
伸縮性シートの製造方法

【課題】シート間の接合強度や糸状弾性体のシートに対する固定強度が相互に異なる部位を効率よく形成して、伸縮性シートにおける、糸状弾性体の抜け防止性、通気性、柔軟性、見栄え等を効率よく向上させ得る伸縮性シートの製造方法を提供すること。
【解決手段】一対の帯状シート50,60の一方又は双方に接着剤9',10'を塗布する工程と、それらの帯状シート50,60を、搬送手段16により搬送されている糸状弾性体7に合流させ、該糸状弾性体7を挟んだ状態で一体的に加圧し伸縮性シート30Aを得る一体化工程を具備する伸縮性シートの製造方法であり、一対の帯状シート50,60間の前記一体化工程における接合の条件を、中央接合部形成用の接着剤9’と端部接合部形成用の接着剤10’とで異ならせる。
【解決手段】一対の帯状シート50,60の一方又は双方に接着剤9',10'を塗布する工程と、それらの帯状シート50,60を、搬送手段16により搬送されている糸状弾性体7に合流させ、該糸状弾性体7を挟んだ状態で一体的に加圧し伸縮性シート30Aを得る一体化工程を具備する伸縮性シートの製造方法であり、一対の帯状シート50,60間の前記一体化工程における接合の条件を、中央接合部形成用の接着剤9’と端部接合部形成用の接着剤10’とで異ならせる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、伸縮性シートの製造方法に関する。
【背景技術】
【0002】
従来、表面シート、裏面シート及びこれら両シート間に介在配置された吸収体を備えた実質的に縦長の吸収性本体と、該吸収性本体の本体長手方向に沿う両側縁部に設けられた一対のウエストパネルとを有し、一対の該ウエストパネルそれぞれの本体長手方向に沿う外側縁部に固定されたファスニングテープの止着部を、該吸収性本体の非肌対向面の被止着領域に止着して着用者に装着するようになされている、いわゆる展開型のパネルタイプの使い捨ておむつが知られている。このウエストパネルとしては、装着性等の観点から、伸縮性を有するシート状部材(伸縮性シート)が用いられている。
【0003】
例えば特許文献1には、ウエストパネルに伸縮性シートを用いた展開型のパネルタイプの使い捨ておむつとして、2枚のシートの間に複数本の糸状弾性体を伸長状態で接着固定して構成された伸縮性シートをウエストパネル(止着テープ)として用いたテープ式使い捨ておむつが記載されている。特許文献1に記載の止着テープにおいて、2枚のシートは、幅方向(前記本体長手方向と直交する方向)に所定の間隔を空けて形成された、止着テープの上端から下端まで連続する縦縞状の接着部分により接着されている。
また、特許文献1には、特許文献1のウエストパネル(止着テープ)の製造方法として、長さ方向に搬送中のシートに縦縞状に接着剤を塗布した後、該シートを、一対の搬送ベルトに螺旋状に巻き掛けられることによって該シートの搬送方向と略直交する方向に引っ張られて伸長状態とされた糸状弾性体と合流させて接合した後に、別のシートを、前記のシートとの間に前記糸状弾性体を挟むように合流させ、それらを一対のロール間で一体的に加圧し一体化させることが記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−22558号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、糸状弾性体を挟んだ2枚のシートを一対のロール間で加圧する際に、縦縞状に塗工した接着剤が強く加圧されると、細帯状に塗布された接着剤が潰れてシートの幅方向に広がることによって、伸縮性シートの通気性や柔軟性が低下する。他方、通気性や柔軟性を考慮して低い圧力で加圧した場合には、伸長状態において糸状弾性体を固定した接着部分から該糸状弾性体が抜け易くなる。
【0006】
また、特許文献1に記載の伸縮性シート(止着テープ)においては、その製造時に搬送ベルトに伸長状態で巻き掛けられた糸状弾性体の両端部を切断することによって生じた、該糸状弾性体の端部(切断端部)が、該糸状弾性体の切断後の収縮によって個々ばらばらに不規則な方向を向いてしまう場合があり、これらの不規則な切断端部により、伸縮性シートの見栄えが悪くなるおそれがある。
【0007】
このような、糸状弾性体の端部(切断端部)の不規則な並びを解消する方法として、伸縮性シートを構成するシートにおける切断端部が存する部位(伸縮性シートの製造時におけるシートの搬送方向に沿う端部)に、切断端部が形成される前(糸状弾性体の切断工程前)に予め接着剤を塗布しておき、該接着剤によって、切断直後の糸状弾性体の収縮に伴う切断端部の動きを抑制する方法が考えられる。しかし、この方法により所定の効果(糸状弾性体の切断端部の不規則な並びの是正)を得るためには、切断端部のシートに対する固定強度を適切に制御する必要がある。
【0008】
本発明は、シート間の接合強度や糸状弾性体のシートに対する固定強度が相互に異なる部位を形成して、糸状弾性体の抜け防止性、柔軟性、見栄え等を効率よく向上させることのできる伸縮性シートの製造方法を提供することに関する。
【課題を解決するための手段】
【0009】
本発明は、一対の帯状シートの間に糸状弾性体を該帯状シートの搬送方向と交差する方向に伸長した状態に接着固定した伸縮性シートであり、その幅方向中央部に中央接合部を有すると共に該幅方向中央部の両側に一対の端部接合部を有する伸縮性シートを連続的に製造する伸縮性シートの製造方法に関する。
本発明の伸縮性シートの製造方法は、弾性体巻回手段を用いて前記糸状弾性体を、該糸状弾性体の搬送手段に、前記搬送方向と交差する方向に伸長した状態となるように巻回し、巻回された該糸状弾性体を該搬送手段により前記搬送方向に搬送する搬送工程と、一対の前記帯状シートの一方又は双方に接着剤を塗布する接着剤塗布工程と、前記接着剤塗布工程後の一対の前記帯状シートを、前記搬送手段により搬送されている前記糸状弾性体に合流させ、該糸状弾性体を挟んだ一対の該帯状シートを一体的に加圧して前記伸縮性シートを得る一体化工程とを具備する。
【0010】
そして、本発明の伸縮性シートの製造方法においては、一対の前記帯状シート間の前記一体化工程における接合の条件を、前記中央接合部形成用の接着剤と前記端部接合部形成用の接着剤とで異ならせる。
【0011】
本発明の好ましい実施態様においては、前記一体化工程において、一対の前記帯状シートを一対のロール間に導入して加圧すると共に、一対の該ロールとして、前記中央接合部形成用の接着剤を加圧する部分と、前記端部接合部形成用の接着剤を加圧する部分とで、一対の前記帯状シートに加える圧力が異なるように構成したものを用いる。
【0012】
また、本発明の他の好ましい実施態様においては、前記一体化工程において、一対の前記帯状シートを一対のロール間に導入して加圧すると共に、一対の帯状シートの一方又は双方に前記中央接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間と、前記端部接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間とを異ならせる。
【0013】
また、本発明の更に他の好ましい実施態様においては、前記接着剤塗布工程後に、前記中央接合部用の接着剤又は前記端部接合部用の接着剤の冷却又は加熱を行い、前記一体化工程において、一対の前記帯状シート間に、冷却又は加熱により温度が異なる状態の前記両接着剤を介在させた状態で、一対の該帯状シートを一対のロール間で加圧する。
【0014】
本発明における伸縮性シートは、好ましくは、一対の帯状シートの間に糸状弾性体を該帯状シートの搬送方向と交差する方向に伸長した状態に接着固定した伸縮性シートであり、その幅方向中央部に中央接合部を有すると共に該幅方向中央部の両側に一対の端部接合部を有する。
【0015】
また、本発明は、装着時に装着者の腹側に位置する腹側部、背側に位置する背側部、及び腹側部と背側部との間に位置する股下部を有する吸収性本体と、背側部の左右両外方に連設された左右一対のウエストパネルとを有し、前記ウエストパネルに、前記の伸縮性シートの製造方法で得られた伸縮性シートを用いた使い捨ておむつを提供するものである。
【発明の効果】
【0016】
本発明の伸縮性シートの製造方法によれば、シート間の接合強度や糸状弾性体のシートに対する固定強度が相互に異なる部位を効率よく形成して、伸縮性シートにおける、糸状弾性体の抜け防止性、柔軟性、見栄え等を効率よく向上させることができる。例えば、伸縮性シートとして、端部接合部からの糸状弾性体の抜けが生じにくく、また端部接合部間が通気性、柔軟性及び伸縮性に優れた伸縮性シートを効率よく製造することができる。
【図面の簡単な説明】
【0017】
【図1】図1は、本発明の一実施態様により得られるウエストパネル及び展開型使い捨ておむつを示す平面図である。
【図2】図2は、本発明の一実施態様(第1実施態様)の製造方法の実施に好適に用いられる伸縮性シートの製造装置の概略構成を示す斜視図である。
【図3】図3は、図2に示す装置の回転アーム(弾性体巻回手段)より上流側の構成を示す斜視図である。
【図4】図4(a)は、図2に示す装置の一部の俯瞰図であり、図4(b)は、該装置により製造する伸縮性シートの一例を示す平面図である。
【図5】図5は、本発明の他の実施態様(第2実施態様)の製造方法の実施に好適に用いられる一体化手段を示す図である。
【図6】図6(a)及び図6(b)は、本発明の他の実施態様(第3実施態様)の製造方法の実施に好適に用いられる伸縮性シートの製造装置の概略構成を示す図である。
【図7】図7は、本発明の他の実施態様(第4実施態様)の製造方法の実施に好適に用いられる伸縮性シートの製造装置の概略構成を示す図である。
【発明を実施するための形態】
【0018】
以下、本発明の伸縮性シートの製造方法を、その好ましい実施態様に基づき図面を参照しながら説明する。
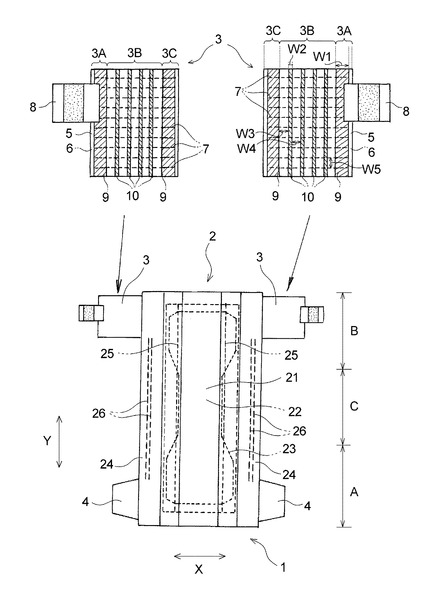
第1実施態様で製造する伸縮性シートは、図1に示すように、例えば展開型の使い捨ておむつ1のウエストパネル3に用いられる。従って、先ず、第1実施態様により製造される伸縮性シートをウエストパネル3に用いた展開型の使い捨ておむつ1について説明する。
【0019】
おむつ1は、図1に示すように、装着時に装着者の腹側に位置する腹側部A、背側に位置する背側部B、及び腹側部Aと背側部Bとの間に位置する股下部Cを有する吸収性本体2と、背側部Bの左右両外方に連設された左右一対のウエストパネル3,3とを有する。おむつ1は、図1に示すように、腹側部Aの左右両外方に連設された左右一対のパネル材4,4を有している。おむつ1を図1に示す如く平面状に拡げた状態において、吸収性本体2は矩形形状、パネル材4は台形形状であり、台形状のパネル材4は、その長辺(下底)側が、ホットメルト接着剤等の接着剤や熱融着等の公知の接合手段により吸収性本体2に固定されている。尚、図中、符合Xで示す方向はおむつ1(吸収性本体2)の幅方向、符合Yで示す方向はおむつ1(吸収性本体2)の長手方向であり、両方向X,Yは互いに直交している。
【0020】
吸収性本体2は、図1に示すように、液透過性の表面シート21と、液不透過性又は撥水性の裏面シート22と、これら両シート21,22間に介在配置された液保持性の吸収体23とを有している。表面シート21は、おむつ1(吸収性本体2)の肌対向面を形成し、裏面シート22は、おむつ1(吸収性本体2)の非肌対向面を形成している。表面シート21及び裏面シート22は、それぞれ、吸収体23よりも外形寸法の大きい平面視矩形形状を有し、吸収体23の周縁部から外方に延出しており、それらの延出部において直接的に又は他の部材を介在させて互いに接合されている。尚、肌対向面は、使い捨ておむつ又はその構成部材における着用時に着用者の肌側に向けられる面であり、非肌対向面は、使い捨ておむつ又はその構成部材における着用時に着用者の肌側とは反対側に向けられる面である。
【0021】
図1に示すように、吸収性本体2の長手方向Yに沿う左右両側部には、一対の立体ガード形成用シート24,24が、吸収性本体2の長手方向Yの略全長に亘って配置されている。各立体ガード形成用シート24は、その長手方向Yに沿う一側縁部(外側縁部)が吸収性本体2(表面シート21)に固定され、他側縁部(内側縁部)は、吸収性本体2に固定されておらず自由縁部となっており、該他側縁部に、1本以上の糸状の弾性部材25が長手方向Yに伸長された状態で固定されている。斯かる構成により、一対の立体ガード形成用シート24,24は、おむつ1の着用時において、股下部Cにおける前記他側縁部が弾性部材25の収縮力によって表面シート21から離間し、それによって一対の立体ガードが形成される。また、吸収性本体2の長手方向Yに沿う左右両側部における着用者の脚廻りに配される部位(レッグ部)には、レッグギャザー形成用の糸状の弾性部材26が伸長状態で配されており、おむつ1の着用時には、弾性部材26の収縮により一対のレッグギャザーが形成され、脚廻りに対して良好にフィットする。
【0022】
一対のウエストパネル3,3は、それぞれ、図1に示すように、2枚のシート5,6の間に複数本の糸状弾性体7が伸長状態で接着固定された伸縮性シートであり、図1に示す如き平面状に拡げた状態において矩形形状である。各ウエストパネル3における複数本の糸状弾性体7は、長手方向Yに所定間隔を置いて配置され、且つそれぞれ幅方向Xに伸長された状態でシート5,6間に固定されている。
ウエストパネル3は、ファスニングテープ8がホットメルト接着剤や融着等の公知の接合手段により固定されている外方側部3Aと、幅方向Xにおいて外方側部3Aとは反対側に位置する内方側部3Cとを有し、これらの両側部3A,3C間に、幅方向Xに伸縮性を有する伸縮部3Bを有している。ウエストパネル3は、その内方側部3Cにて、吸収性本体2(具体的には例えば、立体ガード形成用シート24と裏面シート22との間)にホットメルト接着剤や融着等の公知の接合手段により固定されている。
【0023】
図1に示すように、ウエストパネル3は、幅方向(X方向)の中央部に複数本の中央接合部10を有すると共に該幅方向中央部の両側に一対の端部接合部9,9を有している。端部接合部9は、ウエストパネル3の外方側部3A及び内方側部3Cのそれぞれに、所定の幅を有する帯状に形成されており、中央接合部10は、伸縮部3Bに直線状に複数本形成されている。
端部接合部9及び中央接合部10は、それぞれ、接着剤、好ましくはホットメルト接着剤によりシート5,6間が接合された部分であり、本実施態様で製造するウエストパネル3においては、図1に示すように、シート5,6(ウエストパネル3)の長手方向Yの全長に亘って連続している。
また、複数本の糸状弾性体7は、外方側部3Aの端部接合部9から内方側部3Cの端部接合部9に亘って配されており、一対の端部接合部9,9及びそれらの間の複数本の中央接合部10のそれぞれと重なる部分を有している。そして、糸状弾性体7は、端部接合部9及び中央接合部10と重なる部分においては、接着剤を介して2枚のシート5,6間に挟まれた状態に固定されている。換言すれば、端部接合部9及び中央接合部10のそれぞれにおける糸状弾性体7と重なる部分においては、それらの糸状弾性体7が、シート5,6どうし間に接着剤を介して固定されており、端部接合部9及び中央接合部10のそれぞれにおける糸状弾性体7と重ならない部分においては、シート5,6どうし間が接着剤を介して直接接合されている。端部接合部9及び中央接合部10においては、糸状弾性体7と、それを挟む2枚のシート5,6の一方又は両方との間が接着剤で接合されていることが好ましい。
なお、第1実施形態で製造するウエストパネル3においては、図1に示すように、端部接合部9の幅W1が中央接合部10の幅W2よりも大きく、端部接合部9が中央接合部10よりも幅広となっている。尚、図1では、説明容易のため、端部接合部9及び中央接合部10は、外部から明瞭に認識できるように記載しているが、実際にはそのようになっているとは限らない。
【0024】
ウエストパネル3における端部接合部9及び中央接合部10は、幅方向Xに所定間隔を置いて形成されており、隣り合う端部接合部9と中央接合部10との間、及び隣り合う中央接合部10どうし間は、シート5,6間に接着剤が配されていない非接着領域となっている。それらの非接着領域では、糸状弾性体7はシート5,6に対して非固定状態となっている。
平面状に拡げたウエストパネル3において、糸状弾性体7は、伸縮部3Bにおいては伸長状態となっており、外方側部3Aにおける端部接合部9より外方(ファスニングテープ8が突出する方向)及び内方側部3Cにおける端部接合部9より内方(おむつの幅方向内方側)においては弛緩状態(非伸長状態)となっている。また、糸状弾性体7は、その長手方向の端部又はその近傍が、端部接合部9に伸長状態で固定されている。
【0025】
シート5,6どうしの接着(あるいは端部接合部及び中央接合部の形成)に使用する接着剤としては、この種の伸縮性シート(ウエストパネル)において各部材間を接合するのに使用されているものを特に制限無く用いることができ、例えば、非晶性ポリオレフィン、エチレン−酢酸ビニル共重合体(EVA)、エチレン−アクリル酸エステル共重合体(EEA)、スチレンーブタジエンースチレンブロック共重合体(SBS)、スチレンーイソプレンースチレンブロック共重合体(SIS)、スチレン−エチレン/ブチレン−スチレンブロック共重合体(SEBS)、スチレン−エチレン/プロピレン−スチレンブロック共重合体(SEPS)等の熱可塑性ポリマー及びそれらの混合物等が挙げられる。前記接着剤はホットメルト型(ホットメルト接着剤)が好ましい。
【0026】
おむつ1における各部の形成材料について説明する。
表面シート21及び裏面シート22としては、当該技術分野において従来用いられている各種のものを用いることができる。表面シート21としては、不織布や開孔フィルム等の各種液透過性のシート材を用いることができる。裏面シート22としては、透湿性を有しない樹脂フィルムや、微細孔を有し、透湿性を有する樹脂フィルム、撥水不織布等の不織布、これらと他のシートとのラミネート体等の各種液不透過性ないし撥水性のものを用いることができる。吸収体23としては、パルプ繊維等の繊維集合体若しくは不織布又はこれらに吸水性ポリマーの粒子を保持させてなる吸収性コアを用いることができ、該吸収性コアを透水性の薄紙や不織布からなるコアラップシートで被覆したものを用いることもできる。立体ガードを構成する立体ガード形成用シート24としては、伸縮性のフィルム、不織布、織物又はそれらの積層シート等を用いることができる。また、パネル材4としては、ウエストパネル3を構成するシート5,6として使用可能なもの(後述する)を用いることができる。
【0027】
ウエストパネル3を構成するシート5,6としては、例えば、エアースルー不織布、ヒートロール不織布、スパンレース不織布、スパンボンド不織布、メルトブローン不織布等の各種製法による不織布、織布、編布、紙、樹脂フィルム等、及びこれら2以上を積層一体化させてなるシート材等を用いることができる。また、ファスニングテープ8としては、例えば、不織布等のテープ基材の一方の面上にメカニカルファスナーのフック部材を熱融着や接着剤等により貼り付けてなるもの等を用いることができる。
【0028】
糸状弾性体7並びに立体ガードを構成する弾性部材25及びレッグギャザー形成用の弾性部材26としては、天然ゴム、ポリウレタン、ポリスチレン−ポリイソプレン共重合体、ポリスチレン−ポリブタジエン共重合体、アクリル酸エチル−エチレン等のポリエチレン−αオレフィン共重合体等からなる糸状の伸縮性材料を用いることができる。本発明に係る糸状弾性体及び弾性部材には、断面が円形、正方形状のものの他、楕円形、断面矩形等の細幅帯状のものも含まれ、マルチフィラメントタイプのものも含まれる。本発明に係る糸状弾性体の幅(又は径)は、例えば、0.1mm以上3mm以下であり、好ましくは1mm以下である。また、弾性部材の幅(又は径)は、例えば、0.1mm以上5mm以下であり、好ましくは0.1mm以上3mm以下である。
【0029】
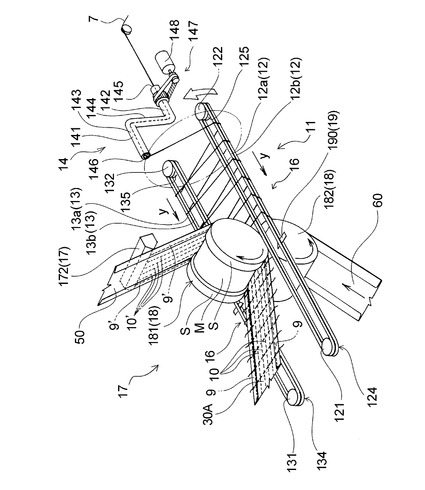
次に、本発明の伸縮性シートの製造方法の好ましい実施態様を、前述したおむつ1のウエストパネル3(伸縮性シート)を製造する場合を例にとり図面を参照しながら説明する。図2及び図3には、第1実施態様のウエストパネル3(伸縮性シート)の製造方法に好適に用いられる製造装置11が模式的に示されている。
【0030】
製造装置11は、図2及び図3に示すように、ウエストパネル3(伸縮性シート)の原反である帯状の伸縮性シート3'を連続的に製造する装置であり、糸状弾性体7の搬送手段16と、搬送手段16に、糸状弾性体7を連続的に伸長状態で巻回する弾性体巻回用の回転アーム(弾性体巻回手段)14とを備えている。搬送手段16は、帯状シート50,60の搬送方向(MD;Machine Direction)と直交する方向(CD;Cross machine Direction)に離間した一対の搬送ベルト12,13を含んで構成されており、糸状弾性体7は、回転アーム14によって、一対の搬送ベルト12,13間を搬送方向yと交差する方向に伸長状態で巻き掛けられる。帯状シート50,60は、ウエストパネル3を構成するシート5,6の原反である。
【0031】
図2及び図3中符合yで示す方向(y方向)は、帯状シート50,60の搬送方向(MD)を示し、符号xで示す方向(x方向)はCDを示す。y方向(MD)は、搬送手段16(搬送ベルト12,13)に巻回された糸状弾性体7の搬送方向や伸縮性シート3'の搬送方向と一致し、更に、おむつ1(吸収性本体2)の長手方向Y(図1参照)とも一致する。また、x方向(CD)は、帯状シート50,60の幅方向と一致し、更に、おむつ1(吸収性本体2)の幅方向X(図1参照)とも一致する。また、図3中符合zで示す方向(z方向)は、一体化手段18の一対のニップロール181,182どうしが対向する方向を示す。
【0032】
製造装置11について更に説明すると、製造装置11は、糸状弾性体7を連続して繰り出し、回転アーム(弾性体巻回手段)14に糸状弾性体7を伸長状態で導入する弾性体供給手段15と、回転アーム14により巻回された糸状弾性体7を一対の帯状シート50,60の間に搬送する搬送手段16と、ホットメルト接着剤等の接着剤を帯状シート50に塗布する塗布手段172を備えた塗布装置17と、一対のニップロール181,182を用いて一対の帯状シート50,60の間に伸長状態の糸状弾性体7を固定する一体化手段18と、帯状シート50,60の搬送方向(y方向)に沿う両端部から外方に延出している糸状弾性体7を切断し、糸状弾性体7の搬送手段16(搬送ベルト12,13)に対する巻回状態を解除する切断手段19とを具備している。
【0033】
搬送手段16の搬送ベルト12は、図3に示すように、無端状の回転ベルトであり、上下2段の上段ベルト12aと下段ベルト12bとからなる。上段ベルト12aは、回転軸方向がz方向に配された2つのプーリーの間に架け渡されており、そのうちの1つは、一体化手段18よりも上流側に配されたプーリー122であり、他の1つは、一体化手段18よりも下流側に配されたプーリー121である。また、下段ベルト12bは、回転軸方向がz方向に配された他の2つのプーリーの間に架け渡されており、そのうちの1つは、一体化手段18よりも上流側でプーリー122の下方に配されたプーリー125であり、他の1つは、一体化手段18よりも下流側で上段ベルト12aが架け渡されている前記プーリー121の下方に配されたプーリー124である。各プーリーは、帯状シート50,60の搬送方向(y方向)に沿う端部の外方に配されている。下流側のプーリー121,124には、その駆動部に図示しないサーボモーターが連設されており、このサーボモーターにより上段ベルト12a及び下段ベルト12bそれぞれの回転速度を変更することができる。
【0034】
搬送手段16の搬送ベルト13も、搬送ベルト12と同様に無端状の回転ベルトであり、図3に示すように、上下2段の上段ベルト13aと下段ベルト13bとからなる。搬送ベルト13は搬送ベルト12と同様に構成されており、両ベルト13a,13bは、それぞれ、一体化手段18を挟んで上流側と下流側とに配された2つのプーリー132,131又はプーリー135,134の間に架け渡されている。上段ベルト13a及び下段ベルト13bのそれぞれも、搬送ベルト12の上下段ベルト12a,12bと同様の機構により、駆動及び回転速度の変更が可能である。
【0035】
搬送ベルト12(上段ベルト12a,下段ベルト12b)及び搬送ベルト13(上段ベルト13a,下段ベルト13b)は、それぞれ、前記各プーリーに架け渡されることにより、一対のニップロール181,182(一体化手段18)の上流側から下流側に亘って配される。図2に示すように、両ベルト12,13は、帯状シート50,60の搬送方向(y方向)に沿う端部の外方に位置し、互いに左右対称に配される。両ベルト12,13は、それぞれの外周側がy方向に移動するように回転する。両ベルト12,13は、何れもタイミングベルトであることが好ましい。両ベルト12,13の回転速度、即ち、下流側のプーリー(図示せず)の駆動部に配されたサーボモーター(図示せず)の回転速度は、製造装置11の備える制御部(図示せず)により制御される。
【0036】
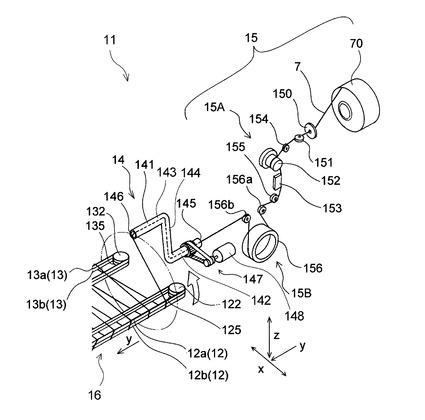
回転アーム(弾性体巻回手段)14は、図2及び図3に示すように、軸部142、周回部143及び連結部144を有するアーム部141と、軸部142の中心線を回転軸として、アーム部141を回転させる駆動機構147とを備えている。連結部144は、軸部142及び周回部143のそれぞれに対して角度をなして結合しており、周回部143と軸部142とは略平行となっている。図3に示すように、軸部142は、その一端に糸状弾性体7の導入口145を有しており、また周回部143は、その一端に糸状弾性体7の導出口146を有しており、導入口145から導入された糸状弾性体7が、軸部142、連結部144及び周回部143を通って導出口146からスムーズに導出される。アーム部141の屈曲部や導出口146等には、糸状弾性体7との間の摩擦を低減し得る各種公知の部材(従動ロールや低摩擦部材等)を配置することもできる。
【0037】
周回部143は、導出口146が搬送ベルト12(上段ベルト12a,下段ベルト12b)及び搬送ベルト13(上段ベルト13a,下段ベルト13b)の上流側の端部より下流側に位置するように配されている。回転アーム14(弾性体巻回手段)の駆動部(軸部142)には、図3に示すように、サーボモーター148が取り付けられており、サーボモーター148の回転により、周回部143が、両ベルト12,13の外周を周回する。導出口146が回転する軌跡の直径は、一対の搬送ベルト12,13の外面間の距離より大きい。このような回転アーム14により、取り込んだ糸状弾性体7を、両ベルト12,13の上流側の端部であって且つそれぞれの外周側に連続的に巻回することができる。回転アーム14の回転速度、即ち、サーボモーター148の回転速度は、製造装置11の備える制御部(図示せず)により制御される。
【0038】
弾性体供給手段15は、図3に示すように、糸状弾性体7を巻き付けたロール体70と、ロール体70の下流側に位置して糸状弾性体7にブレーキによりテンションをかけるテンサー151と、テンサー151の下流側に位置してロール体70から糸状弾性体7を繰り出す繰り出しロール152と、繰り出しロール152の下流側に位置してテンションを測定するためのテンション測定器153とを備えている。繰り出しロール152は、その回転軸方向がx方向(シートの搬送方向と直交する方向)に配されている。繰り出しロール152には、その駆動部にサーボモーター(図示せず)が取り付けられている。繰り出しロール152は、その外周に糸状弾性体7が2回巻き付けられて使用される。製造装置11の備える制御部(図示せず)により、テンション測定器153による検出出力に基づき、図示しないサーボモーターの回転速度、即ち繰り出しロール152の回転速度を制御し、所定のテンションで糸状弾性体7をロール体70から巻き出すことができる。
【0039】
弾性体供給手段15は、図3に示すように、繰り出しロール152の下流側に位置するフィードロール156を備えている。フィードロール156は、回転アーム(弾性体巻回手段)14と繰り出しロール152との間に配され、その回転軸方向がx方向に配されている。フィードロール156は、その駆動部にサーボモーター(図示せず)が取り付けられている。図示しないサーボモーターの回転速度、即ちフィードロール156の回転速度は、製造装置11の備える制御部(図示せず)により制御される。
【0040】
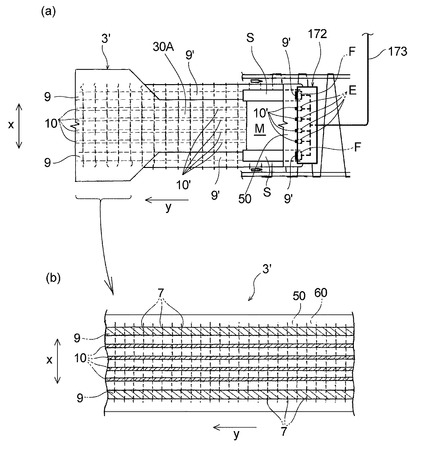
塗布装置17は、図2及び図4(a)に示すように、帯状シート50に接着剤を塗布する塗布手段172を具備している。塗布手段172には、図示しない接着剤の収容タンクから所定の供給路を介して接着剤が供給される。塗布手段172は、図4(a)に示すように、伸縮性シート3'に中央接合部10を形成するための接着剤10'(中央接合部形成用の接着剤)を吐出する吐出口Eと、伸縮性シート3'に端部接合部9を形成するための接着剤9'(端部接合部形成用の接着剤)を吐出する吐出口Fとが形成されている。吐出口Eは、帯状シート50の幅方向中央部に対向する位置に設けられ、吐出口Fは、帯状シート50の前記幅方向中央部の両側に位置する両端近傍部に対向する位置に設けられている。
第1実施態様においては、吐出口E及び吐出口Fは、共通する同一の収容タンク(図示せず)と供給路173を介して接続されており、同一種類の接着剤が、両吐出口E,Fから吐出されて帯状シート50に塗工される。
【0041】
塗布手段172としては公知の接着剤塗布手段を用いることができ、塗布手段のコーティングヘッドが被塗布面に接触する接触型塗布手段でも良く、塗布手段のコーティングヘッドが被塗布面に接触しない非接触型塗布手段でも良い。接触型塗布手段としては、例えば、スロットコーター、グラビアコーター、ロータリースクリーンコーター等が挙げられる。非接触型塗布手段としては、例えば、スプレーコーター、ビードコーター、カーテンコーター等が挙げられる。また、供給路としては、金属製の管やフレキシブルチューブ等を用いることができる。
【0042】
一体化手段18は、図2に示すように、一対のニップロール181,182を備えている。一対のニップロール181,182は、搬送ベルト12(上段ベルト12a,下段ベルト12b)の内周側と搬送ベルト13(上段ベルト13a,下段ベルト13b)の内周側との間に位置している。
第1実施態様においては、図2及び図4(a)に示すように、一対のニップロール181,182として、一方のニップロール181が、軸長方向の中央部に直径が相対的に小さい小径部M、軸長方向の両端部に直径が相対的に大きい大径部S,Sを有するものを用いる。他方のニップロール182は、帯状シート50,60の全幅に亘って直径が一定である。
ニップロール181の小径部Mは、図4(a)に示すように、帯状シート50,60における、両者間に中央接合部形成用の接着剤10'が介在する部位を加圧し、ニップロール181の大径部S,Sは、帯状シート50,60における、両者間に端部接合部形成用の接着剤9',9'が介在する部位を加圧するように形成されている。
【0043】
ニップロール182としては、金属製の円筒形のロールや、低硬度シリコンゴム製の円筒形のロールを用いることができる。ニップロール181としては、周面に段差を設けた円筒形にする以外は、ニップロール182と同様の構成を有するものを用いることができる。
一対のニップロール181,182は、何れか一方の駆動部にサーボモーター(図示せず)が取り付けられており、製造装置11が備える制御部(図示せず)により回転速度が制御されている。一対のニップロール181,182それぞれの回転軸には駆動伝達用のギヤが取り付けられている。この図示しない駆動手段により、伸縮性シートの生産速度に基づき、図示しないサーボモーターの回転速度、即ち一対のニップロール181,182のうちの一方の回転速度をコントロールすることができる。その際、駆動伝達用のギヤが噛み合うことによって、一対のニップロール181,182のうちの他方にも駆動力が伝達され、一対のニップロール181,182を回転させることができる。一対のニップロール181,182の軸受け部分は、一対の帯状シート50,60の間に伸長状態の糸状弾性体7を確実に固定する為に、油圧、空圧、バネ等の力を利用して、それぞれの軸受け部分が加圧されている。
【0044】
切断手段19は、図2に示すように、搬送されてくる糸状弾性体7が当たる部分が先鋭な切断刃となされたカッター190を備えている。カッター190は、図示しない支持体により、糸状弾性体7が当たる位置に配置されており、糸状弾性体7が、搬送ベルト12,13により搬送されてカッター190に押しつけられることにより切断される。切断手段19の位置は、一対のニップロール181,182で、糸状弾性体7及び帯状シート50,60を一体化させる部位のやや下流である。切断手段19としては、糸状弾性体7を切断し得る各種公知のものを特に制限なく使用することができ、例えば、外周面に周方向に亘る切断刃を備えたカッターロールと該切断刃を受けるアンビルロールとを備えたロールカッターを用いることができ、レーザーや熱等で糸状弾性体7を切断可能な切断手段であっても良い。
【0045】
第1実施態様では、このような構成の製造装置11を用い、次のようにしてウエストパネル3及びウエストパネル3の連続体である伸縮性シート3'を製造する。
【0046】
先ず、図2及び図3に示すように、糸状弾性体7を連続して繰り出し、繰り出された糸状弾性体7を伸長状態で弾性体巻回手段としての回転アーム14に導入する(供給工程)。詳述すると、繰り出しロール152を用いて、糸状弾性体7を巻き付けた巻回ロール70から糸状弾性体7を連続して繰り出す。繰り出す際には、テンション測定器153による糸状弾性体7のテンションの検出出力に基づき、製造装置11の備える制御部(図示せず)によって、巻き出しロール152の回転速度を調整し、所定のテンションで巻回ロール70から糸状弾性体7を繰り出す。そして、その糸状弾性体7を回転アーム14に導入するのであるが、導入する際には、前述したフィードロール156により、回転アーム14(弾性体巻回手段)に導入する糸状弾性体7の速度を一定の速度に調整して導入する。導入速度は、搬送手段16(一対の搬送ベルト12,13)に巻回させる巻回速度に応じた速度とする。
【0047】
前記供給工程後には、図2に示すように、回転アーム14(弾性体巻回手段)を用いて糸状弾性体7を、搬送手段16(一対の搬送ベルト12,13)に帯状シート50,60の搬送方向(y方向)と交差する方向に伸長状態で巻回し、巻回された糸状弾性体7を搬送手段16により一対の帯状シート50,60の間に搬送する(搬送工程)。詳述すると、伸長状態で回転アーム14内に供給された糸状弾性体7は、図3に示すように、導入口145からアーム部141内に導入され、軸部142,連結部144及び周回部143内を通って、導出口146から導出される。導出口146から導出される糸状弾性体7は、回転アーム14が回転しながら導出されることによって、搬送ベルト12(上段ベルト12a,下段ベルト12b)の上流側の端部における外周側及び搬送ベルト13(上段ベルト13a,下段ベルト13b)の上流側の端部における外周側に巻回する。ここで、搬送ベルト12,13の回転走行により、両ベルト12,13それぞれの外周側に糸状弾性体7が連続的に螺旋状に巻き掛けられる。こうして搬送手段16に連続的に伸長状態で巻き掛けられた糸状弾性体7を、下流側の一対の帯状シート50,60の間に搬送する。
【0048】
ここで、搬送手段16(一対の搬送ベルト12,13)に巻き掛けられた直後の糸状弾性体7は、y方向(シートの搬送方向)と交差する方向にその巻き掛け長さを形成するように伸長しているが、y方向と直交する方向(x方向)には伸長していない。巻き掛けられた直後の糸状弾性体7の伸長方向をx方向に修正するには、例えば、図2に示すように糸状弾性体7が巻き掛けられている場合には、搬送ベルト12においては、上段ベルト12aの回転速度を下段ベルト12bの回転速度よりも遅くし、搬送ベルト13においては、下段ベルト13bの回転速度を上段ベルト13aの回転速度よりも遅くすれば良い。このように搬送ベルト12,13の回転速度を適宜調整することにより、y方向への搬送中に糸状弾性体7の傾き(伸長方向)を徐々に変化させることができ、糸状弾性体7を一対の帯状シート50,60の間(一対のニップロール181,182の間)に搬送するまでに、糸状弾性体7の傾きを、巻き掛け当初のx方向とは異なる方向からx方向に修正することができる。
【0049】
図2に示すように、帯状シート50,60は、何れも接着剤の塗布前において、図示しないセーラー等により、その搬送方向(y方向)に沿う両側部(x方向の両端部)が外面側(合流される他方の帯状シートとの対向面とは反対側)に折り返されている。そして、図4(a)に示すように、塗布装置17を用いて、帯状シート50の片面(合流される他方の帯状シート50との対向面)における幅方向中央部に、中央接合部形成用の接着剤10'を塗工すると共に、帯状シート50の同じ面における幅方向中央部の両側それぞれに、端部接合部形成用の接着剤9'を塗工する。
接着剤10'は、複数本の細幅線状の接着剤塗布部が、それぞれシート50の搬送方向に沿って連続直線状に形成されるように塗工する。また、接着剤9'は、帯状の2本の接着剤塗布部が、それぞれシート50の搬送方向に沿って連続直線状に形成されるように塗工する。
【0050】
そして、接着剤塗布工程後の一対の前記帯状シート50,60を、搬送手段16により搬送されている糸状弾性体7に合流させ、該糸状弾性体7を挟んだ一対の帯状シート50,60を一体的に加圧して複合シート30A(伸縮性シート3')を得る(一体化工程)。詳述すると、一対のニップロール181,182間に、搬送手段16(一対の搬送ベルト12,13)に連続的に巻き掛けられた伸長状態の糸状弾性体7を供給すると共に、一対の帯状シート50,60を、搬送中の糸状弾性体7と対向するように供給して合流させる。両シート50,60は、両者間に糸状弾性体7が固定されるように合流され、両シート50,60間に糸状弾性体7が挟持固定された状態で一対のニップロール181,182に導入されて加圧される。
【0051】
この際、ニップロール181の大径部S,Sとニップロール182との間で、帯状シート50,60における、両者間に端部接合部用の接着剤9'が介在する部分が加圧されると共に、ニップロール181の小径部Mとニップロール182との間で、帯状シート50,60における、両者間に中央接合部用の接着剤10'が介在する部分が加圧される。
そして、これにより、帯状シート50,60間が、接着剤9'及び接着剤10'により接合された複合シート30Aが得られる。
【0052】
次いで、複合シート30Aの搬送方向(y方向)に沿う側縁から該複合シート30Aの外方に延出している伸長状態の糸状弾性体7を切断して該糸状弾性体7を収縮させ、該複合シート30Aのy方向に沿う一側部及び他側部それぞれに、該糸状弾性体7の切断により生じた切断端部を存在させる(切断工程)。詳述すると、一対の搬送ベルト12,13間に架け渡されて伸長状態となっている糸状弾性体7における、複合シート30A(一対の帯状シート50,60)の搬送方向(y方向)に沿う両側縁(複合シート30Aのx方向の両端縁)から延出している箇所を、前述したカッター190で切断する。この糸状弾性体7の切断によって、糸状弾性体7の一対の搬送ベルト12,13(搬送手段16)に対する巻回状態が解除され、帯状の伸縮性シート3'が、その帯状シート50,60のy方向に沿う両側部(x方向の両端部)がそれぞれ外面側に折り返された状態で得られる。糸状弾性体7の切断後、図示しないセーラー等を用いて、帯状の伸縮性シート3'を構成する帯状シート50,60を、折り返しの無い状態とすることで、図4(b)に示す如き帯状の伸縮性シート3'が得られる。
【0053】
こうして得られた帯状の伸縮性シート3'を、図示しない公知の切断手段により所定の単位長さ(製品長さ)に切断することにより、目的とするウエストパネル3(伸縮性シート)が得られる。
【0054】
第1実施態様においては、前述の通り、ニップロール181の大径部S,Sとニップロール182との間で、帯状シート50,60における、両者間に端部接合部用の接着剤9'が介在する部分を加圧すると共に、ニップロール181の小径部Mとニップロール182との間で、帯状シート50,60における、両者間に中央接合部用の接着剤10'が介在する部分を加圧するようにしたため、一対のニップロール181,182間で加圧する際に、端部接合部用の接着剤9'は、大径部Sの周面とニップロール182の周面との間に生じるクリアランス(周面間の間隔)が相対的に狭い部分で相対的に強く加圧される一方、中央接合部形成用の接着剤10'は、小径部Mの周面とニップロール182の周面との間に生じるクリアランス(周面間の間隔)が相対的に広い部分で相対的に弱く加圧される。つまり、一対の帯状シート間の一体化工程における接合の条件が、中央接合部形成用の接着剤10'と端部接合部形成用の接着剤9'とで異なる。詳細には、端部接合部用の接着剤9'を加圧する圧力は、中央接合部形成用の接着剤10'を加圧する圧力に比して強い。
【0055】
そのため、複合シート30Aや伸縮性シート3'には、帯状シート50,60間が、端部接合部形成用の接着剤9'を介して強く接合された端部接合部9,9が形成され、それらの端部接合部9,9においては、糸状弾性体7が、中央接合部10に比して相対的に強く固定され、糸状弾性体7の抜けを防止できる。他方、複合シート30Aや伸縮性シート3'における端部接合部9,9間には、帯状シート50,60間が、中央接合部形成用の接着剤10'を介して接合された中央接合部10が形成されるが、中央接合部10を形成する接着剤10'は、端部接合部9を形成する接着剤9'に比して弱く加圧されるため、該接着剤10'が潰れて両シート50,60の幅方向に広がることが防止される。そのため、複合シート30Aや伸縮性シート3'における中央接合部10の領域は、通気性に優れ、また柔軟性に優れたものとなる。このようにして、端部接合部9,9からの糸状弾性体7の抜けが生じにくく、また端部接合部9,9間が、通気性、柔軟性及び伸縮性に優れた伸縮性シート3'及びウエストパネル3を効率よく製造することができる。
【0056】
なお、中央接合部10は、接着剤10'が端部接合部9に比して相対的に弱く加圧されて形成されているため、中央接合部10においては、帯状シート50,60間に端部接合部9に比して相対的に弱く接合され、糸状弾性体7の固定も相対的に弱くなっているが、中央接合部10は、一対の端部接合部9どうし間に形成するため、中央接合部10においては、シート50,60間の剥離や糸状弾性体7の抜けの問題は生じにくい。
【0057】
また、端部接合部9の幅W1(図1参照)は、糸状弾性体7の端部又はその近傍の確実な固定の観点から、好ましくは3mm以上、より好ましくは5mm以上であり、また、好ましくは20mm以下、より好ましくは10mm以下であり、また、好ましくは3mm以上20mm以下、より好ましくは5mm以上10mm以下である。
他方、中央接合部10の幅W2(図1参照)は、端部接合部9間に、通気性や伸縮性の良好な伸縮部10Bを形成する観点から、好ましくは0.1mm以上、より好ましくは0.5mm以上であり、また、好ましくは5mm以下、より好ましくは1.5mm以下であり、また、好ましくは0.1mm以上5mm以下、より好ましくは0.5mm以上1.5mm以下である。同様の観点から、隣り合う端部接合部9と中央接合部10との間隔W3(図1参照)、及び隣り合う2本の中央接合部10,10の間隔W4(図1参照)は、それぞれ、好ましくは1mm以上、より好ましくは3mm以上であり、また、好ましくは10mm以下、より好ましくは7mm以下であり、また、好ましくは1mm以上10mm以下、より好ましくは3mm以上7mm以下である。
また、Y方向に隣り合う2本の糸状弾性体7,7の間隔W5(図1参照)は、好ましくは2mm以上、より好ましくは4mm以上であり、また、好ましくは12m以下、更に好ましくは10mm以下であり、また、好ましくは2mm以上12mm以下、より好ましくは4mm以上10mm以下である。
【0058】
第1実施態様のように、一方のロール181に、大径部S,S及び小径部Mを設けて、中央接合部形成用の接着剤10'を加圧する部分と、端部接合部形成用の接着剤9'を加圧する部分とで、一対の帯状シート50,60に加える圧力が異なるようにする場合、大径部S,Sと小径部Mの直径の差は、帯状シート50,60の厚み等に応じて適宜に決定することができるが、大径部S,Sと小径部Mで加圧する部分に充分な圧力差を設ける点から、大径部S,Sの半径Rsと小径部Mの半径Rmの差(Rs−Rm)や、大径部S,Sと小径部Mにおけるロール間のクリアランスの差は、例えば0.01mm以上とすることが好ましく、0.01mm以上1mm以下とすることがより好ましい。
【0059】
ウエストパネル3を備えるおむつ1は、例えば次の方法により製造することができる。
即ち、前述のようにして得られる伸縮性シート3'に間欠的にファスニングテープ8を固定した後、個々のおむつ分の大きさに切断するか、又は伸縮性シート3'を個々のおむつ分の大きさに切断した後にファスニングテープ8を固定することにより、図1に示すようなウエストパネル3を得る。このウエストパネル3の製造においては、2本の伸縮性シート3'から、ファスニングテープ8の取付位置が相異なる左右対称形状の一対のウエストパネル3,3を得ることが好ましい。
ウエストパネル3,3の製造とは別に、表面シート21の連続体を連続搬送しながら、その搬送方向の両側部のそれぞれに立体ガード形成用シート24の連続体を接合して複合連続シートを得る。
そして、この複合連続シートを連続搬送しながら、その両側部に対して、2本の伸縮性シート3'から得た左右一対のウエストパネル3,3を、複合連続シートの流れ方向に間隔を設けて間欠的に順次固定する。そして、これに、両者間に吸収体23,23・・・を挟むように、裏面シート22の連続体を合流させて一体化させる。この一体化の際には、吸収体23の両側に、伸長した状態の複数本の弾性部材25及びパネル材34を配置し、それらも立体ガード形成用シート24の連続体と裏面シート22の連続体との間に固定する。
このようにして、吸収性本体2の連続体の両側部に複数対のウエストパネル3が固定されてなる、おむつ1の連続体を製造する。ここで、吸収性本体2の連続体の搬送方向(y方向)と、ウエストパネル3(伸縮性シート)を製造する際の搬送方向(y方向)は、同方向であり、ウエストパネル3(伸縮性シート)を90°反転する必要はない。
そして、おむつ1の連続体を、公知の切断手段(図示せず)により、個々のおむつ1の寸法に切断することにより、多数のおむつ1を順次製造することができる。
【0060】
次に、本発明の伸縮性シートの製造方法の他の実施態様について説明する。後述する他の実施態様については、前述した第1実施態様と異なる点について主として説明し、同様の点については、同一の符号を付して説明を省略する。特に説明しない点は、第1実施態様と同一に解釈することができる。
【0061】
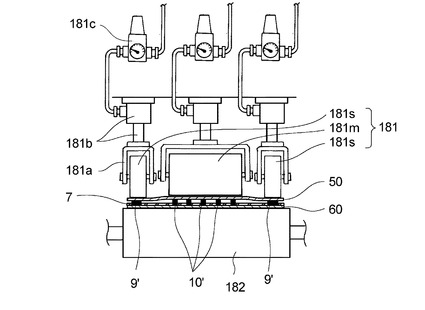
本発明の第2実施態様の製造方法においては、図5に示すように、一対の帯状シート50,60を、糸状弾性体7を挟んだ状態で一体的に加圧する一体化工程に用いる一対のロール181,182として、少なくとも一方のロール181が、一対の帯状シート50,60の幅方向(x方向)に並んだ複数の短ロール181s,181m,181sからなるものを用いる。図5に示すように、一対の帯状シート50,60の一方又は双方に、第1実施形態における端部接合部と同様の端部接合部を形成するための接着剤9'と、第1実施形態における中央接合部と同様の中央接合部を形成するための接着剤10'を塗工しておき、それらの帯状シート50,60を、両者間に糸状弾性体7を挟んだ状態で、複数の短ロールからなるロール181と、複数の短ロールに分割されていないロール182との間で加圧する。
【0062】
短ロール181s,181sは、帯状シート50,60の幅方向において、端部接合部形成用の接着剤9'の塗工位置と重なる位置に配され、短ロール181mは、中央接合部形成用の接着剤10'の塗工位置と重なる位置に配される。第2実施態様においては、短ロール181s,181m,181sは、帯状シート50,60の流れ方向(y方向)において同じ位置に配置されており、それぞれの周面が、共通する一本のロール182の周面と対向している。
図示例における短ロール181s,181m,181sは、それぞれ、回転軸を軸支する軸支持体181a、軸支持体181aを上下に変位させる昇降機構181b、及び該ロールにより加わる圧力を計測する圧力計181cを備えている。昇降機構181bとしては、油圧シリンダ、エアシリンダ、スクリュージャッキ等の各種公知のものを用いることができる。
【0063】
第2実施態様においては、端部接合部形成用の接着剤9'を加圧する短ロール181s,181sが、中央接合部形成用の接着剤10'を加圧する短ロール181mよりも、一対の帯状シート50,60をより強く加圧するように維持ないし制御しつつ、糸状弾性体7及び帯状シート50,60の一体化を行う。例えば、短ロール181s,181sとロール182との間のクリアランスを短ロール181mとロール182との間のクリアランスよりも狭く設定し、それぞれのクリアランスの値を一定に固定して、糸状弾性体7及び帯状シート50,60の加圧を行っても良いし、短ロール181sにより加える圧力と短ロール181mにより加える圧力とを監視し、それらの圧力差が常時一定の範囲内に維持されるように短ロールを上下に移動させつつ、糸状弾性体7及び帯状シート50,60の加圧を行っても良い。圧力の監視及び短ロールの昇降による圧力の維持には、各種公知の自動制御装置を用いることができる。
【0064】
。
第2実施形態においても、一対の帯状シート間の一体化工程における接合の条件を、中央接合部形成用の接着剤10'と端部接合部形成用の接着剤9'とで異ならせている。
より具体的には、接着剤を介して一対の帯状シート間を接合させる際の押圧の圧力を異ならせている。即ち、第2実施形態の製造方法によれば、短ロール181s、181sとニップロール182との間で、帯状シート50,60における、両者間に端部接合部用の接着剤9'が介在する部分が相対的に強く加圧され、短ロール181mとニップロール182との間で、帯状シート50,60における、両者間に中央接合部用の接着剤10'が介在する部分が相対的に弱く加圧される。これにより、第1実施形態と同様に、端部接合部9,9からの糸状弾性体7の抜けが生じにくく、また端部接合部9,9間が通気性、柔軟性及び伸縮性に優れた伸縮性シート3'及びウエストパネル3を効率よく製造することができる。
【0065】
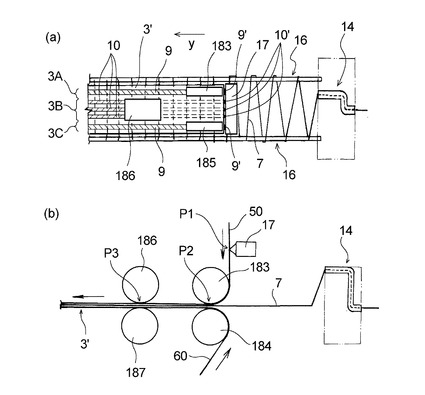
本発明の第3実施態様の製造方法においては、伸縮性シート3'の製造装置として、図6(a)及び図6(b)に示すように、製造する伸縮性シート3'の一方の側部3Aに端部接合部9を形成するための一対の第1ロール183,184と、製造する伸縮性シート3'の他方の側部3Cに端部接合部9を形成するための一対の第2ロール185,184と、製造する伸縮性シート3'の幅方向中央部に中央接合部10を形成するための一対の第3ロール186,187とを備え、第3ロール186,187を、帯状シート50,60の搬送方向(y方向)における、第1ロール183,184及び第2ロール185,184のそれぞれよりも下流に設けたものを用いる。
【0066】
そして、図6(b)に示すように、一方の帯状シート50の片面に、塗布装置17により、端部接合部9を形成するための接着剤9'及び中央接合部10を形成するための接着剤10'を塗工した後、該帯状シート50及び他方の帯状シート60を、両シート50,60間に糸状弾性体7を挟むようにして合流させる。そして、最初に、その帯状シート50,60における、端部接合部形成用の接着剤9',9'が介在する部位を、一対の第1ロール183,184間又は一対の第2ロール185,184間に挟んで加圧する。これにより、製造される伸縮性シート3'の両側部3A,3Cに、一対の端部接合部9,9が形成される。そして、次に、帯状シート50,60における、中央接合部形成用の接着剤10'が介在する部位を、一対の第3ロール186,187間に挟んで加圧する。これにより、製造される伸縮性シート3'の中央の伸縮部3Bに、複数本の中央接合部10,10が形成される。
【0067】
第3実施形態においても、一対の帯状シート間の一体化工程における接合の条件を、中央接合部形成用の接着剤10'と端部接合部形成用の接着剤9'とで異ならせている。
より具体的に説明すると、第3実施形態の製造方法においては、図6(b)に示すように、帯状シート50の搬送方向(流れ方向)における同じ位置において、端部接合部形成用の接着剤9'と中央接合部形成用の接着剤10'とを塗工しており、帯状シート50に接着剤9'を塗工してから該接着剤9'を第1及び第2ロールで加圧するまでの時間と、該帯状シート50に接着剤10'を塗工してから第3ロールで加圧するまでの時間とが異なっている。そのため、接着剤9'及び接着剤10'として、同じ温度に加熱して溶融したホットメルト接着剤を塗工したとしても、シート50,60間に挟んで加圧する際の接着剤の温度が異なり、接着剤の粘度に差が生じる。
【0068】
図6(a)及び図6(b)に示す実施態様においては、端部接合部形成用の接着剤9'を塗工してから接着剤9'を第1及び第2ロールで加圧するまでの時間が、中央接合部形成用の接着剤10'を塗工してから接着剤10'を第3ロール間で加圧するまでの時間に比べて短い。このため、帯状シート50に塗布する際の温度や種類、塗布する坪量等が同じ場合、接着剤9'の方が、接着剤10'よりも温度が高い、つまり粘度が低い状態でシート50,60と共に加圧される。そのため、シート50,60間が接着剤10'で接合された中央接合部10よりも、シート50,60間が接着剤9'で接合された端部接合部9の方が、シート50,60どうし間の接合強度や糸状弾性体のシート50,60に対する固定強度が相対的に高くなる。また、温度が低い(つまり粘度が高い)接着剤10'の方が、ロール間で加圧された際に、シートの幅方向に広がりにくく、接着剤10'による通気性や伸縮性の低下が生じにくい。
このようにして、第3実施形態によれば、端部接合部9,9からの糸状弾性体7の抜けが生じにくく、また端部接合部9,9間が通気性、柔軟性及び伸縮性に優れた伸縮性シート3'及びウエストパネル3を効率よく製造することができる。
【0069】
接着剤9'の塗工位置P1から該接着剤9'をロールで加圧する位置P2までの距離(L1)に対する、接着剤10'の塗工位置P1から該接着剤10'をロールで加圧する位置P3までの距離(L2)の比(L2/L1)は、好ましくは1.1以上、より好ましくは1.2以上であり、また、好ましくは5以下、より好ましくは2以下であり、また、好ましくは1.1以上5以下、より好ましくは1.2以上2以下である。なお、前記距離L1,L2は、それぞれの接着剤を塗工する帯状シートの搬送経路に沿って測定する。
【0070】
なお、第3実施形態に用いた製造装置においては、第1ロール183,184のうちの一方のロール183と第2ロール185,184のうちの一方のロール185とは、図6(a)に示すように、x方向に離間しているのに対して、第1ロール183,184のうちの他方のロール184と第2ロール185,184のうちの他方のロール184とは、帯状シート50,60の略全幅に亘って直径が均一な共通する一本の筒状ロールである。これに代えて、第1ロールのロール184と第2ロールのロール184として、x方向に離間した別々のロールを用いても良い。また、ロール183とロール185のように、2本のロールをx方向に離間させて設ける場合、両ロールは共通する一本の回転軸を有するものであっても良いし、両ロールがそれぞれ独立して回転軸を有していてもよい。
【0071】
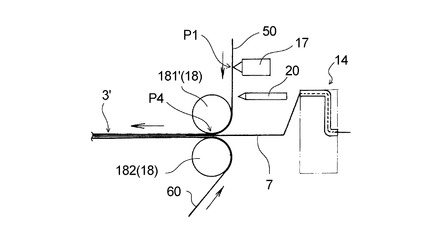
本発明の第4実施態様の製造方法においては、図7に示す伸縮性シート3'の製造装置を用いる。図7に示す伸縮性シート3'の製造装置は、一対の帯状シート50,60の間に伸長状態の糸状弾性体7を固定する一体化手段18として、それぞれ帯状シート50,60の略全幅に亘って直径が均一な一対のニップロール181',182を備えたものを用いると共に、帯状シート50に、端部接合部形成用の接着剤9'及び中央接合部形成用の接着剤10'を塗工する塗布装置17と、一対のニップロール181',182で帯状シート50,60を加圧する部位P4との間に、接着剤を冷却する冷却手段20を備えている。塗布装置17の構成は、図6(a)に示す塗布装置17と同様である。冷却手段20は、接着剤9'及び接着剤10'のうちの接着剤10'のみを冷却するか、接着剤9'に比して接着剤10'をより強く冷却する。
冷却手段20としては、接着剤に向けて冷風を吹き付けて冷却する冷風装置や、接触式のチルロール(冷却ロール)等を用いることができるが、装置の構造が単純になり装置製作が経済的に有利になる点から冷風装置が好ましい。
【0072】
第4実施形態においても、一対の帯状シート間の一体化工程における接合の条件を、中央接合部形成用の接着剤10'と端部接合部形成用の接着剤9'とで異ならせている。
より具体的に説明すると、第4実施態様の製造方法においては、図7に示すように、一方の帯状シート50の片面に、塗布装置17により、端部接合部9を形成するための接着剤9'及び中央接合部10を形成するための接着剤10'を塗工した後、冷却手段20により接着剤10'を冷却し、該接着剤10'の温度を下げる。他方、接着剤9'については、実質的に冷却しないか又は冷却の程度を弱くし、接着剤10'よりも温度が高い状態を維持する。
そして、その状態で、帯状シート50及び他方の帯状シート60を、両シート50,60間に糸状弾性体7を挟むようにして合流させた状態で、それらを一対のロール181',182間に挟んで加圧する。このとき、接着剤9'の方が、接着剤10'よりも温度が高い状態でシート50,60と共に加圧される。そのため、温度が高い方が低い方よりも、粘度が低くなること等によって、高い接合強度が得られる種類及び温度範囲の接着剤を用いることにより、シート50,60間が接着剤10'で接合された中央接合部10よりも、シート50,60間が接着剤9'で接合した端部接合部9の方が、シート50,60どうし間の接合強度や糸状弾性体のシート50,60に対する固定強度が相対的に高くなる。また、温度が低い(つまり粘度が高い)接着剤10'の方が、ロール間で加圧された際に、シートの幅方向に広がりにくく、接着剤10'による通気性や伸縮性の低下が生じにくい。
このようにして、第4実施形態によれば、端部接合部9,9からの糸状弾性体7の抜けが生じにくく、また端部接合部9,9間が通気性、柔軟性及び伸縮性に優れた伸縮性シート3'及びウエストパネル3を効率よく製造することができる。
【0073】
本発明の伸縮性シートの製造方法は、前記実施態様に制限されず適宜変更可能である。例えば、図1に示す形態では、一対のウエストパネル3,3の平面視形状は矩形であったが、台形や平行四辺形であっても良い。ウエストパネル3の平面視形状は、伸縮性シート3'を切断して一対のウエストパネル3,3を得る際に、廃棄する部分(ウエストパネル3として用いない部分)ができるだけ少なくなるような形状とすることが好ましい。
【0074】
また、前記実施態様では、糸状弾性体7を一対の搬送ベルト12,13にy方向(シートの搬送方向)と直交せずに交差する方向に伸長状態で巻き掛けた後、その傾き(伸長方向)をy方向と直交する方向(x方向)に修正したが、搬送ベルト12,13に巻き掛けた角度のまま修正せずに一対の帯状シート50,60に固定しても良い。
【0075】
また、弾性体巻回手段としては、回転軸部分に糸状弾性体の導入部を有する円盤と該円盤からy方向の下流側に突出するアームとを有し、該アームが、搬送ベルト12,13の周囲を周回して、糸状弾性体を搬送ベルト12,13の周囲に巻回させるもの等を用いることもできる。また、フィードロール156としては、図3に示すように、材料(糸状弾性体)を巻き掛けて該材料を送るものに代えて、ニップロールで材料を挟んで該材料を送るもの等を用いることもできる。
【0076】
また、搬送ベルトとしては、一対の搬送ベルトではなく、WO2005/060910に開示のようなコンベアベルトを用いても良い。また、特開2002−192641号公報の図4〜6に記載されているスクリュー溝が設けられた糸支持部材を用いても良い。
【0077】
また、一方の帯状シート50に、端部接合部形成用の接着剤9'及び中央接合部形成用の接着剤10'を塗工するのに代えて、一方の帯状シート50に、端部接合部形成用の接着剤9'を塗工し、他方の帯状シート60に、中央接合部形成用の接着剤10'を塗工しても良い。また、一の端部接合部を形成する接着剤9'を一方の帯状シートに塗工し、他の端部接合部を形成する接着剤9'を他方の帯状シートに塗工しても良い。また、複数本の中央接合部のうちの一部を形成するための接着剤10'を一方の帯状シートに塗工し、他の一部を形成するための接着剤10'を他方の帯状シートに塗工しても良い。
【0078】
また、第3実施態様におけるように、端部接合部形成用の接着剤9'を加圧するロールと、中央接合部形成用の接着剤10'を加圧するロールの位置を、y方向にずらすのに代えて、端部接合部形成用の接着剤9'の塗工位置と中央接合部形成用の接着剤10'の塗工位置を、帯状シートの流れ方向にずらすことによって、両接着剤について、塗工されてからロール間で加圧するまでの時間を異ならせても良い。
また、第3実施態様におけるように、第3ロールにより、中央接合部形成用の接着剤10'のみを加圧するのに代えて、第3ロールにより、中央接合部形成用の接着剤10'と端部接合部形成用の接着剤9'の両方を加圧してもよい。
【0079】
また、第4実施態様の製造方法においては、帯状シート50の片面に、端部接合部形成用の接着剤9'及び中央接合部形成用の接着剤10'を塗工した後、冷却手段20により接着剤10'を冷却したが、接着剤9'及び接着剤10'の塗工後に、接着剤10'を冷却することなく、接着剤9'を加熱しても良いし、接着剤10'の冷却と接着剤9'の加熱を行っても良い。
【0080】
また、端部接合部9として、中央接合部10に比較してシート50,60間の接着強度及び糸状弾性体7の固定強度が高いものを形成するのに代えて、端部接合部9として、中央接合部10に比較してシート50,60間の接着強度及び糸状弾性体7の固定強度が低いものを形成してもよい。この場合の端部接合部9は、例えば、切断直後の糸状弾性体の収縮に伴う切断端部の動きを抑制し、糸状弾性体の切断端部の不規則な並びを是正するのに用いることができる。
【0081】
また、端部接合部形成用の接着剤9'の粘度が中央接合部形成用の接着剤10'の粘度よりも高い状態で、糸状弾性体7及び帯状シート50,60の一体化を行い、中央接合部10に比較して端部接合部9におけるシート50,60間の接着強度及び糸状弾性体7の固定強度が高い伸縮性シートを製造しても良い。
【0082】
また、一体化工程に用いる一対のロールは、両ロールとも、回転駆動されずに帯状シートに接触して従動回転するものであっても良い。
【0083】
本発明で製造する伸縮性シートは、幅方向中央部に複数本の中央接合部を有するものに代えて、幅方向中央部に中央接合部を一つのみ有するものであっても良い。その場合、中央接合部は、その両側の端部接合部それぞれの幅よりも幅広であることが好ましく、両側の端部接合部の合計幅よりも幅広であることがより好ましい。また、中央接合部とその両側の端部接合部とが非接着領域を介することなく隣接又は連続していても良い。
【0084】
伸縮性シートにおける中央接合部と端部接合部の接合強度の大小は、例えば、各接合部から、製造時の搬送方向(MD)に相当する方向の寸法(長さ)及び搬送方向(MD)と直交する方向(CD)に相当する方向の寸法(幅)がそれぞれ等しい試験片を得、それらの試験片について、シート間を前記長さ方向に剥離する剥離試験(90°剥離試験等)を行うこと等により判断できる。試験片は、例えば長さ65mm、幅30mmとし、対比する接合部のうち、幅が狭い方の幅が前記の30mmに満たない場合、試験片の幅は、幅が狭い方の接合部の幅とする。
【0085】
また、上述した一の実施形態における説明省略部分及び一の実施形態のみが有する要件は、それぞれ他の実施形態に適宜適用することができ、また、各実施形態における要件は、適宜、実施形態間で相互に置換可能である。
【0086】
また、第1実施態様および第2実施態様では、端部接合部用の接着剤9'を加圧する圧力は、中央接合部形成用の接着剤10'を加圧する圧力に比べて強くしたが、中央接合部形成用の接着剤10'の方を強く加圧してもよい。また、第3実施態様では、端部接合部形成用の接着剤9'を塗工してから接着剤9'を第1及び第2ロールで加圧するまでの時間を、中央接合部形成用の接着剤10'を塗工してから接着剤10'を第3ロール間で加圧するまでの時間に比べて短くしたが、中央接合部形成用の接着剤10'を加圧するまでの時間の方を短くしてもよい。また、第4実施態様では、端部接合部9を形成するための接着剤9'の方が中央接合部10を形成するための接着剤10'よりも温度が高い状態を維持して、シート50,60と共に加圧したが、中央接合部10を形成するための接着剤10'の温度の方が高い状態として加圧してもよい。このようにすることで、中央接合部10において糸状弾性体7の固定強度が高くなり、伸長した状態で接着固定された糸状弾性体7の収縮力が端部接合部9に影響しにくくなり、糸状弾性体7が抜けにくく、見栄えもよく、また、伸縮性が優れ柔軟な伸縮性シート3'及びウエストパネル3を効率よく製造することができる。
【0087】
本発明の製造方法により製造される伸縮性シートは、使い捨ておむつ1のウエストパネル3以外に、展開型又はパンツ型の使い捨ておむつの胴周り部、パンツ型使い捨ておむつの胴回り部、パンツ型の生理用ナプキン、使い捨ての下着、使い捨てマスクの耳掛け部、掃除用シート、包帯などにも使用することができる。
【0088】
上述した実施形態に関し、さらに以下の伸縮性シートの製造方法及び使い捨ておむつを開示する。
【0089】
<1> 一対の帯状シートの間に糸状弾性体を該帯状シートの搬送方向と交差する方向に伸長した状態に接着固定した伸縮性シートであり、その幅方向中央部に中央接合部を有すると共に該幅方向中央部の両側に一対の端部接合部を有する伸縮性シートを連続的に製造する伸縮性シートの製造方法であって、
弾性体巻回手段を用いて前記糸状弾性体を、該糸状弾性体の搬送手段に、前記搬送方向と交差する方向に伸長した状態となるように巻回し、巻回された該糸状弾性体を該搬送手段により前記搬送方向に搬送する搬送工程と、
一対の前記帯状シートの一方又は双方に接着剤を塗布する接着剤塗布工程と、
前記接着剤塗布工程後の一対の前記帯状シートを、前記搬送手段により搬送されている前記糸状弾性体に合流させ、該糸状弾性体を挟んだ一対の該帯状シートを一体的に加圧して前記伸縮性シートを得る一体化工程とを具備し、
一対の前記帯状シート間の前記一体化工程における接合の条件を、前記中央接合部形成用の接着剤と前記端部接合部形成用の接着剤とで異ならせる、伸縮性シートの製造方法。
【0090】
<2> 前記一体化工程において、一対の前記帯状シートを一対のロール間に導入して加圧すると共に、一対の該ロールとして、前記中央接合部形成用の接着剤を加圧する部分と、前記端部接合部形成用の接着剤を加圧する部分とで、一対の前記帯状シートに加える圧力が異なるように構成したものを用いる、前記<1>に記載の伸縮性シートの製造方法。
<3> 前記端部接合部形成用の接着剤を加圧する圧力は、前記中央接合部形成用の接着剤を加圧する圧力に比して強い、前記<2>に記載の伸縮性シートの製造方法。
<4> 一対の前記ロールの少なくとも一方は、前記端部接合部形成用の接着剤を加圧する部分の直径が、前記中央接合部形成用の接着剤を加圧する部分の直径より大きい、前記<2>又は<3>に記載の伸縮性シートの製造方法。
<5> 一対の前記ロールの少なくとも一方は、一対の前記帯状シートの幅方向に並んだ複数の短ロールからなり、複数の前記短ロールは、前記端部接合部形成用の接着剤を加圧する短ロールが、前記中央接合部形成用の接着剤を加圧する短ロールよりも、一対の前記帯状シートをより強く加圧するようになされている、前記<2>ないし<4>のいずれか1に記載の伸縮性シートの製造方法。
<6> 前記ロールにおける、前記端部接合部形成用の接着剤を加圧する部分の半径Rsと、前記中央接合部形成用の接着剤を加圧する部分の半径Rmとの差(Rs−Rm)、又は前記端部接合部形成用の接着剤を加圧する部分と前記中央接合部形成用の接着剤を加圧する部分におけるクリアランスの差は0.01mm以上とすることが好ましく、0.01mm以上1mm以下とすることがより好ましい、前記<1>〜<5>の何れか1に記載の伸縮性シートの製造方法。
<7> 前記端部接合部用の接着剤を加圧する圧力は、前記中央接合部形成用の接着剤を加圧する圧力に比べて弱い、前記<2>に記載の伸縮性シートの製造方法。
【0091】
<8> 前記一体化工程において、一対の前記帯状シートを一対のロール間に導入して加圧すると共に、一対の前記帯状シートの一方又は双方に前記中央接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間と、前記端部接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間とを異ならせる、前記<1>に記載の伸縮性シートの製造方法。
<9> 前記端部接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間が、前記中央接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間に比べて短い、前記<8>に記載の伸縮性シートの製造方法。
<10> 前記中央接合部用の接着剤を加圧する一対のロールを、前記端部接合部用の接着剤を加圧する一対のロールよりも、一対の前記帯状シートの搬送方向の下流に設ける、前記<8>に記載の伸縮性シートの製造方法。
<11> 前記前記端部接合部用の接着剤の塗工位置P1から、該前記端部接合部用の接着剤をロールで加圧する位置P2までの距離(L1)に対する、前記中央接合部形成用の接着剤の塗工位置P1から前記中央接合部形成用の接着剤をロールで加圧する位置P3までの距離(L2)の比(L2/L1)は、好ましくは1.1以上、より好ましくは1.2以上であり、また、好ましくは5以下、より好ましくは2以下であり、また、好ましくは1.1以上5以下、より好ましくは1.2以上2以下である、前記<8>〜<10>の何れか1に記載の伸縮性シートの製造方法。
<12> 前記端部接合部の一方を加圧する一対のロールのうちの一方のロールと、前記端部接合部の他方を加圧する一対のロールのうちの一方のロールとが、帯状シートの搬送方向と直交する方向に離間している、前記<8>〜<11>の何れか1に記載の伸縮性シートの製造方法。
<13> 前記端部接合部の一方を加圧する一対のロールのうちの他方のロールと、前記端部接合部の他方を加圧する一対のロールのうちの他方のロールとは、前記帯状シートの略全幅に亘って直径が均一な共通する一本の筒状ロールである、前記<12>に記載の伸縮性シートの製造方法。
<14> 前記端部接合部の一方を加圧する一対のロールのうちの一方のロールと、前記端部接合部の他方を加圧する一対のロールのうちの一方のロールとが、帯状シートの搬送方向と直交する方向に離間した別々のロールである、前記<8>〜<12>の何れか1に記載の伸縮性シートの製造方法。
<15> 前記端部接合部形成用の接着剤の塗工位置と前記中央接合部形成用の接着剤の塗工位置を、前記帯状シートの流れ方向にずらすことによって、両接着剤について、塗工されてからロール間で加圧するまでの時間を異ならせる、前記<8>に記載の伸縮性シートの製造方法。
<16> 前記端部接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間が、前記中央接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間に比べて長い、前記<8>記載の伸縮性シートの製造方法。
【0092】
<17> 前記接着剤塗布工程後に、前記中央接合部用の接着剤又は前記端部接合部用の接着剤の冷却又は加熱を行い、前記一体化工程においては、一対の前記帯状シート間に、冷却又は加熱により温度が異なる状態の前記両接着剤を介在させた状態で、一対の該帯状シートを一対のロール間で加圧する、前記<1>記載の伸縮性シートの製造方法。
<18> 前記一体化工程においては、前記端部接合部用の接着剤の方が前記中央接合部用の接着剤よりも温度が高い状態で、一対の該帯状シートとともに一対のロール間で加圧する、前記<17>記載の伸縮性シートの製造方法。
<19> 前記帯状シートの片面に、前記端部接合部形成用の接着剤及び前記中央接合部形成用の接着剤を塗工後、該端部接合部形成用の接着剤を加熱する前記<17>又は<18>記載の伸縮性シートの製造方法。
<20> 前記帯状シートの片面に、前記端部接合部形成用の接着剤及び前記中央接合部形成用の接着剤の塗工後、該中央接合部形成用の接着剤の冷却を行う、前記<17>〜<19>の何れか1に記載の伸縮性シートの製造方法。
<21> 前記一体化工程においては、前記中央接合部用の接着剤の方が前記端部接合部用の接着剤よりも温度が高い状態で、一対の該帯状シートとともに一対のロール間で加圧する、前記<17>記載の伸縮性シートの製造方法。
【0093】
<22> 一対の前記帯状シート間が、接着剤により接合された前記複合シートにおいて、該複合シートの搬送方向に沿う側縁から該複合シートの外方に延出している伸長状態の前記糸状弾性体切断し、該糸状弾性体の搬送手段に対する巻回状態が解除する、前記<1>〜<21>の何れか1に記載の伸縮性シートの製造方法。
<23> 前記端部接合部の幅W1は、好ましくは3mm以上、より好ましくは5mm以上であり、また、好ましくは20mm以下、より好ましくは10mm以下であり、また、好ましくは3mm以上20mm以下、より好ましくは5mm以上10mm以下である、前記<1>〜<22>の何れか1に記載の伸縮性シートの製造方法。
<24> 前記中央接合部の幅W2は、好ましくは0.1mm以上、より好ましくは0.5mm以上であり、また、好ましくは5mm以下、より好ましくは1.5mm以下であり、また、好ましくは0.1mm以上5mm以下、より好ましくは0.5mm以上1.5mm以下である、前記<1>〜<23>の何れか1に記載の伸縮性シートの製造方法。
<25> 隣り合う前記端部接合部と前記中央接合部との間隔W3は、好ましくは1mm以上、より好ましくは3mm以上であり、また、好ましくは10mm以下、より好ましくは7mm以下であり、また、好ましくは1mm以上10mm以下、より好ましくは3mm以上7mm以下である、前記<1>〜<24>の何れか1に記載の伸縮性シートの製造方法。
<26> 前記伸縮性シートは複数の前記中央接合部を有し、
隣り合う2本の前記中央接合部の間隔W4は、好ましくは1mm以上、より好ましくは3mm以上であり、また、好ましくは10mm以下、より好ましくは7mm以下であり、また、好ましくは1mm以上10mm以下、より好ましくは3mm以上7mm以下である、前記<1>〜<25>の何れか1に記載の伸縮性シートの製造方法。
<27> 前記伸縮シートの長手方向に隣り合う2本の前記糸状弾性体の間隔W5は、好ましくは2mm以上、より好ましくは4mm以上であり、また、好ましくは12m以下、更に好ましくは10mm以下であり、また、好ましくは2mm以上12mm以下、より好ましくは4mm以上10mm以下である、前記<1>〜<26>の何れか1に記載の伸縮性シートの製造方法。
【0094】
<28> 一対の前記帯状シートにおける、一方の帯状シートに、前記端部接合部形成用の接着剤及び前記中央接合部形成用の接着剤を塗工する、前記<1>〜<27>の何れか1に記載の伸縮性シートの製造方法。
<29> 一対の前記帯状シートにおける、一方の帯状シートに、前記端部接合部形成用の接着剤を塗工し、他方の帯状シートに、前記中央接合部形成用の接着剤を塗工する、前記<1>〜<27>の何れか1に記載の伸縮性シートの製造方法。
<30> 前記端部接合部として、前記中央接合部に比較して一対の前記帯状シート間の接着強度及び前記糸状弾性体の固定強度が高いものを形成する、前記<1>〜<29>の何れか1に記載の伸縮性シートの製造方法。
<31> 前記端部接合部として、前記中央接合部に比較して一対の前記帯状シート間の接着強度及び前記糸状弾性体の固定強度が低いものを形成する、前記<1>〜<29>の何れか1に記載の伸縮性シートの製造方法。
【0095】
<32> 前記糸状弾性体の搬送手段と、該搬送手段に、前記糸状弾性体を連続的に伸長状態で巻回する弾性体巻回用の回転アームと、該糸状弾性体を連続して繰り出し、該回転アームに該糸状弾性体を伸長状態で導入する弾性体供給手段と、該回転アームにより巻回された該糸状弾性体を一対の前記帯状シートの間に搬送する搬送手段と、接着剤を該帯状シートに塗布する塗布手段とを備えた塗布装置と、
一対のニップロールを用いて一対の前記帯状シートの間に伸長状態の前記糸状弾性体を固定する一体化手段と、
一対の前記帯状シートの搬送方向に沿う両端部から外方に延出している糸状弾性体を切断し、糸状弾性体の搬送手段に対する巻回状態を解除する切断手段とを具備する装置を用いて実施する、前記<1>〜<31>の何れか1に記載の伸縮性シートの製造方法。
<33> 一対の前記ニップロールとして一方のニップロールと他方のニップロールとを有し、
一方のニップロールが、その軸長方向の中央部に直径が相対的に小さい小径部M、軸長方向の両端部に直径が相対的に大きい大径部S,Sを有するものを用い、
前記小径部Mは、前記帯状シートにおける、両者間に中央接合部形成用の接着剤が介在する部位を加圧し、前記大径部S,Sは、該帯状シートにおける、両者間に端部接合部形成用の接着剤が介在する部位を加圧するように形成されている、前記<32>記載の伸縮性シートの製造方法。
<34> 一対の前記ニップロールとして一方のニップロールと他方のニップロールとを有し、
他方のニップロールは、前記帯状シートの全幅に亘って直径が一定である、前記<32>〜<33>の何れか1に記載の伸縮性シートの製造方法。
【0096】
<35> 前記伸縮シートは、幅方向中央部に中央接合部を複数本有する、前記<1>〜<34>の何れか1に記載の伸縮性シートの製造方法。
<36> 前記伸縮シートは、幅方向中央部に中央接合部を一つのみ有する、前記<1>〜<35>の何れか1に記載の伸縮性シートの製造方法。
<37> 前記中央接合部は、前記端部接合部それぞれの幅よりも幅広である、前記<36>に記載の伸縮性シートの製造方法。
<38> 前記中央接合部は、一対の前記端部接合部の合計幅よりも幅広である、前記<36>又は<37>に記載の伸縮性シートの製造方法。
<39> 中央接合部と端部接合部とが非接着領域を介することなく隣接又は連続している、前記<1>〜<38>の何れか1に記載の伸縮性シートの製造方法。
<40> 装着時に装着者の腹側に位置する腹側部、背側に位置する背側部、及び腹側部と背側部との間に位置する股下部を有する吸収性本体と、背側部の左右両外方に連設された左右一対のウエストパネルとを有し、
前記ウエストパネルに、前記<1>〜<39>の何れかに1に記載の伸縮性シートの製造方法で得られた伸縮性シートを用いる使い捨ておむつ。
【符号の説明】
【0097】
1 使い捨ておむつ
2 吸収性本体
3 ウエストパネル(伸縮性シート)
3' 帯状の伸縮性シート
30A 複合シート
5,6 ウエストパネルを構成するシート
50,60 帯状シート(ウエストパネルを構成するシートの原反)
7 糸状弾性体
9 端部接合部
9' 端部接合部形成用の接着剤
10 中央接合部
10' 中央接合部形成用の接着剤
11 伸縮性シートの製造装置
12,13 搬送ベルト
14 回転アーム(弾性体巻回手段)
15 弾性体供給手段
16 糸状弾性体の搬送手段
17 塗布装置
172 塗布手段
18 一体化手段
181,182 ニップロール
181s,181m,181s 短ロール
19 切断手段
190 カッター
20 冷却手段
【技術分野】
【0001】
本発明は、伸縮性シートの製造方法に関する。
【背景技術】
【0002】
従来、表面シート、裏面シート及びこれら両シート間に介在配置された吸収体を備えた実質的に縦長の吸収性本体と、該吸収性本体の本体長手方向に沿う両側縁部に設けられた一対のウエストパネルとを有し、一対の該ウエストパネルそれぞれの本体長手方向に沿う外側縁部に固定されたファスニングテープの止着部を、該吸収性本体の非肌対向面の被止着領域に止着して着用者に装着するようになされている、いわゆる展開型のパネルタイプの使い捨ておむつが知られている。このウエストパネルとしては、装着性等の観点から、伸縮性を有するシート状部材(伸縮性シート)が用いられている。
【0003】
例えば特許文献1には、ウエストパネルに伸縮性シートを用いた展開型のパネルタイプの使い捨ておむつとして、2枚のシートの間に複数本の糸状弾性体を伸長状態で接着固定して構成された伸縮性シートをウエストパネル(止着テープ)として用いたテープ式使い捨ておむつが記載されている。特許文献1に記載の止着テープにおいて、2枚のシートは、幅方向(前記本体長手方向と直交する方向)に所定の間隔を空けて形成された、止着テープの上端から下端まで連続する縦縞状の接着部分により接着されている。
また、特許文献1には、特許文献1のウエストパネル(止着テープ)の製造方法として、長さ方向に搬送中のシートに縦縞状に接着剤を塗布した後、該シートを、一対の搬送ベルトに螺旋状に巻き掛けられることによって該シートの搬送方向と略直交する方向に引っ張られて伸長状態とされた糸状弾性体と合流させて接合した後に、別のシートを、前記のシートとの間に前記糸状弾性体を挟むように合流させ、それらを一対のロール間で一体的に加圧し一体化させることが記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−22558号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、糸状弾性体を挟んだ2枚のシートを一対のロール間で加圧する際に、縦縞状に塗工した接着剤が強く加圧されると、細帯状に塗布された接着剤が潰れてシートの幅方向に広がることによって、伸縮性シートの通気性や柔軟性が低下する。他方、通気性や柔軟性を考慮して低い圧力で加圧した場合には、伸長状態において糸状弾性体を固定した接着部分から該糸状弾性体が抜け易くなる。
【0006】
また、特許文献1に記載の伸縮性シート(止着テープ)においては、その製造時に搬送ベルトに伸長状態で巻き掛けられた糸状弾性体の両端部を切断することによって生じた、該糸状弾性体の端部(切断端部)が、該糸状弾性体の切断後の収縮によって個々ばらばらに不規則な方向を向いてしまう場合があり、これらの不規則な切断端部により、伸縮性シートの見栄えが悪くなるおそれがある。
【0007】
このような、糸状弾性体の端部(切断端部)の不規則な並びを解消する方法として、伸縮性シートを構成するシートにおける切断端部が存する部位(伸縮性シートの製造時におけるシートの搬送方向に沿う端部)に、切断端部が形成される前(糸状弾性体の切断工程前)に予め接着剤を塗布しておき、該接着剤によって、切断直後の糸状弾性体の収縮に伴う切断端部の動きを抑制する方法が考えられる。しかし、この方法により所定の効果(糸状弾性体の切断端部の不規則な並びの是正)を得るためには、切断端部のシートに対する固定強度を適切に制御する必要がある。
【0008】
本発明は、シート間の接合強度や糸状弾性体のシートに対する固定強度が相互に異なる部位を形成して、糸状弾性体の抜け防止性、柔軟性、見栄え等を効率よく向上させることのできる伸縮性シートの製造方法を提供することに関する。
【課題を解決するための手段】
【0009】
本発明は、一対の帯状シートの間に糸状弾性体を該帯状シートの搬送方向と交差する方向に伸長した状態に接着固定した伸縮性シートであり、その幅方向中央部に中央接合部を有すると共に該幅方向中央部の両側に一対の端部接合部を有する伸縮性シートを連続的に製造する伸縮性シートの製造方法に関する。
本発明の伸縮性シートの製造方法は、弾性体巻回手段を用いて前記糸状弾性体を、該糸状弾性体の搬送手段に、前記搬送方向と交差する方向に伸長した状態となるように巻回し、巻回された該糸状弾性体を該搬送手段により前記搬送方向に搬送する搬送工程と、一対の前記帯状シートの一方又は双方に接着剤を塗布する接着剤塗布工程と、前記接着剤塗布工程後の一対の前記帯状シートを、前記搬送手段により搬送されている前記糸状弾性体に合流させ、該糸状弾性体を挟んだ一対の該帯状シートを一体的に加圧して前記伸縮性シートを得る一体化工程とを具備する。
【0010】
そして、本発明の伸縮性シートの製造方法においては、一対の前記帯状シート間の前記一体化工程における接合の条件を、前記中央接合部形成用の接着剤と前記端部接合部形成用の接着剤とで異ならせる。
【0011】
本発明の好ましい実施態様においては、前記一体化工程において、一対の前記帯状シートを一対のロール間に導入して加圧すると共に、一対の該ロールとして、前記中央接合部形成用の接着剤を加圧する部分と、前記端部接合部形成用の接着剤を加圧する部分とで、一対の前記帯状シートに加える圧力が異なるように構成したものを用いる。
【0012】
また、本発明の他の好ましい実施態様においては、前記一体化工程において、一対の前記帯状シートを一対のロール間に導入して加圧すると共に、一対の帯状シートの一方又は双方に前記中央接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間と、前記端部接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間とを異ならせる。
【0013】
また、本発明の更に他の好ましい実施態様においては、前記接着剤塗布工程後に、前記中央接合部用の接着剤又は前記端部接合部用の接着剤の冷却又は加熱を行い、前記一体化工程において、一対の前記帯状シート間に、冷却又は加熱により温度が異なる状態の前記両接着剤を介在させた状態で、一対の該帯状シートを一対のロール間で加圧する。
【0014】
本発明における伸縮性シートは、好ましくは、一対の帯状シートの間に糸状弾性体を該帯状シートの搬送方向と交差する方向に伸長した状態に接着固定した伸縮性シートであり、その幅方向中央部に中央接合部を有すると共に該幅方向中央部の両側に一対の端部接合部を有する。
【0015】
また、本発明は、装着時に装着者の腹側に位置する腹側部、背側に位置する背側部、及び腹側部と背側部との間に位置する股下部を有する吸収性本体と、背側部の左右両外方に連設された左右一対のウエストパネルとを有し、前記ウエストパネルに、前記の伸縮性シートの製造方法で得られた伸縮性シートを用いた使い捨ておむつを提供するものである。
【発明の効果】
【0016】
本発明の伸縮性シートの製造方法によれば、シート間の接合強度や糸状弾性体のシートに対する固定強度が相互に異なる部位を効率よく形成して、伸縮性シートにおける、糸状弾性体の抜け防止性、柔軟性、見栄え等を効率よく向上させることができる。例えば、伸縮性シートとして、端部接合部からの糸状弾性体の抜けが生じにくく、また端部接合部間が通気性、柔軟性及び伸縮性に優れた伸縮性シートを効率よく製造することができる。
【図面の簡単な説明】
【0017】
【図1】図1は、本発明の一実施態様により得られるウエストパネル及び展開型使い捨ておむつを示す平面図である。
【図2】図2は、本発明の一実施態様(第1実施態様)の製造方法の実施に好適に用いられる伸縮性シートの製造装置の概略構成を示す斜視図である。
【図3】図3は、図2に示す装置の回転アーム(弾性体巻回手段)より上流側の構成を示す斜視図である。
【図4】図4(a)は、図2に示す装置の一部の俯瞰図であり、図4(b)は、該装置により製造する伸縮性シートの一例を示す平面図である。
【図5】図5は、本発明の他の実施態様(第2実施態様)の製造方法の実施に好適に用いられる一体化手段を示す図である。
【図6】図6(a)及び図6(b)は、本発明の他の実施態様(第3実施態様)の製造方法の実施に好適に用いられる伸縮性シートの製造装置の概略構成を示す図である。
【図7】図7は、本発明の他の実施態様(第4実施態様)の製造方法の実施に好適に用いられる伸縮性シートの製造装置の概略構成を示す図である。
【発明を実施するための形態】
【0018】
以下、本発明の伸縮性シートの製造方法を、その好ましい実施態様に基づき図面を参照しながら説明する。
第1実施態様で製造する伸縮性シートは、図1に示すように、例えば展開型の使い捨ておむつ1のウエストパネル3に用いられる。従って、先ず、第1実施態様により製造される伸縮性シートをウエストパネル3に用いた展開型の使い捨ておむつ1について説明する。
【0019】
おむつ1は、図1に示すように、装着時に装着者の腹側に位置する腹側部A、背側に位置する背側部B、及び腹側部Aと背側部Bとの間に位置する股下部Cを有する吸収性本体2と、背側部Bの左右両外方に連設された左右一対のウエストパネル3,3とを有する。おむつ1は、図1に示すように、腹側部Aの左右両外方に連設された左右一対のパネル材4,4を有している。おむつ1を図1に示す如く平面状に拡げた状態において、吸収性本体2は矩形形状、パネル材4は台形形状であり、台形状のパネル材4は、その長辺(下底)側が、ホットメルト接着剤等の接着剤や熱融着等の公知の接合手段により吸収性本体2に固定されている。尚、図中、符合Xで示す方向はおむつ1(吸収性本体2)の幅方向、符合Yで示す方向はおむつ1(吸収性本体2)の長手方向であり、両方向X,Yは互いに直交している。
【0020】
吸収性本体2は、図1に示すように、液透過性の表面シート21と、液不透過性又は撥水性の裏面シート22と、これら両シート21,22間に介在配置された液保持性の吸収体23とを有している。表面シート21は、おむつ1(吸収性本体2)の肌対向面を形成し、裏面シート22は、おむつ1(吸収性本体2)の非肌対向面を形成している。表面シート21及び裏面シート22は、それぞれ、吸収体23よりも外形寸法の大きい平面視矩形形状を有し、吸収体23の周縁部から外方に延出しており、それらの延出部において直接的に又は他の部材を介在させて互いに接合されている。尚、肌対向面は、使い捨ておむつ又はその構成部材における着用時に着用者の肌側に向けられる面であり、非肌対向面は、使い捨ておむつ又はその構成部材における着用時に着用者の肌側とは反対側に向けられる面である。
【0021】
図1に示すように、吸収性本体2の長手方向Yに沿う左右両側部には、一対の立体ガード形成用シート24,24が、吸収性本体2の長手方向Yの略全長に亘って配置されている。各立体ガード形成用シート24は、その長手方向Yに沿う一側縁部(外側縁部)が吸収性本体2(表面シート21)に固定され、他側縁部(内側縁部)は、吸収性本体2に固定されておらず自由縁部となっており、該他側縁部に、1本以上の糸状の弾性部材25が長手方向Yに伸長された状態で固定されている。斯かる構成により、一対の立体ガード形成用シート24,24は、おむつ1の着用時において、股下部Cにおける前記他側縁部が弾性部材25の収縮力によって表面シート21から離間し、それによって一対の立体ガードが形成される。また、吸収性本体2の長手方向Yに沿う左右両側部における着用者の脚廻りに配される部位(レッグ部)には、レッグギャザー形成用の糸状の弾性部材26が伸長状態で配されており、おむつ1の着用時には、弾性部材26の収縮により一対のレッグギャザーが形成され、脚廻りに対して良好にフィットする。
【0022】
一対のウエストパネル3,3は、それぞれ、図1に示すように、2枚のシート5,6の間に複数本の糸状弾性体7が伸長状態で接着固定された伸縮性シートであり、図1に示す如き平面状に拡げた状態において矩形形状である。各ウエストパネル3における複数本の糸状弾性体7は、長手方向Yに所定間隔を置いて配置され、且つそれぞれ幅方向Xに伸長された状態でシート5,6間に固定されている。
ウエストパネル3は、ファスニングテープ8がホットメルト接着剤や融着等の公知の接合手段により固定されている外方側部3Aと、幅方向Xにおいて外方側部3Aとは反対側に位置する内方側部3Cとを有し、これらの両側部3A,3C間に、幅方向Xに伸縮性を有する伸縮部3Bを有している。ウエストパネル3は、その内方側部3Cにて、吸収性本体2(具体的には例えば、立体ガード形成用シート24と裏面シート22との間)にホットメルト接着剤や融着等の公知の接合手段により固定されている。
【0023】
図1に示すように、ウエストパネル3は、幅方向(X方向)の中央部に複数本の中央接合部10を有すると共に該幅方向中央部の両側に一対の端部接合部9,9を有している。端部接合部9は、ウエストパネル3の外方側部3A及び内方側部3Cのそれぞれに、所定の幅を有する帯状に形成されており、中央接合部10は、伸縮部3Bに直線状に複数本形成されている。
端部接合部9及び中央接合部10は、それぞれ、接着剤、好ましくはホットメルト接着剤によりシート5,6間が接合された部分であり、本実施態様で製造するウエストパネル3においては、図1に示すように、シート5,6(ウエストパネル3)の長手方向Yの全長に亘って連続している。
また、複数本の糸状弾性体7は、外方側部3Aの端部接合部9から内方側部3Cの端部接合部9に亘って配されており、一対の端部接合部9,9及びそれらの間の複数本の中央接合部10のそれぞれと重なる部分を有している。そして、糸状弾性体7は、端部接合部9及び中央接合部10と重なる部分においては、接着剤を介して2枚のシート5,6間に挟まれた状態に固定されている。換言すれば、端部接合部9及び中央接合部10のそれぞれにおける糸状弾性体7と重なる部分においては、それらの糸状弾性体7が、シート5,6どうし間に接着剤を介して固定されており、端部接合部9及び中央接合部10のそれぞれにおける糸状弾性体7と重ならない部分においては、シート5,6どうし間が接着剤を介して直接接合されている。端部接合部9及び中央接合部10においては、糸状弾性体7と、それを挟む2枚のシート5,6の一方又は両方との間が接着剤で接合されていることが好ましい。
なお、第1実施形態で製造するウエストパネル3においては、図1に示すように、端部接合部9の幅W1が中央接合部10の幅W2よりも大きく、端部接合部9が中央接合部10よりも幅広となっている。尚、図1では、説明容易のため、端部接合部9及び中央接合部10は、外部から明瞭に認識できるように記載しているが、実際にはそのようになっているとは限らない。
【0024】
ウエストパネル3における端部接合部9及び中央接合部10は、幅方向Xに所定間隔を置いて形成されており、隣り合う端部接合部9と中央接合部10との間、及び隣り合う中央接合部10どうし間は、シート5,6間に接着剤が配されていない非接着領域となっている。それらの非接着領域では、糸状弾性体7はシート5,6に対して非固定状態となっている。
平面状に拡げたウエストパネル3において、糸状弾性体7は、伸縮部3Bにおいては伸長状態となっており、外方側部3Aにおける端部接合部9より外方(ファスニングテープ8が突出する方向)及び内方側部3Cにおける端部接合部9より内方(おむつの幅方向内方側)においては弛緩状態(非伸長状態)となっている。また、糸状弾性体7は、その長手方向の端部又はその近傍が、端部接合部9に伸長状態で固定されている。
【0025】
シート5,6どうしの接着(あるいは端部接合部及び中央接合部の形成)に使用する接着剤としては、この種の伸縮性シート(ウエストパネル)において各部材間を接合するのに使用されているものを特に制限無く用いることができ、例えば、非晶性ポリオレフィン、エチレン−酢酸ビニル共重合体(EVA)、エチレン−アクリル酸エステル共重合体(EEA)、スチレンーブタジエンースチレンブロック共重合体(SBS)、スチレンーイソプレンースチレンブロック共重合体(SIS)、スチレン−エチレン/ブチレン−スチレンブロック共重合体(SEBS)、スチレン−エチレン/プロピレン−スチレンブロック共重合体(SEPS)等の熱可塑性ポリマー及びそれらの混合物等が挙げられる。前記接着剤はホットメルト型(ホットメルト接着剤)が好ましい。
【0026】
おむつ1における各部の形成材料について説明する。
表面シート21及び裏面シート22としては、当該技術分野において従来用いられている各種のものを用いることができる。表面シート21としては、不織布や開孔フィルム等の各種液透過性のシート材を用いることができる。裏面シート22としては、透湿性を有しない樹脂フィルムや、微細孔を有し、透湿性を有する樹脂フィルム、撥水不織布等の不織布、これらと他のシートとのラミネート体等の各種液不透過性ないし撥水性のものを用いることができる。吸収体23としては、パルプ繊維等の繊維集合体若しくは不織布又はこれらに吸水性ポリマーの粒子を保持させてなる吸収性コアを用いることができ、該吸収性コアを透水性の薄紙や不織布からなるコアラップシートで被覆したものを用いることもできる。立体ガードを構成する立体ガード形成用シート24としては、伸縮性のフィルム、不織布、織物又はそれらの積層シート等を用いることができる。また、パネル材4としては、ウエストパネル3を構成するシート5,6として使用可能なもの(後述する)を用いることができる。
【0027】
ウエストパネル3を構成するシート5,6としては、例えば、エアースルー不織布、ヒートロール不織布、スパンレース不織布、スパンボンド不織布、メルトブローン不織布等の各種製法による不織布、織布、編布、紙、樹脂フィルム等、及びこれら2以上を積層一体化させてなるシート材等を用いることができる。また、ファスニングテープ8としては、例えば、不織布等のテープ基材の一方の面上にメカニカルファスナーのフック部材を熱融着や接着剤等により貼り付けてなるもの等を用いることができる。
【0028】
糸状弾性体7並びに立体ガードを構成する弾性部材25及びレッグギャザー形成用の弾性部材26としては、天然ゴム、ポリウレタン、ポリスチレン−ポリイソプレン共重合体、ポリスチレン−ポリブタジエン共重合体、アクリル酸エチル−エチレン等のポリエチレン−αオレフィン共重合体等からなる糸状の伸縮性材料を用いることができる。本発明に係る糸状弾性体及び弾性部材には、断面が円形、正方形状のものの他、楕円形、断面矩形等の細幅帯状のものも含まれ、マルチフィラメントタイプのものも含まれる。本発明に係る糸状弾性体の幅(又は径)は、例えば、0.1mm以上3mm以下であり、好ましくは1mm以下である。また、弾性部材の幅(又は径)は、例えば、0.1mm以上5mm以下であり、好ましくは0.1mm以上3mm以下である。
【0029】
次に、本発明の伸縮性シートの製造方法の好ましい実施態様を、前述したおむつ1のウエストパネル3(伸縮性シート)を製造する場合を例にとり図面を参照しながら説明する。図2及び図3には、第1実施態様のウエストパネル3(伸縮性シート)の製造方法に好適に用いられる製造装置11が模式的に示されている。
【0030】
製造装置11は、図2及び図3に示すように、ウエストパネル3(伸縮性シート)の原反である帯状の伸縮性シート3'を連続的に製造する装置であり、糸状弾性体7の搬送手段16と、搬送手段16に、糸状弾性体7を連続的に伸長状態で巻回する弾性体巻回用の回転アーム(弾性体巻回手段)14とを備えている。搬送手段16は、帯状シート50,60の搬送方向(MD;Machine Direction)と直交する方向(CD;Cross machine Direction)に離間した一対の搬送ベルト12,13を含んで構成されており、糸状弾性体7は、回転アーム14によって、一対の搬送ベルト12,13間を搬送方向yと交差する方向に伸長状態で巻き掛けられる。帯状シート50,60は、ウエストパネル3を構成するシート5,6の原反である。
【0031】
図2及び図3中符合yで示す方向(y方向)は、帯状シート50,60の搬送方向(MD)を示し、符号xで示す方向(x方向)はCDを示す。y方向(MD)は、搬送手段16(搬送ベルト12,13)に巻回された糸状弾性体7の搬送方向や伸縮性シート3'の搬送方向と一致し、更に、おむつ1(吸収性本体2)の長手方向Y(図1参照)とも一致する。また、x方向(CD)は、帯状シート50,60の幅方向と一致し、更に、おむつ1(吸収性本体2)の幅方向X(図1参照)とも一致する。また、図3中符合zで示す方向(z方向)は、一体化手段18の一対のニップロール181,182どうしが対向する方向を示す。
【0032】
製造装置11について更に説明すると、製造装置11は、糸状弾性体7を連続して繰り出し、回転アーム(弾性体巻回手段)14に糸状弾性体7を伸長状態で導入する弾性体供給手段15と、回転アーム14により巻回された糸状弾性体7を一対の帯状シート50,60の間に搬送する搬送手段16と、ホットメルト接着剤等の接着剤を帯状シート50に塗布する塗布手段172を備えた塗布装置17と、一対のニップロール181,182を用いて一対の帯状シート50,60の間に伸長状態の糸状弾性体7を固定する一体化手段18と、帯状シート50,60の搬送方向(y方向)に沿う両端部から外方に延出している糸状弾性体7を切断し、糸状弾性体7の搬送手段16(搬送ベルト12,13)に対する巻回状態を解除する切断手段19とを具備している。
【0033】
搬送手段16の搬送ベルト12は、図3に示すように、無端状の回転ベルトであり、上下2段の上段ベルト12aと下段ベルト12bとからなる。上段ベルト12aは、回転軸方向がz方向に配された2つのプーリーの間に架け渡されており、そのうちの1つは、一体化手段18よりも上流側に配されたプーリー122であり、他の1つは、一体化手段18よりも下流側に配されたプーリー121である。また、下段ベルト12bは、回転軸方向がz方向に配された他の2つのプーリーの間に架け渡されており、そのうちの1つは、一体化手段18よりも上流側でプーリー122の下方に配されたプーリー125であり、他の1つは、一体化手段18よりも下流側で上段ベルト12aが架け渡されている前記プーリー121の下方に配されたプーリー124である。各プーリーは、帯状シート50,60の搬送方向(y方向)に沿う端部の外方に配されている。下流側のプーリー121,124には、その駆動部に図示しないサーボモーターが連設されており、このサーボモーターにより上段ベルト12a及び下段ベルト12bそれぞれの回転速度を変更することができる。
【0034】
搬送手段16の搬送ベルト13も、搬送ベルト12と同様に無端状の回転ベルトであり、図3に示すように、上下2段の上段ベルト13aと下段ベルト13bとからなる。搬送ベルト13は搬送ベルト12と同様に構成されており、両ベルト13a,13bは、それぞれ、一体化手段18を挟んで上流側と下流側とに配された2つのプーリー132,131又はプーリー135,134の間に架け渡されている。上段ベルト13a及び下段ベルト13bのそれぞれも、搬送ベルト12の上下段ベルト12a,12bと同様の機構により、駆動及び回転速度の変更が可能である。
【0035】
搬送ベルト12(上段ベルト12a,下段ベルト12b)及び搬送ベルト13(上段ベルト13a,下段ベルト13b)は、それぞれ、前記各プーリーに架け渡されることにより、一対のニップロール181,182(一体化手段18)の上流側から下流側に亘って配される。図2に示すように、両ベルト12,13は、帯状シート50,60の搬送方向(y方向)に沿う端部の外方に位置し、互いに左右対称に配される。両ベルト12,13は、それぞれの外周側がy方向に移動するように回転する。両ベルト12,13は、何れもタイミングベルトであることが好ましい。両ベルト12,13の回転速度、即ち、下流側のプーリー(図示せず)の駆動部に配されたサーボモーター(図示せず)の回転速度は、製造装置11の備える制御部(図示せず)により制御される。
【0036】
回転アーム(弾性体巻回手段)14は、図2及び図3に示すように、軸部142、周回部143及び連結部144を有するアーム部141と、軸部142の中心線を回転軸として、アーム部141を回転させる駆動機構147とを備えている。連結部144は、軸部142及び周回部143のそれぞれに対して角度をなして結合しており、周回部143と軸部142とは略平行となっている。図3に示すように、軸部142は、その一端に糸状弾性体7の導入口145を有しており、また周回部143は、その一端に糸状弾性体7の導出口146を有しており、導入口145から導入された糸状弾性体7が、軸部142、連結部144及び周回部143を通って導出口146からスムーズに導出される。アーム部141の屈曲部や導出口146等には、糸状弾性体7との間の摩擦を低減し得る各種公知の部材(従動ロールや低摩擦部材等)を配置することもできる。
【0037】
周回部143は、導出口146が搬送ベルト12(上段ベルト12a,下段ベルト12b)及び搬送ベルト13(上段ベルト13a,下段ベルト13b)の上流側の端部より下流側に位置するように配されている。回転アーム14(弾性体巻回手段)の駆動部(軸部142)には、図3に示すように、サーボモーター148が取り付けられており、サーボモーター148の回転により、周回部143が、両ベルト12,13の外周を周回する。導出口146が回転する軌跡の直径は、一対の搬送ベルト12,13の外面間の距離より大きい。このような回転アーム14により、取り込んだ糸状弾性体7を、両ベルト12,13の上流側の端部であって且つそれぞれの外周側に連続的に巻回することができる。回転アーム14の回転速度、即ち、サーボモーター148の回転速度は、製造装置11の備える制御部(図示せず)により制御される。
【0038】
弾性体供給手段15は、図3に示すように、糸状弾性体7を巻き付けたロール体70と、ロール体70の下流側に位置して糸状弾性体7にブレーキによりテンションをかけるテンサー151と、テンサー151の下流側に位置してロール体70から糸状弾性体7を繰り出す繰り出しロール152と、繰り出しロール152の下流側に位置してテンションを測定するためのテンション測定器153とを備えている。繰り出しロール152は、その回転軸方向がx方向(シートの搬送方向と直交する方向)に配されている。繰り出しロール152には、その駆動部にサーボモーター(図示せず)が取り付けられている。繰り出しロール152は、その外周に糸状弾性体7が2回巻き付けられて使用される。製造装置11の備える制御部(図示せず)により、テンション測定器153による検出出力に基づき、図示しないサーボモーターの回転速度、即ち繰り出しロール152の回転速度を制御し、所定のテンションで糸状弾性体7をロール体70から巻き出すことができる。
【0039】
弾性体供給手段15は、図3に示すように、繰り出しロール152の下流側に位置するフィードロール156を備えている。フィードロール156は、回転アーム(弾性体巻回手段)14と繰り出しロール152との間に配され、その回転軸方向がx方向に配されている。フィードロール156は、その駆動部にサーボモーター(図示せず)が取り付けられている。図示しないサーボモーターの回転速度、即ちフィードロール156の回転速度は、製造装置11の備える制御部(図示せず)により制御される。
【0040】
塗布装置17は、図2及び図4(a)に示すように、帯状シート50に接着剤を塗布する塗布手段172を具備している。塗布手段172には、図示しない接着剤の収容タンクから所定の供給路を介して接着剤が供給される。塗布手段172は、図4(a)に示すように、伸縮性シート3'に中央接合部10を形成するための接着剤10'(中央接合部形成用の接着剤)を吐出する吐出口Eと、伸縮性シート3'に端部接合部9を形成するための接着剤9'(端部接合部形成用の接着剤)を吐出する吐出口Fとが形成されている。吐出口Eは、帯状シート50の幅方向中央部に対向する位置に設けられ、吐出口Fは、帯状シート50の前記幅方向中央部の両側に位置する両端近傍部に対向する位置に設けられている。
第1実施態様においては、吐出口E及び吐出口Fは、共通する同一の収容タンク(図示せず)と供給路173を介して接続されており、同一種類の接着剤が、両吐出口E,Fから吐出されて帯状シート50に塗工される。
【0041】
塗布手段172としては公知の接着剤塗布手段を用いることができ、塗布手段のコーティングヘッドが被塗布面に接触する接触型塗布手段でも良く、塗布手段のコーティングヘッドが被塗布面に接触しない非接触型塗布手段でも良い。接触型塗布手段としては、例えば、スロットコーター、グラビアコーター、ロータリースクリーンコーター等が挙げられる。非接触型塗布手段としては、例えば、スプレーコーター、ビードコーター、カーテンコーター等が挙げられる。また、供給路としては、金属製の管やフレキシブルチューブ等を用いることができる。
【0042】
一体化手段18は、図2に示すように、一対のニップロール181,182を備えている。一対のニップロール181,182は、搬送ベルト12(上段ベルト12a,下段ベルト12b)の内周側と搬送ベルト13(上段ベルト13a,下段ベルト13b)の内周側との間に位置している。
第1実施態様においては、図2及び図4(a)に示すように、一対のニップロール181,182として、一方のニップロール181が、軸長方向の中央部に直径が相対的に小さい小径部M、軸長方向の両端部に直径が相対的に大きい大径部S,Sを有するものを用いる。他方のニップロール182は、帯状シート50,60の全幅に亘って直径が一定である。
ニップロール181の小径部Mは、図4(a)に示すように、帯状シート50,60における、両者間に中央接合部形成用の接着剤10'が介在する部位を加圧し、ニップロール181の大径部S,Sは、帯状シート50,60における、両者間に端部接合部形成用の接着剤9',9'が介在する部位を加圧するように形成されている。
【0043】
ニップロール182としては、金属製の円筒形のロールや、低硬度シリコンゴム製の円筒形のロールを用いることができる。ニップロール181としては、周面に段差を設けた円筒形にする以外は、ニップロール182と同様の構成を有するものを用いることができる。
一対のニップロール181,182は、何れか一方の駆動部にサーボモーター(図示せず)が取り付けられており、製造装置11が備える制御部(図示せず)により回転速度が制御されている。一対のニップロール181,182それぞれの回転軸には駆動伝達用のギヤが取り付けられている。この図示しない駆動手段により、伸縮性シートの生産速度に基づき、図示しないサーボモーターの回転速度、即ち一対のニップロール181,182のうちの一方の回転速度をコントロールすることができる。その際、駆動伝達用のギヤが噛み合うことによって、一対のニップロール181,182のうちの他方にも駆動力が伝達され、一対のニップロール181,182を回転させることができる。一対のニップロール181,182の軸受け部分は、一対の帯状シート50,60の間に伸長状態の糸状弾性体7を確実に固定する為に、油圧、空圧、バネ等の力を利用して、それぞれの軸受け部分が加圧されている。
【0044】
切断手段19は、図2に示すように、搬送されてくる糸状弾性体7が当たる部分が先鋭な切断刃となされたカッター190を備えている。カッター190は、図示しない支持体により、糸状弾性体7が当たる位置に配置されており、糸状弾性体7が、搬送ベルト12,13により搬送されてカッター190に押しつけられることにより切断される。切断手段19の位置は、一対のニップロール181,182で、糸状弾性体7及び帯状シート50,60を一体化させる部位のやや下流である。切断手段19としては、糸状弾性体7を切断し得る各種公知のものを特に制限なく使用することができ、例えば、外周面に周方向に亘る切断刃を備えたカッターロールと該切断刃を受けるアンビルロールとを備えたロールカッターを用いることができ、レーザーや熱等で糸状弾性体7を切断可能な切断手段であっても良い。
【0045】
第1実施態様では、このような構成の製造装置11を用い、次のようにしてウエストパネル3及びウエストパネル3の連続体である伸縮性シート3'を製造する。
【0046】
先ず、図2及び図3に示すように、糸状弾性体7を連続して繰り出し、繰り出された糸状弾性体7を伸長状態で弾性体巻回手段としての回転アーム14に導入する(供給工程)。詳述すると、繰り出しロール152を用いて、糸状弾性体7を巻き付けた巻回ロール70から糸状弾性体7を連続して繰り出す。繰り出す際には、テンション測定器153による糸状弾性体7のテンションの検出出力に基づき、製造装置11の備える制御部(図示せず)によって、巻き出しロール152の回転速度を調整し、所定のテンションで巻回ロール70から糸状弾性体7を繰り出す。そして、その糸状弾性体7を回転アーム14に導入するのであるが、導入する際には、前述したフィードロール156により、回転アーム14(弾性体巻回手段)に導入する糸状弾性体7の速度を一定の速度に調整して導入する。導入速度は、搬送手段16(一対の搬送ベルト12,13)に巻回させる巻回速度に応じた速度とする。
【0047】
前記供給工程後には、図2に示すように、回転アーム14(弾性体巻回手段)を用いて糸状弾性体7を、搬送手段16(一対の搬送ベルト12,13)に帯状シート50,60の搬送方向(y方向)と交差する方向に伸長状態で巻回し、巻回された糸状弾性体7を搬送手段16により一対の帯状シート50,60の間に搬送する(搬送工程)。詳述すると、伸長状態で回転アーム14内に供給された糸状弾性体7は、図3に示すように、導入口145からアーム部141内に導入され、軸部142,連結部144及び周回部143内を通って、導出口146から導出される。導出口146から導出される糸状弾性体7は、回転アーム14が回転しながら導出されることによって、搬送ベルト12(上段ベルト12a,下段ベルト12b)の上流側の端部における外周側及び搬送ベルト13(上段ベルト13a,下段ベルト13b)の上流側の端部における外周側に巻回する。ここで、搬送ベルト12,13の回転走行により、両ベルト12,13それぞれの外周側に糸状弾性体7が連続的に螺旋状に巻き掛けられる。こうして搬送手段16に連続的に伸長状態で巻き掛けられた糸状弾性体7を、下流側の一対の帯状シート50,60の間に搬送する。
【0048】
ここで、搬送手段16(一対の搬送ベルト12,13)に巻き掛けられた直後の糸状弾性体7は、y方向(シートの搬送方向)と交差する方向にその巻き掛け長さを形成するように伸長しているが、y方向と直交する方向(x方向)には伸長していない。巻き掛けられた直後の糸状弾性体7の伸長方向をx方向に修正するには、例えば、図2に示すように糸状弾性体7が巻き掛けられている場合には、搬送ベルト12においては、上段ベルト12aの回転速度を下段ベルト12bの回転速度よりも遅くし、搬送ベルト13においては、下段ベルト13bの回転速度を上段ベルト13aの回転速度よりも遅くすれば良い。このように搬送ベルト12,13の回転速度を適宜調整することにより、y方向への搬送中に糸状弾性体7の傾き(伸長方向)を徐々に変化させることができ、糸状弾性体7を一対の帯状シート50,60の間(一対のニップロール181,182の間)に搬送するまでに、糸状弾性体7の傾きを、巻き掛け当初のx方向とは異なる方向からx方向に修正することができる。
【0049】
図2に示すように、帯状シート50,60は、何れも接着剤の塗布前において、図示しないセーラー等により、その搬送方向(y方向)に沿う両側部(x方向の両端部)が外面側(合流される他方の帯状シートとの対向面とは反対側)に折り返されている。そして、図4(a)に示すように、塗布装置17を用いて、帯状シート50の片面(合流される他方の帯状シート50との対向面)における幅方向中央部に、中央接合部形成用の接着剤10'を塗工すると共に、帯状シート50の同じ面における幅方向中央部の両側それぞれに、端部接合部形成用の接着剤9'を塗工する。
接着剤10'は、複数本の細幅線状の接着剤塗布部が、それぞれシート50の搬送方向に沿って連続直線状に形成されるように塗工する。また、接着剤9'は、帯状の2本の接着剤塗布部が、それぞれシート50の搬送方向に沿って連続直線状に形成されるように塗工する。
【0050】
そして、接着剤塗布工程後の一対の前記帯状シート50,60を、搬送手段16により搬送されている糸状弾性体7に合流させ、該糸状弾性体7を挟んだ一対の帯状シート50,60を一体的に加圧して複合シート30A(伸縮性シート3')を得る(一体化工程)。詳述すると、一対のニップロール181,182間に、搬送手段16(一対の搬送ベルト12,13)に連続的に巻き掛けられた伸長状態の糸状弾性体7を供給すると共に、一対の帯状シート50,60を、搬送中の糸状弾性体7と対向するように供給して合流させる。両シート50,60は、両者間に糸状弾性体7が固定されるように合流され、両シート50,60間に糸状弾性体7が挟持固定された状態で一対のニップロール181,182に導入されて加圧される。
【0051】
この際、ニップロール181の大径部S,Sとニップロール182との間で、帯状シート50,60における、両者間に端部接合部用の接着剤9'が介在する部分が加圧されると共に、ニップロール181の小径部Mとニップロール182との間で、帯状シート50,60における、両者間に中央接合部用の接着剤10'が介在する部分が加圧される。
そして、これにより、帯状シート50,60間が、接着剤9'及び接着剤10'により接合された複合シート30Aが得られる。
【0052】
次いで、複合シート30Aの搬送方向(y方向)に沿う側縁から該複合シート30Aの外方に延出している伸長状態の糸状弾性体7を切断して該糸状弾性体7を収縮させ、該複合シート30Aのy方向に沿う一側部及び他側部それぞれに、該糸状弾性体7の切断により生じた切断端部を存在させる(切断工程)。詳述すると、一対の搬送ベルト12,13間に架け渡されて伸長状態となっている糸状弾性体7における、複合シート30A(一対の帯状シート50,60)の搬送方向(y方向)に沿う両側縁(複合シート30Aのx方向の両端縁)から延出している箇所を、前述したカッター190で切断する。この糸状弾性体7の切断によって、糸状弾性体7の一対の搬送ベルト12,13(搬送手段16)に対する巻回状態が解除され、帯状の伸縮性シート3'が、その帯状シート50,60のy方向に沿う両側部(x方向の両端部)がそれぞれ外面側に折り返された状態で得られる。糸状弾性体7の切断後、図示しないセーラー等を用いて、帯状の伸縮性シート3'を構成する帯状シート50,60を、折り返しの無い状態とすることで、図4(b)に示す如き帯状の伸縮性シート3'が得られる。
【0053】
こうして得られた帯状の伸縮性シート3'を、図示しない公知の切断手段により所定の単位長さ(製品長さ)に切断することにより、目的とするウエストパネル3(伸縮性シート)が得られる。
【0054】
第1実施態様においては、前述の通り、ニップロール181の大径部S,Sとニップロール182との間で、帯状シート50,60における、両者間に端部接合部用の接着剤9'が介在する部分を加圧すると共に、ニップロール181の小径部Mとニップロール182との間で、帯状シート50,60における、両者間に中央接合部用の接着剤10'が介在する部分を加圧するようにしたため、一対のニップロール181,182間で加圧する際に、端部接合部用の接着剤9'は、大径部Sの周面とニップロール182の周面との間に生じるクリアランス(周面間の間隔)が相対的に狭い部分で相対的に強く加圧される一方、中央接合部形成用の接着剤10'は、小径部Mの周面とニップロール182の周面との間に生じるクリアランス(周面間の間隔)が相対的に広い部分で相対的に弱く加圧される。つまり、一対の帯状シート間の一体化工程における接合の条件が、中央接合部形成用の接着剤10'と端部接合部形成用の接着剤9'とで異なる。詳細には、端部接合部用の接着剤9'を加圧する圧力は、中央接合部形成用の接着剤10'を加圧する圧力に比して強い。
【0055】
そのため、複合シート30Aや伸縮性シート3'には、帯状シート50,60間が、端部接合部形成用の接着剤9'を介して強く接合された端部接合部9,9が形成され、それらの端部接合部9,9においては、糸状弾性体7が、中央接合部10に比して相対的に強く固定され、糸状弾性体7の抜けを防止できる。他方、複合シート30Aや伸縮性シート3'における端部接合部9,9間には、帯状シート50,60間が、中央接合部形成用の接着剤10'を介して接合された中央接合部10が形成されるが、中央接合部10を形成する接着剤10'は、端部接合部9を形成する接着剤9'に比して弱く加圧されるため、該接着剤10'が潰れて両シート50,60の幅方向に広がることが防止される。そのため、複合シート30Aや伸縮性シート3'における中央接合部10の領域は、通気性に優れ、また柔軟性に優れたものとなる。このようにして、端部接合部9,9からの糸状弾性体7の抜けが生じにくく、また端部接合部9,9間が、通気性、柔軟性及び伸縮性に優れた伸縮性シート3'及びウエストパネル3を効率よく製造することができる。
【0056】
なお、中央接合部10は、接着剤10'が端部接合部9に比して相対的に弱く加圧されて形成されているため、中央接合部10においては、帯状シート50,60間に端部接合部9に比して相対的に弱く接合され、糸状弾性体7の固定も相対的に弱くなっているが、中央接合部10は、一対の端部接合部9どうし間に形成するため、中央接合部10においては、シート50,60間の剥離や糸状弾性体7の抜けの問題は生じにくい。
【0057】
また、端部接合部9の幅W1(図1参照)は、糸状弾性体7の端部又はその近傍の確実な固定の観点から、好ましくは3mm以上、より好ましくは5mm以上であり、また、好ましくは20mm以下、より好ましくは10mm以下であり、また、好ましくは3mm以上20mm以下、より好ましくは5mm以上10mm以下である。
他方、中央接合部10の幅W2(図1参照)は、端部接合部9間に、通気性や伸縮性の良好な伸縮部10Bを形成する観点から、好ましくは0.1mm以上、より好ましくは0.5mm以上であり、また、好ましくは5mm以下、より好ましくは1.5mm以下であり、また、好ましくは0.1mm以上5mm以下、より好ましくは0.5mm以上1.5mm以下である。同様の観点から、隣り合う端部接合部9と中央接合部10との間隔W3(図1参照)、及び隣り合う2本の中央接合部10,10の間隔W4(図1参照)は、それぞれ、好ましくは1mm以上、より好ましくは3mm以上であり、また、好ましくは10mm以下、より好ましくは7mm以下であり、また、好ましくは1mm以上10mm以下、より好ましくは3mm以上7mm以下である。
また、Y方向に隣り合う2本の糸状弾性体7,7の間隔W5(図1参照)は、好ましくは2mm以上、より好ましくは4mm以上であり、また、好ましくは12m以下、更に好ましくは10mm以下であり、また、好ましくは2mm以上12mm以下、より好ましくは4mm以上10mm以下である。
【0058】
第1実施態様のように、一方のロール181に、大径部S,S及び小径部Mを設けて、中央接合部形成用の接着剤10'を加圧する部分と、端部接合部形成用の接着剤9'を加圧する部分とで、一対の帯状シート50,60に加える圧力が異なるようにする場合、大径部S,Sと小径部Mの直径の差は、帯状シート50,60の厚み等に応じて適宜に決定することができるが、大径部S,Sと小径部Mで加圧する部分に充分な圧力差を設ける点から、大径部S,Sの半径Rsと小径部Mの半径Rmの差(Rs−Rm)や、大径部S,Sと小径部Mにおけるロール間のクリアランスの差は、例えば0.01mm以上とすることが好ましく、0.01mm以上1mm以下とすることがより好ましい。
【0059】
ウエストパネル3を備えるおむつ1は、例えば次の方法により製造することができる。
即ち、前述のようにして得られる伸縮性シート3'に間欠的にファスニングテープ8を固定した後、個々のおむつ分の大きさに切断するか、又は伸縮性シート3'を個々のおむつ分の大きさに切断した後にファスニングテープ8を固定することにより、図1に示すようなウエストパネル3を得る。このウエストパネル3の製造においては、2本の伸縮性シート3'から、ファスニングテープ8の取付位置が相異なる左右対称形状の一対のウエストパネル3,3を得ることが好ましい。
ウエストパネル3,3の製造とは別に、表面シート21の連続体を連続搬送しながら、その搬送方向の両側部のそれぞれに立体ガード形成用シート24の連続体を接合して複合連続シートを得る。
そして、この複合連続シートを連続搬送しながら、その両側部に対して、2本の伸縮性シート3'から得た左右一対のウエストパネル3,3を、複合連続シートの流れ方向に間隔を設けて間欠的に順次固定する。そして、これに、両者間に吸収体23,23・・・を挟むように、裏面シート22の連続体を合流させて一体化させる。この一体化の際には、吸収体23の両側に、伸長した状態の複数本の弾性部材25及びパネル材34を配置し、それらも立体ガード形成用シート24の連続体と裏面シート22の連続体との間に固定する。
このようにして、吸収性本体2の連続体の両側部に複数対のウエストパネル3が固定されてなる、おむつ1の連続体を製造する。ここで、吸収性本体2の連続体の搬送方向(y方向)と、ウエストパネル3(伸縮性シート)を製造する際の搬送方向(y方向)は、同方向であり、ウエストパネル3(伸縮性シート)を90°反転する必要はない。
そして、おむつ1の連続体を、公知の切断手段(図示せず)により、個々のおむつ1の寸法に切断することにより、多数のおむつ1を順次製造することができる。
【0060】
次に、本発明の伸縮性シートの製造方法の他の実施態様について説明する。後述する他の実施態様については、前述した第1実施態様と異なる点について主として説明し、同様の点については、同一の符号を付して説明を省略する。特に説明しない点は、第1実施態様と同一に解釈することができる。
【0061】
本発明の第2実施態様の製造方法においては、図5に示すように、一対の帯状シート50,60を、糸状弾性体7を挟んだ状態で一体的に加圧する一体化工程に用いる一対のロール181,182として、少なくとも一方のロール181が、一対の帯状シート50,60の幅方向(x方向)に並んだ複数の短ロール181s,181m,181sからなるものを用いる。図5に示すように、一対の帯状シート50,60の一方又は双方に、第1実施形態における端部接合部と同様の端部接合部を形成するための接着剤9'と、第1実施形態における中央接合部と同様の中央接合部を形成するための接着剤10'を塗工しておき、それらの帯状シート50,60を、両者間に糸状弾性体7を挟んだ状態で、複数の短ロールからなるロール181と、複数の短ロールに分割されていないロール182との間で加圧する。
【0062】
短ロール181s,181sは、帯状シート50,60の幅方向において、端部接合部形成用の接着剤9'の塗工位置と重なる位置に配され、短ロール181mは、中央接合部形成用の接着剤10'の塗工位置と重なる位置に配される。第2実施態様においては、短ロール181s,181m,181sは、帯状シート50,60の流れ方向(y方向)において同じ位置に配置されており、それぞれの周面が、共通する一本のロール182の周面と対向している。
図示例における短ロール181s,181m,181sは、それぞれ、回転軸を軸支する軸支持体181a、軸支持体181aを上下に変位させる昇降機構181b、及び該ロールにより加わる圧力を計測する圧力計181cを備えている。昇降機構181bとしては、油圧シリンダ、エアシリンダ、スクリュージャッキ等の各種公知のものを用いることができる。
【0063】
第2実施態様においては、端部接合部形成用の接着剤9'を加圧する短ロール181s,181sが、中央接合部形成用の接着剤10'を加圧する短ロール181mよりも、一対の帯状シート50,60をより強く加圧するように維持ないし制御しつつ、糸状弾性体7及び帯状シート50,60の一体化を行う。例えば、短ロール181s,181sとロール182との間のクリアランスを短ロール181mとロール182との間のクリアランスよりも狭く設定し、それぞれのクリアランスの値を一定に固定して、糸状弾性体7及び帯状シート50,60の加圧を行っても良いし、短ロール181sにより加える圧力と短ロール181mにより加える圧力とを監視し、それらの圧力差が常時一定の範囲内に維持されるように短ロールを上下に移動させつつ、糸状弾性体7及び帯状シート50,60の加圧を行っても良い。圧力の監視及び短ロールの昇降による圧力の維持には、各種公知の自動制御装置を用いることができる。
【0064】
。
第2実施形態においても、一対の帯状シート間の一体化工程における接合の条件を、中央接合部形成用の接着剤10'と端部接合部形成用の接着剤9'とで異ならせている。
より具体的には、接着剤を介して一対の帯状シート間を接合させる際の押圧の圧力を異ならせている。即ち、第2実施形態の製造方法によれば、短ロール181s、181sとニップロール182との間で、帯状シート50,60における、両者間に端部接合部用の接着剤9'が介在する部分が相対的に強く加圧され、短ロール181mとニップロール182との間で、帯状シート50,60における、両者間に中央接合部用の接着剤10'が介在する部分が相対的に弱く加圧される。これにより、第1実施形態と同様に、端部接合部9,9からの糸状弾性体7の抜けが生じにくく、また端部接合部9,9間が通気性、柔軟性及び伸縮性に優れた伸縮性シート3'及びウエストパネル3を効率よく製造することができる。
【0065】
本発明の第3実施態様の製造方法においては、伸縮性シート3'の製造装置として、図6(a)及び図6(b)に示すように、製造する伸縮性シート3'の一方の側部3Aに端部接合部9を形成するための一対の第1ロール183,184と、製造する伸縮性シート3'の他方の側部3Cに端部接合部9を形成するための一対の第2ロール185,184と、製造する伸縮性シート3'の幅方向中央部に中央接合部10を形成するための一対の第3ロール186,187とを備え、第3ロール186,187を、帯状シート50,60の搬送方向(y方向)における、第1ロール183,184及び第2ロール185,184のそれぞれよりも下流に設けたものを用いる。
【0066】
そして、図6(b)に示すように、一方の帯状シート50の片面に、塗布装置17により、端部接合部9を形成するための接着剤9'及び中央接合部10を形成するための接着剤10'を塗工した後、該帯状シート50及び他方の帯状シート60を、両シート50,60間に糸状弾性体7を挟むようにして合流させる。そして、最初に、その帯状シート50,60における、端部接合部形成用の接着剤9',9'が介在する部位を、一対の第1ロール183,184間又は一対の第2ロール185,184間に挟んで加圧する。これにより、製造される伸縮性シート3'の両側部3A,3Cに、一対の端部接合部9,9が形成される。そして、次に、帯状シート50,60における、中央接合部形成用の接着剤10'が介在する部位を、一対の第3ロール186,187間に挟んで加圧する。これにより、製造される伸縮性シート3'の中央の伸縮部3Bに、複数本の中央接合部10,10が形成される。
【0067】
第3実施形態においても、一対の帯状シート間の一体化工程における接合の条件を、中央接合部形成用の接着剤10'と端部接合部形成用の接着剤9'とで異ならせている。
より具体的に説明すると、第3実施形態の製造方法においては、図6(b)に示すように、帯状シート50の搬送方向(流れ方向)における同じ位置において、端部接合部形成用の接着剤9'と中央接合部形成用の接着剤10'とを塗工しており、帯状シート50に接着剤9'を塗工してから該接着剤9'を第1及び第2ロールで加圧するまでの時間と、該帯状シート50に接着剤10'を塗工してから第3ロールで加圧するまでの時間とが異なっている。そのため、接着剤9'及び接着剤10'として、同じ温度に加熱して溶融したホットメルト接着剤を塗工したとしても、シート50,60間に挟んで加圧する際の接着剤の温度が異なり、接着剤の粘度に差が生じる。
【0068】
図6(a)及び図6(b)に示す実施態様においては、端部接合部形成用の接着剤9'を塗工してから接着剤9'を第1及び第2ロールで加圧するまでの時間が、中央接合部形成用の接着剤10'を塗工してから接着剤10'を第3ロール間で加圧するまでの時間に比べて短い。このため、帯状シート50に塗布する際の温度や種類、塗布する坪量等が同じ場合、接着剤9'の方が、接着剤10'よりも温度が高い、つまり粘度が低い状態でシート50,60と共に加圧される。そのため、シート50,60間が接着剤10'で接合された中央接合部10よりも、シート50,60間が接着剤9'で接合された端部接合部9の方が、シート50,60どうし間の接合強度や糸状弾性体のシート50,60に対する固定強度が相対的に高くなる。また、温度が低い(つまり粘度が高い)接着剤10'の方が、ロール間で加圧された際に、シートの幅方向に広がりにくく、接着剤10'による通気性や伸縮性の低下が生じにくい。
このようにして、第3実施形態によれば、端部接合部9,9からの糸状弾性体7の抜けが生じにくく、また端部接合部9,9間が通気性、柔軟性及び伸縮性に優れた伸縮性シート3'及びウエストパネル3を効率よく製造することができる。
【0069】
接着剤9'の塗工位置P1から該接着剤9'をロールで加圧する位置P2までの距離(L1)に対する、接着剤10'の塗工位置P1から該接着剤10'をロールで加圧する位置P3までの距離(L2)の比(L2/L1)は、好ましくは1.1以上、より好ましくは1.2以上であり、また、好ましくは5以下、より好ましくは2以下であり、また、好ましくは1.1以上5以下、より好ましくは1.2以上2以下である。なお、前記距離L1,L2は、それぞれの接着剤を塗工する帯状シートの搬送経路に沿って測定する。
【0070】
なお、第3実施形態に用いた製造装置においては、第1ロール183,184のうちの一方のロール183と第2ロール185,184のうちの一方のロール185とは、図6(a)に示すように、x方向に離間しているのに対して、第1ロール183,184のうちの他方のロール184と第2ロール185,184のうちの他方のロール184とは、帯状シート50,60の略全幅に亘って直径が均一な共通する一本の筒状ロールである。これに代えて、第1ロールのロール184と第2ロールのロール184として、x方向に離間した別々のロールを用いても良い。また、ロール183とロール185のように、2本のロールをx方向に離間させて設ける場合、両ロールは共通する一本の回転軸を有するものであっても良いし、両ロールがそれぞれ独立して回転軸を有していてもよい。
【0071】
本発明の第4実施態様の製造方法においては、図7に示す伸縮性シート3'の製造装置を用いる。図7に示す伸縮性シート3'の製造装置は、一対の帯状シート50,60の間に伸長状態の糸状弾性体7を固定する一体化手段18として、それぞれ帯状シート50,60の略全幅に亘って直径が均一な一対のニップロール181',182を備えたものを用いると共に、帯状シート50に、端部接合部形成用の接着剤9'及び中央接合部形成用の接着剤10'を塗工する塗布装置17と、一対のニップロール181',182で帯状シート50,60を加圧する部位P4との間に、接着剤を冷却する冷却手段20を備えている。塗布装置17の構成は、図6(a)に示す塗布装置17と同様である。冷却手段20は、接着剤9'及び接着剤10'のうちの接着剤10'のみを冷却するか、接着剤9'に比して接着剤10'をより強く冷却する。
冷却手段20としては、接着剤に向けて冷風を吹き付けて冷却する冷風装置や、接触式のチルロール(冷却ロール)等を用いることができるが、装置の構造が単純になり装置製作が経済的に有利になる点から冷風装置が好ましい。
【0072】
第4実施形態においても、一対の帯状シート間の一体化工程における接合の条件を、中央接合部形成用の接着剤10'と端部接合部形成用の接着剤9'とで異ならせている。
より具体的に説明すると、第4実施態様の製造方法においては、図7に示すように、一方の帯状シート50の片面に、塗布装置17により、端部接合部9を形成するための接着剤9'及び中央接合部10を形成するための接着剤10'を塗工した後、冷却手段20により接着剤10'を冷却し、該接着剤10'の温度を下げる。他方、接着剤9'については、実質的に冷却しないか又は冷却の程度を弱くし、接着剤10'よりも温度が高い状態を維持する。
そして、その状態で、帯状シート50及び他方の帯状シート60を、両シート50,60間に糸状弾性体7を挟むようにして合流させた状態で、それらを一対のロール181',182間に挟んで加圧する。このとき、接着剤9'の方が、接着剤10'よりも温度が高い状態でシート50,60と共に加圧される。そのため、温度が高い方が低い方よりも、粘度が低くなること等によって、高い接合強度が得られる種類及び温度範囲の接着剤を用いることにより、シート50,60間が接着剤10'で接合された中央接合部10よりも、シート50,60間が接着剤9'で接合した端部接合部9の方が、シート50,60どうし間の接合強度や糸状弾性体のシート50,60に対する固定強度が相対的に高くなる。また、温度が低い(つまり粘度が高い)接着剤10'の方が、ロール間で加圧された際に、シートの幅方向に広がりにくく、接着剤10'による通気性や伸縮性の低下が生じにくい。
このようにして、第4実施形態によれば、端部接合部9,9からの糸状弾性体7の抜けが生じにくく、また端部接合部9,9間が通気性、柔軟性及び伸縮性に優れた伸縮性シート3'及びウエストパネル3を効率よく製造することができる。
【0073】
本発明の伸縮性シートの製造方法は、前記実施態様に制限されず適宜変更可能である。例えば、図1に示す形態では、一対のウエストパネル3,3の平面視形状は矩形であったが、台形や平行四辺形であっても良い。ウエストパネル3の平面視形状は、伸縮性シート3'を切断して一対のウエストパネル3,3を得る際に、廃棄する部分(ウエストパネル3として用いない部分)ができるだけ少なくなるような形状とすることが好ましい。
【0074】
また、前記実施態様では、糸状弾性体7を一対の搬送ベルト12,13にy方向(シートの搬送方向)と直交せずに交差する方向に伸長状態で巻き掛けた後、その傾き(伸長方向)をy方向と直交する方向(x方向)に修正したが、搬送ベルト12,13に巻き掛けた角度のまま修正せずに一対の帯状シート50,60に固定しても良い。
【0075】
また、弾性体巻回手段としては、回転軸部分に糸状弾性体の導入部を有する円盤と該円盤からy方向の下流側に突出するアームとを有し、該アームが、搬送ベルト12,13の周囲を周回して、糸状弾性体を搬送ベルト12,13の周囲に巻回させるもの等を用いることもできる。また、フィードロール156としては、図3に示すように、材料(糸状弾性体)を巻き掛けて該材料を送るものに代えて、ニップロールで材料を挟んで該材料を送るもの等を用いることもできる。
【0076】
また、搬送ベルトとしては、一対の搬送ベルトではなく、WO2005/060910に開示のようなコンベアベルトを用いても良い。また、特開2002−192641号公報の図4〜6に記載されているスクリュー溝が設けられた糸支持部材を用いても良い。
【0077】
また、一方の帯状シート50に、端部接合部形成用の接着剤9'及び中央接合部形成用の接着剤10'を塗工するのに代えて、一方の帯状シート50に、端部接合部形成用の接着剤9'を塗工し、他方の帯状シート60に、中央接合部形成用の接着剤10'を塗工しても良い。また、一の端部接合部を形成する接着剤9'を一方の帯状シートに塗工し、他の端部接合部を形成する接着剤9'を他方の帯状シートに塗工しても良い。また、複数本の中央接合部のうちの一部を形成するための接着剤10'を一方の帯状シートに塗工し、他の一部を形成するための接着剤10'を他方の帯状シートに塗工しても良い。
【0078】
また、第3実施態様におけるように、端部接合部形成用の接着剤9'を加圧するロールと、中央接合部形成用の接着剤10'を加圧するロールの位置を、y方向にずらすのに代えて、端部接合部形成用の接着剤9'の塗工位置と中央接合部形成用の接着剤10'の塗工位置を、帯状シートの流れ方向にずらすことによって、両接着剤について、塗工されてからロール間で加圧するまでの時間を異ならせても良い。
また、第3実施態様におけるように、第3ロールにより、中央接合部形成用の接着剤10'のみを加圧するのに代えて、第3ロールにより、中央接合部形成用の接着剤10'と端部接合部形成用の接着剤9'の両方を加圧してもよい。
【0079】
また、第4実施態様の製造方法においては、帯状シート50の片面に、端部接合部形成用の接着剤9'及び中央接合部形成用の接着剤10'を塗工した後、冷却手段20により接着剤10'を冷却したが、接着剤9'及び接着剤10'の塗工後に、接着剤10'を冷却することなく、接着剤9'を加熱しても良いし、接着剤10'の冷却と接着剤9'の加熱を行っても良い。
【0080】
また、端部接合部9として、中央接合部10に比較してシート50,60間の接着強度及び糸状弾性体7の固定強度が高いものを形成するのに代えて、端部接合部9として、中央接合部10に比較してシート50,60間の接着強度及び糸状弾性体7の固定強度が低いものを形成してもよい。この場合の端部接合部9は、例えば、切断直後の糸状弾性体の収縮に伴う切断端部の動きを抑制し、糸状弾性体の切断端部の不規則な並びを是正するのに用いることができる。
【0081】
また、端部接合部形成用の接着剤9'の粘度が中央接合部形成用の接着剤10'の粘度よりも高い状態で、糸状弾性体7及び帯状シート50,60の一体化を行い、中央接合部10に比較して端部接合部9におけるシート50,60間の接着強度及び糸状弾性体7の固定強度が高い伸縮性シートを製造しても良い。
【0082】
また、一体化工程に用いる一対のロールは、両ロールとも、回転駆動されずに帯状シートに接触して従動回転するものであっても良い。
【0083】
本発明で製造する伸縮性シートは、幅方向中央部に複数本の中央接合部を有するものに代えて、幅方向中央部に中央接合部を一つのみ有するものであっても良い。その場合、中央接合部は、その両側の端部接合部それぞれの幅よりも幅広であることが好ましく、両側の端部接合部の合計幅よりも幅広であることがより好ましい。また、中央接合部とその両側の端部接合部とが非接着領域を介することなく隣接又は連続していても良い。
【0084】
伸縮性シートにおける中央接合部と端部接合部の接合強度の大小は、例えば、各接合部から、製造時の搬送方向(MD)に相当する方向の寸法(長さ)及び搬送方向(MD)と直交する方向(CD)に相当する方向の寸法(幅)がそれぞれ等しい試験片を得、それらの試験片について、シート間を前記長さ方向に剥離する剥離試験(90°剥離試験等)を行うこと等により判断できる。試験片は、例えば長さ65mm、幅30mmとし、対比する接合部のうち、幅が狭い方の幅が前記の30mmに満たない場合、試験片の幅は、幅が狭い方の接合部の幅とする。
【0085】
また、上述した一の実施形態における説明省略部分及び一の実施形態のみが有する要件は、それぞれ他の実施形態に適宜適用することができ、また、各実施形態における要件は、適宜、実施形態間で相互に置換可能である。
【0086】
また、第1実施態様および第2実施態様では、端部接合部用の接着剤9'を加圧する圧力は、中央接合部形成用の接着剤10'を加圧する圧力に比べて強くしたが、中央接合部形成用の接着剤10'の方を強く加圧してもよい。また、第3実施態様では、端部接合部形成用の接着剤9'を塗工してから接着剤9'を第1及び第2ロールで加圧するまでの時間を、中央接合部形成用の接着剤10'を塗工してから接着剤10'を第3ロール間で加圧するまでの時間に比べて短くしたが、中央接合部形成用の接着剤10'を加圧するまでの時間の方を短くしてもよい。また、第4実施態様では、端部接合部9を形成するための接着剤9'の方が中央接合部10を形成するための接着剤10'よりも温度が高い状態を維持して、シート50,60と共に加圧したが、中央接合部10を形成するための接着剤10'の温度の方が高い状態として加圧してもよい。このようにすることで、中央接合部10において糸状弾性体7の固定強度が高くなり、伸長した状態で接着固定された糸状弾性体7の収縮力が端部接合部9に影響しにくくなり、糸状弾性体7が抜けにくく、見栄えもよく、また、伸縮性が優れ柔軟な伸縮性シート3'及びウエストパネル3を効率よく製造することができる。
【0087】
本発明の製造方法により製造される伸縮性シートは、使い捨ておむつ1のウエストパネル3以外に、展開型又はパンツ型の使い捨ておむつの胴周り部、パンツ型使い捨ておむつの胴回り部、パンツ型の生理用ナプキン、使い捨ての下着、使い捨てマスクの耳掛け部、掃除用シート、包帯などにも使用することができる。
【0088】
上述した実施形態に関し、さらに以下の伸縮性シートの製造方法及び使い捨ておむつを開示する。
【0089】
<1> 一対の帯状シートの間に糸状弾性体を該帯状シートの搬送方向と交差する方向に伸長した状態に接着固定した伸縮性シートであり、その幅方向中央部に中央接合部を有すると共に該幅方向中央部の両側に一対の端部接合部を有する伸縮性シートを連続的に製造する伸縮性シートの製造方法であって、
弾性体巻回手段を用いて前記糸状弾性体を、該糸状弾性体の搬送手段に、前記搬送方向と交差する方向に伸長した状態となるように巻回し、巻回された該糸状弾性体を該搬送手段により前記搬送方向に搬送する搬送工程と、
一対の前記帯状シートの一方又は双方に接着剤を塗布する接着剤塗布工程と、
前記接着剤塗布工程後の一対の前記帯状シートを、前記搬送手段により搬送されている前記糸状弾性体に合流させ、該糸状弾性体を挟んだ一対の該帯状シートを一体的に加圧して前記伸縮性シートを得る一体化工程とを具備し、
一対の前記帯状シート間の前記一体化工程における接合の条件を、前記中央接合部形成用の接着剤と前記端部接合部形成用の接着剤とで異ならせる、伸縮性シートの製造方法。
【0090】
<2> 前記一体化工程において、一対の前記帯状シートを一対のロール間に導入して加圧すると共に、一対の該ロールとして、前記中央接合部形成用の接着剤を加圧する部分と、前記端部接合部形成用の接着剤を加圧する部分とで、一対の前記帯状シートに加える圧力が異なるように構成したものを用いる、前記<1>に記載の伸縮性シートの製造方法。
<3> 前記端部接合部形成用の接着剤を加圧する圧力は、前記中央接合部形成用の接着剤を加圧する圧力に比して強い、前記<2>に記載の伸縮性シートの製造方法。
<4> 一対の前記ロールの少なくとも一方は、前記端部接合部形成用の接着剤を加圧する部分の直径が、前記中央接合部形成用の接着剤を加圧する部分の直径より大きい、前記<2>又は<3>に記載の伸縮性シートの製造方法。
<5> 一対の前記ロールの少なくとも一方は、一対の前記帯状シートの幅方向に並んだ複数の短ロールからなり、複数の前記短ロールは、前記端部接合部形成用の接着剤を加圧する短ロールが、前記中央接合部形成用の接着剤を加圧する短ロールよりも、一対の前記帯状シートをより強く加圧するようになされている、前記<2>ないし<4>のいずれか1に記載の伸縮性シートの製造方法。
<6> 前記ロールにおける、前記端部接合部形成用の接着剤を加圧する部分の半径Rsと、前記中央接合部形成用の接着剤を加圧する部分の半径Rmとの差(Rs−Rm)、又は前記端部接合部形成用の接着剤を加圧する部分と前記中央接合部形成用の接着剤を加圧する部分におけるクリアランスの差は0.01mm以上とすることが好ましく、0.01mm以上1mm以下とすることがより好ましい、前記<1>〜<5>の何れか1に記載の伸縮性シートの製造方法。
<7> 前記端部接合部用の接着剤を加圧する圧力は、前記中央接合部形成用の接着剤を加圧する圧力に比べて弱い、前記<2>に記載の伸縮性シートの製造方法。
【0091】
<8> 前記一体化工程において、一対の前記帯状シートを一対のロール間に導入して加圧すると共に、一対の前記帯状シートの一方又は双方に前記中央接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間と、前記端部接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間とを異ならせる、前記<1>に記載の伸縮性シートの製造方法。
<9> 前記端部接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間が、前記中央接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間に比べて短い、前記<8>に記載の伸縮性シートの製造方法。
<10> 前記中央接合部用の接着剤を加圧する一対のロールを、前記端部接合部用の接着剤を加圧する一対のロールよりも、一対の前記帯状シートの搬送方向の下流に設ける、前記<8>に記載の伸縮性シートの製造方法。
<11> 前記前記端部接合部用の接着剤の塗工位置P1から、該前記端部接合部用の接着剤をロールで加圧する位置P2までの距離(L1)に対する、前記中央接合部形成用の接着剤の塗工位置P1から前記中央接合部形成用の接着剤をロールで加圧する位置P3までの距離(L2)の比(L2/L1)は、好ましくは1.1以上、より好ましくは1.2以上であり、また、好ましくは5以下、より好ましくは2以下であり、また、好ましくは1.1以上5以下、より好ましくは1.2以上2以下である、前記<8>〜<10>の何れか1に記載の伸縮性シートの製造方法。
<12> 前記端部接合部の一方を加圧する一対のロールのうちの一方のロールと、前記端部接合部の他方を加圧する一対のロールのうちの一方のロールとが、帯状シートの搬送方向と直交する方向に離間している、前記<8>〜<11>の何れか1に記載の伸縮性シートの製造方法。
<13> 前記端部接合部の一方を加圧する一対のロールのうちの他方のロールと、前記端部接合部の他方を加圧する一対のロールのうちの他方のロールとは、前記帯状シートの略全幅に亘って直径が均一な共通する一本の筒状ロールである、前記<12>に記載の伸縮性シートの製造方法。
<14> 前記端部接合部の一方を加圧する一対のロールのうちの一方のロールと、前記端部接合部の他方を加圧する一対のロールのうちの一方のロールとが、帯状シートの搬送方向と直交する方向に離間した別々のロールである、前記<8>〜<12>の何れか1に記載の伸縮性シートの製造方法。
<15> 前記端部接合部形成用の接着剤の塗工位置と前記中央接合部形成用の接着剤の塗工位置を、前記帯状シートの流れ方向にずらすことによって、両接着剤について、塗工されてからロール間で加圧するまでの時間を異ならせる、前記<8>に記載の伸縮性シートの製造方法。
<16> 前記端部接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間が、前記中央接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間に比べて長い、前記<8>記載の伸縮性シートの製造方法。
【0092】
<17> 前記接着剤塗布工程後に、前記中央接合部用の接着剤又は前記端部接合部用の接着剤の冷却又は加熱を行い、前記一体化工程においては、一対の前記帯状シート間に、冷却又は加熱により温度が異なる状態の前記両接着剤を介在させた状態で、一対の該帯状シートを一対のロール間で加圧する、前記<1>記載の伸縮性シートの製造方法。
<18> 前記一体化工程においては、前記端部接合部用の接着剤の方が前記中央接合部用の接着剤よりも温度が高い状態で、一対の該帯状シートとともに一対のロール間で加圧する、前記<17>記載の伸縮性シートの製造方法。
<19> 前記帯状シートの片面に、前記端部接合部形成用の接着剤及び前記中央接合部形成用の接着剤を塗工後、該端部接合部形成用の接着剤を加熱する前記<17>又は<18>記載の伸縮性シートの製造方法。
<20> 前記帯状シートの片面に、前記端部接合部形成用の接着剤及び前記中央接合部形成用の接着剤の塗工後、該中央接合部形成用の接着剤の冷却を行う、前記<17>〜<19>の何れか1に記載の伸縮性シートの製造方法。
<21> 前記一体化工程においては、前記中央接合部用の接着剤の方が前記端部接合部用の接着剤よりも温度が高い状態で、一対の該帯状シートとともに一対のロール間で加圧する、前記<17>記載の伸縮性シートの製造方法。
【0093】
<22> 一対の前記帯状シート間が、接着剤により接合された前記複合シートにおいて、該複合シートの搬送方向に沿う側縁から該複合シートの外方に延出している伸長状態の前記糸状弾性体切断し、該糸状弾性体の搬送手段に対する巻回状態が解除する、前記<1>〜<21>の何れか1に記載の伸縮性シートの製造方法。
<23> 前記端部接合部の幅W1は、好ましくは3mm以上、より好ましくは5mm以上であり、また、好ましくは20mm以下、より好ましくは10mm以下であり、また、好ましくは3mm以上20mm以下、より好ましくは5mm以上10mm以下である、前記<1>〜<22>の何れか1に記載の伸縮性シートの製造方法。
<24> 前記中央接合部の幅W2は、好ましくは0.1mm以上、より好ましくは0.5mm以上であり、また、好ましくは5mm以下、より好ましくは1.5mm以下であり、また、好ましくは0.1mm以上5mm以下、より好ましくは0.5mm以上1.5mm以下である、前記<1>〜<23>の何れか1に記載の伸縮性シートの製造方法。
<25> 隣り合う前記端部接合部と前記中央接合部との間隔W3は、好ましくは1mm以上、より好ましくは3mm以上であり、また、好ましくは10mm以下、より好ましくは7mm以下であり、また、好ましくは1mm以上10mm以下、より好ましくは3mm以上7mm以下である、前記<1>〜<24>の何れか1に記載の伸縮性シートの製造方法。
<26> 前記伸縮性シートは複数の前記中央接合部を有し、
隣り合う2本の前記中央接合部の間隔W4は、好ましくは1mm以上、より好ましくは3mm以上であり、また、好ましくは10mm以下、より好ましくは7mm以下であり、また、好ましくは1mm以上10mm以下、より好ましくは3mm以上7mm以下である、前記<1>〜<25>の何れか1に記載の伸縮性シートの製造方法。
<27> 前記伸縮シートの長手方向に隣り合う2本の前記糸状弾性体の間隔W5は、好ましくは2mm以上、より好ましくは4mm以上であり、また、好ましくは12m以下、更に好ましくは10mm以下であり、また、好ましくは2mm以上12mm以下、より好ましくは4mm以上10mm以下である、前記<1>〜<26>の何れか1に記載の伸縮性シートの製造方法。
【0094】
<28> 一対の前記帯状シートにおける、一方の帯状シートに、前記端部接合部形成用の接着剤及び前記中央接合部形成用の接着剤を塗工する、前記<1>〜<27>の何れか1に記載の伸縮性シートの製造方法。
<29> 一対の前記帯状シートにおける、一方の帯状シートに、前記端部接合部形成用の接着剤を塗工し、他方の帯状シートに、前記中央接合部形成用の接着剤を塗工する、前記<1>〜<27>の何れか1に記載の伸縮性シートの製造方法。
<30> 前記端部接合部として、前記中央接合部に比較して一対の前記帯状シート間の接着強度及び前記糸状弾性体の固定強度が高いものを形成する、前記<1>〜<29>の何れか1に記載の伸縮性シートの製造方法。
<31> 前記端部接合部として、前記中央接合部に比較して一対の前記帯状シート間の接着強度及び前記糸状弾性体の固定強度が低いものを形成する、前記<1>〜<29>の何れか1に記載の伸縮性シートの製造方法。
【0095】
<32> 前記糸状弾性体の搬送手段と、該搬送手段に、前記糸状弾性体を連続的に伸長状態で巻回する弾性体巻回用の回転アームと、該糸状弾性体を連続して繰り出し、該回転アームに該糸状弾性体を伸長状態で導入する弾性体供給手段と、該回転アームにより巻回された該糸状弾性体を一対の前記帯状シートの間に搬送する搬送手段と、接着剤を該帯状シートに塗布する塗布手段とを備えた塗布装置と、
一対のニップロールを用いて一対の前記帯状シートの間に伸長状態の前記糸状弾性体を固定する一体化手段と、
一対の前記帯状シートの搬送方向に沿う両端部から外方に延出している糸状弾性体を切断し、糸状弾性体の搬送手段に対する巻回状態を解除する切断手段とを具備する装置を用いて実施する、前記<1>〜<31>の何れか1に記載の伸縮性シートの製造方法。
<33> 一対の前記ニップロールとして一方のニップロールと他方のニップロールとを有し、
一方のニップロールが、その軸長方向の中央部に直径が相対的に小さい小径部M、軸長方向の両端部に直径が相対的に大きい大径部S,Sを有するものを用い、
前記小径部Mは、前記帯状シートにおける、両者間に中央接合部形成用の接着剤が介在する部位を加圧し、前記大径部S,Sは、該帯状シートにおける、両者間に端部接合部形成用の接着剤が介在する部位を加圧するように形成されている、前記<32>記載の伸縮性シートの製造方法。
<34> 一対の前記ニップロールとして一方のニップロールと他方のニップロールとを有し、
他方のニップロールは、前記帯状シートの全幅に亘って直径が一定である、前記<32>〜<33>の何れか1に記載の伸縮性シートの製造方法。
【0096】
<35> 前記伸縮シートは、幅方向中央部に中央接合部を複数本有する、前記<1>〜<34>の何れか1に記載の伸縮性シートの製造方法。
<36> 前記伸縮シートは、幅方向中央部に中央接合部を一つのみ有する、前記<1>〜<35>の何れか1に記載の伸縮性シートの製造方法。
<37> 前記中央接合部は、前記端部接合部それぞれの幅よりも幅広である、前記<36>に記載の伸縮性シートの製造方法。
<38> 前記中央接合部は、一対の前記端部接合部の合計幅よりも幅広である、前記<36>又は<37>に記載の伸縮性シートの製造方法。
<39> 中央接合部と端部接合部とが非接着領域を介することなく隣接又は連続している、前記<1>〜<38>の何れか1に記載の伸縮性シートの製造方法。
<40> 装着時に装着者の腹側に位置する腹側部、背側に位置する背側部、及び腹側部と背側部との間に位置する股下部を有する吸収性本体と、背側部の左右両外方に連設された左右一対のウエストパネルとを有し、
前記ウエストパネルに、前記<1>〜<39>の何れかに1に記載の伸縮性シートの製造方法で得られた伸縮性シートを用いる使い捨ておむつ。
【符号の説明】
【0097】
1 使い捨ておむつ
2 吸収性本体
3 ウエストパネル(伸縮性シート)
3' 帯状の伸縮性シート
30A 複合シート
5,6 ウエストパネルを構成するシート
50,60 帯状シート(ウエストパネルを構成するシートの原反)
7 糸状弾性体
9 端部接合部
9' 端部接合部形成用の接着剤
10 中央接合部
10' 中央接合部形成用の接着剤
11 伸縮性シートの製造装置
12,13 搬送ベルト
14 回転アーム(弾性体巻回手段)
15 弾性体供給手段
16 糸状弾性体の搬送手段
17 塗布装置
172 塗布手段
18 一体化手段
181,182 ニップロール
181s,181m,181s 短ロール
19 切断手段
190 カッター
20 冷却手段
【特許請求の範囲】
【請求項1】
一対の帯状シートの間に糸状弾性体を該帯状シートの搬送方向と交差する方向に伸長した状態に接着固定した伸縮性シートであり、その幅方向中央部に中央接合部を有すると共に該幅方向中央部の両側に一対の端部接合部を有する伸縮性シートを連続的に製造する伸縮性シートの製造方法であって、
弾性体巻回手段を用いて前記糸状弾性体を、該糸状弾性体の搬送手段に、前記搬送方向と交差する方向に伸長した状態となるように巻回し、巻回された該糸状弾性体を該搬送手段により前記搬送方向に搬送する搬送工程と、
一対の前記帯状シートの一方又は双方に接着剤を塗布する接着剤塗布工程と、
前記接着剤塗布工程後の一対の前記帯状シートを、前記搬送手段により搬送されている前記糸状弾性体に合流させ、該糸状弾性体を挟んだ一対の該帯状シートを一体的に加圧して前記伸縮性シートを得る一体化工程とを具備し、
一対の前記帯状シート間の前記一体化工程における接合の条件を、前記中央接合部形成用の接着剤と前記端部接合部形成用の接着剤とで異ならせる、伸縮性シートの製造方法。
【請求項2】
前記一体化工程において、一対の前記帯状シートを一対のロール間に導入して加圧すると共に、一対の該ロールとして、前記中央接合部形成用の接着剤を加圧する部分と、前記端部接合部形成用の接着剤を加圧する部分とで、一対の前記帯状シートに加える圧力が異なるように構成したものを用いる、請求項1記載の伸縮性シートの製造方法。
【請求項3】
前記端部接合部形成用の接着剤を加圧する圧力は、前記中央接合部形成用の接着剤を加圧する圧力に比して強い、請求項2記載の伸縮性シートの製造方法。
【請求項4】
一対の前記ロールの少なくとも一方は、前記端部接合部形成用の接着剤を加圧する部分の直径が、前記中央接合部形成用の接着剤を加圧する部分の直径より大きい、請求項2又は3記載の伸縮性シートの製造方法。
【請求項5】
一対の前記ロールの少なくとも一方は、一対の前記帯状シートの幅方向に並んだ複数の短ロールからなり、複数の前記短ロールは、前記端部接合部形成用の接着剤を加圧する短ロールが、前記中央接合部形成用の接着剤を加圧する短ロールよりも、一対の前記帯状シートをより強く加圧するようになされている、請求項2〜4の何れか1項記載の伸縮性シートの製造方法。
【請求項6】
前記一体化工程において、一対の前記帯状シートを一対のロール間に導入して加圧すると共に、一対の前記帯状シートの一方又は双方に前記中央接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間と、前記端部接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間とを異ならせる、請求項1記載の伸縮性シートの製造方法。
【請求項7】
前記端部接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間が、前記中央接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間に比べて短い、請求項6記載の伸縮性シートの製造方法。
【請求項8】
前記中央接合部用の接着剤を加圧する一対のロールを、前記端部接合部用の接着剤を加圧する一対のロールよりも、一対の前記帯状シートの搬送方向の下流に設ける、請求項6又は7記載の伸縮性シートの製造方法。
【請求項9】
前記接着剤塗布工程後に、前記中央接合部用の接着剤又は前記端部接合部用の接着剤の冷却又は加熱を行い、前記一体化工程においては、一対の前記帯状シート間に、冷却又は加熱により温度が異なる状態の前記両接着剤を介在させた状態で、一対の該帯状シートを一対のロール間で加圧する、請求項1に記載の伸縮性シートの製造方法。
【請求項10】
前記一体化工程においては、前記端部接合部用の接着剤の方が前記中央接合部用の接着剤よりも温度が高い状態で、一対の該帯状シートとともに一対のロール間で加圧する、請求項9記載の伸縮性シートの製造方法。
【請求項11】
装着時に装着者の腹側に位置する腹側部、背側に位置する背側部、及び腹側部と背側部との間に位置する股下部を有する吸収性本体と、背側部の左右両外方に連設された左右一対のウエストパネルとを有し、
前記ウエストパネルに、請求項1〜10の何れか1項記載の伸縮性シートの製造方法で得られた伸縮性シートを用いた使い捨ておむつ。
【請求項1】
一対の帯状シートの間に糸状弾性体を該帯状シートの搬送方向と交差する方向に伸長した状態に接着固定した伸縮性シートであり、その幅方向中央部に中央接合部を有すると共に該幅方向中央部の両側に一対の端部接合部を有する伸縮性シートを連続的に製造する伸縮性シートの製造方法であって、
弾性体巻回手段を用いて前記糸状弾性体を、該糸状弾性体の搬送手段に、前記搬送方向と交差する方向に伸長した状態となるように巻回し、巻回された該糸状弾性体を該搬送手段により前記搬送方向に搬送する搬送工程と、
一対の前記帯状シートの一方又は双方に接着剤を塗布する接着剤塗布工程と、
前記接着剤塗布工程後の一対の前記帯状シートを、前記搬送手段により搬送されている前記糸状弾性体に合流させ、該糸状弾性体を挟んだ一対の該帯状シートを一体的に加圧して前記伸縮性シートを得る一体化工程とを具備し、
一対の前記帯状シート間の前記一体化工程における接合の条件を、前記中央接合部形成用の接着剤と前記端部接合部形成用の接着剤とで異ならせる、伸縮性シートの製造方法。
【請求項2】
前記一体化工程において、一対の前記帯状シートを一対のロール間に導入して加圧すると共に、一対の該ロールとして、前記中央接合部形成用の接着剤を加圧する部分と、前記端部接合部形成用の接着剤を加圧する部分とで、一対の前記帯状シートに加える圧力が異なるように構成したものを用いる、請求項1記載の伸縮性シートの製造方法。
【請求項3】
前記端部接合部形成用の接着剤を加圧する圧力は、前記中央接合部形成用の接着剤を加圧する圧力に比して強い、請求項2記載の伸縮性シートの製造方法。
【請求項4】
一対の前記ロールの少なくとも一方は、前記端部接合部形成用の接着剤を加圧する部分の直径が、前記中央接合部形成用の接着剤を加圧する部分の直径より大きい、請求項2又は3記載の伸縮性シートの製造方法。
【請求項5】
一対の前記ロールの少なくとも一方は、一対の前記帯状シートの幅方向に並んだ複数の短ロールからなり、複数の前記短ロールは、前記端部接合部形成用の接着剤を加圧する短ロールが、前記中央接合部形成用の接着剤を加圧する短ロールよりも、一対の前記帯状シートをより強く加圧するようになされている、請求項2〜4の何れか1項記載の伸縮性シートの製造方法。
【請求項6】
前記一体化工程において、一対の前記帯状シートを一対のロール間に導入して加圧すると共に、一対の前記帯状シートの一方又は双方に前記中央接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間と、前記端部接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間とを異ならせる、請求項1記載の伸縮性シートの製造方法。
【請求項7】
前記端部接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間が、前記中央接合部形成用の接着剤を塗工してから該接着剤を一対のロール間で加圧するまでの時間に比べて短い、請求項6記載の伸縮性シートの製造方法。
【請求項8】
前記中央接合部用の接着剤を加圧する一対のロールを、前記端部接合部用の接着剤を加圧する一対のロールよりも、一対の前記帯状シートの搬送方向の下流に設ける、請求項6又は7記載の伸縮性シートの製造方法。
【請求項9】
前記接着剤塗布工程後に、前記中央接合部用の接着剤又は前記端部接合部用の接着剤の冷却又は加熱を行い、前記一体化工程においては、一対の前記帯状シート間に、冷却又は加熱により温度が異なる状態の前記両接着剤を介在させた状態で、一対の該帯状シートを一対のロール間で加圧する、請求項1に記載の伸縮性シートの製造方法。
【請求項10】
前記一体化工程においては、前記端部接合部用の接着剤の方が前記中央接合部用の接着剤よりも温度が高い状態で、一対の該帯状シートとともに一対のロール間で加圧する、請求項9記載の伸縮性シートの製造方法。
【請求項11】
装着時に装着者の腹側に位置する腹側部、背側に位置する背側部、及び腹側部と背側部との間に位置する股下部を有する吸収性本体と、背側部の左右両外方に連設された左右一対のウエストパネルとを有し、
前記ウエストパネルに、請求項1〜10の何れか1項記載の伸縮性シートの製造方法で得られた伸縮性シートを用いた使い捨ておむつ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−106939(P2013−106939A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2012−232437(P2012−232437)
【出願日】平成24年10月19日(2012.10.19)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成24年10月19日(2012.10.19)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]