【0032】
(4)その他の実施形態
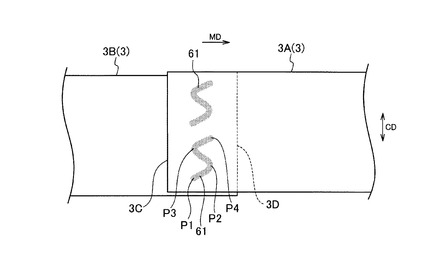
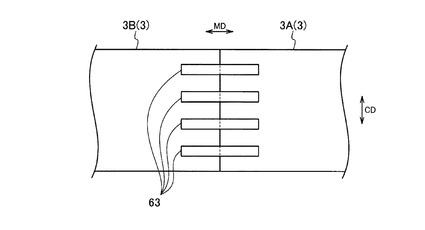
不織布同士の接合構造は、本実施形態に係る構成に限られない。次いで、変形例に係る不織布の接合構造について説明する。なお、以下の変形例の説明において、実施形態と同様の構成については、説明を省略する。図3は、変形例1に係る不織布の接合部分を模式的に示した図である。変形例1に係る不織布同士の接合部61は、複数設けられており、接着剤によって構成されている。接着剤は、所定領域内において波状に配置されている。このように波状に接着剤が配されているため、応力が集中する点は、交差方向に連続せず、交差方向に沿って搬送方向MDにおいてずれる。
【0033】
具体的には、図3に示す接合部61の応力の集中点を接合部61の下端側からP1〜P4として示すと、P1とP3とは交差方向に沿って一致するが、P1とP3との間のP2は、P1及びP3と一致せず、交差方向においてずれる。よって、応力が集中する点が交差方向において連続することによる接合部の破断を抑制することができる。
【0034】
また、接着剤によって構成される接合部61の面積は、一方の不織布3Aと他方の不織布3Bとが重なる領域中で接合部よって囲まれた接合領域の面積に対する10%〜50%であることが望ましい。
【0035】
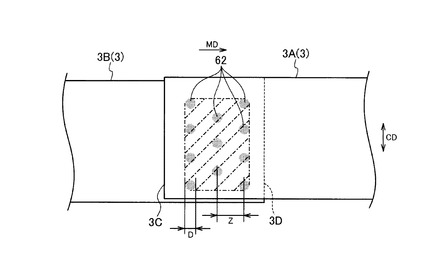
図4は、変形例2に係る不織布の接合部分を模式的に示した図である。変形例2に係る不織布同士の接合部は、ヒートシールまたは超音波シールによって構成されている。接合部62は、円形状であって複数設けられている。複数の円形状の接合部62を有し、一方の不織布3Aと他方の不織布3Bとが重なる領域全体に接合部62を配置することで、一方の不織布3Aと他方の不織布3Bとが重なる領域全体を接合することができる。
【0036】
また、円形状の接合部62同士の搬送方向MDにおけるピッチZは、延伸ギアロール51の歯51t及びギアロール52の歯52tの延伸ピッチX/2よりも長いことが望ましい。例えば、周方向において隣接する歯51tと歯52tの間において接着部62が複数存在すると、接合部62が延伸によって破壊されやすくなる。
【0037】
また、ヒートシールまたは超音波シールによって接合される円形状の接合部62の直径Dは延伸ギアロール51の歯51tと隣接するギアロール52の歯52tで形成される延伸ピッチX/2よりも小さいことが望ましい。例えば、接合部62はヒートシールによって繊維同士が融着しているため非接合部に比べて伸張性が低下しており、接合部62の直径Dが延伸ピッチX/2より大きい場合、接合部が延伸によって破壊されやすくなる。
【0038】
また、ヒートシール又は超音波シーによって接合される接合部の面積は、一方の不織布3Aと他方の不織布3Bとが重なる領域中で接合部よって囲まれた接合領域の面積に対する5%〜30%であることが望ましい。例えば、接合部の面積が少なすぎると(例えば、一方の不織布3Aと他方の不織布3Bとが重なる領域の面積に対する5%未満)であると、十分に接合強度を得られないおそれがある。一方、接合部の面積が多すぎると(例えば、一方の不織布3Aと他方の不織布3Bとが重なる領域の面積に対する30%よりも多い)、ギア延伸によって不織布の強度が低下した領域が増加するため、不織布が切断するおそれがある。なお、接合部よって囲まれた接合領域を図4において、一点鎖線によって図示する。
【0039】
図5は、変形例3に係る不織布の接合部分を模式的に示した図である。変形例3においては、一方の不織布と他方の不織布とが重なって配置されてない。接着テープ64は、不織布同士を跨るように配置されている。このように、不織布同士を重ねて配置しない構成においても、接着テープ64によって不織布同士を接合することができる。また、接着テープ64を交差方向において間欠的に配置することにより、交差方向に連続して不織布が切断することを防ぐことができる。
【0040】
このように、本発明は、ここでは記載していない様々な実施形態などを含むことは勿論である。したがって、本発明の技術的範囲は、上述の説明から妥当な特許請求の範囲に係る発明特定事項によってのみ定められるものである。また、本発明において製造される伸縮性シートは、使い捨ておむつや生理用ナプキンの構成物品として用いることができる。
【0041】
上述の実施形態では、複数種類の繊維を含む不織布3として、伸長性繊維たるポリプロピレン繊維と伸縮性繊維たるポリウレタン繊維との2種類の繊維を含む不織布3を例示したが、繊維の種類は2種類に限るものではなく、3種類以上であってもよい。
【0042】
上述の実施形態では、複数種類の繊維を含む不織布3として、伸長性繊維たるポリプロピレン繊維と伸縮性繊維たるポリウレタン繊維とが混合してなる不織布3を例示したが、不織布3の厚み方向に、伸長性繊維のみの層と伸縮性繊維のみの層とが層状に分かれて積層されていても良い。なお、これらの層の数は2層に限るものではなく、例えば、伸縮性繊維のみの層が上下の伸長性繊維のみの層で挟まれた3層構造の不織布3であっても良い。
【0043】
また、上述の実施形態における円形状の接合部は、半径が一定の円形状のみならず、楕円形状を含むものである。更に、接合部の形状は、円形状に限られず、三角形状、長方形状等、その他の形状を含むものである。
【符号の説明】
【0044】
3…不織布、 3S…伸縮性シート、 11…第1不織布ロール、 12…第2不織布ロール、 20…継ぎ目形成装置、 21…終端検出センサ、 22…ガイドボックス、 23…押し付けヘッド、 30…搬送装置、 31…ガイド部材、 32…ダンサーロール、 41、42…加熱ロール、 51…上延伸ギアロール、 52…下延伸ギアロール 60、61、62、63、64…接合部
【技術分野】
【0001】
本発明は、連続して搬送される不織布を、外周面に形成された歯を互いに噛み合わせながら回転する一対のロールの間隙に通すことによって搬送方向に延伸する伸縮性シートの製造方法に関する。
【背景技術】
【0002】
従来、使い捨ておむつ等の吸収性物品の構成部材として、伸縮性シートが製造されている。伸縮性シートの製造方法は、例えば、外周面に形成された歯を互いに噛み合わせながら回転する一対のロールの間隙に連続する不織布を通し、ロールの歯によって不織布を搬送方向に延伸して、不織布を変形させることによって製造する(例えば、特許文献1参照)。
【0003】
また、吸収性物品を構成する不織布は、ロール状に巻かれた状態で配置されており、その一端側から連続した状態で一対のロール間に供給される。伸縮性シートの製造過程において1つのロール状の不織布を供給した後は、不織布の他端と他の不織布の一端と接合し、一の不織布に次いで他の不織布を供給する。特許文献2には、一の不織布と他の不織布とをシート状の継ぎ目部材によって繋ぐ技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−156785号公報(第4頁、図2等)
【特許文献2】米国特許第6863945号明細書(図1等)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、例えば、特許文献2に記載の継ぎ目部材によって接合された不織布は、継ぎ目部材が接した部分と継ぎ目部材が接していない部分とで剛性が異なる。よって、この不織布を、特許文献1の一対のロール間に供給して延伸しようとすると、継ぎ目部材が接した部分と継ぎ目部材が接していない部分との境界において、不織布が破断してしまうおそれがある。
【0006】
そこで、本発明は、このような状況に鑑みてなされたものであり、連続した状態で搬送される不織布を搬送方向に延伸する伸縮性シートの製造方法において、一の不織布と他の不織布とが交差方向に連続して破断することを抑制することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するため、本発明は、連続した状態で搬送される不織布を、外周面に形成された歯を互いに噛み合わせながら回転する一対のロールの間隙に通すことにより、前記不織布を前記歯によって搬送方向に延伸する伸縮性シートの製造方法であって、前記不織布の前記搬送方向における第1端部と他の不織布の前記搬送方向における第2端部とを接合部を介して接合する接合工程を備え、前記接合部は、前記搬送方向と直交する交差方向において間欠的に配置されることを特徴とする。
【発明の効果】
【0008】
本発明に係る吸収性物品の製造方法によれば、一の不織布の第1端部と他の不織布の第2端部とを接合する接合部が、搬送方向と直交する交差方向において間欠的に設けられており、交差方向における全域に亘って設けられていない。よって、一対のロールによって不織布が搬送方向に延伸された場合において、交差方向に連続して不織布が破断することを防ぐことができる。
【図面の簡単な説明】
【0009】
【図1】本発明の実施形態に係る吸収性物品の製造工程を模式的に示した図である。
【図2】本実施形態に係る不織布の接合部分を模式的に示した図である。
【図3】変形例1に係る不織布の接合部分を模式的に示した図である。
【図4】変形例2に係る不織布の接合部分を模式的に示した図である。
【図5】変形例3に係る不織布の接合部分を模式的に示した図である。
【発明を実施するための形態】
【0010】
以下において、本発明に係る吸収性物品の製造方法について、図面を参照しながら説明する。具体的には、(1)伸縮性シートの構成、(2)伸縮性シートの製造方法、(3)不織布の接合構成、及び(4)その他の実施形態について説明する。
【0011】
(1)伸縮性シートの構成
本実施の形態に係る伸縮性シート3Sは、溶融紡糸等によって伸長性繊維と伸縮性繊維とを混合生成してなる不織布3によって形成されている。ここで、伸長性繊維とは、伸縮性繊維の弾性限界の伸びよりも小さな伸びで塑性変形を起こす繊維のことである。換言すると、伸長性繊維とは、概ね非弾性的に伸長可能な繊維であり、伸縮性繊維とは、弾性的に伸長可能な繊維である。具体的には、伸長性繊維は、熱可塑性ポリオレフィン繊維であり、伸縮性繊維は、熱可塑性ポリオレフィン繊維よりも融点の高い熱可塑性エラストマ繊維である。熱可塑性ポリオレフィン繊維としては、例えばポリプロピレン繊維やポリエステル繊維などの単独繊維や、ポリプロピレンやポリエステルからなる芯鞘構造の複合繊維などが挙げられるが、ここでは、ポリプロピレン繊維の単独繊維が使用されている。熱可塑性エラストマ繊維としては、例えば、ポリウレタン繊維等が挙げられ、ここではポリウレタン繊維が使用されている。そして、これらポリプロピレン繊維とポリウレタン繊維とは、例えば50:50の重量比で配合されている。
【0012】
不織布3の製法としては、スパンボンド法(紡糸直結で繊維同士を自己接着で結合する方法)やケミカルボンド法(接着樹脂を付着させて繊維同士を接着して結合する方法)等が挙げられるが、ここではスパンボンド法が使用されている。また、不織布3の坪量や繊維径は、伸縮性シート3Sの要求仕様に応じて決められる。このように構成された不織布3に対して後述する延伸加工を施すことにより、不織布3には伸縮性が発現されて伸縮性シート3Sとなる。
【0013】
(2)伸縮性シートの製造方法
図1は、伸縮性シートの製造工程を模式的に示した図である。伸縮性シートの製造工程は、不織布供給工程と、継ぎ目形成工程(接合工程)、搬送工程、加熱工程、ギア延伸工程、及び伸長接合工程を備える。
【0014】
不織布供給工程は、伸縮性シート3Sの材料となる不織布3を搬送方向MDに沿って連続して搬送する。不織布3は、ロール状に巻かれており、本実施の形態では、回転軸を中心に巻かれた第1不織布ロール11の不織布3Aと第2不織布ロール12の不織布3Bとを備える。
【0015】
継ぎ目形成工程は、第1不織布ロール11及び第2不織布ロール12のいずれかの終端部(第1端部)と他方の始端部(第2端部)とを接合部を介して接合する接合工程である。接合された不織布は、後述するギア延伸工程に向けて連続して供給される。継ぎ目形成工程に用いる継ぎ目形成装置20は、一方の不織布の終端部と他方の不織布の始端部とを接合する。不織布供給工程と継ぎ目形成工程との間には、不織布の終端部を検出する端部検出センサ(図示せず)が配置されている。端部検出センサは、一方の不織布の終端部を検出できる構成であればよく、その構成は特に限定されない。終端部の検出方法としては、例えば、不織布ロールの回転軸の外周面にセンサ検出用のカラーの紙管を設け、その紙管をカラーセンサーによって検出して、不織布ロールの終端部を検出する。また、他の終端部の検出方法としては、例えば、不織布ロールの回転数から不織布ロールに巻かれている資材径を検出し、不織布ロールの終端部を検出する。更に、他の終端部の検出方法としては、例えば、不織布の終端近傍にアルミテープ等、金属探知機によって検出可能な部材を貼付しておき、そのアルミテープ等を金属探知機によって検出することにより、不織布の終端部を検出する。
【0016】
また、不織布供給工程と継ぎ目形成工程との間には、一方の不織布の終端部を、継ぎ目形成装置の手前側で押さえる資材ストッパー(図示せず)が配置されている。他方の不織布ロールの始端部は、あらかじめ継ぎ目形成装置20に手作業によって導かれており、一方の不織布ロールの終端部が資材ストッパーによって搬送が停止された際に、一方の不織布ロールの終端部と接合される。なお、継ぎ目形成工程については、後述にて詳細に説明する。
【0017】
搬送工程は、上下方向に沿って配置されたガイド部材31と、ガイド部材31に沿って上下方向に摺動するダンサーロール32とを有する搬送装置30によって不織布3をW字状に案内して、加熱工程に向けて搬送する。
【0018】
加熱工程は、一対の加熱ロール41、42によって、ギア延伸工程の前に不織布3を加熱する。不織布3は、加熱ロール41、42の外周面にS字状に巻き付けられながら、搬送方向MDの上流側の加熱ロール41から下流側の加熱ロール42へと順次送られる。不織布3は、加熱ロール41、42の外周面と接している間に、外周面によって加熱される。
【0019】
ギア延伸工程は、上下一対の延伸ギアロール51、52によって不織布に対して延伸処理を施す。不織布3は、搬送方向MDに沿って延伸される。延伸ギアロール51,52の外周面には、周方向に沿って所定のピッチXで波状に歯51t、52tが形成されている。延伸ギアロール51,52が所定の周速で駆動回転している間に、延伸ギアロール51,52の間隙に未延伸の不織布3を通す。不織布3は、互いに噛み合う上延伸ギアロール51の歯51tと下延伸ギアロール52の歯52tとによって三点曲げ状に変形され、延伸ギアロール51の周方向に延伸される。そして、この延伸後には、不織布3に伸縮性が発現する。
【0020】
伸長接合工程は、延伸された不織布を接合する。ギア延伸工程から送られる不織布3を伸長し、当該伸長状態の不織布に対して、他の不織布3Eを接合する。なお、不織布3を伸長状態で他の不織布3Eに接合するのは、不織布3の高い伸縮性に基づいて伸縮性シート3Sに伸縮性を付与するためである。このようにして伸縮性を有する伸縮性シート3Sを得ることができる。
【0021】
(3)不織布の接合構成
次いで、継ぎ目形成工程における不織布の接合構成について詳細に説明する。不織布の接合部分は、第1不織布ロール11の不織布3A及び第2不織布ロールの不織布3Bのうち、一方の不織布3Aの終端部(第1端部)3Cと他方の不織布の始端部(第2端部)3Dとを接合する。不織布同士の接合は、接着剤を用いて接合してもよいし、接着剤を有する接着テープを用いて接合してもよいし、ヒートシールによって接合してもよいし、超音波シールによって接合してもよい。本実施の形態では、接着テープ60を用いて不織布同士を接合している。接着テープ60は、具体的には、ポリエチレン発泡体の両面に接着剤を塗布した両面テープである。
【0022】
継ぎ目形成工程は、例えば、端部検出センサによって一方の不織布ロールの終端部を検出した後、資材ストッパーによって不織布ロールの終端部を押さえて、継ぎ目形成装置20によって一方の不織布ロールの終端部と他方の不織布の始端部とを接合する。次いで、一方の不織布を接合部近傍で切断することで一方の不織布の終端部を形成し、他方の不織布の繰り出しを開始する。
【0023】
図2は、不織布の接合部分を模式的に示した図である。接着テープ60は、交差方向CDにおいて間欠的に配置されている。交差方向CDにおいて隣接する接着テープ60同士の間には、隙間Wが設けられている。よって、接着テープ60が交差方向CDに沿って連続していないため、ギア延伸工程等において不織布3が搬送方向MDに引っ張られた際に、不織布3が交差方向CDに連続して破断することを防ぐことができる。
【0024】
例えば、接着テープ60が交差方向CDに沿って連続して配置されていると、搬送方向の引張強度が低下した箇所が交差方向CDにおいて連続するため、不織布3が交差方向CDにおいて分断するおそれがある。しかし、接着テープ60が交差方向CDにおいて間欠的に配置されているため、仮に一部破断した場合であっても、その破断部分が交差方向に連続しないため、一方の不織布3Aと他方の不織布3Bとの接合状態を維持することができ、不織布3が交差方向CDにおいて分断するおそれが低い。それにより、継ぎ目形成工程において、不織布3の搬送速度を高速に維持した状態で延伸処理を行った場合においても、不織布同士の接合状態を維持し、不織布の延伸や接合を行うことができる。
【0025】
不織布をギアロール等によって延伸する場合には、ギアロールの歯の噛み合いによって不織布を延伸するため、不織布の歪み速度(不織布に付与される単位時間当たりの歪み)がギアロールの間隙を通る過程で変化し、その歪み速度の最大値が不織布の損傷に影響することがある。歪み速度を低減するためには、搬送速度を低下させることが考えられる。しかし、搬送速度を低下させると、生産性が低下する。例えば、接着テープ60が交差方向CDに沿って連続して配置されている場合には、不織布が搬送方向に延伸する際に破断し易くなり、搬送速度を低下しなければならないことがある。しかし、接着テープ60を交差方向CDにおいて間欠的に配置することにより、不織布3の搬送速度を高速に維持した状態で延伸処理を行った場合においても、不織布同士の接合状態を維持し、不織布の延伸や接合を行うことができるため、生産性を向上させることができる。
【0026】
接着テープ60は、搬送方向MDと交差する交差方向CDに沿って互いに離間しており、複数設けられている。接着テープ60は、搬送方向MDの上流から下流に向かって、交差方向CDにおける不織布3の端部に向かって傾斜している。このように接着テープ60を配置することにより、接合部が配置されていない非接合部の資材の湾曲を抑制することができる。また、搬送方向MDに不織布を搬送した際に、他方の不織布3Bの始端部3Dが搬送方向上流側に折り返されることを防ぐことができる。
【0027】
また、接着テープ60の破断伸度は、不織布の破断伸度よりも大きいことが望ましい。ギア延伸等によって伸縮性シートが伸びた際に、接着シートを破断し難くして、不織布同士の接合状態を維持することができる。
【0028】
更に、接着テープ60の搬送方向MDの長さは、延伸ギアロール51の歯51t及びギアロール52の歯52tの延伸ピッチX/2よりも長いことが望ましい。延伸ピッチX/2は、延伸ギアロール51の歯51tのピッチX及び延伸ギアロール52の歯52tのピッチXの半分の長さである。延伸ギアロール51によって不織布を延伸する際は、上延伸ギアロール51の歯51tと下延伸ギアロール52の歯52tとによって不織布を挟み、搬送方向MDに延伸する。このとき、周方向に隣接する歯と歯との間に位置する不織布と接着テープ60の接合が弱まることがある。しかし、延伸ギアロール51の歯51t及びギアロール52の歯52tの延伸ピッチX/2よりも長いことにより、歯と歯との間に位置する不織布と接着テープ60が接合状態を保ったまま同様に延伸されるため、接合状態を維持することができる。
【0029】
なお、ギア延伸による不織布の延伸は、少なくとも不織布の搬送方向を含む延伸であればよく、搬送方向に延伸しつつ交差方向に延伸する構成等、搬送方向に対して傾斜する方向に延伸する構成も含むものである。
【0030】
接着テープ60によって構成される接合部の面積は、一方の不織布3Aと他方の不織布3Bとが重なる領域中で接合部よって囲まれた接合領域の面積に対する10%〜50%であることが望ましい。一方の不織布3Aと他方の不織布3Bとが重なる領域中で接合部よって囲まれた接合領域とは、不織布同士が重なる領域において接合部(本実施の形態においては接着テープ60)の外周縁を囲んだ領域である。具体的には、図2に示す上部に位置する接着テープ60と下部に位置する接着テープ60とを含み、かつ上部に位置する接着テープ60と下部に位置する接着テープ60との間を含む領域である。この接合部よって囲まれた接合領域を図2において、一点鎖線によって図示する。
【0031】
例えば、接合部の面積が少なすぎると(例えば、一方の不織布3Aと他方の不織布3Bとが重なる領域の面積に対する10%未満)であると、十分に接合強度を得られないおそれがある。一方、接合部の面積が多すぎると(例えば、一方の不織布3Aと他方の不織布3Bとが重なる領域の面積に対する50%よりも多い)、ギア延伸によって不織布の強度が低下した領域が増加するため、不織布が切断するおそれがある。
【0032】
(4)その他の実施形態
不織布同士の接合構造は、本実施形態に係る構成に限られない。次いで、変形例に係る不織布の接合構造について説明する。なお、以下の変形例の説明において、実施形態と同様の構成については、説明を省略する。図3は、変形例1に係る不織布の接合部分を模式的に示した図である。変形例1に係る不織布同士の接合部61は、複数設けられており、接着剤によって構成されている。接着剤は、所定領域内において波状に配置されている。このように波状に接着剤が配されているため、応力が集中する点は、交差方向に連続せず、交差方向に沿って搬送方向MDにおいてずれる。
【0033】
具体的には、図3に示す接合部61の応力の集中点を接合部61の下端側からP1〜P4として示すと、P1とP3とは交差方向に沿って一致するが、P1とP3との間のP2は、P1及びP3と一致せず、交差方向においてずれる。よって、応力が集中する点が交差方向において連続することによる接合部の破断を抑制することができる。
【0034】
また、接着剤によって構成される接合部61の面積は、一方の不織布3Aと他方の不織布3Bとが重なる領域中で接合部よって囲まれた接合領域の面積に対する10%〜50%であることが望ましい。
【0035】
図4は、変形例2に係る不織布の接合部分を模式的に示した図である。変形例2に係る不織布同士の接合部は、ヒートシールまたは超音波シールによって構成されている。接合部62は、円形状であって複数設けられている。複数の円形状の接合部62を有し、一方の不織布3Aと他方の不織布3Bとが重なる領域全体に接合部62を配置することで、一方の不織布3Aと他方の不織布3Bとが重なる領域全体を接合することができる。
【0036】
また、円形状の接合部62同士の搬送方向MDにおけるピッチZは、延伸ギアロール51の歯51t及びギアロール52の歯52tの延伸ピッチX/2よりも長いことが望ましい。例えば、周方向において隣接する歯51tと歯52tの間において接着部62が複数存在すると、接合部62が延伸によって破壊されやすくなる。
【0037】
また、ヒートシールまたは超音波シールによって接合される円形状の接合部62の直径Dは延伸ギアロール51の歯51tと隣接するギアロール52の歯52tで形成される延伸ピッチX/2よりも小さいことが望ましい。例えば、接合部62はヒートシールによって繊維同士が融着しているため非接合部に比べて伸張性が低下しており、接合部62の直径Dが延伸ピッチX/2より大きい場合、接合部が延伸によって破壊されやすくなる。
【0038】
また、ヒートシール又は超音波シーによって接合される接合部の面積は、一方の不織布3Aと他方の不織布3Bとが重なる領域中で接合部よって囲まれた接合領域の面積に対する5%〜30%であることが望ましい。例えば、接合部の面積が少なすぎると(例えば、一方の不織布3Aと他方の不織布3Bとが重なる領域の面積に対する5%未満)であると、十分に接合強度を得られないおそれがある。一方、接合部の面積が多すぎると(例えば、一方の不織布3Aと他方の不織布3Bとが重なる領域の面積に対する30%よりも多い)、ギア延伸によって不織布の強度が低下した領域が増加するため、不織布が切断するおそれがある。なお、接合部よって囲まれた接合領域を図4において、一点鎖線によって図示する。
【0039】
図5は、変形例3に係る不織布の接合部分を模式的に示した図である。変形例3においては、一方の不織布と他方の不織布とが重なって配置されてない。接着テープ64は、不織布同士を跨るように配置されている。このように、不織布同士を重ねて配置しない構成においても、接着テープ64によって不織布同士を接合することができる。また、接着テープ64を交差方向において間欠的に配置することにより、交差方向に連続して不織布が切断することを防ぐことができる。
【0040】
このように、本発明は、ここでは記載していない様々な実施形態などを含むことは勿論である。したがって、本発明の技術的範囲は、上述の説明から妥当な特許請求の範囲に係る発明特定事項によってのみ定められるものである。また、本発明において製造される伸縮性シートは、使い捨ておむつや生理用ナプキンの構成物品として用いることができる。
【0041】
上述の実施形態では、複数種類の繊維を含む不織布3として、伸長性繊維たるポリプロピレン繊維と伸縮性繊維たるポリウレタン繊維との2種類の繊維を含む不織布3を例示したが、繊維の種類は2種類に限るものではなく、3種類以上であってもよい。
【0042】
上述の実施形態では、複数種類の繊維を含む不織布3として、伸長性繊維たるポリプロピレン繊維と伸縮性繊維たるポリウレタン繊維とが混合してなる不織布3を例示したが、不織布3の厚み方向に、伸長性繊維のみの層と伸縮性繊維のみの層とが層状に分かれて積層されていても良い。なお、これらの層の数は2層に限るものではなく、例えば、伸縮性繊維のみの層が上下の伸長性繊維のみの層で挟まれた3層構造の不織布3であっても良い。
【0043】
また、上述の実施形態における円形状の接合部は、半径が一定の円形状のみならず、楕円形状を含むものである。更に、接合部の形状は、円形状に限られず、三角形状、長方形状等、その他の形状を含むものである。
【符号の説明】
【0044】
3…不織布、 3S…伸縮性シート、 11…第1不織布ロール、 12…第2不織布ロール、 20…継ぎ目形成装置、 21…終端検出センサ、 22…ガイドボックス、 23…押し付けヘッド、 30…搬送装置、 31…ガイド部材、 32…ダンサーロール、 41、42…加熱ロール、 51…上延伸ギアロール、 52…下延伸ギアロール 60、61、62、63、64…接合部
【特許請求の範囲】
【請求項1】
連続した状態で搬送される不織布を、外周面に形成された歯を互いに噛み合わせながら回転する一対のロールの間隙に通すことにより、前記不織布を前記歯によって搬送方向に延伸する伸縮性シートの製造方法であって、
前記不織布の前記搬送方向における第1端部と他の不織布の前記搬送方向における第2端部とを接合部を介して接合する接合工程を備え、
前記接合部は、前記搬送方向と直交する交差方向において間欠的に配置されることを特徴とする、伸縮性シートの製造方法。
【請求項2】
前記接合部は、前記搬送方向に対して傾斜し、かつ前記交差方向における中央から外側に向けて延びて配置される、請求項1に記載の伸縮性シートの製造方法。
【請求項3】
前記接合部は、前記搬送方向の上流から下流に向かって前記交差方向の中央から外側に向けて延びて配置される、請求項2に記載の伸縮性シートの製造方法。
【請求項4】
前記接合部の前記搬送方向のピッチは、前記歯の前記搬送方向の延伸ピッチよりも長い、請求項1から請求項3のいずれかに記載の伸縮性シートの製造方法。
【請求項5】
前記接合部は、両面テープ又は接着剤によって接合されており、
前記接合部は、前記第1端部と前記第2端部とが重なる領域に配置されており、
前記接合部の面積は、前記第1端部と前記第2端部とが重なる領域における前記接合部よって囲まれた接合領域の面積に対する10%〜50%である、請求項1から請求項4のいずれかに記載の伸縮性シートの製造方法。
【請求項6】
前記接合部は、両面テープ又は接着剤によって接合されており、
前記接合部の前記搬送方向の長さは、前記歯の前記搬送方向の延伸ピッチよりも長い、請求項1から請求項4のいずれかに記載の伸縮性シートの製造方法。
【請求項7】
前記接合部は、ヒートシール又は超音波シールによって接合されており、
前記接合部は、前記第1端部と前記第2端部とが重なる領域に配置されており、
前記接合部の面積は、前記第1端部と前記第2端部とが重なる領域における前記接合部よって囲まれた接合領域の面積に対する5%〜30%である、請求項1から請求項4のいずれかに記載の伸縮性シートの製造方法。
【請求項8】
前記接合部は、ヒートシール又は超音波シールによって接合されており、
前記接合部は、円形状であって複数設けられている、請求項1から請求項4のいずれかに記載の伸縮性シートの製造方法。
【請求項9】
前記接合部の直径は、前記歯の前記搬送方向の延伸ピッチよりも小さい、請求項8に記載の伸縮性シートの製造方法。
【請求項1】
連続した状態で搬送される不織布を、外周面に形成された歯を互いに噛み合わせながら回転する一対のロールの間隙に通すことにより、前記不織布を前記歯によって搬送方向に延伸する伸縮性シートの製造方法であって、
前記不織布の前記搬送方向における第1端部と他の不織布の前記搬送方向における第2端部とを接合部を介して接合する接合工程を備え、
前記接合部は、前記搬送方向と直交する交差方向において間欠的に配置されることを特徴とする、伸縮性シートの製造方法。
【請求項2】
前記接合部は、前記搬送方向に対して傾斜し、かつ前記交差方向における中央から外側に向けて延びて配置される、請求項1に記載の伸縮性シートの製造方法。
【請求項3】
前記接合部は、前記搬送方向の上流から下流に向かって前記交差方向の中央から外側に向けて延びて配置される、請求項2に記載の伸縮性シートの製造方法。
【請求項4】
前記接合部の前記搬送方向のピッチは、前記歯の前記搬送方向の延伸ピッチよりも長い、請求項1から請求項3のいずれかに記載の伸縮性シートの製造方法。
【請求項5】
前記接合部は、両面テープ又は接着剤によって接合されており、
前記接合部は、前記第1端部と前記第2端部とが重なる領域に配置されており、
前記接合部の面積は、前記第1端部と前記第2端部とが重なる領域における前記接合部よって囲まれた接合領域の面積に対する10%〜50%である、請求項1から請求項4のいずれかに記載の伸縮性シートの製造方法。
【請求項6】
前記接合部は、両面テープ又は接着剤によって接合されており、
前記接合部の前記搬送方向の長さは、前記歯の前記搬送方向の延伸ピッチよりも長い、請求項1から請求項4のいずれかに記載の伸縮性シートの製造方法。
【請求項7】
前記接合部は、ヒートシール又は超音波シールによって接合されており、
前記接合部は、前記第1端部と前記第2端部とが重なる領域に配置されており、
前記接合部の面積は、前記第1端部と前記第2端部とが重なる領域における前記接合部よって囲まれた接合領域の面積に対する5%〜30%である、請求項1から請求項4のいずれかに記載の伸縮性シートの製造方法。
【請求項8】
前記接合部は、ヒートシール又は超音波シールによって接合されており、
前記接合部は、円形状であって複数設けられている、請求項1から請求項4のいずれかに記載の伸縮性シートの製造方法。
【請求項9】
前記接合部の直径は、前記歯の前記搬送方向の延伸ピッチよりも小さい、請求項8に記載の伸縮性シートの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−207336(P2012−207336A)
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2011−73697(P2011−73697)
【出願日】平成23年3月29日(2011.3.29)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成23年3月29日(2011.3.29)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]