
伸縮性積層シート
【課題】 表面の手触り等の外観のよさ及び柔らかさを維持しつつ、優れた伸縮性を有する縮性積層シート、当該縮性積層シートを備える物品、高伸縮性積層部が当該伸縮性積層シートである積層シート、及び、当該積層シートを備える物品を提供すること。
【解決手段】 エラストマーフィルムと、不織布との積層体からなる伸縮性積層シートであって、エラストマーフィルムは、100%伸張を2回行なった後の50%戻り荷重が0.8N/25mm以上であり、エラストマーフィルムと不織布とが、4N/25mm以下の接着強度で一様に接着した伸縮性積層シート。
【解決手段】 エラストマーフィルムと、不織布との積層体からなる伸縮性積層シートであって、エラストマーフィルムは、100%伸張を2回行なった後の50%戻り荷重が0.8N/25mm以上であり、エラストマーフィルムと不織布とが、4N/25mm以下の接着強度で一様に接着した伸縮性積層シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、伸縮性積層シート及びこれを備える物品に関する。
【背景技術】
【0002】
おむつやその他の衛生用品で使用するための種々の伸縮性部材が提案されている。特許文献1には押出接着された不織弾性フィルム積層体が、特許文献2には吸収性物品が、特許文献3には多段伸張特性を持つ複合弾性体が、それぞれ開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】国際公開第2001/054900号
【特許文献2】国際公開第03/047488号
【特許文献3】米国特許第6313372号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の伸縮性部材は、優れた伸縮性を実現しようとすると硬くなる傾向があり、伸縮性部材全体のしなやかさについて更なる改善が必要な場合がある。伸縮性部材を衛生用品等に用いる場合には、伸縮性部材が直接肌に接触することがあるため、優れた伸縮性と共に、伸縮性部材全体が柔らかいこと、表面の肌触りが良いこと、表面の外観がよいこと等が重要である。
【課題を解決するための手段】
【0005】
本発明は、1つの態様において、エラストマーフィルムと不織布との積層体からなる伸縮性積層シートであって、エラストマーフィルムは、100%伸張を2回行なった後の50%戻り荷重が0.8N/25mm以上であり、エラストマーフィルムと不織布とが、4N/25mm以下の接着強度で一様に接着している伸縮性積層シートである。
【0006】
他の態様において、上記積層体は、エラストマーフィルムの両面に不織布を備える積層体であり、また、エラストマーフィルムの坪量が60g/m2以下であり得る。
【0007】
さらに他の態様において、本発明は、エラストマーフィルムと、当該エラストマーフィルムの少なくとも一方の面上に設けられた不織布とを含む積層体からなる積層シートであって、積層シートは、低伸縮性積層部及び高伸縮性積層部を有しており、エラストマーフィルムは、高伸縮性積層部において、100%伸張を2回行なった後の50%戻り荷重が0.8N/25mm以上であり、且つ、エラストマーフィルムと不織布とが、4N/25mm以下の接着強度で一様に接着している積層シートであり得る。なお、低伸縮性積層部及び高伸縮性積層部は、いずれもエラストマーフィルムと不織布の積層体の一部分であり、積層シートの一部を構成するものである。
【0008】
また、上記積層シートの他の態様において、上記積層体は、エラストマーフィルムの両面に不織布を備える積層体であり、また、エラストマーフィルムの坪量が60g/m2以下であり得る。
【0009】
また、本発明の一側面において、上記伸縮性積層シート又は上記積層シートを備える物品が提供される。
【発明の効果】
【0010】
本発明によれば、柔らかさ、表面の手触りや外観のよさを維持しつつ、優れた伸縮性を有する伸縮性積層シート及び積層シート、並びに当該伸縮性積層シート又は上記積層シートを備える物品を提供することができる。
【図面の簡単な説明】
【0011】
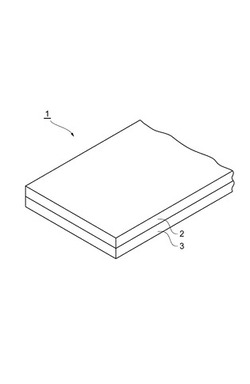
【図1】第一実施形態に係る伸縮性積層シートの斜視図である。
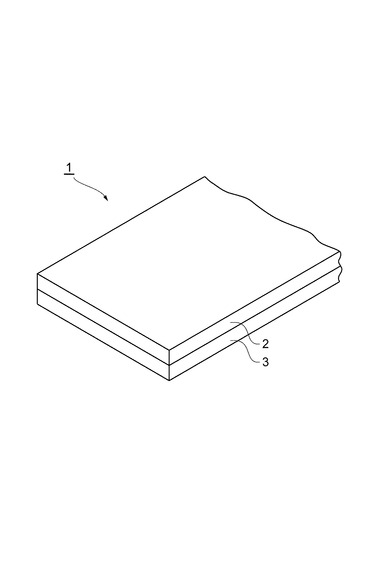
【図2】第二実施形態に係る伸縮性積層シートの斜視図である。
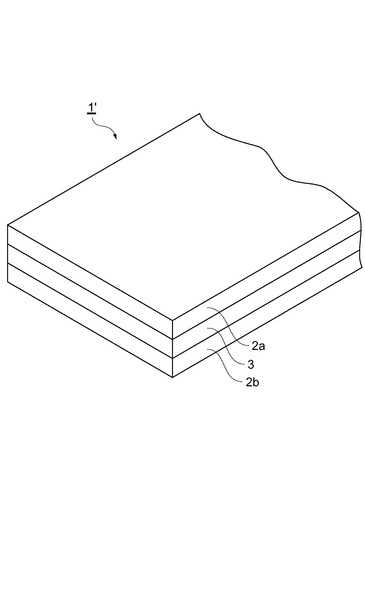
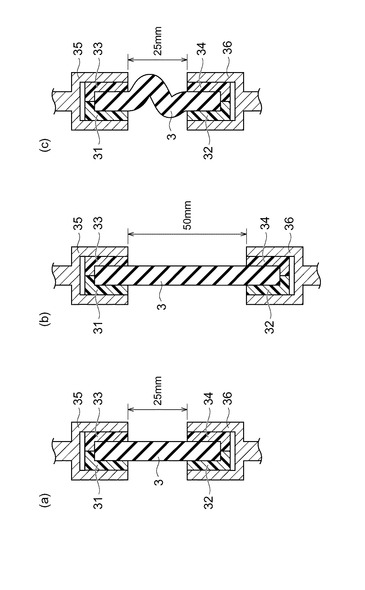
【図3】(a)は100%伸張を2回行なった後の50%戻り荷重測定前のエラストマーフィルムの一例を示す正面図である。(b)は2回目の100%伸張を行うため、一度伸張したエラストマーフィルムを再度シート材で固定したエラストマーフィルムの一例を示す正面図である。
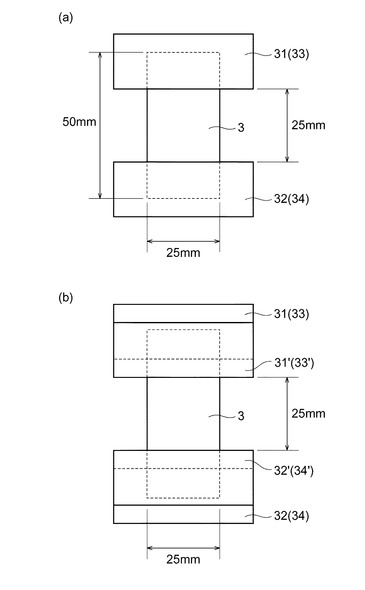
【図4】(a)はエラストマーフィルムを固定した状態の断面図、(b)は100%伸張させた状態の断面図、(c)は元に戻した状態の断面図である。
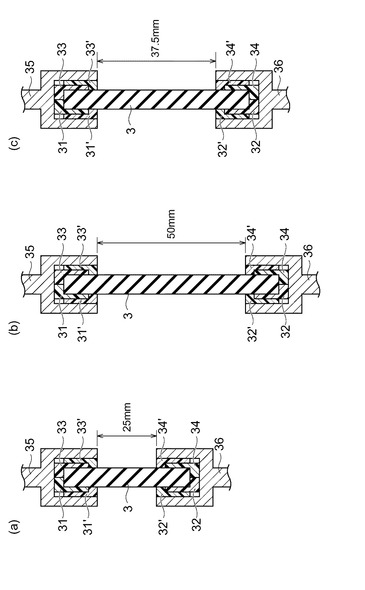
【図5】(a)は一度伸張したエラストマーフィルムを固定した状態の断面図、(b)は100%伸張させた状態の断面図、(c)は50%まで元に戻した状態の断面図である。
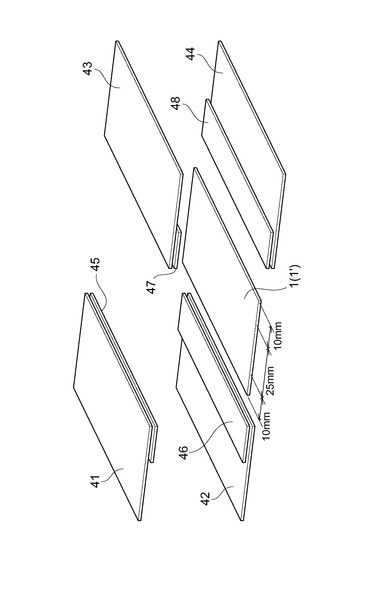
【図6】剥離強度測定前に、伸縮性積層シートを伸縮させるための治具の一例を示す斜視図である。
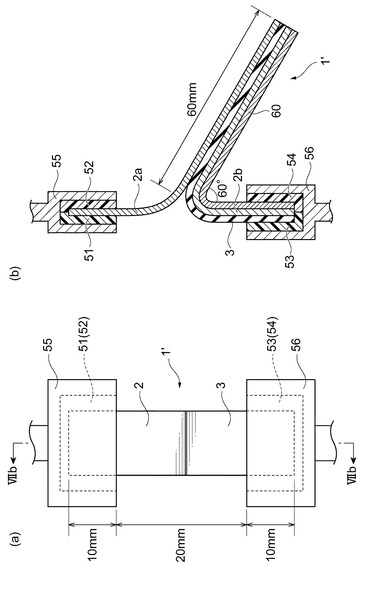
【図7】(a)は、第二実施形態に係る伸縮性積層シートの剥離強度の測定方法の一例を示す正面図であり、(b)は、当該正面図をVIIb−VIIb線で切断した断面図である。
【図8】第二実施形態に係る伸縮性積層シートの製造方法の一例である。
【図9】第二実施形態に係る伸縮性積層シートの製造方法において、溶融したエラストマーフィルムと不織布とが冷却ロール及びニップロールにより接合される状態の一例を示す断面図である。
【図10】第一実施形態に係る伸縮性積層シートを備える積層シートの斜視図である。
【図11】本発明の第二実施形態に係る伸縮性積層シートを備える積層シートの斜視図である。
【発明を実施するための形態】
【0012】
以下、図面を参照しながら本発明の好適な実施形態について詳細に説明するが、本発明の伸縮性積層シートは、以下の実施形態に限定されるものではない。なお、以下の説明では、同一又は相当部分には同一符号を付し、重複する説明は省略する。
【0013】
図1は、第一実施形態に係る伸縮性積層シートの斜視図である。第一実施形態に係る伸縮性積層シート1は、エラストマーフィルム3と不織布2の積層体からなり、エラストマーフィルム3の一方面上に不織布2が設けられている。
【0014】
図2は、第二実施形態に係る伸縮性積層シートの斜視図である。第二実施形態に係る伸縮性積層シート1’は、エラストマーフィルム3と第1の不織布2a及び第2の不織布2bの積層体からなり、エラストマーフィルム3の一方面には第1の不織布2aが、他方面には第2の不織布2bが、それぞれ設けられている。第1の不織布2a及び第2の不織布2bは、同一のものであっても異なる種類のものであってもよい。
【0015】
伸縮性積層シート1及び1’において、エラストマーフィルム3をそれ単独で100%伸張を2回行なった後の50%戻り荷重は、0.8N/25mm以上であり、且つ、エラストマーフィルム3と不織布2、又は、エラストマーフィルム3と第1の不織布2a及び第2の不織布2bは、それぞれ接触面が一様に接着しており、その接着強度はいずれも4N/25mm以下である。
【0016】
「100%伸張を2回行なった後の50%戻り荷重」(以下、単に「戻り荷重」という。)とは、伸縮性積層シート1から不織布2を、或いは、伸縮性積層シート1’から不織布2a及び第2の不織布2bを剥すことにより得られたエラストマーフィルム3に対し、100%伸張を2回行った後、戻り時50%伸張時の荷重を意味する。もし伸縮性積層シート1から不織布2を、又は、伸縮性積層シート1’から第一の不織布2a若しくは第二の不織布2bを剥すことが困難な場合には、エラストマーフィルム3の表面が傷つかない範囲内(たとえば、粘着テープを不織布2又は第一の不織布2a若しくは第二の不織布2bに貼り付けた後に、粘着テープを不織布から剥離する等)で不織布を取り除けばよく、不織布の一部がエラストマーフィルム3から完全に除去されていなくてもよい。具体的な測定法を、図3〜5を参照しながら以下説明する。
【0017】
図3(a)は、100%伸張を2回行なった後の50%戻り荷重測定前のエラストマーフィルム3の一例を示す正面図であり、図3(b)は、2回目の100%伸張を行うため、一度伸張したエラストマーフィルム3を再度シート材で固定したエラストマーフィルム3の一例を示す正面図である。図4は、1回目の100%伸張を行う工程の一例を示す断面図であり、(a)はエラストマーフィルム3を固定した状態、(b)は100%伸張させた状態、(c)は元に戻した状態、をそれぞれ示す断面図である。図5は、2回目の100%伸張を行う工程の一例を示す断面図であり、(a)は一度伸張したエラストマーフィルム3を固定した状態、(b)はこのエラストマーフィルム3を100%伸張させた状態、(c)は50%まで元に戻した状態、をそれぞれ示す断面図である。
【0018】
「100%伸張を2回行なった後の50%戻り荷重」は以下のようにして測定する。すなわち、まず、図3(a)に示すように、エラストマーフィルム3の両端部をシール材31(33)、32(34)でシールする。次に、図4(a)に示すように、25mm離した引張強度試験機のチャック(固定部)35、36に測定試料であるエラストマーフィルム3を固定する(固定時に測定試料に応力がかからないようにする)。続いて、図4(b)に示すように、測定試料を速度300mm/分で25mm伸張させた後、さらに、図4(c)に示すように、速度300mm/分で元のチャック位置まで戻す。最初の位置に戻ったところで、一度チャックの固定を解除して測定試料を外し、図3(b)に示すように、シール材31(33)及び32(34)の上から、再度、シール材31’(33’)及び32’(34’)をそれぞれシールした。再度この測定試料を、固定時に測定試料に荷重がかからないようにしながら、25mm離した引張強度試験機のチャック(固定部)で固定する(図5(a))。再固定された測定試料を速度300mm/分で25mm伸張させた後(図5(b))、伸びが12.5mmになる位置まで速度300mm/分でチャックを戻し(図5(c))、そのときに測定された荷重を測定する。なお、チャックの移動や荷重の測定は全て23±2℃で行ない、25mm伸張させて伸縮させるまでは1秒以内で行なう。
【0019】
伸縮性積層シート1又は1’を使い捨ておむつにおけるメカニカルファスナを取付けるイヤ部に使用した際、エラストマーフィルム3の戻り荷重は、身体の形状や動きに適度な荷重で追従するという観点から、その下限は0.8N/25mm以上であることが好ましく、0.9N/mmであることがより好ましい。戻り荷重が0.8N/25mmより低い場合は、身体と隙間が出来たり、身体の所定の位置から容易にずれる等の不具合が生じる。一方、戻り荷重の上限は、身体への締め付け過ぎを抑えるという観点から、1.4N/25mm以下であることが好ましく、1.2N/25mm以下であることがより好ましい。
【0020】
「接着強度」とは、温度23±2℃において、剥離速度500mm/分における剥離試験により得られた剥離強度を意味する。具体的な測定方法を図6、7を参照しながら、以下説明する。
【0021】
図6は、剥離強度測定前に、伸縮性積層シート1又は1’を伸縮させるための治具の一例を示す斜視図である。図6に示すように、伸縮性積層シート1又は1’の一端を、メカニカルファスナ45,46で挟持した上でステンレス製パネル41,42で挟み、他端を、メカニカルファスナ47,48で挟持した上でステンレス製パネル43,44で挟み固定する。このように固定させた状態で、伸縮性積層シート1又は1’を伸張する。次いで伸張後のシートを所定寸法の矩形状に切り出す。次に、伸縮性積層シート1の場合には、得られた矩形状の試料におけるエラストマーフィルム3全体をマスキングテープでマスクして、伸縮性積層シート1’の場合には、得られた矩形状の試料における第2の不織布2b全体をマスキングテープでマスクして、剥離強度測定用の測定試料とする。
【0022】
図7(a)は、伸縮性積層シート1’の剥離強度の測定方法の一例を示す正面図であり、(b)は、当該正面図をVIIb−VIIb線で切断した断面図である。これらの図に示すように、得られた測定試料において、第1の不織布2aを一定長エラストマーフィルム3から剥離する。この際、測定試料の一端をフィラメントテープ51,52で固定し、他端をフィラメントテープ53,54にて固定した状態で剥離する。この場合において、フィラメントテープ51,52で固定する第1の不織布2a(伸縮性積層シート1の場合には、不織布2)の幅が、元の測定試料の幅と同一になるようにする。また、引張強度試験機の上方のチャック55に、フィラメントテープ51,52にて固定された第1の不織布2aを固定し、下方のチャック56に、エラストマーフィルム3/第1の不織布2a/マスキングテープ60の3層構造の部分(伸縮性積層シート1の場合には、エラストマーフィルム3/マスキングテープの2層構造の部分)を固定する。ここで、下方のチャック56に固定された3層構造の部分の部分(伸縮性積層シート1の場合には、2層構造の部分)と、第1の不織布2aが未剥離の状態である測定試料とが常に約60°の角度となるように維持しながら、剥離強度の測定を実施する。なお、伸縮性積層シート1’の場合には、第2の不織布2bについても、上記した第1の不織布2a側と同様の剥離処理及び剥離試験を行って接着強度を測定する。
【0023】
剥離強度は、下記式により算出する。すなわち、長さa剥離したところから、長さb剥離したところまで(b>a)の積分平均を剥離強度とする。積分平均とは、剥離強度がf(x)で表される場合、下記式(1)で表される。
【0024】
【数1】

【0025】
なお、上述の通り、剥離後にエラストマーフィルム面に不織布の一部が残っても、剥離強度は測定可能である。
【0026】
本発明における「一様に接着している」とは、伸縮性積層シート1において、エラストマーフィルム3と、不織布2の繊維とが、伸縮性積層シート1’においては、エラストマーフィルム3と、第1の不織布2a若しくは第2の不織布2bの繊維とが、同様の接着力で連続して接着していることを意味し、エラストマーフィルム3は全面が不織布2又は第一の不織布2a若しくは第二の不織布2bで覆われている構造となっている。例えば、従来の伸縮性積層シートにおいて見られるような、表面に1mm程度の点状や線状などの凸部パターンを持ったニップロールを用いた押出ラミネートによって、エラストマーフィルム3と、不織布2又は第1の不織布2a若しくは第2の不織布2bとがニップロールの凸部パターン部分で部分的に強く接着している形態や、間隔を設けて塗布された接着剤により、伸縮性積層シート1又は1’のエラストマーフィルム3と、不織布2又は第1の不織布2a若しくは第2の不織布2bとが部分的に貼り合わせられた形態などは、エラストマーフィルム3と、不織布2又は第1の不織布2a若しくは第2の不織布2bと、が一様に接着されているとはいえない。
【0027】
エラストマーフィルム3と、不織布2又は第1の不織布2a若しくは第2の不織布2bとの剥離強度は、伸縮性と、伸縮性部材全体の柔らかさをよくするという観点から、4N/25mm以下であることが好ましく、3N/25mm以下であることがより好ましい。一方、剥離強度の下限については、不織布の風合いを維持しながらも、繰り返し伸縮によるエラストマーフィルム3からの、不織布2又は第1の不織布2a若しくは第2の不織布2bの剥がれを抑制するという観点から、2N/25mm以上であることが好ましい。
【0028】
伸縮性積層シート1又は1’に含まれるエラストマーフィルム3について説明する。エラストマーフィルム3は、伸縮性を有し、加熱により溶融して接着性を発現するものであれば特に限定されないが、伸縮性積層シート1又は1’に、柔らかさと、優れた伸縮性とを付与する観点から、(1)低永久伸び、(2)高破断強度、及び(3)低メルトインデックス(MI)であるエラストマーフィルムであることが好ましい。
【0029】
このようなエラストマーフィルムを構成するエラストマーとしては、スチレン系熱可塑性エラストマー、オレフィン系熱可塑性エラストマー(TPO)、塩ビ系熱可塑性エラストマー、ウレタン系熱可塑性エラストマー、エステル系熱可塑性エラストマー、アミド系熱可塑性エラストマーが挙げられる。
【0030】
典型的には、JIS K6301 で測定した永久伸びが30%以下(好ましくは20%以下、更に好ましくは10%以下)、JIS K6251−93で測定した破断強度が7MPa以上(好ましくは13MPa以上、更に好ましくは20MPa以上)であるエラストマーフィルムが好ましい。また、スチレン系熱可塑性エラストマーに関してはJIS K7210−76で測定したメルトインデックス(200℃、5kg、10分)が100以下(好ましくは50以下、更には30以下)、オレフィン系熱可塑性エラストマーに関してはメルトインデックス(230℃、2.16kg、10分)が50以下(好ましくは30以下、更には10以下)、のエラストマーフィルムが好適に用いられる。
【0031】
ここで、熱可塑性エラストマーは、ハードセグメントとソフトセグメントとからなり、主にハードセグメントが分子拘束の機能を有する。スチレン系熱可塑性エラストマーとしては、ハードセグメントがポリスチレン、ソフトセグメントがポリブタジエン、ポリイソプレン又はこれらの水添物(拘束様式は凍結相)が挙げられる。オレフィン系熱可塑性エラストマーとしては、ハードセグメントがポリエチレン又はポリプロピレン、ソフトセグメントが、エチレンプロピレン系ゴム(EPDM、EPM、EEM)又は水添(スチレン)ブタジエンゴム、(拘束様式は結晶相)が挙げられる。
【0032】
塩ビ系熱可塑性エラストマーとしては、ハードセグメントが結晶ポリ塩化ビニル、ソフトセグメントが非結晶ポリ塩化ビニル又はNBR(拘束様式は結晶相)が挙げられ、ウレタン系熱可塑性エラストマーとしては、ハードセグメントがウレタン構造、ソフトセグメントがポリエステル又はポリエーテル(拘束様式は水素結合又は結晶相)が挙げられる。エステル系熱可塑性エラストマーとしては、ハードセグメントがポリエステル、ソフトセグメントがポリエーテル又はポリエステル(拘束様式は結晶相)が挙げられ、アミド系熱可塑性エラストマーとしては、ハードセグメントがポリアミド、ソフトセグメントがポリエーテル又はポリエステル(拘束様式は水素結合又は結晶相)が挙げられる。
【0033】
上記熱可塑性エラストマーは、1種のみからなるものであっても、ブレンド物であってもよく、インターペネトレーティングポリマーネットワーク(IPN)を形成していてもよい。さらには、動的加硫により製造されるものであってもよい。
【0034】
まず、スチレン系熱可塑性エラストマーとしては、具体的に、芳香族ビニル―共役ジエン(またはその不飽和結合の一部、またはすべてが水素添加されたもの)―芳香族ビニルブロック共重合体、を基本構造とする様々なタイプの3元系ブロックポリマー材料を使用することができる。芳香族ビニル重合体を構成するビニル単量体として望ましいのはスチレンである。また、共役ジエンを構成する単量体としては、1,3−ブタジエン、イソプレン、2,−3−ジメチル−1,3−ブタジエン、2−クロロ−1,3−ブタジエン、1,3−ペンタジエン、1,3−ヘキサンジエン、が挙げられ、それらの不飽和結合の部分、またはすべては、スチレン系熱可塑性エラストマーとして使用される時点で水素添加されていてもよい。スチレン系熱可塑性エラストマーの代表的なものとしては、スチレン―イソプレン―スチレンブロック共重合体(SIS)、スチレン―エチレン・ブチレン―スチレンブロック共重合体(SEBS)、スチレン―ブタジエン―スチレンブロック共重合体(SBS)、スチレン―エチレン・プロピレン―スチレンブロック共重合体(SEPS)、スチレン―エチレン・エチレン/プロピレン―スチレンブロック共重合体(SEEPS)、スチレン―ブタジエン・ブチレン―スチレンブロック共重合体(SBBS)が挙げられる。これらのスチレン系エラストマーの構造としては、線状、放射状、星状であってもよい。
【0035】
スチレン系熱可塑性エラストマーには、芳香族ビニル−共役ジエン(またはその不飽和結合の一部、またはすべてが水素添加されたもの)を基本構造とする2元系のブロックポリマーが含まれていてもよい。ただし、永久伸びを低くするという観点から、このような2元系のブロックポリマーの量は、スチレン系熱可塑性エラストマー成分全体の重量を100重量%とした場合、10重量%以下が好ましく、3重量%以下がより好ましい。
【0036】
さらに、本発明においてスチレン系熱可塑性エラストマーとしてSISが用いられる場合は、SIS全体の重量を100重量%としたときのスチレン比率が、35重量%以上が好ましく、40重量%がより好ましい。また、スチレン系熱可塑性エラストマー中の2元系のブロックポリマーの比率は、スチレン系熱可塑性エラストマー全体の重量(つまり、SIS及びSIの2元系のブロックポリマーの合計量)を100重量%として、10重量%以下が好ましく、3重量%以下がより好ましい。なお、そのスチレンドメインの形状としては、スフィア構造、シリンダー構造が好ましく、スフィア構造がより好ましい。
【0037】
例えば、SISブロック共重合体としては;
日本ゼオン社製、商品名Quintac SL−159(メルトインデックス20以下(200℃ 5kg、g/10分)、2元系ブロックポリマー1重量%以下、スチレン比率48重量%)、及び
デキサコ社製、商品名Vector 4411(メルトインデックス40(200℃ 5kg、g/10分)、2元系ブロックポリマー1重量%以下、スチレン比率44重量%)75重量%と、クレイトン社、商品名D1117(メルトインデックス33(200℃ 5kg、g/10分)、2元系ブロックポリマー33重量%、スチレン比率17重量%)25重量%の混合物、
等が挙げられる。
【0038】
次に、オレフィン系熱可塑性エラストマーとしては、単純ブレンド型TPO、インプラント化TPO、動的加硫型TPO等が挙げられる。インプラント化TPOにおいてはエチレン比率が14%以上であることが好ましい。
【0039】
オレフィン系エラストマーとしては、また、メタロセン触媒を用いて重合されたオレフィン系エラストマーブロック共重合体(VistaMaxx6102、重量比エチレン含有率:16%、メルトインデックス3(230℃ 2.16kg、g/10分)が有用である。
【0040】
エラストマーフィルム3には、上記重合体の他に、タッキファイヤー(粘着性付与剤)等の添加剤が含まれていてもよい。
【0041】
タッキファイヤーとしては、上記重合体との相溶性の良いものが好ましい。例えば、SIS共重合体については、ロジン系、テルペン系、石油系のもの等を使用することができる。2種以上のタッキファイヤーを組み合わせて使用してもよい。
【0042】
例えば、ロジン系タッキファイヤーとしてパインクリスタル(商標)(荒川化学工業株式会社);テルペン系タッキファイヤーとしてYSポリスター(商標)(ヤスハラケミカル);石油系タッキファイヤーであるウイングタックプラス(商標)(CRAY VALLEY社製)及び、アルコン(商標)(荒川化学工業株式会社社製)等の市販品が使用可能である。
【0043】
タッキファイヤーの量は、得られる伸縮性積層シート1及び1’の用途等に応じて適宜決定すればよい。ある態様においては、エラストマーフィルム3の原料組成物の全量を基準として、0.1〜10重量%とすることができる。
【0044】
エラストマーフィルム3の原料組成物は、更に、各種の添加剤(酸化防止剤、耐候剤、紫外線吸収剤、着色剤、無機充填材、オイル等)を含むこともできる。
【0045】
エラストマーフィルム3は、伸縮性積層シート1及び1’の柔らかさ及び外観の良さの観点から、坪量がそれぞれ60g/m2以下であることが好ましく、50g/m2以下であることがより好ましく、45g/m2以下であることがさらに好ましい。一方、耐久性の観点から、エラストマーフィルム3の坪量は20g/m2以上であることが好ましく、30g/m2以上であることがより好ましい。
【0046】
エラストマーフィルム3の厚さは、約5〜約100μmとすることができ、一層構造であっても、複数層構造であってもよい。複数層構造の場合、各層は異なるエラストマー含有組成物から構成することができる。その際、複数層のうち少なくとも1層は、前記のような熱可塑性エラストマーから構成される。やわらい風合いや身体へのしなやかな追従という観点から、エラストマーフィルム3全体の厚さは、60μm以下であることが好ましく、50μm以下であることがより好ましい。一方、耐久性の観点から、エラストマーフィルム3全体の厚さは、20μm以上であることが好ましく、30μm以上であることがより好ましい。
【0047】
伸縮性積層シート1に含まれる不織布2、伸縮性積層シート1’に含まれる第1の不織布2a及び第2の不織布2bについて説明する。不織布2又は第1の不織布2a若しくは第2の不織布2bを構成する繊維材料について、特に制限はなく、従来から知られている種々の繊維材料から形成することができる。得られる伸縮性積層シート1又は1’の伸縮性、柔らかさ、及び、手触りの良さの観点からの点から、ポリプロピレン繊維、ポリエステル繊維とポリオレフィン繊維とを混紡した混合繊維、ポリエチレンテレフタレートの芯材と当該芯材をポリエチレンで覆った同心型複合繊維が好ましい。ポリエステル繊維とポリオレフィン繊維とを混紡した混合繊維の混紡比については特に制限はないが、伸縮性の観点から、ポリエステル繊維を主体とし、これにポリオレフィン繊維を混紡したものが好ましく、ポリエステル繊維が80重量%以上含まれることが好ましく、90重量%以上含まれることがより好ましい。
【0048】
不織布2又は第1の不織布2a若しくは第2の不織布2bの製造方法に関しても、制限はない。上記材料を使用して、従来より知られる製法に基づき製造することができる。伸縮性積層シート1及び1’に良好な伸長性を与えるという観点から、スパンボンド法、スパンレース法、サーマルボンド法などが好適である。スパンレース法は、得られる不織布に対して良好な肌触りを与えることができる。
【0049】
不織布2、第1の不織布2a及び第2の不織布2bとしては、約30μm〜約200μmの厚さのものをそれぞれ使用することができ、布様の風合いを持ちつつも、嵩高くなってやわらかい風合いを損うことがないよう、150μm以下であることが好ましく、80μm以下であることがより好ましい。一方、耐久性の観点から、30μm以上が好ましく、35μm以上がより好ましい。また不織布2、第1の不織布2a及び第2の不織布2bは、10〜50g/m2の目付けでそれぞれ使用することができ、柔らかさの観点から、40g/m2以下が好ましく、35g/m2以下がさらに好ましい。一方、耐久性の観点から、12g/m2以上が好ましく、15g/m2以上がより好ましい。
【0050】
伸縮性積層シート1又は1’全体の厚さとしては、その使途などに応じて広い範囲で変更することができるが、約50μm〜約2mmの範囲で用いられる。柔らかさの点から、伸縮性積層シート1又は1’全体の厚さは、約80μm〜約1mmであることが好ましく、約90μm〜約600μmであることがより好ましい。
【0051】
第一及び第二実施形態に係る伸縮性積層シート1及び1’の製造方法に関しては、特に限定されない。例えば、同時押出ラミネート、ニップ工程で積層シートに全く圧力を及ぼさないよう接着積層される押出ラミネート、接着剤を用いたエラストマーフィルムへの不織布または繊維の接着、エラストマーフィルム表面へのメルトブロウン法による不織布形成、エラストマー表面と繊維または不織布の熱ラミネート等が挙げられる。
【0052】
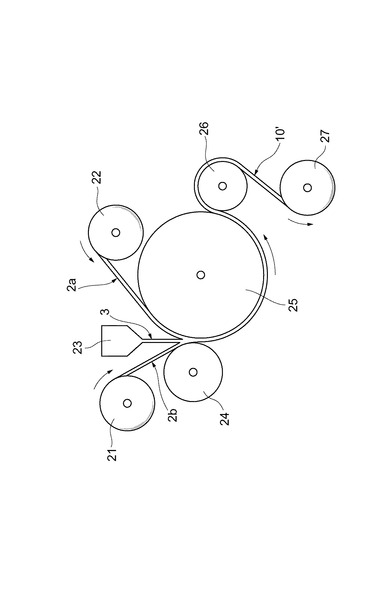
伸縮性積層シート1及び1’は、同時溶融押出しラミネート法によって有利に製造することができる。同時溶融押出しラミネート法は、いろいろなプロセスで実施することができる。例えば、第二実施形態に係る伸縮性積層シート1’は、図8に示すような一連のプロセスで製造することができる。
【0053】
供給ロール22には第1の不織布2aが巻き取られており、矢印で示すように、一対のラミネート用のロール24及び25の間に送り出される。一方、供給ロール21には第2の不織布2bが巻き取られており、矢印で示すように、冷却ロール25及びニップロール24の間に送り出される。なお、供給ロール22を除くことにより、第一実施形態に係る伸縮性積層シート1を製造することができる。この場合、不織布2がニップロール24側に、エラストマーフィルム23が冷却ロール25側に存在する。また、供給ロール21及び供給ロール22の両方を使用することにより、第二実施形態に係る伸縮性積層シート1’を製造することができる。
【0054】
冷却ロール25は、ほぼ平滑な表面を有するカレンダーロールから形成することができる。エラストマーフィルム3は、押出機(図示せず)に接続されたダイ(通常、Tダイ)23から溶融流の形で送り出され、第1の不織布2aと第2の不織布2bの間に案内され、ここで冷却され、固化される。
【0055】
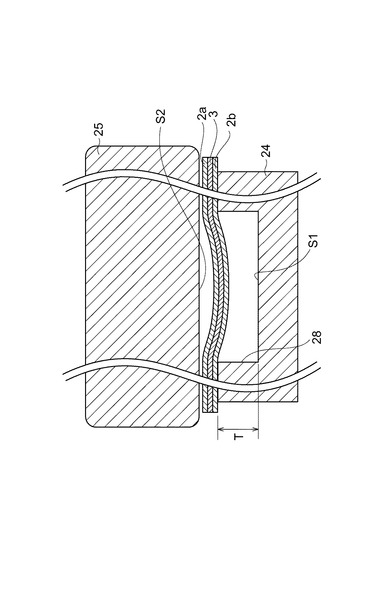
ニップロール24は、図9に示すように、その表面に凹部を少なくとも1つ有する。ここで、ニップロール24の凹部におけるロール軸方向長さは、積層シート10又は10’における高伸縮性積層部のCD方向長さとほぼ同一である。また、ニップロール24に設けられた凹部28の深さTは、第1の不織布2a/エラストマーフィルム3/第2の不織布2b(または不織布2/エラストマーフィルム3)からなる伸縮性積層シート1’(または伸縮性積層シート1)全体の厚さ(H)より、凹部のロール軸方向全面に亘って常に厚くなっており、T/Hの値が、常に、好ましくは1.1倍以上、より好ましくは1.5倍以上であり、且つ好ましくは100倍以下、より好ましくは50倍以下となるように、ニップロール24は構成される。ニップロール24における凹部28の底面S1と、冷却ロール25の表面S2との間の距離は、例えば、第1の不織布2a/エラストマーフィルム3/第2の不織布2b(または不織布2/エラストマーフィルム3)からなる伸縮性積層シート1’(または伸縮性積層シート1)の厚さが50μmである場合には、好ましくは1mm以上、より好ましくは2mm以上、伸縮性積層シート1’(または伸縮性積層シート1)の厚さが200μmである場合には、好ましくは1mm以上、より好ましくは2mm以上、伸縮性積層シート1’(または伸縮性積層シート1)の厚さが2mmである場合には、好ましくは2.2mm以上、より好ましくは3mm以上離れているように設計されるとよい。このような設計の凹部28を備えるニップロール24及び冷却ロール25を使用することにより、得られる積層シート10’(または積層シート10)において、冷却ロール25及びニップロール24からの圧力を直接受けない領域を形成することができる。この領域が、第1の不織布2a及び第2の不織布2b(または不織布2)と、エラストマーフィルム3とが、特定の強度で一様に接着している第二実施形態に係る伸縮性積層シート1’(または第一実施形態に係る伸縮性積層シート1)に対応する。
【0056】
第1の不織布2a、エラストマーフィルム3及び第2の不織布2bは、図示される通り、冷却ロール25及びニップロール24により積層され、一様に接着する。得られたシート状の積層シート10は、ロール26によって、冷却ロール25の外周を矢印の方向に案内される。このようにして製造された積層シート10’(または積層シート10)は、ロール26のところで方向転換させられた後、矢印の方向に案内され、巻き取りロール27に巻き取られる。
【0057】
上述の製造方法によれば、まず、本発明の一態様である積層シート10’(又は積層シート10)が製造される。得られた積層シート10’の高伸縮性積層部を、所定の形状及び大きさに切り出すことで、第二実施形態に係る伸縮性積層シート1’を得ることができる。同様に、得られた積層シート10の高伸縮性積層部を、所定の形状及び大きさに切り出すことで、第一実施形態に係る伸縮性積層シート1を得ることができる。
【0058】
上記の製造方法により得られる積層シート10及び伸縮性積層シート1(又は積層シート10’及び伸縮性積層シート1’)は、エラストマーフィルム3の製造工程と、エラストマーフィルム3と不織布2、(エラストマーフィルム3と第1の不織布2a及び第2の不織布2b)とのラミネート工程とを同時に行うことによって製造できるので、コストパフォーマンスにすぐれている。
【0059】
エラストマーフィルム3を多層エラストマーフィルムとして使用する場合には、2個もしくはそれ以上の押出機を使用して、ダイ23からエラストマーフィルム3を多層の溶融流の形で送り出すことができる。その際、多層のうち少なくとも1層は、前記のような熱可塑性エラストマーから構成される。なお、本発明の効果を損なわない範囲において、コストダウンや、不織布との接着などを目的とした熱可塑性エラストマー以外の層を同時に押し出してもよい。熱可塑性エラストマー以外の材料としては、例えばポリエチレン、ポリプロピレン、ポリエチレン系の各種共重合体、たとえばエチレン―ビニルアセテート共重合体、エチレン―無水マレイン酸共重合体、エチレン―アルファオレフィン共重合体等が挙げられる。
【0060】
また、水蒸気透過性を付与するため、得られた積層シート10又は10’、伸縮性積層シート1又は1’に対してヒートニードル加工を施し、水蒸気透過に適度の細孔を積層シート10又は10’、伸縮性積層シート1又は1’に付与することもできる(パーフォレーション)。
【0061】
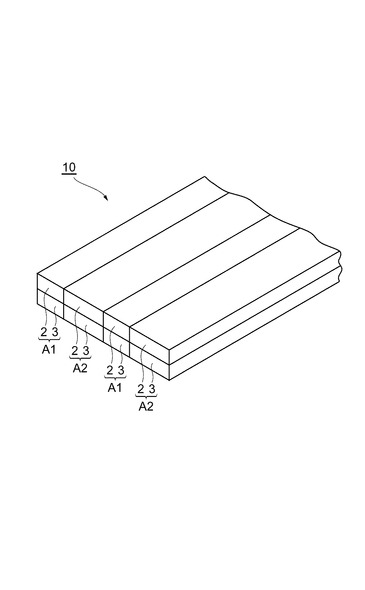
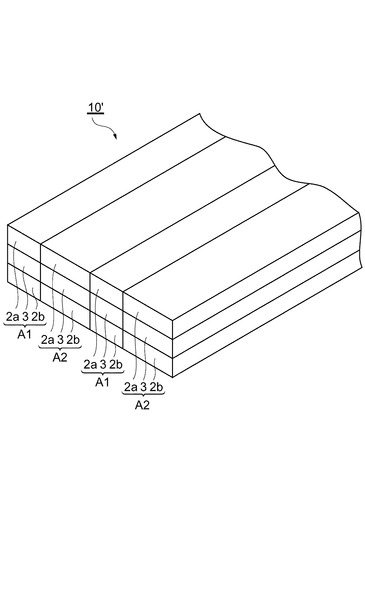
図10は、上記の製造方法により得られる積層シート10(エラストマーフィルム3/不織布の2層構造)の一例を示す斜視図である。積層シート10においては、第一実施形態に係る伸縮性積層シート1が伸縮性積層部A2を構成する。図11は、第二実施形態に係る伸縮性積層シート1’が伸縮性積層部A2を構成する積層シート10’(第一の不織布2a/エラストマーフィルム3/第二の不織布2bの3層構造)の一例を示す斜視図である。図10又は11において、積層シート10又は10’は、伸縮性積層部A2と、伸縮性積層部A2よりも低い伸縮性を有する伸縮性積層部A1からなり、A1及びA2とが一方向に交互に配置されている。以下、伸縮性積層部A2を、伸縮性積層部A1に対して相対的に良好な伸縮性を有する観点から「高伸縮性積層部」と、また伸縮性積層部A1を「低伸縮性積層部」という。
【0062】
このように、積層シート10は、エラストマーフィルム3/不織布2の2層構造からなる低伸縮性積層部及び高伸縮性積層部を有し、積層シート10’は、第1の不織布2a/エラストマーフィルム3/第2の不織布2bの3層構造からなる低伸縮性積層部及び高伸縮性積層部を有している。ここで、高伸縮性積層部において、エラストマーフィルム3は、100%伸張を2回行なった後の50%戻り荷重が0.8N/25mm以上であり、エラストマーフィルム3と不織布2又は第一の不織布2a若しくは第二の不織布2bとが、4N/25mm以下の接着強度で一様に接着している。すなわち、高伸縮性積層部は、上述した本発明の一態様である伸縮性積層シート1又は1’と同様の構造を有している。
【0063】
例えば、高伸縮性積層部A2及び低伸縮性積層部A1が、積層シート製造時におけるシートの流れ方向(MD:Machine Direction)に並行な帯状の領域として形成される場合、高伸縮性積層部A2と低伸縮性積層部A1とは、MDに垂直な幅方向(CD:Cross Machine Direction)に隣り合う。また、高伸縮性積層部A2及び低伸縮性積層部A1が、シート製造時におけるシートの流れ方向(MD)に垂直な方向(CD)に並行な帯状の領域として形成される場合には、高伸縮性積層部A2と低伸縮性積層部A1とは、MDに沿って隣り合う。ただし、積層シート10、10’において、高伸縮性積層部A2及び低伸縮性積層部A1が必ずしも交互に隣り合う必要はない。
【0064】
このように、積層シート中に、適宜、低伸縮性積層部を配置することで、高伸縮性積層部の手触りのよさ、柔らかさを維持しつつ、低伸縮性積層部により衛生用品の本体部への固定が確実に行われる。積層シートがこのようにして使用・固定される本体部としては、例えば、下着等の衣類、使い捨ておむつ等の衛生用品(例えば、使い捨ておむつにおけるメカニカルファスナを取付けるイヤ部)、伸縮性のサポーター、マスクの耳かけ部、保温部材が挙げられる。
【0065】
また、伸縮性積層シート1及び1’は、そのままで、使い捨ておむつ、使い捨て衛生キャップ等の衛生用品(例えば、使い捨ておむつにおけるメカニカルファスナを取付けるイヤ部、使い捨て衛生キャップの頭部固定部分)、サポーター、包帯、マスクの耳かけ部、保温部材等の用途に使用される。
【実施例】
【0066】
以下、実施例及び比較例に基づいて本発明をより具体的に説明するが、本発明は以下の実施例に限定されるものではない。
【0067】
<積層シートの作製>
(実施例1)
エラストマーフィルムの原料として、スチレン含有率48重量%のSIS共重合体(日本ゼオン社製、商品名「Quintac SL−159」)を用いた。不織布として、延伸性芯鞘型サーマルボンド不織布(同心型複合繊維、PET芯/PE鞘=50%/50%)(目付け20g/m2)を用いた。
【0068】
図8及び9で示すような同時溶融押出しラミネート装置を使用して、ラミネート条件を、押出機内のエラストマー溶融温度:215℃、ニップ圧:0.1Mpa、ニップロール24における凹部28の底面S1と、冷却ロール25の表面S2との間の距離:3mmとし、エラストマーフィルムと不織布とからなる伸縮性積層シートを作製した。ここで、ニップロール24における凹部28の底面S1には突起は無くニップ面積比が0%である。エラストマーを、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が30g/m2となるように吐出した。次いで、この溶融エラストマーフィルムが冷却ロール25とニップロール24との間にある隙間に入る直前に、別途作製された不織布2をニップロール24側から挿入した。冷却ロール25とニップロール24との間で、溶融エラストマーフィルムと不織布とが接触し、溶融エラストマーフィルムが固化することにより、不織布/エラストマーフィルムの2層構造の積層シートが得られた。得られたシートを、巻き取りロール27によって引き取った。
【0069】
(実施例2)
エラストマーフィルムの原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が45g/m2となるように吐出した。そして、この溶融エラストマーフィルムが、冷却ロール25とニップロール24の間にある3mmの隙間のニップに入る直前に、別途作製した第1の不織布2a及び第2の不織布2bを、ニップロール24及び冷却ロール25側から挿入した。これらの条件以外は実施例1と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0070】
(実施例3)
不織布として、目付け24g/m2の延伸性芯鞘型サーマルボンド不織布(同心型複合繊維、PET芯/PE鞘=50%/50%)を用いた以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0071】
(実施例4)
不織布として、目付け22g/m2の延伸性サーマルボンド不織布(ポリプロピレン 100%)を用いた以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0072】
(実施例5)
不織布として、目付け24g/m2の延伸性芯鞘型サーマルボンド不織布(ポリプロピレン 100%)を用いた以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0073】
(実施例6)
不織布として、目付け27g/m2の延伸性芯鞘型サーマルボンド不織布(ポリプロピレン 100%)を用いた以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0074】
(実施例7)
エラストマーフィルムの原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が50g/m2となるように吐出した。また、不織布として、目付け32g/m2の混合繊維(混合比;ポリエステル繊維:ポリプロピレン繊維=90:10)を用いた。これらの条件以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0075】
(実施例8)
エラストマーフィルムの原料として、エチレン含有率17重量%のエチレン−プロピレン(EP)共重合体(ExxsonMobil社製<米国>、商品名「VistaMaxx 6102」)を用いた。そして、エラストマーフィルムの原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が55g/m2となるように吐出した。これらの条件以外は実施例1と同様にして、不織布/エラストマーフィルムの2層構造の積層シートが得られた。
【0076】
(実施例9)
エラストマーフィルムの原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が45g/m2となるように吐出した。そして、この溶融エラストマーフィルムが、冷却ロール25とニップロール24の間にある3mmの隙間のニップに入る直前に、別途作製した第1の不織布2a及び第2の不織布2bを、ニップロール24及び冷却ロール25側から挿入した。これらの条件以外は実施例8と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0077】
(実施例10)
エラストマーフィルムの原料として、エチレン含有率17重量%のエチレン−プロピレン(EP)共重合体(ExxsonMobil社製<米国>、商品名「VistaMaxx 6102」)を用いた。不織布として、目付け22g/m2の延伸性サーマルボンド不織布(ポリプロピレン 100%)を用いた。そして、エラストマーフィルムの原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が54g/m2となるように吐出した。これらの条件以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0078】
(実施例11)
エラストマーフィルムの原料として、エチレン含有率17重量%のエチレン−プロピレン(EP)共重合体(ExxsonMobil社製<米国>、商品名「VistaMaxx 6102」)を用いた。不織布として、混合繊維(混合比;ポリエステル繊維:ポリプロピレン繊維=90:10)から構成された延伸性スパンレース不織布(目付:32g/m2)を用いた。そして、エラストマーフィルムの原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が45g/m2となるように吐出した。これらの条件以外は実施例1と同様にして、不織布/エラストマーフィルムの2層構造の積層シートが得られた。
【0079】
(実施例12)
エラストマーフィルムの原料として、スチレン含有率44重量%のSIS共重合体(デキサコ社製<米国>、商品名「Vector 4411」)75重量%と、スチレン含有率17重量%のSIS共重合体(クレイトン社製<米国>、商品名「D1117」)25重量%とを混合し、スチレン含有率37.3重量%のSIS共重合体の混合物を用いた。不織布として、目付け24g/m2の延伸性芯鞘型サーマルボンド不織布(同心型複合繊維、PET芯/PE鞘=50%/50%)を用いた。これらの条件以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0080】
(実施例13)
不織布として、混合繊維(混合比;ポリエステル繊維:ポリプロピレン繊維=90:10)から構成された延伸性スパンレース不織布(目付:32g/m2)を用いた。そして、エラストマーフィルムの原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が50g/m2となるように吐出した。これらの条件以外は実施例12と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0081】
(比較例1)
ニップロール24として、ニップロール24における凹部28の底面S1と、冷却ロール25の表面S2との間の距離が1mmであり、底面S1には突起状の円形ドットがあり、ニップ面積比が40%である円形ドットニップロールを用いた。この条件以外は実施例2と同様にして、不織布/エラストマーフィルムの2層構造の積層シートが得られた。
【0082】
(比較例2)
ニップロール24における凹部28の底面S1と、冷却ロール25の表面S2との間の距離が1mmであったこと以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0083】
(比較例3)
エラストマーフィルムの原料として、スチレン含有率17重量%のSIS共重合体(クレイトン社製<米国>、商品名「D1117」)を用いた。エラストマーフィルム原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が54g/m2となるように吐出した。これらの条件以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0084】
(比較例4)
エラストマーフィルムの原料として、スチレン含有率17重量%のSIS共重合体(クレイトン社製<米国>、商品名「D1117」)を用いた。エラストマーフィルムの原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が110g/m2となるように吐出した。これらの条件以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0085】
(比較例5)
市販のおむつを購入し、メカニカルファスナを取り付けるイヤ部にある伸縮性積層シートを切り出した。伸縮性積層シートの構成は、不織布/エラストマーフィルム/不織布の3層構造であり、不織布はエラストマーフィルムに強く一様に接着していた(ニップロール側剥離強度:4.3N/25mm、冷却ロール側剥離強度:5.2N/25mm)。また、エラストマーフィルム坪量は70g/m2であった。全体として硬い伸縮性積層シートであった。
【0086】
(比較例6)
市販のおむつを購入し、メカニカルファスナを取り付けるイヤ部にある伸縮性積層シートを切り出した。伸縮性積層シートの構成は、不織布/MD方向ストライプコート接着剤/エラストマーフィルム/MD方向ストライプコート接着剤/不織布の構造であった。不織布は、エラストマーフィルム表面上に間隔を設けて塗布されたMD方向ストライプコート接着剤を介して不連続に存在していた。すなわち、伸縮性積層シートにおいては、エラストマーフィルム表面に間隔を設けて塗布された接着剤によって、エラストマーフィルム表面と不織布とが部分的に貼り合わされている領域を除き、エラストマーフィルム面がそのまま露出しており、特に延伸した際にエラストマーフィルムの著しい露出が観察された。伸縮性積層シートとしては、表面外観が悪いものであった。
【0087】
(エラストマーフィルムの100%伸張を2回行なった後の50%戻り荷重)
実施例1〜13及び比較例1〜6で用いたエラストマーフィルムの100%伸張を2回行なった後の50%戻り荷重を以下の方法で測定した。
【0088】
本測定は、温度:23±2℃、湿度:50±5%に保たれた室内にて試料作成し、1時間の保管後に測定を行った。伸縮性積層シート試料の切り出しには、ステンレス定規(シンワ社製)にて寸法を測り、切り出す試料の上に同定規を置き、ナイフ(フェザーS青函片刃、刃厚:0.245mm)にて切り出した。
【0089】
エラストマーフィルムの伸長方向(シート作成時のCD)方向に50mm、伸長方向に垂直な向きに25mmの長方形に伸縮性積層シート試料を切り出し、エラストマーフィルムから不織布を剥離した。エラストマーフィルムから不織布を剥離する際、エラストマーフィルムを3mm以上延ばさないようにした。図3に示すように、不織布が剥離されたエラストマーフィルムの表面に、長さ40mmに切り出した二枚のシール材31、32(3M社製、ScotchTM Premium Grade Filament Tape 品番「898、幅25mm」)を試料短端の両端に貼り付けた。不織布/エラストマーフィルムの2層構造の伸縮性積層シートの場合には、不織布が存在していなかったエラストマーフィルム表面に、長さ40mmに切り出した二枚のテープ33、34(3M社製、ScotchTM Premium Grade Filament Tape 品番「898」)を、既に反対側の不織布が剥離されたエラストマーフィルムの表面に貼り付けたシール材31、32と粘着面が重なるように貼り付けた。また、シール材31〜34の貼り付けは、シール材貼り付け後のCD方向の試料長さが25mmとなるように行った。不織布/エラストマーフィルム/不織布の3層構造の伸縮性積層シートの場合には、両方の面に存在する不織布をエラストマーフィルムから剥離し、上記同様に、不織布が剥離されたエラストマーフィルムの両表面に、それぞれ、長さ40mmに切り出した二枚のテープ31、32(3M社製、ScotchTM Premium Grade Filament Tape 品番「898、幅25mm」)、長さ40mmに切り出した二枚のテープ33、34(3M社製、ScotchTM Premium Grade Filament Tape 品番「898」)を、シール材31及び33、シール材32及び34粘着面が重なるように、また、CD方向の試料長さが25mmとなるよう貼り付けた。
【0090】
作成された試料におけるシール材貼付部分を、図4に示すように、テンシロン試験機(オリエンテック社製、型番RTG−1225)の上部稼動チャック35、下部固定チャック36にそれぞれ装着した。その際、上部に位置する稼働チャックでチャック間距離が25mmとなるように調整し、また、無張力となるように固定した。チャックの形状は、幅が25mm以上、高さ25mm以上とした。固定後、エラストマーフィルムに皺や折れが無いことを確認した。試料を垂直方向上方に300mm/分の速度で25mm延伸し、次いで試料を300mm/分の速度で初期のチャック間距離まで戻した。最初の位置に戻ったところで一度チャックの固定を解除し、試料を外した。再度この試料を、図3(b)に示すように、シール材31(33)及び32(34)の上から、シール材31’(33’)及び32’(34’)をそれぞれシールした。図5に示すように、一回目に引っ張った範囲が25mm離した引張強度試験機のチャック(固定部)間に収まるように測定試料を固定し(固定時に測定試料に荷重がかからないようにする)、測定試料を300mm/分の速度で25mm延伸させた後、延伸距離12.5mmまで戻した。荷重(N/25mm)を連続的に記録し、2回目の戻り時、延伸距離12.5mm(チャック間距離が37.5mm)における戻り荷重を、100%伸張を2回行なった後の50%戻り荷重として評価した。
【0091】
(エラストマーフィルムと不織布との剥離強度(接着強度))
本測定は、温度:23±2℃、湿度:50±5%に保たれた室内にて試料作成し、1時間の保管後に行った。試料の切り出しには、ステンレス定規(シンワ社製)にて寸法を測り、切り出す試料の上に定規を置き、ナイフ(フェザーS青函片刃、刃厚:0.245mm)にて切り出した。
【0092】
(試料の作成)
幅45mm(伸張方向(シート作成時のCD方向))、長さ80mm(伸張方向に垂直な方向(シート作成時のMD方向))に伸縮性積層シート試料(不織布/エラストマーフィルム/不織布の3層構造、または不織布/エラストマーフィルムの2層構造)を切り出した。
【0093】
(試料の伸長)
図6に示すように、試料長端の両端部より10mmを挟む治具を用意した。治具は、幅:52mm、長さ:100mm、厚み2mmのステンレスパネル41、42、43、44を用意し、それぞれのステンレスパネルの長辺1辺の十分に広い平面上に面ファスナー45,46、47、48(3M社製 メカニカルファスナ 品番「NC−2141」幅25mm)を貼り付けた。
試料の長端2辺を上記面ファスナー付ステンレスパネルでそれぞれ10mm挟んだ後、試料の伸長方向に50mm/分の速度で10mm伸長し、同じ速度で元の幅まで戻した。
伸長後の試料について、ステンレスパネルで挟まれていた部分を除去し、幅25mm(伸張方向)、長さ80mm(伸張方向)に切り出した。
【0094】
(剥離強度の測定)
図7に示すように、試料短辺の一端より平行に20mmの距離まで、ラミネートされている不織布をエラストマーフィルムから剥離した。剥離後、不織布の幅が広がった場合には、剥離前の幅25mmに戻した。
伸縮性積層シートが不織布/エラストマーフィルムの2層構造の場合は、不織布が存在していないエラストマーフィルム表面に、和紙テープ(3M社製、平面紙マスキングテープ243J 品番「243JDIY−24」)を試料からはみ出さずに接着させた。
伸縮性積層シートが不織布/エラストマーフィルム/不織布の3層構造の場合は、剥離していない不織布表面に和紙テープ(3M社製、平面紙マスキングテープ243J 品番「243JDIY−24」)を試料からはみ出さずに接着させた。
剥離された不織布端部から平行に10mmのところまで、長さ30mmに切り出した2枚の不織布固定テープ51、52(3M社製、ScotchTM Premium Grade Filament Tape 品番「898 幅25mm」)で挟み、剥離された不織布端部を固定した。剥離しなかった部分についても、上記要領にて、不織布端部に不織布固定テープ53、54(3M社製、ScotchTM Premium Grade Filament Tape 品番「898 幅25mm」)を貼付した。
【0095】
試料をテンシロン試験機(オリエンテック社製、型番RTG−1225)にチャック間距離が20mmとなるように無張力で固定した。チャックの形状は、幅が25mm以上、高さ25mm以上とした。この時、剥離した不織布の端に貼り付けられた不織布固定テープ51、52が、上部に位置する稼働チャックの下部よりはみ出さないように、稼動チャックに固定した。また、下部の固定チャックには、不織布を剥離した後の残りの層(エラストマーフィルム/和紙テープからなる層、またはエラストマーフィルム/不織布/和紙テープからなる層)を端部より10mmに固定した。
稼働チャックを垂直方向上方に500mm/分の速度で引っ張り剥離強度を記録した。その際、テンシロン試験機下部固定チャックから不織布とエラストマーフィルムの剥離界面をなす試料平面に対し、不織布/エラストマーフィルム/不織布/和紙テープ、または、不織布/エラストマーフィルム/和紙テープからなる試料面のなす角が、約60°を保つようにした。
【0096】
記録された張力(N/25mm)の、引っ張り開始より15mmから40mmまでの25mmの間のデータの積分平均を接着強度とした。
積分平均とは、測定長さa、b、(a<x<b)(a=15mm、b=40mm)において接着強度f(x)(N/25mm)が連続するとき、下記式
【数2】
で表される。なお、f(x)は、テンシロン試験機より記録された張力より取得した。
本実施例においては、上記で求めた接着強度を同じ試料において各5回行い、平均値を接着強度とした。
【0097】
伸縮性積層シートが不織布/エラストマーフィルム/不織布の3層構造の場合は、剥離強度を測定した不織布と反対側の不織布の表面全体も、上記同様の方法で処理し、測定試料とした。再度、接着強度測定と解析を行い、接着強度を求めた。
【0098】
実施例1〜13及び比較例1〜6に使用したエラストマーフィルム及び不織布の詳細、エラストマーフィルムの100%伸張を2回行なった後の50%戻り荷重、並びに、接着強度の測定結果を表1〜3に示す。
【0099】
【表1】
【0100】
【表2】
【0101】
【表3】
【0102】
(伸縮性積層シートの柔らかさ)
伸縮性積層シートの柔らかさを下記方法にて測定し、下記基準にて評価した。
ループスティフネス試験
伸縮性積層シート試験片(幅25mm×長さ80〜100mm)を作製した。それぞれの試験片を剛性測定装置(ループスティフネスメータ、東洋精機製)のテーブルに置き、試験片短端側の両端を治具(治具高さ5mm)にて固定し、治具移動と共にループ状に変形する試験片長さが60mmとなるようにした。
剛性測定装置のスイッチを入れ、それぞれの冶具を端部からテーブルの中央部まで自動的にスライドさせ、試験片をループ状にした。次いで、ループ状になった試験片が固定されているテーブルを90度横倒し、ループ状の試験片先端を潰すため、剛性測定装置に付属のセンサをループ状試験片先端と接触させ、試験片ループを潰す方向(テーブルに対して垂直方向)に200mm/分の速度でセンサを移動させた。
試験片におけるループの高さ(ループ側の治具表面からループ状試験片先端までの距離)が6.5mmまで潰れた時の荷重の最大値を記録した。同様の測定を6回繰り返し、平均を求め、以下のように評価した。
0.001〜0.040N/25mm:とても柔らかい
0.040〜0.060N/25mm:柔らかい
0.060N/25mm以上:柔らかくない
【0103】
(伸縮性積層シートの外観)
伸縮性積層シートの外観を下記方法にて観察し、下記基準にて評価した。
好適な外観を有しているか否かを評価するため、目視での官能試験を行った。
伸縮性積層シート試験片(幅35mm以上×長さ35mm以上)を作製し、伸縮方向に対して50%伸長させた状態で、テーブル上に置いた。15ワット蛍光灯2本を試験片より60cmから100cmの高さにセットし、点灯させ、目視にて試験片を上から観察した。
エラストマーフィルムと不織布とが一様に接着した状態を保っている:良好
エラストマーフィルムの露出が試験片の伸縮方向に対して垂直方向に帯状(連続)に観察される:不良
【0104】
(伸縮性積層シートの100%伸張を2回行なった後の50%戻り荷重)
実施例1〜13及び比較例1〜6において得られた伸縮性積層シートについて、エラストマーフィルムの100%伸張を2回行なった後の50%戻り荷重の測定方法と同様にして測定した。
【0105】
実施例1〜13及び比較例1〜6において得られた伸縮性積層シートの物性を表4〜6に示す。
【0106】
【表4】
【0107】
【表5】
【0108】
【表6】
【0109】
実施例1〜13より、エラストマーフィルムの100%伸張を2回行なった後の50%戻り荷重が0.8N/25mm以上であり、エラストマーフィルムと不織布とが4N/25mm以下の接着強度で一様に接着した伸縮性積層シートは、柔らかく、外観が良好で、かつ、伸縮性に富んでいた。
【符号の説明】
【0110】
1、1’…伸縮性積層シート、2…不織布、2a…第1の不織布、2b…第2の不織布、3…エラストマー層、A1…低伸縮性積層部、A2…高伸縮性積層部、10、10’…積層シート。
【技術分野】
【0001】
本発明は、伸縮性積層シート及びこれを備える物品に関する。
【背景技術】
【0002】
おむつやその他の衛生用品で使用するための種々の伸縮性部材が提案されている。特許文献1には押出接着された不織弾性フィルム積層体が、特許文献2には吸収性物品が、特許文献3には多段伸張特性を持つ複合弾性体が、それぞれ開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】国際公開第2001/054900号
【特許文献2】国際公開第03/047488号
【特許文献3】米国特許第6313372号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の伸縮性部材は、優れた伸縮性を実現しようとすると硬くなる傾向があり、伸縮性部材全体のしなやかさについて更なる改善が必要な場合がある。伸縮性部材を衛生用品等に用いる場合には、伸縮性部材が直接肌に接触することがあるため、優れた伸縮性と共に、伸縮性部材全体が柔らかいこと、表面の肌触りが良いこと、表面の外観がよいこと等が重要である。
【課題を解決するための手段】
【0005】
本発明は、1つの態様において、エラストマーフィルムと不織布との積層体からなる伸縮性積層シートであって、エラストマーフィルムは、100%伸張を2回行なった後の50%戻り荷重が0.8N/25mm以上であり、エラストマーフィルムと不織布とが、4N/25mm以下の接着強度で一様に接着している伸縮性積層シートである。
【0006】
他の態様において、上記積層体は、エラストマーフィルムの両面に不織布を備える積層体であり、また、エラストマーフィルムの坪量が60g/m2以下であり得る。
【0007】
さらに他の態様において、本発明は、エラストマーフィルムと、当該エラストマーフィルムの少なくとも一方の面上に設けられた不織布とを含む積層体からなる積層シートであって、積層シートは、低伸縮性積層部及び高伸縮性積層部を有しており、エラストマーフィルムは、高伸縮性積層部において、100%伸張を2回行なった後の50%戻り荷重が0.8N/25mm以上であり、且つ、エラストマーフィルムと不織布とが、4N/25mm以下の接着強度で一様に接着している積層シートであり得る。なお、低伸縮性積層部及び高伸縮性積層部は、いずれもエラストマーフィルムと不織布の積層体の一部分であり、積層シートの一部を構成するものである。
【0008】
また、上記積層シートの他の態様において、上記積層体は、エラストマーフィルムの両面に不織布を備える積層体であり、また、エラストマーフィルムの坪量が60g/m2以下であり得る。
【0009】
また、本発明の一側面において、上記伸縮性積層シート又は上記積層シートを備える物品が提供される。
【発明の効果】
【0010】
本発明によれば、柔らかさ、表面の手触りや外観のよさを維持しつつ、優れた伸縮性を有する伸縮性積層シート及び積層シート、並びに当該伸縮性積層シート又は上記積層シートを備える物品を提供することができる。
【図面の簡単な説明】
【0011】
【図1】第一実施形態に係る伸縮性積層シートの斜視図である。
【図2】第二実施形態に係る伸縮性積層シートの斜視図である。
【図3】(a)は100%伸張を2回行なった後の50%戻り荷重測定前のエラストマーフィルムの一例を示す正面図である。(b)は2回目の100%伸張を行うため、一度伸張したエラストマーフィルムを再度シート材で固定したエラストマーフィルムの一例を示す正面図である。
【図4】(a)はエラストマーフィルムを固定した状態の断面図、(b)は100%伸張させた状態の断面図、(c)は元に戻した状態の断面図である。
【図5】(a)は一度伸張したエラストマーフィルムを固定した状態の断面図、(b)は100%伸張させた状態の断面図、(c)は50%まで元に戻した状態の断面図である。
【図6】剥離強度測定前に、伸縮性積層シートを伸縮させるための治具の一例を示す斜視図である。
【図7】(a)は、第二実施形態に係る伸縮性積層シートの剥離強度の測定方法の一例を示す正面図であり、(b)は、当該正面図をVIIb−VIIb線で切断した断面図である。
【図8】第二実施形態に係る伸縮性積層シートの製造方法の一例である。
【図9】第二実施形態に係る伸縮性積層シートの製造方法において、溶融したエラストマーフィルムと不織布とが冷却ロール及びニップロールにより接合される状態の一例を示す断面図である。
【図10】第一実施形態に係る伸縮性積層シートを備える積層シートの斜視図である。
【図11】本発明の第二実施形態に係る伸縮性積層シートを備える積層シートの斜視図である。
【発明を実施するための形態】
【0012】
以下、図面を参照しながら本発明の好適な実施形態について詳細に説明するが、本発明の伸縮性積層シートは、以下の実施形態に限定されるものではない。なお、以下の説明では、同一又は相当部分には同一符号を付し、重複する説明は省略する。
【0013】
図1は、第一実施形態に係る伸縮性積層シートの斜視図である。第一実施形態に係る伸縮性積層シート1は、エラストマーフィルム3と不織布2の積層体からなり、エラストマーフィルム3の一方面上に不織布2が設けられている。
【0014】
図2は、第二実施形態に係る伸縮性積層シートの斜視図である。第二実施形態に係る伸縮性積層シート1’は、エラストマーフィルム3と第1の不織布2a及び第2の不織布2bの積層体からなり、エラストマーフィルム3の一方面には第1の不織布2aが、他方面には第2の不織布2bが、それぞれ設けられている。第1の不織布2a及び第2の不織布2bは、同一のものであっても異なる種類のものであってもよい。
【0015】
伸縮性積層シート1及び1’において、エラストマーフィルム3をそれ単独で100%伸張を2回行なった後の50%戻り荷重は、0.8N/25mm以上であり、且つ、エラストマーフィルム3と不織布2、又は、エラストマーフィルム3と第1の不織布2a及び第2の不織布2bは、それぞれ接触面が一様に接着しており、その接着強度はいずれも4N/25mm以下である。
【0016】
「100%伸張を2回行なった後の50%戻り荷重」(以下、単に「戻り荷重」という。)とは、伸縮性積層シート1から不織布2を、或いは、伸縮性積層シート1’から不織布2a及び第2の不織布2bを剥すことにより得られたエラストマーフィルム3に対し、100%伸張を2回行った後、戻り時50%伸張時の荷重を意味する。もし伸縮性積層シート1から不織布2を、又は、伸縮性積層シート1’から第一の不織布2a若しくは第二の不織布2bを剥すことが困難な場合には、エラストマーフィルム3の表面が傷つかない範囲内(たとえば、粘着テープを不織布2又は第一の不織布2a若しくは第二の不織布2bに貼り付けた後に、粘着テープを不織布から剥離する等)で不織布を取り除けばよく、不織布の一部がエラストマーフィルム3から完全に除去されていなくてもよい。具体的な測定法を、図3〜5を参照しながら以下説明する。
【0017】
図3(a)は、100%伸張を2回行なった後の50%戻り荷重測定前のエラストマーフィルム3の一例を示す正面図であり、図3(b)は、2回目の100%伸張を行うため、一度伸張したエラストマーフィルム3を再度シート材で固定したエラストマーフィルム3の一例を示す正面図である。図4は、1回目の100%伸張を行う工程の一例を示す断面図であり、(a)はエラストマーフィルム3を固定した状態、(b)は100%伸張させた状態、(c)は元に戻した状態、をそれぞれ示す断面図である。図5は、2回目の100%伸張を行う工程の一例を示す断面図であり、(a)は一度伸張したエラストマーフィルム3を固定した状態、(b)はこのエラストマーフィルム3を100%伸張させた状態、(c)は50%まで元に戻した状態、をそれぞれ示す断面図である。
【0018】
「100%伸張を2回行なった後の50%戻り荷重」は以下のようにして測定する。すなわち、まず、図3(a)に示すように、エラストマーフィルム3の両端部をシール材31(33)、32(34)でシールする。次に、図4(a)に示すように、25mm離した引張強度試験機のチャック(固定部)35、36に測定試料であるエラストマーフィルム3を固定する(固定時に測定試料に応力がかからないようにする)。続いて、図4(b)に示すように、測定試料を速度300mm/分で25mm伸張させた後、さらに、図4(c)に示すように、速度300mm/分で元のチャック位置まで戻す。最初の位置に戻ったところで、一度チャックの固定を解除して測定試料を外し、図3(b)に示すように、シール材31(33)及び32(34)の上から、再度、シール材31’(33’)及び32’(34’)をそれぞれシールした。再度この測定試料を、固定時に測定試料に荷重がかからないようにしながら、25mm離した引張強度試験機のチャック(固定部)で固定する(図5(a))。再固定された測定試料を速度300mm/分で25mm伸張させた後(図5(b))、伸びが12.5mmになる位置まで速度300mm/分でチャックを戻し(図5(c))、そのときに測定された荷重を測定する。なお、チャックの移動や荷重の測定は全て23±2℃で行ない、25mm伸張させて伸縮させるまでは1秒以内で行なう。
【0019】
伸縮性積層シート1又は1’を使い捨ておむつにおけるメカニカルファスナを取付けるイヤ部に使用した際、エラストマーフィルム3の戻り荷重は、身体の形状や動きに適度な荷重で追従するという観点から、その下限は0.8N/25mm以上であることが好ましく、0.9N/mmであることがより好ましい。戻り荷重が0.8N/25mmより低い場合は、身体と隙間が出来たり、身体の所定の位置から容易にずれる等の不具合が生じる。一方、戻り荷重の上限は、身体への締め付け過ぎを抑えるという観点から、1.4N/25mm以下であることが好ましく、1.2N/25mm以下であることがより好ましい。
【0020】
「接着強度」とは、温度23±2℃において、剥離速度500mm/分における剥離試験により得られた剥離強度を意味する。具体的な測定方法を図6、7を参照しながら、以下説明する。
【0021】
図6は、剥離強度測定前に、伸縮性積層シート1又は1’を伸縮させるための治具の一例を示す斜視図である。図6に示すように、伸縮性積層シート1又は1’の一端を、メカニカルファスナ45,46で挟持した上でステンレス製パネル41,42で挟み、他端を、メカニカルファスナ47,48で挟持した上でステンレス製パネル43,44で挟み固定する。このように固定させた状態で、伸縮性積層シート1又は1’を伸張する。次いで伸張後のシートを所定寸法の矩形状に切り出す。次に、伸縮性積層シート1の場合には、得られた矩形状の試料におけるエラストマーフィルム3全体をマスキングテープでマスクして、伸縮性積層シート1’の場合には、得られた矩形状の試料における第2の不織布2b全体をマスキングテープでマスクして、剥離強度測定用の測定試料とする。
【0022】
図7(a)は、伸縮性積層シート1’の剥離強度の測定方法の一例を示す正面図であり、(b)は、当該正面図をVIIb−VIIb線で切断した断面図である。これらの図に示すように、得られた測定試料において、第1の不織布2aを一定長エラストマーフィルム3から剥離する。この際、測定試料の一端をフィラメントテープ51,52で固定し、他端をフィラメントテープ53,54にて固定した状態で剥離する。この場合において、フィラメントテープ51,52で固定する第1の不織布2a(伸縮性積層シート1の場合には、不織布2)の幅が、元の測定試料の幅と同一になるようにする。また、引張強度試験機の上方のチャック55に、フィラメントテープ51,52にて固定された第1の不織布2aを固定し、下方のチャック56に、エラストマーフィルム3/第1の不織布2a/マスキングテープ60の3層構造の部分(伸縮性積層シート1の場合には、エラストマーフィルム3/マスキングテープの2層構造の部分)を固定する。ここで、下方のチャック56に固定された3層構造の部分の部分(伸縮性積層シート1の場合には、2層構造の部分)と、第1の不織布2aが未剥離の状態である測定試料とが常に約60°の角度となるように維持しながら、剥離強度の測定を実施する。なお、伸縮性積層シート1’の場合には、第2の不織布2bについても、上記した第1の不織布2a側と同様の剥離処理及び剥離試験を行って接着強度を測定する。
【0023】
剥離強度は、下記式により算出する。すなわち、長さa剥離したところから、長さb剥離したところまで(b>a)の積分平均を剥離強度とする。積分平均とは、剥離強度がf(x)で表される場合、下記式(1)で表される。
【0024】
【数1】
【0025】
なお、上述の通り、剥離後にエラストマーフィルム面に不織布の一部が残っても、剥離強度は測定可能である。
【0026】
本発明における「一様に接着している」とは、伸縮性積層シート1において、エラストマーフィルム3と、不織布2の繊維とが、伸縮性積層シート1’においては、エラストマーフィルム3と、第1の不織布2a若しくは第2の不織布2bの繊維とが、同様の接着力で連続して接着していることを意味し、エラストマーフィルム3は全面が不織布2又は第一の不織布2a若しくは第二の不織布2bで覆われている構造となっている。例えば、従来の伸縮性積層シートにおいて見られるような、表面に1mm程度の点状や線状などの凸部パターンを持ったニップロールを用いた押出ラミネートによって、エラストマーフィルム3と、不織布2又は第1の不織布2a若しくは第2の不織布2bとがニップロールの凸部パターン部分で部分的に強く接着している形態や、間隔を設けて塗布された接着剤により、伸縮性積層シート1又は1’のエラストマーフィルム3と、不織布2又は第1の不織布2a若しくは第2の不織布2bとが部分的に貼り合わせられた形態などは、エラストマーフィルム3と、不織布2又は第1の不織布2a若しくは第2の不織布2bと、が一様に接着されているとはいえない。
【0027】
エラストマーフィルム3と、不織布2又は第1の不織布2a若しくは第2の不織布2bとの剥離強度は、伸縮性と、伸縮性部材全体の柔らかさをよくするという観点から、4N/25mm以下であることが好ましく、3N/25mm以下であることがより好ましい。一方、剥離強度の下限については、不織布の風合いを維持しながらも、繰り返し伸縮によるエラストマーフィルム3からの、不織布2又は第1の不織布2a若しくは第2の不織布2bの剥がれを抑制するという観点から、2N/25mm以上であることが好ましい。
【0028】
伸縮性積層シート1又は1’に含まれるエラストマーフィルム3について説明する。エラストマーフィルム3は、伸縮性を有し、加熱により溶融して接着性を発現するものであれば特に限定されないが、伸縮性積層シート1又は1’に、柔らかさと、優れた伸縮性とを付与する観点から、(1)低永久伸び、(2)高破断強度、及び(3)低メルトインデックス(MI)であるエラストマーフィルムであることが好ましい。
【0029】
このようなエラストマーフィルムを構成するエラストマーとしては、スチレン系熱可塑性エラストマー、オレフィン系熱可塑性エラストマー(TPO)、塩ビ系熱可塑性エラストマー、ウレタン系熱可塑性エラストマー、エステル系熱可塑性エラストマー、アミド系熱可塑性エラストマーが挙げられる。
【0030】
典型的には、JIS K6301 で測定した永久伸びが30%以下(好ましくは20%以下、更に好ましくは10%以下)、JIS K6251−93で測定した破断強度が7MPa以上(好ましくは13MPa以上、更に好ましくは20MPa以上)であるエラストマーフィルムが好ましい。また、スチレン系熱可塑性エラストマーに関してはJIS K7210−76で測定したメルトインデックス(200℃、5kg、10分)が100以下(好ましくは50以下、更には30以下)、オレフィン系熱可塑性エラストマーに関してはメルトインデックス(230℃、2.16kg、10分)が50以下(好ましくは30以下、更には10以下)、のエラストマーフィルムが好適に用いられる。
【0031】
ここで、熱可塑性エラストマーは、ハードセグメントとソフトセグメントとからなり、主にハードセグメントが分子拘束の機能を有する。スチレン系熱可塑性エラストマーとしては、ハードセグメントがポリスチレン、ソフトセグメントがポリブタジエン、ポリイソプレン又はこれらの水添物(拘束様式は凍結相)が挙げられる。オレフィン系熱可塑性エラストマーとしては、ハードセグメントがポリエチレン又はポリプロピレン、ソフトセグメントが、エチレンプロピレン系ゴム(EPDM、EPM、EEM)又は水添(スチレン)ブタジエンゴム、(拘束様式は結晶相)が挙げられる。
【0032】
塩ビ系熱可塑性エラストマーとしては、ハードセグメントが結晶ポリ塩化ビニル、ソフトセグメントが非結晶ポリ塩化ビニル又はNBR(拘束様式は結晶相)が挙げられ、ウレタン系熱可塑性エラストマーとしては、ハードセグメントがウレタン構造、ソフトセグメントがポリエステル又はポリエーテル(拘束様式は水素結合又は結晶相)が挙げられる。エステル系熱可塑性エラストマーとしては、ハードセグメントがポリエステル、ソフトセグメントがポリエーテル又はポリエステル(拘束様式は結晶相)が挙げられ、アミド系熱可塑性エラストマーとしては、ハードセグメントがポリアミド、ソフトセグメントがポリエーテル又はポリエステル(拘束様式は水素結合又は結晶相)が挙げられる。
【0033】
上記熱可塑性エラストマーは、1種のみからなるものであっても、ブレンド物であってもよく、インターペネトレーティングポリマーネットワーク(IPN)を形成していてもよい。さらには、動的加硫により製造されるものであってもよい。
【0034】
まず、スチレン系熱可塑性エラストマーとしては、具体的に、芳香族ビニル―共役ジエン(またはその不飽和結合の一部、またはすべてが水素添加されたもの)―芳香族ビニルブロック共重合体、を基本構造とする様々なタイプの3元系ブロックポリマー材料を使用することができる。芳香族ビニル重合体を構成するビニル単量体として望ましいのはスチレンである。また、共役ジエンを構成する単量体としては、1,3−ブタジエン、イソプレン、2,−3−ジメチル−1,3−ブタジエン、2−クロロ−1,3−ブタジエン、1,3−ペンタジエン、1,3−ヘキサンジエン、が挙げられ、それらの不飽和結合の部分、またはすべては、スチレン系熱可塑性エラストマーとして使用される時点で水素添加されていてもよい。スチレン系熱可塑性エラストマーの代表的なものとしては、スチレン―イソプレン―スチレンブロック共重合体(SIS)、スチレン―エチレン・ブチレン―スチレンブロック共重合体(SEBS)、スチレン―ブタジエン―スチレンブロック共重合体(SBS)、スチレン―エチレン・プロピレン―スチレンブロック共重合体(SEPS)、スチレン―エチレン・エチレン/プロピレン―スチレンブロック共重合体(SEEPS)、スチレン―ブタジエン・ブチレン―スチレンブロック共重合体(SBBS)が挙げられる。これらのスチレン系エラストマーの構造としては、線状、放射状、星状であってもよい。
【0035】
スチレン系熱可塑性エラストマーには、芳香族ビニル−共役ジエン(またはその不飽和結合の一部、またはすべてが水素添加されたもの)を基本構造とする2元系のブロックポリマーが含まれていてもよい。ただし、永久伸びを低くするという観点から、このような2元系のブロックポリマーの量は、スチレン系熱可塑性エラストマー成分全体の重量を100重量%とした場合、10重量%以下が好ましく、3重量%以下がより好ましい。
【0036】
さらに、本発明においてスチレン系熱可塑性エラストマーとしてSISが用いられる場合は、SIS全体の重量を100重量%としたときのスチレン比率が、35重量%以上が好ましく、40重量%がより好ましい。また、スチレン系熱可塑性エラストマー中の2元系のブロックポリマーの比率は、スチレン系熱可塑性エラストマー全体の重量(つまり、SIS及びSIの2元系のブロックポリマーの合計量)を100重量%として、10重量%以下が好ましく、3重量%以下がより好ましい。なお、そのスチレンドメインの形状としては、スフィア構造、シリンダー構造が好ましく、スフィア構造がより好ましい。
【0037】
例えば、SISブロック共重合体としては;
日本ゼオン社製、商品名Quintac SL−159(メルトインデックス20以下(200℃ 5kg、g/10分)、2元系ブロックポリマー1重量%以下、スチレン比率48重量%)、及び
デキサコ社製、商品名Vector 4411(メルトインデックス40(200℃ 5kg、g/10分)、2元系ブロックポリマー1重量%以下、スチレン比率44重量%)75重量%と、クレイトン社、商品名D1117(メルトインデックス33(200℃ 5kg、g/10分)、2元系ブロックポリマー33重量%、スチレン比率17重量%)25重量%の混合物、
等が挙げられる。
【0038】
次に、オレフィン系熱可塑性エラストマーとしては、単純ブレンド型TPO、インプラント化TPO、動的加硫型TPO等が挙げられる。インプラント化TPOにおいてはエチレン比率が14%以上であることが好ましい。
【0039】
オレフィン系エラストマーとしては、また、メタロセン触媒を用いて重合されたオレフィン系エラストマーブロック共重合体(VistaMaxx6102、重量比エチレン含有率:16%、メルトインデックス3(230℃ 2.16kg、g/10分)が有用である。
【0040】
エラストマーフィルム3には、上記重合体の他に、タッキファイヤー(粘着性付与剤)等の添加剤が含まれていてもよい。
【0041】
タッキファイヤーとしては、上記重合体との相溶性の良いものが好ましい。例えば、SIS共重合体については、ロジン系、テルペン系、石油系のもの等を使用することができる。2種以上のタッキファイヤーを組み合わせて使用してもよい。
【0042】
例えば、ロジン系タッキファイヤーとしてパインクリスタル(商標)(荒川化学工業株式会社);テルペン系タッキファイヤーとしてYSポリスター(商標)(ヤスハラケミカル);石油系タッキファイヤーであるウイングタックプラス(商標)(CRAY VALLEY社製)及び、アルコン(商標)(荒川化学工業株式会社社製)等の市販品が使用可能である。
【0043】
タッキファイヤーの量は、得られる伸縮性積層シート1及び1’の用途等に応じて適宜決定すればよい。ある態様においては、エラストマーフィルム3の原料組成物の全量を基準として、0.1〜10重量%とすることができる。
【0044】
エラストマーフィルム3の原料組成物は、更に、各種の添加剤(酸化防止剤、耐候剤、紫外線吸収剤、着色剤、無機充填材、オイル等)を含むこともできる。
【0045】
エラストマーフィルム3は、伸縮性積層シート1及び1’の柔らかさ及び外観の良さの観点から、坪量がそれぞれ60g/m2以下であることが好ましく、50g/m2以下であることがより好ましく、45g/m2以下であることがさらに好ましい。一方、耐久性の観点から、エラストマーフィルム3の坪量は20g/m2以上であることが好ましく、30g/m2以上であることがより好ましい。
【0046】
エラストマーフィルム3の厚さは、約5〜約100μmとすることができ、一層構造であっても、複数層構造であってもよい。複数層構造の場合、各層は異なるエラストマー含有組成物から構成することができる。その際、複数層のうち少なくとも1層は、前記のような熱可塑性エラストマーから構成される。やわらい風合いや身体へのしなやかな追従という観点から、エラストマーフィルム3全体の厚さは、60μm以下であることが好ましく、50μm以下であることがより好ましい。一方、耐久性の観点から、エラストマーフィルム3全体の厚さは、20μm以上であることが好ましく、30μm以上であることがより好ましい。
【0047】
伸縮性積層シート1に含まれる不織布2、伸縮性積層シート1’に含まれる第1の不織布2a及び第2の不織布2bについて説明する。不織布2又は第1の不織布2a若しくは第2の不織布2bを構成する繊維材料について、特に制限はなく、従来から知られている種々の繊維材料から形成することができる。得られる伸縮性積層シート1又は1’の伸縮性、柔らかさ、及び、手触りの良さの観点からの点から、ポリプロピレン繊維、ポリエステル繊維とポリオレフィン繊維とを混紡した混合繊維、ポリエチレンテレフタレートの芯材と当該芯材をポリエチレンで覆った同心型複合繊維が好ましい。ポリエステル繊維とポリオレフィン繊維とを混紡した混合繊維の混紡比については特に制限はないが、伸縮性の観点から、ポリエステル繊維を主体とし、これにポリオレフィン繊維を混紡したものが好ましく、ポリエステル繊維が80重量%以上含まれることが好ましく、90重量%以上含まれることがより好ましい。
【0048】
不織布2又は第1の不織布2a若しくは第2の不織布2bの製造方法に関しても、制限はない。上記材料を使用して、従来より知られる製法に基づき製造することができる。伸縮性積層シート1及び1’に良好な伸長性を与えるという観点から、スパンボンド法、スパンレース法、サーマルボンド法などが好適である。スパンレース法は、得られる不織布に対して良好な肌触りを与えることができる。
【0049】
不織布2、第1の不織布2a及び第2の不織布2bとしては、約30μm〜約200μmの厚さのものをそれぞれ使用することができ、布様の風合いを持ちつつも、嵩高くなってやわらかい風合いを損うことがないよう、150μm以下であることが好ましく、80μm以下であることがより好ましい。一方、耐久性の観点から、30μm以上が好ましく、35μm以上がより好ましい。また不織布2、第1の不織布2a及び第2の不織布2bは、10〜50g/m2の目付けでそれぞれ使用することができ、柔らかさの観点から、40g/m2以下が好ましく、35g/m2以下がさらに好ましい。一方、耐久性の観点から、12g/m2以上が好ましく、15g/m2以上がより好ましい。
【0050】
伸縮性積層シート1又は1’全体の厚さとしては、その使途などに応じて広い範囲で変更することができるが、約50μm〜約2mmの範囲で用いられる。柔らかさの点から、伸縮性積層シート1又は1’全体の厚さは、約80μm〜約1mmであることが好ましく、約90μm〜約600μmであることがより好ましい。
【0051】
第一及び第二実施形態に係る伸縮性積層シート1及び1’の製造方法に関しては、特に限定されない。例えば、同時押出ラミネート、ニップ工程で積層シートに全く圧力を及ぼさないよう接着積層される押出ラミネート、接着剤を用いたエラストマーフィルムへの不織布または繊維の接着、エラストマーフィルム表面へのメルトブロウン法による不織布形成、エラストマー表面と繊維または不織布の熱ラミネート等が挙げられる。
【0052】
伸縮性積層シート1及び1’は、同時溶融押出しラミネート法によって有利に製造することができる。同時溶融押出しラミネート法は、いろいろなプロセスで実施することができる。例えば、第二実施形態に係る伸縮性積層シート1’は、図8に示すような一連のプロセスで製造することができる。
【0053】
供給ロール22には第1の不織布2aが巻き取られており、矢印で示すように、一対のラミネート用のロール24及び25の間に送り出される。一方、供給ロール21には第2の不織布2bが巻き取られており、矢印で示すように、冷却ロール25及びニップロール24の間に送り出される。なお、供給ロール22を除くことにより、第一実施形態に係る伸縮性積層シート1を製造することができる。この場合、不織布2がニップロール24側に、エラストマーフィルム23が冷却ロール25側に存在する。また、供給ロール21及び供給ロール22の両方を使用することにより、第二実施形態に係る伸縮性積層シート1’を製造することができる。
【0054】
冷却ロール25は、ほぼ平滑な表面を有するカレンダーロールから形成することができる。エラストマーフィルム3は、押出機(図示せず)に接続されたダイ(通常、Tダイ)23から溶融流の形で送り出され、第1の不織布2aと第2の不織布2bの間に案内され、ここで冷却され、固化される。
【0055】
ニップロール24は、図9に示すように、その表面に凹部を少なくとも1つ有する。ここで、ニップロール24の凹部におけるロール軸方向長さは、積層シート10又は10’における高伸縮性積層部のCD方向長さとほぼ同一である。また、ニップロール24に設けられた凹部28の深さTは、第1の不織布2a/エラストマーフィルム3/第2の不織布2b(または不織布2/エラストマーフィルム3)からなる伸縮性積層シート1’(または伸縮性積層シート1)全体の厚さ(H)より、凹部のロール軸方向全面に亘って常に厚くなっており、T/Hの値が、常に、好ましくは1.1倍以上、より好ましくは1.5倍以上であり、且つ好ましくは100倍以下、より好ましくは50倍以下となるように、ニップロール24は構成される。ニップロール24における凹部28の底面S1と、冷却ロール25の表面S2との間の距離は、例えば、第1の不織布2a/エラストマーフィルム3/第2の不織布2b(または不織布2/エラストマーフィルム3)からなる伸縮性積層シート1’(または伸縮性積層シート1)の厚さが50μmである場合には、好ましくは1mm以上、より好ましくは2mm以上、伸縮性積層シート1’(または伸縮性積層シート1)の厚さが200μmである場合には、好ましくは1mm以上、より好ましくは2mm以上、伸縮性積層シート1’(または伸縮性積層シート1)の厚さが2mmである場合には、好ましくは2.2mm以上、より好ましくは3mm以上離れているように設計されるとよい。このような設計の凹部28を備えるニップロール24及び冷却ロール25を使用することにより、得られる積層シート10’(または積層シート10)において、冷却ロール25及びニップロール24からの圧力を直接受けない領域を形成することができる。この領域が、第1の不織布2a及び第2の不織布2b(または不織布2)と、エラストマーフィルム3とが、特定の強度で一様に接着している第二実施形態に係る伸縮性積層シート1’(または第一実施形態に係る伸縮性積層シート1)に対応する。
【0056】
第1の不織布2a、エラストマーフィルム3及び第2の不織布2bは、図示される通り、冷却ロール25及びニップロール24により積層され、一様に接着する。得られたシート状の積層シート10は、ロール26によって、冷却ロール25の外周を矢印の方向に案内される。このようにして製造された積層シート10’(または積層シート10)は、ロール26のところで方向転換させられた後、矢印の方向に案内され、巻き取りロール27に巻き取られる。
【0057】
上述の製造方法によれば、まず、本発明の一態様である積層シート10’(又は積層シート10)が製造される。得られた積層シート10’の高伸縮性積層部を、所定の形状及び大きさに切り出すことで、第二実施形態に係る伸縮性積層シート1’を得ることができる。同様に、得られた積層シート10の高伸縮性積層部を、所定の形状及び大きさに切り出すことで、第一実施形態に係る伸縮性積層シート1を得ることができる。
【0058】
上記の製造方法により得られる積層シート10及び伸縮性積層シート1(又は積層シート10’及び伸縮性積層シート1’)は、エラストマーフィルム3の製造工程と、エラストマーフィルム3と不織布2、(エラストマーフィルム3と第1の不織布2a及び第2の不織布2b)とのラミネート工程とを同時に行うことによって製造できるので、コストパフォーマンスにすぐれている。
【0059】
エラストマーフィルム3を多層エラストマーフィルムとして使用する場合には、2個もしくはそれ以上の押出機を使用して、ダイ23からエラストマーフィルム3を多層の溶融流の形で送り出すことができる。その際、多層のうち少なくとも1層は、前記のような熱可塑性エラストマーから構成される。なお、本発明の効果を損なわない範囲において、コストダウンや、不織布との接着などを目的とした熱可塑性エラストマー以外の層を同時に押し出してもよい。熱可塑性エラストマー以外の材料としては、例えばポリエチレン、ポリプロピレン、ポリエチレン系の各種共重合体、たとえばエチレン―ビニルアセテート共重合体、エチレン―無水マレイン酸共重合体、エチレン―アルファオレフィン共重合体等が挙げられる。
【0060】
また、水蒸気透過性を付与するため、得られた積層シート10又は10’、伸縮性積層シート1又は1’に対してヒートニードル加工を施し、水蒸気透過に適度の細孔を積層シート10又は10’、伸縮性積層シート1又は1’に付与することもできる(パーフォレーション)。
【0061】
図10は、上記の製造方法により得られる積層シート10(エラストマーフィルム3/不織布の2層構造)の一例を示す斜視図である。積層シート10においては、第一実施形態に係る伸縮性積層シート1が伸縮性積層部A2を構成する。図11は、第二実施形態に係る伸縮性積層シート1’が伸縮性積層部A2を構成する積層シート10’(第一の不織布2a/エラストマーフィルム3/第二の不織布2bの3層構造)の一例を示す斜視図である。図10又は11において、積層シート10又は10’は、伸縮性積層部A2と、伸縮性積層部A2よりも低い伸縮性を有する伸縮性積層部A1からなり、A1及びA2とが一方向に交互に配置されている。以下、伸縮性積層部A2を、伸縮性積層部A1に対して相対的に良好な伸縮性を有する観点から「高伸縮性積層部」と、また伸縮性積層部A1を「低伸縮性積層部」という。
【0062】
このように、積層シート10は、エラストマーフィルム3/不織布2の2層構造からなる低伸縮性積層部及び高伸縮性積層部を有し、積層シート10’は、第1の不織布2a/エラストマーフィルム3/第2の不織布2bの3層構造からなる低伸縮性積層部及び高伸縮性積層部を有している。ここで、高伸縮性積層部において、エラストマーフィルム3は、100%伸張を2回行なった後の50%戻り荷重が0.8N/25mm以上であり、エラストマーフィルム3と不織布2又は第一の不織布2a若しくは第二の不織布2bとが、4N/25mm以下の接着強度で一様に接着している。すなわち、高伸縮性積層部は、上述した本発明の一態様である伸縮性積層シート1又は1’と同様の構造を有している。
【0063】
例えば、高伸縮性積層部A2及び低伸縮性積層部A1が、積層シート製造時におけるシートの流れ方向(MD:Machine Direction)に並行な帯状の領域として形成される場合、高伸縮性積層部A2と低伸縮性積層部A1とは、MDに垂直な幅方向(CD:Cross Machine Direction)に隣り合う。また、高伸縮性積層部A2及び低伸縮性積層部A1が、シート製造時におけるシートの流れ方向(MD)に垂直な方向(CD)に並行な帯状の領域として形成される場合には、高伸縮性積層部A2と低伸縮性積層部A1とは、MDに沿って隣り合う。ただし、積層シート10、10’において、高伸縮性積層部A2及び低伸縮性積層部A1が必ずしも交互に隣り合う必要はない。
【0064】
このように、積層シート中に、適宜、低伸縮性積層部を配置することで、高伸縮性積層部の手触りのよさ、柔らかさを維持しつつ、低伸縮性積層部により衛生用品の本体部への固定が確実に行われる。積層シートがこのようにして使用・固定される本体部としては、例えば、下着等の衣類、使い捨ておむつ等の衛生用品(例えば、使い捨ておむつにおけるメカニカルファスナを取付けるイヤ部)、伸縮性のサポーター、マスクの耳かけ部、保温部材が挙げられる。
【0065】
また、伸縮性積層シート1及び1’は、そのままで、使い捨ておむつ、使い捨て衛生キャップ等の衛生用品(例えば、使い捨ておむつにおけるメカニカルファスナを取付けるイヤ部、使い捨て衛生キャップの頭部固定部分)、サポーター、包帯、マスクの耳かけ部、保温部材等の用途に使用される。
【実施例】
【0066】
以下、実施例及び比較例に基づいて本発明をより具体的に説明するが、本発明は以下の実施例に限定されるものではない。
【0067】
<積層シートの作製>
(実施例1)
エラストマーフィルムの原料として、スチレン含有率48重量%のSIS共重合体(日本ゼオン社製、商品名「Quintac SL−159」)を用いた。不織布として、延伸性芯鞘型サーマルボンド不織布(同心型複合繊維、PET芯/PE鞘=50%/50%)(目付け20g/m2)を用いた。
【0068】
図8及び9で示すような同時溶融押出しラミネート装置を使用して、ラミネート条件を、押出機内のエラストマー溶融温度:215℃、ニップ圧:0.1Mpa、ニップロール24における凹部28の底面S1と、冷却ロール25の表面S2との間の距離:3mmとし、エラストマーフィルムと不織布とからなる伸縮性積層シートを作製した。ここで、ニップロール24における凹部28の底面S1には突起は無くニップ面積比が0%である。エラストマーを、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が30g/m2となるように吐出した。次いで、この溶融エラストマーフィルムが冷却ロール25とニップロール24との間にある隙間に入る直前に、別途作製された不織布2をニップロール24側から挿入した。冷却ロール25とニップロール24との間で、溶融エラストマーフィルムと不織布とが接触し、溶融エラストマーフィルムが固化することにより、不織布/エラストマーフィルムの2層構造の積層シートが得られた。得られたシートを、巻き取りロール27によって引き取った。
【0069】
(実施例2)
エラストマーフィルムの原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が45g/m2となるように吐出した。そして、この溶融エラストマーフィルムが、冷却ロール25とニップロール24の間にある3mmの隙間のニップに入る直前に、別途作製した第1の不織布2a及び第2の不織布2bを、ニップロール24及び冷却ロール25側から挿入した。これらの条件以外は実施例1と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0070】
(実施例3)
不織布として、目付け24g/m2の延伸性芯鞘型サーマルボンド不織布(同心型複合繊維、PET芯/PE鞘=50%/50%)を用いた以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0071】
(実施例4)
不織布として、目付け22g/m2の延伸性サーマルボンド不織布(ポリプロピレン 100%)を用いた以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0072】
(実施例5)
不織布として、目付け24g/m2の延伸性芯鞘型サーマルボンド不織布(ポリプロピレン 100%)を用いた以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0073】
(実施例6)
不織布として、目付け27g/m2の延伸性芯鞘型サーマルボンド不織布(ポリプロピレン 100%)を用いた以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0074】
(実施例7)
エラストマーフィルムの原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が50g/m2となるように吐出した。また、不織布として、目付け32g/m2の混合繊維(混合比;ポリエステル繊維:ポリプロピレン繊維=90:10)を用いた。これらの条件以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0075】
(実施例8)
エラストマーフィルムの原料として、エチレン含有率17重量%のエチレン−プロピレン(EP)共重合体(ExxsonMobil社製<米国>、商品名「VistaMaxx 6102」)を用いた。そして、エラストマーフィルムの原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が55g/m2となるように吐出した。これらの条件以外は実施例1と同様にして、不織布/エラストマーフィルムの2層構造の積層シートが得られた。
【0076】
(実施例9)
エラストマーフィルムの原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が45g/m2となるように吐出した。そして、この溶融エラストマーフィルムが、冷却ロール25とニップロール24の間にある3mmの隙間のニップに入る直前に、別途作製した第1の不織布2a及び第2の不織布2bを、ニップロール24及び冷却ロール25側から挿入した。これらの条件以外は実施例8と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0077】
(実施例10)
エラストマーフィルムの原料として、エチレン含有率17重量%のエチレン−プロピレン(EP)共重合体(ExxsonMobil社製<米国>、商品名「VistaMaxx 6102」)を用いた。不織布として、目付け22g/m2の延伸性サーマルボンド不織布(ポリプロピレン 100%)を用いた。そして、エラストマーフィルムの原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が54g/m2となるように吐出した。これらの条件以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0078】
(実施例11)
エラストマーフィルムの原料として、エチレン含有率17重量%のエチレン−プロピレン(EP)共重合体(ExxsonMobil社製<米国>、商品名「VistaMaxx 6102」)を用いた。不織布として、混合繊維(混合比;ポリエステル繊維:ポリプロピレン繊維=90:10)から構成された延伸性スパンレース不織布(目付:32g/m2)を用いた。そして、エラストマーフィルムの原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が45g/m2となるように吐出した。これらの条件以外は実施例1と同様にして、不織布/エラストマーフィルムの2層構造の積層シートが得られた。
【0079】
(実施例12)
エラストマーフィルムの原料として、スチレン含有率44重量%のSIS共重合体(デキサコ社製<米国>、商品名「Vector 4411」)75重量%と、スチレン含有率17重量%のSIS共重合体(クレイトン社製<米国>、商品名「D1117」)25重量%とを混合し、スチレン含有率37.3重量%のSIS共重合体の混合物を用いた。不織布として、目付け24g/m2の延伸性芯鞘型サーマルボンド不織布(同心型複合繊維、PET芯/PE鞘=50%/50%)を用いた。これらの条件以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0080】
(実施例13)
不織布として、混合繊維(混合比;ポリエステル繊維:ポリプロピレン繊維=90:10)から構成された延伸性スパンレース不織布(目付:32g/m2)を用いた。そして、エラストマーフィルムの原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が50g/m2となるように吐出した。これらの条件以外は実施例12と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0081】
(比較例1)
ニップロール24として、ニップロール24における凹部28の底面S1と、冷却ロール25の表面S2との間の距離が1mmであり、底面S1には突起状の円形ドットがあり、ニップ面積比が40%である円形ドットニップロールを用いた。この条件以外は実施例2と同様にして、不織布/エラストマーフィルムの2層構造の積層シートが得られた。
【0082】
(比較例2)
ニップロール24における凹部28の底面S1と、冷却ロール25の表面S2との間の距離が1mmであったこと以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0083】
(比較例3)
エラストマーフィルムの原料として、スチレン含有率17重量%のSIS共重合体(クレイトン社製<米国>、商品名「D1117」)を用いた。エラストマーフィルム原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が54g/m2となるように吐出した。これらの条件以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0084】
(比較例4)
エラストマーフィルムの原料として、スチレン含有率17重量%のSIS共重合体(クレイトン社製<米国>、商品名「D1117」)を用いた。エラストマーフィルムの原料を、1軸押出し機に投入し、Tダイ23より、得られるエラストマーフィルムの坪量が110g/m2となるように吐出した。これらの条件以外は実施例2と同様にして、不織布/エラストマーフィルム/不織布の3層構造の積層シートが得られた。
【0085】
(比較例5)
市販のおむつを購入し、メカニカルファスナを取り付けるイヤ部にある伸縮性積層シートを切り出した。伸縮性積層シートの構成は、不織布/エラストマーフィルム/不織布の3層構造であり、不織布はエラストマーフィルムに強く一様に接着していた(ニップロール側剥離強度:4.3N/25mm、冷却ロール側剥離強度:5.2N/25mm)。また、エラストマーフィルム坪量は70g/m2であった。全体として硬い伸縮性積層シートであった。
【0086】
(比較例6)
市販のおむつを購入し、メカニカルファスナを取り付けるイヤ部にある伸縮性積層シートを切り出した。伸縮性積層シートの構成は、不織布/MD方向ストライプコート接着剤/エラストマーフィルム/MD方向ストライプコート接着剤/不織布の構造であった。不織布は、エラストマーフィルム表面上に間隔を設けて塗布されたMD方向ストライプコート接着剤を介して不連続に存在していた。すなわち、伸縮性積層シートにおいては、エラストマーフィルム表面に間隔を設けて塗布された接着剤によって、エラストマーフィルム表面と不織布とが部分的に貼り合わされている領域を除き、エラストマーフィルム面がそのまま露出しており、特に延伸した際にエラストマーフィルムの著しい露出が観察された。伸縮性積層シートとしては、表面外観が悪いものであった。
【0087】
(エラストマーフィルムの100%伸張を2回行なった後の50%戻り荷重)
実施例1〜13及び比較例1〜6で用いたエラストマーフィルムの100%伸張を2回行なった後の50%戻り荷重を以下の方法で測定した。
【0088】
本測定は、温度:23±2℃、湿度:50±5%に保たれた室内にて試料作成し、1時間の保管後に測定を行った。伸縮性積層シート試料の切り出しには、ステンレス定規(シンワ社製)にて寸法を測り、切り出す試料の上に同定規を置き、ナイフ(フェザーS青函片刃、刃厚:0.245mm)にて切り出した。
【0089】
エラストマーフィルムの伸長方向(シート作成時のCD)方向に50mm、伸長方向に垂直な向きに25mmの長方形に伸縮性積層シート試料を切り出し、エラストマーフィルムから不織布を剥離した。エラストマーフィルムから不織布を剥離する際、エラストマーフィルムを3mm以上延ばさないようにした。図3に示すように、不織布が剥離されたエラストマーフィルムの表面に、長さ40mmに切り出した二枚のシール材31、32(3M社製、ScotchTM Premium Grade Filament Tape 品番「898、幅25mm」)を試料短端の両端に貼り付けた。不織布/エラストマーフィルムの2層構造の伸縮性積層シートの場合には、不織布が存在していなかったエラストマーフィルム表面に、長さ40mmに切り出した二枚のテープ33、34(3M社製、ScotchTM Premium Grade Filament Tape 品番「898」)を、既に反対側の不織布が剥離されたエラストマーフィルムの表面に貼り付けたシール材31、32と粘着面が重なるように貼り付けた。また、シール材31〜34の貼り付けは、シール材貼り付け後のCD方向の試料長さが25mmとなるように行った。不織布/エラストマーフィルム/不織布の3層構造の伸縮性積層シートの場合には、両方の面に存在する不織布をエラストマーフィルムから剥離し、上記同様に、不織布が剥離されたエラストマーフィルムの両表面に、それぞれ、長さ40mmに切り出した二枚のテープ31、32(3M社製、ScotchTM Premium Grade Filament Tape 品番「898、幅25mm」)、長さ40mmに切り出した二枚のテープ33、34(3M社製、ScotchTM Premium Grade Filament Tape 品番「898」)を、シール材31及び33、シール材32及び34粘着面が重なるように、また、CD方向の試料長さが25mmとなるよう貼り付けた。
【0090】
作成された試料におけるシール材貼付部分を、図4に示すように、テンシロン試験機(オリエンテック社製、型番RTG−1225)の上部稼動チャック35、下部固定チャック36にそれぞれ装着した。その際、上部に位置する稼働チャックでチャック間距離が25mmとなるように調整し、また、無張力となるように固定した。チャックの形状は、幅が25mm以上、高さ25mm以上とした。固定後、エラストマーフィルムに皺や折れが無いことを確認した。試料を垂直方向上方に300mm/分の速度で25mm延伸し、次いで試料を300mm/分の速度で初期のチャック間距離まで戻した。最初の位置に戻ったところで一度チャックの固定を解除し、試料を外した。再度この試料を、図3(b)に示すように、シール材31(33)及び32(34)の上から、シール材31’(33’)及び32’(34’)をそれぞれシールした。図5に示すように、一回目に引っ張った範囲が25mm離した引張強度試験機のチャック(固定部)間に収まるように測定試料を固定し(固定時に測定試料に荷重がかからないようにする)、測定試料を300mm/分の速度で25mm延伸させた後、延伸距離12.5mmまで戻した。荷重(N/25mm)を連続的に記録し、2回目の戻り時、延伸距離12.5mm(チャック間距離が37.5mm)における戻り荷重を、100%伸張を2回行なった後の50%戻り荷重として評価した。
【0091】
(エラストマーフィルムと不織布との剥離強度(接着強度))
本測定は、温度:23±2℃、湿度:50±5%に保たれた室内にて試料作成し、1時間の保管後に行った。試料の切り出しには、ステンレス定規(シンワ社製)にて寸法を測り、切り出す試料の上に定規を置き、ナイフ(フェザーS青函片刃、刃厚:0.245mm)にて切り出した。
【0092】
(試料の作成)
幅45mm(伸張方向(シート作成時のCD方向))、長さ80mm(伸張方向に垂直な方向(シート作成時のMD方向))に伸縮性積層シート試料(不織布/エラストマーフィルム/不織布の3層構造、または不織布/エラストマーフィルムの2層構造)を切り出した。
【0093】
(試料の伸長)
図6に示すように、試料長端の両端部より10mmを挟む治具を用意した。治具は、幅:52mm、長さ:100mm、厚み2mmのステンレスパネル41、42、43、44を用意し、それぞれのステンレスパネルの長辺1辺の十分に広い平面上に面ファスナー45,46、47、48(3M社製 メカニカルファスナ 品番「NC−2141」幅25mm)を貼り付けた。
試料の長端2辺を上記面ファスナー付ステンレスパネルでそれぞれ10mm挟んだ後、試料の伸長方向に50mm/分の速度で10mm伸長し、同じ速度で元の幅まで戻した。
伸長後の試料について、ステンレスパネルで挟まれていた部分を除去し、幅25mm(伸張方向)、長さ80mm(伸張方向)に切り出した。
【0094】
(剥離強度の測定)
図7に示すように、試料短辺の一端より平行に20mmの距離まで、ラミネートされている不織布をエラストマーフィルムから剥離した。剥離後、不織布の幅が広がった場合には、剥離前の幅25mmに戻した。
伸縮性積層シートが不織布/エラストマーフィルムの2層構造の場合は、不織布が存在していないエラストマーフィルム表面に、和紙テープ(3M社製、平面紙マスキングテープ243J 品番「243JDIY−24」)を試料からはみ出さずに接着させた。
伸縮性積層シートが不織布/エラストマーフィルム/不織布の3層構造の場合は、剥離していない不織布表面に和紙テープ(3M社製、平面紙マスキングテープ243J 品番「243JDIY−24」)を試料からはみ出さずに接着させた。
剥離された不織布端部から平行に10mmのところまで、長さ30mmに切り出した2枚の不織布固定テープ51、52(3M社製、ScotchTM Premium Grade Filament Tape 品番「898 幅25mm」)で挟み、剥離された不織布端部を固定した。剥離しなかった部分についても、上記要領にて、不織布端部に不織布固定テープ53、54(3M社製、ScotchTM Premium Grade Filament Tape 品番「898 幅25mm」)を貼付した。
【0095】
試料をテンシロン試験機(オリエンテック社製、型番RTG−1225)にチャック間距離が20mmとなるように無張力で固定した。チャックの形状は、幅が25mm以上、高さ25mm以上とした。この時、剥離した不織布の端に貼り付けられた不織布固定テープ51、52が、上部に位置する稼働チャックの下部よりはみ出さないように、稼動チャックに固定した。また、下部の固定チャックには、不織布を剥離した後の残りの層(エラストマーフィルム/和紙テープからなる層、またはエラストマーフィルム/不織布/和紙テープからなる層)を端部より10mmに固定した。
稼働チャックを垂直方向上方に500mm/分の速度で引っ張り剥離強度を記録した。その際、テンシロン試験機下部固定チャックから不織布とエラストマーフィルムの剥離界面をなす試料平面に対し、不織布/エラストマーフィルム/不織布/和紙テープ、または、不織布/エラストマーフィルム/和紙テープからなる試料面のなす角が、約60°を保つようにした。
【0096】
記録された張力(N/25mm)の、引っ張り開始より15mmから40mmまでの25mmの間のデータの積分平均を接着強度とした。
積分平均とは、測定長さa、b、(a<x<b)(a=15mm、b=40mm)において接着強度f(x)(N/25mm)が連続するとき、下記式
【数2】
で表される。なお、f(x)は、テンシロン試験機より記録された張力より取得した。
本実施例においては、上記で求めた接着強度を同じ試料において各5回行い、平均値を接着強度とした。
【0097】
伸縮性積層シートが不織布/エラストマーフィルム/不織布の3層構造の場合は、剥離強度を測定した不織布と反対側の不織布の表面全体も、上記同様の方法で処理し、測定試料とした。再度、接着強度測定と解析を行い、接着強度を求めた。
【0098】
実施例1〜13及び比較例1〜6に使用したエラストマーフィルム及び不織布の詳細、エラストマーフィルムの100%伸張を2回行なった後の50%戻り荷重、並びに、接着強度の測定結果を表1〜3に示す。
【0099】
【表1】
【0100】
【表2】
【0101】
【表3】
【0102】
(伸縮性積層シートの柔らかさ)
伸縮性積層シートの柔らかさを下記方法にて測定し、下記基準にて評価した。
ループスティフネス試験
伸縮性積層シート試験片(幅25mm×長さ80〜100mm)を作製した。それぞれの試験片を剛性測定装置(ループスティフネスメータ、東洋精機製)のテーブルに置き、試験片短端側の両端を治具(治具高さ5mm)にて固定し、治具移動と共にループ状に変形する試験片長さが60mmとなるようにした。
剛性測定装置のスイッチを入れ、それぞれの冶具を端部からテーブルの中央部まで自動的にスライドさせ、試験片をループ状にした。次いで、ループ状になった試験片が固定されているテーブルを90度横倒し、ループ状の試験片先端を潰すため、剛性測定装置に付属のセンサをループ状試験片先端と接触させ、試験片ループを潰す方向(テーブルに対して垂直方向)に200mm/分の速度でセンサを移動させた。
試験片におけるループの高さ(ループ側の治具表面からループ状試験片先端までの距離)が6.5mmまで潰れた時の荷重の最大値を記録した。同様の測定を6回繰り返し、平均を求め、以下のように評価した。
0.001〜0.040N/25mm:とても柔らかい
0.040〜0.060N/25mm:柔らかい
0.060N/25mm以上:柔らかくない
【0103】
(伸縮性積層シートの外観)
伸縮性積層シートの外観を下記方法にて観察し、下記基準にて評価した。
好適な外観を有しているか否かを評価するため、目視での官能試験を行った。
伸縮性積層シート試験片(幅35mm以上×長さ35mm以上)を作製し、伸縮方向に対して50%伸長させた状態で、テーブル上に置いた。15ワット蛍光灯2本を試験片より60cmから100cmの高さにセットし、点灯させ、目視にて試験片を上から観察した。
エラストマーフィルムと不織布とが一様に接着した状態を保っている:良好
エラストマーフィルムの露出が試験片の伸縮方向に対して垂直方向に帯状(連続)に観察される:不良
【0104】
(伸縮性積層シートの100%伸張を2回行なった後の50%戻り荷重)
実施例1〜13及び比較例1〜6において得られた伸縮性積層シートについて、エラストマーフィルムの100%伸張を2回行なった後の50%戻り荷重の測定方法と同様にして測定した。
【0105】
実施例1〜13及び比較例1〜6において得られた伸縮性積層シートの物性を表4〜6に示す。
【0106】
【表4】
【0107】
【表5】
【0108】
【表6】
【0109】
実施例1〜13より、エラストマーフィルムの100%伸張を2回行なった後の50%戻り荷重が0.8N/25mm以上であり、エラストマーフィルムと不織布とが4N/25mm以下の接着強度で一様に接着した伸縮性積層シートは、柔らかく、外観が良好で、かつ、伸縮性に富んでいた。
【符号の説明】
【0110】
1、1’…伸縮性積層シート、2…不織布、2a…第1の不織布、2b…第2の不織布、3…エラストマー層、A1…低伸縮性積層部、A2…高伸縮性積層部、10、10’…積層シート。
【特許請求の範囲】
【請求項1】
エラストマーフィルムと不織布との積層体からなる伸縮性積層シートであって、
前記エラストマーフィルムは、100%伸張を2回行なった後の50%戻り荷重が0.8N/25mm以上であり、
前記エラストマーフィルムと前記不織布とが、4N/25mm以下の接着強度で一様に接着している伸縮性積層シート。
【請求項2】
前記積層体が、前記エラストマーフィルムの両面に前記不織布を備える積層体である、請求項1に記載の伸縮性積層シート。
【請求項3】
前記エラストマーフィルムの坪量が60g/m2以下である、請求項1又は2に記載の伸縮性積層シート。
【請求項4】
エラストマーフィルムと、当該エラストマーフィルムの少なくとも一方の面上に設けられた不織布とを含む積層体からなる積層シートであって、
前記積層シートは、低伸縮性積層部及び高伸縮性積層部を有しており、
前記高伸縮性積層部において、
前記エラストマーフィルムは、100%伸張を2回行なった後の50%戻り荷重が0.8N/25mm以上であり、前記エラストマーフィルムと前記不織布とが、4N/25mm以下の接着強度で一様に接着している、積層シート。
【請求項5】
前記積層体は、前記エラストマーフィルムの両面に前記不織布を備える積層体である、請求項4に記載の積層シート。
【請求項6】
前記エラストマーフィルムの坪量が60g/m2以下である、請求項4又は5に記載の積層シート。
【請求項7】
請求項1〜3のいずれか一項に記載の伸縮性積層シートを備える物品。
【請求項8】
請求項4〜6のいずれか一項に記載の積層シートを備える物品。
【請求項1】
エラストマーフィルムと不織布との積層体からなる伸縮性積層シートであって、
前記エラストマーフィルムは、100%伸張を2回行なった後の50%戻り荷重が0.8N/25mm以上であり、
前記エラストマーフィルムと前記不織布とが、4N/25mm以下の接着強度で一様に接着している伸縮性積層シート。
【請求項2】
前記積層体が、前記エラストマーフィルムの両面に前記不織布を備える積層体である、請求項1に記載の伸縮性積層シート。
【請求項3】
前記エラストマーフィルムの坪量が60g/m2以下である、請求項1又は2に記載の伸縮性積層シート。
【請求項4】
エラストマーフィルムと、当該エラストマーフィルムの少なくとも一方の面上に設けられた不織布とを含む積層体からなる積層シートであって、
前記積層シートは、低伸縮性積層部及び高伸縮性積層部を有しており、
前記高伸縮性積層部において、
前記エラストマーフィルムは、100%伸張を2回行なった後の50%戻り荷重が0.8N/25mm以上であり、前記エラストマーフィルムと前記不織布とが、4N/25mm以下の接着強度で一様に接着している、積層シート。
【請求項5】
前記積層体は、前記エラストマーフィルムの両面に前記不織布を備える積層体である、請求項4に記載の積層シート。
【請求項6】
前記エラストマーフィルムの坪量が60g/m2以下である、請求項4又は5に記載の積層シート。
【請求項7】
請求項1〜3のいずれか一項に記載の伸縮性積層シートを備える物品。
【請求項8】
請求項4〜6のいずれか一項に記載の積層シートを備える物品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−187857(P2012−187857A)
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願番号】特願2011−54225(P2011−54225)
【出願日】平成23年3月11日(2011.3.11)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願日】平成23年3月11日(2011.3.11)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]