
位置合わせ装置、欠陥検出装置、および位置合わせ方法
【課題】容易に、かつ迅速に設計データと計測データとの位置合わせを実施する位置合わせ装置、欠陥検出装置、および位置合わせ方法を提供する。
【解決手段】欠陥検出装置は、記憶部13からCADデータを取得する設計データ取得手段141、三次元測定装置2から計測データを取得する計測データ取得手段142、概略位置合わせを行う第一位置合わせ手段143、計測データから複数の分割領域を取得する分割領域取得手段151、分割領域から第一計測点を取得して第一計測面を算出する第一計測面算出手段152、残計測点を取得する残計測点取得手段153、残計測点から第二計測点を抽出する第二計測点取得手段154、第二計測点に基づいて第二計測面を算出する第二計測面算出手段155、特徴点を算出する特徴点算出手段156、CADデータおよび計測データの位置合わせを実施する位置合わせ手段157を備えた。
【解決手段】欠陥検出装置は、記憶部13からCADデータを取得する設計データ取得手段141、三次元測定装置2から計測データを取得する計測データ取得手段142、概略位置合わせを行う第一位置合わせ手段143、計測データから複数の分割領域を取得する分割領域取得手段151、分割領域から第一計測点を取得して第一計測面を算出する第一計測面算出手段152、残計測点を取得する残計測点取得手段153、残計測点から第二計測点を抽出する第二計測点取得手段154、第二計測点に基づいて第二計測面を算出する第二計測面算出手段155、特徴点を算出する特徴点算出手段156、CADデータおよび計測データの位置合わせを実施する位置合わせ手段157を備えた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、CAD(Computer Aided Design)データ等の設計データと、製品の測定データとを位置合わせするための位置合わせ装置、欠陥検出装置、および位置合わせ方法に関する。
【背景技術】
【0002】
従来、CADデータ等の設計データに基づいて形成された製品(ワーク)における欠陥部位を検出する欠陥検出装置がある。このような欠陥検出装置では、ワークの外観形状を三次元測定装置により計測し、得られた計測データと設計データとを比較して欠陥を検出するが、この際、計測データと設計データとを位置合わせする必要がある。
このような位置合わせを実施するためには、従来、ワークの外形を計測する際に、治具を用いてワークをテーブル上に設置したり、ワークにマーカーを付け、マーカーを用いて計測を行ったりしてきた。しかしながら、治具を用いる場合、高精度な治具が必要で、コスト高となり、治具を設置する工程等が必要なため生産効率も低下し、治具の長期使用により、治具が劣化するという問題がある。また、マーカーを用いる場合でも、マーカーを正確に付ける必要があり、生産効率が低下してしまい、また、マーカーを付けた部位の計測ができないという問題があった。
【0003】
そこで、治具やマーカーを用いずに設計データと計測データとの位置合わせを実施する方法が考えられている(例えば、特許文献1参照)。
この特許文献1に記載の装置は、非接触計測点データの位置合わせ面に対応した点群データと、CADデータとを用いて位置合わせを行っている。すなわち、CADデータの位置合わせ面と点群データの対象点群とを対応付け、位置合わせ面と対象点群との概略の位置合わせを行って位置合わせ点群データを得る。そして、これらの位置合わせ点群データの全ての点に対し、誤差二乗和を繰り返して算出し、1つ前に算出した誤差二乗和と、新たに算出した誤差二乗和との差が所定値以下となったところ、すなわち値が収束したところで計算を終了させ、座標変換マトリクスを取得する。そして、この座標変換マトリクスを用いて点群データを座標変換してCADデータとの位置合わせを実施する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−82951号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記特許文献1に記載のような最小二乗法を繰り返して位置合わせを実施する方法では、算出のための処理時間が長くなり、作業効率が低下してしまうという問題がある。また、最小二乗法を繰り返し行ったとしても、必ずしも値が所定値以下に収束するという保証がなく、収束する場合であっても収束に要する計算時間が一定でないという問題がある。
【0006】
本発明は、上述の様な問題に鑑みて、容易に、かつ迅速に設計データと計測データとの位置合わせを実施する位置合わせ装置、欠陥検出装置、および位置合わせ方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の位置合わせ装置は、基準平面に対して平行な第一平面を有する設計物の設計データと、前記設計物に基づいて形成されたワークを三次元測定装置により形状計測することで得られた計測データとの位置合わせを実施する位置合わせ装置であって、前記第一平面は、前記設計物のその他の外周面よりも前記基準平面からの距離が大きく、前記設計データは、前記設計物の外周面上に位置する複数の設計点と、前記外周面の交点により規定される設計頂点とを備え、前記三次元測定装置は、前記ワークの前記第一平面に対応する面が上面となるように、ステージ面に前記ワークが載置された状態で前記ワークの形状計測を行い、前記計測データは、前記ワークの外周面上に位置する複数の計測点を備え、当該位置合わせ装置は、前記設計データが記憶される記憶手段と、前記記憶手段から前記設計データを取得する設計データ取得手段と、前記三次元測定装置から前記計測データを取得する計測データ取得手段と、前記設計データと前記計測データとの概略の位置合わせを行う第一位置合わせ手段と、前記設計データと前記計測データとの詳細な位置合わせを実施する第二位置合わせ手段と、を具備し、前記第一位置合わせ手段は、前記計測データから、前記設計データの前記第一平面内の第一規定領域に対応した第一基準領域を取得し、前記第二位置合わせ手段は、前記計測データから、前記第一基準領域を少なくとも一部に含む分割領域を少なくとも3つ以上取得する分割領域取得手段と、少なくとも3つ以上の前記分割領域に属する前記計測点から、前記基準平面からの距離が最大となる第一計測点を取得し、これらの第一計測点から、前記設計データの前記第一平面に対応した第一計測面を算出する第一計測面算出手段と、前記計測データから、前記第一計測面に属する計測点以外の残計測点を取得する残計測点取得手段と、前記計測データから、前記第一平面に隣接する第二面内の第二規定領域に対応した第二基準領域を取得し、前記残計測点から、この第二基準領域に属する第二計測点を抽出する第二計測点取得手段と、前記第二計測点に基づいて、前記第二面に対応した第二計測面を算出する第二計測面算出手段と、前記第一計測面および前記第二計測面の交点を特徴点として算出する特徴点算出手段と、前記設計頂点および前記特徴点から前記設計データおよび前記計測データの位置合わせを実施する位置合わせ手段と、を備えたことを特徴とする。
【0008】
ここで、本発明において、位置合わせを実施する対象であるワークは、基準平面に対して平行な第一平面を有する設計データに基づいて形成されたものであり、第一平面に対応する面が上面となるようにステージ上に載置されて計測される。また、計測データは、三次元測定装置により得られる複数の計測点により構築される点群データであり、これらの計測点は、3次元の位置座標(x、y、z)を有している。
【0009】
そして、本発明では、第一位置合わせ手段により設計データと計測データとの概略の位置合わせを実施した後、第二位置合わせ手段により詳細な位置合わせを実行する。この第一位置合わせ手段により実施される概略の位置合わせでは、計測データのうち、どこが第一平面の外周縁であるかまで特定はできないものの、設計データにおける設計物の第一平面が、計測データのどの辺りに相当するかの大凡の位置を把握することができる。すなわち、計測データのうち、第一平面の外周縁に対応する点は特定できないが、第一平面内の中央部に位置する第一規定領域に対応した第一基準領域は特定することができる。
そして、第二位置合わせ手段の分割領域取得手段は、上記のように特定された第一基準領域を含む分割領域を複数取得する。ここで、分割領域取得手段は、計測データの全領域を複数の分割領域に分割することで、分割領域を取得してもよく、計測データの内、第一基準領域を含む小領域を複数取得してもよい。
第一計測面算出手段は、このようにして得られた複数の分割領域の中で、基準平面からの距離が最も大きくなる第一計測点を取得する。ここで、基準平面は、xzy座標軸系におけるxy平面を指す。設計データでは、xy平面に対して第一平面が平行に形成される場合であっても、ワークをステージ面上に載置する際、必ずしもワークの上面がステージ面に対して平行となるとは限られない。しかしながら、ワークの上面が、設計物の第一平面となるように、ワークをステージ上に載置すると、ワークがステージ面に対して傾いていたとしても、ワークの上面に対応した計測点は、他の外周面上の計測点よりも、基準平面であるxy平面からの距離が大きくなる。したがって、分割領域中において、基準平面からの距離が最大となる計測点は、第一平面に対応した第一計測面上の点であると特定できる。よって、これらの第一計測点から、第一計測面を算出することで、ステージ面に対するワークの傾きをも求めることができる。
また、第一計測面が算出されると、残計測点取得手段により、第一計測面以外に属する計測点である残計測点を容易に求めることができる。
【0010】
次に、第二計測点取得手段は、第一平面に対して隣接する第二面に対応した第二計測点を取得する。
上記のような第一計測面算出手段により、設計物の第一平面に対応した第一計測面、および第一計測面に属する第一基準計測点は把握することはできる。しかしながら、三次元計測装置の計測間隔等により、第一平面の外周縁に対応した第一基準計測点が存在するか否かは不明であり、第一計測面の最外周部を構成する計測点を第一平面の外周縁とすると、誤差が発生する場合がある。
そこで、本発明では、第一計測面と第二計測面との交点を求めることで、正確な第一平面の外周縁に対応した第一計測面の外周縁を算出する。第二計測点取得手段は、このような第二計測面を算出するための第二計測点を抽出して取得し、第二計測面算出手段は、取得された第二計測点に基づいて、第二計測面を算出する。
この第二計測点の抽出方法としては、特に限定されないが、例えば、ユーザーが計測データ中の第二計測面内の第二基準領域に含まれると予測される計測点を指定し、第二計測点取得手段は、この指定された計測点を第二計測点として取得してもよい。また、第二計測点取得手段は、設計データおよび第一計測面に属する計測点(第一基準計測点)に基づいて、第二計測点を取得してもよい。
この後、特徴点算出手段は、第一計測面と少なくとも2つの第二計測面との交点を特徴点として算出し、位置合わせ手段は、特徴点と設計頂点とを合わせ込むことで位置合わせを実施する。
【0011】
このような位置合わせ装置では、複数の分割領域から、基準平面からの距離が最大となる第一計測点を取得し、これらの第一計測点に基づいて、第一平面に対応した第一計測面を算出する。したがって、最小二乗法により第一計測面を算出する場合に比べて、簡単な方法で、迅速に第一計測面を算出することができる。
同様に、第一計測面に隣接する第二面に対応した第二計測点を抽出し、これらの第二計測点から第二計測面を算出する。したがって、第二計測面の算出において、最小二乗法を用いる方法などに比べて、簡単かつ迅速に第二計測面を算出することができる。
そして、これらの第一計測面と第二面との交点を特徴点として算出することで、測定間隔にばらつきがあり、第一計測面や第二計測面の外周縁に相当する計測点が正確に計測されていない場合でも、ワークの正確な頂点の位置を求めることができる。また、このような特徴点に基づいて位置合わせを実施することで、高精度な位置合わせを実施することができる。
【0012】
本発明の位置合わせ装置では、前記残計測点取得手段は、前記計測データから、前記第一計測面および前記第二計測面に属する計測点を除外した残計測点を取得し、前記第二計測点取得手段は、前記第二計測面算出手段により算出された第二計測面を前記第一計測面と見なして新たに前記第二計測点を抽出し、前記特徴点算出手段は、複数の前記第二計測面の交点を特徴点として算出することが好ましい。
【0013】
設計データと計測データとの位置合わせを実施するためには、設計物の第一平面およびこれに隣接する第二面と、ワークの計測データ中の第一基準平面およびこれに隣接する第二計測面と、を位置合わせすればよいが、例えば第一平面および第一平面に隣接する第二面により構成される部分が、例えば円柱等の対称な構造を有し、その他の部分が非対称な構造を有する場合、第一平面の外周部の特徴点のみでは正確な位置合わせを実施できていない場合もある。これに対して、本発明では、第二計測点取得手段は、第二計測面を第一計測面と見なして、さらに第二計測点を取得する。すなわち、順次第二計測面に隣接する他の第二計測面を算出し、これらの第二計測面により算出される複数の特徴点を用いて位置合わせを実施する。
このような場合、第一計測面とこれに隣接する第二計測面とにより求められた特徴点のみでは位置合わせが困難な場合であっても、その他の第二計測面により求められた特徴点を用いて位置合わせを実施することができ、より高精度な位置合わせを実施することができる。また、ワークの全ての面に対する第一計測面および第二計測面から、ワークの全頂点に対応する特徴点を算出し、設計データの設計物の全ての設計頂点の座標と位置合わせすることで、より高精度な位置合わせを実施することができる。
【0014】
本発明の欠陥検出装置は、上述したような位置合わせ装置と、前記計測点および前記設計点に基づいて、前記ワークの外観欠陥を検出する欠陥検出手段と、を具備したことを特徴とすることを特徴とする。
【0015】
この発明では、欠陥検出装置は、上述したような位置合わせ装置を備えている。したがって、位置合わせ装置により、設計データと計測データとを、迅速に、かつ高精度に位置合わせすることができるので、欠陥検出手段による欠陥検出処理も迅速に処理を開始することができ、高精度な位置合わせ結果に基づいて、正確な欠陥検出を実施することができる。
【0016】
本発明の位置合わせ方法は、基準平面に対して平行な第一平面を有する設計物の設計データと、前記設計物に基づいて形成されたワークを三次元測定装置により形状計測することで得られた計測データとの位置合わせを実施する位置合わせ方法であって、前記第一平面は、前記設計物のその他の外周面よりも前記基準平面からの距離が大きく、前記設計データは、前記設計物の外周面上に位置する複数の設計点と、前記外周面の交点により規定される設計頂点とを備え、前記三次元測定装置は、前記ワークの前記第一平面に対応する面が上面となるように、ステージ面に前記ワークが載置された状態で前記ワークの形状計測を行い、前記計測データは、前記ワークの外周面上に位置する複数の計測点を備え、当該位置合わせ方法は、前記設計データが記憶される記憶手段から、前記設計データを取得する設計データ取得ステップと、前記三次元測定装置から前記計測データを取得する計測データ取得ステップと、前記設計データと前記計測データとの概略の位置合わせを行う第一位置合わせステップと、前記第一位置合わせステップの後、前記設計データと前記計測データとの詳細な位置合わせを実施する第二位置合わせステップと、を備え、前記第一位置合わせステップは、前記計測データから、前記設計データの前記第一平面内の第一規定領域に対応した第一基準領域を取得し、前記第二位置合わせステップは、前記計測データから、前記第一基準領域を少なくとも一部に含む分割領域を少なくとも3つ以上取得する分割領域取得ステップと、前記分割領域取得ステップの後、少なくとも3つ以上の前記分割領域に属する前記計測点から、前記基準平面からの距離が最大となる第一計測点を取得し、これらの第一計測点から、前記設計データの前記第一平面に対応した第一計測面を算出する第一計測面算出ステップと、前記第一計測面算出ステップの後、前記計測データから、記第一計測面に属する計測点以外の残計測点を取得する残計測点取得ステップと、前記残計測点取得ステップの後、前記計測データから、前記第一平面に隣接する第二面内の第二規定領域に対応した第二基準領域を取得し、前記残計測点から、この第二基準領域に属する第二計測点を抽出する第二計測点取得ステップと、前記第二計測点取得ステップの後、前記第二計測点に基づいて、前記第二面に対応した第二計測面を算出する第二計測面算出ステップと、前記第二計測面算出ステップ後、前記第一計測面および前記第二計測面の交点を特徴点として算出する特徴点算出ステップと、前記特徴点算出ステップの後、前記設計頂点および前記特徴点から前記設計データおよび前記計測データの位置合わせを実施する位置合わせステップと、を備えたことを特徴とする。
【0017】
この発明では、上記発明と同様の効果を得ることができ、最小二乗法により第一計測面や第二計測面を算出する方法に比べて、簡単で、かつ迅速に第一計測面や第二計測面を算出することができる。また、第一計測面と第二計測面との交点を特徴点として算出することで、ワークの正確な頂点の位置を求めることができ、高精度な位置合わせを実施することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施形態の欠陥検出装置の概略ブロック図である。
【図2】本実施形態の欠陥検出装置の制御部の詳細構成および処理の流れを示すブロック図である。
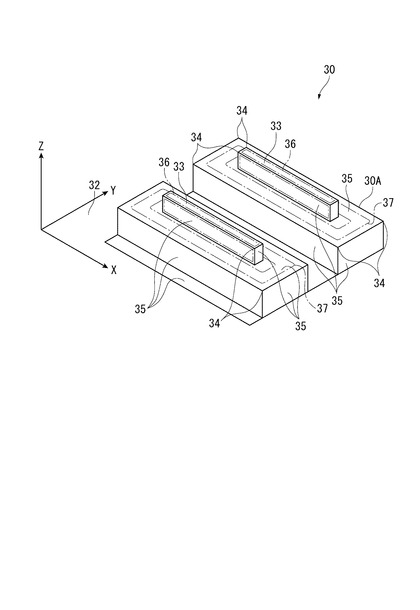
【図3】設計物の一例を示す図である。
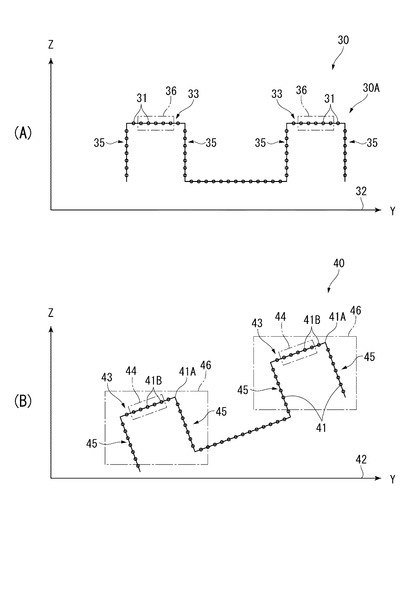
【図4】図3の設計物に対するCADデータ(設計データ)および計測データを示す図であり、(A)は設計物の一部の断面を示すCADデータであり、(B)は、ワークを計測結果の一部を示す計測データである。
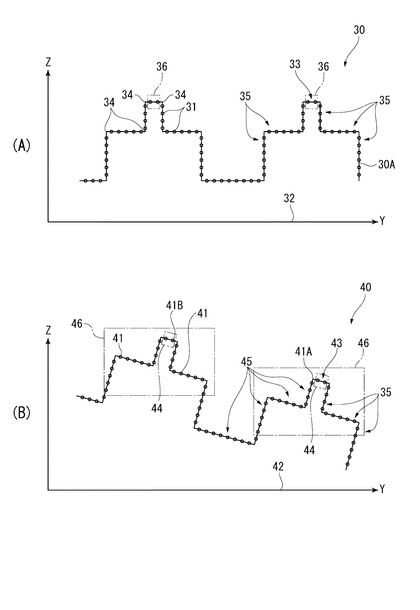
【図5】設計物の他の例を示す図である。
【図6】図5のワークに対するCADデータ(設計データ)および計測データを示す図であり、(A)は設計物の一部の断面を示すCADデータであり、(B)は、ワークを計測結果の一部を示す計測データである。
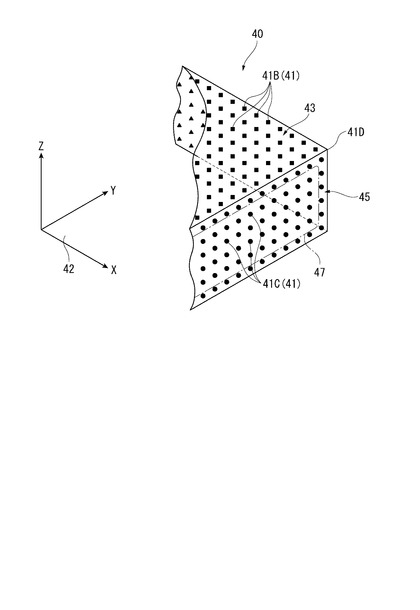
【図7】ワークの一部に対する計測点の三次元位置を示す図である。
【図8】ワークの一部に対する計測点の二次元位置を示す図である。
【図9】本実施形態の欠陥検出処理を示すフローチャートである。
【発明を実施するための形態】
【0019】
以下、本発明に係る一実施形態の欠陥検出装置について、図面に基づいて説明する。
図1は、本実施形態の欠陥検出装置の概略構成を示すブロック図である。図2は、本実施形態の欠陥検出装置の制御部の詳細構成および処理の流れを示すブロック図である。
本実施形態の欠陥検出装置1は、CAD(Computer Aided Design)データ(設計データ)に基づいて形成されたワークの欠陥を検出するための装置である。より具体的には、本実施形態の欠陥検出装置1は、CADデータと計測データとがほぼ一致しており、例えば目視では確認できないような外周表面の微細欠陥を検出する装置である。
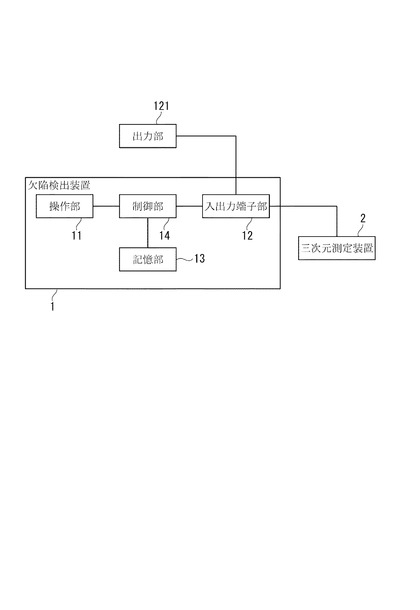
この欠陥検出装置1としては、例えばパーソナルコンピューター等の汎用コンピューターを用いることができる。そして、欠陥検出装置1は、図1に示すように、操作部11と、入出力端子部12と、記憶部13(記憶手段)と、制御部14と、を備えて構成されている。
【0020】
操作部11は、例えばキーボードやマウス等が例示でき、ユーザーの操作により、操作に応じた操作信号が入力される。入力された操作信号は、制御部14に出力される。
入出力端子部12は、外部接続機器と通信可能に接続する部位であり、三次元測定装置2や出力部121が接続される。出力部121としては、例えば制御部14で処理されて映像を表示するディスプレイや、データをプリントするプリンターなどを例示できる。
【0021】
また、入出力端子部12に接続される三次元測定装置2は、図2に示すように、ワークAを載置可能なステージ面21と、ステージ面21に載置されたワークAの外面形状を計測する計測センサー22と、計測センサー22を制御してワークAの計測データ40(図4参照)を取得する生成する三次元形状計測手段23と、を備えている。
計測センサー22および三次元形状計測手段23としては、ワークAの外周表面を複数の計測点で精度よく取得できるものであれば特に限定されない。例えば、2台のカメラを用いステレオ法により各計測点の三次元座標を検出するものであってもよく、スリット光を照射して、各計測点の三次元座標を検出する光切断法や、光パターンを投影することで各計測点の三次元座標を検出するパターン投影法などを用いてもよい。
【0022】
記憶部13には、制御部14により処理されるプログラムや、プログラムを実行するために必要な各種データ等が記憶されている。
記憶部13に記憶される各種データとしては、CADデータ30(図3参照)や、三次元測定装置2から入力された計測データ40などが挙げられる。
【0023】
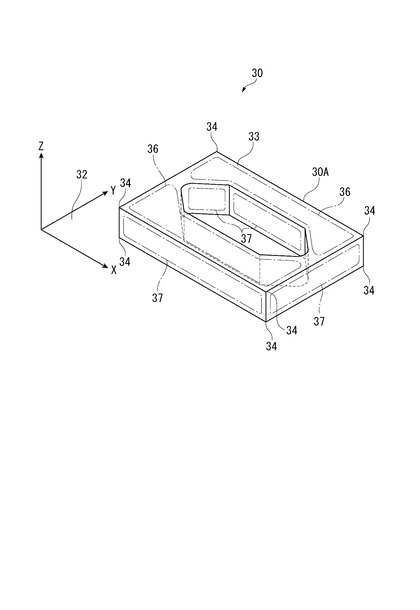
図3は、本実施形態における設計物30Aの一例であり、図5は、他の設計物30Aの例である。また、図4(A)は、図3の設計物30Aの一部(断面)のCADデータ30であり、図4(B)は、図3の設計物30AのCADデータ30に基づいて形成されたワークの外周表面を三次元測定装置2で計測することで得られた計測データ40の一部(断面)である。また、図6(A)は、図5の設計物30Aの一部(断面)のCADデータ30であり、図6(B)は、図5の設計物30AのCADデータ30に基づいて形成されたワークAの外周表面を三次元測定装置2で計測することで得られた計測データ40の一部(断面)である。
CADデータ30は、設計物30Aの外周表面形状を示すデータであり、各外周表面上に属する複数の設計点31により構成された点群データである。
ここで、CADデータ30で示される設計物30Aは、図3、図4(A)、図5、図6(A)に示すように、基準平面32(XY平面)に対して平行かつ基準平面32からの距離が最大となる第一平面33を有する形状に形成されている。また、CADデータ30は、少なくとも3つの外周面同士の交差点である頂点(設計頂点34)の座標位置データを有している。
【0024】
一方、計測データ40は、上述したように、CADデータ30に基づいて形成されたワークAを三次元測定装置2により外周表面の形状計測を行って得られた点群データであり、ワークAの外周面を構築する複数の計測点41を備えている。
【0025】
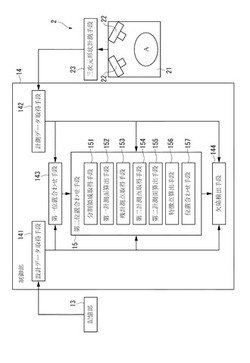
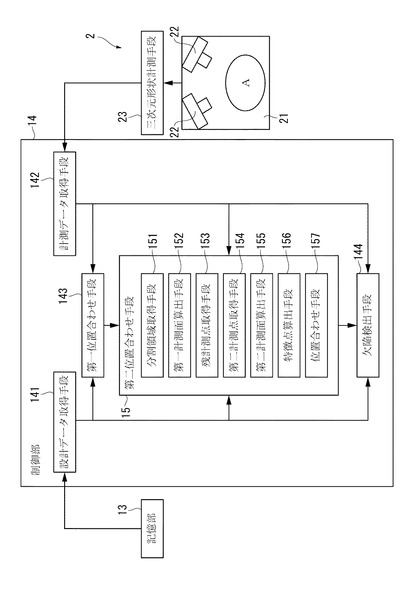
制御部14は、例えばCPU(Central Processing Unit)等の制御回路により構成される。この制御部14は、欠陥検出装置1の全体の動作を制御するOS上で、記憶部13から読み出した各種プログラムを展開して処理を実施することで、図2に示すように、設計データ取得手段141、計測データ取得手段142、第一位置合わせ手段143、第二位置合わせ手段15、および欠陥検出手段144として機能する。なお、CADデータ30を記憶する記憶部13と、設計データ取得手段141と、計測データ取得手段142と、第一位置合わせ手段143と、第二位置合わせ手段15により、本発明の位置合わせ装置が構成されている。
【0026】
設計データ取得手段141は、記憶部13からCADデータ30を読み出して取得する。
計測データ取得手段142は、三次元測定装置2から入力された計測データ40を取得する。なお、計測データ取得手段142は、三次元測定装置2から入力され、記憶部13に記憶された計測データ40を読み出す処理を実施してもよい。
【0027】
第一位置合わせ手段143は、CADデータ30と、計測データ40との概略位置合わせ処理を実施する。この概略位置合わせ処理は、CADデータ30に対して、計測データ40をある程度の粗い精度で位置合わせする処理であり、公知の技術(例えば特開2001−82951号公報の第0027段落〜第0032段落参照)により実施することができる。
この第一位置合わせ手段143では、設計物30Aの第一平面33において、外周端辺から予め設定された所定量だけ内側にある第一規定領域36が、計測データ40のどの領域(第一基準領域44)であるかを把握することが可能となり、CADデータ30の第一平面33に対して、計測データ40の第一計測面43の大凡の位置が特定される。
【0028】
第二位置合わせ手段15は、第一位置合わせ手段143により概略位置合わせ処理が行われた後に、より詳細な位置合わせを実施する。
具体的には第二位置合わせ手段15は、分割領域取得手段151と、第一計測面算出手段152と、残計測点取得手段153と、第二計測点取得手段154と、第二計測面算出手段155と、特徴点算出手段156と、位置合わせ手段157と、を備えている。
【0029】
分割領域取得手段151は、計測データ40から、第一基準領域44を含む分割領域46を取得する。
つまり、ワークAを三次元計測する際、CADデータ30における基準平面32とステージ面21とは必ずしも一致しているとは限られず、設計物30Aの第一平面33に対応するワークAの上面は、ステージ面21に対して傾斜している場合がある。この場合、図4(B)、図6(B)に示すように、計測データ40において、ワークAの上面に対して計測された第一計測面43は、基準平面42(xy平面)に対して所定角度で傾斜する。
分割領域取得手段151は、この傾斜した第一計測面43を特定するために、計測データ40を、第一位置合わせ手段143にて取得した第一基準領域44を少なくとも一部に含む分割領域46を取得する。すなわち、分割領域46に対応する点群データを取得する。ここで、分割領域取得手段151は、第一計測面43を算出する3点を検出するために、少なくとも3つの分割領域46が取得されればよい。
なお、本実施形態では、図4(B)、図6(B)に示すように、計測データ40の全計測点41から、小領域である分割領域46の点群のみを抜きだす処理を例示したが、例えば計測データ40全体を、3つ以上の分割領域46に分割し、全ての計測点41を3つ以上のグループに分ける処理をしてもよい。
【0030】
第一計測面算出手段152は、分割領域取得手段151により取得された分割領域46を構成する計測点41の点群のうち、基準平面42からの距離が最大となる計測点41を第一計測点41Aとして取得する。そして、取得した第一計測点41Aに基づいて第一計測面43の平面式を算出する。
すなわち、本実施形態では、第一平面33は、基準平面32から最も距離が離れた位置にある平面であり、ワークAは、第一平面33に対応する面が上面となるように基準平面42に載置される。したがって、各分割領域46において、基準平面42から最も距離が離れた計測点41は、必ず第一計測面43上の点となる。したがって、第一計測面算出手段152は、少なくとも3つ以上の分割領域46からそれぞれ第一計測点41Aを取得することで、これらの第一計測点41Aに基づいて、第一計測面43の傾きや、平面方程式を算出することができ、さらには、計測点41のうち、この第一計測面43に属している計測点(第一基準計測点41B)のみを抽出することができる。
【0031】
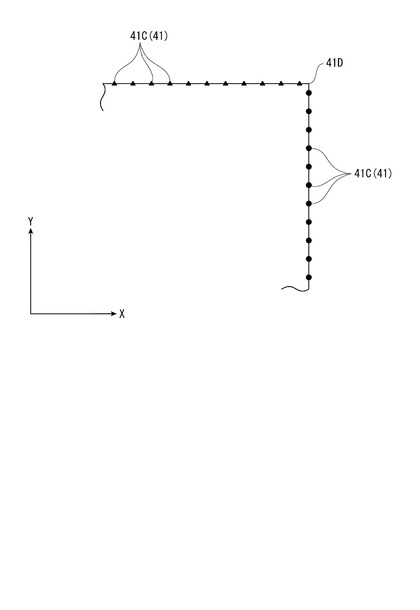
図7は、計測データ40の一部に対する計測点41を三次元座標で示す図である。図8は、計測データ40の一部に対する計測点41をz軸方向から見た二次元座標で示す図である。
残計測点取得手段153は、図7および図8に示すように、計測データ40の計測点41から、第一基準計測点41Bのみを除いた残計測点を取得する。
【0032】
第二計測点取得手段154は、残計測点から、ワークAの第一計測面43に隣接する第二計測面45に属する計測点41(第二計測点41C)を取得する。
ここで、第二計測点取得手段154は、CADデータ30に基づいて、計測データ40のうち第二計測面45に確実に属する点を第二計測点41Cとして取得する。
つまり、第一計測面算出手段152により抽出された第一基準計測点41Bのうち、最も外周部分に位置する点(最外第一基準計測点)が、ワークAの第一平面33に対応する上面の端辺上に位置する点か否かを判断することは困難である。しかしながら、この最外第一基準計測点が、第一平面33に対応する上面の端辺に最も近接する位置に位置していることは確実であり、三次元測定装置2における計測間隔の誤差範囲は特定可能である。したがって、CADデータ30において、第一平面33の外周端辺から第二面35に向かう方向に、計測間隔の誤差範囲以上の所定距離だけ離れ、かつ第二面の面内領域に属する第二規定領域37(図3、図5参照)が設定されていれば、計測データ40においても、第二規定領域37に対応する第二基準領域47(図7参照)内の計測点41は、第二面35に対応する第二計測面45に属する点であると判断することができる。
したがって、第二計測点取得手段154は、CADデータ30において設定された第二規定領域に基づいて、最外第一基準計測点に対して第二基準領域47に位置する計測点41を取得し、第二計測点41Cとする。
【0033】
第二計測面算出手段155は、取得した第二計測点41Cに基づいて、第二計測面45を算出する。ここで、CADデータ30には、第二面35に対応する第二計測面45の形状がどのような形状であるかが記録されている。例えば、第二面35が平面である場合、第二面35の平面式又は基準平面32に対する傾きが記録され、第二面35が曲面である場合、その曲面を表す式、又は曲率や曲率中心、曲率半径等が記録されている。したがって、第二計測面算出手段155は、CADデータ30の各第二面35の形状データに基づいて、第二計測点41Cを含み、かつ第二面35に対応した第二計測面45を容易に算出することができる。
【0034】
また、第二計測点取得手段154は、第二計測面算出手段155により第二計測面45が算出されると、さらに、この第二計測面45を第一計測面とし、新たに第二計測点を取得する。すなわち、第二計測点取得手段154は、算出されたワークAの各外周面に基づいて、その外周面に隣接する隣接面内に属する計測点を抽出し、第二計測面算出手段155は、これらの抽出された計測点に基づいてワークAの外周面を算出する。以上により、計測データ40から、ワークAの全外周面を算出することができる。
【0035】
特徴点算出手段156は、第一計測面算出手段152および第二計測面算出手段155により算出されたワークAの各外周面のうち少なくとも3つの面の交点により規定される頂点を特徴点41Dとして算出する。
ここで、特徴点算出手段156は、算出された各面の交点により算出されるため、計測点41の測定間隔にばらつきがある場合であっても、その影響を受けることがなく、ワークAの頂点(特徴点41D)を正確に求めることができる。
【0036】
位置合わせ手段157は、CADデータ30に記憶された設計頂点34の座標と、特徴点算出手段156により算出された特徴点41Dの座標とに基づいて、ワークAの並進ベクトル、回転行列を求め、特徴点41Dと設計頂点34との位置合わせを実施する。なお、剛体の並進ベクトル・回転行列の算出およびこれらを用いた剛体位置合わせは、周知の技術(例えば、近代科学社 「写真から作る3次元CG」 徐剛著参照)を用いればよく、ここでの説明は省略する。
【0037】
欠陥検出手段144は、上記第二位置合わせ手段143によるCADデータ30と計測データ40との位置合わせを実施した後、前記並進ベクトル・回転行列を用いて計測データ40の各計測点41をCADデータ30の座標系に変換し、変換した座標がCADデータ30の設計点31に対応しているか否かを判断する。そして、対応する設計点31がない場合、変換元の計測点41を欠陥部位として検出する。
【0038】
[欠陥検出装置の位置合わせ方法および欠陥検出方法]
次に、上述のような欠陥検出装置の動作について図面に基づいて説明する。
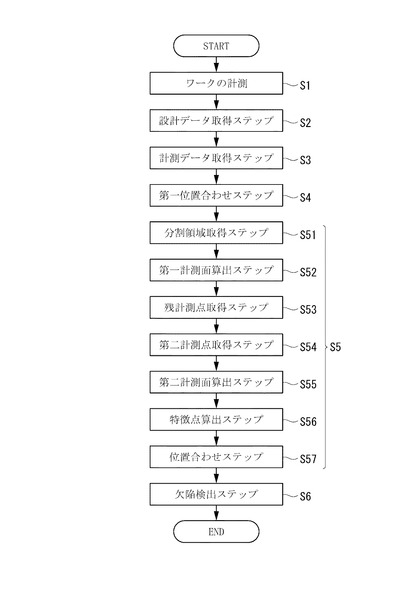
図9は、本実施形態の欠陥検出装置1の動作を示すフローチャートである。
【0039】
欠陥検出装置1により、ワークAの欠陥検出を実施するためには、まず、CADデータ30に基づいて形成されたワークAを三次元測定装置2のステージ面21に載置し、三次元測定装置2により計測データ40を計測させる(ステップS1)。
この後、欠陥検出装置1の設計データ取得手段141は、記憶部13からCADデータ30を読み出して取得する(ステップS2:設計データ取得ステップ)。
また、欠陥検出装置1の計測データ取得手段142は、三次元測定装置2から入力された計測データ40を取得する(ステップS3:計測データ取得ステップ)。
【0040】
この後、欠陥検出装置1の第一位置合わせ手段143は、CADデータ30および計測データ40の概略位置合わせ処理を実施し、第一平面に対応する領域である第一基準領域44を取得する(ステップS4:第一位置合わせステップ)。
【0041】
このステップS4の後、欠陥検出装置1の第二位置合わせ手段15は、CADデータ30と計測データ40との詳細な位置合わせ処理である第二位置合わせ処理を実施する(ステップS5:第二位置合わせステップ)。
この第二位置合わせ処理では、まず、分割領域取得手段151は、計測データ40の計測点41から、ステップS4により取得した第一基準領域44を含む分割領域46に対応した点群を取得する(ステップS51:分割領域取得ステップ)。
そして、第一計測面算出手段152は、ステップS51にて取得した各分割領域46に含まれる計測点41のうち、基準平面42からの距離が最大である第一計測点41Aを取得する。また、第一計測面算出手段152は、取得した少なくとも3つ以上の第一計測点41Aから、第一計測面43を算出し、計測データ40の計測点41からこの第一計測面43に属する第一基準計測点41Bを検出する(ステップS52:第一計測面算出ステップ)。また、残計測点取得手段153は、計測データ40の計測点41から、第一基準計測点41B以外の残計測点を抽出する(ステップS53:残計測点取得ステップ)。
【0042】
第二計測点取得手段154は、残計測点から、第一計測面43に隣接する第二計測面45に属する第二計測点41Cを取得する(ステップS54:第二計測点取得ステップ)。
また、第二計測面算出手段155は、ステップS54にて取得した第二計測点41Cに基づいて、第二計測面45を算出する(ステップS55:第二計測面算出ステップ)。
この後、第二計測点取得手段154は、ステップS55にて取得した第二計測面45を、第一計測面と見なし、さらに第二計測点41Cを抽出する処理を実施し、第二計測面算出手段155は、抽出された第二計測点41Cに基づいて、第二計測面45の算出処理を実施する。すなわち、欠陥検出装置1は、上記ステップS54およびステップS55を繰り返し実施することで、ワークAのステージ面21に対向する面を除くすべての外周面に対応した第二計測面45を算出する。
【0043】
ステップS54およびステップS55の処理により、ワークAの各外周面に対応した第二計測面45が算出されると、特徴点算出手段156は、ステップS52で算出された第一計測面43、およびステップS55で算出された第二計測面45のうち、少なくとも3面の交点から特徴点41Dを算出する(ステップS56:特徴点算出ステップ)。
そして、ステップS56の後、位置合わせ手段157は、設計頂点34および特徴点41Dに基づいて、ワークAの並進ベクトル・回転行列を算出し、CADデータ30と計測データ40との位置合わせを実施する(ステップS57:位置合わせステップ)。
以上のステップS51〜ステップS57により、一連の第二位置合わせステップが終了する。
【0044】
この後、欠陥検出手段144は、並進ベクトル・回転行列を用いて計測データ40の各計測点41をCADデータ30の座標系に変換し、変換先に対応する設計点31がない場合に、変換元の計測点41を欠陥部位として検出する(ステップS6)。
【0045】
[本実施形態の作用効果]
上記のように、本実施形態の欠陥検出装置1は、CADデータ30を記憶する記憶部13と、CADデータ30を読み出す設計データ取得手段141と、三次元測定装置2から計測データ40を取得する計測データ取得手段142と、CADデータ30と計測データ40との概略位置合わせ処理を実施する第一位置合わせ手段143と、CADデータ30と計測データ40との詳細な位置合わせ処理を実施する第二位置合わせ手段15とを備えている。
そして、第二位置合わせ手段15は、分割領域取得手段151により、第一位置合わせ手段143により特定された第一基準領域を有する複数の分割領域46を取得し、第一計測面算出手段152により、各分割領域46のうち、基準平面42からの距離が最大となる計測点41(第一計測点41A)を抽出して、これらの第一計測点41Aに基づいて第一計測面43の傾きや平面方程式等を算出する。このため、欠陥検出装置1では、計測データ40の全計測点41を用いることなく、最小で3つの第一計測点41Aに基づいて第一計測面43を容易に求めることができ、処理の迅速化をも図ることができる。
【0046】
また、第二位置合わせ手段15は、残計測点取得手段153により、計測点41から第一基準計測点41Bを除いた残計測点を求め、第二計測点取得手段154により、これらの残計測点から、第二計測点41Cを抽出する。そして、第二計測面算出手段155は、これらの抽出された第二計測点41Cに基づいて、第二計測面45を算出する。
このため、上記第一計測面43の算出と同様に、計測データ40の全計測点41を用いることがなく、第二計測面45を容易に求めることができ、処理の迅速化をも図ることができる。
【0047】
また、特徴点算出手段156は、算出された第一計測面43および第二計測面45のうち、少なくとも3面の交点で規定される頂点を特徴点41Dとして算出し、位置合わせ手段157は、算出された特徴点41Dと、CADデータ30の設計頂点34とに基づいて、位置合わせ処理を実施する。
つまり、三次元測定装置2により測定される各計測点41は測定間隔にばらつきがあり、計測点41が必ずしも第一計測面43や第二計測面45の外周端辺上に位置するとは限らない。したがって、例えば第一計測面43に含まれる計測点41のうち、最外周部に位置する計測点41を第一計測面43の外周端辺とした場合、誤差が発生する場合がある。これに対して、上記のように、算出された第一計測面43や第二計測面45の交点から特徴点41Dを求める方法を用いることで、ワークAの頂点に相当する点を特徴点41Dとすることができ、より正確な位置合わせを実施することができる。
【0048】
ここで、本実施形態の欠陥検出装置1では、第一計測面43とこれに隣接する第二計測面45のみを算出するのではなく、さらに、算出された第二計測面45に隣接する他の第二計測面45をも順次算出し、ワークAの各外周面に対応した第一計測面43および第二計測面45を算出する。そして、特徴点算出手段156は、第一計測面43の外周端辺に位置する特徴点41Dだけでなく、複数の第二計測面45により特徴点41Dを算出する。すなわち、ワークAの各頂点に対応した特徴点41Dを算出する。
そして、位置合わせ手段157は、これらの特徴点41Dと設計頂点34とに基づいて位置合わせ処理を実施する。
このため、第一計測面43およびこれに隣接する第二計測面45により構成される立体構造体が、例えば重心に対して対称となる形状であり、第一計測面43に属する特徴点41DのみではCADデータ30と計測データ40との位置合わせが困難な場合であっても、その他の特徴点41Dにより、精度よく位置合わせを実施することができる。
【0049】
そして、欠陥検出装置1は、上記のように正確に位置合わせされたCADデータ30と計測データ40とに基づいて、ワークAの欠陥部位を検出する。このため、高精度に欠陥部位を特定することができ、欠陥検出漏れや誤検出を防止できる。
【0050】
[変形例]
なお、本発明は前述の実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
【0051】
例えば、上記実施形態において、特徴点41Dとして、少なくとも3つの面の交点を算出することで、ワークAの頂点に対応する点を算出したが、これに限定されない。
例えば、第一計測面43が円形であり、第一計測面43に隣接する第二計測面45が円筒形状である場合、これらの2面により規定される交線(円)を特徴点の集合部として算出してもよく、例えば円形の交線のうち所定の基準点からの距離が最小となる1点を特徴点としてもよい。
【0052】
また、第二計測点取得手段154は、CADデータ30において設定された第二規定領域に基づいて、最外第一基準計測点に対して第二基準領域47に位置する計測点41を取得し、第二計測点41Cとしたがこれに限らない。例えば、欠陥検出装置1を操作する利用者が、計測データ中から計測点41を指定し、第二計測点取得手段154は、指定された計測点を第二計測点41Cとして取得する処理をしてもよい。
【0053】
また、三次元測定装置2として、ステレオ法や光切断法、パターン投影法などの非接触型の三次元計測データを取得可能な例を示したが、これに限られず、例えばプローブをワークAの表面に接触させてワークAの外形形状を計測する接触型の三次元測定装置を用いてもよい。
【0054】
以上、本発明を実施するための最良の構成について具体的に説明したが、本発明は、これに限定されるものではない。すなわち、本発明は、主に特定の実施形態に関して特に図示され、かつ、説明されているが、本発明の技術的思想および目的の範囲から逸脱することなく、以上述べた実施形態に対し、当業者が様々な変形および改良を加えることができるものである。
【符号の説明】
【0055】
1…欠陥検出装置、2…三次元測定装置、13…記憶部(記憶手段)、15…第二位置合わせ手段、21…ステージ面、30…CADデータ(設計データ)、30A…設計物、32…基準平面、31…設計点、34…設計頂点、35…第二面、36…第一規定領域、37…第二規定領域、40…計測データ、41…計測点、41A…第一計測点、41B…第一基準計測点、41C…第二計測点、41D…特徴点、42…基準平面、43…第一計測面、44…第一基準領域、45…第二計測面、46…分割領域、47…第二基準領域、141…設計データ取得手段、142…計測データ取得手段、143…第一位置合わせ手段、144…欠陥検出手段、151…分割領域取得手段、152…第一計測面算出手段、153…残計測点取得手段、154…第二計測点取得手段、155…第二計測面算出手段、156…特徴点算出手段、157…位置合わせ手段、A…ワーク。
【技術分野】
【0001】
本発明は、CAD(Computer Aided Design)データ等の設計データと、製品の測定データとを位置合わせするための位置合わせ装置、欠陥検出装置、および位置合わせ方法に関する。
【背景技術】
【0002】
従来、CADデータ等の設計データに基づいて形成された製品(ワーク)における欠陥部位を検出する欠陥検出装置がある。このような欠陥検出装置では、ワークの外観形状を三次元測定装置により計測し、得られた計測データと設計データとを比較して欠陥を検出するが、この際、計測データと設計データとを位置合わせする必要がある。
このような位置合わせを実施するためには、従来、ワークの外形を計測する際に、治具を用いてワークをテーブル上に設置したり、ワークにマーカーを付け、マーカーを用いて計測を行ったりしてきた。しかしながら、治具を用いる場合、高精度な治具が必要で、コスト高となり、治具を設置する工程等が必要なため生産効率も低下し、治具の長期使用により、治具が劣化するという問題がある。また、マーカーを用いる場合でも、マーカーを正確に付ける必要があり、生産効率が低下してしまい、また、マーカーを付けた部位の計測ができないという問題があった。
【0003】
そこで、治具やマーカーを用いずに設計データと計測データとの位置合わせを実施する方法が考えられている(例えば、特許文献1参照)。
この特許文献1に記載の装置は、非接触計測点データの位置合わせ面に対応した点群データと、CADデータとを用いて位置合わせを行っている。すなわち、CADデータの位置合わせ面と点群データの対象点群とを対応付け、位置合わせ面と対象点群との概略の位置合わせを行って位置合わせ点群データを得る。そして、これらの位置合わせ点群データの全ての点に対し、誤差二乗和を繰り返して算出し、1つ前に算出した誤差二乗和と、新たに算出した誤差二乗和との差が所定値以下となったところ、すなわち値が収束したところで計算を終了させ、座標変換マトリクスを取得する。そして、この座標変換マトリクスを用いて点群データを座標変換してCADデータとの位置合わせを実施する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−82951号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記特許文献1に記載のような最小二乗法を繰り返して位置合わせを実施する方法では、算出のための処理時間が長くなり、作業効率が低下してしまうという問題がある。また、最小二乗法を繰り返し行ったとしても、必ずしも値が所定値以下に収束するという保証がなく、収束する場合であっても収束に要する計算時間が一定でないという問題がある。
【0006】
本発明は、上述の様な問題に鑑みて、容易に、かつ迅速に設計データと計測データとの位置合わせを実施する位置合わせ装置、欠陥検出装置、および位置合わせ方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の位置合わせ装置は、基準平面に対して平行な第一平面を有する設計物の設計データと、前記設計物に基づいて形成されたワークを三次元測定装置により形状計測することで得られた計測データとの位置合わせを実施する位置合わせ装置であって、前記第一平面は、前記設計物のその他の外周面よりも前記基準平面からの距離が大きく、前記設計データは、前記設計物の外周面上に位置する複数の設計点と、前記外周面の交点により規定される設計頂点とを備え、前記三次元測定装置は、前記ワークの前記第一平面に対応する面が上面となるように、ステージ面に前記ワークが載置された状態で前記ワークの形状計測を行い、前記計測データは、前記ワークの外周面上に位置する複数の計測点を備え、当該位置合わせ装置は、前記設計データが記憶される記憶手段と、前記記憶手段から前記設計データを取得する設計データ取得手段と、前記三次元測定装置から前記計測データを取得する計測データ取得手段と、前記設計データと前記計測データとの概略の位置合わせを行う第一位置合わせ手段と、前記設計データと前記計測データとの詳細な位置合わせを実施する第二位置合わせ手段と、を具備し、前記第一位置合わせ手段は、前記計測データから、前記設計データの前記第一平面内の第一規定領域に対応した第一基準領域を取得し、前記第二位置合わせ手段は、前記計測データから、前記第一基準領域を少なくとも一部に含む分割領域を少なくとも3つ以上取得する分割領域取得手段と、少なくとも3つ以上の前記分割領域に属する前記計測点から、前記基準平面からの距離が最大となる第一計測点を取得し、これらの第一計測点から、前記設計データの前記第一平面に対応した第一計測面を算出する第一計測面算出手段と、前記計測データから、前記第一計測面に属する計測点以外の残計測点を取得する残計測点取得手段と、前記計測データから、前記第一平面に隣接する第二面内の第二規定領域に対応した第二基準領域を取得し、前記残計測点から、この第二基準領域に属する第二計測点を抽出する第二計測点取得手段と、前記第二計測点に基づいて、前記第二面に対応した第二計測面を算出する第二計測面算出手段と、前記第一計測面および前記第二計測面の交点を特徴点として算出する特徴点算出手段と、前記設計頂点および前記特徴点から前記設計データおよび前記計測データの位置合わせを実施する位置合わせ手段と、を備えたことを特徴とする。
【0008】
ここで、本発明において、位置合わせを実施する対象であるワークは、基準平面に対して平行な第一平面を有する設計データに基づいて形成されたものであり、第一平面に対応する面が上面となるようにステージ上に載置されて計測される。また、計測データは、三次元測定装置により得られる複数の計測点により構築される点群データであり、これらの計測点は、3次元の位置座標(x、y、z)を有している。
【0009】
そして、本発明では、第一位置合わせ手段により設計データと計測データとの概略の位置合わせを実施した後、第二位置合わせ手段により詳細な位置合わせを実行する。この第一位置合わせ手段により実施される概略の位置合わせでは、計測データのうち、どこが第一平面の外周縁であるかまで特定はできないものの、設計データにおける設計物の第一平面が、計測データのどの辺りに相当するかの大凡の位置を把握することができる。すなわち、計測データのうち、第一平面の外周縁に対応する点は特定できないが、第一平面内の中央部に位置する第一規定領域に対応した第一基準領域は特定することができる。
そして、第二位置合わせ手段の分割領域取得手段は、上記のように特定された第一基準領域を含む分割領域を複数取得する。ここで、分割領域取得手段は、計測データの全領域を複数の分割領域に分割することで、分割領域を取得してもよく、計測データの内、第一基準領域を含む小領域を複数取得してもよい。
第一計測面算出手段は、このようにして得られた複数の分割領域の中で、基準平面からの距離が最も大きくなる第一計測点を取得する。ここで、基準平面は、xzy座標軸系におけるxy平面を指す。設計データでは、xy平面に対して第一平面が平行に形成される場合であっても、ワークをステージ面上に載置する際、必ずしもワークの上面がステージ面に対して平行となるとは限られない。しかしながら、ワークの上面が、設計物の第一平面となるように、ワークをステージ上に載置すると、ワークがステージ面に対して傾いていたとしても、ワークの上面に対応した計測点は、他の外周面上の計測点よりも、基準平面であるxy平面からの距離が大きくなる。したがって、分割領域中において、基準平面からの距離が最大となる計測点は、第一平面に対応した第一計測面上の点であると特定できる。よって、これらの第一計測点から、第一計測面を算出することで、ステージ面に対するワークの傾きをも求めることができる。
また、第一計測面が算出されると、残計測点取得手段により、第一計測面以外に属する計測点である残計測点を容易に求めることができる。
【0010】
次に、第二計測点取得手段は、第一平面に対して隣接する第二面に対応した第二計測点を取得する。
上記のような第一計測面算出手段により、設計物の第一平面に対応した第一計測面、および第一計測面に属する第一基準計測点は把握することはできる。しかしながら、三次元計測装置の計測間隔等により、第一平面の外周縁に対応した第一基準計測点が存在するか否かは不明であり、第一計測面の最外周部を構成する計測点を第一平面の外周縁とすると、誤差が発生する場合がある。
そこで、本発明では、第一計測面と第二計測面との交点を求めることで、正確な第一平面の外周縁に対応した第一計測面の外周縁を算出する。第二計測点取得手段は、このような第二計測面を算出するための第二計測点を抽出して取得し、第二計測面算出手段は、取得された第二計測点に基づいて、第二計測面を算出する。
この第二計測点の抽出方法としては、特に限定されないが、例えば、ユーザーが計測データ中の第二計測面内の第二基準領域に含まれると予測される計測点を指定し、第二計測点取得手段は、この指定された計測点を第二計測点として取得してもよい。また、第二計測点取得手段は、設計データおよび第一計測面に属する計測点(第一基準計測点)に基づいて、第二計測点を取得してもよい。
この後、特徴点算出手段は、第一計測面と少なくとも2つの第二計測面との交点を特徴点として算出し、位置合わせ手段は、特徴点と設計頂点とを合わせ込むことで位置合わせを実施する。
【0011】
このような位置合わせ装置では、複数の分割領域から、基準平面からの距離が最大となる第一計測点を取得し、これらの第一計測点に基づいて、第一平面に対応した第一計測面を算出する。したがって、最小二乗法により第一計測面を算出する場合に比べて、簡単な方法で、迅速に第一計測面を算出することができる。
同様に、第一計測面に隣接する第二面に対応した第二計測点を抽出し、これらの第二計測点から第二計測面を算出する。したがって、第二計測面の算出において、最小二乗法を用いる方法などに比べて、簡単かつ迅速に第二計測面を算出することができる。
そして、これらの第一計測面と第二面との交点を特徴点として算出することで、測定間隔にばらつきがあり、第一計測面や第二計測面の外周縁に相当する計測点が正確に計測されていない場合でも、ワークの正確な頂点の位置を求めることができる。また、このような特徴点に基づいて位置合わせを実施することで、高精度な位置合わせを実施することができる。
【0012】
本発明の位置合わせ装置では、前記残計測点取得手段は、前記計測データから、前記第一計測面および前記第二計測面に属する計測点を除外した残計測点を取得し、前記第二計測点取得手段は、前記第二計測面算出手段により算出された第二計測面を前記第一計測面と見なして新たに前記第二計測点を抽出し、前記特徴点算出手段は、複数の前記第二計測面の交点を特徴点として算出することが好ましい。
【0013】
設計データと計測データとの位置合わせを実施するためには、設計物の第一平面およびこれに隣接する第二面と、ワークの計測データ中の第一基準平面およびこれに隣接する第二計測面と、を位置合わせすればよいが、例えば第一平面および第一平面に隣接する第二面により構成される部分が、例えば円柱等の対称な構造を有し、その他の部分が非対称な構造を有する場合、第一平面の外周部の特徴点のみでは正確な位置合わせを実施できていない場合もある。これに対して、本発明では、第二計測点取得手段は、第二計測面を第一計測面と見なして、さらに第二計測点を取得する。すなわち、順次第二計測面に隣接する他の第二計測面を算出し、これらの第二計測面により算出される複数の特徴点を用いて位置合わせを実施する。
このような場合、第一計測面とこれに隣接する第二計測面とにより求められた特徴点のみでは位置合わせが困難な場合であっても、その他の第二計測面により求められた特徴点を用いて位置合わせを実施することができ、より高精度な位置合わせを実施することができる。また、ワークの全ての面に対する第一計測面および第二計測面から、ワークの全頂点に対応する特徴点を算出し、設計データの設計物の全ての設計頂点の座標と位置合わせすることで、より高精度な位置合わせを実施することができる。
【0014】
本発明の欠陥検出装置は、上述したような位置合わせ装置と、前記計測点および前記設計点に基づいて、前記ワークの外観欠陥を検出する欠陥検出手段と、を具備したことを特徴とすることを特徴とする。
【0015】
この発明では、欠陥検出装置は、上述したような位置合わせ装置を備えている。したがって、位置合わせ装置により、設計データと計測データとを、迅速に、かつ高精度に位置合わせすることができるので、欠陥検出手段による欠陥検出処理も迅速に処理を開始することができ、高精度な位置合わせ結果に基づいて、正確な欠陥検出を実施することができる。
【0016】
本発明の位置合わせ方法は、基準平面に対して平行な第一平面を有する設計物の設計データと、前記設計物に基づいて形成されたワークを三次元測定装置により形状計測することで得られた計測データとの位置合わせを実施する位置合わせ方法であって、前記第一平面は、前記設計物のその他の外周面よりも前記基準平面からの距離が大きく、前記設計データは、前記設計物の外周面上に位置する複数の設計点と、前記外周面の交点により規定される設計頂点とを備え、前記三次元測定装置は、前記ワークの前記第一平面に対応する面が上面となるように、ステージ面に前記ワークが載置された状態で前記ワークの形状計測を行い、前記計測データは、前記ワークの外周面上に位置する複数の計測点を備え、当該位置合わせ方法は、前記設計データが記憶される記憶手段から、前記設計データを取得する設計データ取得ステップと、前記三次元測定装置から前記計測データを取得する計測データ取得ステップと、前記設計データと前記計測データとの概略の位置合わせを行う第一位置合わせステップと、前記第一位置合わせステップの後、前記設計データと前記計測データとの詳細な位置合わせを実施する第二位置合わせステップと、を備え、前記第一位置合わせステップは、前記計測データから、前記設計データの前記第一平面内の第一規定領域に対応した第一基準領域を取得し、前記第二位置合わせステップは、前記計測データから、前記第一基準領域を少なくとも一部に含む分割領域を少なくとも3つ以上取得する分割領域取得ステップと、前記分割領域取得ステップの後、少なくとも3つ以上の前記分割領域に属する前記計測点から、前記基準平面からの距離が最大となる第一計測点を取得し、これらの第一計測点から、前記設計データの前記第一平面に対応した第一計測面を算出する第一計測面算出ステップと、前記第一計測面算出ステップの後、前記計測データから、記第一計測面に属する計測点以外の残計測点を取得する残計測点取得ステップと、前記残計測点取得ステップの後、前記計測データから、前記第一平面に隣接する第二面内の第二規定領域に対応した第二基準領域を取得し、前記残計測点から、この第二基準領域に属する第二計測点を抽出する第二計測点取得ステップと、前記第二計測点取得ステップの後、前記第二計測点に基づいて、前記第二面に対応した第二計測面を算出する第二計測面算出ステップと、前記第二計測面算出ステップ後、前記第一計測面および前記第二計測面の交点を特徴点として算出する特徴点算出ステップと、前記特徴点算出ステップの後、前記設計頂点および前記特徴点から前記設計データおよび前記計測データの位置合わせを実施する位置合わせステップと、を備えたことを特徴とする。
【0017】
この発明では、上記発明と同様の効果を得ることができ、最小二乗法により第一計測面や第二計測面を算出する方法に比べて、簡単で、かつ迅速に第一計測面や第二計測面を算出することができる。また、第一計測面と第二計測面との交点を特徴点として算出することで、ワークの正確な頂点の位置を求めることができ、高精度な位置合わせを実施することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施形態の欠陥検出装置の概略ブロック図である。
【図2】本実施形態の欠陥検出装置の制御部の詳細構成および処理の流れを示すブロック図である。
【図3】設計物の一例を示す図である。
【図4】図3の設計物に対するCADデータ(設計データ)および計測データを示す図であり、(A)は設計物の一部の断面を示すCADデータであり、(B)は、ワークを計測結果の一部を示す計測データである。
【図5】設計物の他の例を示す図である。
【図6】図5のワークに対するCADデータ(設計データ)および計測データを示す図であり、(A)は設計物の一部の断面を示すCADデータであり、(B)は、ワークを計測結果の一部を示す計測データである。
【図7】ワークの一部に対する計測点の三次元位置を示す図である。
【図8】ワークの一部に対する計測点の二次元位置を示す図である。
【図9】本実施形態の欠陥検出処理を示すフローチャートである。
【発明を実施するための形態】
【0019】
以下、本発明に係る一実施形態の欠陥検出装置について、図面に基づいて説明する。
図1は、本実施形態の欠陥検出装置の概略構成を示すブロック図である。図2は、本実施形態の欠陥検出装置の制御部の詳細構成および処理の流れを示すブロック図である。
本実施形態の欠陥検出装置1は、CAD(Computer Aided Design)データ(設計データ)に基づいて形成されたワークの欠陥を検出するための装置である。より具体的には、本実施形態の欠陥検出装置1は、CADデータと計測データとがほぼ一致しており、例えば目視では確認できないような外周表面の微細欠陥を検出する装置である。
この欠陥検出装置1としては、例えばパーソナルコンピューター等の汎用コンピューターを用いることができる。そして、欠陥検出装置1は、図1に示すように、操作部11と、入出力端子部12と、記憶部13(記憶手段)と、制御部14と、を備えて構成されている。
【0020】
操作部11は、例えばキーボードやマウス等が例示でき、ユーザーの操作により、操作に応じた操作信号が入力される。入力された操作信号は、制御部14に出力される。
入出力端子部12は、外部接続機器と通信可能に接続する部位であり、三次元測定装置2や出力部121が接続される。出力部121としては、例えば制御部14で処理されて映像を表示するディスプレイや、データをプリントするプリンターなどを例示できる。
【0021】
また、入出力端子部12に接続される三次元測定装置2は、図2に示すように、ワークAを載置可能なステージ面21と、ステージ面21に載置されたワークAの外面形状を計測する計測センサー22と、計測センサー22を制御してワークAの計測データ40(図4参照)を取得する生成する三次元形状計測手段23と、を備えている。
計測センサー22および三次元形状計測手段23としては、ワークAの外周表面を複数の計測点で精度よく取得できるものであれば特に限定されない。例えば、2台のカメラを用いステレオ法により各計測点の三次元座標を検出するものであってもよく、スリット光を照射して、各計測点の三次元座標を検出する光切断法や、光パターンを投影することで各計測点の三次元座標を検出するパターン投影法などを用いてもよい。
【0022】
記憶部13には、制御部14により処理されるプログラムや、プログラムを実行するために必要な各種データ等が記憶されている。
記憶部13に記憶される各種データとしては、CADデータ30(図3参照)や、三次元測定装置2から入力された計測データ40などが挙げられる。
【0023】
図3は、本実施形態における設計物30Aの一例であり、図5は、他の設計物30Aの例である。また、図4(A)は、図3の設計物30Aの一部(断面)のCADデータ30であり、図4(B)は、図3の設計物30AのCADデータ30に基づいて形成されたワークの外周表面を三次元測定装置2で計測することで得られた計測データ40の一部(断面)である。また、図6(A)は、図5の設計物30Aの一部(断面)のCADデータ30であり、図6(B)は、図5の設計物30AのCADデータ30に基づいて形成されたワークAの外周表面を三次元測定装置2で計測することで得られた計測データ40の一部(断面)である。
CADデータ30は、設計物30Aの外周表面形状を示すデータであり、各外周表面上に属する複数の設計点31により構成された点群データである。
ここで、CADデータ30で示される設計物30Aは、図3、図4(A)、図5、図6(A)に示すように、基準平面32(XY平面)に対して平行かつ基準平面32からの距離が最大となる第一平面33を有する形状に形成されている。また、CADデータ30は、少なくとも3つの外周面同士の交差点である頂点(設計頂点34)の座標位置データを有している。
【0024】
一方、計測データ40は、上述したように、CADデータ30に基づいて形成されたワークAを三次元測定装置2により外周表面の形状計測を行って得られた点群データであり、ワークAの外周面を構築する複数の計測点41を備えている。
【0025】
制御部14は、例えばCPU(Central Processing Unit)等の制御回路により構成される。この制御部14は、欠陥検出装置1の全体の動作を制御するOS上で、記憶部13から読み出した各種プログラムを展開して処理を実施することで、図2に示すように、設計データ取得手段141、計測データ取得手段142、第一位置合わせ手段143、第二位置合わせ手段15、および欠陥検出手段144として機能する。なお、CADデータ30を記憶する記憶部13と、設計データ取得手段141と、計測データ取得手段142と、第一位置合わせ手段143と、第二位置合わせ手段15により、本発明の位置合わせ装置が構成されている。
【0026】
設計データ取得手段141は、記憶部13からCADデータ30を読み出して取得する。
計測データ取得手段142は、三次元測定装置2から入力された計測データ40を取得する。なお、計測データ取得手段142は、三次元測定装置2から入力され、記憶部13に記憶された計測データ40を読み出す処理を実施してもよい。
【0027】
第一位置合わせ手段143は、CADデータ30と、計測データ40との概略位置合わせ処理を実施する。この概略位置合わせ処理は、CADデータ30に対して、計測データ40をある程度の粗い精度で位置合わせする処理であり、公知の技術(例えば特開2001−82951号公報の第0027段落〜第0032段落参照)により実施することができる。
この第一位置合わせ手段143では、設計物30Aの第一平面33において、外周端辺から予め設定された所定量だけ内側にある第一規定領域36が、計測データ40のどの領域(第一基準領域44)であるかを把握することが可能となり、CADデータ30の第一平面33に対して、計測データ40の第一計測面43の大凡の位置が特定される。
【0028】
第二位置合わせ手段15は、第一位置合わせ手段143により概略位置合わせ処理が行われた後に、より詳細な位置合わせを実施する。
具体的には第二位置合わせ手段15は、分割領域取得手段151と、第一計測面算出手段152と、残計測点取得手段153と、第二計測点取得手段154と、第二計測面算出手段155と、特徴点算出手段156と、位置合わせ手段157と、を備えている。
【0029】
分割領域取得手段151は、計測データ40から、第一基準領域44を含む分割領域46を取得する。
つまり、ワークAを三次元計測する際、CADデータ30における基準平面32とステージ面21とは必ずしも一致しているとは限られず、設計物30Aの第一平面33に対応するワークAの上面は、ステージ面21に対して傾斜している場合がある。この場合、図4(B)、図6(B)に示すように、計測データ40において、ワークAの上面に対して計測された第一計測面43は、基準平面42(xy平面)に対して所定角度で傾斜する。
分割領域取得手段151は、この傾斜した第一計測面43を特定するために、計測データ40を、第一位置合わせ手段143にて取得した第一基準領域44を少なくとも一部に含む分割領域46を取得する。すなわち、分割領域46に対応する点群データを取得する。ここで、分割領域取得手段151は、第一計測面43を算出する3点を検出するために、少なくとも3つの分割領域46が取得されればよい。
なお、本実施形態では、図4(B)、図6(B)に示すように、計測データ40の全計測点41から、小領域である分割領域46の点群のみを抜きだす処理を例示したが、例えば計測データ40全体を、3つ以上の分割領域46に分割し、全ての計測点41を3つ以上のグループに分ける処理をしてもよい。
【0030】
第一計測面算出手段152は、分割領域取得手段151により取得された分割領域46を構成する計測点41の点群のうち、基準平面42からの距離が最大となる計測点41を第一計測点41Aとして取得する。そして、取得した第一計測点41Aに基づいて第一計測面43の平面式を算出する。
すなわち、本実施形態では、第一平面33は、基準平面32から最も距離が離れた位置にある平面であり、ワークAは、第一平面33に対応する面が上面となるように基準平面42に載置される。したがって、各分割領域46において、基準平面42から最も距離が離れた計測点41は、必ず第一計測面43上の点となる。したがって、第一計測面算出手段152は、少なくとも3つ以上の分割領域46からそれぞれ第一計測点41Aを取得することで、これらの第一計測点41Aに基づいて、第一計測面43の傾きや、平面方程式を算出することができ、さらには、計測点41のうち、この第一計測面43に属している計測点(第一基準計測点41B)のみを抽出することができる。
【0031】
図7は、計測データ40の一部に対する計測点41を三次元座標で示す図である。図8は、計測データ40の一部に対する計測点41をz軸方向から見た二次元座標で示す図である。
残計測点取得手段153は、図7および図8に示すように、計測データ40の計測点41から、第一基準計測点41Bのみを除いた残計測点を取得する。
【0032】
第二計測点取得手段154は、残計測点から、ワークAの第一計測面43に隣接する第二計測面45に属する計測点41(第二計測点41C)を取得する。
ここで、第二計測点取得手段154は、CADデータ30に基づいて、計測データ40のうち第二計測面45に確実に属する点を第二計測点41Cとして取得する。
つまり、第一計測面算出手段152により抽出された第一基準計測点41Bのうち、最も外周部分に位置する点(最外第一基準計測点)が、ワークAの第一平面33に対応する上面の端辺上に位置する点か否かを判断することは困難である。しかしながら、この最外第一基準計測点が、第一平面33に対応する上面の端辺に最も近接する位置に位置していることは確実であり、三次元測定装置2における計測間隔の誤差範囲は特定可能である。したがって、CADデータ30において、第一平面33の外周端辺から第二面35に向かう方向に、計測間隔の誤差範囲以上の所定距離だけ離れ、かつ第二面の面内領域に属する第二規定領域37(図3、図5参照)が設定されていれば、計測データ40においても、第二規定領域37に対応する第二基準領域47(図7参照)内の計測点41は、第二面35に対応する第二計測面45に属する点であると判断することができる。
したがって、第二計測点取得手段154は、CADデータ30において設定された第二規定領域に基づいて、最外第一基準計測点に対して第二基準領域47に位置する計測点41を取得し、第二計測点41Cとする。
【0033】
第二計測面算出手段155は、取得した第二計測点41Cに基づいて、第二計測面45を算出する。ここで、CADデータ30には、第二面35に対応する第二計測面45の形状がどのような形状であるかが記録されている。例えば、第二面35が平面である場合、第二面35の平面式又は基準平面32に対する傾きが記録され、第二面35が曲面である場合、その曲面を表す式、又は曲率や曲率中心、曲率半径等が記録されている。したがって、第二計測面算出手段155は、CADデータ30の各第二面35の形状データに基づいて、第二計測点41Cを含み、かつ第二面35に対応した第二計測面45を容易に算出することができる。
【0034】
また、第二計測点取得手段154は、第二計測面算出手段155により第二計測面45が算出されると、さらに、この第二計測面45を第一計測面とし、新たに第二計測点を取得する。すなわち、第二計測点取得手段154は、算出されたワークAの各外周面に基づいて、その外周面に隣接する隣接面内に属する計測点を抽出し、第二計測面算出手段155は、これらの抽出された計測点に基づいてワークAの外周面を算出する。以上により、計測データ40から、ワークAの全外周面を算出することができる。
【0035】
特徴点算出手段156は、第一計測面算出手段152および第二計測面算出手段155により算出されたワークAの各外周面のうち少なくとも3つの面の交点により規定される頂点を特徴点41Dとして算出する。
ここで、特徴点算出手段156は、算出された各面の交点により算出されるため、計測点41の測定間隔にばらつきがある場合であっても、その影響を受けることがなく、ワークAの頂点(特徴点41D)を正確に求めることができる。
【0036】
位置合わせ手段157は、CADデータ30に記憶された設計頂点34の座標と、特徴点算出手段156により算出された特徴点41Dの座標とに基づいて、ワークAの並進ベクトル、回転行列を求め、特徴点41Dと設計頂点34との位置合わせを実施する。なお、剛体の並進ベクトル・回転行列の算出およびこれらを用いた剛体位置合わせは、周知の技術(例えば、近代科学社 「写真から作る3次元CG」 徐剛著参照)を用いればよく、ここでの説明は省略する。
【0037】
欠陥検出手段144は、上記第二位置合わせ手段143によるCADデータ30と計測データ40との位置合わせを実施した後、前記並進ベクトル・回転行列を用いて計測データ40の各計測点41をCADデータ30の座標系に変換し、変換した座標がCADデータ30の設計点31に対応しているか否かを判断する。そして、対応する設計点31がない場合、変換元の計測点41を欠陥部位として検出する。
【0038】
[欠陥検出装置の位置合わせ方法および欠陥検出方法]
次に、上述のような欠陥検出装置の動作について図面に基づいて説明する。
図9は、本実施形態の欠陥検出装置1の動作を示すフローチャートである。
【0039】
欠陥検出装置1により、ワークAの欠陥検出を実施するためには、まず、CADデータ30に基づいて形成されたワークAを三次元測定装置2のステージ面21に載置し、三次元測定装置2により計測データ40を計測させる(ステップS1)。
この後、欠陥検出装置1の設計データ取得手段141は、記憶部13からCADデータ30を読み出して取得する(ステップS2:設計データ取得ステップ)。
また、欠陥検出装置1の計測データ取得手段142は、三次元測定装置2から入力された計測データ40を取得する(ステップS3:計測データ取得ステップ)。
【0040】
この後、欠陥検出装置1の第一位置合わせ手段143は、CADデータ30および計測データ40の概略位置合わせ処理を実施し、第一平面に対応する領域である第一基準領域44を取得する(ステップS4:第一位置合わせステップ)。
【0041】
このステップS4の後、欠陥検出装置1の第二位置合わせ手段15は、CADデータ30と計測データ40との詳細な位置合わせ処理である第二位置合わせ処理を実施する(ステップS5:第二位置合わせステップ)。
この第二位置合わせ処理では、まず、分割領域取得手段151は、計測データ40の計測点41から、ステップS4により取得した第一基準領域44を含む分割領域46に対応した点群を取得する(ステップS51:分割領域取得ステップ)。
そして、第一計測面算出手段152は、ステップS51にて取得した各分割領域46に含まれる計測点41のうち、基準平面42からの距離が最大である第一計測点41Aを取得する。また、第一計測面算出手段152は、取得した少なくとも3つ以上の第一計測点41Aから、第一計測面43を算出し、計測データ40の計測点41からこの第一計測面43に属する第一基準計測点41Bを検出する(ステップS52:第一計測面算出ステップ)。また、残計測点取得手段153は、計測データ40の計測点41から、第一基準計測点41B以外の残計測点を抽出する(ステップS53:残計測点取得ステップ)。
【0042】
第二計測点取得手段154は、残計測点から、第一計測面43に隣接する第二計測面45に属する第二計測点41Cを取得する(ステップS54:第二計測点取得ステップ)。
また、第二計測面算出手段155は、ステップS54にて取得した第二計測点41Cに基づいて、第二計測面45を算出する(ステップS55:第二計測面算出ステップ)。
この後、第二計測点取得手段154は、ステップS55にて取得した第二計測面45を、第一計測面と見なし、さらに第二計測点41Cを抽出する処理を実施し、第二計測面算出手段155は、抽出された第二計測点41Cに基づいて、第二計測面45の算出処理を実施する。すなわち、欠陥検出装置1は、上記ステップS54およびステップS55を繰り返し実施することで、ワークAのステージ面21に対向する面を除くすべての外周面に対応した第二計測面45を算出する。
【0043】
ステップS54およびステップS55の処理により、ワークAの各外周面に対応した第二計測面45が算出されると、特徴点算出手段156は、ステップS52で算出された第一計測面43、およびステップS55で算出された第二計測面45のうち、少なくとも3面の交点から特徴点41Dを算出する(ステップS56:特徴点算出ステップ)。
そして、ステップS56の後、位置合わせ手段157は、設計頂点34および特徴点41Dに基づいて、ワークAの並進ベクトル・回転行列を算出し、CADデータ30と計測データ40との位置合わせを実施する(ステップS57:位置合わせステップ)。
以上のステップS51〜ステップS57により、一連の第二位置合わせステップが終了する。
【0044】
この後、欠陥検出手段144は、並進ベクトル・回転行列を用いて計測データ40の各計測点41をCADデータ30の座標系に変換し、変換先に対応する設計点31がない場合に、変換元の計測点41を欠陥部位として検出する(ステップS6)。
【0045】
[本実施形態の作用効果]
上記のように、本実施形態の欠陥検出装置1は、CADデータ30を記憶する記憶部13と、CADデータ30を読み出す設計データ取得手段141と、三次元測定装置2から計測データ40を取得する計測データ取得手段142と、CADデータ30と計測データ40との概略位置合わせ処理を実施する第一位置合わせ手段143と、CADデータ30と計測データ40との詳細な位置合わせ処理を実施する第二位置合わせ手段15とを備えている。
そして、第二位置合わせ手段15は、分割領域取得手段151により、第一位置合わせ手段143により特定された第一基準領域を有する複数の分割領域46を取得し、第一計測面算出手段152により、各分割領域46のうち、基準平面42からの距離が最大となる計測点41(第一計測点41A)を抽出して、これらの第一計測点41Aに基づいて第一計測面43の傾きや平面方程式等を算出する。このため、欠陥検出装置1では、計測データ40の全計測点41を用いることなく、最小で3つの第一計測点41Aに基づいて第一計測面43を容易に求めることができ、処理の迅速化をも図ることができる。
【0046】
また、第二位置合わせ手段15は、残計測点取得手段153により、計測点41から第一基準計測点41Bを除いた残計測点を求め、第二計測点取得手段154により、これらの残計測点から、第二計測点41Cを抽出する。そして、第二計測面算出手段155は、これらの抽出された第二計測点41Cに基づいて、第二計測面45を算出する。
このため、上記第一計測面43の算出と同様に、計測データ40の全計測点41を用いることがなく、第二計測面45を容易に求めることができ、処理の迅速化をも図ることができる。
【0047】
また、特徴点算出手段156は、算出された第一計測面43および第二計測面45のうち、少なくとも3面の交点で規定される頂点を特徴点41Dとして算出し、位置合わせ手段157は、算出された特徴点41Dと、CADデータ30の設計頂点34とに基づいて、位置合わせ処理を実施する。
つまり、三次元測定装置2により測定される各計測点41は測定間隔にばらつきがあり、計測点41が必ずしも第一計測面43や第二計測面45の外周端辺上に位置するとは限らない。したがって、例えば第一計測面43に含まれる計測点41のうち、最外周部に位置する計測点41を第一計測面43の外周端辺とした場合、誤差が発生する場合がある。これに対して、上記のように、算出された第一計測面43や第二計測面45の交点から特徴点41Dを求める方法を用いることで、ワークAの頂点に相当する点を特徴点41Dとすることができ、より正確な位置合わせを実施することができる。
【0048】
ここで、本実施形態の欠陥検出装置1では、第一計測面43とこれに隣接する第二計測面45のみを算出するのではなく、さらに、算出された第二計測面45に隣接する他の第二計測面45をも順次算出し、ワークAの各外周面に対応した第一計測面43および第二計測面45を算出する。そして、特徴点算出手段156は、第一計測面43の外周端辺に位置する特徴点41Dだけでなく、複数の第二計測面45により特徴点41Dを算出する。すなわち、ワークAの各頂点に対応した特徴点41Dを算出する。
そして、位置合わせ手段157は、これらの特徴点41Dと設計頂点34とに基づいて位置合わせ処理を実施する。
このため、第一計測面43およびこれに隣接する第二計測面45により構成される立体構造体が、例えば重心に対して対称となる形状であり、第一計測面43に属する特徴点41DのみではCADデータ30と計測データ40との位置合わせが困難な場合であっても、その他の特徴点41Dにより、精度よく位置合わせを実施することができる。
【0049】
そして、欠陥検出装置1は、上記のように正確に位置合わせされたCADデータ30と計測データ40とに基づいて、ワークAの欠陥部位を検出する。このため、高精度に欠陥部位を特定することができ、欠陥検出漏れや誤検出を防止できる。
【0050】
[変形例]
なお、本発明は前述の実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
【0051】
例えば、上記実施形態において、特徴点41Dとして、少なくとも3つの面の交点を算出することで、ワークAの頂点に対応する点を算出したが、これに限定されない。
例えば、第一計測面43が円形であり、第一計測面43に隣接する第二計測面45が円筒形状である場合、これらの2面により規定される交線(円)を特徴点の集合部として算出してもよく、例えば円形の交線のうち所定の基準点からの距離が最小となる1点を特徴点としてもよい。
【0052】
また、第二計測点取得手段154は、CADデータ30において設定された第二規定領域に基づいて、最外第一基準計測点に対して第二基準領域47に位置する計測点41を取得し、第二計測点41Cとしたがこれに限らない。例えば、欠陥検出装置1を操作する利用者が、計測データ中から計測点41を指定し、第二計測点取得手段154は、指定された計測点を第二計測点41Cとして取得する処理をしてもよい。
【0053】
また、三次元測定装置2として、ステレオ法や光切断法、パターン投影法などの非接触型の三次元計測データを取得可能な例を示したが、これに限られず、例えばプローブをワークAの表面に接触させてワークAの外形形状を計測する接触型の三次元測定装置を用いてもよい。
【0054】
以上、本発明を実施するための最良の構成について具体的に説明したが、本発明は、これに限定されるものではない。すなわち、本発明は、主に特定の実施形態に関して特に図示され、かつ、説明されているが、本発明の技術的思想および目的の範囲から逸脱することなく、以上述べた実施形態に対し、当業者が様々な変形および改良を加えることができるものである。
【符号の説明】
【0055】
1…欠陥検出装置、2…三次元測定装置、13…記憶部(記憶手段)、15…第二位置合わせ手段、21…ステージ面、30…CADデータ(設計データ)、30A…設計物、32…基準平面、31…設計点、34…設計頂点、35…第二面、36…第一規定領域、37…第二規定領域、40…計測データ、41…計測点、41A…第一計測点、41B…第一基準計測点、41C…第二計測点、41D…特徴点、42…基準平面、43…第一計測面、44…第一基準領域、45…第二計測面、46…分割領域、47…第二基準領域、141…設計データ取得手段、142…計測データ取得手段、143…第一位置合わせ手段、144…欠陥検出手段、151…分割領域取得手段、152…第一計測面算出手段、153…残計測点取得手段、154…第二計測点取得手段、155…第二計測面算出手段、156…特徴点算出手段、157…位置合わせ手段、A…ワーク。
【特許請求の範囲】
【請求項1】
基準平面に対して平行な第一平面を有する設計物の設計データと、前記設計物に基づいて形成されたワークを三次元測定装置により形状計測することで得られた計測データとの位置合わせを実施する位置合わせ装置であって、
前記第一平面は、前記設計物のその他の外周面よりも前記基準平面からの距離が大きく、
前記設計データは、前記設計物の外周面上に位置する複数の設計点と、前記外周面の交点により規定される設計頂点とを備え、
前記三次元測定装置は、前記ワークの前記第一平面に対応する面が上面となるように、ステージ面に前記ワークが載置された状態で前記ワークの形状計測を行い、
前記計測データは、前記ワークの外周面上に位置する複数の計測点を備え、
当該位置合わせ装置は、
前記設計データが記憶される記憶手段と、
前記記憶手段から前記設計データを取得する設計データ取得手段と、
前記三次元測定装置から前記計測データを取得する計測データ取得手段と、
前記設計データと前記計測データとの概略の位置合わせを行う第一位置合わせ手段と、
前記設計データと前記計測データとの詳細な位置合わせを実施する第二位置合わせ手段と、を具備し、
前記第一位置合わせ手段は、前記計測データから、前記設計データの前記第一平面内の第一規定領域に対応した第一基準領域を取得し、
前記第二位置合わせ手段は、
前記計測データから、前記第一基準領域を少なくとも一部に含む分割領域を少なくとも3つ以上取得する分割領域取得手段と、
少なくとも3つ以上の前記分割領域に属する前記計測点から、前記基準平面からの距離が最大となる第一計測点を取得し、これらの第一計測点から、前記設計データの前記第一平面に対応した第一計測面を算出する第一計測面算出手段と、
前記計測データから、前記第一計測面に属する計測点以外の残計測点を取得する残計測点取得手段と、
前記計測データから、前記第一平面に隣接する第二面内の第二規定領域に対応した第二基準領域を取得し、前記残計測点から、この第二基準領域に属する第二計測点を抽出する第二計測点取得手段と、
前記第二計測点に基づいて、前記第二面に対応した第二計測面を算出する第二計測面算出手段と、
前記第一計測面および前記第二計測面の交点を特徴点として算出する特徴点算出手段と、
前記設計頂点および前記特徴点から前記設計データおよび前記計測データの位置合わせを実施する位置合わせ手段と、
を備えたことを特徴とする位置合わせ装置。
【請求項2】
請求項1に記載の位置合わせ装置において、
前記残計測点取得手段は、前記計測データから、前記第一計測面および前記第二計測面に属する計測点を除外した残計測点を取得し、
前記第二計測点取得手段は、前記第二計測面算出手段により算出された第二計測面を前記第一計測面と見なして新たに前記第二計測点を抽出し、
前記特徴点算出手段は、複数の前記第二計測面の交点を特徴点として算出する
ことを特徴とする位置合わせ装置。
【請求項3】
請求項1または請求項2に記載の位置合わせ装置と、
前記計測点および前記設計点に基づいて、前記ワークの外観欠陥を検出する欠陥検出手段と、
を具備したことを特徴とする欠陥検出装置。
【請求項4】
基準平面に対して平行な第一平面を有する設計物の設計データと、前記設計物に基づいて形成されたワークを三次元測定装置により形状計測することで得られた計測データとの位置合わせを実施する位置合わせ方法であって、
前記第一平面は、前記設計物のその他の外周面よりも前記基準平面からの距離が大きく、
前記設計データは、前記設計物の外周面上に位置する複数の設計点と、前記外周面の交点により規定される設計頂点とを備え、
前記三次元測定装置は、前記ワークの前記第一平面に対応する面が上面となるように、ステージ面に前記ワークが載置された状態で前記ワークの形状計測を行い、
前記計測データは、前記ワークの外周面上に位置する複数の計測点を備え、
当該位置合わせ方法は、
前記設計データが記憶される記憶手段から、前記設計データを取得する設計データ取得ステップと、
前記三次元測定装置から前記計測データを取得する計測データ取得ステップと、
前記設計データと前記計測データとの概略の位置合わせを行う第一位置合わせステップと、
前記第一位置合わせステップの後、前記設計データと前記計測データとの詳細な位置合わせを実施する第二位置合わせステップと、を備え、
前記第一位置合わせステップは、前記計測データから、前記設計データの前記第一平面内の第一規定領域に対応した第一基準領域を取得し、
前記第二位置合わせステップは、
前記計測データから、前記第一基準領域を少なくとも一部に含む分割領域を少なくとも3つ以上取得する分割領域取得ステップと、
前記分割領域取得ステップの後、少なくとも3つ以上の前記分割領域に属する前記計測点から、前記基準平面からの距離が最大となる第一計測点を取得し、これらの第一計測点から、前記設計データの前記第一平面に対応した第一計測面を算出する第一計測面算出ステップと、
前記第一計測面算出ステップの後、前記計測データから、前記第一計測面に属する計測点以外の残計測点を取得する残計測点取得ステップと、
前記残計測点取得ステップの後、前記計測データから、前記第一平面に隣接する第二面内の第二規定領域に対応した第二基準領域を取得し、前記残計測点から、この第二基準領域に属する第二計測点を抽出する第二計測点取得ステップと、
前記第二計測点取得ステップの後、前記第二計測点に基づいて、前記第二面に対応した第二計測面を算出する第二計測面算出ステップと、
前記第二計測面算出ステップ後、前記第一計測面および前記第二計測面の交点を特徴点として算出する特徴点算出ステップと、
前記特徴点算出ステップの後、前記設計頂点および前記特徴点から前記設計データおよび前記計測データの位置合わせを実施する位置合わせステップと、
を備えたことを特徴とする位置合わせ方法。
【請求項1】
基準平面に対して平行な第一平面を有する設計物の設計データと、前記設計物に基づいて形成されたワークを三次元測定装置により形状計測することで得られた計測データとの位置合わせを実施する位置合わせ装置であって、
前記第一平面は、前記設計物のその他の外周面よりも前記基準平面からの距離が大きく、
前記設計データは、前記設計物の外周面上に位置する複数の設計点と、前記外周面の交点により規定される設計頂点とを備え、
前記三次元測定装置は、前記ワークの前記第一平面に対応する面が上面となるように、ステージ面に前記ワークが載置された状態で前記ワークの形状計測を行い、
前記計測データは、前記ワークの外周面上に位置する複数の計測点を備え、
当該位置合わせ装置は、
前記設計データが記憶される記憶手段と、
前記記憶手段から前記設計データを取得する設計データ取得手段と、
前記三次元測定装置から前記計測データを取得する計測データ取得手段と、
前記設計データと前記計測データとの概略の位置合わせを行う第一位置合わせ手段と、
前記設計データと前記計測データとの詳細な位置合わせを実施する第二位置合わせ手段と、を具備し、
前記第一位置合わせ手段は、前記計測データから、前記設計データの前記第一平面内の第一規定領域に対応した第一基準領域を取得し、
前記第二位置合わせ手段は、
前記計測データから、前記第一基準領域を少なくとも一部に含む分割領域を少なくとも3つ以上取得する分割領域取得手段と、
少なくとも3つ以上の前記分割領域に属する前記計測点から、前記基準平面からの距離が最大となる第一計測点を取得し、これらの第一計測点から、前記設計データの前記第一平面に対応した第一計測面を算出する第一計測面算出手段と、
前記計測データから、前記第一計測面に属する計測点以外の残計測点を取得する残計測点取得手段と、
前記計測データから、前記第一平面に隣接する第二面内の第二規定領域に対応した第二基準領域を取得し、前記残計測点から、この第二基準領域に属する第二計測点を抽出する第二計測点取得手段と、
前記第二計測点に基づいて、前記第二面に対応した第二計測面を算出する第二計測面算出手段と、
前記第一計測面および前記第二計測面の交点を特徴点として算出する特徴点算出手段と、
前記設計頂点および前記特徴点から前記設計データおよび前記計測データの位置合わせを実施する位置合わせ手段と、
を備えたことを特徴とする位置合わせ装置。
【請求項2】
請求項1に記載の位置合わせ装置において、
前記残計測点取得手段は、前記計測データから、前記第一計測面および前記第二計測面に属する計測点を除外した残計測点を取得し、
前記第二計測点取得手段は、前記第二計測面算出手段により算出された第二計測面を前記第一計測面と見なして新たに前記第二計測点を抽出し、
前記特徴点算出手段は、複数の前記第二計測面の交点を特徴点として算出する
ことを特徴とする位置合わせ装置。
【請求項3】
請求項1または請求項2に記載の位置合わせ装置と、
前記計測点および前記設計点に基づいて、前記ワークの外観欠陥を検出する欠陥検出手段と、
を具備したことを特徴とする欠陥検出装置。
【請求項4】
基準平面に対して平行な第一平面を有する設計物の設計データと、前記設計物に基づいて形成されたワークを三次元測定装置により形状計測することで得られた計測データとの位置合わせを実施する位置合わせ方法であって、
前記第一平面は、前記設計物のその他の外周面よりも前記基準平面からの距離が大きく、
前記設計データは、前記設計物の外周面上に位置する複数の設計点と、前記外周面の交点により規定される設計頂点とを備え、
前記三次元測定装置は、前記ワークの前記第一平面に対応する面が上面となるように、ステージ面に前記ワークが載置された状態で前記ワークの形状計測を行い、
前記計測データは、前記ワークの外周面上に位置する複数の計測点を備え、
当該位置合わせ方法は、
前記設計データが記憶される記憶手段から、前記設計データを取得する設計データ取得ステップと、
前記三次元測定装置から前記計測データを取得する計測データ取得ステップと、
前記設計データと前記計測データとの概略の位置合わせを行う第一位置合わせステップと、
前記第一位置合わせステップの後、前記設計データと前記計測データとの詳細な位置合わせを実施する第二位置合わせステップと、を備え、
前記第一位置合わせステップは、前記計測データから、前記設計データの前記第一平面内の第一規定領域に対応した第一基準領域を取得し、
前記第二位置合わせステップは、
前記計測データから、前記第一基準領域を少なくとも一部に含む分割領域を少なくとも3つ以上取得する分割領域取得ステップと、
前記分割領域取得ステップの後、少なくとも3つ以上の前記分割領域に属する前記計測点から、前記基準平面からの距離が最大となる第一計測点を取得し、これらの第一計測点から、前記設計データの前記第一平面に対応した第一計測面を算出する第一計測面算出ステップと、
前記第一計測面算出ステップの後、前記計測データから、前記第一計測面に属する計測点以外の残計測点を取得する残計測点取得ステップと、
前記残計測点取得ステップの後、前記計測データから、前記第一平面に隣接する第二面内の第二規定領域に対応した第二基準領域を取得し、前記残計測点から、この第二基準領域に属する第二計測点を抽出する第二計測点取得ステップと、
前記第二計測点取得ステップの後、前記第二計測点に基づいて、前記第二面に対応した第二計測面を算出する第二計測面算出ステップと、
前記第二計測面算出ステップ後、前記第一計測面および前記第二計測面の交点を特徴点として算出する特徴点算出ステップと、
前記特徴点算出ステップの後、前記設計頂点および前記特徴点から前記設計データおよび前記計測データの位置合わせを実施する位置合わせステップと、
を備えたことを特徴とする位置合わせ方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−154889(P2012−154889A)
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願番号】特願2011−16469(P2011−16469)
【出願日】平成23年1月28日(2011.1.28)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願日】平成23年1月28日(2011.1.28)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
[ Back to top ]