
位置決め装置
【課題】水平方向ばかりでなく垂直方向に関しても修正(位置決め)することができる位置決め装置を、低コストにて実現する。
【解決手段】基準孔100aの内周部に同時に挿入可能な複数の爪部2・2・・・を備え、爪部2・2・・・は平面視円周方向に等間隔にて配設され、基準孔100aの内周部にて半径方向に移動可能であり、各爪部2は、上下方向途中部から上端部にわたる第一位置決め部21と、第一位置決め部21の下端部から下方にわたる第二位置決め部22とを有し、第一位置決め部21の下端部には下方に向かって基準孔100aの中心に近接するよう傾斜する第一傾斜面21bが形成され、第二位置決め部22には第一傾斜面21bの下端部より基準孔100aの内周面側に向かって水平方向に延出する水平面22aと、水平面22aの延出端部より下方に向かって基準孔100aの中心から離間するよう傾斜する第二傾斜面22bとが形成される。
【解決手段】基準孔100aの内周部に同時に挿入可能な複数の爪部2・2・・・を備え、爪部2・2・・・は平面視円周方向に等間隔にて配設され、基準孔100aの内周部にて半径方向に移動可能であり、各爪部2は、上下方向途中部から上端部にわたる第一位置決め部21と、第一位置決め部21の下端部から下方にわたる第二位置決め部22とを有し、第一位置決め部21の下端部には下方に向かって基準孔100aの中心に近接するよう傾斜する第一傾斜面21bが形成され、第二位置決め部22には第一傾斜面21bの下端部より基準孔100aの内周面側に向かって水平方向に延出する水平面22aと、水平面22aの延出端部より下方に向かって基準孔100aの中心から離間するよう傾斜する第二傾斜面22bとが形成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、基準孔を有するワークの位置を、予め定められた所定の位置に位置決めする位置決め装置の技術に関する。
【背景技術】
【0002】
従来から、例えば自動車の生産ラインなどにおいて、各工程に搬送されるワークを所定の停止位置に精度よく停止させるための手段として、位置決め装置が知られている。
前記位置決め装置は、例えば軸心方向に摺動移動可能なロケートピンを有して構成される。一方、ワークには前記ロケートピンの外径寸法と同程度の内径寸法を有する基準孔が設けられる。
そして、位置決め装置のロケートピンをワークの基準孔に挿嵌することで、該ワークが位置決めされ、該ワークは所定の停止位置に精度よく停止するのである。
【0003】
ここで、各工程に搬送される複数のワークにおいて、基準孔の内径寸法が各々異なれば、該内径寸法に見合ったロケートピンを有する複数種類の位置決め装置が必要になる。
よって、このような基準孔の内径寸法が多種にわたる複数種類のワークを、同一の生産ライン上にて搬送する場合、各工程には複数種類の位置決め装置を各々設けなければならず、これら位置決め装置を設置するために必要なスペースが増加し、生産ライン全体としてのコストが嵩むこととなる。
【0004】
そこで、このような問題点を解決するために、「特許文献1」による技術が提案されている。
即ち、「特許文献1」においては、先端に被固定部材(ワーク)が接触する接触面を有する外側筒体と、前記接触面から突出し前記被固定部材(ワーク)に形成された位置決め孔(基準孔)が嵌合する外径の異なる複数の嵌合部を同軸上に有するとともに、前記外側筒体に対し軸方向に進退移動自在に配設された位置決めピン(ロケートピン)とを有し、前記位置決めピン(ロケートピン)を軸方向に進退移動させることにより、前記嵌合部を前記接触面から出没させて、前記被固定部材(ワーク)に嵌合する前記位置決めピンの外径を変更させることを特徴とする位置決め装置が開示されている。
【0005】
しかし、前記「特許文献1」による位置決め装置においては、前記基準孔の内径寸法が二、三種類程度のものであれば対応可能であるが、それ以上の多種類になると、これら基準孔に対応する嵌合部も多種類設けなければならず、ロケートピンの全長が長くなり、位置決め装置全体とし大型化することから、コストが嵩むこととなっていた。
またロケートピンが長くなれば、ワークの基準孔近傍における構造が制約されることとなり、あらゆるワークに対応することは困難であった。
さらに、これら複数種類の基準孔の内径寸法差が数ミリ程度のものである場合には、嵌合部の外径寸法差を設けにくく、ワークを位置決めし、該ワークを所定の停止位置に精度よく安定して停止することは困難であった。
【0006】
そこで、このような問題点を解決するために、「特許文献2」および「特許文献3」による技術が提案されている。
即ち「特許文献2」においては、ワークの穴(基準孔)に当接する当接部を有して構成されるとともに、該穴(基準孔)に対して径方向および軸方向に移動可能に設けられた複数の爪を備える位置決め固定装置(位置決め装置)に関する技術が開示されている。
【0007】
また、「特許文献3」においては、複数本のロケートピンが各々アームの先端に設けられ、これら複数のロケートピンがワークの基準孔に挿入された後、前記アームが各々回転されることで、これらロケートピンが基準孔の内周面に当接されてワークが位置決めされることとなる位置決めクランプ装置(位置決め装置)に関する技術が開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平9−192968号公報
【特許文献2】特開平11−235632号公報
【特許文献3】特開平9−155669号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
前記「特許文献2」および「特許文献3」によって開示される位置決め装置であれば、基準孔の内径寸法が異なる複数種類のワークに対しても、位置決めピンの全長が長くなることはなく、ワークの基準孔近傍に関する構造が制限されることもないばかりか、基準孔の内径寸法差が数ミリ程度のものである場合にも、該基準孔の内周面にこれら複数の爪やロケートピンを確実に当接させることができる。
よって、これらのような位置決め装置であれば、基準孔の内径寸法が多種にわたる複数種類のワークを、一基の位置決め装置によって、所定の停止位置に精度よく停止させることが可能になるとも思われる。
【0010】
しかし、これら位置決め装置においては、水平方向に関して、ワークの位置を予め定められた所定の停止位置に位置決めすることはできても、垂直方向に関して、位置決めすることはできない。
また、これら位置決め装置においては、構成部品の点数が多いばかりか構造も複雑となり、位置決め装置全体としてのコストが嵩むこととなっていた。
【0011】
本発明は、以上に示した現状の問題点を鑑みてなされたものであり、上下方向に穿孔した基準孔を有するワークの位置を、予め定められた所定の位置に位置決めする位置決め装置であって、水平方向ばかりでなく垂直方向に関しても位置決めすることができる位置決め装置を、低コストにて実現することを課題とする。
【課題を解決するための手段】
【0012】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0013】
即ち、請求項1においては、上下方向に穿孔した基準孔を有するワークの位置を、予め定められた所定の位置に位置決めする位置決め装置であって、前記基準孔の軸心方向に向かって延出し、前記基準孔の内周部に同時に挿入可能に設けられる複数の爪部を備え、これら複数の爪部は、平面視円周方向に等間隔にて配設されるとともに、前記基準孔の内周部にて前記基準孔の半径方向に移動可能に設けられ、各爪部は、前記基準孔の内周面と対向する側の側面において、上下方向途中部から上端部にかけて形成される第一位置決め部と、該第一位置決め部の下端部から下方に向かって形成される第二位置決め部とを有して構成され、前記第一位置決め部においては、その下端部に、下方に向かうにつれて前記基準孔の中心に近接するよう傾斜する第一傾斜面が形成され、前記第二位置決め部においては、その上端部に、前記第一傾斜面の下端部より前記基準孔の内周面側に向かって水平方向に延出する水平部が形成されるとともに、該水平部の延出端部に、下方に向かうにつれて前記基準孔の中心から離間するよう傾斜する第二傾斜面が形成されるものである。
【発明の効果】
【0014】
本発明の効果として、以下に示すような効果を奏する。
【0015】
即ち、本発明における位置決め装置によれば、上下方向に穿孔した基準孔を有するワークの位置を、予め定められた所定の位置に位置決めする位置決め装置であって、水平方向ばかりでなく垂直方向に関しても位置決めすることができる位置決め装置を、低コストにて実現することできる。
【図面の簡単な説明】
【0016】
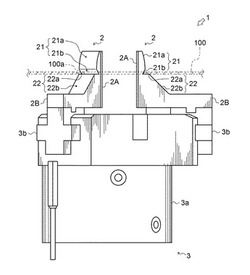
【図1】本発明の一実施例に係る位置決め装置の全体的な構成を示した側面図。
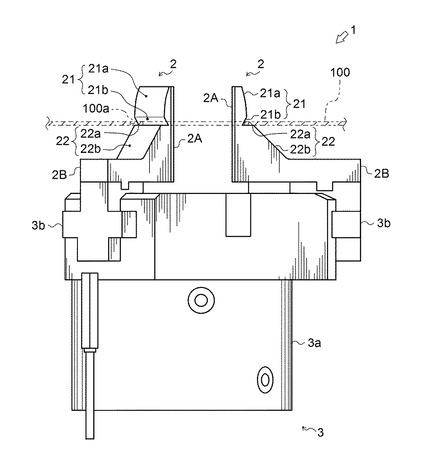
【図2】同じく、位置決め装置の全体的な構成を示した平面図。
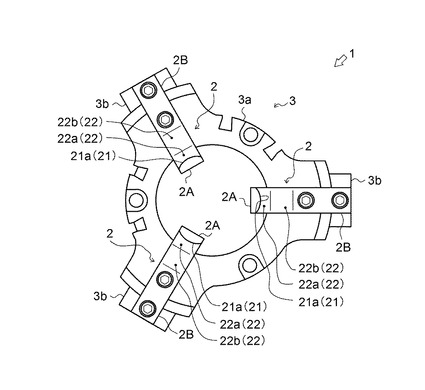
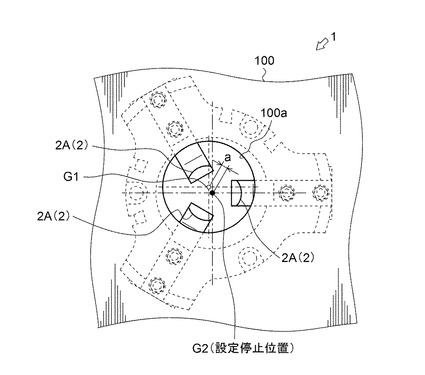
【図3】ワークが停止した直後の位置決め装置の状態を示した平面図。
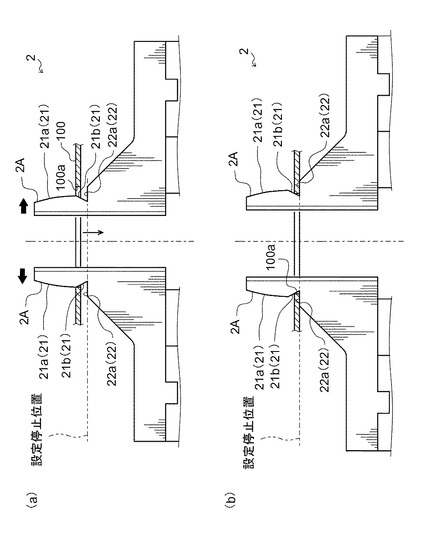
【図4】比較的重量の軽いワークであって、基準孔の内径寸法が小さい場合における、位置決め装置の位置決め動作を経時的に示した図であり、(a)は「閉じ」状態にある爪部近傍を示した側面図、(b)は「開き」状態にある爪部近傍を示した側面図。
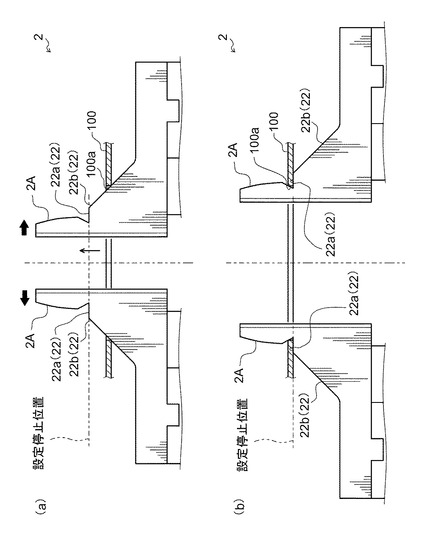
【図5】比較的重量の重いワークであって、基準孔の内径寸法が大きい場合における、位置決め装置の位置決め動作を経時的に示した図であり、(a)は「閉じ」状態にある爪部近傍を示した側面図、(b)は「開き」状態にある爪部近傍を示した側面図。
【発明を実施するための形態】
【0017】
次に、発明の実施の形態を説明する。
【0018】
[位置決め装置1]
先ず、本発明を具現化する位置決め装置1の構成について、図1および図2を用いて説明する。
なお、便宜上、図1の上下方向は、位置決め装置1の上下方向を示すものとして規定し、以下の説明を行う。
【0019】
位置決め装置1は、基準孔100aを有するワーク100の位置を、予め定められた所定の位置に位置決めするための装置である。
図1に示すように、位置決め装置1は、主に複数の爪部2・2・・・や、該爪部2・2・・・を可動させるアクチュエーター3などにより構成される。
【0020】
一方、ワーク100に形成される基準孔100aは、軸心方向を上下方向に向けて穿孔されている。
そして、後述するように、基準孔100aの下方より、複数の爪部2・2・・・を該基準孔100aの内周部に同時に挿入した後、該爪部2・2・・・を各々可動させて該基準孔100aの内周面に当接させることで、ワーク100は位置決めされる。
【0021】
爪部2は、ワーク100の基準孔100aに直接挿入される部位である。
爪部2は、上下方に向かって延出する挿入部位2Aと、該挿入部位2Aの下端部に設けられる固定部位2Bとにより構成される。
つまり、爪部2は、基準孔100aの軸心方向に向かって延出する挿入部位2Aを有して構成される。
【0022】
前記挿入部位2Aは、鋭角部を上方に向けた側面視略直角三角形状からなる部材によって形成され、その斜辺にあたる側面部には、第一位置決め部21および第二位置決め部22が形成される。
【0023】
前記第一位置決め部21は、挿入部位2Aの上端部から上下方向中央部にかけて形成される。
即ち、第一位置決め部21は、側面視において、挿入部位2Aの上端部から下方に向かうにつれて徐々に緩やかに膨出するようにして形成される膨出部21aと、該膨出部21aの下端部より下方に向かって該膨出部21aの膨出方向と対向方向に傾斜する第一傾斜面21bとを有して構成される。
【0024】
一方、第二位置決め部22は、挿入部位2Aの上下方向中央部から下端部にかけて形成される。
即ち、第二位置決め部22は、側面視において、第一位置決め部21の下端部(より具体的には、第一傾斜面21bの下端部)から前記膨出部21aの膨出側へ水平方向に延出して形成される水平面22aと、該水平面22aの延出端部より下方に向かって該水平面22aの延出方向に傾斜する第二傾斜面22bとを有して構成される。
【0025】
そして、第二位置決め部22の下端部(より具体的には、第二傾斜面22bの下端部)には、固定部位2Bが設けられる。
【0026】
固定部位2Bは、後述するアクチュエーター3に爪部2を固定保持するための部位であり、形状については特に限定されないが、例えば、本実施例においては、挿入部位2Aと同程度の厚みを有する側面視長方形状の部材によって形成される。
即ち、固定部位2Bは、水平方向、且つ第一位置決め部21および第二位置決め部22が形成される側の方向に向かって延出するようにして、挿入部位2Aの下端部に配設され、該挿入部位2Aとともに一体的に形成される。
そして、固定部位2Bを、ボルト等を用いてアクチュエーター3に固定することで、爪部2が該アクチュエーター3に固設されるのである。
【0027】
以上のような構成からなる複数の爪部2・2・・・は、図2に示すように、アクチュエーター3の上端部において、円周方向に沿って等間隔にて配設されるとともに、それぞれの挿入部位2A・2A・・・が該円周の中心側に位置するとともに、それぞれの固定部位2B・2B・・・が該円周の半径方向外側に向かって延出するようにして配設される。また、挿入部位2Aの第一位置決め部21および第二位置決め部22は、挿入部位2Aの半径方向外側の面に形成されている。
【0028】
次に、アクチュエーター3について説明する。
アクチュエーター3は、例えば既知のエアー駆動式チャッキング装置であって、駆動機構が内装される本体部3aと、該本体部3aによって可動される複数のフィンガー部3b・3b・・・とを有して構成される。
【0029】
即ち、図2に示すように、本体部3aの上端部において、これら複数のフィンガー部3b・3b・・・は、円周方向に沿って等間隔にて配設されるとともに、本体部3aに内装される駆動機構によって、該円周の半径方向に沿って、本体部3aに対して出入移動可能に設けられる。
【0030】
なお、アクチュエーター3の駆動方式については、本実施例のようなエアー駆動式に限定されるものではなく、例えばサーボモータを用いた電気駆動式や、油圧モータを用いた油圧駆動式など、いずれのものであってもよい。
【0031】
そして、これら複数のフィンガー部3b・3b・・・の上面部には、前述した爪部2・2・・・が各々固設されており、前記フィンガー部3b・3b・・・が前記円周の中心部に向かって移動することで、爪部2・2・・・も同調して前記円周の中心部に向かって移動され、位置決め装置1は「閉じ」状態(各爪部2の位置が前記円周の中心部に対して最大限近接した位置となる状態。以下、同じ。)となる。
また、前記フィンガー部3b・3b・・・が前記円周の半径方向に向かって移動することで、爪部2・2・・・も同調して前記円周の半径方向に向かって移動され、位置決め装置1は「開き」状態(各爪部2の位置が前記円周の中心部に対して最大限離間した位置となる状態。以下、同じ。)となる。
【0032】
即ち、後述するように、「閉じ」状態にある位置決め装置1において、これら複数の爪部2・2・・・(より詳しくは、挿入部位2A・2A・・・)は、ワーク100の基準孔100a内に同時に挿入され、基準孔100aに挿入された前記爪部2・2・・・は該基準孔100a内にて、該基準孔100aの半径方向へ移動可能に設けられるのである。
なお、各爪部2・2・・・は、第一位置決め部21および第二位置決め部22の前記円周の中心からの距離が等しくなるように、前記円周の半径方向へ移動される。
【0033】
また、基準孔100a内に挿入された状態において、各爪部2の第一位置決め部21および第二位置決め部22は、挿入部位2Aにおける基準孔100aの内周面と対向する側の側面に各々設けられることとなる。
つまり、第一位置決め部21の第一傾斜面21bは、下方に向かうにつれて前記基準孔100aの中心に向かって近接する方向に傾斜するように設けられる。
また、第二位置決め部22の水平面22aは、前記第一傾斜面21bの下端部より前記基準孔100aの内周面に向かって水平方向に延出するように設けられ、第二位置決め部22の第二傾斜面22bは、前記水平面22aの延出端部より、下方に向かうにつれて前記基準孔100aの中心から離間する方向に傾斜するように設けられるのである。
【0034】
[位置決め動作]
次に、本発明を具現化する位置決め装置1の位置決め動作について、図3乃至図5を用いて説明する。
なお、図4、および図5の上下方向は、位置決め装置1の上下方向を示すものと規定し、以下の説明を行う。
【0035】
先ず、図3に示すように、位置決め装置1は「閉じ」状態となっており、前工程より搬送されてきたワーク100は、基準孔100aが前記位置決め装置1の上方に位置するようにして停止する。
【0036】
この際、ワーク100は、予め定められた所定の停止位置(以下、「設定停止位置」と記す)の近傍、且つ任意の位置(以下、「仮停止位置」と記す)に停止することとなり、前記「設定停止位置」および前記「仮停止位置」の間には、僅かなズレ(例えば、図3における寸法a)が生じている。
【0037】
ここで、前記「設定停止位置」は、水平方向および垂直方向の両方向に対して、予め規定されている。
即ち、平面視において、水平方向に関する「設定停止位置」は、基準孔100aの中心G1(図3において白丸にて表示)が、複数の爪部2・2・・・の中心G2(図3において黒丸にて表示)の位置に重なることとなる、ワーク100の停止位置として規定される。
また、側面視において、垂直方向に関する「設定停止位置」は、基準孔100aの周縁部の裏面(下面)が、爪部2の水平面22a(図1を参照)に当接されることとなる、ワーク100の停止位置として規定される。
【0038】
ワーク100は、「仮停止位置」に停止した後、下方へ移動して位置決め装置1上に載置される。
この場合、ワーク100の基準孔100aに、「閉じ」状態にある複数の爪部2・2・・・の挿入部位2A・2A・・・が同時に挿入され、ワーク100は爪部2の水平面22aに当接して載置状態となる。
【0039】
ワーク100が位置決め装置1に載置されると、複数の爪部2・2・・・は、該位置決め装置1が「開き」状態となるように、アクチュエーター3によって各々可動される。
即ち、平面視円周方向に沿って等間隔にて配設されるこれら複数の爪部2・2・・・は、該円周の半径方向に向かって各々移動される。
そして、各爪部2の挿入部位2Aは、基準孔100aの内周面に当接され、その後、各爪部2がさらに移動することで、ワーク100の基準孔100aの周縁部は、各爪部2の移動方向に押進される。
【0040】
こうして、ワーク100の停止位置の水平方向に関するズレは修正され、全ての爪部2・2・・・の挿入部位2A・2A・・・が基準孔100aの内周面に同時に当接された状態において、基準孔100aの中心G1は、前記爪部2・2・・・の中心G2の位置に重なる状態となり、水平方向に関するワーク100の「仮停止位置」は、「設定停止位置」に修正(位置決め)されるのである。
【0041】
一方、本実施例における位置決め装置1においては、複数の爪部2・2・・・がアクチュエーター3によって各々可動されることで、ワーク100の停止位置の垂直方向にズレがあった場合、そのズレも同時に修正されるようになっている。
【0042】
即ち、図4(a)に示すように、例えば、比較的重量の軽いワーク100であって、基準孔100aの内径寸法が小さい場合には、載置されたワーク100の基準孔100aが複数の爪部2・2・・・に嵌合された際に、ワーク100が爪部2の水平面22aへの当接位置よりも高い位置に留まる場合がある。つまり、ワーク100の垂直方向に関する位置が、「設定停止位置」に対して上方、且つ爪部2の第一傾斜面21bの上端部近傍に位置することがある。
【0043】
このような状態において、平面視円周方向に等間隔にて配設される複数の爪部2・2・・・が、アクチュエーター3によって、該円周の半径方向に向かって各々移動されると、各爪部2の挿入部位2Aは、第一傾斜面21bを介して、基準孔100aの内周面に当接される。
その後、さらに各爪部2が移動することで、ワーク100は、基準孔100aの内周面を第一傾斜面21bに摺動させつつ下方へと移動される。つまり、ワーク100は、各爪部2の半径方向外側への移動に伴い、基準孔100aの内周面に当接する第一傾斜面21bに案内されて、ワーク100が水平面22aに当接するまで下方へと移動される。
【0044】
こうして、ワーク100の停止位置の垂直方向に関するズレは修正され、図4(b)に示すように、基準孔100aの周縁部の裏面が爪部2の水平面22aに当接されることで、垂直方向に関するワーク100の「仮停止位置」は、「設定停止位置」に修正(位置決め)されるのである。
【0045】
なお、ワーク100が停止する「仮停止位置」において、ワーク100の垂直方向に関する位置が、第一傾斜面21bよりさらに上方に位置するような場合には、各爪部2の挿入部位2Aは、一旦膨出部21aを介して、基準孔100aの内周面に当接される。
そして、ワーク100は、各爪部2の半径方向外側への移動に伴い、基準孔100aの内周面に当接する膨出部21aに案内されて、第一傾斜面21bの上端部に向かって下方へと移動される。
その後、前述の通り、ワーク100は、基準孔100aの内周面を第一傾斜面21bに摺動させつつ下方に移動され、垂直方向に関するワーク100の「仮停止位置」は、「設定停止位置」に修正(位置決め)されるのである。
【0046】
また、図5(a)に示すように、例えば、比較的重量の重いワーク100であって、基準孔100aの内径寸法が水平面22aの外周径に比して大きい場合には、該基準孔100aが閉じた状態の複数の爪部2・2・・・に嵌合されると、ワーク100は自重によって水平面22aよりも下方に落ち込み、ワーク100の垂直方向に関する位置が、「設定停止位置」に対して下方、且つ爪部2の第二傾斜面22bの上下方向途中部に位置することがある。
【0047】
このような状態において、平面視円周方向に沿って等間隔にて配設される複数の爪部2・2・・・が、アクチュエーター3によって、該円周の半径方向外側に向かって各々移動されると、ワーク100は、基準孔100aの内周面を第二傾斜面22bに摺動させつつ上方へと移動される。つまり、ワーク100は、各爪部2の半径方向外側への移動に伴い、基準孔100aの内周面に当接する第二傾斜面22bに案内されて、ワーク100の下面の高さ位置が水平面22aの高さ位置となるまで上方へと移動される。
【0048】
こうして、ワーク100の停止位置の垂直方向に関するズレは修正され、図5(b)に示すように、基準孔100aの周縁部の裏面が爪部2の水平面22aに当接されることで、垂直方向に関するワーク100の「仮停止位置」は、「設定停止位置」に修正(位置決め)されるのである。
【0049】
複数の爪部2・2・・・がアクチュエーター3によって各々可動され、水平方向および垂直方向の両方向に関するワーク100の「仮停止位置」が「設定停止位置」に修正(位置決め)されると、該爪部2・2・・・は一旦停止する。
【0050】
その後、ワーク100に対して、一定の作業(本実施例における位置決め装置1が設けられる工程において、実施される作業)が行われ、該作業が完了すれば、複数の爪部2・2・・・は、該位置決め装置1が「閉じ」状態となるように、アクチュエーター3によって各々可動される。
即ち、平面視円周方向に等間隔にて配設されるこれら複数の爪部2・2・・・は、該円周の中心に向かって各々移動される。
【0051】
そして、位置決め装置1が「閉じ」状態になると、ワーク100は上方へ移動される。
その結果、「閉じ」状態の爪部2・2・・・の挿入部位2A・2A・・・が基準孔100aの内周部より抜脱される。
その後、爪部2・2・・・の挿入部位2A・2A・・・が基準孔100aの内周部より完全に抜けきった状態になると、ワーク100は次工程へと搬送されるのである。
【0052】
このように、本実施例における位置決め装置1は、上下方向に穿孔した基準孔100aを有するワーク100の位置を、予め定められた所定の位置(設定停止位置)に位置決めする位置決め装置1であって、前記基準孔100aの軸心方向に向かって延出し、前記基準孔100aの下方より、前記基準孔100aの内周部に同時に挿入可能に設けられる複数の爪部2・2・・・を備え、これら複数の爪部2・2・・・は、平面視円周方向に等間隔にて配設されるとともに、前記基準孔100aの内周部にて前記基準孔100aの半径方向に移動可能に設けられ、各爪部2は、前記基準孔100aの内周面と対向する側の側面において、上下方向途中部から上端部にかけて形成される第一位置決め部21と、該第一位置決め部21の下端部から下方に向かって形成される第二位置決め部22とを有して構成され、前記第一位置決め部21においては、その下端部に、下方に向かうにつれて前記基準孔100aの中心に近接するよう傾斜する第一傾斜面21bが形成され、前記第二位置決め部22においては、その上端部に、前記第一傾斜面21bの下端部より前記基準孔100aの内周面側に向かって水平方向に延出する水平面22aが形成されるとともに、該水平面22aの延出端部に、下方に向かうにつれて前記基準孔100aの中心から離間するよう傾斜する第二傾斜面22bが形成されることとしている。
【0053】
このような構成を有することで、本実施例における位置決め装置1によれば、上下方向に穿孔した様々な内径寸法からなる基準孔100aを有する複数種類のワーク100の位置を、予め定められた所定の停止位置に修正(位置決め)する位置決め装置1であって、水平方向ばかりでなく垂直方向に関してまで修正(位置決め)することができる位置決め装置を、低コストにて実現することできる。
【0054】
即ち、本実施例における位置決め装置1は、複雑な構造を有することなく、主に、既知のアクチュエーター3と、該アクチュエーター3のフィンガー部3bに固設される爪部2とからなる単純な構造を有するため、低コストにて実現することできる。
【0055】
そして、例えば、比較的重量の軽いワーク100であって、基準孔100aの内径寸法も小さい場合には、平面視円周方向に等間隔にて配設される複数の爪部2・2・・・が、アクチュエーター3によって、該円周の半径方向に向かって各々移動されることで、ワーク100は、基準孔100aの内周面を第一傾斜面21bに摺動させつつ下方へと移動される。
その結果、ワーク100の停止位置の垂直方向に関するズレは修正され、図4(b)に示すように、基準孔100aの周縁部の裏面が爪部2の水平面22aに当接されることで、垂直方向に関するワーク100の「仮停止位置」は、「設定停止位置」に修正(位置決め)されるのである。
【0056】
また、比較的重量の重いワーク100であって、基準孔100aの内径寸法も大きい場合には、平面視円周方向に等間隔にて配設される複数の爪部2・2・・・が、アクチュエーター3によって、該円周の半径方向に向かって各々移動されることで、ワーク100は、基準孔100aの内周面を第二傾斜面22bに摺動させつつ上方へと移動される。
その結果、ワーク100の停止位置の垂直方向に関するズレは修正され、図5(b)に示すように、基準孔100aの周縁部の裏面が爪部2の水平面22aに当接されることで、垂直方向に関するワーク100の「仮停止位置」は、「設定停止位置」に修正(位置決め)されるのである。
【符号の説明】
【0057】
1 位置決め装置
2 爪部
21 第一位置決め部
21b 第一傾斜面
22 第二位置決め部
22a 水平面
22b 第二傾斜面
100 ワーク
100a 基準孔
【技術分野】
【0001】
本発明は、基準孔を有するワークの位置を、予め定められた所定の位置に位置決めする位置決め装置の技術に関する。
【背景技術】
【0002】
従来から、例えば自動車の生産ラインなどにおいて、各工程に搬送されるワークを所定の停止位置に精度よく停止させるための手段として、位置決め装置が知られている。
前記位置決め装置は、例えば軸心方向に摺動移動可能なロケートピンを有して構成される。一方、ワークには前記ロケートピンの外径寸法と同程度の内径寸法を有する基準孔が設けられる。
そして、位置決め装置のロケートピンをワークの基準孔に挿嵌することで、該ワークが位置決めされ、該ワークは所定の停止位置に精度よく停止するのである。
【0003】
ここで、各工程に搬送される複数のワークにおいて、基準孔の内径寸法が各々異なれば、該内径寸法に見合ったロケートピンを有する複数種類の位置決め装置が必要になる。
よって、このような基準孔の内径寸法が多種にわたる複数種類のワークを、同一の生産ライン上にて搬送する場合、各工程には複数種類の位置決め装置を各々設けなければならず、これら位置決め装置を設置するために必要なスペースが増加し、生産ライン全体としてのコストが嵩むこととなる。
【0004】
そこで、このような問題点を解決するために、「特許文献1」による技術が提案されている。
即ち、「特許文献1」においては、先端に被固定部材(ワーク)が接触する接触面を有する外側筒体と、前記接触面から突出し前記被固定部材(ワーク)に形成された位置決め孔(基準孔)が嵌合する外径の異なる複数の嵌合部を同軸上に有するとともに、前記外側筒体に対し軸方向に進退移動自在に配設された位置決めピン(ロケートピン)とを有し、前記位置決めピン(ロケートピン)を軸方向に進退移動させることにより、前記嵌合部を前記接触面から出没させて、前記被固定部材(ワーク)に嵌合する前記位置決めピンの外径を変更させることを特徴とする位置決め装置が開示されている。
【0005】
しかし、前記「特許文献1」による位置決め装置においては、前記基準孔の内径寸法が二、三種類程度のものであれば対応可能であるが、それ以上の多種類になると、これら基準孔に対応する嵌合部も多種類設けなければならず、ロケートピンの全長が長くなり、位置決め装置全体とし大型化することから、コストが嵩むこととなっていた。
またロケートピンが長くなれば、ワークの基準孔近傍における構造が制約されることとなり、あらゆるワークに対応することは困難であった。
さらに、これら複数種類の基準孔の内径寸法差が数ミリ程度のものである場合には、嵌合部の外径寸法差を設けにくく、ワークを位置決めし、該ワークを所定の停止位置に精度よく安定して停止することは困難であった。
【0006】
そこで、このような問題点を解決するために、「特許文献2」および「特許文献3」による技術が提案されている。
即ち「特許文献2」においては、ワークの穴(基準孔)に当接する当接部を有して構成されるとともに、該穴(基準孔)に対して径方向および軸方向に移動可能に設けられた複数の爪を備える位置決め固定装置(位置決め装置)に関する技術が開示されている。
【0007】
また、「特許文献3」においては、複数本のロケートピンが各々アームの先端に設けられ、これら複数のロケートピンがワークの基準孔に挿入された後、前記アームが各々回転されることで、これらロケートピンが基準孔の内周面に当接されてワークが位置決めされることとなる位置決めクランプ装置(位置決め装置)に関する技術が開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平9−192968号公報
【特許文献2】特開平11−235632号公報
【特許文献3】特開平9−155669号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
前記「特許文献2」および「特許文献3」によって開示される位置決め装置であれば、基準孔の内径寸法が異なる複数種類のワークに対しても、位置決めピンの全長が長くなることはなく、ワークの基準孔近傍に関する構造が制限されることもないばかりか、基準孔の内径寸法差が数ミリ程度のものである場合にも、該基準孔の内周面にこれら複数の爪やロケートピンを確実に当接させることができる。
よって、これらのような位置決め装置であれば、基準孔の内径寸法が多種にわたる複数種類のワークを、一基の位置決め装置によって、所定の停止位置に精度よく停止させることが可能になるとも思われる。
【0010】
しかし、これら位置決め装置においては、水平方向に関して、ワークの位置を予め定められた所定の停止位置に位置決めすることはできても、垂直方向に関して、位置決めすることはできない。
また、これら位置決め装置においては、構成部品の点数が多いばかりか構造も複雑となり、位置決め装置全体としてのコストが嵩むこととなっていた。
【0011】
本発明は、以上に示した現状の問題点を鑑みてなされたものであり、上下方向に穿孔した基準孔を有するワークの位置を、予め定められた所定の位置に位置決めする位置決め装置であって、水平方向ばかりでなく垂直方向に関しても位置決めすることができる位置決め装置を、低コストにて実現することを課題とする。
【課題を解決するための手段】
【0012】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0013】
即ち、請求項1においては、上下方向に穿孔した基準孔を有するワークの位置を、予め定められた所定の位置に位置決めする位置決め装置であって、前記基準孔の軸心方向に向かって延出し、前記基準孔の内周部に同時に挿入可能に設けられる複数の爪部を備え、これら複数の爪部は、平面視円周方向に等間隔にて配設されるとともに、前記基準孔の内周部にて前記基準孔の半径方向に移動可能に設けられ、各爪部は、前記基準孔の内周面と対向する側の側面において、上下方向途中部から上端部にかけて形成される第一位置決め部と、該第一位置決め部の下端部から下方に向かって形成される第二位置決め部とを有して構成され、前記第一位置決め部においては、その下端部に、下方に向かうにつれて前記基準孔の中心に近接するよう傾斜する第一傾斜面が形成され、前記第二位置決め部においては、その上端部に、前記第一傾斜面の下端部より前記基準孔の内周面側に向かって水平方向に延出する水平部が形成されるとともに、該水平部の延出端部に、下方に向かうにつれて前記基準孔の中心から離間するよう傾斜する第二傾斜面が形成されるものである。
【発明の効果】
【0014】
本発明の効果として、以下に示すような効果を奏する。
【0015】
即ち、本発明における位置決め装置によれば、上下方向に穿孔した基準孔を有するワークの位置を、予め定められた所定の位置に位置決めする位置決め装置であって、水平方向ばかりでなく垂直方向に関しても位置決めすることができる位置決め装置を、低コストにて実現することできる。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施例に係る位置決め装置の全体的な構成を示した側面図。
【図2】同じく、位置決め装置の全体的な構成を示した平面図。
【図3】ワークが停止した直後の位置決め装置の状態を示した平面図。
【図4】比較的重量の軽いワークであって、基準孔の内径寸法が小さい場合における、位置決め装置の位置決め動作を経時的に示した図であり、(a)は「閉じ」状態にある爪部近傍を示した側面図、(b)は「開き」状態にある爪部近傍を示した側面図。
【図5】比較的重量の重いワークであって、基準孔の内径寸法が大きい場合における、位置決め装置の位置決め動作を経時的に示した図であり、(a)は「閉じ」状態にある爪部近傍を示した側面図、(b)は「開き」状態にある爪部近傍を示した側面図。
【発明を実施するための形態】
【0017】
次に、発明の実施の形態を説明する。
【0018】
[位置決め装置1]
先ず、本発明を具現化する位置決め装置1の構成について、図1および図2を用いて説明する。
なお、便宜上、図1の上下方向は、位置決め装置1の上下方向を示すものとして規定し、以下の説明を行う。
【0019】
位置決め装置1は、基準孔100aを有するワーク100の位置を、予め定められた所定の位置に位置決めするための装置である。
図1に示すように、位置決め装置1は、主に複数の爪部2・2・・・や、該爪部2・2・・・を可動させるアクチュエーター3などにより構成される。
【0020】
一方、ワーク100に形成される基準孔100aは、軸心方向を上下方向に向けて穿孔されている。
そして、後述するように、基準孔100aの下方より、複数の爪部2・2・・・を該基準孔100aの内周部に同時に挿入した後、該爪部2・2・・・を各々可動させて該基準孔100aの内周面に当接させることで、ワーク100は位置決めされる。
【0021】
爪部2は、ワーク100の基準孔100aに直接挿入される部位である。
爪部2は、上下方に向かって延出する挿入部位2Aと、該挿入部位2Aの下端部に設けられる固定部位2Bとにより構成される。
つまり、爪部2は、基準孔100aの軸心方向に向かって延出する挿入部位2Aを有して構成される。
【0022】
前記挿入部位2Aは、鋭角部を上方に向けた側面視略直角三角形状からなる部材によって形成され、その斜辺にあたる側面部には、第一位置決め部21および第二位置決め部22が形成される。
【0023】
前記第一位置決め部21は、挿入部位2Aの上端部から上下方向中央部にかけて形成される。
即ち、第一位置決め部21は、側面視において、挿入部位2Aの上端部から下方に向かうにつれて徐々に緩やかに膨出するようにして形成される膨出部21aと、該膨出部21aの下端部より下方に向かって該膨出部21aの膨出方向と対向方向に傾斜する第一傾斜面21bとを有して構成される。
【0024】
一方、第二位置決め部22は、挿入部位2Aの上下方向中央部から下端部にかけて形成される。
即ち、第二位置決め部22は、側面視において、第一位置決め部21の下端部(より具体的には、第一傾斜面21bの下端部)から前記膨出部21aの膨出側へ水平方向に延出して形成される水平面22aと、該水平面22aの延出端部より下方に向かって該水平面22aの延出方向に傾斜する第二傾斜面22bとを有して構成される。
【0025】
そして、第二位置決め部22の下端部(より具体的には、第二傾斜面22bの下端部)には、固定部位2Bが設けられる。
【0026】
固定部位2Bは、後述するアクチュエーター3に爪部2を固定保持するための部位であり、形状については特に限定されないが、例えば、本実施例においては、挿入部位2Aと同程度の厚みを有する側面視長方形状の部材によって形成される。
即ち、固定部位2Bは、水平方向、且つ第一位置決め部21および第二位置決め部22が形成される側の方向に向かって延出するようにして、挿入部位2Aの下端部に配設され、該挿入部位2Aとともに一体的に形成される。
そして、固定部位2Bを、ボルト等を用いてアクチュエーター3に固定することで、爪部2が該アクチュエーター3に固設されるのである。
【0027】
以上のような構成からなる複数の爪部2・2・・・は、図2に示すように、アクチュエーター3の上端部において、円周方向に沿って等間隔にて配設されるとともに、それぞれの挿入部位2A・2A・・・が該円周の中心側に位置するとともに、それぞれの固定部位2B・2B・・・が該円周の半径方向外側に向かって延出するようにして配設される。また、挿入部位2Aの第一位置決め部21および第二位置決め部22は、挿入部位2Aの半径方向外側の面に形成されている。
【0028】
次に、アクチュエーター3について説明する。
アクチュエーター3は、例えば既知のエアー駆動式チャッキング装置であって、駆動機構が内装される本体部3aと、該本体部3aによって可動される複数のフィンガー部3b・3b・・・とを有して構成される。
【0029】
即ち、図2に示すように、本体部3aの上端部において、これら複数のフィンガー部3b・3b・・・は、円周方向に沿って等間隔にて配設されるとともに、本体部3aに内装される駆動機構によって、該円周の半径方向に沿って、本体部3aに対して出入移動可能に設けられる。
【0030】
なお、アクチュエーター3の駆動方式については、本実施例のようなエアー駆動式に限定されるものではなく、例えばサーボモータを用いた電気駆動式や、油圧モータを用いた油圧駆動式など、いずれのものであってもよい。
【0031】
そして、これら複数のフィンガー部3b・3b・・・の上面部には、前述した爪部2・2・・・が各々固設されており、前記フィンガー部3b・3b・・・が前記円周の中心部に向かって移動することで、爪部2・2・・・も同調して前記円周の中心部に向かって移動され、位置決め装置1は「閉じ」状態(各爪部2の位置が前記円周の中心部に対して最大限近接した位置となる状態。以下、同じ。)となる。
また、前記フィンガー部3b・3b・・・が前記円周の半径方向に向かって移動することで、爪部2・2・・・も同調して前記円周の半径方向に向かって移動され、位置決め装置1は「開き」状態(各爪部2の位置が前記円周の中心部に対して最大限離間した位置となる状態。以下、同じ。)となる。
【0032】
即ち、後述するように、「閉じ」状態にある位置決め装置1において、これら複数の爪部2・2・・・(より詳しくは、挿入部位2A・2A・・・)は、ワーク100の基準孔100a内に同時に挿入され、基準孔100aに挿入された前記爪部2・2・・・は該基準孔100a内にて、該基準孔100aの半径方向へ移動可能に設けられるのである。
なお、各爪部2・2・・・は、第一位置決め部21および第二位置決め部22の前記円周の中心からの距離が等しくなるように、前記円周の半径方向へ移動される。
【0033】
また、基準孔100a内に挿入された状態において、各爪部2の第一位置決め部21および第二位置決め部22は、挿入部位2Aにおける基準孔100aの内周面と対向する側の側面に各々設けられることとなる。
つまり、第一位置決め部21の第一傾斜面21bは、下方に向かうにつれて前記基準孔100aの中心に向かって近接する方向に傾斜するように設けられる。
また、第二位置決め部22の水平面22aは、前記第一傾斜面21bの下端部より前記基準孔100aの内周面に向かって水平方向に延出するように設けられ、第二位置決め部22の第二傾斜面22bは、前記水平面22aの延出端部より、下方に向かうにつれて前記基準孔100aの中心から離間する方向に傾斜するように設けられるのである。
【0034】
[位置決め動作]
次に、本発明を具現化する位置決め装置1の位置決め動作について、図3乃至図5を用いて説明する。
なお、図4、および図5の上下方向は、位置決め装置1の上下方向を示すものと規定し、以下の説明を行う。
【0035】
先ず、図3に示すように、位置決め装置1は「閉じ」状態となっており、前工程より搬送されてきたワーク100は、基準孔100aが前記位置決め装置1の上方に位置するようにして停止する。
【0036】
この際、ワーク100は、予め定められた所定の停止位置(以下、「設定停止位置」と記す)の近傍、且つ任意の位置(以下、「仮停止位置」と記す)に停止することとなり、前記「設定停止位置」および前記「仮停止位置」の間には、僅かなズレ(例えば、図3における寸法a)が生じている。
【0037】
ここで、前記「設定停止位置」は、水平方向および垂直方向の両方向に対して、予め規定されている。
即ち、平面視において、水平方向に関する「設定停止位置」は、基準孔100aの中心G1(図3において白丸にて表示)が、複数の爪部2・2・・・の中心G2(図3において黒丸にて表示)の位置に重なることとなる、ワーク100の停止位置として規定される。
また、側面視において、垂直方向に関する「設定停止位置」は、基準孔100aの周縁部の裏面(下面)が、爪部2の水平面22a(図1を参照)に当接されることとなる、ワーク100の停止位置として規定される。
【0038】
ワーク100は、「仮停止位置」に停止した後、下方へ移動して位置決め装置1上に載置される。
この場合、ワーク100の基準孔100aに、「閉じ」状態にある複数の爪部2・2・・・の挿入部位2A・2A・・・が同時に挿入され、ワーク100は爪部2の水平面22aに当接して載置状態となる。
【0039】
ワーク100が位置決め装置1に載置されると、複数の爪部2・2・・・は、該位置決め装置1が「開き」状態となるように、アクチュエーター3によって各々可動される。
即ち、平面視円周方向に沿って等間隔にて配設されるこれら複数の爪部2・2・・・は、該円周の半径方向に向かって各々移動される。
そして、各爪部2の挿入部位2Aは、基準孔100aの内周面に当接され、その後、各爪部2がさらに移動することで、ワーク100の基準孔100aの周縁部は、各爪部2の移動方向に押進される。
【0040】
こうして、ワーク100の停止位置の水平方向に関するズレは修正され、全ての爪部2・2・・・の挿入部位2A・2A・・・が基準孔100aの内周面に同時に当接された状態において、基準孔100aの中心G1は、前記爪部2・2・・・の中心G2の位置に重なる状態となり、水平方向に関するワーク100の「仮停止位置」は、「設定停止位置」に修正(位置決め)されるのである。
【0041】
一方、本実施例における位置決め装置1においては、複数の爪部2・2・・・がアクチュエーター3によって各々可動されることで、ワーク100の停止位置の垂直方向にズレがあった場合、そのズレも同時に修正されるようになっている。
【0042】
即ち、図4(a)に示すように、例えば、比較的重量の軽いワーク100であって、基準孔100aの内径寸法が小さい場合には、載置されたワーク100の基準孔100aが複数の爪部2・2・・・に嵌合された際に、ワーク100が爪部2の水平面22aへの当接位置よりも高い位置に留まる場合がある。つまり、ワーク100の垂直方向に関する位置が、「設定停止位置」に対して上方、且つ爪部2の第一傾斜面21bの上端部近傍に位置することがある。
【0043】
このような状態において、平面視円周方向に等間隔にて配設される複数の爪部2・2・・・が、アクチュエーター3によって、該円周の半径方向に向かって各々移動されると、各爪部2の挿入部位2Aは、第一傾斜面21bを介して、基準孔100aの内周面に当接される。
その後、さらに各爪部2が移動することで、ワーク100は、基準孔100aの内周面を第一傾斜面21bに摺動させつつ下方へと移動される。つまり、ワーク100は、各爪部2の半径方向外側への移動に伴い、基準孔100aの内周面に当接する第一傾斜面21bに案内されて、ワーク100が水平面22aに当接するまで下方へと移動される。
【0044】
こうして、ワーク100の停止位置の垂直方向に関するズレは修正され、図4(b)に示すように、基準孔100aの周縁部の裏面が爪部2の水平面22aに当接されることで、垂直方向に関するワーク100の「仮停止位置」は、「設定停止位置」に修正(位置決め)されるのである。
【0045】
なお、ワーク100が停止する「仮停止位置」において、ワーク100の垂直方向に関する位置が、第一傾斜面21bよりさらに上方に位置するような場合には、各爪部2の挿入部位2Aは、一旦膨出部21aを介して、基準孔100aの内周面に当接される。
そして、ワーク100は、各爪部2の半径方向外側への移動に伴い、基準孔100aの内周面に当接する膨出部21aに案内されて、第一傾斜面21bの上端部に向かって下方へと移動される。
その後、前述の通り、ワーク100は、基準孔100aの内周面を第一傾斜面21bに摺動させつつ下方に移動され、垂直方向に関するワーク100の「仮停止位置」は、「設定停止位置」に修正(位置決め)されるのである。
【0046】
また、図5(a)に示すように、例えば、比較的重量の重いワーク100であって、基準孔100aの内径寸法が水平面22aの外周径に比して大きい場合には、該基準孔100aが閉じた状態の複数の爪部2・2・・・に嵌合されると、ワーク100は自重によって水平面22aよりも下方に落ち込み、ワーク100の垂直方向に関する位置が、「設定停止位置」に対して下方、且つ爪部2の第二傾斜面22bの上下方向途中部に位置することがある。
【0047】
このような状態において、平面視円周方向に沿って等間隔にて配設される複数の爪部2・2・・・が、アクチュエーター3によって、該円周の半径方向外側に向かって各々移動されると、ワーク100は、基準孔100aの内周面を第二傾斜面22bに摺動させつつ上方へと移動される。つまり、ワーク100は、各爪部2の半径方向外側への移動に伴い、基準孔100aの内周面に当接する第二傾斜面22bに案内されて、ワーク100の下面の高さ位置が水平面22aの高さ位置となるまで上方へと移動される。
【0048】
こうして、ワーク100の停止位置の垂直方向に関するズレは修正され、図5(b)に示すように、基準孔100aの周縁部の裏面が爪部2の水平面22aに当接されることで、垂直方向に関するワーク100の「仮停止位置」は、「設定停止位置」に修正(位置決め)されるのである。
【0049】
複数の爪部2・2・・・がアクチュエーター3によって各々可動され、水平方向および垂直方向の両方向に関するワーク100の「仮停止位置」が「設定停止位置」に修正(位置決め)されると、該爪部2・2・・・は一旦停止する。
【0050】
その後、ワーク100に対して、一定の作業(本実施例における位置決め装置1が設けられる工程において、実施される作業)が行われ、該作業が完了すれば、複数の爪部2・2・・・は、該位置決め装置1が「閉じ」状態となるように、アクチュエーター3によって各々可動される。
即ち、平面視円周方向に等間隔にて配設されるこれら複数の爪部2・2・・・は、該円周の中心に向かって各々移動される。
【0051】
そして、位置決め装置1が「閉じ」状態になると、ワーク100は上方へ移動される。
その結果、「閉じ」状態の爪部2・2・・・の挿入部位2A・2A・・・が基準孔100aの内周部より抜脱される。
その後、爪部2・2・・・の挿入部位2A・2A・・・が基準孔100aの内周部より完全に抜けきった状態になると、ワーク100は次工程へと搬送されるのである。
【0052】
このように、本実施例における位置決め装置1は、上下方向に穿孔した基準孔100aを有するワーク100の位置を、予め定められた所定の位置(設定停止位置)に位置決めする位置決め装置1であって、前記基準孔100aの軸心方向に向かって延出し、前記基準孔100aの下方より、前記基準孔100aの内周部に同時に挿入可能に設けられる複数の爪部2・2・・・を備え、これら複数の爪部2・2・・・は、平面視円周方向に等間隔にて配設されるとともに、前記基準孔100aの内周部にて前記基準孔100aの半径方向に移動可能に設けられ、各爪部2は、前記基準孔100aの内周面と対向する側の側面において、上下方向途中部から上端部にかけて形成される第一位置決め部21と、該第一位置決め部21の下端部から下方に向かって形成される第二位置決め部22とを有して構成され、前記第一位置決め部21においては、その下端部に、下方に向かうにつれて前記基準孔100aの中心に近接するよう傾斜する第一傾斜面21bが形成され、前記第二位置決め部22においては、その上端部に、前記第一傾斜面21bの下端部より前記基準孔100aの内周面側に向かって水平方向に延出する水平面22aが形成されるとともに、該水平面22aの延出端部に、下方に向かうにつれて前記基準孔100aの中心から離間するよう傾斜する第二傾斜面22bが形成されることとしている。
【0053】
このような構成を有することで、本実施例における位置決め装置1によれば、上下方向に穿孔した様々な内径寸法からなる基準孔100aを有する複数種類のワーク100の位置を、予め定められた所定の停止位置に修正(位置決め)する位置決め装置1であって、水平方向ばかりでなく垂直方向に関してまで修正(位置決め)することができる位置決め装置を、低コストにて実現することできる。
【0054】
即ち、本実施例における位置決め装置1は、複雑な構造を有することなく、主に、既知のアクチュエーター3と、該アクチュエーター3のフィンガー部3bに固設される爪部2とからなる単純な構造を有するため、低コストにて実現することできる。
【0055】
そして、例えば、比較的重量の軽いワーク100であって、基準孔100aの内径寸法も小さい場合には、平面視円周方向に等間隔にて配設される複数の爪部2・2・・・が、アクチュエーター3によって、該円周の半径方向に向かって各々移動されることで、ワーク100は、基準孔100aの内周面を第一傾斜面21bに摺動させつつ下方へと移動される。
その結果、ワーク100の停止位置の垂直方向に関するズレは修正され、図4(b)に示すように、基準孔100aの周縁部の裏面が爪部2の水平面22aに当接されることで、垂直方向に関するワーク100の「仮停止位置」は、「設定停止位置」に修正(位置決め)されるのである。
【0056】
また、比較的重量の重いワーク100であって、基準孔100aの内径寸法も大きい場合には、平面視円周方向に等間隔にて配設される複数の爪部2・2・・・が、アクチュエーター3によって、該円周の半径方向に向かって各々移動されることで、ワーク100は、基準孔100aの内周面を第二傾斜面22bに摺動させつつ上方へと移動される。
その結果、ワーク100の停止位置の垂直方向に関するズレは修正され、図5(b)に示すように、基準孔100aの周縁部の裏面が爪部2の水平面22aに当接されることで、垂直方向に関するワーク100の「仮停止位置」は、「設定停止位置」に修正(位置決め)されるのである。
【符号の説明】
【0057】
1 位置決め装置
2 爪部
21 第一位置決め部
21b 第一傾斜面
22 第二位置決め部
22a 水平面
22b 第二傾斜面
100 ワーク
100a 基準孔
【特許請求の範囲】
【請求項1】
上下方向に穿孔した基準孔を有するワークの位置を、予め定められた所定の位置に位置決めする位置決め装置であって、
前記基準孔の軸心方向に向かって延出し、
前記基準孔の内周部に同時に挿入可能に設けられる複数の爪部を備え、
これら複数の爪部は、
平面視円周方向に等間隔にて配設されるとともに、
前記基準孔の内周部にて前記基準孔の半径方向に移動可能に設けられ、
各爪部は、
前記基準孔の内周面と対向する側の側面において、
上下方向途中部から上端部にかけて形成される第一位置決め部と、
該第一位置決め部の下端部から下方に向かって形成される第二位置決め部と
を有して構成され、
前記第一位置決め部においては、
その下端部に、下方に向かうにつれて前記基準孔の中心に近接するよう傾斜する第一傾斜面が形成され、
前記第二位置決め部においては、
その上端部に、前記第一傾斜面の下端部より前記基準孔の内周面側に向かって水平方向に延出する水平部が形成されるとともに、
該水平部の延出端部に、
下方に向かうにつれて前記基準孔の中心から離間するよう傾斜する第二傾斜面が形成される、
ことを特徴とする位置決め装置。
【請求項1】
上下方向に穿孔した基準孔を有するワークの位置を、予め定められた所定の位置に位置決めする位置決め装置であって、
前記基準孔の軸心方向に向かって延出し、
前記基準孔の内周部に同時に挿入可能に設けられる複数の爪部を備え、
これら複数の爪部は、
平面視円周方向に等間隔にて配設されるとともに、
前記基準孔の内周部にて前記基準孔の半径方向に移動可能に設けられ、
各爪部は、
前記基準孔の内周面と対向する側の側面において、
上下方向途中部から上端部にかけて形成される第一位置決め部と、
該第一位置決め部の下端部から下方に向かって形成される第二位置決め部と
を有して構成され、
前記第一位置決め部においては、
その下端部に、下方に向かうにつれて前記基準孔の中心に近接するよう傾斜する第一傾斜面が形成され、
前記第二位置決め部においては、
その上端部に、前記第一傾斜面の下端部より前記基準孔の内周面側に向かって水平方向に延出する水平部が形成されるとともに、
該水平部の延出端部に、
下方に向かうにつれて前記基準孔の中心から離間するよう傾斜する第二傾斜面が形成される、
ことを特徴とする位置決め装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−40658(P2012−40658A)
【公開日】平成24年3月1日(2012.3.1)
【国際特許分類】
【出願番号】特願2010−185344(P2010−185344)
【出願日】平成22年8月20日(2010.8.20)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成24年3月1日(2012.3.1)
【国際特許分類】
【出願日】平成22年8月20日(2010.8.20)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]