
伸縮性織編物の製造方法
【課題】織編物幅が加工工程を経た後も製織編上がりの織編物幅や長さを維持している伸縮性に優れた織編物の製造方法を提供する。
【解決手段】芯糸となる伸縮性糸A1を0.8〜1.5倍の範囲のフィード倍率で糸A1を巻いたボビンから供給し、もう一方の芯糸となる低伸長可溶性糸B2を1〜1.05倍の範囲のフィード倍率で糸B2を巻いたボビンから供給し、糸A1および糸B2を並走させながら不溶性糸C7または可溶性糸C’7’を巻いたボビンを有する中空スピンドルに通して糸A1および糸B2の周囲を糸C7または糸C’7’でカバーリングして複合糸とする第一工程と、該複合糸を製織編する第二工程と、得られた織編物中の可溶性糸B2を溶解除去し、または可溶性糸C’7’をカバーリングに使用した場合には可溶性糸B2および可溶性糸C’7’の両糸を溶解除去する第三工程を組合わせて伸縮性織編物とする。
【解決手段】芯糸となる伸縮性糸A1を0.8〜1.5倍の範囲のフィード倍率で糸A1を巻いたボビンから供給し、もう一方の芯糸となる低伸長可溶性糸B2を1〜1.05倍の範囲のフィード倍率で糸B2を巻いたボビンから供給し、糸A1および糸B2を並走させながら不溶性糸C7または可溶性糸C’7’を巻いたボビンを有する中空スピンドルに通して糸A1および糸B2の周囲を糸C7または糸C’7’でカバーリングして複合糸とする第一工程と、該複合糸を製織編する第二工程と、得られた織編物中の可溶性糸B2を溶解除去し、または可溶性糸C’7’をカバーリングに使用した場合には可溶性糸B2および可溶性糸C’7’の両糸を溶解除去する第三工程を組合わせて伸縮性織編物とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、伸縮性を有する複合糸からなる織編物の製造方法に関するものである。
【背景技術】
【0002】
従来より、伸縮性を有する布地としては、編物がその代表と言える位置を占めている。これは、編物の構造がループの連結で構成されているため、いずれの方向にも伸縮性を有するためである。従って、伸縮性が乏しい糸であってもこのループ連結構造で編み上がった編物は伸縮性を示すことになる。これに加えて、もともと伸縮性を有する弾性糸を使用すればその伸縮性はさらに拡大されることになる。しかし、これら伸縮性糸は製編の際に編み張力を受けて200%程度伸長してしまうという欠点があった。
【0003】
このような編物は、伸縮性糸を伸長しながら製編しているため、編地を編機から外すと弾性糸の緊張が解かれ、元の長さに戻るので、編み上がりの編地の幅が大幅に縮むという現象を回避することが出来なかった。さらに、伸縮性糸にかかる張力のバラツキが製編後の編地の幅や長さにそのまま現れるため、製品幅や製品長も不揃いになってしまって製品のロス率を大きくするという欠点もあった。
【0004】
これに対して織物においては伸縮性が乏しい糸を使用すると伸縮性が全く無い織物になってしまう。伸縮性を与えるために300%程度伸長した弾性糸と可溶性糸を引き揃えて芯糸とし、周りを伸縮性に乏しい糸でカバーリングした被覆複合糸を使用して製織編した織編物が提案されている(特許文献1)。
【0005】
しかし、製織編後、織編物に伸縮性を発現させるために、芯糸の一方である可溶性糸を溶解すると、300%程度伸ばされていた弾性糸が元の長さに戻ろうとするため、製織編後の織編物幅より大幅に収縮してしまうことがあった。そのため、通常の糸からなる織編物では織編物幅がほとんど変化しないので、例えば製品を2パーツ取れても伸縮性糸を用いた複合糸を使用して製織編された織編物からは織編物幅が収縮しているため、製品を1パーツしか取れなかったなど、ロス率が大きくなるという欠点もあった。
【0006】
このように、伸縮性糸を使用した複合糸で製織編した織編物は伸縮性糸の収縮や織長にバラツキが発生するため、これを考慮して製織編する必要があり、そのためのノウハウが必要となったり幅の広い織機や編機を使用しなければならないなどの欠点があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2010−116641号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、特殊な複合糸を使うことにより、芯糸の一方である可溶性糸を溶解することで発生する複合糸の収縮を考慮する必要がなく、通常の織編物と同様に製織編でき、そのためにロス率も大幅に低下させることができる優れた伸縮性を有する織編物を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らはこれらの課題を解決するため鋭意研究した結果、芯糸として伸縮性糸Aをほぼ元の長さで供給し、もう一方の芯糸として低伸長可溶性糸Bを供給し、引揃えた状態で芯糸の周囲を不溶性糸Cまたは可溶性糸C’で螺旋状に束ねた構造である複合糸を使用して製織編し、その後布帛中の可溶性糸Bを溶解除去、またはカバーリング糸として糸C’を使用した場合は糸Bおよび糸C’の両糸を溶解除去することにより、伸縮性に優れた織編物が得られることを見出し、本発明を完成した。
【0010】
すなわち、本発明の要旨とするところは、
「芯糸となる伸縮性糸Aを0.8〜1.5倍の範囲のフィード倍率で、糸Aを巻いたボビンから供給し、もう一方の芯糸となる低伸長性可溶性糸Bを1〜1.05倍の範囲のフィード倍率で、糸Bを巻いたボビンから供給し、糸Aおよび糸Bを並走させながら不溶性糸Cまたは可溶性糸C’を巻いたボビンを有する中空スピンドルに通して糸Aおよび糸Bの周囲を糸Cまたは糸C’でカバーリングして複合糸とする第一工程と、該複合糸を製織編する第二工程と、得られた織編物中の糸Bを溶解除去、またはカバーリング糸として糸C’を使用した場合は糸Bおよび糸C’の両糸を溶解除去する第三工程からなることを特徴とする伸縮性織編物の製造方法。」である。
【0011】
特許文献1で開示されている発明は、織編物を作製するのに伸縮性複合糸を使用しており、その糸自体の構成は本願発明の織編物で用いている伸縮性複合糸と同じであるが、使われている伸縮性糸の伸ばされている状態が異なっている。大きく異なっている点は、特許文献1で開示されている複合糸は芯糸を構成している伸縮性糸が300%近く伸ばされた状態でもう一方の芯糸を構成している可溶性糸と一体化されているのに対し、本願発明の複合糸の芯糸を構成している伸縮性糸はほとんど元の長さ、もしくは少々伸ばされた状態で一体化されている。本願発明にとって、このことは非常に重要な点で、複合糸を製織編し、得られた織編物中の可溶性糸を溶解除去しても織編物幅は製織編後の幅とほとんど変化しないのである。
【発明の効果】
【0012】
本発明の製造方法によって作製された複合糸はその芯糸を構成している伸縮性糸をほとんど伸ばしていないため、もう一方の芯材である可溶性糸を溶解した際、伸縮性糸が元の長さに戻ろうして起こる収縮を考慮する必要がなく、通常の糸を用いた織編物と同様の織編物幅を保持しているため、製織編後の織編物長のバラツキもなく、製品のロス率を減少させることができ、織編物の収縮を考慮した加工に関する特別なノウハウも必要なく、さらに織編物の幅の収縮を考慮した幅の広い織機や編機も不要とすることができた。
【図面の簡単な説明】
【0013】
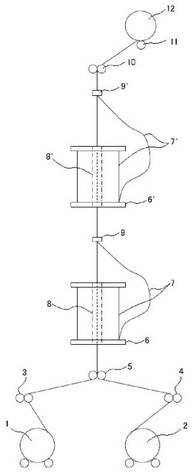
【図1】本発明の伸縮性複合糸を作製する装置例を示す概略図。
【発明を実施するための形態】
【0014】
本発明の製造方法で得られる伸縮性織編物は、伸縮性糸Aと低伸長性可溶性糸Bを不溶性糸Cまたは可溶性糸C’でカバーリングしてなる複合糸を用いており、通常の条件下で製織編し、その後、糸Bを溶解除去、またはカバーリング糸として糸C’を使用した場合には糸Bおよび糸C’の両糸を溶解除去することによって、糸Aの伸縮特性を発揮させることを特徴としている。
【0015】
以下に本発明を図面を交えながら説明する。 [図1]は、本発明で用いている伸縮性複合糸の製造方法の一例を示す概略図であり、ここでは2個の中空スピンドルを使用した場合について説明する。伸縮性糸Aを巻いたボビン1から引き出した糸Aをフィードローラー3と給糸ローラー5の間で0.8〜1.5倍のフィード倍率で第一段中空スピンドル8に導く。一方、低伸長性可溶性糸Bを巻いたボビン2から引き出した糸Bをフィードローラー4と給糸ローラー5の間で1〜1.05倍のフィード倍率で第一段中空スピンドル8に導く。糸Aと糸Bは給糸ローラー5で引揃えられ、並走して中空スピンドル8に導かれる。この引揃えられた2本の糸を芯糸とする。
【0016】
ここでフィード倍率の範囲0.8〜1.5倍について説明する。通常、フィード倍率は糸の送り出し速度(V1)と巻き取り速度(V2)の比(V2/V1)で表される。つまりフィード倍率が1と云うことは送り出し速度と同じ速度で巻き取ると云うことであり、1.5倍と云うことは送り出し速度が1の場合、1.5の速度で巻き取ると云うことである。フィード倍率が1未満の場合は送り出し速度が巻き取り速度より大きいと云うことを表し、いわゆるオーバーフィードの状態で糸が送り出されるので送り出しローラーと巻き取りローラーの間で糸が弛むことになる。オーバーフィードで糸を供給することは糸に撚りをかける撚糸工程で撚り縮みを考慮するときとか、仮撚り加工の際によく採用されている手法である。しかし、通常は5%以下のオーバーフィードで行われているのが普通である。
【0017】
本発明の方法においては、フィード倍率が0.8と非常に大きいフィード倍率で複合糸を作製する。これは用いる糸がポリウレタン糸のように伸縮性に富み、さらにポリウレタン糸は出荷される形態、例えばチーズ巻きの場合、チーズ巻き時に糸が伸ばされた状態で巻かれているので、フィード倍率0.8と云うような大きいオーバーフィードでも糸が元の長さに戻ろうとするため、糸が弛むことはなく、通常の加工ができるのである。フィード倍率0.8のような条件で伸縮性のない通常の糸を加工しようとしても、糸が弛んで満足な作業ができない。
【0018】
また、撚糸業界、仮撚加工業界ではオーバーフィードで糸を供給する際、オーバーフィードの程度を示すのに倍率の前にマイナス符号(−)を付けて表示されることも多々ある。この場合、(−)は負の数値を表すのではなく、単にフィード倍率が1未満であることを示しているに過ぎないことに注意すべきである。本発明の場合でも、業界では−0.8と表示されることがあるが、これは負の数値を示しているのではなく、オーバーフィード率が0.8であることと同じ意味であることに注意すべきである。
【0019】
複合糸の製造方法の説明に戻る。2個の中空スピンドルには不溶性糸Cまたは可溶性糸C’を巻いたカバーリングボビン6、6’が差し込まれている。2個のカバーリングボビン6、6’に巻かれた糸は両方とも不溶性糸Cでも良いし、両方とも可溶性糸C’でも良い。または不溶性糸Cが1個、可溶性糸C’が1個の組合せでも良い。第一段中空スピンドル8に導かれてきた糸Aおよび糸Bの引揃え糸は第一段バルーンガイド9との間で第一段カバーリング糸7により、所定回数糸Cまたは糸C’によりカバーリングされ、さらに第二段の中空スピンドル8’に導かれ、第二段バルーンガイド9’との間で第二段カバーリング糸7’により、所定回数糸Cまたは糸C’によりカバーリングされた後、デリベリーローラー10、テークアップローラー11を経て複合糸巻き取りボビン12に巻き取られる。
【0020】
本発明の製造方法で作製された複合糸は、糸Aと糸Bが引揃えられた状態で芯糸とし、その周囲に不溶性糸Cまたは可溶性糸C’でカバーリングされ、束ねられて3本が一体化された構造なので糸Aの長さも糸Bの長さも固定されている。複合糸にかかる張力を一手に支えているのは糸Bであり、糸A、糸C、糸C’は張力を支えるのには何の寄与もしない。従って、この複合糸を製織編しても、糸Aの長さはほとんど変化しないのである。
【0021】
本発明の製造方法で作製された織編物から糸Bが溶解除去されると、伸縮性糸Aと不溶性カバーリング糸C(束ね糸と云うこともある)との間に空隙(スペース)ができる。空隙ができたおかげで、織編物の伸び縮みに追随して糸Aも糸Cも伸び縮みし易くなるので、伸縮性に優れた織編物になるのである。
【0022】
本発明でカバーリング糸として可溶性糸C’を用いた複合糸の場合の効果について説明する。この複合糸は十分に製織編が可能であり、製織編物後、織編物中の可溶性糸を溶解除去した後は伸縮性糸Aだけが残るので、実質的に伸縮性糸のみで構成された織編物となる。実際には実質的に伸縮性糸Aのみで製織編することはできない。なぜなら、伸縮性糸は製織編の際にかかる張力で伸縮性糸が伸びてしまうからである。製織編できる糸にするため、伸縮性糸と可溶性糸を引揃え、強撚することで一時的に伸縮性糸の伸度を抑えるという工夫がなされていた。しかし、このようにして得られる強撚糸は伸度を抑えることはできるが、撚糸時にかかる張力のため伸縮性糸が伸ばされた状態で固定された糸となり、この糸を用いた織編物は可溶性糸を溶解除去すると織編物幅や長さのバラツキを防ぐことができない。
【0023】
本発明の方法によれば、ほとんど元の長さを維持している伸縮性糸Aと可溶性糸Bが引揃えられた状態でその周囲を可溶性糸Cで束ねて一体化されているため、製織編の際にかかる張力で伸縮性糸Aは伸ばされることもなく、元の長さを維持したまま製織編することができる。製織編後、可溶性糸B、またはカバーリング糸に可溶性糸C’が用いられていた場合には可溶性糸Bおよび糸C’の両糸を溶解除去すると糸Aだけが残り、あたかも伸縮性糸のみで製織編したような効果を示すのである。
【0024】
以後はカバーリング糸C(束ね糸)が不溶性糸の場合について説明する。本発明の織編物の製造方法で得た織編物では、製織編に使用した複合糸中の溶解糸Bを溶解除去した後は、糸Aと糸Cの間に空隙ができている。また糸Aも糸Cも固定された状態が解除されたため自由な伸縮性を回復しており、織編物の伸び縮みに追随して伸び縮みすることができる。さらに本発明の織編物は、糸Bを溶解除去した後も収縮せず、糸Bを溶解除去する前と織編物幅や長さが変わらないので、この変化のことを考慮する必要がない。
【0025】
一方、特許文献1で開示されている発明の場合、伸縮性糸を伸ばした状態で作製した複合糸であり、この複合糸を用いて製織編した織編物においては、可溶性糸を溶解した際に、伸縮性糸が元の長さに収縮するのでその収縮力により織編物が大幅に収縮してしまうことになるのである。
【0026】
この収縮するという現象を回避するには、用いる複合糸が重要である。伸縮性糸Aは、できるだけ元の長さに近い状態であることが好ましい。そのため、本発明で用いる複合糸の伸縮性糸Aのフィード倍率を0.8〜1.5倍にしてある。フィード倍率0.8倍では、糸Aを弛ませた状態で給糸しているように思えるが、実際は糸Aが伸ばされた状態から元の長さに戻ろうとするため弛んでいるわけではなく、伸縮性糸ならではの本発明における独特の操作である。一般に市販されている糸Aの代表例であるポリウレタン糸はチーズ形態で供給されているのが普通である。チーズ巻きの際にかかる張力のため、ポリウレタン糸は若干伸びた状態で巻かれているので、オーバーフィードすることでチーズ巻き前の糸長に戻るようにするのである。その程度が0.8倍との推定である。従って、フィード倍率が1と云うことはチーズに巻かれたポリウレタン糸の長さそのものを表しているのである。
【0027】
フィード倍率が1.5を超えると、伸縮性糸Aが伸ばされた状態で供給されるので、製織編後、可溶性糸Bを溶解除去すると糸Aが縮もうとする力が大きくなり、織編物幅の収縮が起こり好ましくない。糸Cは糸Aと糸Bから構成されている芯糸の周囲を螺旋状にカバーリングしているため、糸長は糸Aや糸Bの長さに比べて長く、織編物の伸縮変化に追随するに必要な糸長を十分に有している。
【0028】
以下、さらに詳細に本発明を説明する。本発明の織編物の製造方法で使用する伸縮性糸Aは破断伸度も大きいが規定範囲内の伸長後に張力が解除されればほぼ元の状態に戻る特性を有している。糸Aとして使用できる繊維を例示すれば、ポリウレタン繊維、ポリエステル系ウレタン繊維、ポリエーテル系ウレタン繊維、エステル系ウレタン化合物とエーテル系ウレタン化合物との共重合体繊維、ポリオレフィン系弾性繊維、ポリブチレンテレフタレート繊維、天然ゴム糸、合成ゴム糸、ポリ塩化ビニル繊維、ポリ塩化ビニリデン繊維などが挙げられる。伸長率の大きさ、伸長回復率の大きさ、市場での汎用性などを評価してポリウレタン繊維が好ましく用いられる。ポリウレタン繊維と他の伸縮性糸を組合せても使用できる。
【0029】
本発明の製造方法で使用される糸Bは、製織編の際にかかる張力に耐える強度を担保する働きをする糸であり、製織編の際に切断しない糸でなければならない。また、複合糸作製時にかかる張力で簡単に伸びてしまっては可溶性糸を溶解した後の織編物の幅や長さにバラツキが生じるため好ましくない。このことから、糸Bは可溶性でなければならず、かつ低伸度の糸が好ましく用いられる。
【0030】
これらの条件を満たす糸としては、水溶性ポリビニルアルコール系合成繊維、アルギン酸繊維、カチオン染料可染ポリエステル繊維が挙げられる。中でも溶解処理の容易さから水溶性ポリビニルアルコール系合成繊維が好ましく用いられる。水溶性ポリビニルアルコール系合成繊維、アルギン酸繊維の場合は水または温水で溶解処理を、カチオン染料可染ポリエステル繊維を使用する場合は、弱アルカリ水溶液で溶解処理する。この場合は糸Cは耐アルカリ性の繊維を用いなければならない。
【0031】
本発明で使用される複合糸の不溶性糸C7,7’は、引揃えられた糸Aおよび糸Bをカバーリングすることで束ねる役目を持つ糸であって、衣料用途や工業用途に用いられている熱可塑性合成繊維が好ましく使用できる。そのうちポリエステル繊維やナイロン繊維が好ましく用いられる。さらに特性としては熱収縮率が小さいことが好ましい。その理由は本複合糸で伸縮性布帛を製織編した後、糸Bの溶解除去工程、織編製品の染色工程などの加工工程で加熱されることが多く、熱収縮率の大きい糸を使用すると糸が収縮して織編物が収縮してしまう原因となるからである。従って、糸C7,7’の熱収縮率は180℃×30分の条件でのフリー収縮率が30%以内の糸が好ましい。糸C7,7’は同種の糸でも良いし異なった種類の糸でも良いが、作業上、同種の糸を使うのが好ましい。
【0032】
製織編後、複合糸中の糸Bを溶解除去した織編物は使用した伸縮糸Aと束ね糸Cだけになる。糸Aの長さと糸Cの長さを比べると、糸Cはカバーリング糸として使用されているので糸Aの糸長よりかなり長くなっている。糸Bが溶解されると糸Bが占めていた部分が空間となり、束ね糸として使用されている糸Cが自由に動けることになり、その結果、糸Aの伸び縮みに十分に対応できることになる。そのため、得られた織編物は優れた伸縮性を有するのである。
【0033】
カバーリング糸として可溶性糸C’を使用する場合は、芯糸Bとして使用した可溶性糸を糸C’として用いることができる。この場合、芯糸に使用した可溶性糸とカバーリング糸として使用した可溶性糸は同種の糸を使用することが好ましく、作業上の容易性を考慮すると水溶性糸を用いるのが好ましい。
【0034】
次に本発明で使用する複合糸の製造方法について説明する。[図1]に本発明の一実施態様を示す概略図を示している。伸縮性糸Aを巻いたボビン1から引き出した糸Aをフィードローラー3と給糸ローラー5の間で0.8〜1.5倍のフィード倍率で第一段中空スピンドル8に導く。一方、低伸長性可溶性糸Bは糸Bを巻いたボビン2から引き出した糸Bをフィードローラー4と給糸ローラー5の間で1〜1.05倍のフィード倍率で送り出される。糸Aと糸Bは給糸ローラー5で引揃えられ、並走して第一段中空スピンドル8に導かれる。この引揃え糸を芯糸とする。
【0035】
糸Aのフィード倍率は0.8〜1.5倍の範囲が好ましく、より好ましくは可溶性糸Bの溶解後に織編物が収縮しないように1倍近辺が好ましい。使用目的によっては若干のオーバーフィードをかける場合もある。フィードローラー4と給糸ローラー5の糸速によって可溶性糸Bにかかる張力により糸Bが多少伸びることがあるが、その程度は糸Bの破断伸度のせいぜい30%以下の範囲内で、織編物を作製する際には何ら問題はない。
【0036】
また、色糸が欲しい場合には、糸Cを染色しておいて芯糸の周囲にカバーリングした複合糸とすれば良い。
【0037】
本発明における複合糸における束ね方法は中空スピンドルを使ったカバーリング機によるカバードヤーン方式が好ましく用いられる。中空スピンドル8,8’には不溶性糸Cまたは可溶性糸C’を巻いたカバーリングボビン6、6’が差し込まれている。中空スピンドルの穴に導かれてきた糸Aおよび糸Bの引揃え糸は第一段中空スピンドル8とバルーンガイド9との間で所定回数、糸Cによりシングルカバーリングされ、次いで第二段中空スピンドルとバルーンガイド9’との間でダブルカバーリングされて、デリベリーローラー10、テークアップローラー11を経て複合糸巻き取りボビン12に巻き取られる。
【0038】
図1には中空スピンドルが2個の場合を示しているが、芯糸を十分にカバーリングすることができるなら1個でのシングルカバーリングでも良い。ダブルカバーリングの場合、束ね糸Cのカバーリング方向は同方向でも良いし、第一段目は右方向、第二段目は左方向としても良い。芯糸が束ね糸Cで十分にカバーリングされているなら同方向でも異方向でも良い。また、カバーリングの程度であるが、芯糸が全体に被覆され、芯糸が露見していないのが好ましいが、織編物となった際に芯糸が少々露見していても構わないのなら何ら問題はない。
【実施例】
【0039】
以下、本発明の製造方法を実施例により具体的に説明する。
【0040】
(実施例1)
図1に示すような装置を用いた。糸Aとして310dtexのポリウレタン糸(東レ株式会社製)を、糸Bとして31dtexの水溶性ビニロン糸(株式会社ニチビ製、商品名ソルブロン)を、糸Cとして56dtexのポリエステルフィラメント加工糸(東レ株式会社製)を使用した。ポリウレタン糸を巻いたボビンと水溶性ビニロン糸を巻いたボビンそれぞれをカバーリング機台の芯糸用ボビンスタンドにセットし、ポリウレタン糸のフィード倍率を1倍、水溶性ビニロン糸のフィード倍率も1倍とした。これらの糸を引揃えて芯糸とした。この芯糸を3.8m/分の糸速でダブルカバー方式でポリエステルフィラメント加工糸を巻いたボビンを差し込んである2個の中空スピンドルに導き、第一段中空スピンドルで芯糸1m長に対して下巻は2000T/m、第二段中空スピンドルで上巻1500T/mになるよう螺旋状にカバーリングして巻き取って複合糸を得た。
【0041】
縦糸としてポリエステルフィラメント加工糸を45本/インチ、横糸として得られた複合糸を65本/インチ、で織幅204cmの平織り組織の織物に織り上げた。次に得られた織物中の可溶性糸を溶解除去する方法として60℃の温水に10分間浸して可溶性糸を溶解除去する方法を採用した。処理後、乾燥した時の織り上がり幅、と幅の収縮率を測定した結果、溶解処理後の織物幅は198cmで幅収縮率は2.94%であった。
【0042】
(比較例1)
ポリウレタンのフィ−ド倍率を2倍とした以外は実施例1と同様の糸使いで得た複合糸を実施例1と同様の織組織になるよう製織し織物を得た。可溶性糸の溶解処理も同様の条件で行い、乾燥させた後の織物幅を測定したところ、織物幅は107cmであり、幅収縮率は47.5%であった。この結果から、比較例1の場合に比べて、本発明の方法で得られた織物の溶解処理後の織物幅は、織り上がり幅よりほんの僅かしか収縮していないことが分かった。
【0043】
(実施例2、比較例2)
実施例1の方法で得られた溶解処理後の織物の横方向の伸縮性を測定した。試験はJIS−L−1096、8.16.1のB法に基づいて行った。この織物の横方向の伸長率は35%であった。この織物の荷重を外したところ、ほとんど元の長さに戻った。対照区として実施例1で用いた複合糸の代わりに112dtexのポリエステルフィラメント加工糸を用いた平織り組織の織物を得、同様のJIS法で伸長率を測定したところ、伸長率は1%であった。この結果より、比較例2の場合に比べて、本発明の方法で得られた複合糸を使った織物は優れた伸縮性を有していることが分かった。
【0044】
(実施例3、比較例3)
実施例1で使用した複合糸と、比較例1で使用した複合糸を用いて丸編機でメリヤス編地を作製した。編機は釜径31.5インチ、針数180本のシングルシリンダ編機であった。編み上がりの両編地を60℃の温水に10分間浸して可溶性糸を溶解除去、乾燥させた後の編地幅は、実施例1で使用した複合糸を使った編地幅の収縮率は4.9%であった。一方、比較例1で使用した複合糸を使った編地幅の収縮率は49.5%であった。この結果より、比較例3の場合に比べて、本発明の方法で得られた複合糸を使った編物も編地幅がほとんど収縮しないことが分かった。
【産業上の利用可能性】
【0045】
本発明の製造方法により得られた伸縮性織編物は、実施例と比較例の関係から明らかなように、従来の伸縮性織編物とは全く異なった製造方法で作られ、かつ、得られた織編物の特性も従来の伸縮性織編物とは大きく異なっていることが分かった。本発明の製造方法で作製された複合糸は、複合糸中の伸縮性糸がほとんど元の長さを維持しているので、一方の芯糸である可溶性糸を溶解除去しても製織編後の織編物幅がほとんど収縮しないと云う特徴を持っている。そのため、特別な織編設計をすることもなく、特別仕様の織機、編機を使う必要もなく、従来の織機、編機を使用できると云う利点を持っている。また、美観も損なわず、安定した幅広伸縮性織編物が簡単に得られるので製品のロスを減らすことができるようになった。
【符号の説明】
【0046】
1 …… 糸Aボビン
2 …… 糸Bボビン
3 …… 糸Aフィードローラー
4 …… 糸Bフィードローラー
5 …… 給糸ローラー
6 …… 第一段カバーリングボビン
6’…… 第二段カバーリングボビン
7 …… 第一段カバーリング糸CまたはC’
7’…… 第二段カバーリング糸CまたはC’
8 …… 第一段中空スピンドル
8’…… 第二段中空スピンドル
9 …… 第一段バルーンガイド
9’…… 第二段バルーンガイド
10 …… デリベリーローラー
11 …… テイクアップロラー
12 …… 複合糸巻き取りボビン
【技術分野】
【0001】
本発明は、伸縮性を有する複合糸からなる織編物の製造方法に関するものである。
【背景技術】
【0002】
従来より、伸縮性を有する布地としては、編物がその代表と言える位置を占めている。これは、編物の構造がループの連結で構成されているため、いずれの方向にも伸縮性を有するためである。従って、伸縮性が乏しい糸であってもこのループ連結構造で編み上がった編物は伸縮性を示すことになる。これに加えて、もともと伸縮性を有する弾性糸を使用すればその伸縮性はさらに拡大されることになる。しかし、これら伸縮性糸は製編の際に編み張力を受けて200%程度伸長してしまうという欠点があった。
【0003】
このような編物は、伸縮性糸を伸長しながら製編しているため、編地を編機から外すと弾性糸の緊張が解かれ、元の長さに戻るので、編み上がりの編地の幅が大幅に縮むという現象を回避することが出来なかった。さらに、伸縮性糸にかかる張力のバラツキが製編後の編地の幅や長さにそのまま現れるため、製品幅や製品長も不揃いになってしまって製品のロス率を大きくするという欠点もあった。
【0004】
これに対して織物においては伸縮性が乏しい糸を使用すると伸縮性が全く無い織物になってしまう。伸縮性を与えるために300%程度伸長した弾性糸と可溶性糸を引き揃えて芯糸とし、周りを伸縮性に乏しい糸でカバーリングした被覆複合糸を使用して製織編した織編物が提案されている(特許文献1)。
【0005】
しかし、製織編後、織編物に伸縮性を発現させるために、芯糸の一方である可溶性糸を溶解すると、300%程度伸ばされていた弾性糸が元の長さに戻ろうとするため、製織編後の織編物幅より大幅に収縮してしまうことがあった。そのため、通常の糸からなる織編物では織編物幅がほとんど変化しないので、例えば製品を2パーツ取れても伸縮性糸を用いた複合糸を使用して製織編された織編物からは織編物幅が収縮しているため、製品を1パーツしか取れなかったなど、ロス率が大きくなるという欠点もあった。
【0006】
このように、伸縮性糸を使用した複合糸で製織編した織編物は伸縮性糸の収縮や織長にバラツキが発生するため、これを考慮して製織編する必要があり、そのためのノウハウが必要となったり幅の広い織機や編機を使用しなければならないなどの欠点があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2010−116641号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、特殊な複合糸を使うことにより、芯糸の一方である可溶性糸を溶解することで発生する複合糸の収縮を考慮する必要がなく、通常の織編物と同様に製織編でき、そのためにロス率も大幅に低下させることができる優れた伸縮性を有する織編物を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らはこれらの課題を解決するため鋭意研究した結果、芯糸として伸縮性糸Aをほぼ元の長さで供給し、もう一方の芯糸として低伸長可溶性糸Bを供給し、引揃えた状態で芯糸の周囲を不溶性糸Cまたは可溶性糸C’で螺旋状に束ねた構造である複合糸を使用して製織編し、その後布帛中の可溶性糸Bを溶解除去、またはカバーリング糸として糸C’を使用した場合は糸Bおよび糸C’の両糸を溶解除去することにより、伸縮性に優れた織編物が得られることを見出し、本発明を完成した。
【0010】
すなわち、本発明の要旨とするところは、
「芯糸となる伸縮性糸Aを0.8〜1.5倍の範囲のフィード倍率で、糸Aを巻いたボビンから供給し、もう一方の芯糸となる低伸長性可溶性糸Bを1〜1.05倍の範囲のフィード倍率で、糸Bを巻いたボビンから供給し、糸Aおよび糸Bを並走させながら不溶性糸Cまたは可溶性糸C’を巻いたボビンを有する中空スピンドルに通して糸Aおよび糸Bの周囲を糸Cまたは糸C’でカバーリングして複合糸とする第一工程と、該複合糸を製織編する第二工程と、得られた織編物中の糸Bを溶解除去、またはカバーリング糸として糸C’を使用した場合は糸Bおよび糸C’の両糸を溶解除去する第三工程からなることを特徴とする伸縮性織編物の製造方法。」である。
【0011】
特許文献1で開示されている発明は、織編物を作製するのに伸縮性複合糸を使用しており、その糸自体の構成は本願発明の織編物で用いている伸縮性複合糸と同じであるが、使われている伸縮性糸の伸ばされている状態が異なっている。大きく異なっている点は、特許文献1で開示されている複合糸は芯糸を構成している伸縮性糸が300%近く伸ばされた状態でもう一方の芯糸を構成している可溶性糸と一体化されているのに対し、本願発明の複合糸の芯糸を構成している伸縮性糸はほとんど元の長さ、もしくは少々伸ばされた状態で一体化されている。本願発明にとって、このことは非常に重要な点で、複合糸を製織編し、得られた織編物中の可溶性糸を溶解除去しても織編物幅は製織編後の幅とほとんど変化しないのである。
【発明の効果】
【0012】
本発明の製造方法によって作製された複合糸はその芯糸を構成している伸縮性糸をほとんど伸ばしていないため、もう一方の芯材である可溶性糸を溶解した際、伸縮性糸が元の長さに戻ろうして起こる収縮を考慮する必要がなく、通常の糸を用いた織編物と同様の織編物幅を保持しているため、製織編後の織編物長のバラツキもなく、製品のロス率を減少させることができ、織編物の収縮を考慮した加工に関する特別なノウハウも必要なく、さらに織編物の幅の収縮を考慮した幅の広い織機や編機も不要とすることができた。
【図面の簡単な説明】
【0013】
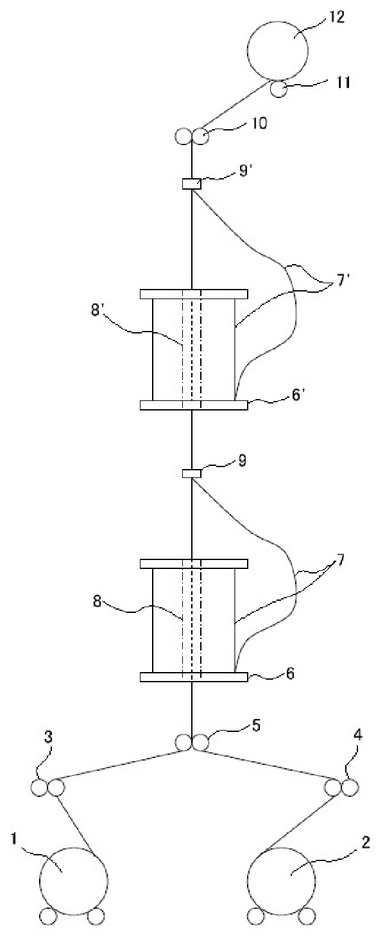
【図1】本発明の伸縮性複合糸を作製する装置例を示す概略図。
【発明を実施するための形態】
【0014】
本発明の製造方法で得られる伸縮性織編物は、伸縮性糸Aと低伸長性可溶性糸Bを不溶性糸Cまたは可溶性糸C’でカバーリングしてなる複合糸を用いており、通常の条件下で製織編し、その後、糸Bを溶解除去、またはカバーリング糸として糸C’を使用した場合には糸Bおよび糸C’の両糸を溶解除去することによって、糸Aの伸縮特性を発揮させることを特徴としている。
【0015】
以下に本発明を図面を交えながら説明する。 [図1]は、本発明で用いている伸縮性複合糸の製造方法の一例を示す概略図であり、ここでは2個の中空スピンドルを使用した場合について説明する。伸縮性糸Aを巻いたボビン1から引き出した糸Aをフィードローラー3と給糸ローラー5の間で0.8〜1.5倍のフィード倍率で第一段中空スピンドル8に導く。一方、低伸長性可溶性糸Bを巻いたボビン2から引き出した糸Bをフィードローラー4と給糸ローラー5の間で1〜1.05倍のフィード倍率で第一段中空スピンドル8に導く。糸Aと糸Bは給糸ローラー5で引揃えられ、並走して中空スピンドル8に導かれる。この引揃えられた2本の糸を芯糸とする。
【0016】
ここでフィード倍率の範囲0.8〜1.5倍について説明する。通常、フィード倍率は糸の送り出し速度(V1)と巻き取り速度(V2)の比(V2/V1)で表される。つまりフィード倍率が1と云うことは送り出し速度と同じ速度で巻き取ると云うことであり、1.5倍と云うことは送り出し速度が1の場合、1.5の速度で巻き取ると云うことである。フィード倍率が1未満の場合は送り出し速度が巻き取り速度より大きいと云うことを表し、いわゆるオーバーフィードの状態で糸が送り出されるので送り出しローラーと巻き取りローラーの間で糸が弛むことになる。オーバーフィードで糸を供給することは糸に撚りをかける撚糸工程で撚り縮みを考慮するときとか、仮撚り加工の際によく採用されている手法である。しかし、通常は5%以下のオーバーフィードで行われているのが普通である。
【0017】
本発明の方法においては、フィード倍率が0.8と非常に大きいフィード倍率で複合糸を作製する。これは用いる糸がポリウレタン糸のように伸縮性に富み、さらにポリウレタン糸は出荷される形態、例えばチーズ巻きの場合、チーズ巻き時に糸が伸ばされた状態で巻かれているので、フィード倍率0.8と云うような大きいオーバーフィードでも糸が元の長さに戻ろうとするため、糸が弛むことはなく、通常の加工ができるのである。フィード倍率0.8のような条件で伸縮性のない通常の糸を加工しようとしても、糸が弛んで満足な作業ができない。
【0018】
また、撚糸業界、仮撚加工業界ではオーバーフィードで糸を供給する際、オーバーフィードの程度を示すのに倍率の前にマイナス符号(−)を付けて表示されることも多々ある。この場合、(−)は負の数値を表すのではなく、単にフィード倍率が1未満であることを示しているに過ぎないことに注意すべきである。本発明の場合でも、業界では−0.8と表示されることがあるが、これは負の数値を示しているのではなく、オーバーフィード率が0.8であることと同じ意味であることに注意すべきである。
【0019】
複合糸の製造方法の説明に戻る。2個の中空スピンドルには不溶性糸Cまたは可溶性糸C’を巻いたカバーリングボビン6、6’が差し込まれている。2個のカバーリングボビン6、6’に巻かれた糸は両方とも不溶性糸Cでも良いし、両方とも可溶性糸C’でも良い。または不溶性糸Cが1個、可溶性糸C’が1個の組合せでも良い。第一段中空スピンドル8に導かれてきた糸Aおよび糸Bの引揃え糸は第一段バルーンガイド9との間で第一段カバーリング糸7により、所定回数糸Cまたは糸C’によりカバーリングされ、さらに第二段の中空スピンドル8’に導かれ、第二段バルーンガイド9’との間で第二段カバーリング糸7’により、所定回数糸Cまたは糸C’によりカバーリングされた後、デリベリーローラー10、テークアップローラー11を経て複合糸巻き取りボビン12に巻き取られる。
【0020】
本発明の製造方法で作製された複合糸は、糸Aと糸Bが引揃えられた状態で芯糸とし、その周囲に不溶性糸Cまたは可溶性糸C’でカバーリングされ、束ねられて3本が一体化された構造なので糸Aの長さも糸Bの長さも固定されている。複合糸にかかる張力を一手に支えているのは糸Bであり、糸A、糸C、糸C’は張力を支えるのには何の寄与もしない。従って、この複合糸を製織編しても、糸Aの長さはほとんど変化しないのである。
【0021】
本発明の製造方法で作製された織編物から糸Bが溶解除去されると、伸縮性糸Aと不溶性カバーリング糸C(束ね糸と云うこともある)との間に空隙(スペース)ができる。空隙ができたおかげで、織編物の伸び縮みに追随して糸Aも糸Cも伸び縮みし易くなるので、伸縮性に優れた織編物になるのである。
【0022】
本発明でカバーリング糸として可溶性糸C’を用いた複合糸の場合の効果について説明する。この複合糸は十分に製織編が可能であり、製織編物後、織編物中の可溶性糸を溶解除去した後は伸縮性糸Aだけが残るので、実質的に伸縮性糸のみで構成された織編物となる。実際には実質的に伸縮性糸Aのみで製織編することはできない。なぜなら、伸縮性糸は製織編の際にかかる張力で伸縮性糸が伸びてしまうからである。製織編できる糸にするため、伸縮性糸と可溶性糸を引揃え、強撚することで一時的に伸縮性糸の伸度を抑えるという工夫がなされていた。しかし、このようにして得られる強撚糸は伸度を抑えることはできるが、撚糸時にかかる張力のため伸縮性糸が伸ばされた状態で固定された糸となり、この糸を用いた織編物は可溶性糸を溶解除去すると織編物幅や長さのバラツキを防ぐことができない。
【0023】
本発明の方法によれば、ほとんど元の長さを維持している伸縮性糸Aと可溶性糸Bが引揃えられた状態でその周囲を可溶性糸Cで束ねて一体化されているため、製織編の際にかかる張力で伸縮性糸Aは伸ばされることもなく、元の長さを維持したまま製織編することができる。製織編後、可溶性糸B、またはカバーリング糸に可溶性糸C’が用いられていた場合には可溶性糸Bおよび糸C’の両糸を溶解除去すると糸Aだけが残り、あたかも伸縮性糸のみで製織編したような効果を示すのである。
【0024】
以後はカバーリング糸C(束ね糸)が不溶性糸の場合について説明する。本発明の織編物の製造方法で得た織編物では、製織編に使用した複合糸中の溶解糸Bを溶解除去した後は、糸Aと糸Cの間に空隙ができている。また糸Aも糸Cも固定された状態が解除されたため自由な伸縮性を回復しており、織編物の伸び縮みに追随して伸び縮みすることができる。さらに本発明の織編物は、糸Bを溶解除去した後も収縮せず、糸Bを溶解除去する前と織編物幅や長さが変わらないので、この変化のことを考慮する必要がない。
【0025】
一方、特許文献1で開示されている発明の場合、伸縮性糸を伸ばした状態で作製した複合糸であり、この複合糸を用いて製織編した織編物においては、可溶性糸を溶解した際に、伸縮性糸が元の長さに収縮するのでその収縮力により織編物が大幅に収縮してしまうことになるのである。
【0026】
この収縮するという現象を回避するには、用いる複合糸が重要である。伸縮性糸Aは、できるだけ元の長さに近い状態であることが好ましい。そのため、本発明で用いる複合糸の伸縮性糸Aのフィード倍率を0.8〜1.5倍にしてある。フィード倍率0.8倍では、糸Aを弛ませた状態で給糸しているように思えるが、実際は糸Aが伸ばされた状態から元の長さに戻ろうとするため弛んでいるわけではなく、伸縮性糸ならではの本発明における独特の操作である。一般に市販されている糸Aの代表例であるポリウレタン糸はチーズ形態で供給されているのが普通である。チーズ巻きの際にかかる張力のため、ポリウレタン糸は若干伸びた状態で巻かれているので、オーバーフィードすることでチーズ巻き前の糸長に戻るようにするのである。その程度が0.8倍との推定である。従って、フィード倍率が1と云うことはチーズに巻かれたポリウレタン糸の長さそのものを表しているのである。
【0027】
フィード倍率が1.5を超えると、伸縮性糸Aが伸ばされた状態で供給されるので、製織編後、可溶性糸Bを溶解除去すると糸Aが縮もうとする力が大きくなり、織編物幅の収縮が起こり好ましくない。糸Cは糸Aと糸Bから構成されている芯糸の周囲を螺旋状にカバーリングしているため、糸長は糸Aや糸Bの長さに比べて長く、織編物の伸縮変化に追随するに必要な糸長を十分に有している。
【0028】
以下、さらに詳細に本発明を説明する。本発明の織編物の製造方法で使用する伸縮性糸Aは破断伸度も大きいが規定範囲内の伸長後に張力が解除されればほぼ元の状態に戻る特性を有している。糸Aとして使用できる繊維を例示すれば、ポリウレタン繊維、ポリエステル系ウレタン繊維、ポリエーテル系ウレタン繊維、エステル系ウレタン化合物とエーテル系ウレタン化合物との共重合体繊維、ポリオレフィン系弾性繊維、ポリブチレンテレフタレート繊維、天然ゴム糸、合成ゴム糸、ポリ塩化ビニル繊維、ポリ塩化ビニリデン繊維などが挙げられる。伸長率の大きさ、伸長回復率の大きさ、市場での汎用性などを評価してポリウレタン繊維が好ましく用いられる。ポリウレタン繊維と他の伸縮性糸を組合せても使用できる。
【0029】
本発明の製造方法で使用される糸Bは、製織編の際にかかる張力に耐える強度を担保する働きをする糸であり、製織編の際に切断しない糸でなければならない。また、複合糸作製時にかかる張力で簡単に伸びてしまっては可溶性糸を溶解した後の織編物の幅や長さにバラツキが生じるため好ましくない。このことから、糸Bは可溶性でなければならず、かつ低伸度の糸が好ましく用いられる。
【0030】
これらの条件を満たす糸としては、水溶性ポリビニルアルコール系合成繊維、アルギン酸繊維、カチオン染料可染ポリエステル繊維が挙げられる。中でも溶解処理の容易さから水溶性ポリビニルアルコール系合成繊維が好ましく用いられる。水溶性ポリビニルアルコール系合成繊維、アルギン酸繊維の場合は水または温水で溶解処理を、カチオン染料可染ポリエステル繊維を使用する場合は、弱アルカリ水溶液で溶解処理する。この場合は糸Cは耐アルカリ性の繊維を用いなければならない。
【0031】
本発明で使用される複合糸の不溶性糸C7,7’は、引揃えられた糸Aおよび糸Bをカバーリングすることで束ねる役目を持つ糸であって、衣料用途や工業用途に用いられている熱可塑性合成繊維が好ましく使用できる。そのうちポリエステル繊維やナイロン繊維が好ましく用いられる。さらに特性としては熱収縮率が小さいことが好ましい。その理由は本複合糸で伸縮性布帛を製織編した後、糸Bの溶解除去工程、織編製品の染色工程などの加工工程で加熱されることが多く、熱収縮率の大きい糸を使用すると糸が収縮して織編物が収縮してしまう原因となるからである。従って、糸C7,7’の熱収縮率は180℃×30分の条件でのフリー収縮率が30%以内の糸が好ましい。糸C7,7’は同種の糸でも良いし異なった種類の糸でも良いが、作業上、同種の糸を使うのが好ましい。
【0032】
製織編後、複合糸中の糸Bを溶解除去した織編物は使用した伸縮糸Aと束ね糸Cだけになる。糸Aの長さと糸Cの長さを比べると、糸Cはカバーリング糸として使用されているので糸Aの糸長よりかなり長くなっている。糸Bが溶解されると糸Bが占めていた部分が空間となり、束ね糸として使用されている糸Cが自由に動けることになり、その結果、糸Aの伸び縮みに十分に対応できることになる。そのため、得られた織編物は優れた伸縮性を有するのである。
【0033】
カバーリング糸として可溶性糸C’を使用する場合は、芯糸Bとして使用した可溶性糸を糸C’として用いることができる。この場合、芯糸に使用した可溶性糸とカバーリング糸として使用した可溶性糸は同種の糸を使用することが好ましく、作業上の容易性を考慮すると水溶性糸を用いるのが好ましい。
【0034】
次に本発明で使用する複合糸の製造方法について説明する。[図1]に本発明の一実施態様を示す概略図を示している。伸縮性糸Aを巻いたボビン1から引き出した糸Aをフィードローラー3と給糸ローラー5の間で0.8〜1.5倍のフィード倍率で第一段中空スピンドル8に導く。一方、低伸長性可溶性糸Bは糸Bを巻いたボビン2から引き出した糸Bをフィードローラー4と給糸ローラー5の間で1〜1.05倍のフィード倍率で送り出される。糸Aと糸Bは給糸ローラー5で引揃えられ、並走して第一段中空スピンドル8に導かれる。この引揃え糸を芯糸とする。
【0035】
糸Aのフィード倍率は0.8〜1.5倍の範囲が好ましく、より好ましくは可溶性糸Bの溶解後に織編物が収縮しないように1倍近辺が好ましい。使用目的によっては若干のオーバーフィードをかける場合もある。フィードローラー4と給糸ローラー5の糸速によって可溶性糸Bにかかる張力により糸Bが多少伸びることがあるが、その程度は糸Bの破断伸度のせいぜい30%以下の範囲内で、織編物を作製する際には何ら問題はない。
【0036】
また、色糸が欲しい場合には、糸Cを染色しておいて芯糸の周囲にカバーリングした複合糸とすれば良い。
【0037】
本発明における複合糸における束ね方法は中空スピンドルを使ったカバーリング機によるカバードヤーン方式が好ましく用いられる。中空スピンドル8,8’には不溶性糸Cまたは可溶性糸C’を巻いたカバーリングボビン6、6’が差し込まれている。中空スピンドルの穴に導かれてきた糸Aおよび糸Bの引揃え糸は第一段中空スピンドル8とバルーンガイド9との間で所定回数、糸Cによりシングルカバーリングされ、次いで第二段中空スピンドルとバルーンガイド9’との間でダブルカバーリングされて、デリベリーローラー10、テークアップローラー11を経て複合糸巻き取りボビン12に巻き取られる。
【0038】
図1には中空スピンドルが2個の場合を示しているが、芯糸を十分にカバーリングすることができるなら1個でのシングルカバーリングでも良い。ダブルカバーリングの場合、束ね糸Cのカバーリング方向は同方向でも良いし、第一段目は右方向、第二段目は左方向としても良い。芯糸が束ね糸Cで十分にカバーリングされているなら同方向でも異方向でも良い。また、カバーリングの程度であるが、芯糸が全体に被覆され、芯糸が露見していないのが好ましいが、織編物となった際に芯糸が少々露見していても構わないのなら何ら問題はない。
【実施例】
【0039】
以下、本発明の製造方法を実施例により具体的に説明する。
【0040】
(実施例1)
図1に示すような装置を用いた。糸Aとして310dtexのポリウレタン糸(東レ株式会社製)を、糸Bとして31dtexの水溶性ビニロン糸(株式会社ニチビ製、商品名ソルブロン)を、糸Cとして56dtexのポリエステルフィラメント加工糸(東レ株式会社製)を使用した。ポリウレタン糸を巻いたボビンと水溶性ビニロン糸を巻いたボビンそれぞれをカバーリング機台の芯糸用ボビンスタンドにセットし、ポリウレタン糸のフィード倍率を1倍、水溶性ビニロン糸のフィード倍率も1倍とした。これらの糸を引揃えて芯糸とした。この芯糸を3.8m/分の糸速でダブルカバー方式でポリエステルフィラメント加工糸を巻いたボビンを差し込んである2個の中空スピンドルに導き、第一段中空スピンドルで芯糸1m長に対して下巻は2000T/m、第二段中空スピンドルで上巻1500T/mになるよう螺旋状にカバーリングして巻き取って複合糸を得た。
【0041】
縦糸としてポリエステルフィラメント加工糸を45本/インチ、横糸として得られた複合糸を65本/インチ、で織幅204cmの平織り組織の織物に織り上げた。次に得られた織物中の可溶性糸を溶解除去する方法として60℃の温水に10分間浸して可溶性糸を溶解除去する方法を採用した。処理後、乾燥した時の織り上がり幅、と幅の収縮率を測定した結果、溶解処理後の織物幅は198cmで幅収縮率は2.94%であった。
【0042】
(比較例1)
ポリウレタンのフィ−ド倍率を2倍とした以外は実施例1と同様の糸使いで得た複合糸を実施例1と同様の織組織になるよう製織し織物を得た。可溶性糸の溶解処理も同様の条件で行い、乾燥させた後の織物幅を測定したところ、織物幅は107cmであり、幅収縮率は47.5%であった。この結果から、比較例1の場合に比べて、本発明の方法で得られた織物の溶解処理後の織物幅は、織り上がり幅よりほんの僅かしか収縮していないことが分かった。
【0043】
(実施例2、比較例2)
実施例1の方法で得られた溶解処理後の織物の横方向の伸縮性を測定した。試験はJIS−L−1096、8.16.1のB法に基づいて行った。この織物の横方向の伸長率は35%であった。この織物の荷重を外したところ、ほとんど元の長さに戻った。対照区として実施例1で用いた複合糸の代わりに112dtexのポリエステルフィラメント加工糸を用いた平織り組織の織物を得、同様のJIS法で伸長率を測定したところ、伸長率は1%であった。この結果より、比較例2の場合に比べて、本発明の方法で得られた複合糸を使った織物は優れた伸縮性を有していることが分かった。
【0044】
(実施例3、比較例3)
実施例1で使用した複合糸と、比較例1で使用した複合糸を用いて丸編機でメリヤス編地を作製した。編機は釜径31.5インチ、針数180本のシングルシリンダ編機であった。編み上がりの両編地を60℃の温水に10分間浸して可溶性糸を溶解除去、乾燥させた後の編地幅は、実施例1で使用した複合糸を使った編地幅の収縮率は4.9%であった。一方、比較例1で使用した複合糸を使った編地幅の収縮率は49.5%であった。この結果より、比較例3の場合に比べて、本発明の方法で得られた複合糸を使った編物も編地幅がほとんど収縮しないことが分かった。
【産業上の利用可能性】
【0045】
本発明の製造方法により得られた伸縮性織編物は、実施例と比較例の関係から明らかなように、従来の伸縮性織編物とは全く異なった製造方法で作られ、かつ、得られた織編物の特性も従来の伸縮性織編物とは大きく異なっていることが分かった。本発明の製造方法で作製された複合糸は、複合糸中の伸縮性糸がほとんど元の長さを維持しているので、一方の芯糸である可溶性糸を溶解除去しても製織編後の織編物幅がほとんど収縮しないと云う特徴を持っている。そのため、特別な織編設計をすることもなく、特別仕様の織機、編機を使う必要もなく、従来の織機、編機を使用できると云う利点を持っている。また、美観も損なわず、安定した幅広伸縮性織編物が簡単に得られるので製品のロスを減らすことができるようになった。
【符号の説明】
【0046】
1 …… 糸Aボビン
2 …… 糸Bボビン
3 …… 糸Aフィードローラー
4 …… 糸Bフィードローラー
5 …… 給糸ローラー
6 …… 第一段カバーリングボビン
6’…… 第二段カバーリングボビン
7 …… 第一段カバーリング糸CまたはC’
7’…… 第二段カバーリング糸CまたはC’
8 …… 第一段中空スピンドル
8’…… 第二段中空スピンドル
9 …… 第一段バルーンガイド
9’…… 第二段バルーンガイド
10 …… デリベリーローラー
11 …… テイクアップロラー
12 …… 複合糸巻き取りボビン
【特許請求の範囲】
【請求項1】
芯糸となる伸縮性糸Aを0.8〜1.5倍の範囲のフィード倍率で、糸Aを巻いたボビンから供給し、もう一方の芯糸となる低伸長性可溶性糸Bを1〜1.05倍の範囲のフィード倍率で、糸Bを巻いたボビンから供給し、糸Aおよび糸Bを並走させながら不溶性糸Cまたは可溶性糸C’を巻いたボビンを有する中空スピンドルに通して糸Aおよび糸Bの周囲を糸Cまたは糸C’でカバーリングして複合糸とする第一工程と、該複合糸を製織編する第二工程と、得られた織編物中の糸Bを溶解除去、またはカバーリング糸として糸C’を使用した場合は糸Bおよび糸C’の両糸を溶解除去する第三工程からなることを特徴とする伸縮性織編物の製造方法。
【請求項1】
芯糸となる伸縮性糸Aを0.8〜1.5倍の範囲のフィード倍率で、糸Aを巻いたボビンから供給し、もう一方の芯糸となる低伸長性可溶性糸Bを1〜1.05倍の範囲のフィード倍率で、糸Bを巻いたボビンから供給し、糸Aおよび糸Bを並走させながら不溶性糸Cまたは可溶性糸C’を巻いたボビンを有する中空スピンドルに通して糸Aおよび糸Bの周囲を糸Cまたは糸C’でカバーリングして複合糸とする第一工程と、該複合糸を製織編する第二工程と、得られた織編物中の糸Bを溶解除去、またはカバーリング糸として糸C’を使用した場合は糸Bおよび糸C’の両糸を溶解除去する第三工程からなることを特徴とする伸縮性織編物の製造方法。
【図1】


【公開番号】特開2012−219406(P2012−219406A)
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願番号】特願2011−86359(P2011−86359)
【出願日】平成23年4月8日(2011.4.8)
【出願人】(511032039)北陸化繊株式会社 (2)
【出願人】(000134936)株式会社ニチビ (13)
【Fターム(参考)】
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願日】平成23年4月8日(2011.4.8)
【出願人】(511032039)北陸化繊株式会社 (2)
【出願人】(000134936)株式会社ニチビ (13)
【Fターム(参考)】
[ Back to top ]