
位置決め及び位置換え可能な接着物品
【課題】位置決め及び位置換え可能な接着シートの提供。
【解決手段】(1)裏地と、(2)接着層であって、実質的に均一に分布し、且つ平らな接着層表面から15μm〜200 μmの範囲における高さまで外方向に突き出た複数の接着ペグを含んで成る少なくとも片面の位相的微細構造型面を有する接着層とを含んで成り、ここでそのペグはこの接着層の全表面接触面積の25%未満を占める本質的に平らな上面を有し、そしてペグの土台につながっており、且つこれらのペグの間にある平らな接着面は全接着層の30%より大である、接着シート。
【解決手段】(1)裏地と、(2)接着層であって、実質的に均一に分布し、且つ平らな接着層表面から15μm〜200 μmの範囲における高さまで外方向に突き出た複数の接着ペグを含んで成る少なくとも片面の位相的微細構造型面を有する接着層とを含んで成り、ここでそのペグはこの接着層の全表面接触面積の25%未満を占める本質的に平らな上面を有し、そしてペグの土台につながっており、且つこれらのペグの間にある平らな接着面は全接着層の30%より大である、接着シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は位置決め(positionable)及び位置換え(repositionable)可能な結合特性を有する接着物品、そして詳しくは、少なくとも片面の微細構造接着面を有する接着物品に関する。
【背景技術】
【0002】
感圧接着(PSA)シート、フィルム及びテープは通常正確な位置に、且つ空気の捕捉抜きで基体に適用することが、PSA の前接着又は「急速粘着」挙動に主に原因して困難となっている。このことは特に「強力(aggressive) 」PSA 、即ち、強い結合強度及び/又は低温粘着特性を有するものにとっての真実である。いくつかの方法及び形態がPSA フィルム及びテープを適用し易すくするために開発されている。
【0003】
例えば、清浄剤及び水の如きの適用助剤が一般に前接着を排除するために使用されている。配合は異なるが、しかし典型的には水、界面活性剤又は潤滑剤、並びに結合形成及び乾燥を速める溶媒(一般にはアルコール)を含む。この液体は接着剤と基体との間にフィルムを形成せしめる傾向にあり、それ故接触及び前接着を防ぐ。残念ながら、この液体は除去しにくく、且つその液体の除去を完全にすることはめったにできない。更に、ほとんどの適用助剤はその接着特性に影響を及ぼし、そして接着剤と基体との強力な結合の迅速な形成を防ぐ。この適用助剤は基体表面を傷つける又は汚すこともある。
【0004】
ドライ適用助剤、例えば粒子、粉末又はタルクも前接着を防ぐうえで有用である(例えば、米国特許第4,376,151 及び4,556,595 号を参照のこと)。これらの技術は適用を非常にやり易くし、且つ容易な位置決め及び位置換えを担うが、基体に対する強力な接着結合の形成は遅く、典型的には1〜7日間の接触を要する。
【0005】
接着面から突き出た非粘着性材料の断続コーティングも適用の際のPSA の前接着を防ぐために理由されている。これらの物品は基体に対して載せることができ、そして基体表面の上で自由に動くことができるが、その物品はそれを基体に永久結合させる前に、基体に対してその接着剤を弱く、且つ一時的に結合させるための任意の手段を欠いている。これらの接着フィルム及びテープは基体表面に対して軽く載せたときに接着力を有さない。かかるコーティングはパターン化したポリマーコーティング、粒子及びフィルムを含む(例えば、米国特許第3,554,835 ; 4,023,570 ; 4,054,697 ; 4,151, 319号及び英国特許第1,541,311 号を参照のこと)。
【0006】
ブランド名CONTROLTAC接着剤は接触及び前接着を防ぐための手段として、接着剤の中に部分包埋された中空ガラス微小球のランダム分布を利用している(米国特許第3,331,279 号を参照のこと)。他方、米国特許第3,314,838 号は類似の形態で、その接着表面から突き出た中空微小球の上面がPSA の薄層によりコートされているものを述べている。圧力の適用はその接着剤に侵入している微小球をつぶして基体と接触せしめ、そして瞬時に強力な結合を形成せしめる。
【0007】
前接着を扱うその他の方法には、PSA 表面上での脆いプラスチック突起の形成(米国特許第3,301,741 号を参照のこと)又は接着面から突き出た粒子の小さな独立塊(EPO 第0,429,269 A1号参照)が含まれる。最後の例においては、その粒子は粘着質接着微小球であってよく、これにより、軽い圧力を利用したときには基体に対する弱い結合を、そして強めの圧力を利用したときは強い結合が供される。しかしながら、この多重接着構築体は一般に製造するのが困難である。
【0008】
微小球及びパターン化接着剤は位置換え特性を発揮することも報告されている(米国特許第3,691,140 及び4,166,152 号を参照のこと)。米国特許第4,735,837 号に記載の如きの変形体微小球は粗い又はじゃりの様な表面並びに位置換え可能結合を供する。これら全てのケースにおいて、この接着フィルムは基体に対して弱い位置換え可能な結合を容易に形成せしめるが、強力な永久結合は形成せしめない。
【0009】
位相的(topologically)構造型接着剤も述べられている。例えば、比較的大スケールな接着剤の型押しをすることが、PSA/基体の接触面積、それ故PSA の結合強度を永久的に小さくするために述べられている(EPO 0,279,579 号を参照のこと)。様々な接着層位相には凹及び凸V−溝又は半球、並びにその他の三次元形態が含まれる。一般に、これらの位相は、滑らかな面の接着剤に比して、低めの剥離接着値を有する接着シート、フィルム及びテープを供する。あらゆるケースにおいて、その位相的構造型接着剤は接触時間の増大とともに接着力の変化をも示す。
【0010】
本明細書に記載の接着物品は様々なタイプの位置決め及び位置換え挙動を示す。表面特性を改変するために接着剤に添加された、又はその上に載せられた粒子はバルクな接着特性を改変しがちである。この物品は一般に劣った剥離ライナー装着、劣った老化、取扱い及び結合特性の問題に悩まされる。標識グラフィック用途においては、それらは構築体の位置決め挙動を破壊することなくプリントすることを困難にする傾向にある。更に、接着物品を利用なフィルムを用いて調製して透明な基体に適用するとき、その粒子は目に見えるほどに十分に大きいものであり(基体に対して押し付けたとき)、そして特に標識グラフィック製品において見ための悪さをもたらす。
【発明の開示】
【0011】
簡単に述べると、本発明の一観点において、裏地と、少なくとも片面の位相的微細構造型接着面とを有する接着シートを供する。この微細構造型接着面は、接着面の機能領域の上にあり、且つその接着面から外方向に突き出た接着ペグ(くい)の均一な分布を含んで成る。その接着剤のみのペグは典型的には下側の接着層と同一の接着材料を含んで成る。これらペグは本質的に平らな上面を有し、一般には全接着面積の1〜25%の接着面積を有する。これらのペグは少なくとも15μmの平均高さを有する。この微細構造型接着面の特徴は、基体に対するシートの弱い接着を可能とし、それ故容易な位置換え能、そして特に瞬間的な位置決め能を供する。
【0012】
好都合には、この微細構造型接着面は接着シートを適用することも可能にし、これにより基体に対する強力な永久結合が迅速に樹立される。接着結合の強度は基体に対して接着シートを装着するのに用いられる適用圧力により調整される。
【0013】
本発明の別の観点において、これらのペグは接着剤と1又は数個のビーズとの複合物であり、そのビーズは実質的に接着剤により覆われている。好ましくは、それらのペグは接着剤と複数個のビーズとの複合物である。好都合には、これらのペグ及びその接着剤の結合挙動は老化に対して安定である。これらのビーズは有機又は無機粒子、例えば限定することなく、ポリマー、ガラス、セラミック、接着ビーズ又は金属である。これらのビーズのペグを完全に充填している必要はなく、又は全てのペグの中に存在している必要はない。
【0014】
別の観点において、この複合ペグは特に標識帯(sign fascia)の如きの背面照明状況において用いたときに、接着シートの改良された光学特性を供える。この複合ペグの中のビーズはその接着剤の屈折率によく適合するように選ぶ。ビーズと接着剤との屈折率の適合は透明性を高め、そして適用した背面照明標識又は窓マーキングフィルムのくもりを低める。
【0015】
別の観点において、この位相的微細構造型表面は接着剤のみのペグと複合ペグとの均一な分布を含んで成る。接着剤のみのペグ又は複合ペグを利用して考えられる任意の構造が、ペグの混合物、即ち接着のみのペグと複合ペグとの混合物を利用するのに適当である。
【0016】
好都合には、本発明の接着物品は、保護ライナーを施したときに、様々な印刷及び変換操作、例えば切断、コーティング、乾燥又は積層の苛酷な条件に対して十分に耐久性となる。この接着物品は位置決め又は位置換え可能であるが、しかし、選んだ特定の接着剤及び位相的微細構造、即ち、複合ペグとするか又は接着剤のみのペグとするかに依存して粘着接着力を発揮する。その結果、この接着物品は、様々な表面、例えば波形面、及び市販の自動車(vehicle)の典型的なリベットに容易且つきれいに適用することができる。
【0017】
本願において:
「接着剤」とは接着組成物を意味し、そして接着物品の接着層をも意味しうる;
「ビーズ」とは球形、立方体、不規則的な形態、中実、多孔質、中空、弾性、非弾性、接着性又は非接着性でありうる粒子を意味する;
「フィルム」とは、薄い柔軟性プラスチックシートを意味し、そして裏地又はキャリヤーウェブとも呼ぶ;
「ペグ」とは、単独で使用しているときは接着剤のみのペグ、複合ペグ、又はその組合せを包括する;
「位置決め可能」とは接着又は感圧接着面を基体表面に対して載せ、次いでその表面の上でその基体に前接着することなく適切な位置へと容易に滑らせることができることを意味する;圧力が一般にその接着物品をその基体に接着させるのに必要である;
「取外し可能」とは、接着又は感圧接着面を基体面に接着させ、次いで接着剤及び裏地をその基体から、層不良、「二層結合」不良、接着剤の転写又は裏地崩壊を伴うことなく、同時に取外すことができることを意味する;
「位置換え可能」とは、接着又は感圧接着面を基体に適用及び接着させ、次いで取外し(一般には24時間以内に)、そして裏地、接着剤又は基体の歪み、剥離又は破壊を伴うことなく再適用できることを意味する;位置換え可能な接着剤は位置決め可能である必要はなく、またその逆も真なりである;
「シート」とは、薄い大きな表面積の物品を意味し、これは規則的な形態又はその他の形態、例えば文字であってよい;その後者は個別に位置決め可能であってよく、又は所望のパターンでキャリアーにより脱着式に支持されているとき、まとめて位置決め可能であってよく、更にその接着物品は長いロール又は個々のシートで市販されうる;
「実質的に均一に分布された」とは、接着面の機能領域上のペグの単一平均密度が、その接着面を位置決め/位置換え可能とするのに必要なほどに、規則的又はランダムなパターンにおいて全接着面にわたり均一であることを意味する;
「基体」とは、接着物品を適用する表面を意味する;
「粘着」とは、接着剤と基体との瞬時接着を意味し、そして粘着は基体特異性であってよい。
好適な態様の詳細
本発明は少なくとも片面の位相的微細構造型接着面と裏地とを有する接着シートである。この微細構造型接着面は、その接着面から外方向に突き出た接着ペグの均一な分布を含んで成る。このペグは一般に下側にある接着層と同一の接着材料を含んで成る。これらのペグは本質的に平らな上面を有し、それは一般に全接着面積の1〜25%の接触面積を有する。これらのペグは少なくとも15μmの平均高さを有する。その微細構造型接着面は基体に対するシートの弱い接着を可能にし、それ故必要な容易なる位置換えを可能にする。
【0018】
好都合には、この微細構造型接着面はそれをシートに適用されることが可能となるようにもし、これにより基体に対する強力な永久結合が迅速に樹立される。これらのペグは接着シート上での軽い押し付けによって位置決め可能な接着を供する。強めの接着力はペグを押し付け、そして下側の接着層を基体に接触させることにより得ることができる。好都合には、本発明の微細構造型接着面は接着剤又は裏地の老化特性に影響せず、又は完全に生じた永久結合がはずれることもない。
【0019】
本発明のいくつかの態様を図1〜2及び5〜8を参照することにより説明する。本発明とは異なる従来技術の粒子塊を図3及び4に示す。
【0020】
図1及び2に関し、接着層14に装着された裏地12を含んで成る接着シート10を示し、ここで接着層14は接着層面17の上を突き出た均等間隔の位相的微細構造型ペグ16を含んで成る。接着層14には更にライナー18が覆いかぶさっている。ライナー18は均等間隔のくぼみ20を含んで成る。典型的には、接着シート10の集成の際、接着層14をライナー18の上にコートし、ここで接着剤混合物をペグのくぼみ20の中へと流動させる。次に裏地12を接着層14の平らな面13に積層する。裏地12は単層として示しているが、裏地12は熱硬化性材料、追加の接着層、プライマー層、保護コーティング、バリヤー層及び任意のその他の構造、並びに当業者に公知の構造の組合せの多重層、例えば標識シート、転写又は剥離ライナー、転写テープ、接着剤コート化フィルムフォーム、織布及び不織布シート、紙及び金属ホイルを含んで成りうる。裏地12がライナーのとき、適当なライナーはライナー18について特定するもの(下記)と同一である。
【0021】
図1は接着層面17から外方向に、即ち、裏地12と反対方向に突き出しているようにペグ16を示しているが、ペグ16は接着面から界面13へと、即ち裏地12の中へと外方向に突き出していてもよい。更に、接着面17は界面13が微細構造となっていることに加えて、微細構造であってよく、即ち、それは複数のペグ16を含んで成っていてよい。
【0022】
ほとんどの用途において、接着シート10の接着層14は、それが適用されうる基体における不規性に整合するように少なくとも25μmの厚みであるべきである。
【0023】
再び図1及び2に関し、ペグ16は接着層面17の機能領域上に、例えば本発明の幅広いシート又はテープの一辺のみに沿って実質的に均一に分布して、その辺の正確な位置決めを可能にし、その後にそのシートの残りが必然的に位置決めされ、それ故接着剤が必要でないようにしてよい。また、上から下への、横から横への、接着物品の中心に収束的な又は中心から発散的な、等のペグ密度勾配を有することも本発明に属する。
【0024】
接着ペグ16は、接着層に対して平行な面で見たペグの断面が楕円形、円形、多角形、長方形、星型、環状、不規則及びその任意の組合せとなっている形状であってよい。図7に関し、ペグ16は本質的に平らな上面を有し、好ましくは5μm未満の平均的な表面不規則性を有する。ペグの上面と側面との内角(α)は好ましくは150 °以下、より好ましくは80°〜135 °である。ペグ16の土台と接着面17との角度は上部の内角ほど重要でなく、そして丸みをもってよい。
【0025】
接着面の上の一連のペグの平均の高さは少なくとも15μmであるべきである。これらのペグは一般に200 μm、好ましくは150 μm、そしてより好ましくは50μmの最大の高さを有する。その高さは様々であってよいが、しかし高さの変動はランダムであることが好ましく、即ち、多数の短めのペグが一ヶ所に集中しているのは望ましくない。更に、個々のペグ内の高さの変動を考えて、接着ペグ16の平均の高さ(h)は約15μmである。しかしながら、その高さ(h)及び内角(α)はある程度、本発明の実施において使用するために選んだ接着剤の組成に関係する。好ましくは、ペグの高さは均一であるが、しかしながら、集成高さ変動を有する複数のペグを有することは本発明の範囲に属する。位置決め能及び/又は位置換え能を更に調整するために好都合には所定の高さ変動を有する複数のペグを有することも本発明の範囲に属する。例えば、一連のペグは15μm〜25μmの高さを有することができ、それは3レベルの接着力、即ち、25μmのペグを接触させるための軽い圧力、15μmを接触させるためのより強い圧力、及び接着面により供される永久接着結合を供する完全圧力を提供する。
【0026】
ペグが短すぎると、これらのペグは剥離面で崩壊しがちとなり、それ故強めの永久結合を誘発させる。高さ(h)及び内角(α)の所見は、接着剤のみのペグに比べ複合ペグ(以下で、図5〜7を参照しながら説明)にとってはそれほど重要ではないことを認識しておくことが有用である。ところで、便宜上及び資源の経済性から、複合ペグ28及び接着ペグ16にとって同一の形態のライナーが有用でありうる。複合ペグ28の中のビーズ34は、複合ペグ28の高さ及び角度の重要性を低くする傾向を有する。
【0027】
図5〜8に関して、接着シートは位相的微細構造型接着面及び裏地(図示せず)を有し、ここでその微細構造型接着面は接着面30から突き出た複合ペグ28の均一な分布を含んで成る。ペグ28は接着剤とビーズ34との複合物であり、ビーズ34は接着剤により実質的に覆われている。ビーズ34は接着剤により完全に覆われているか囲まれていることが好ましいが、ビーズの小部分が接着面の上又は下にあり、その接着剤によって覆われていないことは、ペグの全面が接着面を担っていることを条件として、本発明の範囲に属する。好都合には、本発明の複合ペグ28は位置決め及び位置換え可能な接着面を供する。
【0028】
特に図6及び8に関して、ビーズ34はペグ28内で囲まれている。これは図6に模式的に示す。図6はビーズ34の充填されたペグ28を示しているが、ビーズで部分的にのみ充填されたペグを有することも可能である。図8に更に示す通り、ビーズ34は、図4(従来技術)に示すはっきりとフォーカスされた形態(ビーズは接着剤で覆われていない)と異なり、接着面32の中でシャープさにおいて消えかかった形態として見える(その理由はビーズは接着剤で覆われているからである)。
【0029】
一方、図3及び4に関して、EPO 0,429,269 A1号に記載の粒子塊を示している。粒子塊160 は接着面170 から突き出ている。粒子塊160 は接着剤と複数のビーズ150 を含んで成る。ビーズ150 は粒子塊160 の上で非粘着表層を形成している。
【0030】
本発明の接着シートを装飾的目的のために用いたとき、それらのビーズは接着層の厚みより実質的に小さいのが好ましく、これにより接着層の中に押し付けられたとき、これらのビーズは裏地の露出面を傷付けない。例えば、接着層が約20〜40μmの厚みのとき、各ビーズは平均径において好ましくは20μm未満、好ましくは平均径において1〜15μm、そしてより好ましくは平均径において1〜10μmである。ビーズは典型的には様々なサイズの混合であることに注目すべきである。約0.5 μmより小さいビーズはそれより大きい粒子より使用するのが困難、且つ費用がかかる。非装飾的用途、例えばマスキングテープにおいては、これらのビーズは接着剤の厚みより大きくてよい。複合ペグは、まず型押したライナーにラテックス樹脂をコートしてくぼみを部分的に満たし、そのライナー面をふき取り、そして樹脂を乾かせる又は合体させることにより調製することも可能である。乾かした又は合体させた樹脂を次に接着溶液でオーバーコートする。かかる手順は「ビーズ」をその場で形成させる。
【0031】
典型的には、これらのペグは接着剤を微細構造型ライナーの上に直接コートすることによって形成されうる。複合ペグの場合においては、これらのペグは微細構造型ライナーの上への接着剤の直接コーティングにより形成されることができ、それにおいは小さなくぼみはビーズ及び、そして任意的に機能的に十分な量のポリマーバインダーで充填されている。他方、この複合ペグは接着剤/ビーズスラリーの一次パスコーティング、それに続く接着のみのコーティングにより形成されうる。第二に、接着剤のみのコーティングは、第二接着剤が一次パスコーティング接着剤と十分に相溶性であることを条件として、化学的に異なる接着剤であってよい。これは一般に適用の際にライナーを取外した後に、接着(第二コーティング)面の上にペグを保たせるのに必要とされる。
【0032】
複合ペグを含んで成る接着物品を調製するための方法は下記の段階を含んで成る:(a)ビーズのスラリーを用意する;(b)そのスラリーを、型押されたライナーの中のくぼみを充填させるために型押されたライナーの上にコーティングする;(c)その型押されたライナーをふき取って過剰のスラリーを除去する;そして(d)充填済みの型押されたライナーに接着溶液をコートする;そして(e)乾燥する前にその接着溶液をビーズの中及びそのまわりに収着させる。この接着溶液はラテックス接着溶液、又は反応性モノマー、即ち希釈剤としての重合性モノマーを含む溶液でありうる。
【0033】
本発明の接着物品にとって適当なライナーは低接着力表面型ポリマープラスチックフィルムである。これらのライナーは保護ライナー、剥離ライナー等でありうる。接着物品を最初の上記の方法により作るとき、そのプラスチックフィルムはくぼみを形成するために型押する。その型押可能なプラスチックフィルムは自立式であってよいが、しかし好適なライナーはクラフト紙であり、その一又は複数の面はシリコーン剥離コーティングにより覆われた薄い型押可能なポリエチレンコーティングを有している。有用な自立式プラスチックフィルムには、限定することなく、可塑化ポリ(塩化ビニル)及び二軸延伸ポリ(エチレンテレフタレート)及びポリプロピレンが含まれ、それら全て経済的であり、且つ良好な強さ、靱性、及び寸法安定性を有する。好ましくは、型押されたライナー内のくぼみ形態は本質的に平らな底を有する切られた円錐であるのが典型的である。
【0034】
本発明にとって有用な裏地の限定でない例は、薄い又は厚いプラスチック(合成又は天然)、反射性シート、布帛(織布又は不織布)、紙、金属ホイル、複合剥離ライナー等である。この裏地は、得られる物品がグラフィック物品、転写テープ、両面テープ、日除け等となりうるように構築されうる。更に、この裏地は追加の機能的及び装飾層、例えば透明コート、装飾的グラフィック、ダーツ及び耐候性コーティング、当業界公知の接着層、スクリーンプリント用インク、バリヤー層、接着促進剤、半透明フィルムの多重層、等を含みうる。かかる機能及び装飾層は当業界に公知であり、そして当業者に公知の技術に従って、使用、適用又は積層されうる。
【0035】
少なくとも片面の位相的微細構造面を含んで成る特別の、しかしながら限定することのない接着物品は、(1)順に、型押されたライナー、微細構造型接着面及び柔軟性熱硬化性裏地;(2)順に、型押されたライナー、微細構造型接着層及び型押されたライナー;(3)順に、型押しされたライナー、両面微細構造型接着層、型押されたライナー;(4)順に、型押されたライナー、微細構造型接着層、熱可塑性樹脂層、当業界公知の接着層、ポリ塩化(ビニル)フィルム、当業界公知の接着層及び透明コート層;並びに(5)順に、型押されたライナー、微細構造型接着層、接着促進材、微細構造型接着層、型押されたライナー;を含む。様々な多重層物品構築体を例示するためにいくつかの例を示したが、少なくとも片面の微細構造型接着面を有する任意の接着物品が本発明の範囲に属する。一枚より多くの微細構造型接着層を使用しているケースにおいては、層に関する接着系は同一である必要はない。
【0036】
ライナーの中のくぼみより成る隣り合うペグ間の間隔はその接着シートの接着又は位置決め特性に影響を及ぼしうる。好ましくは、ペグの間隔は、接着剤のみの平らな上面のペグの接触面が、全表面積の1〜25%を占めるように、より好ましくは、ペグの接触面が接着層の全表面積の1〜10%を占めるようにする。隣接し合うペグ間の間隔は、ペグの高さ、直径、形態、接着剤の組成、及び接着物品の裏地の剛性の如きの要因に依存しうる。更に、ペグ間の間隔、即ち、ペグの土台とつながり、且つペグの間にある平らな接着面は全接着層の30%より大である。例えば(図1に関し)、接着面の良好な位置決めは一般に隣接し合うペグ16の中心間の間隔(d2)が0.1〜0.5 mm(好ましくは0.2 〜0.4 mm)の範囲に属し、且つペグ16の直径(d1)より大のときに達成される。(この状況において)0.1mmより実質的に小さい間隔は接着面の25%より大を覆うペグの接触表面積及び弱められた結合強度をもたらしうる。
【0037】
この接着シートは当業界公知の任意の感圧接着剤、好ましくは強力粘着性であり、且つサインボードの如きの基体との接触により強力な結合を形成するものを採用してよい。この接着組成物は好ましくは感圧接着剤である。感圧接着剤の長所はその天然の柔軟性及び伸長特性にある。一のクラスとして、これらのタイプの接着剤は本発明の実施においてよく働く傾向にある。
【0038】
感圧接着剤は標準的なクラスの材料として認識されている。乾燥(実質的に、残留溶媒を除き溶媒を含まない)形態において強力であり、且つ室温(例えば15°〜25℃)において永久粘着質であり、そして手での圧力のみによる単なる接触で様々な非類似の表面に密着する接着剤である。この接着剤は、紙、セロハン(登録商標)、ガラス、プラスチック、木材及び金属の如きの材料に対する強力な保持力を及ぼすのに水、溶媒又は熱による活性化を必要としない。この接着剤は十分なる凝集保持力及び弾性的性質を有し、従ってその強力粘着質にかかわらず、それらは指で取り扱うことができ、そして多量の残渣を残すことなく滑らかな表面から取外すことができる(参考:Test Methods for Pressure-Adhesive Tapes, 第6版,PressureSensitive Tape Council, 1953) 。感圧接着剤及びテープは公知であり、そしてかかる接着剤において所望される特性の幅及びバランスがよく分析されている(参考:米国特許第4,374,883 号;及び「Pressure-Sensitive Adhesives」Treatise on Adhesion andAdhesives 第2号,「Materials 」R. I. Patrick 編,MarcelDekker, Inc., N. Y., 1969)。感圧接着剤として有用な様々な材料及び組成物は市販されており、そして論文の中でしっかりと説明されている(例えば、Houwink and Salomon, Adhesion and Adhesives,Elsevier Publ. Co., Amsterdam, Netherlands, 1967 ; Handbook,of Pressure-Sensitive Adhesive Techndogy, Donates Satas 編,VanNostrand Reinhold Co., N. Y., 1982)。感圧接着剤は一般にゴム樹脂材料、アクリル樹脂、ポリウレタン樹脂、シリコーン樹脂等より化学的に構成される。感圧接着剤配合物における組成及び改良を述べている様々な特許文献は米国特許第24,906 ; 2,652,351 ;3,740,366 ; 3,299,010 ; 3,770,708 ; 3,701,758 ; 3,922,464 ;3,931,087 ; 4,012,560 ; 4,077,926 ; 4,387,172 ; 4,418,120 ;4,629,663 ; 号等である。これらのクラスのゴム樹脂、アクリル、シリコーン及びポリウレタン感圧接着剤並びに任意のその他の感圧接着剤が本発明において一般に有用である。低粘着力感圧接着剤の好適なクラスは米国特許出願第07/513,679号(19904月24日出願)及び07/513,680号(1990年4月24日出願)に詳しく記載され、そしてかかる詳細は引用することで本明細書に組入れる。
【0039】
熱活性化又は溶媒活性化される非感圧接着剤を、もしそれらが必要たる弾性伸長特性(即ち、少なくとも20%)を発揮するなら使用してよい。しかしながら、それらは感圧接着剤ほど好ましい態様ではなく、その理由はその適用の難しさ及び適用の際の空気を取り込む傾向の強さにある。
【0040】
この接着剤は、それを利用すべき高温において粘着質となるなら室温で実質的非粘着質であってよい。他方、この接着剤は触れたときは非粘着質であるが、その他の基体に対しては乾燥粘着質であってよい。これらの接着剤は基体特異性であり、そして基体と接着シートとの間で適当な接着結合を供する。
【0041】
より厚い感圧接着コーティングが所望されるとき、多重接着層を適用するか又は接着剤をその場で光重合させることのいづれかが所望されうる。例えば、モノマーアルキルアクリレート、共重合モノマー、例えばアクリル酸及び任意的にポリマーの混合物を、紫外線に対する暴露により感圧接着状態にまで共重合させてよい。
【0042】
この接着物品は様々な用途、例えば限定することなく、自動車;標識;建築物;標識帯;日除け;テープ、例えば転写テープ、両面テープ、写真及びその他のレーアウトテープ;ペイントスプレーのためのマスク;壁紙等の上の装飾及び情報表示にとって有用である。
【0043】
本発明の目的及び長所を下記の実施例により更に例証するが、これらの実施例に記載の特定の材料及びその量、並びにその他の条件及び詳細は本発明を限定するものではない。全ての材料は何らかのことわりのない限り市販されているものである。
実施例
接着溶液1〜3及び5を調製するために用いた接着樹脂は、Odian,Principles of Polymerization, 第3版,John Wiley and Sons,New York, 1991に記載の如きの当業者に公知のフリーラジカル重合技術に従って、イソオクチルアクリレート及びアクリル酸のフリーラジカル重合により調製したアクリルコポリマーを含む。下記の実施例において、全ての部数は重量で示す。接着溶液1,2及び5はそれぞれ調製の24時間以内にコートした。
【0044】
180 °剥離戻しデーターは22℃での接着強度及び取外しのし易さの比較を供する。滑り及び位置換えのし易さについての滑り等級データーは40〜43℃での接触接着力、並びに位置決め及び位置換えのし易さの比較を供する。%湿潤面積データーは一定の適用条件下での接着層を基体との静的接触の値についての比較を供する。
接着溶液1
イソオクチルアクリレート−アクリル酸(93:7)コポリマー(100 部)及び1,1′−(1,3−フェニレンジカルボニル)ビス(2−メチルアジリジン)(0.01部、ここでは以降「ビスアミド」と呼ぶ)架橋剤を酢酸エチルの中で、10〜25%の固形分において組合せた。
接着溶液2
イソオクチルアクリレート−アクリル酸(90:10)コポリマー(100 部)及びビスアミド(0.02部)を酢酸エチルの中で、10〜45%の固形分において組合せた。
接着溶液3
イソオクチルアクリレート−アクリル酸(95.5:4.5)コポリマー(73部)、NEWPORT S 樹脂(内部、そしてArizona Chemical Co.より入手)及びUNITAC 72M70樹脂(10部、そしてUnion Camp Corp.より入手)をイソプロパノール及びヘプタンの中で25〜30%の固形分において組合せた。
接着溶液4
イソオクチルアクリレート(90部)及びアクリル酸(10部)の部分重合混合物を、米国特許第4,330,590 号、Example 1及び5〜7に記載の通りに、Irgacure 651 (0.1 部,Ciba Geigy由来の2,2−ジメトキシ−2−フェニルアセトンフェノン)及びXL-353(0.2部,3M由来の2,4−ビス(トリクロロメチル)−6−(3,4−ジメトキシフェニル)−1,3,5−トリアジンと配合した(かかる詳細は引用することで本明細書に組入れる)。
接着溶液5
イソオクチルアクリレート−アクリル酸(93:7)コポリマー(100 部)及びビスアミド(0.04部)架橋剤を酢酸エチルの中で、40〜45%の固形分において組合せた。
型押した剥離ライナー
本実施例において利用した剥離ライナーは、市販のシリコーン剥離コーティングを有するポリエチレンコート紙である。型押されたライナーは、米国特許第3,301,741 号に記載の如きの熱型押によって調製し、そしてかかる詳細は引用することで本明細書に組入れる。実施例1〜4,5〜12,13〜15,20〜40,C3,C11 及びC12 についての型押されたくぼみにより覆われた表面積は2〜11%に変動し、ほとんどのサンプルは3〜6%で変動した。実施例16〜19についてのライナーは型押されたくぼみにより覆われた大きめの表面積を有していた。
【0045】
下記の表において、くぼみ/in2 を、対応のペグのインチ当りの線分密度(lpi)に変換させている。
【0046】
【表1】

【0047】
粒子充填型の型押された剥離ライナーの調製
型押されたライナーにおけるくぼみをビーズ又は粒子により、ビーズの過剰なコーティングをライナーに施し(ドライで、又は好ましくは液体の中に分散させて)、次いで過剰のコーティングをゴム、プラスチック又は金属ブレートでぬぐうことによって、EPO0,429,269 A1に記載の通りに選択的に充填せしめた。
裏 地
実施例を調製するために用いた裏地は、ブランド名CONTROLTAC接着剤を有する3M 180-10 号フィルムにおけるものと同一の厚さ60μmの可塑化白色ビニルフィルムであるか、又は3M 639号ブランド名SCOTCHCAL フィルムに用いているものと同一の厚さ60μmの透明なPET フィルムのいづれかとした。
剥離接着試験
行った接着試験は、ASTM法D 3330 (1992)及びPressure SensitiveTape Council法PSTC-1(1989)の改良法である。剥離ライナー上の微細構造型接着剤のサンプル及びフィルムを裏地としての3MSCOTCHCAL 3650フィルムに積層した。その裏地フィルムはサンプルフィルム及び接着剤が、剥離戻し試験中によけいに延びることを防ぐ。これらのサンプルを22℃、相対湿度50%の一定の温度及び湿度で適用前少なくとも24時間にわたり平衡にした。裏地付きテープサンプルを幅2.54cmのストリップに切った。DuPont「Prep Sol」を、クロム酸処理アルミニウム試験プレートの表面を清浄にするために用いた。その剥離ライナーを取外し、そして接着ストリップを180g又は2キログラムのロールダウンホイールのいづれかを用い、2.54cm/秒(サンプル当り2回のころがし通過)においてそのアルミニウムパネルに適用した。剥離接着力は適用の約5分後に(何からのことわりのない限り)、180 °の剥離戻しとして、30.5cm/minのクロスヘッドスピードにおいて、Llody 引張テスターを使用して測定した。いくつかのケースにおいては、「<0.01」kg/cmの剥離接着値を報告する。この値はその剥離力が有限であるが、剥離テスターの測定域よりは小さいことを示し、そして本テキストの中では「粘着接着力」と呼ぶ。
滑り及び位置換えのし易さの試験及び等級
水平ガラスプレート又はアルミニウムプレートを40〜43℃に熱し、そしてメチルエチルケトン(MEK)で清浄にした。約15cm×23cmの試験すべき感圧接着シートの断片を、その接着剤側を上にしてガラスプレートの上に載せ、15〜60秒温めた。このシートを取外し、そして接着剤側を下にして直ちに加熱プレートの上に載せ、そして少なくとも10秒そのままにした。このシートの縁をもち上げ、そしてそのシートを横方向に引っ張った。もしそれが自由に滑ったら、それは「1」と等級付けする。もしシートが抵抗をもって滑るが、しかしその表面から容易にもち上がるのなら「2」と等級付けした。もしシートが滑らず、しかし損傷することなくもち上げて位置換えできるのなら、それは「3」と等級付けした。もしシートがプレートにひっつき、そして損傷抜きでは位置換えできないのなら、それは「4」と等級付けした。
湿潤面積の測定
剥離接着力試験の章において前記した通りに、サンプルを清浄ガラスプレートに適用した。ガラススライドをその縁から照らし、そしてマクロレンズの付いたビデオカメラ(4810 Series ソリッド−ステートCCD カメラ、Cohu, Inc., San Diego, CA)を用いその接着剤を上から見た。接着剤がガラスと接触しているところでは、明るいイメージが観察され、非接触領域は暗かった。約1平方インチのイメージをコンピューターベースキャプチャー及びアナライスシステム(Jadel Scientific由来のJAVA(登録商標)ソフトウェアー及びPCV isision デジタイジングコンピューター/ビデオインターフェースカード)を用いてサンプリングした。接触又は%湿潤面積を明るいイメージ/全イメージの比として算定した。%湿潤面積について報告する値は4つのサンプリング位置の平均値である。これらの値についての標準偏差は全面積の約2%であった。
【0048】
また、サンプルを上記の通りに調製し、そして接着剤湿潤面積を目視比較のために上記由来の測定イメージを用いて光学顕微鏡写真からも評価した。反射光を使用し、そしてガラス、対、接着剤接触面積は暗かった。これらの評価した接触値はデーター表の中では「〜%」湿潤で示す。
実施例1〜12及びC1〜C2
実施例1〜12及びC1〜C2は、接着ペグを含んで成る微細構造型接着面を有する接着フィルムを一時的に適用し、そしてより永久的な結合が所望されるようになるまで容易に位置換えすることができることを示している。その永久結合は接着フィルムに対してより強い圧力を適用することにより迅速に得られる。
【0049】
本実施例は下記の一般手順に従って調製した。接着溶液1を、30〜40μmの乾燥厚みを有する接着層を供するために、四角い一連のくぼみのパターン(その寸法及び頻度は表IIに示す)で型押した剥離ライナーの上にコートした。厚さ60μmのビニルフィルムをそのライナーの上の接着層に積層して感圧接着フィルムを供した。そのライナーを取外し、そしてその接着面を顕微鏡で調べた。接着ペグのサイズ及び形を確認するために電子顕微鏡を使用した。各サンプルは、剥離ライナーの表面を実質的にレプリケートする接着面を示した。
【0050】
各実施例についてのペグ密度(平方cm当りのペグ数)及び平均の高さ、並びに剥離接着力及び%湿潤面積を表IIにまとめた。実施例1〜12はペグが>15μmの高さのときにより良い位置換え能を示した。2kgの力を利用して適用したサンプルは、平らな接着面を有するサンプルについて得られたのとほぼ同じ強さの剥離戻し接着力を示した(実施例C1及びC2を参照のこと)。接着接触力及び湿潤面積の低下は実質的に下がった接着力及び位置換え挙動を招くであろうことが当業者において思案されるが、接着接触面積は本発明の効果に寄与する一つの要因にすぎないことが認められた。実施例4,7及び12(15μmのペグを有する)のサンプルは、180 gの適用力を利用して適用したときに実施例1〜3,5,6及び8〜11のサンプルに類似する湿潤面積を有することが観察されたが、しかしこれらの短いペグサンプルは若干低められた接着力のみを有し、そして容易に位置換えできなかった。
【0051】
表IIに関して、一般の調製及び試験手順からの下記の変更に注意されたい:
実施例1:180 gの力を利用してガラスプレートに適用したサンプルの顕微鏡観察及び部 分剥離戻しは、剥離前面(peelfront)でのガラスの接着湿潤が実質的に変わら ないことを示す;
実施例2:180 gの力を利用してガラスプレートに適用したサンプルの顕微鏡観察及び部 分剥離戻しは、ガラスのほぼ完璧な接着湿潤が剥離前面において起きたことを 示す;
実施例C1:使用したライナーは型押しなかったが、1μmの平均の粗さを有する;
実施例C2:使用したライナーは型押しなかったが、3μmの平均の粗さを有する;
実施例8:完全適用サンプルはフィルムを介する接着パターンの若干の掲示を示す。
実施例13〜19及びC3〜C5
実施例C3及びC4は、位置換え可能な接着剤の挙動がペグの形態によりどのように悪影響を及ぼされるかを示す。実施例13は、保護ライナー上での接着剤の熱老化又は「ベーキング」が位置換え挙動に悪影響を及ぼさないことを示す。一方、実施例14は、型押ライナーと接触した実施例C5由来の架橋化接着剤の熱老化が、位置換え可能な接着フィルムを供しないことを示す。実施例15は、結合挙動が、室温での接触時間の増大に従って有意に変化しないことを示す。実施例15のサンプルを180 gのころがし重量を利用して適用したとき、ほぼ同一の剥離接着力及び位置換え挙動が接触の5分後と24時間後とで観察された。実施例15のサンプルを2kgのころがし重量を利用して適用したとき、ほぼ同一の剥離接着力及び永久結合力が接触の5分後と24時間後とで観察された。実施例16〜19はより多大な面積を覆う大きめのペグの効果を示す。これらの実施例品は全て位置換え可能であり、そしてより永久的な結合を迅速に形成するが、より強い結合を得るのにより強い適用力を一般に必要とする。その結果を表III にまとめた。
実施例C3
接着溶液1を型押した剥離ライナー上にコートし(その寸法及びくぼみ密度は表III に示す)、急速乾燥し、そして実施例1に記載の通りに積層した。接着面の顕微鏡観察は、部分形成した接着ペグのパターンが滑らかな接着面の上方に突き出ていることを示す。その接着ペグは気泡の取込みに原因して剥離面をレプリケートしていなかった。ガラス上の接着湿潤面積(180 gの適用力)は実施例2よりも実質的に小さかったが、実施例4に記載の通り、剥離前面においてほぼ完璧な湿潤が観察された。
実施例C4
接着溶液1を3Mのブランド名180-10 CONTROLTAC 接着フィルムから取外した剥離ライナーの上にコートし、乾かし、そして実施例1に記載の通りに積層した。このライナーは、表面の約3%を覆う平均して深さ約25μm及び直径50μmの半球くぼみのランダムを分布したパターンを有していた。接着面の顕微鏡観察は、滑らかな接着面の上方約25μmに突き出た半球形の接着突起の対応のランダムなパターンを示した。その接着突起はライナー面を実質的にレプリケートしていた。ガラス上の一次接触(適用力なし)湿潤面積は低く(〜10〜15%)、そして小さな丸いスポットより成る。適用後10分以内でその湿潤面積は50%より大に増大した(更なる適用力は利用せず)。
実施例13〜19及びC5
実施例13〜19及びC5を下記の一般手順に従って調製した。接着溶液1を四角い一連のくぼみのパターン(その寸法及び密度は表III に示す)で型押された剥離ライナーの上にコートして、30〜40μmの乾燥厚みを有する接着層を供した。厚さ60μmのビニルフィルムをそのライナー上の接着層に積層して感圧接着フィルムを供した。そのライナーを取外し、そしてその接着面を顕微鏡で観察した。各サンプルは、薄利ライナーの表面を実質的にレプリケートする接着面を示した。これらのサンプルについて得られた接着力及び湿潤値を表III に示す。
実施例13
ブランド名SCOTCHCAL 3650接着フィルムを実施例3由来のサンプルのフィルム側に積層し、そしてこの複合物を2.54cm×20cmのストリップに切った。このストリップを65℃のオーブンの中で370 gの重量下で老化(「ベーク」)させた。老化させた接着面の顕微鏡観察は、滑らかな接着面の上方に約20μm突き出た接着ペグのパターンを示した。これらの接着ペグはライナー面を実質的にレプリケートした。その接着面及び接着挙動は実施例3に似ていた。
実施例C5
ブランド名SCOTCHCAL 3650接着フィルムを実施例C1由来のサンプルのフィルム側に積層し、そしてこの複合物を2.54cm×20cmのストリップに切った。これらのストリップを65℃のオーブンの中で370gの重量下で老化(「ベーク」)させた。老化させた接着面の顕微鏡観察は滑らかな表面を示した。その接着面及び接着力の挙動は実施例C1に似ていた。
実施例14
実施例C1のサンプル由来の薄利ライナーを取外し、そして実施例3由来の型押された剥離ライナーのサンプルをその場所に積層した。ブランド名SCOTCHCAL 3650接着フィルムを次に上記のサンプルのフィルム側に積層し、そしてこの複合物を2.54cm×20cmのストリップに切った。そのストリップを65℃のオーブンの中で370 gの重量下で老化(「ベーク」)させ、接着面に微細構造を授けた。接着面の顕微鏡観察は、滑らかな接着面の上方に突き出た部分形成接着ペグのパターンを示した。ガラス上の湿潤パターンは実施例13に類似していたが、しかし結合挙動は実施例C5に似ていた。
実施例15
接触老化試験
実施例3由来の接着フィルムのサンプルを、剥離接着力試験のために用意し、そして実施例1に記載の通りに、清浄のアルマイトパネルに適用した。その180 °剥離戻し接着力を、22℃で約5分及び24時間の接触時間を経てから測定した。24時間の接触を経て取外したサンプルを顕微鏡で観察した。アルミ試験プレートの仕上げ表層パターンが、剥離戻し試験(24時間の接触老化後)を経た接着剤の表層上にはっきりと見えた。180 gの力を利用して適用したサンプルについては、そのパターンは接着ペグの上面のみに見えた。2kgの力を利用して適用したサンプルについては、そのパターンは全接着面を覆っていた。
実施例16〜19
実施例16〜19は、接着ペグのサイズが、より永久的な接着結合を形成するのに必要とされる適用力の値に、及びある程度、得られる接着力に、影響を及ぼしうることを示している。実施例16, 18及び19は2kgの力を利用して適用したときでさえも位置換え可能であり続けた。より永久的な接着結合にとってはこれらのフィルムを適用するのにゴムローラーを使用せねばならなかった。得られる接着力値は実施例1〜12におけるものよりも若干低かったが、しかしこれらの接着剤はいまだ機能的であった。
実施例20〜26及びC6〜C10
実施例20〜26及びC6〜C10 は、より硬質で「より乾いた」接着剤(接着溶液2)、より高度に架橋された接着剤(接着溶液5)及び柔軟で非常に粘着質な非架橋型接着剤(接着溶液3)の如きに、使用した接着剤の組成を変えたときの効果を示す。柔軟な接着剤(実施例22〜24)のみが、良好な位置換え挙動のために>20μmの高さのペグを必要とした。接着剤の更なる架橋はそのサンプルを、低い適用力を利用してそれを適用したときに位置換え能のより高いものにした(実施例26、対、実施例3)。これらのサンプルについて得られた接着力及び湿潤値を表IVにまとめた。
実施例20〜22及びC6〜C7
実施例20〜22及びC6〜C7を下記の一般手順に従って調製した。接着溶液2を剥離ライナーの上にコートし(実施例20〜22については、そのライナーには四角い一連のくぼみのパターンを型押し、その寸法及び頻度は表IVに示している)、30〜40μmの乾燥厚みを有する接着層を供した。厚さ60μmのビニルフィルムをライナー上の接着層に積層して感圧接着フィルムを得た。そのライナーを取外し、そしてその接着面を顕微鏡で観察した。各サンプルは剥離ライナーの表面を実質的にレプリケートしている接着面を示した。
実施例23〜25及びC8〜C9
実施例23〜25及びC8〜C9を下記の一般手順に従って調製した。接着溶液3を剥離ライナーの上にコートし(実施例23〜25については、そのライナーには四角い一連のくぼみのパターンを型押し、その寸法及び頻度は表IVに示している)、30〜40μmの乾燥厚みを有する接着層を供した。厚さ60μmのビニルフィルムをライナー上の接着層に積層して感圧接着フィルムを得た。そのライナーを取外し、そしてその接着面を顕微鏡で観察した。各サンプルは剥離ライナーの表面を実質的にレプリケートしている接着面を示した。
実施例26及びC10
実施例26及びC10 を下記の一般手順に従って調製した。接着溶液5を剥離ライナーの上にコートし(実施例26については、そのライナーには四角い一連のくぼみのパターンを型押し、その寸法及び頻度は表IVに示している)、30〜40μmの乾燥厚みを有する接着層を供した。厚さ60μmのビニルフィルムをライナー上の接着層に積層して感圧接着フィルムを得た。そのライナーを取外し、そしてその接着面を顕微鏡で観察した。各サンプルは剥離ライナーの表面を実質的にレプリケートしている接着面を示した。
実施例27〜34及びC11 〜C13
実施例27〜29は、接着ペグにガラスビーズを充填することが、基体に粘着する、滑り性である位置換え可能な接着フィルムを供することを示す。「粘着接着」と位置決め挙動との組合せは、それを、正確な見当合せにおいて大型の接着フィルムシートを適用することを特にやり易くする。対照的に、ビーズ間の接着力がほとんどない又は全っくないガラスビーズ塊(clust)より成るペグを有する実施例C11 は位置決め可能であるが、粘着接着を発揮しなかった。
【0052】
実施例29は、たとえ複合ペグが接着剤のみより成るペグ(実施例4)より実質的に短くても、良好な位置決め及び位置換え挙動が認められることを示す。実施例30は、複合ペグにとってはペグの形態が、全接着剤のペグ(実施例C4)にとってほど重要でないことも示す。実施例31と実施例C12 との比較は、これらの実施例を部分的にのみ充填されたくぼみを有するライナーを用いて調製したとき、複合ペグを有する接着剤(実施例31)は粒子塊のペグを有する接着剤(実施例C12)に比べて優れた位置換え挙動を供することを示す。実施例31においては、型押ライナー面を実質的にレプリケートする複合ペグを有する接着面を供するために、失われたガラスビーズを接着剤に置き換えている。比較により、実施例C12 は接着面に対する小さい、弱く形成されたガラスビーズ塊の部分転写のみを示した。2kgの適用力で適用した後の実施例27〜31について得られる接着力値は実施例3〜6及びC2についてのそれに類似していた。このことは、複合ペグが結合強度に悪影響を及ぼさないことを示唆する。
【0053】
実施例32〜34は、ビーズがガラスである必要はなく、そして接着剤とビーズとの屈折率と適合は、適用した接着フィルムの光学特性を高めることを示している。透明フィルムの実施例32〜34は実施例27から、適用及び結合特性に関して区別できなかった。2kgのころがし重量を利用してポリカーボネートプレートに適用し、そして(a)背面から、又は(b)プレートの縁のいづれかから照らしたとき、実施例33は全ての照明条件下で光学的に透明であり、実施例32は背面照明のもとでは光学的に透明であり、そして縁照明のもとでは若干くもっており、そして実施例34は全ての照明条件下でくもっていた。
【0054】
実施例C13 は、接着剤のコーティング厚みより有意に小さいガラスビーズによる接着剤の充填が、接着剤の粘着力及び結合強度を大いに低めることを示している。
実施例27〜29及び31〜32
実施例27〜29, 31及び32を下記の一般手順に従って調製した。接着溶液1を剥離ライナー上にコートして30〜40μmの乾燥厚みを有する接着層を供した。そのライナーはPotterの5000 SPHERIGLASSビーズ(Potters Industries, Inc., Parisippany, NJ 由来)を含むくぼみの四角い一連のパターンを有し、各サンプルについてのくぼみの寸法及び頻度は表Vに示している。厚さ60μmのビニルフィルムをライナー上の接着層に積層して、実施例27〜29及び31についての感圧接着フィルムを供した。厚さ60μmの透明なPET フィルムをライナー上の接着層に積層して実施例32〜34についての感圧接着フィルムを供した。そのライナーを取外し、そして接着面を顕微鏡で調べた。各サンプルは剥離ライナーの表層を実質的にレプリケートする接着面を示した。このペグはライナー面のくぼみを実質的にレプリケートし、そして接着剤中のガラスビーズより成っていた。
【0055】
接着面の電子写真は、接着剤マトリックス中のガラスビーズの複合ペグ及び複合ペグ間の接着面がビーズを実質的に含まないことを示した。
【0056】
実施例27〜29及び31由来のサンプルを水平なアルミ試験プレートに重ねる又は軽く押し付けたとき、そのシートは表面にわたって容易に、且つ繰り返し滑ることができ、又はそれよりもち上げることができる。そのパネルを垂直の位置に保ったとき、接着シートは粘着していたが、その表面にわたって容易に滑る又はそれより取外すことができた。サンプルをガラスプレートに対して軽く押し付け、そして湿潤パターンを顕微鏡で観察した。湿潤は「ペグ」の先端のみで起き、そして各円形湿潤スポットは直径約75μmであり、このスポットの内側の30〜90%が湿潤していたことが観察された。これらのサンプルについて得られた接着力及び湿潤値を表Vに示す。
実施例30
ブランド名3M 180-10 CONTROLTAC接着フィルムのサンプル由来の剥離ライナーを取外し、そしてそのくぼみをPotter 5000SPHERIGLASS ビーズで充填した。接着溶液1をこのビーズ充填剥離ライナーの上にコートして30〜40μmの乾燥厚みを有する接着層を供した。厚さ60μmのビニルフィルムをこのライナー上の接着層に積層して感圧接着フィルムを供した。接着面の顕微鏡観察は、表面の約3%を覆う半球形突起のパターンを示した。その突起は約高さ25μm及び直径50μであり、そして滑らかな接着面の上方に突き出ていた。その突起はライナー面のくぼみを実質的にレプリケートし、そして接着剤中のガラスビーズより成っていた。その接着面の電子写真は、接着剤マトリックス中のガラスビーズより成る突起した半球を示し、そしてガラスビーズ塊間の接着面はビーズを実質的に有さなかった。ガラス上の一次接触(180 gの適用力)湿潤面積は小さく(約4%)、そして小さい丸いスポットより成っていた。その湿潤面積は長い接触(22℃で6時間)によって有意に上昇しなかった(180 gの適用力)。このサンプルは、22℃でガラスプレートに載せ、そしてその表層にわたって自由に滑らすことができるが、しかし180 gの力をころがしたとき、又は40℃のガラスプレート上に載せたとき、自由に滑ることができなかった。このサンプルは位置決め可能ではなかったが、これは後者の適用条件下では容易に位置換え可能であった。実施例30について得られた接着力及び湿潤値を表Vに示す。
実施例C11
滑らかな剥離ライナーを実施例C2のサンプルから取外し、次いでPotterの5000 SPHERIGLASSビーズを含む型押した剥離ライナーのサンプルをその接着剤に積層した(実施例27を調製するのに同一のライナーを用いた)。そのライナーを取外し、そしてそのサンプルを水平アルミ試験プレートの上に40℃で載せた。このサンプルシートは試験プレートに対する接着力を有さず、そしてその表面にわたって容易に滑り、且つ持ち上げることができた。このサンプル接着シートは、180 g以下の適用力を使用したときは垂直の表面から脱離した。このサンプルは2kgの適用力を利用して適用したときは良好な接着力を示した。本実施例に関して得られる接着力及び湿潤値を表Vにまとめた。突起したガラスビーズ塊の電子写真は、それらが接着剤を実質的に有さず、そしてガラスビーズ塊間の接着面はビーズを実質的に有さないことを示した。
実施例31
本実施例について用いたライナーは、Potterの5000 SPHERIGLASSビーズで部分的に(容量の約25%)充填されたくぼみを有する。このフィルムを実施例27〜29について記載の通りに調製した。この接着面の電子写真は、突起している複合ペグがライナー面を実質的にレプリケートしており、そしてペグの上縁のまわりにガラスビーズを含んでいることを示す。ペグ中のビーズは接着剤により覆われ、そしてペグ間の接着面は実質的にビーズを含まない。
実施例C12
滑らかな剥離ライナーを実施例C2のサンプルから取外し、そしてPotterの5000 SPHERIGLASSビーズで部分充填した型押剥離ライナーのサンプルをその接着剤に積層した(実施例31を調製するために同一のライナーを使用)。接着面及びライナーの顕微鏡分析は、接着面に対するガラスビーズ塊の部分的のみの転写を示し(約75%)、そして数多くの転写塊が部分的に形成されていた。このサンプルシートはガラス面にわたって非常に滑りにくく、そして前接着する傾向にあった。このサンプルは2kgの適用力を用いて適用したとき良好な接着力を示した。本実施例に関して得られた接着力及び湿潤値を表Vにまとめる。
実施例32
1.47の乾燥屈折率を有する接着溶液1を、実施例27に記載の通りに、くぼみの中にMR-7G プラスチックビーズ(平均径7μmの、Soken Chemical and Engineering Co., 日本国、東京由来の1.49の屈折率を有する架橋化ポリメチルメタクリレートビーズ)を含む型押剥離ライナー上にコートした。この接着剤コート化ライナーを乾かし、そして透明なポリエステルフィルムをその接着剤に積層して、剥離ライナー上の自立接着フィルムを供した。接着面の顕微鏡観察は、ビーズ充填ペグがそのライナー面を実質的にレプリケートしていることを示した。水平ポリカーボネート試験プレートの上に載せたとき又はそれに対して軽く押し付けたとき、そのシートをその表面にわたって容易に、且つ繰り返して滑らせることができ、又はその面から持ち上げることができた。そのパネルを垂直の位置に保ったとき、その接着シートは粘着していたが、しかしその表面にわたってまだ容易に滑らすことができ、又はそれより持ち上げることができた。そのサンプルは2kgの適用力を用いてポリカーボネートプレートに適用したときはしっかりと結合し、そして取外したときに層不良を示した。実施例32は透明なポリカーボネートプレートに載せたとき、背面照明下で光学的に透明であり、そして縁照明下では若干くもっていた。
実施例33
プラスチックビーズ(3M由来の1.47の屈折率を有する直径平均3μmの架橋化メチルメタクリレート−ビニルアセテートコポリマービーズ)を、実施例32に記載の通りに透明な自立接着フィルムを調製するために使用した。接着面の顕微鏡観察は、接着ペグがライナー面を実質的にレプリケートしていることを示した。これらのビーズは光学顕微鏡を用いては見えなかった。実施例33はポリカーボネートプレートの上に載せたとき、全ての照明条件下で光学的に透明であった。
実施例34
Potterの5000 SPHERIGLASSビーズ(1.51の屈折率を有する平均直径7μmのガラスビーズ)を実施例32に記載の通りに透明な自立接着フィルムを調製するために用いた。実施例34は透明なポリカーボネートプレートに適用したとき、全ての照明条件下でくもっていた。
実施例C13
接着溶液1(30部)を酢酸エチル中のPotterの5000 SPHERIGLASSビーズ(70部)と混合し、次いで滑らかな剥離ライナーの上にコートして30〜40μmの乾燥厚みを有する接着層を供した。厚さ60μmのビニルフィルムをライナー上の接着剤に積層し、感圧接着剤を得た。接着面の電子写真は、その接着層が、実施例27〜30における複合ペグのようにガラスビーズを覆っていることを示した。水平アルミ試験プレートの上に載せたとき、そのシートは表面から容易に滑り、又は持ち上げることができた。そのパネルを垂直位置に保ったとき、その接着シートは粘着していた。接着力は長い接触時間、より高い適用圧力又は熱で実質的に増大しなかった。
実施例35〜40及びC14
実施例35〜37及びC13 は、位置換え可能/永久接着フィルムを作るのにその他の接着剤を使用できることを示す。実施例37は、実施例8と同様に、2kgの力を利用する適用を経たフィルムを介して接着ペグパターンの認識可能な掲示を示した。実施例38〜40は、大きめのプラスチックビーズを使用することができることを示し、そして得られる位置換え可能な接着結合の強さにわたる多少のコントロールを供することを示す。
実施例35〜37及びC14
接着溶液4を剥離ライナーの上にコートし(実施例35〜37については、そのライナーは、寸法及び頻度を表VIに示すくぼみの四角い一連のパターンで型押しており、そしてそのくぼみの中にはPotterの5000 SPHERIGLASSビーズが含まれている)、そして不活性の雰囲気の中でUV光照射のもとで硬化させた。厚さ60μmのビニルフィルムをそのライナー上の接着層に積層して感圧接着フィルムを供した。そのライナーを取外し、そしてその接着面を顕微鏡で観察した。各サンプルは、その接着面が各ケースにおいて剥離ライナーの表面を実質的にレプリケートしていることを示した。その突起はライナー面のくぼみを実質的にレプリケートし、そして接着剤中のガラスビーズより成っていた。適用挙動は実施例27〜29に類似していた。これらのサンプルについて得られた接着力及び湿潤値を表VIに示す。
実施例38
柔軟アクリル樹脂、NeoCryl A-1044 (Polyvinyl Chemicals Inc.)の溶液を、1120のくぼみ/cm2(深さ20μm)の四角い一連のパターンで型押した剥離ライナーの上にコートし、そして過剰の液体を表面からぬぐい、くぼみ中に堆積している材料が残った。そのコート化ライナーを乾かした。そのライナーの顕微鏡観察は、各くぼみが不規則な形態のプラスチックビーズで部分的にのみ充填(容量の20%未満)されていることを示す。そのプラスチックビーズはくぼみの片側に一般に配向していた。
【0057】
次に接着溶液5をビーズ含有剥離ライナーの上にコートして30〜40μmの乾燥厚みを有する接着層を供した。厚さ60μmのビニルフィルムをそのライナー上の接着剤に積層して、感圧接着フィルムを供した。その接着面の電子写真は、剥離ライナー面の実質的に完全なレプリケーション及びプラスチックビーズの実質的な被覆を示した。
実施例39
NeoCryl A-1044ラテックス樹脂(Polyvinil Chemicals Inc.) を実施例38に記載の通りに型押剥離ライナーの上にコートした。乾燥後、そのコーティングプロセスを2回繰り返した。そのライナーの顕微鏡観察は、各くぼみが不規則的な形態のプラスチックビーズで部分的に充填(容量の約5%)されていることを示した。これらのプラスチックビーズはそのくぼみの片側に一般に配向していた。
【0058】
感圧接着フィルムを実施例38に記載の通りにこのライナーを用いて調製した。接着面の電子写真は、その剥離ライナー面が実質にレプリケートされており、そしてそのプラスチックビーズが接着剤の薄層を実質的に覆っていることを示した。
実施例40
硬質であるが弾性のラテックス樹脂、NeoCryl A-612(PolyvinilChemicals Inc.) を実施例38に記載の通りに型押剥離ライナーの上にコートし、そして過剰の樹脂をその表面からぬぐった。そのライナーの顕微鏡観察は、各くぼみが不規則的な形態のプラスチックビーズで部分的に充填(容量の約20%)されていることを示した。これらのプラスチックビーズはそのくぼみの片側に一般に配向していた。
【0059】
感圧接着フィルムを実施例38に記載の通りにこのライナーを用いて調製した。接着面の電子写真は、その剥離ライナー面が実質にレプリケートされており、そしてそのプラスチックビーズが接着剤の薄層を実質的に覆っていることを示した。
実施例41
本実施例は、微細構造型接着剤及びライナーを有する接着フィルムについての電子切断性能における向上を示す。上部及び下部のケースレターを、ブランド名CONTROLTAC接着剤を有する3Mの180-10フィルムのサンプル、並びに実施例3及び27に従って調製したフィルムから、電気駆動ナイフカッター(Gerber Scientific Products,Inc.) を用いて切った。「ポップオフ」(「ほつれ」)が起こる寸前まで切り取れる最小の文字サイズは各フィルムについてそれぞれ高さ2.8 ,1.3 及び1.3 cmであると決定された。各サンプルについてのライナー接着力を230 cm/min で180 °剥離戻しとして測定した。得られる値はそれぞれ8.7 ,8.1 及び7.7 g/cmであった。
【0060】
本発明の様々な改良及び変更が本発明の範囲を逸脱することが可能であり、そして本発明は本明細書に記載の実施態様には限定されない。
【0061】
【表2】
【0062】
【表3】
【0063】
【表4】
【0064】
【表5】
【0065】
【表6】
【図面の簡単な説明】
【0066】
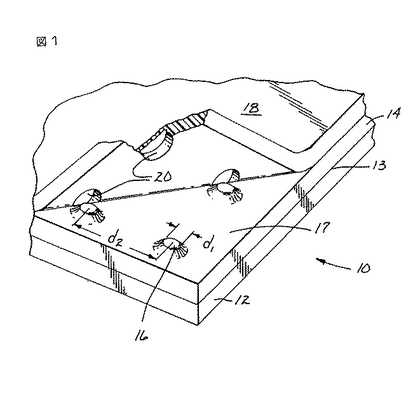
【図1】本発明の接着物品の平断面図。
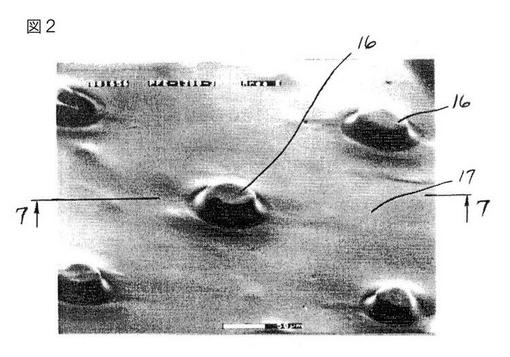
【図2】走査型電子顕微鏡(SEM)でとった電子写真であり、そして接着層の上で規則的なパターンで並んだ本発明の接着ペグの平面図。
【図3】従来技術の態様を示す粒子塊のSEM でとった電子写真図。
【図4】図3に示す粒子塊の表面のSEM でとった拡大電子写真図。
【図5】接着剤及びビーズを含んで成る本発明の単一の複合ペグのSEM でとった電子写真図。
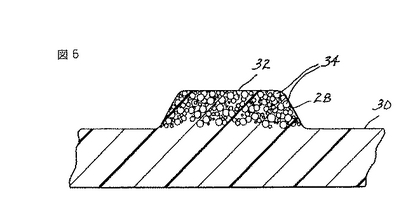
【図6】図5の6−6で示す複合ペグの断面図。
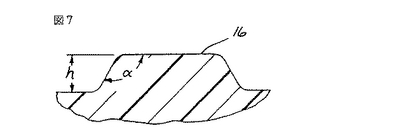
【図7】図2の7−7で示す接着ペグの断面図。
【図8】図5に示す複合ペグの表面のSEM でとった拡大電子写真図。
【技術分野】
【0001】
本発明は位置決め(positionable)及び位置換え(repositionable)可能な結合特性を有する接着物品、そして詳しくは、少なくとも片面の微細構造接着面を有する接着物品に関する。
【背景技術】
【0002】
感圧接着(PSA)シート、フィルム及びテープは通常正確な位置に、且つ空気の捕捉抜きで基体に適用することが、PSA の前接着又は「急速粘着」挙動に主に原因して困難となっている。このことは特に「強力(aggressive) 」PSA 、即ち、強い結合強度及び/又は低温粘着特性を有するものにとっての真実である。いくつかの方法及び形態がPSA フィルム及びテープを適用し易すくするために開発されている。
【0003】
例えば、清浄剤及び水の如きの適用助剤が一般に前接着を排除するために使用されている。配合は異なるが、しかし典型的には水、界面活性剤又は潤滑剤、並びに結合形成及び乾燥を速める溶媒(一般にはアルコール)を含む。この液体は接着剤と基体との間にフィルムを形成せしめる傾向にあり、それ故接触及び前接着を防ぐ。残念ながら、この液体は除去しにくく、且つその液体の除去を完全にすることはめったにできない。更に、ほとんどの適用助剤はその接着特性に影響を及ぼし、そして接着剤と基体との強力な結合の迅速な形成を防ぐ。この適用助剤は基体表面を傷つける又は汚すこともある。
【0004】
ドライ適用助剤、例えば粒子、粉末又はタルクも前接着を防ぐうえで有用である(例えば、米国特許第4,376,151 及び4,556,595 号を参照のこと)。これらの技術は適用を非常にやり易くし、且つ容易な位置決め及び位置換えを担うが、基体に対する強力な接着結合の形成は遅く、典型的には1〜7日間の接触を要する。
【0005】
接着面から突き出た非粘着性材料の断続コーティングも適用の際のPSA の前接着を防ぐために理由されている。これらの物品は基体に対して載せることができ、そして基体表面の上で自由に動くことができるが、その物品はそれを基体に永久結合させる前に、基体に対してその接着剤を弱く、且つ一時的に結合させるための任意の手段を欠いている。これらの接着フィルム及びテープは基体表面に対して軽く載せたときに接着力を有さない。かかるコーティングはパターン化したポリマーコーティング、粒子及びフィルムを含む(例えば、米国特許第3,554,835 ; 4,023,570 ; 4,054,697 ; 4,151, 319号及び英国特許第1,541,311 号を参照のこと)。
【0006】
ブランド名CONTROLTAC接着剤は接触及び前接着を防ぐための手段として、接着剤の中に部分包埋された中空ガラス微小球のランダム分布を利用している(米国特許第3,331,279 号を参照のこと)。他方、米国特許第3,314,838 号は類似の形態で、その接着表面から突き出た中空微小球の上面がPSA の薄層によりコートされているものを述べている。圧力の適用はその接着剤に侵入している微小球をつぶして基体と接触せしめ、そして瞬時に強力な結合を形成せしめる。
【0007】
前接着を扱うその他の方法には、PSA 表面上での脆いプラスチック突起の形成(米国特許第3,301,741 号を参照のこと)又は接着面から突き出た粒子の小さな独立塊(EPO 第0,429,269 A1号参照)が含まれる。最後の例においては、その粒子は粘着質接着微小球であってよく、これにより、軽い圧力を利用したときには基体に対する弱い結合を、そして強めの圧力を利用したときは強い結合が供される。しかしながら、この多重接着構築体は一般に製造するのが困難である。
【0008】
微小球及びパターン化接着剤は位置換え特性を発揮することも報告されている(米国特許第3,691,140 及び4,166,152 号を参照のこと)。米国特許第4,735,837 号に記載の如きの変形体微小球は粗い又はじゃりの様な表面並びに位置換え可能結合を供する。これら全てのケースにおいて、この接着フィルムは基体に対して弱い位置換え可能な結合を容易に形成せしめるが、強力な永久結合は形成せしめない。
【0009】
位相的(topologically)構造型接着剤も述べられている。例えば、比較的大スケールな接着剤の型押しをすることが、PSA/基体の接触面積、それ故PSA の結合強度を永久的に小さくするために述べられている(EPO 0,279,579 号を参照のこと)。様々な接着層位相には凹及び凸V−溝又は半球、並びにその他の三次元形態が含まれる。一般に、これらの位相は、滑らかな面の接着剤に比して、低めの剥離接着値を有する接着シート、フィルム及びテープを供する。あらゆるケースにおいて、その位相的構造型接着剤は接触時間の増大とともに接着力の変化をも示す。
【0010】
本明細書に記載の接着物品は様々なタイプの位置決め及び位置換え挙動を示す。表面特性を改変するために接着剤に添加された、又はその上に載せられた粒子はバルクな接着特性を改変しがちである。この物品は一般に劣った剥離ライナー装着、劣った老化、取扱い及び結合特性の問題に悩まされる。標識グラフィック用途においては、それらは構築体の位置決め挙動を破壊することなくプリントすることを困難にする傾向にある。更に、接着物品を利用なフィルムを用いて調製して透明な基体に適用するとき、その粒子は目に見えるほどに十分に大きいものであり(基体に対して押し付けたとき)、そして特に標識グラフィック製品において見ための悪さをもたらす。
【発明の開示】
【0011】
簡単に述べると、本発明の一観点において、裏地と、少なくとも片面の位相的微細構造型接着面とを有する接着シートを供する。この微細構造型接着面は、接着面の機能領域の上にあり、且つその接着面から外方向に突き出た接着ペグ(くい)の均一な分布を含んで成る。その接着剤のみのペグは典型的には下側の接着層と同一の接着材料を含んで成る。これらペグは本質的に平らな上面を有し、一般には全接着面積の1〜25%の接着面積を有する。これらのペグは少なくとも15μmの平均高さを有する。この微細構造型接着面の特徴は、基体に対するシートの弱い接着を可能とし、それ故容易な位置換え能、そして特に瞬間的な位置決め能を供する。
【0012】
好都合には、この微細構造型接着面は接着シートを適用することも可能にし、これにより基体に対する強力な永久結合が迅速に樹立される。接着結合の強度は基体に対して接着シートを装着するのに用いられる適用圧力により調整される。
【0013】
本発明の別の観点において、これらのペグは接着剤と1又は数個のビーズとの複合物であり、そのビーズは実質的に接着剤により覆われている。好ましくは、それらのペグは接着剤と複数個のビーズとの複合物である。好都合には、これらのペグ及びその接着剤の結合挙動は老化に対して安定である。これらのビーズは有機又は無機粒子、例えば限定することなく、ポリマー、ガラス、セラミック、接着ビーズ又は金属である。これらのビーズのペグを完全に充填している必要はなく、又は全てのペグの中に存在している必要はない。
【0014】
別の観点において、この複合ペグは特に標識帯(sign fascia)の如きの背面照明状況において用いたときに、接着シートの改良された光学特性を供える。この複合ペグの中のビーズはその接着剤の屈折率によく適合するように選ぶ。ビーズと接着剤との屈折率の適合は透明性を高め、そして適用した背面照明標識又は窓マーキングフィルムのくもりを低める。
【0015】
別の観点において、この位相的微細構造型表面は接着剤のみのペグと複合ペグとの均一な分布を含んで成る。接着剤のみのペグ又は複合ペグを利用して考えられる任意の構造が、ペグの混合物、即ち接着のみのペグと複合ペグとの混合物を利用するのに適当である。
【0016】
好都合には、本発明の接着物品は、保護ライナーを施したときに、様々な印刷及び変換操作、例えば切断、コーティング、乾燥又は積層の苛酷な条件に対して十分に耐久性となる。この接着物品は位置決め又は位置換え可能であるが、しかし、選んだ特定の接着剤及び位相的微細構造、即ち、複合ペグとするか又は接着剤のみのペグとするかに依存して粘着接着力を発揮する。その結果、この接着物品は、様々な表面、例えば波形面、及び市販の自動車(vehicle)の典型的なリベットに容易且つきれいに適用することができる。
【0017】
本願において:
「接着剤」とは接着組成物を意味し、そして接着物品の接着層をも意味しうる;
「ビーズ」とは球形、立方体、不規則的な形態、中実、多孔質、中空、弾性、非弾性、接着性又は非接着性でありうる粒子を意味する;
「フィルム」とは、薄い柔軟性プラスチックシートを意味し、そして裏地又はキャリヤーウェブとも呼ぶ;
「ペグ」とは、単独で使用しているときは接着剤のみのペグ、複合ペグ、又はその組合せを包括する;
「位置決め可能」とは接着又は感圧接着面を基体表面に対して載せ、次いでその表面の上でその基体に前接着することなく適切な位置へと容易に滑らせることができることを意味する;圧力が一般にその接着物品をその基体に接着させるのに必要である;
「取外し可能」とは、接着又は感圧接着面を基体面に接着させ、次いで接着剤及び裏地をその基体から、層不良、「二層結合」不良、接着剤の転写又は裏地崩壊を伴うことなく、同時に取外すことができることを意味する;
「位置換え可能」とは、接着又は感圧接着面を基体に適用及び接着させ、次いで取外し(一般には24時間以内に)、そして裏地、接着剤又は基体の歪み、剥離又は破壊を伴うことなく再適用できることを意味する;位置換え可能な接着剤は位置決め可能である必要はなく、またその逆も真なりである;
「シート」とは、薄い大きな表面積の物品を意味し、これは規則的な形態又はその他の形態、例えば文字であってよい;その後者は個別に位置決め可能であってよく、又は所望のパターンでキャリアーにより脱着式に支持されているとき、まとめて位置決め可能であってよく、更にその接着物品は長いロール又は個々のシートで市販されうる;
「実質的に均一に分布された」とは、接着面の機能領域上のペグの単一平均密度が、その接着面を位置決め/位置換え可能とするのに必要なほどに、規則的又はランダムなパターンにおいて全接着面にわたり均一であることを意味する;
「基体」とは、接着物品を適用する表面を意味する;
「粘着」とは、接着剤と基体との瞬時接着を意味し、そして粘着は基体特異性であってよい。
好適な態様の詳細
本発明は少なくとも片面の位相的微細構造型接着面と裏地とを有する接着シートである。この微細構造型接着面は、その接着面から外方向に突き出た接着ペグの均一な分布を含んで成る。このペグは一般に下側にある接着層と同一の接着材料を含んで成る。これらのペグは本質的に平らな上面を有し、それは一般に全接着面積の1〜25%の接触面積を有する。これらのペグは少なくとも15μmの平均高さを有する。その微細構造型接着面は基体に対するシートの弱い接着を可能にし、それ故必要な容易なる位置換えを可能にする。
【0018】
好都合には、この微細構造型接着面はそれをシートに適用されることが可能となるようにもし、これにより基体に対する強力な永久結合が迅速に樹立される。これらのペグは接着シート上での軽い押し付けによって位置決め可能な接着を供する。強めの接着力はペグを押し付け、そして下側の接着層を基体に接触させることにより得ることができる。好都合には、本発明の微細構造型接着面は接着剤又は裏地の老化特性に影響せず、又は完全に生じた永久結合がはずれることもない。
【0019】
本発明のいくつかの態様を図1〜2及び5〜8を参照することにより説明する。本発明とは異なる従来技術の粒子塊を図3及び4に示す。
【0020】
図1及び2に関し、接着層14に装着された裏地12を含んで成る接着シート10を示し、ここで接着層14は接着層面17の上を突き出た均等間隔の位相的微細構造型ペグ16を含んで成る。接着層14には更にライナー18が覆いかぶさっている。ライナー18は均等間隔のくぼみ20を含んで成る。典型的には、接着シート10の集成の際、接着層14をライナー18の上にコートし、ここで接着剤混合物をペグのくぼみ20の中へと流動させる。次に裏地12を接着層14の平らな面13に積層する。裏地12は単層として示しているが、裏地12は熱硬化性材料、追加の接着層、プライマー層、保護コーティング、バリヤー層及び任意のその他の構造、並びに当業者に公知の構造の組合せの多重層、例えば標識シート、転写又は剥離ライナー、転写テープ、接着剤コート化フィルムフォーム、織布及び不織布シート、紙及び金属ホイルを含んで成りうる。裏地12がライナーのとき、適当なライナーはライナー18について特定するもの(下記)と同一である。
【0021】
図1は接着層面17から外方向に、即ち、裏地12と反対方向に突き出しているようにペグ16を示しているが、ペグ16は接着面から界面13へと、即ち裏地12の中へと外方向に突き出していてもよい。更に、接着面17は界面13が微細構造となっていることに加えて、微細構造であってよく、即ち、それは複数のペグ16を含んで成っていてよい。
【0022】
ほとんどの用途において、接着シート10の接着層14は、それが適用されうる基体における不規性に整合するように少なくとも25μmの厚みであるべきである。
【0023】
再び図1及び2に関し、ペグ16は接着層面17の機能領域上に、例えば本発明の幅広いシート又はテープの一辺のみに沿って実質的に均一に分布して、その辺の正確な位置決めを可能にし、その後にそのシートの残りが必然的に位置決めされ、それ故接着剤が必要でないようにしてよい。また、上から下への、横から横への、接着物品の中心に収束的な又は中心から発散的な、等のペグ密度勾配を有することも本発明に属する。
【0024】
接着ペグ16は、接着層に対して平行な面で見たペグの断面が楕円形、円形、多角形、長方形、星型、環状、不規則及びその任意の組合せとなっている形状であってよい。図7に関し、ペグ16は本質的に平らな上面を有し、好ましくは5μm未満の平均的な表面不規則性を有する。ペグの上面と側面との内角(α)は好ましくは150 °以下、より好ましくは80°〜135 °である。ペグ16の土台と接着面17との角度は上部の内角ほど重要でなく、そして丸みをもってよい。
【0025】
接着面の上の一連のペグの平均の高さは少なくとも15μmであるべきである。これらのペグは一般に200 μm、好ましくは150 μm、そしてより好ましくは50μmの最大の高さを有する。その高さは様々であってよいが、しかし高さの変動はランダムであることが好ましく、即ち、多数の短めのペグが一ヶ所に集中しているのは望ましくない。更に、個々のペグ内の高さの変動を考えて、接着ペグ16の平均の高さ(h)は約15μmである。しかしながら、その高さ(h)及び内角(α)はある程度、本発明の実施において使用するために選んだ接着剤の組成に関係する。好ましくは、ペグの高さは均一であるが、しかしながら、集成高さ変動を有する複数のペグを有することは本発明の範囲に属する。位置決め能及び/又は位置換え能を更に調整するために好都合には所定の高さ変動を有する複数のペグを有することも本発明の範囲に属する。例えば、一連のペグは15μm〜25μmの高さを有することができ、それは3レベルの接着力、即ち、25μmのペグを接触させるための軽い圧力、15μmを接触させるためのより強い圧力、及び接着面により供される永久接着結合を供する完全圧力を提供する。
【0026】
ペグが短すぎると、これらのペグは剥離面で崩壊しがちとなり、それ故強めの永久結合を誘発させる。高さ(h)及び内角(α)の所見は、接着剤のみのペグに比べ複合ペグ(以下で、図5〜7を参照しながら説明)にとってはそれほど重要ではないことを認識しておくことが有用である。ところで、便宜上及び資源の経済性から、複合ペグ28及び接着ペグ16にとって同一の形態のライナーが有用でありうる。複合ペグ28の中のビーズ34は、複合ペグ28の高さ及び角度の重要性を低くする傾向を有する。
【0027】
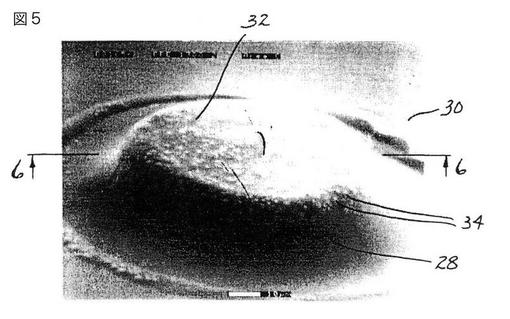
図5〜8に関して、接着シートは位相的微細構造型接着面及び裏地(図示せず)を有し、ここでその微細構造型接着面は接着面30から突き出た複合ペグ28の均一な分布を含んで成る。ペグ28は接着剤とビーズ34との複合物であり、ビーズ34は接着剤により実質的に覆われている。ビーズ34は接着剤により完全に覆われているか囲まれていることが好ましいが、ビーズの小部分が接着面の上又は下にあり、その接着剤によって覆われていないことは、ペグの全面が接着面を担っていることを条件として、本発明の範囲に属する。好都合には、本発明の複合ペグ28は位置決め及び位置換え可能な接着面を供する。
【0028】
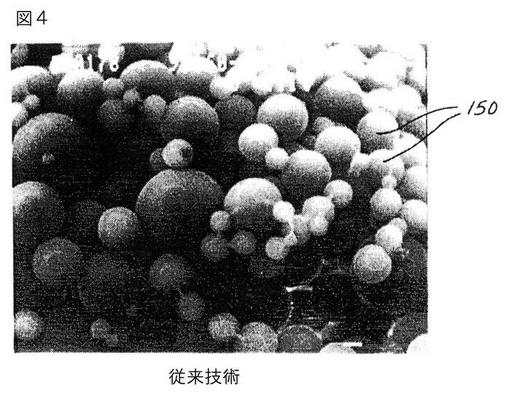
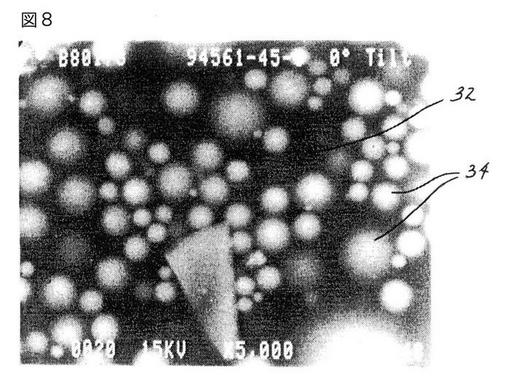
特に図6及び8に関して、ビーズ34はペグ28内で囲まれている。これは図6に模式的に示す。図6はビーズ34の充填されたペグ28を示しているが、ビーズで部分的にのみ充填されたペグを有することも可能である。図8に更に示す通り、ビーズ34は、図4(従来技術)に示すはっきりとフォーカスされた形態(ビーズは接着剤で覆われていない)と異なり、接着面32の中でシャープさにおいて消えかかった形態として見える(その理由はビーズは接着剤で覆われているからである)。
【0029】
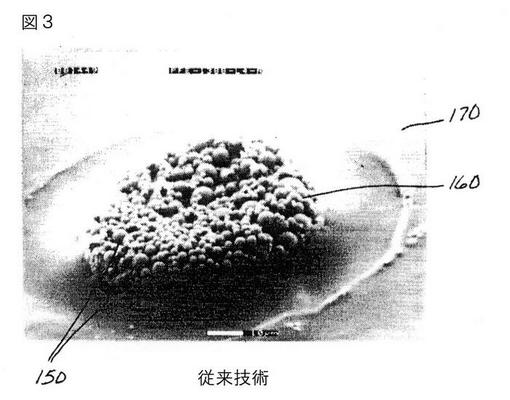
一方、図3及び4に関して、EPO 0,429,269 A1号に記載の粒子塊を示している。粒子塊160 は接着面170 から突き出ている。粒子塊160 は接着剤と複数のビーズ150 を含んで成る。ビーズ150 は粒子塊160 の上で非粘着表層を形成している。
【0030】
本発明の接着シートを装飾的目的のために用いたとき、それらのビーズは接着層の厚みより実質的に小さいのが好ましく、これにより接着層の中に押し付けられたとき、これらのビーズは裏地の露出面を傷付けない。例えば、接着層が約20〜40μmの厚みのとき、各ビーズは平均径において好ましくは20μm未満、好ましくは平均径において1〜15μm、そしてより好ましくは平均径において1〜10μmである。ビーズは典型的には様々なサイズの混合であることに注目すべきである。約0.5 μmより小さいビーズはそれより大きい粒子より使用するのが困難、且つ費用がかかる。非装飾的用途、例えばマスキングテープにおいては、これらのビーズは接着剤の厚みより大きくてよい。複合ペグは、まず型押したライナーにラテックス樹脂をコートしてくぼみを部分的に満たし、そのライナー面をふき取り、そして樹脂を乾かせる又は合体させることにより調製することも可能である。乾かした又は合体させた樹脂を次に接着溶液でオーバーコートする。かかる手順は「ビーズ」をその場で形成させる。
【0031】
典型的には、これらのペグは接着剤を微細構造型ライナーの上に直接コートすることによって形成されうる。複合ペグの場合においては、これらのペグは微細構造型ライナーの上への接着剤の直接コーティングにより形成されることができ、それにおいは小さなくぼみはビーズ及び、そして任意的に機能的に十分な量のポリマーバインダーで充填されている。他方、この複合ペグは接着剤/ビーズスラリーの一次パスコーティング、それに続く接着のみのコーティングにより形成されうる。第二に、接着剤のみのコーティングは、第二接着剤が一次パスコーティング接着剤と十分に相溶性であることを条件として、化学的に異なる接着剤であってよい。これは一般に適用の際にライナーを取外した後に、接着(第二コーティング)面の上にペグを保たせるのに必要とされる。
【0032】
複合ペグを含んで成る接着物品を調製するための方法は下記の段階を含んで成る:(a)ビーズのスラリーを用意する;(b)そのスラリーを、型押されたライナーの中のくぼみを充填させるために型押されたライナーの上にコーティングする;(c)その型押されたライナーをふき取って過剰のスラリーを除去する;そして(d)充填済みの型押されたライナーに接着溶液をコートする;そして(e)乾燥する前にその接着溶液をビーズの中及びそのまわりに収着させる。この接着溶液はラテックス接着溶液、又は反応性モノマー、即ち希釈剤としての重合性モノマーを含む溶液でありうる。
【0033】
本発明の接着物品にとって適当なライナーは低接着力表面型ポリマープラスチックフィルムである。これらのライナーは保護ライナー、剥離ライナー等でありうる。接着物品を最初の上記の方法により作るとき、そのプラスチックフィルムはくぼみを形成するために型押する。その型押可能なプラスチックフィルムは自立式であってよいが、しかし好適なライナーはクラフト紙であり、その一又は複数の面はシリコーン剥離コーティングにより覆われた薄い型押可能なポリエチレンコーティングを有している。有用な自立式プラスチックフィルムには、限定することなく、可塑化ポリ(塩化ビニル)及び二軸延伸ポリ(エチレンテレフタレート)及びポリプロピレンが含まれ、それら全て経済的であり、且つ良好な強さ、靱性、及び寸法安定性を有する。好ましくは、型押されたライナー内のくぼみ形態は本質的に平らな底を有する切られた円錐であるのが典型的である。
【0034】
本発明にとって有用な裏地の限定でない例は、薄い又は厚いプラスチック(合成又は天然)、反射性シート、布帛(織布又は不織布)、紙、金属ホイル、複合剥離ライナー等である。この裏地は、得られる物品がグラフィック物品、転写テープ、両面テープ、日除け等となりうるように構築されうる。更に、この裏地は追加の機能的及び装飾層、例えば透明コート、装飾的グラフィック、ダーツ及び耐候性コーティング、当業界公知の接着層、スクリーンプリント用インク、バリヤー層、接着促進剤、半透明フィルムの多重層、等を含みうる。かかる機能及び装飾層は当業界に公知であり、そして当業者に公知の技術に従って、使用、適用又は積層されうる。
【0035】
少なくとも片面の位相的微細構造面を含んで成る特別の、しかしながら限定することのない接着物品は、(1)順に、型押されたライナー、微細構造型接着面及び柔軟性熱硬化性裏地;(2)順に、型押されたライナー、微細構造型接着層及び型押されたライナー;(3)順に、型押しされたライナー、両面微細構造型接着層、型押されたライナー;(4)順に、型押されたライナー、微細構造型接着層、熱可塑性樹脂層、当業界公知の接着層、ポリ塩化(ビニル)フィルム、当業界公知の接着層及び透明コート層;並びに(5)順に、型押されたライナー、微細構造型接着層、接着促進材、微細構造型接着層、型押されたライナー;を含む。様々な多重層物品構築体を例示するためにいくつかの例を示したが、少なくとも片面の微細構造型接着面を有する任意の接着物品が本発明の範囲に属する。一枚より多くの微細構造型接着層を使用しているケースにおいては、層に関する接着系は同一である必要はない。
【0036】
ライナーの中のくぼみより成る隣り合うペグ間の間隔はその接着シートの接着又は位置決め特性に影響を及ぼしうる。好ましくは、ペグの間隔は、接着剤のみの平らな上面のペグの接触面が、全表面積の1〜25%を占めるように、より好ましくは、ペグの接触面が接着層の全表面積の1〜10%を占めるようにする。隣接し合うペグ間の間隔は、ペグの高さ、直径、形態、接着剤の組成、及び接着物品の裏地の剛性の如きの要因に依存しうる。更に、ペグ間の間隔、即ち、ペグの土台とつながり、且つペグの間にある平らな接着面は全接着層の30%より大である。例えば(図1に関し)、接着面の良好な位置決めは一般に隣接し合うペグ16の中心間の間隔(d2)が0.1〜0.5 mm(好ましくは0.2 〜0.4 mm)の範囲に属し、且つペグ16の直径(d1)より大のときに達成される。(この状況において)0.1mmより実質的に小さい間隔は接着面の25%より大を覆うペグの接触表面積及び弱められた結合強度をもたらしうる。
【0037】
この接着シートは当業界公知の任意の感圧接着剤、好ましくは強力粘着性であり、且つサインボードの如きの基体との接触により強力な結合を形成するものを採用してよい。この接着組成物は好ましくは感圧接着剤である。感圧接着剤の長所はその天然の柔軟性及び伸長特性にある。一のクラスとして、これらのタイプの接着剤は本発明の実施においてよく働く傾向にある。
【0038】
感圧接着剤は標準的なクラスの材料として認識されている。乾燥(実質的に、残留溶媒を除き溶媒を含まない)形態において強力であり、且つ室温(例えば15°〜25℃)において永久粘着質であり、そして手での圧力のみによる単なる接触で様々な非類似の表面に密着する接着剤である。この接着剤は、紙、セロハン(登録商標)、ガラス、プラスチック、木材及び金属の如きの材料に対する強力な保持力を及ぼすのに水、溶媒又は熱による活性化を必要としない。この接着剤は十分なる凝集保持力及び弾性的性質を有し、従ってその強力粘着質にかかわらず、それらは指で取り扱うことができ、そして多量の残渣を残すことなく滑らかな表面から取外すことができる(参考:Test Methods for Pressure-Adhesive Tapes, 第6版,PressureSensitive Tape Council, 1953) 。感圧接着剤及びテープは公知であり、そしてかかる接着剤において所望される特性の幅及びバランスがよく分析されている(参考:米国特許第4,374,883 号;及び「Pressure-Sensitive Adhesives」Treatise on Adhesion andAdhesives 第2号,「Materials 」R. I. Patrick 編,MarcelDekker, Inc., N. Y., 1969)。感圧接着剤として有用な様々な材料及び組成物は市販されており、そして論文の中でしっかりと説明されている(例えば、Houwink and Salomon, Adhesion and Adhesives,Elsevier Publ. Co., Amsterdam, Netherlands, 1967 ; Handbook,of Pressure-Sensitive Adhesive Techndogy, Donates Satas 編,VanNostrand Reinhold Co., N. Y., 1982)。感圧接着剤は一般にゴム樹脂材料、アクリル樹脂、ポリウレタン樹脂、シリコーン樹脂等より化学的に構成される。感圧接着剤配合物における組成及び改良を述べている様々な特許文献は米国特許第24,906 ; 2,652,351 ;3,740,366 ; 3,299,010 ; 3,770,708 ; 3,701,758 ; 3,922,464 ;3,931,087 ; 4,012,560 ; 4,077,926 ; 4,387,172 ; 4,418,120 ;4,629,663 ; 号等である。これらのクラスのゴム樹脂、アクリル、シリコーン及びポリウレタン感圧接着剤並びに任意のその他の感圧接着剤が本発明において一般に有用である。低粘着力感圧接着剤の好適なクラスは米国特許出願第07/513,679号(19904月24日出願)及び07/513,680号(1990年4月24日出願)に詳しく記載され、そしてかかる詳細は引用することで本明細書に組入れる。
【0039】
熱活性化又は溶媒活性化される非感圧接着剤を、もしそれらが必要たる弾性伸長特性(即ち、少なくとも20%)を発揮するなら使用してよい。しかしながら、それらは感圧接着剤ほど好ましい態様ではなく、その理由はその適用の難しさ及び適用の際の空気を取り込む傾向の強さにある。
【0040】
この接着剤は、それを利用すべき高温において粘着質となるなら室温で実質的非粘着質であってよい。他方、この接着剤は触れたときは非粘着質であるが、その他の基体に対しては乾燥粘着質であってよい。これらの接着剤は基体特異性であり、そして基体と接着シートとの間で適当な接着結合を供する。
【0041】
より厚い感圧接着コーティングが所望されるとき、多重接着層を適用するか又は接着剤をその場で光重合させることのいづれかが所望されうる。例えば、モノマーアルキルアクリレート、共重合モノマー、例えばアクリル酸及び任意的にポリマーの混合物を、紫外線に対する暴露により感圧接着状態にまで共重合させてよい。
【0042】
この接着物品は様々な用途、例えば限定することなく、自動車;標識;建築物;標識帯;日除け;テープ、例えば転写テープ、両面テープ、写真及びその他のレーアウトテープ;ペイントスプレーのためのマスク;壁紙等の上の装飾及び情報表示にとって有用である。
【0043】
本発明の目的及び長所を下記の実施例により更に例証するが、これらの実施例に記載の特定の材料及びその量、並びにその他の条件及び詳細は本発明を限定するものではない。全ての材料は何らかのことわりのない限り市販されているものである。
実施例
接着溶液1〜3及び5を調製するために用いた接着樹脂は、Odian,Principles of Polymerization, 第3版,John Wiley and Sons,New York, 1991に記載の如きの当業者に公知のフリーラジカル重合技術に従って、イソオクチルアクリレート及びアクリル酸のフリーラジカル重合により調製したアクリルコポリマーを含む。下記の実施例において、全ての部数は重量で示す。接着溶液1,2及び5はそれぞれ調製の24時間以内にコートした。
【0044】
180 °剥離戻しデーターは22℃での接着強度及び取外しのし易さの比較を供する。滑り及び位置換えのし易さについての滑り等級データーは40〜43℃での接触接着力、並びに位置決め及び位置換えのし易さの比較を供する。%湿潤面積データーは一定の適用条件下での接着層を基体との静的接触の値についての比較を供する。
接着溶液1
イソオクチルアクリレート−アクリル酸(93:7)コポリマー(100 部)及び1,1′−(1,3−フェニレンジカルボニル)ビス(2−メチルアジリジン)(0.01部、ここでは以降「ビスアミド」と呼ぶ)架橋剤を酢酸エチルの中で、10〜25%の固形分において組合せた。
接着溶液2
イソオクチルアクリレート−アクリル酸(90:10)コポリマー(100 部)及びビスアミド(0.02部)を酢酸エチルの中で、10〜45%の固形分において組合せた。
接着溶液3
イソオクチルアクリレート−アクリル酸(95.5:4.5)コポリマー(73部)、NEWPORT S 樹脂(内部、そしてArizona Chemical Co.より入手)及びUNITAC 72M70樹脂(10部、そしてUnion Camp Corp.より入手)をイソプロパノール及びヘプタンの中で25〜30%の固形分において組合せた。
接着溶液4
イソオクチルアクリレート(90部)及びアクリル酸(10部)の部分重合混合物を、米国特許第4,330,590 号、Example 1及び5〜7に記載の通りに、Irgacure 651 (0.1 部,Ciba Geigy由来の2,2−ジメトキシ−2−フェニルアセトンフェノン)及びXL-353(0.2部,3M由来の2,4−ビス(トリクロロメチル)−6−(3,4−ジメトキシフェニル)−1,3,5−トリアジンと配合した(かかる詳細は引用することで本明細書に組入れる)。
接着溶液5
イソオクチルアクリレート−アクリル酸(93:7)コポリマー(100 部)及びビスアミド(0.04部)架橋剤を酢酸エチルの中で、40〜45%の固形分において組合せた。
型押した剥離ライナー
本実施例において利用した剥離ライナーは、市販のシリコーン剥離コーティングを有するポリエチレンコート紙である。型押されたライナーは、米国特許第3,301,741 号に記載の如きの熱型押によって調製し、そしてかかる詳細は引用することで本明細書に組入れる。実施例1〜4,5〜12,13〜15,20〜40,C3,C11 及びC12 についての型押されたくぼみにより覆われた表面積は2〜11%に変動し、ほとんどのサンプルは3〜6%で変動した。実施例16〜19についてのライナーは型押されたくぼみにより覆われた大きめの表面積を有していた。
【0045】
下記の表において、くぼみ/in2 を、対応のペグのインチ当りの線分密度(lpi)に変換させている。
【0046】
【表1】
【0047】
粒子充填型の型押された剥離ライナーの調製
型押されたライナーにおけるくぼみをビーズ又は粒子により、ビーズの過剰なコーティングをライナーに施し(ドライで、又は好ましくは液体の中に分散させて)、次いで過剰のコーティングをゴム、プラスチック又は金属ブレートでぬぐうことによって、EPO0,429,269 A1に記載の通りに選択的に充填せしめた。
裏 地
実施例を調製するために用いた裏地は、ブランド名CONTROLTAC接着剤を有する3M 180-10 号フィルムにおけるものと同一の厚さ60μmの可塑化白色ビニルフィルムであるか、又は3M 639号ブランド名SCOTCHCAL フィルムに用いているものと同一の厚さ60μmの透明なPET フィルムのいづれかとした。
剥離接着試験
行った接着試験は、ASTM法D 3330 (1992)及びPressure SensitiveTape Council法PSTC-1(1989)の改良法である。剥離ライナー上の微細構造型接着剤のサンプル及びフィルムを裏地としての3MSCOTCHCAL 3650フィルムに積層した。その裏地フィルムはサンプルフィルム及び接着剤が、剥離戻し試験中によけいに延びることを防ぐ。これらのサンプルを22℃、相対湿度50%の一定の温度及び湿度で適用前少なくとも24時間にわたり平衡にした。裏地付きテープサンプルを幅2.54cmのストリップに切った。DuPont「Prep Sol」を、クロム酸処理アルミニウム試験プレートの表面を清浄にするために用いた。その剥離ライナーを取外し、そして接着ストリップを180g又は2キログラムのロールダウンホイールのいづれかを用い、2.54cm/秒(サンプル当り2回のころがし通過)においてそのアルミニウムパネルに適用した。剥離接着力は適用の約5分後に(何からのことわりのない限り)、180 °の剥離戻しとして、30.5cm/minのクロスヘッドスピードにおいて、Llody 引張テスターを使用して測定した。いくつかのケースにおいては、「<0.01」kg/cmの剥離接着値を報告する。この値はその剥離力が有限であるが、剥離テスターの測定域よりは小さいことを示し、そして本テキストの中では「粘着接着力」と呼ぶ。
滑り及び位置換えのし易さの試験及び等級
水平ガラスプレート又はアルミニウムプレートを40〜43℃に熱し、そしてメチルエチルケトン(MEK)で清浄にした。約15cm×23cmの試験すべき感圧接着シートの断片を、その接着剤側を上にしてガラスプレートの上に載せ、15〜60秒温めた。このシートを取外し、そして接着剤側を下にして直ちに加熱プレートの上に載せ、そして少なくとも10秒そのままにした。このシートの縁をもち上げ、そしてそのシートを横方向に引っ張った。もしそれが自由に滑ったら、それは「1」と等級付けする。もしシートが抵抗をもって滑るが、しかしその表面から容易にもち上がるのなら「2」と等級付けした。もしシートが滑らず、しかし損傷することなくもち上げて位置換えできるのなら、それは「3」と等級付けした。もしシートがプレートにひっつき、そして損傷抜きでは位置換えできないのなら、それは「4」と等級付けした。
湿潤面積の測定
剥離接着力試験の章において前記した通りに、サンプルを清浄ガラスプレートに適用した。ガラススライドをその縁から照らし、そしてマクロレンズの付いたビデオカメラ(4810 Series ソリッド−ステートCCD カメラ、Cohu, Inc., San Diego, CA)を用いその接着剤を上から見た。接着剤がガラスと接触しているところでは、明るいイメージが観察され、非接触領域は暗かった。約1平方インチのイメージをコンピューターベースキャプチャー及びアナライスシステム(Jadel Scientific由来のJAVA(登録商標)ソフトウェアー及びPCV isision デジタイジングコンピューター/ビデオインターフェースカード)を用いてサンプリングした。接触又は%湿潤面積を明るいイメージ/全イメージの比として算定した。%湿潤面積について報告する値は4つのサンプリング位置の平均値である。これらの値についての標準偏差は全面積の約2%であった。
【0048】
また、サンプルを上記の通りに調製し、そして接着剤湿潤面積を目視比較のために上記由来の測定イメージを用いて光学顕微鏡写真からも評価した。反射光を使用し、そしてガラス、対、接着剤接触面積は暗かった。これらの評価した接触値はデーター表の中では「〜%」湿潤で示す。
実施例1〜12及びC1〜C2
実施例1〜12及びC1〜C2は、接着ペグを含んで成る微細構造型接着面を有する接着フィルムを一時的に適用し、そしてより永久的な結合が所望されるようになるまで容易に位置換えすることができることを示している。その永久結合は接着フィルムに対してより強い圧力を適用することにより迅速に得られる。
【0049】
本実施例は下記の一般手順に従って調製した。接着溶液1を、30〜40μmの乾燥厚みを有する接着層を供するために、四角い一連のくぼみのパターン(その寸法及び頻度は表IIに示す)で型押した剥離ライナーの上にコートした。厚さ60μmのビニルフィルムをそのライナーの上の接着層に積層して感圧接着フィルムを供した。そのライナーを取外し、そしてその接着面を顕微鏡で調べた。接着ペグのサイズ及び形を確認するために電子顕微鏡を使用した。各サンプルは、剥離ライナーの表面を実質的にレプリケートする接着面を示した。
【0050】
各実施例についてのペグ密度(平方cm当りのペグ数)及び平均の高さ、並びに剥離接着力及び%湿潤面積を表IIにまとめた。実施例1〜12はペグが>15μmの高さのときにより良い位置換え能を示した。2kgの力を利用して適用したサンプルは、平らな接着面を有するサンプルについて得られたのとほぼ同じ強さの剥離戻し接着力を示した(実施例C1及びC2を参照のこと)。接着接触力及び湿潤面積の低下は実質的に下がった接着力及び位置換え挙動を招くであろうことが当業者において思案されるが、接着接触面積は本発明の効果に寄与する一つの要因にすぎないことが認められた。実施例4,7及び12(15μmのペグを有する)のサンプルは、180 gの適用力を利用して適用したときに実施例1〜3,5,6及び8〜11のサンプルに類似する湿潤面積を有することが観察されたが、しかしこれらの短いペグサンプルは若干低められた接着力のみを有し、そして容易に位置換えできなかった。
【0051】
表IIに関して、一般の調製及び試験手順からの下記の変更に注意されたい:
実施例1:180 gの力を利用してガラスプレートに適用したサンプルの顕微鏡観察及び部 分剥離戻しは、剥離前面(peelfront)でのガラスの接着湿潤が実質的に変わら ないことを示す;
実施例2:180 gの力を利用してガラスプレートに適用したサンプルの顕微鏡観察及び部 分剥離戻しは、ガラスのほぼ完璧な接着湿潤が剥離前面において起きたことを 示す;
実施例C1:使用したライナーは型押しなかったが、1μmの平均の粗さを有する;
実施例C2:使用したライナーは型押しなかったが、3μmの平均の粗さを有する;
実施例8:完全適用サンプルはフィルムを介する接着パターンの若干の掲示を示す。
実施例13〜19及びC3〜C5
実施例C3及びC4は、位置換え可能な接着剤の挙動がペグの形態によりどのように悪影響を及ぼされるかを示す。実施例13は、保護ライナー上での接着剤の熱老化又は「ベーキング」が位置換え挙動に悪影響を及ぼさないことを示す。一方、実施例14は、型押ライナーと接触した実施例C5由来の架橋化接着剤の熱老化が、位置換え可能な接着フィルムを供しないことを示す。実施例15は、結合挙動が、室温での接触時間の増大に従って有意に変化しないことを示す。実施例15のサンプルを180 gのころがし重量を利用して適用したとき、ほぼ同一の剥離接着力及び位置換え挙動が接触の5分後と24時間後とで観察された。実施例15のサンプルを2kgのころがし重量を利用して適用したとき、ほぼ同一の剥離接着力及び永久結合力が接触の5分後と24時間後とで観察された。実施例16〜19はより多大な面積を覆う大きめのペグの効果を示す。これらの実施例品は全て位置換え可能であり、そしてより永久的な結合を迅速に形成するが、より強い結合を得るのにより強い適用力を一般に必要とする。その結果を表III にまとめた。
実施例C3
接着溶液1を型押した剥離ライナー上にコートし(その寸法及びくぼみ密度は表III に示す)、急速乾燥し、そして実施例1に記載の通りに積層した。接着面の顕微鏡観察は、部分形成した接着ペグのパターンが滑らかな接着面の上方に突き出ていることを示す。その接着ペグは気泡の取込みに原因して剥離面をレプリケートしていなかった。ガラス上の接着湿潤面積(180 gの適用力)は実施例2よりも実質的に小さかったが、実施例4に記載の通り、剥離前面においてほぼ完璧な湿潤が観察された。
実施例C4
接着溶液1を3Mのブランド名180-10 CONTROLTAC 接着フィルムから取外した剥離ライナーの上にコートし、乾かし、そして実施例1に記載の通りに積層した。このライナーは、表面の約3%を覆う平均して深さ約25μm及び直径50μmの半球くぼみのランダムを分布したパターンを有していた。接着面の顕微鏡観察は、滑らかな接着面の上方約25μmに突き出た半球形の接着突起の対応のランダムなパターンを示した。その接着突起はライナー面を実質的にレプリケートしていた。ガラス上の一次接触(適用力なし)湿潤面積は低く(〜10〜15%)、そして小さな丸いスポットより成る。適用後10分以内でその湿潤面積は50%より大に増大した(更なる適用力は利用せず)。
実施例13〜19及びC5
実施例13〜19及びC5を下記の一般手順に従って調製した。接着溶液1を四角い一連のくぼみのパターン(その寸法及び密度は表III に示す)で型押された剥離ライナーの上にコートして、30〜40μmの乾燥厚みを有する接着層を供した。厚さ60μmのビニルフィルムをそのライナー上の接着層に積層して感圧接着フィルムを供した。そのライナーを取外し、そしてその接着面を顕微鏡で観察した。各サンプルは、薄利ライナーの表面を実質的にレプリケートする接着面を示した。これらのサンプルについて得られた接着力及び湿潤値を表III に示す。
実施例13
ブランド名SCOTCHCAL 3650接着フィルムを実施例3由来のサンプルのフィルム側に積層し、そしてこの複合物を2.54cm×20cmのストリップに切った。このストリップを65℃のオーブンの中で370 gの重量下で老化(「ベーク」)させた。老化させた接着面の顕微鏡観察は、滑らかな接着面の上方に約20μm突き出た接着ペグのパターンを示した。これらの接着ペグはライナー面を実質的にレプリケートした。その接着面及び接着挙動は実施例3に似ていた。
実施例C5
ブランド名SCOTCHCAL 3650接着フィルムを実施例C1由来のサンプルのフィルム側に積層し、そしてこの複合物を2.54cm×20cmのストリップに切った。これらのストリップを65℃のオーブンの中で370gの重量下で老化(「ベーク」)させた。老化させた接着面の顕微鏡観察は滑らかな表面を示した。その接着面及び接着力の挙動は実施例C1に似ていた。
実施例14
実施例C1のサンプル由来の薄利ライナーを取外し、そして実施例3由来の型押された剥離ライナーのサンプルをその場所に積層した。ブランド名SCOTCHCAL 3650接着フィルムを次に上記のサンプルのフィルム側に積層し、そしてこの複合物を2.54cm×20cmのストリップに切った。そのストリップを65℃のオーブンの中で370 gの重量下で老化(「ベーク」)させ、接着面に微細構造を授けた。接着面の顕微鏡観察は、滑らかな接着面の上方に突き出た部分形成接着ペグのパターンを示した。ガラス上の湿潤パターンは実施例13に類似していたが、しかし結合挙動は実施例C5に似ていた。
実施例15
接触老化試験
実施例3由来の接着フィルムのサンプルを、剥離接着力試験のために用意し、そして実施例1に記載の通りに、清浄のアルマイトパネルに適用した。その180 °剥離戻し接着力を、22℃で約5分及び24時間の接触時間を経てから測定した。24時間の接触を経て取外したサンプルを顕微鏡で観察した。アルミ試験プレートの仕上げ表層パターンが、剥離戻し試験(24時間の接触老化後)を経た接着剤の表層上にはっきりと見えた。180 gの力を利用して適用したサンプルについては、そのパターンは接着ペグの上面のみに見えた。2kgの力を利用して適用したサンプルについては、そのパターンは全接着面を覆っていた。
実施例16〜19
実施例16〜19は、接着ペグのサイズが、より永久的な接着結合を形成するのに必要とされる適用力の値に、及びある程度、得られる接着力に、影響を及ぼしうることを示している。実施例16, 18及び19は2kgの力を利用して適用したときでさえも位置換え可能であり続けた。より永久的な接着結合にとってはこれらのフィルムを適用するのにゴムローラーを使用せねばならなかった。得られる接着力値は実施例1〜12におけるものよりも若干低かったが、しかしこれらの接着剤はいまだ機能的であった。
実施例20〜26及びC6〜C10
実施例20〜26及びC6〜C10 は、より硬質で「より乾いた」接着剤(接着溶液2)、より高度に架橋された接着剤(接着溶液5)及び柔軟で非常に粘着質な非架橋型接着剤(接着溶液3)の如きに、使用した接着剤の組成を変えたときの効果を示す。柔軟な接着剤(実施例22〜24)のみが、良好な位置換え挙動のために>20μmの高さのペグを必要とした。接着剤の更なる架橋はそのサンプルを、低い適用力を利用してそれを適用したときに位置換え能のより高いものにした(実施例26、対、実施例3)。これらのサンプルについて得られた接着力及び湿潤値を表IVにまとめた。
実施例20〜22及びC6〜C7
実施例20〜22及びC6〜C7を下記の一般手順に従って調製した。接着溶液2を剥離ライナーの上にコートし(実施例20〜22については、そのライナーには四角い一連のくぼみのパターンを型押し、その寸法及び頻度は表IVに示している)、30〜40μmの乾燥厚みを有する接着層を供した。厚さ60μmのビニルフィルムをライナー上の接着層に積層して感圧接着フィルムを得た。そのライナーを取外し、そしてその接着面を顕微鏡で観察した。各サンプルは剥離ライナーの表面を実質的にレプリケートしている接着面を示した。
実施例23〜25及びC8〜C9
実施例23〜25及びC8〜C9を下記の一般手順に従って調製した。接着溶液3を剥離ライナーの上にコートし(実施例23〜25については、そのライナーには四角い一連のくぼみのパターンを型押し、その寸法及び頻度は表IVに示している)、30〜40μmの乾燥厚みを有する接着層を供した。厚さ60μmのビニルフィルムをライナー上の接着層に積層して感圧接着フィルムを得た。そのライナーを取外し、そしてその接着面を顕微鏡で観察した。各サンプルは剥離ライナーの表面を実質的にレプリケートしている接着面を示した。
実施例26及びC10
実施例26及びC10 を下記の一般手順に従って調製した。接着溶液5を剥離ライナーの上にコートし(実施例26については、そのライナーには四角い一連のくぼみのパターンを型押し、その寸法及び頻度は表IVに示している)、30〜40μmの乾燥厚みを有する接着層を供した。厚さ60μmのビニルフィルムをライナー上の接着層に積層して感圧接着フィルムを得た。そのライナーを取外し、そしてその接着面を顕微鏡で観察した。各サンプルは剥離ライナーの表面を実質的にレプリケートしている接着面を示した。
実施例27〜34及びC11 〜C13
実施例27〜29は、接着ペグにガラスビーズを充填することが、基体に粘着する、滑り性である位置換え可能な接着フィルムを供することを示す。「粘着接着」と位置決め挙動との組合せは、それを、正確な見当合せにおいて大型の接着フィルムシートを適用することを特にやり易くする。対照的に、ビーズ間の接着力がほとんどない又は全っくないガラスビーズ塊(clust)より成るペグを有する実施例C11 は位置決め可能であるが、粘着接着を発揮しなかった。
【0052】
実施例29は、たとえ複合ペグが接着剤のみより成るペグ(実施例4)より実質的に短くても、良好な位置決め及び位置換え挙動が認められることを示す。実施例30は、複合ペグにとってはペグの形態が、全接着剤のペグ(実施例C4)にとってほど重要でないことも示す。実施例31と実施例C12 との比較は、これらの実施例を部分的にのみ充填されたくぼみを有するライナーを用いて調製したとき、複合ペグを有する接着剤(実施例31)は粒子塊のペグを有する接着剤(実施例C12)に比べて優れた位置換え挙動を供することを示す。実施例31においては、型押ライナー面を実質的にレプリケートする複合ペグを有する接着面を供するために、失われたガラスビーズを接着剤に置き換えている。比較により、実施例C12 は接着面に対する小さい、弱く形成されたガラスビーズ塊の部分転写のみを示した。2kgの適用力で適用した後の実施例27〜31について得られる接着力値は実施例3〜6及びC2についてのそれに類似していた。このことは、複合ペグが結合強度に悪影響を及ぼさないことを示唆する。
【0053】
実施例32〜34は、ビーズがガラスである必要はなく、そして接着剤とビーズとの屈折率と適合は、適用した接着フィルムの光学特性を高めることを示している。透明フィルムの実施例32〜34は実施例27から、適用及び結合特性に関して区別できなかった。2kgのころがし重量を利用してポリカーボネートプレートに適用し、そして(a)背面から、又は(b)プレートの縁のいづれかから照らしたとき、実施例33は全ての照明条件下で光学的に透明であり、実施例32は背面照明のもとでは光学的に透明であり、そして縁照明のもとでは若干くもっており、そして実施例34は全ての照明条件下でくもっていた。
【0054】
実施例C13 は、接着剤のコーティング厚みより有意に小さいガラスビーズによる接着剤の充填が、接着剤の粘着力及び結合強度を大いに低めることを示している。
実施例27〜29及び31〜32
実施例27〜29, 31及び32を下記の一般手順に従って調製した。接着溶液1を剥離ライナー上にコートして30〜40μmの乾燥厚みを有する接着層を供した。そのライナーはPotterの5000 SPHERIGLASSビーズ(Potters Industries, Inc., Parisippany, NJ 由来)を含むくぼみの四角い一連のパターンを有し、各サンプルについてのくぼみの寸法及び頻度は表Vに示している。厚さ60μmのビニルフィルムをライナー上の接着層に積層して、実施例27〜29及び31についての感圧接着フィルムを供した。厚さ60μmの透明なPET フィルムをライナー上の接着層に積層して実施例32〜34についての感圧接着フィルムを供した。そのライナーを取外し、そして接着面を顕微鏡で調べた。各サンプルは剥離ライナーの表層を実質的にレプリケートする接着面を示した。このペグはライナー面のくぼみを実質的にレプリケートし、そして接着剤中のガラスビーズより成っていた。
【0055】
接着面の電子写真は、接着剤マトリックス中のガラスビーズの複合ペグ及び複合ペグ間の接着面がビーズを実質的に含まないことを示した。
【0056】
実施例27〜29及び31由来のサンプルを水平なアルミ試験プレートに重ねる又は軽く押し付けたとき、そのシートは表面にわたって容易に、且つ繰り返し滑ることができ、又はそれよりもち上げることができる。そのパネルを垂直の位置に保ったとき、接着シートは粘着していたが、その表面にわたって容易に滑る又はそれより取外すことができた。サンプルをガラスプレートに対して軽く押し付け、そして湿潤パターンを顕微鏡で観察した。湿潤は「ペグ」の先端のみで起き、そして各円形湿潤スポットは直径約75μmであり、このスポットの内側の30〜90%が湿潤していたことが観察された。これらのサンプルについて得られた接着力及び湿潤値を表Vに示す。
実施例30
ブランド名3M 180-10 CONTROLTAC接着フィルムのサンプル由来の剥離ライナーを取外し、そしてそのくぼみをPotter 5000SPHERIGLASS ビーズで充填した。接着溶液1をこのビーズ充填剥離ライナーの上にコートして30〜40μmの乾燥厚みを有する接着層を供した。厚さ60μmのビニルフィルムをこのライナー上の接着層に積層して感圧接着フィルムを供した。接着面の顕微鏡観察は、表面の約3%を覆う半球形突起のパターンを示した。その突起は約高さ25μm及び直径50μであり、そして滑らかな接着面の上方に突き出ていた。その突起はライナー面のくぼみを実質的にレプリケートし、そして接着剤中のガラスビーズより成っていた。その接着面の電子写真は、接着剤マトリックス中のガラスビーズより成る突起した半球を示し、そしてガラスビーズ塊間の接着面はビーズを実質的に有さなかった。ガラス上の一次接触(180 gの適用力)湿潤面積は小さく(約4%)、そして小さい丸いスポットより成っていた。その湿潤面積は長い接触(22℃で6時間)によって有意に上昇しなかった(180 gの適用力)。このサンプルは、22℃でガラスプレートに載せ、そしてその表層にわたって自由に滑らすことができるが、しかし180 gの力をころがしたとき、又は40℃のガラスプレート上に載せたとき、自由に滑ることができなかった。このサンプルは位置決め可能ではなかったが、これは後者の適用条件下では容易に位置換え可能であった。実施例30について得られた接着力及び湿潤値を表Vに示す。
実施例C11
滑らかな剥離ライナーを実施例C2のサンプルから取外し、次いでPotterの5000 SPHERIGLASSビーズを含む型押した剥離ライナーのサンプルをその接着剤に積層した(実施例27を調製するのに同一のライナーを用いた)。そのライナーを取外し、そしてそのサンプルを水平アルミ試験プレートの上に40℃で載せた。このサンプルシートは試験プレートに対する接着力を有さず、そしてその表面にわたって容易に滑り、且つ持ち上げることができた。このサンプル接着シートは、180 g以下の適用力を使用したときは垂直の表面から脱離した。このサンプルは2kgの適用力を利用して適用したときは良好な接着力を示した。本実施例に関して得られる接着力及び湿潤値を表Vにまとめた。突起したガラスビーズ塊の電子写真は、それらが接着剤を実質的に有さず、そしてガラスビーズ塊間の接着面はビーズを実質的に有さないことを示した。
実施例31
本実施例について用いたライナーは、Potterの5000 SPHERIGLASSビーズで部分的に(容量の約25%)充填されたくぼみを有する。このフィルムを実施例27〜29について記載の通りに調製した。この接着面の電子写真は、突起している複合ペグがライナー面を実質的にレプリケートしており、そしてペグの上縁のまわりにガラスビーズを含んでいることを示す。ペグ中のビーズは接着剤により覆われ、そしてペグ間の接着面は実質的にビーズを含まない。
実施例C12
滑らかな剥離ライナーを実施例C2のサンプルから取外し、そしてPotterの5000 SPHERIGLASSビーズで部分充填した型押剥離ライナーのサンプルをその接着剤に積層した(実施例31を調製するために同一のライナーを使用)。接着面及びライナーの顕微鏡分析は、接着面に対するガラスビーズ塊の部分的のみの転写を示し(約75%)、そして数多くの転写塊が部分的に形成されていた。このサンプルシートはガラス面にわたって非常に滑りにくく、そして前接着する傾向にあった。このサンプルは2kgの適用力を用いて適用したとき良好な接着力を示した。本実施例に関して得られた接着力及び湿潤値を表Vにまとめる。
実施例32
1.47の乾燥屈折率を有する接着溶液1を、実施例27に記載の通りに、くぼみの中にMR-7G プラスチックビーズ(平均径7μmの、Soken Chemical and Engineering Co., 日本国、東京由来の1.49の屈折率を有する架橋化ポリメチルメタクリレートビーズ)を含む型押剥離ライナー上にコートした。この接着剤コート化ライナーを乾かし、そして透明なポリエステルフィルムをその接着剤に積層して、剥離ライナー上の自立接着フィルムを供した。接着面の顕微鏡観察は、ビーズ充填ペグがそのライナー面を実質的にレプリケートしていることを示した。水平ポリカーボネート試験プレートの上に載せたとき又はそれに対して軽く押し付けたとき、そのシートをその表面にわたって容易に、且つ繰り返して滑らせることができ、又はその面から持ち上げることができた。そのパネルを垂直の位置に保ったとき、その接着シートは粘着していたが、しかしその表面にわたってまだ容易に滑らすことができ、又はそれより持ち上げることができた。そのサンプルは2kgの適用力を用いてポリカーボネートプレートに適用したときはしっかりと結合し、そして取外したときに層不良を示した。実施例32は透明なポリカーボネートプレートに載せたとき、背面照明下で光学的に透明であり、そして縁照明下では若干くもっていた。
実施例33
プラスチックビーズ(3M由来の1.47の屈折率を有する直径平均3μmの架橋化メチルメタクリレート−ビニルアセテートコポリマービーズ)を、実施例32に記載の通りに透明な自立接着フィルムを調製するために使用した。接着面の顕微鏡観察は、接着ペグがライナー面を実質的にレプリケートしていることを示した。これらのビーズは光学顕微鏡を用いては見えなかった。実施例33はポリカーボネートプレートの上に載せたとき、全ての照明条件下で光学的に透明であった。
実施例34
Potterの5000 SPHERIGLASSビーズ(1.51の屈折率を有する平均直径7μmのガラスビーズ)を実施例32に記載の通りに透明な自立接着フィルムを調製するために用いた。実施例34は透明なポリカーボネートプレートに適用したとき、全ての照明条件下でくもっていた。
実施例C13
接着溶液1(30部)を酢酸エチル中のPotterの5000 SPHERIGLASSビーズ(70部)と混合し、次いで滑らかな剥離ライナーの上にコートして30〜40μmの乾燥厚みを有する接着層を供した。厚さ60μmのビニルフィルムをライナー上の接着剤に積層し、感圧接着剤を得た。接着面の電子写真は、その接着層が、実施例27〜30における複合ペグのようにガラスビーズを覆っていることを示した。水平アルミ試験プレートの上に載せたとき、そのシートは表面から容易に滑り、又は持ち上げることができた。そのパネルを垂直位置に保ったとき、その接着シートは粘着していた。接着力は長い接触時間、より高い適用圧力又は熱で実質的に増大しなかった。
実施例35〜40及びC14
実施例35〜37及びC13 は、位置換え可能/永久接着フィルムを作るのにその他の接着剤を使用できることを示す。実施例37は、実施例8と同様に、2kgの力を利用する適用を経たフィルムを介して接着ペグパターンの認識可能な掲示を示した。実施例38〜40は、大きめのプラスチックビーズを使用することができることを示し、そして得られる位置換え可能な接着結合の強さにわたる多少のコントロールを供することを示す。
実施例35〜37及びC14
接着溶液4を剥離ライナーの上にコートし(実施例35〜37については、そのライナーは、寸法及び頻度を表VIに示すくぼみの四角い一連のパターンで型押しており、そしてそのくぼみの中にはPotterの5000 SPHERIGLASSビーズが含まれている)、そして不活性の雰囲気の中でUV光照射のもとで硬化させた。厚さ60μmのビニルフィルムをそのライナー上の接着層に積層して感圧接着フィルムを供した。そのライナーを取外し、そしてその接着面を顕微鏡で観察した。各サンプルは、その接着面が各ケースにおいて剥離ライナーの表面を実質的にレプリケートしていることを示した。その突起はライナー面のくぼみを実質的にレプリケートし、そして接着剤中のガラスビーズより成っていた。適用挙動は実施例27〜29に類似していた。これらのサンプルについて得られた接着力及び湿潤値を表VIに示す。
実施例38
柔軟アクリル樹脂、NeoCryl A-1044 (Polyvinyl Chemicals Inc.)の溶液を、1120のくぼみ/cm2(深さ20μm)の四角い一連のパターンで型押した剥離ライナーの上にコートし、そして過剰の液体を表面からぬぐい、くぼみ中に堆積している材料が残った。そのコート化ライナーを乾かした。そのライナーの顕微鏡観察は、各くぼみが不規則な形態のプラスチックビーズで部分的にのみ充填(容量の20%未満)されていることを示す。そのプラスチックビーズはくぼみの片側に一般に配向していた。
【0057】
次に接着溶液5をビーズ含有剥離ライナーの上にコートして30〜40μmの乾燥厚みを有する接着層を供した。厚さ60μmのビニルフィルムをそのライナー上の接着剤に積層して、感圧接着フィルムを供した。その接着面の電子写真は、剥離ライナー面の実質的に完全なレプリケーション及びプラスチックビーズの実質的な被覆を示した。
実施例39
NeoCryl A-1044ラテックス樹脂(Polyvinil Chemicals Inc.) を実施例38に記載の通りに型押剥離ライナーの上にコートした。乾燥後、そのコーティングプロセスを2回繰り返した。そのライナーの顕微鏡観察は、各くぼみが不規則的な形態のプラスチックビーズで部分的に充填(容量の約5%)されていることを示した。これらのプラスチックビーズはそのくぼみの片側に一般に配向していた。
【0058】
感圧接着フィルムを実施例38に記載の通りにこのライナーを用いて調製した。接着面の電子写真は、その剥離ライナー面が実質にレプリケートされており、そしてそのプラスチックビーズが接着剤の薄層を実質的に覆っていることを示した。
実施例40
硬質であるが弾性のラテックス樹脂、NeoCryl A-612(PolyvinilChemicals Inc.) を実施例38に記載の通りに型押剥離ライナーの上にコートし、そして過剰の樹脂をその表面からぬぐった。そのライナーの顕微鏡観察は、各くぼみが不規則的な形態のプラスチックビーズで部分的に充填(容量の約20%)されていることを示した。これらのプラスチックビーズはそのくぼみの片側に一般に配向していた。
【0059】
感圧接着フィルムを実施例38に記載の通りにこのライナーを用いて調製した。接着面の電子写真は、その剥離ライナー面が実質にレプリケートされており、そしてそのプラスチックビーズが接着剤の薄層を実質的に覆っていることを示した。
実施例41
本実施例は、微細構造型接着剤及びライナーを有する接着フィルムについての電子切断性能における向上を示す。上部及び下部のケースレターを、ブランド名CONTROLTAC接着剤を有する3Mの180-10フィルムのサンプル、並びに実施例3及び27に従って調製したフィルムから、電気駆動ナイフカッター(Gerber Scientific Products,Inc.) を用いて切った。「ポップオフ」(「ほつれ」)が起こる寸前まで切り取れる最小の文字サイズは各フィルムについてそれぞれ高さ2.8 ,1.3 及び1.3 cmであると決定された。各サンプルについてのライナー接着力を230 cm/min で180 °剥離戻しとして測定した。得られる値はそれぞれ8.7 ,8.1 及び7.7 g/cmであった。
【0060】
本発明の様々な改良及び変更が本発明の範囲を逸脱することが可能であり、そして本発明は本明細書に記載の実施態様には限定されない。
【0061】
【表2】
【0062】
【表3】
【0063】
【表4】
【0064】
【表5】
【0065】
【表6】
【図面の簡単な説明】
【0066】
【図1】本発明の接着物品の平断面図。
【図2】走査型電子顕微鏡(SEM)でとった電子写真であり、そして接着層の上で規則的なパターンで並んだ本発明の接着ペグの平面図。
【図3】従来技術の態様を示す粒子塊のSEM でとった電子写真図。
【図4】図3に示す粒子塊の表面のSEM でとった拡大電子写真図。
【図5】接着剤及びビーズを含んで成る本発明の単一の複合ペグのSEM でとった電子写真図。
【図6】図5の6−6で示す複合ペグの断面図。
【図7】図2の7−7で示す接着ペグの断面図。
【図8】図5に示す複合ペグの表面のSEM でとった拡大電子写真図。
【特許請求の範囲】
【請求項1】
(1)裏地と、(2)接着層であって、実質的に均一に分布し、且つ平らな接着層表面から15μm〜200 μmの範囲における高さまで外方向に突き出た複数の接着ペグを含んで成る少なくとも片面の位相的微細構造型面を有する接着層とを含んで成り、ここでそのペグはこの接着層の全表面接触面積の25%未満を占める本質的に平らな上面を有し、そしてペグの土台につながっており、且つこれらのペグの間にある平らな接着面は全接着層の30%より大である、位置決め及び位置換え可能な接着シート。
【請求項2】
前記接着ペグが1又は複数個のビーズを含んでなる、請求項1記載の接着シート。
【請求項3】
前記裏地が(a)少なくとも一枚の装飾グラフィックの層と、任意的に(b)少なくとも一枚の柔軟フィルムの層とを含んで成る、請求項1又は2記載の接着シートを含んで成る装飾グラフィック物品。
【請求項4】
前記裏地が反射シートである、請求項1又は2記載の接着シートを含んで成る反射物品。
【請求項5】
(a)ビーズのスラリーを用意する;
(b)このスラリーを型押されたライナーの上にコートしてその型押されたライナーの中のくぼみを充填する;
(c)その型押されたライナーをぬぐって過剰のスラリーを除去する;そして
(d)充填型押されたライナーに接着溶液をコートする;そして
(e)乾燥する前に、その接着溶液をビーズの中及びまわりに収着させる;
工程を含んで成る、請求項2記載の接着シートの製造方法。
【請求項6】
(a)ラテックス樹脂を型押されたライナーにコートしてそのライナーを部分的に充填する;
(b)その型押されたライナーをぬぐって過剰のラテックス樹脂を除去する;
(c)その樹脂を部分的に乾すか、又はそのラテックス樹脂を凝集させる;
(d)その部分充填型押されたライナーに接着溶液をコートする;そして
(e)乾燥する前に、その接着溶液を前記ラテックス樹脂により形成されたビーズの中及びまわりに収着させる、
工程を含んで成る、請求項2記載の接着シートの製造方法。
【請求項1】
(1)裏地と、(2)接着層であって、実質的に均一に分布し、且つ平らな接着層表面から15μm〜200 μmの範囲における高さまで外方向に突き出た複数の接着ペグを含んで成る少なくとも片面の位相的微細構造型面を有する接着層とを含んで成り、ここでそのペグはこの接着層の全表面接触面積の25%未満を占める本質的に平らな上面を有し、そしてペグの土台につながっており、且つこれらのペグの間にある平らな接着面は全接着層の30%より大である、位置決め及び位置換え可能な接着シート。
【請求項2】
前記接着ペグが1又は複数個のビーズを含んでなる、請求項1記載の接着シート。
【請求項3】
前記裏地が(a)少なくとも一枚の装飾グラフィックの層と、任意的に(b)少なくとも一枚の柔軟フィルムの層とを含んで成る、請求項1又は2記載の接着シートを含んで成る装飾グラフィック物品。
【請求項4】
前記裏地が反射シートである、請求項1又は2記載の接着シートを含んで成る反射物品。
【請求項5】
(a)ビーズのスラリーを用意する;
(b)このスラリーを型押されたライナーの上にコートしてその型押されたライナーの中のくぼみを充填する;
(c)その型押されたライナーをぬぐって過剰のスラリーを除去する;そして
(d)充填型押されたライナーに接着溶液をコートする;そして
(e)乾燥する前に、その接着溶液をビーズの中及びまわりに収着させる;
工程を含んで成る、請求項2記載の接着シートの製造方法。
【請求項6】
(a)ラテックス樹脂を型押されたライナーにコートしてそのライナーを部分的に充填する;
(b)その型押されたライナーをぬぐって過剰のラテックス樹脂を除去する;
(c)その樹脂を部分的に乾すか、又はそのラテックス樹脂を凝集させる;
(d)その部分充填型押されたライナーに接着溶液をコートする;そして
(e)乾燥する前に、その接着溶液を前記ラテックス樹脂により形成されたビーズの中及びまわりに収着させる、
工程を含んで成る、請求項2記載の接着シートの製造方法。
【図1】

【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図8】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図8】
【公開番号】特開2006−233219(P2006−233219A)
【公開日】平成18年9月7日(2006.9.7)
【国際特許分類】
【出願番号】特願2006−68421(P2006−68421)
【出願日】平成18年3月13日(2006.3.13)
【分割の表示】特願平6−502387の分割
【原出願日】平成5年6月9日(1993.6.9)
【出願人】(590000422)スリーエム カンパニー (144)
【Fターム(参考)】
【公開日】平成18年9月7日(2006.9.7)
【国際特許分類】
【出願日】平成18年3月13日(2006.3.13)
【分割の表示】特願平6−502387の分割
【原出願日】平成5年6月9日(1993.6.9)
【出願人】(590000422)スリーエム カンパニー (144)
【Fターム(参考)】
[ Back to top ]