
位置補正装置およびレーザ加工機
【課題】移動装置の位置決め制御の精度の向上と加工速度の向上とを両立できる位置決め装置およびレーザ加工機を提供すること。
【解決手段】座標平面におけるレーザビームBの加工予定軌跡と目標軌跡との間で距離の最も近い2点の組が探索され、その2点間の各々の距離が算出される。算出された各々の距離に基づいて加工予定軌跡を作るための指令が補正されるので、加工予定軌跡を目標軌跡に近づけることができる。これらの処理は被加工物WにレーザビームBを照射する前に実行されるので、レーザ加工時における移動装置の位置決め速度(移動速度)を低下させることなく移動装置の位置決め制御の精度を向上できる。また、変位にヒステリシスをもつピエゾアクチュエータ等の移動装置であっても、ヒステリシスを考慮した補正ができる。
【解決手段】座標平面におけるレーザビームBの加工予定軌跡と目標軌跡との間で距離の最も近い2点の組が探索され、その2点間の各々の距離が算出される。算出された各々の距離に基づいて加工予定軌跡を作るための指令が補正されるので、加工予定軌跡を目標軌跡に近づけることができる。これらの処理は被加工物WにレーザビームBを照射する前に実行されるので、レーザ加工時における移動装置の位置決め速度(移動速度)を低下させることなく移動装置の位置決め制御の精度を向上できる。また、変位にヒステリシスをもつピエゾアクチュエータ等の移動装置であっても、ヒステリシスを考慮した補正ができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、位置補正装置およびレーザ加工機に関し、特に、移動装置の位置決め制御の精度の向上と加工速度の向上とを両立できる位置決め装置およびレーザ加工機に関するものである。
【背景技術】
【0002】
従来より、被加工物にレーザビームを照射して加工を行うレーザ穴あけ加工機やレーザトリマ、レーザリペア等のレーザ加工機には、ガルバノモータやピエゾアクチュエータ、リニアモータ等の移動装置が用いられる。移動装置は、レーザビームと被加工物とを相対移動させる装置であり、移動装置を位置決め制御し、被加工物に対するレーザビームの照射位置を座標平面に沿って相対移動(XY走査)することで、被加工物の座標平面上の任意の箇所を加工できる。レーザビームによる被加工物の加工精度を向上させるには、移動装置の位置決め制御の精度の向上が必要である。移動装置の位置決め制御は、一般にフィードバック制御により行われている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−97310号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に開示される技術では、レーザ加工時にモータ(移動装置)の実位置と実速度とを位置決め制御装置にフィードバックするので、移動装置の位置決め制御に時間的な遅れが常に存在していた。そのため、移動装置の位置決め制御の精度を向上するには、この時間的な遅れを考慮して、移動装置の位置決め速度(移動速度)を低下させる必要があった。その結果、移動装置の位置決めに要する時間が長くなり加工速度が低下するという問題点があった。
【0005】
また、変位にヒステリシスをもつピエゾアクチュエータ等の移動装置では、ヒステリシスがフィードバック制御を行う制御対象の外乱となるので、移動装置の位置決め制御の精度の向上と位置決め速度(移動速度)の向上とを両立することが困難であった。
【0006】
本発明は上述した問題点を解決するためになされたものであり、移動装置の位置決め制御の精度の向上と位置決め速度(移動速度)の向上とを両立できる位置決め装置およびレーザ加工機を提供することを目的とする。
【課題を解決するための手段および発明の効果】
【0007】
この目的を達成するために、請求項1記載の位置補正装置によれば、指令取得手段により目標軌跡に対応する移動装置への指令が取得され、その指令取得手段により取得される指令に基づいて、作動手段により移動装置が作動される。その作動手段により移動装置が作動されることで相対移動されるレーザビームの照射位置の座標平面における軌跡である加工予定軌跡が、加工予定軌跡取得手段により取得される。その加工予定軌跡取得手段により取得される加工予定軌跡上の加工予定点と、設定された目標軌跡上の目標点との間で最も近い2点である最近点の組が、最近点探索手段により探索される。その最近点探索手段により探索される最近点の組の2点間の各々の距離に基づいて、加工予定軌跡が目標軌跡に近づくように、指令取得手段により取得される指令の補正値が補正値算出手段により算出される。この補正値を指令に反映させることにより、加工予定軌跡を目標軌跡に近づけることができる。これら指令取得手段、作動手段、加工予定軌跡取得手段、最近点探索手段および補正値算出手段は、被加工物にレーザビームを照射する前に実行され、加工予定軌跡および設定された目標軌跡に基づいて移動装置への指令が補正されるので、移動装置のレーザ加工時の位置決め速度(移動速度)を低下させることなく移動装置の位置決め制御の精度を向上できる効果がある。
【0008】
また、変位にヒステリシスをもつピエゾアクチュエータ等の移動装置であっても、作動手段により作動される移動装置による加工予定軌跡および設定された目標軌跡に基づいて移動装置への指令が補正されるので、ヒステリシスを考慮した補正ができる。これにより、移動装置の位置決め制御の精度の向上と位置決め速度(移動速度)の向上とを両立できる効果がある。
【0009】
請求項2記載の位置補正装置によれば、最近点探索手段は、加工予定軌跡取得手段により取得される加工予定軌跡上の加工予定点の座標および目標軌跡上の目標点の座標に基づいて加工予定点と目標点との距離を算出し最近点の組を探索するので、最近点探索手段において点と線(軌跡)との距離の演算を不要にできる。これにより、最近点探索手段では2点間の距離を演算すればよいので、請求項1の効果に加え、最近点探索手段における演算処理を簡素化できる効果がある。
【0010】
請求項3記載の位置補正装置によれば、加工予定軌跡取得手段により取得される加工予定軌跡が目標軌跡に近似する所定の条件を満たすかを判断する補正値判断手段を備え、その補正値判断手段により加工予定軌跡が目標軌跡に近似する所定の条件を満たすと判断されるまで、指令取得手段、作動手段、加工予定軌跡取得手段、最近点探索手段および補正値算出手段による処理は繰り返し実行される。指令取得手段は、補正値算出手段により算出される補正値が反映された指令を取得するので、請求項1又は2の効果に加え、処理を繰り返す毎に加工予定軌跡を目標軌跡に近付けることができると共に、移動装置の位置決め制御の精度を所定範囲内に確保できる効果がある。
【0011】
請求項4記載の位置補正装置によれば、指令取得手段、作動手段、加工予定軌跡取得手段、最近点探索手段および補正値算出手段の内の少なくとも1による処理回数が計数手段により計数され、その計数手段により計数される処理回数が所定回数以上であるか処理回数判断手段により判断される。判断の結果、処理回数が所定回数以上であるまで、指令取得手段、作動手段、加工予定軌跡取得手段、最近点探索手段および補正値算出手段による処理は繰り返し実行される。指令取得手段は、補正値算出手段により算出される補正値が反映された指令を取得するので、請求項1又は2の効果に加え、処理を繰り返す毎に加工予定軌跡を目標軌跡に近付けることができ、移動装置の位置決め制御の精度を確保できる効果がある。さらに、処理が必要以上に繰り返し行われることが防止され、処理時間が長期化することを防止できる効果がある。
【0012】
請求項5記載の位置補正装置によれば、最近点探索手段は、目標軌跡上の目標点を基準にして、加工予定軌跡取得手段により取得される加工予定軌跡上の加工予定点までの距離の最も近い最近点の組を探索するので、加工予定軌跡のうちダミーとなる加工予定点を無視して、基準となる目標点の最近点を探索することができる。これにより請求項1から4のいずれかの効果に加え、加工予定軌跡を効率良く補正できる効果がある。
【0013】
請求項6記載の位置補正装置によれば、目標軌跡は閉じた図形を構成し、加工予定軌跡は、図形の内側に位置する始点から始まり図形の内側に位置する終点まで描かれ、少なくとも1箇所で交差するものである。加工予定軌跡取得手段により取得される加工予定点のうち図形の外形を形成する加工予定軌跡上の加工予定点と、図形の外形の内側に位置し始点から始まる加工予定軌跡上の加工予定点との距離が所定距離以下である2点の組が第1近接探索手段により探索され、その第1近接探索手段により探索される2点の組の中から、始点からの加工予定軌跡に沿う距離が最も小さい図形開始点が図形開始点探索手段により探索される。また、加工予定軌跡取得手段により取得される加工予定点のうち図形の外形を形成する加工予定軌跡上の加工予定点と、図形の外形の内側に位置し終点に向かう加工予定軌跡上の加工予定点との距離が所定距離以下である2点の組が第2近接探索手段により探索され、その第2近接探索手段により探索される2点の組の中から、終点からの加工予定軌跡に沿う距離が最も小さい図形終了点が図形終了点探索手段により探索される。これにより、目標軌跡である図形の縁(外形)に影響を与える図形開始点および図形終了点を探索することができる。補正値算出手段は、図形開始点探索手段により探索される図形開始点から図形終了点探索手段により探索される図形終了点までに対応する補正値を算出するので、請求項1から5のいずれかの効果に加え、図形の外形を形成する加工予定点を効率良く補正できる効果がある。
【0014】
請求項7記載のレーザ加工機によれば、被加工物に照射するレーザビームがレーザ発生装置により発生され、そのレーザ発生装置により発生されるレーザビームの被加工物に対する照射位置が、設定された目標軌跡に応じて座標平面に沿って移動装置により相対移動される。また、レーザビームに対する移動装置の相対位置が目標軌跡に対応して制御装置により指令される。さらに、請求項1から6のいずれかに記載の位置補正装置を備えているので、請求項1から6のいずれかに記載の位置補正装置と同等の効果があり、位置決め制御の精度の向上と位置決め速度(移動速度)の向上とを両立できる。その結果、加工精度の向上と加工速度の向上とを両立できる効果がある。
【図面の簡単な説明】
【0015】
【図1】第1実施の形態におけるレーザ加工機の模式図である。
【図2】位置補正装置の電気的構成を示すブロック図である。
【図3】位置補正処理を示すフローチャートである。
【図4】座標平面の加工予定軌跡および図形開始点を示す模式図である。
【図5】図形開始点探索処理を示すフローチャートである。
【図6】近接探索処理を示すフローチャートである。
【図7】座標平面の加工予定軌跡および図形終了点を示す模式図である。
【図8】図形終了点探索処理を示すフローチャートである。
【図9】座標平面の加工予定軌跡、目標軌跡、最近点対および最近点対間の距離を示す模式図である。
【図10】補正値算出処理を示すフローチャートである。
【図11】最近点探索処理を示すフローチャートである。
【図12】補正処理を示すフローチャートである。
【図13】第2実施の形態における位置補正処理を示すフローチャートである。
【発明を実施するための形態】
【0016】
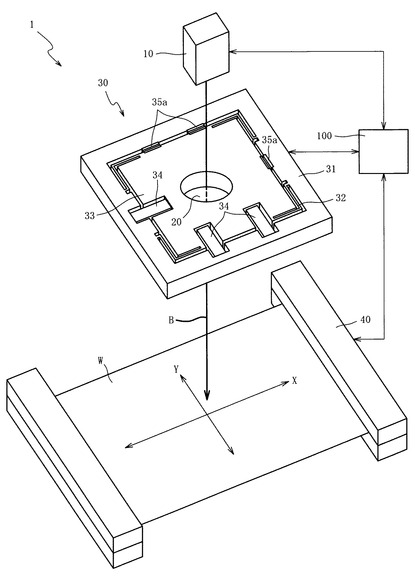
以下、本発明の好ましい実施の形態について、添付図面を参照して説明する。まず、図1を参照して、本発明の第1実施の形態におけるレーザ加工機1について説明する。図1はレーザ加工機1の模式図である。図1に示すようにレーザ加工機1は、レーザ光(レーザビーム)を発生するレーザ発生装置10と、そのレーザ発生装置10により発生されるレーザ光を集光する集光部20と、その集光部20をレーザ光の光軸と直交する方向に移動させる光路移動装置30と、集光部20により集光されるレーザビームBが照射されて加工される被加工物Wを保持する保持装置40と、位置補正装置100とを主に備えて構成されている。レーザ加工が施される被加工物Wは、金属製や合成樹脂製等でシート状や板状等に形成されたものが用いられる。
【0017】
レーザ発生装置10は、レーザ光を発振するレーザ発振器(図示せず)を備えて構成されている。集光部20は、レーザ発生装置10から発生されるレーザ光の光軸と直交する面内に配設された光路移動装置30に固定されている。
【0018】
光路移動装置30は、矩形の板状に形成されると共に加工ヘッド(図示せず)に固定される枠体31と、その枠体31の内側に隙間をあけて配設されると共に単板バネ状に形成される弾性部32を介して四隅が枠体31に連結されるステージ部33と、そのステージ部33の隣接する2つの側面と枠体31との対向面に2面がそれぞれ当接して配設される3個のピエゾアクチュエータ34とを主に備えて構成されている。ピエゾアクチュエータ34は電圧を加えると伸縮して変位するので、3個のピエゾアクチュエータ34に加える電圧を制御することにより、ステージ部33をXY走査することができる。集光部20は透過するレーザビームBを集光する部材であり、ステージ部33に貫設されている。そのため、ステージ部33をXY走査することで、レーザビームBの光路をXY走査させ、被加工物Wに照射されるレーザビームBの照射位置をパルスレーザの光軸と直交する座標平面に沿って相対移動(XY走査)できる。
【0019】
ピエゾステージ位置センサ35aは静電容量センサにより構成され、ピエゾアクチュエータ34が配設されるステージ部33の側面を除くステージ部33の側面と枠体31との対向間に配設されている。ピエゾステージ位置センサ35aがステージ部33の側面と枠体31との対向間に配設されているので、ピエゾアクチュエータ34の変位量、即ちステージ部33の変位量を直接的に検出することができる。
【0020】
保持装置40は、被加工物Wの両側を挟持し、レーザ光の光軸と直交する座標平面に沿って被加工物Wを保持する装置である。本実施の形態では、保持装置40はXYステージ(図示せず)の上に設けられている。
【0021】
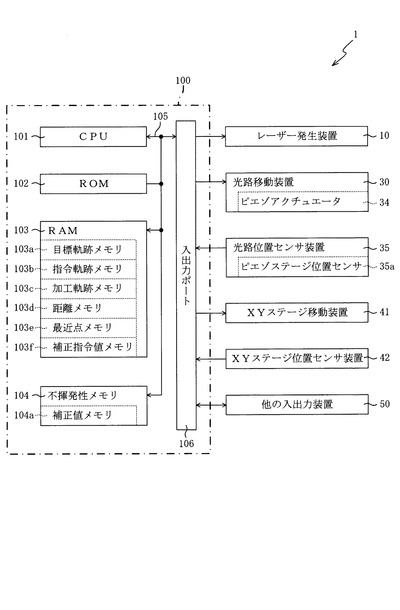
次に、図2を参照して、位置補正装置100の電気的構成について説明する。図2は位置補正装置100の電気的構成を示すブロック図である。位置補正装置100は、レーザ加工機1を制御するNC方式の制御装置の一部として設けられており、図2に示すように、CPU101、ROM102、RAM103及び不揮発性メモリ104を備え、それらがバスライン105を介して入出力ポート106に接続されている。また、入出力ポート106には光路移動装置30や光路位置センサ装置35等の装置が接続されている。
【0022】
CPU101は、バスライン105により接続された各部を制御する演算装置であり、ROM102はCPU101により実行される制御プログラム(例えば、図3、図5、図6、図8、図10、図11及び図12に図示されるフローチャートのプログラム)や固定値データ等を記憶する書き換え不能な不揮発性のメモリである。RAM103は、制御プログラムの実行時に各種のデータを書き換え可能に記憶するためのメモリであり、図2に示すように、目標軌跡メモリ103a、指令軌跡メモリ103b、加工軌跡メモリ103c、距離メモリ103d、最近点メモリ103e及び補正指令値メモリ103fが設けられている。
【0023】
目標軌跡メモリ103aは、レーザ加工機1の制御装置に入力された目標とする加工の軌跡(以下「目標軌跡」と称す)の座標が記憶されるメモリである。レーザ加工機1には、加工開始座標、加工終了座標ならびにその間の加工曲線データ及び加工パターンデータ等の各種データが入力され、CPU101は入力されたデータに基づいて目標軌跡の座標のデータを作成する。CPU101は、その目標軌跡lt(図4参照)を構成する目標点Pt[i](iは自然数)の座標のデータを読み込み、目標軌跡メモリ103aに記憶する。なお、Pt[i]はi番目の目標点を示している。
【0024】
指令軌跡メモリ103bは、光路移動装置30及びXYステージ移動装置41による集光部20及びXYステージ(図示せず)の座標平面における軌跡(以下「指令軌跡」と称す)の座標(数値情報)が記憶されるメモリである。CPU101は、目標軌跡ltの座標のデータに基づいて、レーザビームBの照射位置が目標軌跡lt上にくるように、光路移動装置30及びXYステージ移動装置41の指令軌跡の数値情報を作成する。さらにCPU101は、ダミーの加工予定軌跡を作るための指令軌跡の数値情報を作成する。CPU101は、その指令軌跡を構成する指令点Pr[i](i=1〜n)の座標のデータを読み込み、指令軌跡メモリ103bに記憶する。なお、Pr[i]はi番目の指令点を示している。本実施の形態では、以下、光路移動装置30による指令軌跡に基づく位置補正装置100の動作について説明する。
【0025】
加工軌跡メモリ103cは、レーザビームBの照射位置の座標平面における軌跡(以下「加工予定軌跡」と称す)の座標が記憶されるメモリである。CPU101が出力する指令軌跡に基づいてステージ部33(集光部20)が移動され、その結果、レーザビームBの照射位置の加工予定軌跡loが作られる。本実施の形態では、上述したようにピエゾアクチュエータ34の変位量、即ちステージ部33のX軸およびY軸の変位量を、ピエゾステージ位置センサ35aにより直接的に検出することができる。ステージ部33には集光部20が貫設されており、集光部20のX軸およびY軸の変位量は被加工物Wに照射されるレーザビームBの照射位置に対応する。
【0026】
従って、CPU101は、ピエゾステージ位置センサ35aの検出結果を処理することにより加工予定軌跡loを作成し、その結果を加工軌跡メモリ103cに記憶する。加工軌跡メモリ103cには、加工予定軌跡loを構成する加工予定点Po[i](i=1〜n)の座標のデータが記憶される。なお、Po[i]はi番目の加工予定点を示している。また、i番目の指令点Prに対応してi番目の加工予定点Poが作られる。
【0027】
距離メモリ103dは、後述する近接探索処理(S14)及び第2近接探索処理(S34)において、線形探索された最近点対の距離を、変数iと共に記憶するメモリである。最近点メモリ103eは、後述する最近点探索処理(S54)において、線形探索された最近点対のX座標およびY座標を、変数iと共に記憶するメモリである。
【0028】
補正指令値メモリ103fは、後述する補正処理(S8)において、補正された指令軌跡を構成する指令点の座標が記憶されるメモリである。
【0029】
不揮発性メモリ104は、各種のデータを書き換え可能に記憶する不揮発性のメモリであり、図2に示すように補正値メモリ104aが設けられている。補正値メモリ104aは、後述する補正値算出処理(S7)において、算出された最近点対のX座標およびY座標のそれぞれの差分(補正値)を、変数iと共に記憶するメモリである。
【0030】
光路移動装置30は、上述したように、光軸と直交する平面内で集光部20を2次元的に移動させる装置であり、ピエゾアクチュエータ34を備えている。光路位置センサ装置35は、集光部20が固定されるステージ部33の位置情報を検出する位置情報検出センサであり、ステージ部33の位置情報を検出するピエゾステージ位置センサ35aと、そのピエゾステージ位置センサ35aによる検出結果を処理してCPU101に出力する出力回路(図示せず)とを備えている。本実施の形態では、ピエゾステージ位置センサ35aは静電容量センサにより構成されているが、ピエゾアクチュエータ34の外壁に現れる誘導電荷(変位量に比例する)を検出するセンサにより構成することも可能である。
【0031】
XYステージ移動装置41は、被加工物Wを保持する保持装置40(図1参照)が載置されたXYステージ(図示せず)をX軸方向およびY軸方向に移動させる装置である。これにより、保持装置40に保持される被加工物Wは、座標平面内を2次元的に移動可能にされる。XYステージ位置センサ装置42は、XYステージのX軸およびY軸における位置情報を検出する装置であり、リニアエンコーダ等のXYステージ位置センサ(図示せず)と、その検出結果を処理してCPU101に出力する出力回路(図示せず)とを備えている。
【0032】
図2に示す他の入出力装置50としては、目標軌跡メモリ103aに目標軌跡ltの座標のデータを記憶させるためにデータを入力する入力装置、目標軌跡ltや指令軌跡、加工予定軌跡loの数値情報(座標)を可視化(画像化)して出力するモニタ等などが例示される。
【0033】
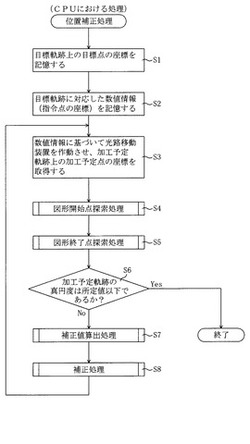
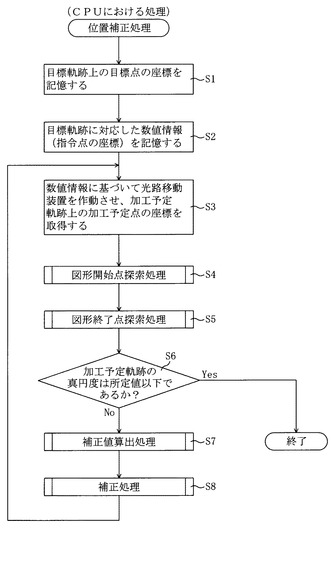
次いで、図3から図12を参照して、位置補正処理について説明する。図3は位置補正処理を示すフローチャートである。この処理は、位置補正装置100の電源が投入されている間、CPU101によって実行される処理であり、目標軌跡ltに加工予定軌跡loを近づけるために指令軌跡の数値情報(座標)を補正する処理である。本実施の形態では、直径0.1mmの円(閉じた図形の1種)の穴あけ加工を、パルスレーザ(照射回数1500回程度)を照射して行う場合の処理を説明する。
【0034】
図3に示すようにCPU101は位置補正処理に際し、まず、設定された目標軌跡lt上の目標点Pt[i]の座標を目標軌跡メモリ103aに格納する(S1)。次いで、目標軌跡ltを作るための指令点Pr[i]の数値情報(座標)を、目標点Pt[i]に関連付けて指令軌跡メモリ103bに格納する(S2)。次にCPU101は、指令点Pr[i]の数値情報に基づいて光路移動装置30を作動させ、レーザビームBの照射位置の軌跡(加工予定軌跡lo)上の加工予定点Po[i]の座標を取得し、加工軌跡メモリ103cに格納する(S3)。
【0035】
次いでCPU101は、図形開始点探索処理(S4)、図形終了点探索処理(S5)を実行した後、加工予定軌跡loの真円度が所定値以下であるか否かを判断する(S6)。その結果、加工予定軌跡loの真円度が所定値より大きいと判断される場合には(S6:No)、補正値算出処理(S7)、補正処理(S8)を実行した後にS3の処理に戻り、加工予定軌跡loの真円度が所定値以下であると判断される場合には(S6:Yes)、CPU101はこの位置補正処理を終了する。
【0036】
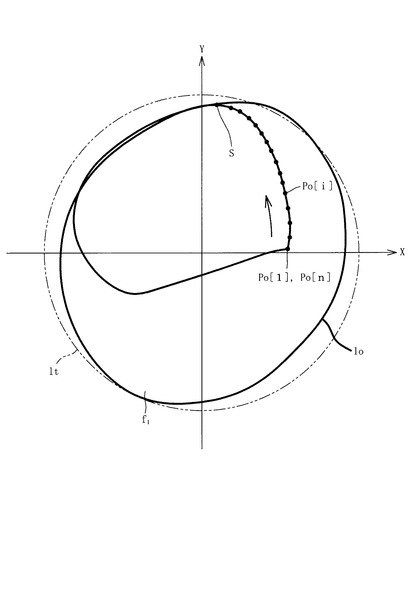
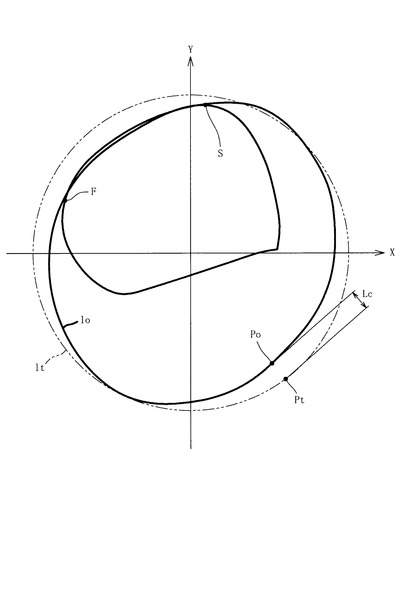
次に図4から図6を参照して、図形開始点探索処理(S4)について説明する。図4は座標平面の加工予定軌跡lo及び図形開始点Sを示す模式図である。本実施の形態では、図4に示すように、目標軌跡ltとして円(閉じた図形の1種)を設定し、穴あけ加工を行うものとする。加工予定軌跡loは、図形f1(円)の内側に位置する始点Po[1]から、反時計回りに目標軌跡ltに漸次近付いた後、目標軌跡ltに沿って1周を越えて進み、目標軌跡ltから離れて図形f1(円)の内側に位置する終点Po[n]までを結ぶ曲線とされる。ここで、レーザビームB(図1参照)の照射が開始される加工予定軌跡loの始点Po[1]は加工径(孔径)が大きくなる傾向がみられる。しかし、加工予定軌跡loの始点Po[1]がレーザビームBによってくり貫かれる目標軌跡lt(円)の内側に位置し、目標軌跡ltの内側にダミーの加工予定点が設けられているので、図形(円)の輪郭(孔)を綺麗に加工することができる。
【0037】
また、加工予定軌跡loは、始点Po[1]から始まり、反時計回りに円を描くように形成されると共に、2箇所で交差して、図形f1の内側に位置する終点Po[n]で終了する。始点Po[1]の座標と終点Po[n]の座標とは同一に設定されている。加工予定軌跡loの終点Po[n]はレーザの出力が不安定になるため、加工径(孔径)が大きくなる傾向がみられる。しかし、加工予定軌跡loの終点Po[n]がレーザビームBによってくり貫かれる目標軌跡lt(円)の内側に位置し、目標軌跡ltの内側にダミーの加工予定点が設けられているので、図形(円)の輪郭(孔)を綺麗に加工することができる。
【0038】
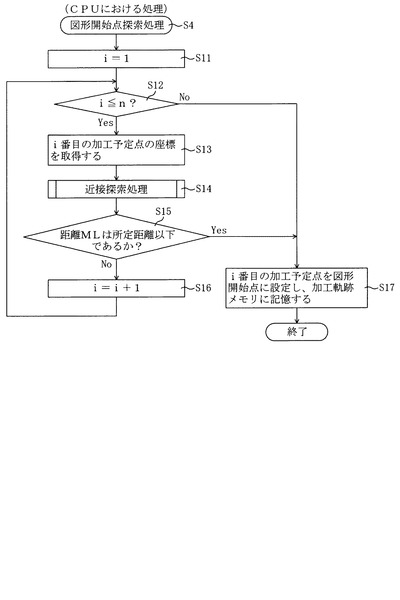
次に、図5を参照して図形開始点探索処理(S4)について説明する。図5は図形開始点探索処理(S4)を示すフローチャートである。図5に示すように、図形開始点探索処理(S4)では、まず、変数iに1を設定し変数iの初期設定を行う(S11)。次に、変数iは、加工軌跡メモリ103cに記憶されている加工予定点Po[i]のデータ数(n)以下であるか否かを判断し(S12)、変数iは加工軌跡メモリ103cに記憶されている加工予定点Po[i]のデータ数以下である(i≦n)と判断される場合には(S12:Yes)、CPU101は、i番目の加工予定点Po[i]のX座標およびY座標を取得し(S13)、近接探索処理(S14)を実行する。
【0039】
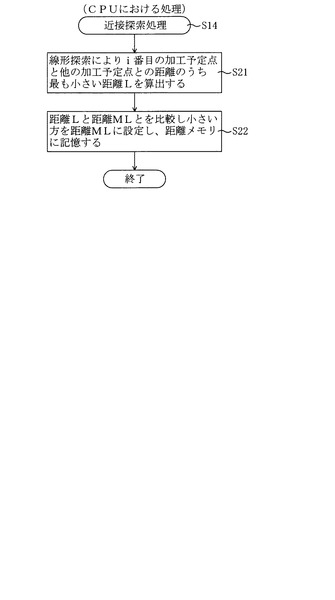
次に、図6を参照して近接探索処理(S14)について説明する。図6は近接探索処理(S14)を示すフローチャートである。図6に示すように、近接探索処理(S14)では、線形探索により加工予定点Po[i]と他の加工予定点との距離を全て計算して、最も距離の小さい2点の加工予定点(最近点対)の距離Lを算出する(S21)。なお、S21の処理では、距離を計算する他の加工予定点は目標軌跡に対応する加工予定点とする。図形f1の外形を形成する加工予定点を対象とするためである。次いで、算出された距離Lと、これまで算出された距離のうち最も小さい距離ML(距離メモリ103dに記憶される)とを比較して、小さい方を距離MLとして更新し、変数iと共に距離メモリ103dに記憶し(S22)、この近接探索処理(S14)を終了する。
【0040】
図5に戻って説明する。近接探索処理(S14)の後、距離MLは予め設定された所定距離(例えば0.5μm)以下であるか否かを判断する(S15)。その結果、距離MLが所定距離より大きいと判断される場合には(S15:No)、変数iに1を加算して(S16)、S12の処理に戻る。これに対しS15の処理の結果、距離MLが所定距離以下であると判断される場合には(S15:Yes)、距離MLが所定距離以下であると判断されるi番目の加工予定点Po[i]を図形開始点S(図4参照)に設定し、加工軌跡メモリ103cに記憶して(S17)、この図形開始点探索処理(S4)を終了する。
【0041】
また、S12の処理の結果、変数iは加工軌跡メモリ103cに記憶されている加工予定点Po[i]のデータ数より大きい(i>n)と判断される場合には(S12:No)、距離メモリ103dに距離MLが記憶されているi番目の加工予定点Po[i]を図形開始点Sに設定し、変数iを加工軌跡メモリ103cに記憶して(S17)、この図形開始点探索処理(S4)を終了する。以上のように図形開始点探索処理(S4)では、加工予定軌跡loが交差することを利用して最近傍探索により図形開始点Sを探索するので、演算処理を簡素化させて図形開始点Sを短時間で探索できる。これにより位置補正処理に要する時間を短縮できる。
【0042】
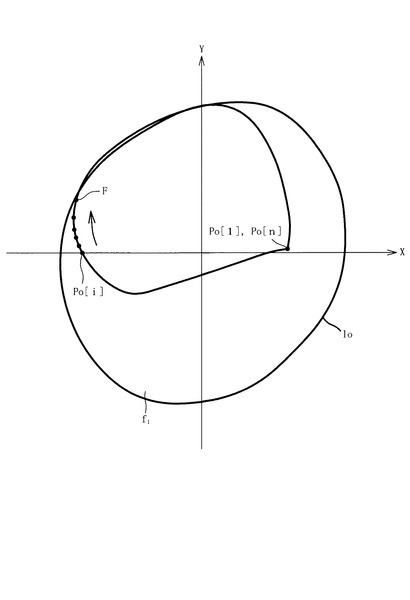
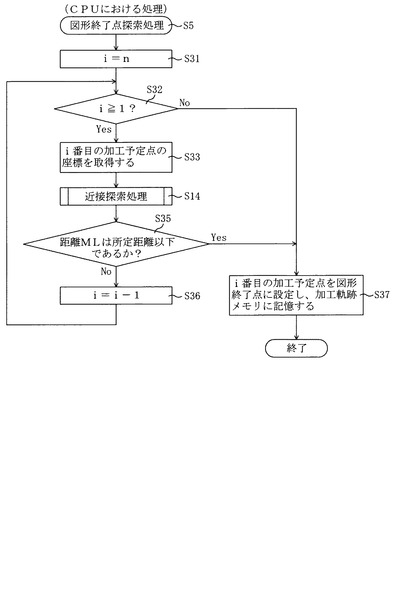
次に、図7及び図8を参照して、図形終了点探索処理(S5)について説明する。図7は座標平面の加工予定軌跡lo及び図形終了点Fを示す模式図であり、図8は図形終了点探索処理(S5)を示すフローチャートである。図8に示すように、図形終了点探索処理(S5)では、まず、変数iにnを設定し変数iの初期設定を行う(S31)。次に、変数iは1以上であるか否かを判断し(S32)、変数iは1以上である(i≧1)と判断される場合には(S32:Yes)、CPU101は加工予定点Po[i]のX座標およびY座標を取得し(S33)、近接探索処理(S14、図6参照)を実行する。
【0043】
近接探索処理(S14)の後、距離MLは予め設定された所定距離以下であるか否かを判断する(S35)。その結果、距離MLが所定距離より大きいと判断される場合には(S35:No)、変数iから1を減算して(S36)、S32の処理に戻る。これに対しS35の処理の結果、距離MLが所定距離以下であると判断される場合には(S35:Yes)、距離MLが所定距離以下であると判断されるi番目の加工予定点Po[i]を図形終了点Fに設定し、変数iを加工軌跡メモリ103cに記憶して(S37)、この図形終了点探索処理(S5)を終了する。
【0044】
また、S32の処理の結果、変数iが1未満であると判断される場合には(S32:No)、距離メモリ103dに距離MLが記憶されているi番目の加工予定点Po[i]を図形終了点Fに設定し、変数iを加工軌跡メモリ103cに記憶して(S37)、この図形終了点探索処理(S5)を終了する。以上のように図形終了点探索処理(S5)では、加工予定軌跡loが交差することを利用して最近傍探索により図形終了点Fを探索するので、演算処理を簡素化させて図形終了点Fを短時間で探索できる。これにより位置補正処理に要する時間を短縮できる。
【0045】
図形終了点探索処理(S5)の後、図3に示すように、CPU101は図形開始点Sに設定された加工予定点Po[i]から図形終了点Fに設定された加工予定点Po[i]までの加工予定点によって形成される加工予定軌跡の真円度を演算し、その真円度が、ROM102に予め記憶された所定値以下であるか否かを判断する(S6)。その結果、真円度が所定値以下であると判断される場合には(S6:Yes)、この位置補正処理を終了する。一方、S6の処理の結果、真円度が所定値より大きいと判断される場合には(S6:No)、指令軌跡の数値情報を補正するための補正値を算出する補正値算出処理(S7)を実行する。
【0046】
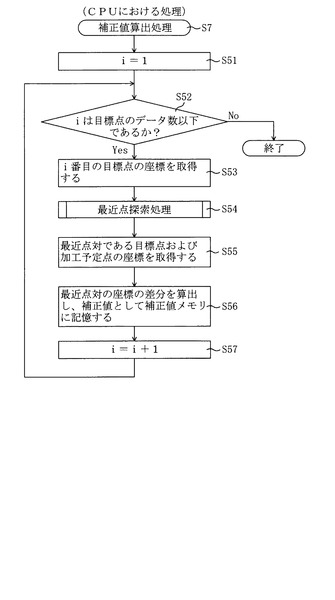
次に、図9から図11を参照して、補正値算出処理(S7)について説明する。図9は座標平面の加工予定軌跡lo、目標軌跡lt、最近点対Po,Pt及び最近点対間の距離Lcを示す模式図であり、図10は補正値算出処理(S7)を示すフローチャートである。図10に示すように、補正値算出処理(S7)では、まず、変数iに1を設定し変数iの初期設定を行う(S51)。次に、変数iは目標軌跡メモリ103aに記憶された目標点Pt[i]のデータ数以下であるか否かを判断し(S52)、変数iは目標軌跡メモリ103aに記憶された目標点Pt[i]のデータ数以下であると判断される場合には(S52:Yes)、CPU101は目標点Pt[i]のX座標およびY座標を取得し(S53)、最近点探索処理(S54)を実行する。
【0047】
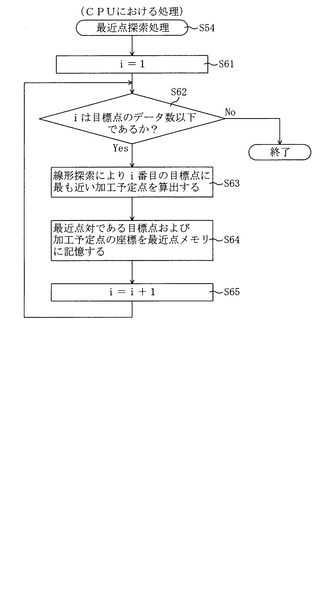
次に、図11を参照して、最近点探索処理(S54)について説明する。図11は最近点探索処理(S54)を示すフローチャートである。図11に示すように、最近点探索処理(S54)では、まず、変数iに1を設定し変数iの初期設定を行う(S61)。次に、変数iは目標軌跡メモリ103aに記憶された目標点Pt[i]のデータ数以下であるか否かを判断し(S62)、変数iは目標軌跡メモリ103aに記憶された目標点Pt[i]のデータ数以下であると判断される場合には(S62:Yes)、CPU101は線形探索により、加工軌跡メモリ103cに記憶された全ての加工予定点Po[i]の中から、目標点Pt[i]に最も近い加工予定点Po[i](最近点対)を探索して(S63)、最近点対である目標点Pt[i]及び加工予定点Po[i]のX座標およびY座標を最近点メモリ103eに記憶する(S64)。次いで、変数iに1を加算して(S65)、S62の処理に戻る。
【0048】
一方、S62の処理の結果、変数iは目標軌跡メモリ103aに記憶された目標点Pt[i]のデータ数より大きいと判断される場合には(S62:No)、この最近点探索処理(S54)を終了する。
【0049】
図10に戻って説明する。最近点探索処理(S54)の後、CPU101は、最近点メモリ103eから最近点対である目標点Pt[i]及び加工予定点Po[i]のX座標およびY座標を読み込み、取得する(S55)。次いで、読み込んだi番目の最近点対である目標点Pt[i]及び加工予定点Po[i]のX座標およびY座標の差分を算出し、これを補正値として補正値メモリ104aに記憶する(S56)。次に、変数iに1を加算して(S57)、S52の処理に戻る。S52の処理の結果、変数iは目標軌跡メモリ103aに記憶された目標点Pt[i]のデータ数より大きいと判断される場合には(S52:No)、この補正値算出処理(S7)を終了する。
【0050】
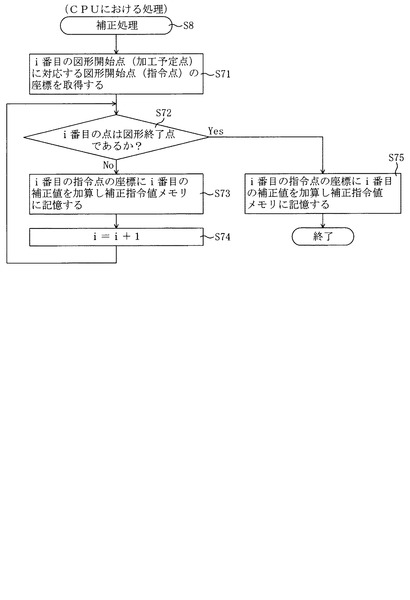
次に、図12を参照して、補正処理(S8)について説明する。図12は補正処理(S8)を示すフローチャートである。図12に示すように、補正処理(S8)では、まず、加工軌跡メモリ103cを参照して図形開始点S(加工予定点Po[i])の変数iを読み込み、その変数iに対応する図形開始点S(指令点Pr[i])のX座標およびY座標を指令軌跡メモリ103bから読み込み、取得する(S71)。
【0051】
次いで、加工軌跡メモリ103cを参照して、i番目の点が図形終了点F(図7参照)であるか否かを判断する(S72)。i番目の点が図形終了点Fでないと判断される場合には(S72:No)、補正値メモリ104aを参照して、指令点Pr[i]のX座標およびY座標にi番目の補正値を加算し、補正値メモリ103fに記憶した後(S73)、変数iに1を加算して(S74)、S72の処理に戻る。S72の処理の結果、i番目の点が図形終了点Fであると判断される場合には(S72:Yes)、補正値メモリ104aを参照して、指令点Pr[i]のX座標およびY座標にi番目の補正値を加算し、補正値メモリ103fに記憶し(S75)、この補正処理(S8)を終了する。
【0052】
補正処理(S8)の後(図3参照)、S3に戻って処理を実行する。これにより、S6の処理において加工予定軌跡loの真円度が所定値以下であると判断されるまで(S6:Yes)、S3からS8の処理が繰り返し実行され、加工予定軌跡loを目標軌跡ltに近づけることができる。その結果、光路移動装置30の位置決め制御の精度を向上できる。一方、加工予定軌跡loの真円度が所定値以下であると判断される場合には(S6:Yes)、CPU101はこの位置補正処理を終了する。これにより、光路移動装置30の位置決め制御の精度を所定の範囲内に確保できる。
【0053】
以上説明したように本発明の第1実施の形態によれば、座標平面におけるレーザビームBの目標軌跡ltの座標が取得されると共に、光路移動装置30の指令軌跡の座標(数値情報)が取得される。さらに、座標平面におけるレーザビームBの照射位置の加工予定軌跡loの座標が取得される。加工予定軌跡loと目標軌跡ltとの間で距離の最も近い2点の組(最近点対)が探索され、その2点間の各々の差分(補正値)が算出される。算出された各々の差分に基づいて指令軌跡の座標が補正されるので、加工予定軌跡loを目標軌跡ltに近づけることができる。このようにレーザビームBを被加工物Wに照射する前に、加工予定軌跡lo及び目標軌跡ltに基づいて指令軌跡を補正し、補正された指令軌跡に基づいてレーザ加工が行われるので、光路移動装置30の位置決め速度(移動速度)を低下させることなく、位置決め制御の精度を向上できる。
【0054】
また、光路移動装置30を構成するピエゾアクチュエータ34は変位にヒステリシスをもつが、加工予定軌跡lo及び目標軌跡ltに基づいて指令軌跡を補正するので、ヒステリシスを考慮した補正ができる。これにより、光路移動装置30の位置決め制御の精度の向上と位置決め速度(移動速度)の向上とを両立できる。
【0055】
また、加工予定点Poと目標軌跡lt(線)との間の距離または目標点Ptと加工予定軌跡loとの間の距離を演算する場合は、点と線(軌跡)との距離の演算のために補間処理等が必要になるが、加工予定点Poと目標点Ptとの間で距離の最も近い2点の組(最近点対)を探索するので、点と線(軌跡)との距離の演算を不要にできる。これにより演算処理を簡素化できる。
【0056】
位置補正装置100によれば、最近点探索処理(S54)において、目標点Ptを基準にして加工予定点Poまでの距離の最も近い組を探索するので、加工予定軌跡loのうちダミーとなる加工予定点(始点Po[1]から図形開始点Sまでの点、終点Po[n]から図形終了点Fまでの点)を無視して、目標点Ptの最近点を探索することができる。これにより、指令軌跡の座標を効率良く補正できる。
【0057】
また、加工予定軌跡loは、閉じた図形f1の内側に位置する始点Po[1]及び終点Po[n]の間に形成されるものであり、加工予定点Poの内の始点Po[1]に近い一の加工予定点と、終点Po[n]に近い他の加工予定点との距離Lが所定距離以下である2点の組が探索され、図形開始点S及び図形終了点Fが決定される。図形開始点S及び図形終了点Fは、目標軌跡ltである図形の縁に影響を与える点である。位置補正装置100によれば、図形の縁(外形)に影響を与える図形開始点Sから図形終了点Fまでに対応する指令軌跡を補正するので、ダミーとなる加工予定点(始点Po[1]から図形開始点Sまでの点、終点Po[n]から図形終了点Fまでの点)を無視して、目標軌跡ltに関係する指令軌跡の座標を効率良く補正できる。
【0058】
また、レーザ加工機1は、被加工物Wに対するレーザビームBの照射位置を相対移動させる移動装置(光路移動装置30及びXYステージ移動装置41)と、位置補正装置100とを備えているので、位置決め制御の精度の向上と位置決め速度(移動速度)の向上とを両立でき、その結果、加工精度の向上と加工速度の向上とを両立できる。
【0059】
また、位置補正装置100がレーザ加工機1に組み込まれており、NC方式の制御装置の一部として構成されているので、加工開始前や定期点検時などに必要に応じて適宜補正をすることが可能である。補正値の算出は、レーザ加工を行う目標軌跡の形状や大きさ毎に行い、補正値を不揮発性メモリ104(図2参照)に記憶しておく。レーザ加工時は、不揮発性メモリ104に記憶された補正値を反映させて制御装置が指令を行うことにより、煩雑なフィードバック制御を行うことなく、高精度の加工を行なうことができる。
【0060】
また、位置補正装置100は、レーザ加工機1と分離可能に構成し、必要に応じて(例えば、レーザ加工機1の出荷前や定期点検時など)レーザ加工機1に接続し、移動装置(光路移動装置30及びXYステージ移動装置41)の補正(チューニング)をすることも可能である。この場合は、レーザ加工機1の制御装置(図示せず)が備える不揮発性メモリに補正値を記憶しておく。これにより、同様に、煩雑なフィードバック制御を行うことなく、高精度の加工を行なうことができる。
【0061】
なお、図3に示すフローチャート(位置補正処理)において、請求項1記載の指令取得手段としてはS2の処理が、作動手段としてはS3の処理が、加工予定軌跡取得手段としてはS3の処理が、請求項3記載の補正値判断手段としてはS6の処理が該当する。図5に示すフローチャート(図形開始点探索処理)において、請求項6記載の第1近接探索手段としてはS14,S15の処理が、図形開始点探索手段としてはS17の処理がそれぞれ該当する。図8に示すフローチャート(図形終了点探索処理)において、請求項6記載の第2近接探索手段としてはS14,S35の処理が、図形終了点探索手段としてはS37の処理がそれぞれ該当する。図10に示すフローチャート(補正値算出処理)において、請求項1記載の補正値算出手段としてはS56の処理が該当する。図11に示すフローチャート(最近点探索処理)において、請求項1記載の最近点探索手段としてはS63の処理がそれぞれ該当する。
【0062】
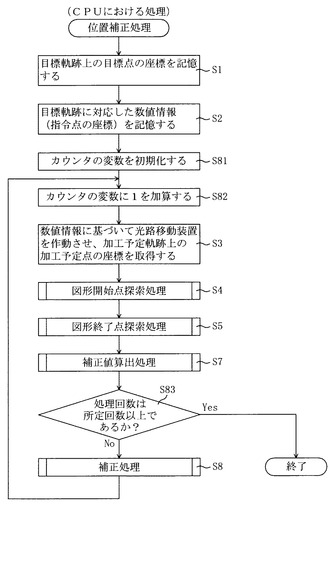
次に、図13を参照して、第2実施の形態について説明する。第1実施の形態では、位置補正処理(図3参照)において、加工予定軌跡の真円度が所定値以下であるか否かを判断する場合について説明した。これに対し第2実施の形態では、処理回数を計数するカウンタの変数を参照し、処理回数が所定回数以上であるか否かを判断する場合について説明する。図13は第2実施の形態における位置補正処理を示すフローチャートである。なお、第1実施の形態と同一の部分は、同じ符号を付して以下の説明を省略する。
【0063】
図13に示すように、位置補正処理において、処理回数を計数するカウンタの変数が初期化され(S81)、次にカウンタの変数に1が加算される(S82)。そして、補正値算出処理(S7)の後、S3,S4,S5及びS7の処理回数は所定回数以上であるか否かが判断される(S83)。本実施の形態では、位置補正装置100(図2参照)のRAM103にカウンタ(図示せず)を設ける。これによりS83の処理では、CPU101はカウンタを参照すると共に、ROM102に予め記憶されている所定値と比較して、処理回数は所定値(所定回数)以上であるか否かを判断する(S83)。その結果、処理回数は所定回数以上でないと判断される場合には(S83:No)、S8の処理を実行した後、S82の処理に戻る。
【0064】
これにより、S3,S4,S5及びS7の処理を繰り返し実行することができ、加工予定軌跡loを目標軌跡ltに近づけることができる。その結果、光路移動装置30の位置決め制御の精度を向上できる。一方、処理回数は所定回数以上であると判断される場合には(S83:Yes)、CPU101はこの位置補正処理を終了する。これにより、位置決め制御の精度を確保できる。さらに、S3,S4,S5及びS7の処理が必要以上に繰り返し行われることが防止され、処理時間が長期化することを防止できる。なお、図13に示すフローチャート(位置補正処理)において、請求項4記載の計数手段としてはS82の処理が、処理回数判断手段としてはS83の処理がそれぞれ該当する。
【0065】
以上、実施の形態に基づき本発明を説明したが、本発明は上記実施の形態に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲内で種々の改良変形が可能であることは容易に推察できるものである。例えば、上記実施の形態で挙げた目標軌跡ltを構成する円の直径(0.1mm)、目標点Pt[i]の数(1500個)は一例であり、他の数値を採用することは当然可能である。
【0066】
上記各実施の形態では、光路移動装置30の位置決め補正を行う場合について説明したが、必ずしもこれに限られるものではなく、被加工物Wを保持する保持装置40が載置されたXYステージ移動装置41の位置決め補正を行うことは当然可能である。
【0067】
また、上記各実施の形態では、光路移動装置30がピエゾアクチュエータ34を備えるピエゾスキャナとして構成される場合について説明したが、必ずしもこれに限られるものではなく、モータ等によりガルバノミラーを移動させてレーザビームBを移動させるガルバノスキャナとして構成される場合もある。この場合であっても、位置補正装置100によりガルバノミラーの位置補正を行うことが当然可能である。
【0068】
上記各実施の形態では、ステージ部33の変位を検出してレーザビームBの加工予定軌跡loを間接的に求める場合について説明したが、必ずしもこれに限られるものではなく、座標平面にレーザビームBの検出センサを配置して、加工予定軌跡loを直接的に検出することは当然可能である。
【0069】
上記各実施の形態では、閉じた図形の一例として円を挙げ、それを目標軌跡ltとする場合について説明したが、必ずしもこれに限られるものではなく、他の図形を採用することが可能である。他の図形としては、例えば、楕円、長円等の円形、三角形、四角形等の多角形が挙げられる。
【0070】
上記第1実施の形態では、位置補正処理(図3参照)のS6の処理において、加工予定軌跡の真円度を算出して評価する場合について説明したが、必ずしもこれに限られるものではなく、他の基準で評価することは当然可能である。他の基準としては、例えば、最近点対の距離や差分(補正値)の大きさを挙げることができる。距離や差分(補正値)が所定値よりも小さい場合に位置補正処理を終了することで、第1実施の形態と同様の効果を実現できる。
【0071】
上記各実施の形態では、レーザ加工機1が穴あけ加工機として用いられる場合について説明したが、必ずしもこれに限られるものではなく、他の加工機とすることは当然可能である。他の加工機としては、例えば、レーザトリマ、レーザリペア等を挙げることができる。
【0072】
上記各実施の形態では、最近点(最近傍)を算出する手段として線形探索(データ内の他の全ての点との距離を全部計算して、最も近いものを探す手段)を用いる場合について説明したが、必ずしもこれに限られるものではなく、空間分割等の他の最近傍探索に係る手段を用いることは当然可能である。
【0073】
上記各実施の形態では、加工予定軌跡lo(加工予定点Po)に基づいて図形開始点S及び図形終了点Fを探索する場合について説明したが、必ずしもこれに限られるものではなく、指令軌跡(指令点Pr)に基づいて図形開始点S及び図形終了点Fを探索することは当然可能である。加工予定軌跡lo(加工予定点Po)は、指令軌跡(指令点Pr)に応じて作られるからである。
【符号の説明】
【0074】
1 レーザ加工機
30 光路移動装置(移動装置の一部)
100 位置補正装置(制御装置の一部)
B レーザビーム
f1 図形
lo 加工予定軌跡
lt 目標軌跡
Po 加工予定点
Po[1] 始点
Po[n] 終点
Pt 目標点
W 被加工物
【技術分野】
【0001】
本発明は、位置補正装置およびレーザ加工機に関し、特に、移動装置の位置決め制御の精度の向上と加工速度の向上とを両立できる位置決め装置およびレーザ加工機に関するものである。
【背景技術】
【0002】
従来より、被加工物にレーザビームを照射して加工を行うレーザ穴あけ加工機やレーザトリマ、レーザリペア等のレーザ加工機には、ガルバノモータやピエゾアクチュエータ、リニアモータ等の移動装置が用いられる。移動装置は、レーザビームと被加工物とを相対移動させる装置であり、移動装置を位置決め制御し、被加工物に対するレーザビームの照射位置を座標平面に沿って相対移動(XY走査)することで、被加工物の座標平面上の任意の箇所を加工できる。レーザビームによる被加工物の加工精度を向上させるには、移動装置の位置決め制御の精度の向上が必要である。移動装置の位置決め制御は、一般にフィードバック制御により行われている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−97310号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に開示される技術では、レーザ加工時にモータ(移動装置)の実位置と実速度とを位置決め制御装置にフィードバックするので、移動装置の位置決め制御に時間的な遅れが常に存在していた。そのため、移動装置の位置決め制御の精度を向上するには、この時間的な遅れを考慮して、移動装置の位置決め速度(移動速度)を低下させる必要があった。その結果、移動装置の位置決めに要する時間が長くなり加工速度が低下するという問題点があった。
【0005】
また、変位にヒステリシスをもつピエゾアクチュエータ等の移動装置では、ヒステリシスがフィードバック制御を行う制御対象の外乱となるので、移動装置の位置決め制御の精度の向上と位置決め速度(移動速度)の向上とを両立することが困難であった。
【0006】
本発明は上述した問題点を解決するためになされたものであり、移動装置の位置決め制御の精度の向上と位置決め速度(移動速度)の向上とを両立できる位置決め装置およびレーザ加工機を提供することを目的とする。
【課題を解決するための手段および発明の効果】
【0007】
この目的を達成するために、請求項1記載の位置補正装置によれば、指令取得手段により目標軌跡に対応する移動装置への指令が取得され、その指令取得手段により取得される指令に基づいて、作動手段により移動装置が作動される。その作動手段により移動装置が作動されることで相対移動されるレーザビームの照射位置の座標平面における軌跡である加工予定軌跡が、加工予定軌跡取得手段により取得される。その加工予定軌跡取得手段により取得される加工予定軌跡上の加工予定点と、設定された目標軌跡上の目標点との間で最も近い2点である最近点の組が、最近点探索手段により探索される。その最近点探索手段により探索される最近点の組の2点間の各々の距離に基づいて、加工予定軌跡が目標軌跡に近づくように、指令取得手段により取得される指令の補正値が補正値算出手段により算出される。この補正値を指令に反映させることにより、加工予定軌跡を目標軌跡に近づけることができる。これら指令取得手段、作動手段、加工予定軌跡取得手段、最近点探索手段および補正値算出手段は、被加工物にレーザビームを照射する前に実行され、加工予定軌跡および設定された目標軌跡に基づいて移動装置への指令が補正されるので、移動装置のレーザ加工時の位置決め速度(移動速度)を低下させることなく移動装置の位置決め制御の精度を向上できる効果がある。
【0008】
また、変位にヒステリシスをもつピエゾアクチュエータ等の移動装置であっても、作動手段により作動される移動装置による加工予定軌跡および設定された目標軌跡に基づいて移動装置への指令が補正されるので、ヒステリシスを考慮した補正ができる。これにより、移動装置の位置決め制御の精度の向上と位置決め速度(移動速度)の向上とを両立できる効果がある。
【0009】
請求項2記載の位置補正装置によれば、最近点探索手段は、加工予定軌跡取得手段により取得される加工予定軌跡上の加工予定点の座標および目標軌跡上の目標点の座標に基づいて加工予定点と目標点との距離を算出し最近点の組を探索するので、最近点探索手段において点と線(軌跡)との距離の演算を不要にできる。これにより、最近点探索手段では2点間の距離を演算すればよいので、請求項1の効果に加え、最近点探索手段における演算処理を簡素化できる効果がある。
【0010】
請求項3記載の位置補正装置によれば、加工予定軌跡取得手段により取得される加工予定軌跡が目標軌跡に近似する所定の条件を満たすかを判断する補正値判断手段を備え、その補正値判断手段により加工予定軌跡が目標軌跡に近似する所定の条件を満たすと判断されるまで、指令取得手段、作動手段、加工予定軌跡取得手段、最近点探索手段および補正値算出手段による処理は繰り返し実行される。指令取得手段は、補正値算出手段により算出される補正値が反映された指令を取得するので、請求項1又は2の効果に加え、処理を繰り返す毎に加工予定軌跡を目標軌跡に近付けることができると共に、移動装置の位置決め制御の精度を所定範囲内に確保できる効果がある。
【0011】
請求項4記載の位置補正装置によれば、指令取得手段、作動手段、加工予定軌跡取得手段、最近点探索手段および補正値算出手段の内の少なくとも1による処理回数が計数手段により計数され、その計数手段により計数される処理回数が所定回数以上であるか処理回数判断手段により判断される。判断の結果、処理回数が所定回数以上であるまで、指令取得手段、作動手段、加工予定軌跡取得手段、最近点探索手段および補正値算出手段による処理は繰り返し実行される。指令取得手段は、補正値算出手段により算出される補正値が反映された指令を取得するので、請求項1又は2の効果に加え、処理を繰り返す毎に加工予定軌跡を目標軌跡に近付けることができ、移動装置の位置決め制御の精度を確保できる効果がある。さらに、処理が必要以上に繰り返し行われることが防止され、処理時間が長期化することを防止できる効果がある。
【0012】
請求項5記載の位置補正装置によれば、最近点探索手段は、目標軌跡上の目標点を基準にして、加工予定軌跡取得手段により取得される加工予定軌跡上の加工予定点までの距離の最も近い最近点の組を探索するので、加工予定軌跡のうちダミーとなる加工予定点を無視して、基準となる目標点の最近点を探索することができる。これにより請求項1から4のいずれかの効果に加え、加工予定軌跡を効率良く補正できる効果がある。
【0013】
請求項6記載の位置補正装置によれば、目標軌跡は閉じた図形を構成し、加工予定軌跡は、図形の内側に位置する始点から始まり図形の内側に位置する終点まで描かれ、少なくとも1箇所で交差するものである。加工予定軌跡取得手段により取得される加工予定点のうち図形の外形を形成する加工予定軌跡上の加工予定点と、図形の外形の内側に位置し始点から始まる加工予定軌跡上の加工予定点との距離が所定距離以下である2点の組が第1近接探索手段により探索され、その第1近接探索手段により探索される2点の組の中から、始点からの加工予定軌跡に沿う距離が最も小さい図形開始点が図形開始点探索手段により探索される。また、加工予定軌跡取得手段により取得される加工予定点のうち図形の外形を形成する加工予定軌跡上の加工予定点と、図形の外形の内側に位置し終点に向かう加工予定軌跡上の加工予定点との距離が所定距離以下である2点の組が第2近接探索手段により探索され、その第2近接探索手段により探索される2点の組の中から、終点からの加工予定軌跡に沿う距離が最も小さい図形終了点が図形終了点探索手段により探索される。これにより、目標軌跡である図形の縁(外形)に影響を与える図形開始点および図形終了点を探索することができる。補正値算出手段は、図形開始点探索手段により探索される図形開始点から図形終了点探索手段により探索される図形終了点までに対応する補正値を算出するので、請求項1から5のいずれかの効果に加え、図形の外形を形成する加工予定点を効率良く補正できる効果がある。
【0014】
請求項7記載のレーザ加工機によれば、被加工物に照射するレーザビームがレーザ発生装置により発生され、そのレーザ発生装置により発生されるレーザビームの被加工物に対する照射位置が、設定された目標軌跡に応じて座標平面に沿って移動装置により相対移動される。また、レーザビームに対する移動装置の相対位置が目標軌跡に対応して制御装置により指令される。さらに、請求項1から6のいずれかに記載の位置補正装置を備えているので、請求項1から6のいずれかに記載の位置補正装置と同等の効果があり、位置決め制御の精度の向上と位置決め速度(移動速度)の向上とを両立できる。その結果、加工精度の向上と加工速度の向上とを両立できる効果がある。
【図面の簡単な説明】
【0015】
【図1】第1実施の形態におけるレーザ加工機の模式図である。
【図2】位置補正装置の電気的構成を示すブロック図である。
【図3】位置補正処理を示すフローチャートである。
【図4】座標平面の加工予定軌跡および図形開始点を示す模式図である。
【図5】図形開始点探索処理を示すフローチャートである。
【図6】近接探索処理を示すフローチャートである。
【図7】座標平面の加工予定軌跡および図形終了点を示す模式図である。
【図8】図形終了点探索処理を示すフローチャートである。
【図9】座標平面の加工予定軌跡、目標軌跡、最近点対および最近点対間の距離を示す模式図である。
【図10】補正値算出処理を示すフローチャートである。
【図11】最近点探索処理を示すフローチャートである。
【図12】補正処理を示すフローチャートである。
【図13】第2実施の形態における位置補正処理を示すフローチャートである。
【発明を実施するための形態】
【0016】
以下、本発明の好ましい実施の形態について、添付図面を参照して説明する。まず、図1を参照して、本発明の第1実施の形態におけるレーザ加工機1について説明する。図1はレーザ加工機1の模式図である。図1に示すようにレーザ加工機1は、レーザ光(レーザビーム)を発生するレーザ発生装置10と、そのレーザ発生装置10により発生されるレーザ光を集光する集光部20と、その集光部20をレーザ光の光軸と直交する方向に移動させる光路移動装置30と、集光部20により集光されるレーザビームBが照射されて加工される被加工物Wを保持する保持装置40と、位置補正装置100とを主に備えて構成されている。レーザ加工が施される被加工物Wは、金属製や合成樹脂製等でシート状や板状等に形成されたものが用いられる。
【0017】
レーザ発生装置10は、レーザ光を発振するレーザ発振器(図示せず)を備えて構成されている。集光部20は、レーザ発生装置10から発生されるレーザ光の光軸と直交する面内に配設された光路移動装置30に固定されている。
【0018】
光路移動装置30は、矩形の板状に形成されると共に加工ヘッド(図示せず)に固定される枠体31と、その枠体31の内側に隙間をあけて配設されると共に単板バネ状に形成される弾性部32を介して四隅が枠体31に連結されるステージ部33と、そのステージ部33の隣接する2つの側面と枠体31との対向面に2面がそれぞれ当接して配設される3個のピエゾアクチュエータ34とを主に備えて構成されている。ピエゾアクチュエータ34は電圧を加えると伸縮して変位するので、3個のピエゾアクチュエータ34に加える電圧を制御することにより、ステージ部33をXY走査することができる。集光部20は透過するレーザビームBを集光する部材であり、ステージ部33に貫設されている。そのため、ステージ部33をXY走査することで、レーザビームBの光路をXY走査させ、被加工物Wに照射されるレーザビームBの照射位置をパルスレーザの光軸と直交する座標平面に沿って相対移動(XY走査)できる。
【0019】
ピエゾステージ位置センサ35aは静電容量センサにより構成され、ピエゾアクチュエータ34が配設されるステージ部33の側面を除くステージ部33の側面と枠体31との対向間に配設されている。ピエゾステージ位置センサ35aがステージ部33の側面と枠体31との対向間に配設されているので、ピエゾアクチュエータ34の変位量、即ちステージ部33の変位量を直接的に検出することができる。
【0020】
保持装置40は、被加工物Wの両側を挟持し、レーザ光の光軸と直交する座標平面に沿って被加工物Wを保持する装置である。本実施の形態では、保持装置40はXYステージ(図示せず)の上に設けられている。
【0021】
次に、図2を参照して、位置補正装置100の電気的構成について説明する。図2は位置補正装置100の電気的構成を示すブロック図である。位置補正装置100は、レーザ加工機1を制御するNC方式の制御装置の一部として設けられており、図2に示すように、CPU101、ROM102、RAM103及び不揮発性メモリ104を備え、それらがバスライン105を介して入出力ポート106に接続されている。また、入出力ポート106には光路移動装置30や光路位置センサ装置35等の装置が接続されている。
【0022】
CPU101は、バスライン105により接続された各部を制御する演算装置であり、ROM102はCPU101により実行される制御プログラム(例えば、図3、図5、図6、図8、図10、図11及び図12に図示されるフローチャートのプログラム)や固定値データ等を記憶する書き換え不能な不揮発性のメモリである。RAM103は、制御プログラムの実行時に各種のデータを書き換え可能に記憶するためのメモリであり、図2に示すように、目標軌跡メモリ103a、指令軌跡メモリ103b、加工軌跡メモリ103c、距離メモリ103d、最近点メモリ103e及び補正指令値メモリ103fが設けられている。
【0023】
目標軌跡メモリ103aは、レーザ加工機1の制御装置に入力された目標とする加工の軌跡(以下「目標軌跡」と称す)の座標が記憶されるメモリである。レーザ加工機1には、加工開始座標、加工終了座標ならびにその間の加工曲線データ及び加工パターンデータ等の各種データが入力され、CPU101は入力されたデータに基づいて目標軌跡の座標のデータを作成する。CPU101は、その目標軌跡lt(図4参照)を構成する目標点Pt[i](iは自然数)の座標のデータを読み込み、目標軌跡メモリ103aに記憶する。なお、Pt[i]はi番目の目標点を示している。
【0024】
指令軌跡メモリ103bは、光路移動装置30及びXYステージ移動装置41による集光部20及びXYステージ(図示せず)の座標平面における軌跡(以下「指令軌跡」と称す)の座標(数値情報)が記憶されるメモリである。CPU101は、目標軌跡ltの座標のデータに基づいて、レーザビームBの照射位置が目標軌跡lt上にくるように、光路移動装置30及びXYステージ移動装置41の指令軌跡の数値情報を作成する。さらにCPU101は、ダミーの加工予定軌跡を作るための指令軌跡の数値情報を作成する。CPU101は、その指令軌跡を構成する指令点Pr[i](i=1〜n)の座標のデータを読み込み、指令軌跡メモリ103bに記憶する。なお、Pr[i]はi番目の指令点を示している。本実施の形態では、以下、光路移動装置30による指令軌跡に基づく位置補正装置100の動作について説明する。
【0025】
加工軌跡メモリ103cは、レーザビームBの照射位置の座標平面における軌跡(以下「加工予定軌跡」と称す)の座標が記憶されるメモリである。CPU101が出力する指令軌跡に基づいてステージ部33(集光部20)が移動され、その結果、レーザビームBの照射位置の加工予定軌跡loが作られる。本実施の形態では、上述したようにピエゾアクチュエータ34の変位量、即ちステージ部33のX軸およびY軸の変位量を、ピエゾステージ位置センサ35aにより直接的に検出することができる。ステージ部33には集光部20が貫設されており、集光部20のX軸およびY軸の変位量は被加工物Wに照射されるレーザビームBの照射位置に対応する。
【0026】
従って、CPU101は、ピエゾステージ位置センサ35aの検出結果を処理することにより加工予定軌跡loを作成し、その結果を加工軌跡メモリ103cに記憶する。加工軌跡メモリ103cには、加工予定軌跡loを構成する加工予定点Po[i](i=1〜n)の座標のデータが記憶される。なお、Po[i]はi番目の加工予定点を示している。また、i番目の指令点Prに対応してi番目の加工予定点Poが作られる。
【0027】
距離メモリ103dは、後述する近接探索処理(S14)及び第2近接探索処理(S34)において、線形探索された最近点対の距離を、変数iと共に記憶するメモリである。最近点メモリ103eは、後述する最近点探索処理(S54)において、線形探索された最近点対のX座標およびY座標を、変数iと共に記憶するメモリである。
【0028】
補正指令値メモリ103fは、後述する補正処理(S8)において、補正された指令軌跡を構成する指令点の座標が記憶されるメモリである。
【0029】
不揮発性メモリ104は、各種のデータを書き換え可能に記憶する不揮発性のメモリであり、図2に示すように補正値メモリ104aが設けられている。補正値メモリ104aは、後述する補正値算出処理(S7)において、算出された最近点対のX座標およびY座標のそれぞれの差分(補正値)を、変数iと共に記憶するメモリである。
【0030】
光路移動装置30は、上述したように、光軸と直交する平面内で集光部20を2次元的に移動させる装置であり、ピエゾアクチュエータ34を備えている。光路位置センサ装置35は、集光部20が固定されるステージ部33の位置情報を検出する位置情報検出センサであり、ステージ部33の位置情報を検出するピエゾステージ位置センサ35aと、そのピエゾステージ位置センサ35aによる検出結果を処理してCPU101に出力する出力回路(図示せず)とを備えている。本実施の形態では、ピエゾステージ位置センサ35aは静電容量センサにより構成されているが、ピエゾアクチュエータ34の外壁に現れる誘導電荷(変位量に比例する)を検出するセンサにより構成することも可能である。
【0031】
XYステージ移動装置41は、被加工物Wを保持する保持装置40(図1参照)が載置されたXYステージ(図示せず)をX軸方向およびY軸方向に移動させる装置である。これにより、保持装置40に保持される被加工物Wは、座標平面内を2次元的に移動可能にされる。XYステージ位置センサ装置42は、XYステージのX軸およびY軸における位置情報を検出する装置であり、リニアエンコーダ等のXYステージ位置センサ(図示せず)と、その検出結果を処理してCPU101に出力する出力回路(図示せず)とを備えている。
【0032】
図2に示す他の入出力装置50としては、目標軌跡メモリ103aに目標軌跡ltの座標のデータを記憶させるためにデータを入力する入力装置、目標軌跡ltや指令軌跡、加工予定軌跡loの数値情報(座標)を可視化(画像化)して出力するモニタ等などが例示される。
【0033】
次いで、図3から図12を参照して、位置補正処理について説明する。図3は位置補正処理を示すフローチャートである。この処理は、位置補正装置100の電源が投入されている間、CPU101によって実行される処理であり、目標軌跡ltに加工予定軌跡loを近づけるために指令軌跡の数値情報(座標)を補正する処理である。本実施の形態では、直径0.1mmの円(閉じた図形の1種)の穴あけ加工を、パルスレーザ(照射回数1500回程度)を照射して行う場合の処理を説明する。
【0034】
図3に示すようにCPU101は位置補正処理に際し、まず、設定された目標軌跡lt上の目標点Pt[i]の座標を目標軌跡メモリ103aに格納する(S1)。次いで、目標軌跡ltを作るための指令点Pr[i]の数値情報(座標)を、目標点Pt[i]に関連付けて指令軌跡メモリ103bに格納する(S2)。次にCPU101は、指令点Pr[i]の数値情報に基づいて光路移動装置30を作動させ、レーザビームBの照射位置の軌跡(加工予定軌跡lo)上の加工予定点Po[i]の座標を取得し、加工軌跡メモリ103cに格納する(S3)。
【0035】
次いでCPU101は、図形開始点探索処理(S4)、図形終了点探索処理(S5)を実行した後、加工予定軌跡loの真円度が所定値以下であるか否かを判断する(S6)。その結果、加工予定軌跡loの真円度が所定値より大きいと判断される場合には(S6:No)、補正値算出処理(S7)、補正処理(S8)を実行した後にS3の処理に戻り、加工予定軌跡loの真円度が所定値以下であると判断される場合には(S6:Yes)、CPU101はこの位置補正処理を終了する。
【0036】
次に図4から図6を参照して、図形開始点探索処理(S4)について説明する。図4は座標平面の加工予定軌跡lo及び図形開始点Sを示す模式図である。本実施の形態では、図4に示すように、目標軌跡ltとして円(閉じた図形の1種)を設定し、穴あけ加工を行うものとする。加工予定軌跡loは、図形f1(円)の内側に位置する始点Po[1]から、反時計回りに目標軌跡ltに漸次近付いた後、目標軌跡ltに沿って1周を越えて進み、目標軌跡ltから離れて図形f1(円)の内側に位置する終点Po[n]までを結ぶ曲線とされる。ここで、レーザビームB(図1参照)の照射が開始される加工予定軌跡loの始点Po[1]は加工径(孔径)が大きくなる傾向がみられる。しかし、加工予定軌跡loの始点Po[1]がレーザビームBによってくり貫かれる目標軌跡lt(円)の内側に位置し、目標軌跡ltの内側にダミーの加工予定点が設けられているので、図形(円)の輪郭(孔)を綺麗に加工することができる。
【0037】
また、加工予定軌跡loは、始点Po[1]から始まり、反時計回りに円を描くように形成されると共に、2箇所で交差して、図形f1の内側に位置する終点Po[n]で終了する。始点Po[1]の座標と終点Po[n]の座標とは同一に設定されている。加工予定軌跡loの終点Po[n]はレーザの出力が不安定になるため、加工径(孔径)が大きくなる傾向がみられる。しかし、加工予定軌跡loの終点Po[n]がレーザビームBによってくり貫かれる目標軌跡lt(円)の内側に位置し、目標軌跡ltの内側にダミーの加工予定点が設けられているので、図形(円)の輪郭(孔)を綺麗に加工することができる。
【0038】
次に、図5を参照して図形開始点探索処理(S4)について説明する。図5は図形開始点探索処理(S4)を示すフローチャートである。図5に示すように、図形開始点探索処理(S4)では、まず、変数iに1を設定し変数iの初期設定を行う(S11)。次に、変数iは、加工軌跡メモリ103cに記憶されている加工予定点Po[i]のデータ数(n)以下であるか否かを判断し(S12)、変数iは加工軌跡メモリ103cに記憶されている加工予定点Po[i]のデータ数以下である(i≦n)と判断される場合には(S12:Yes)、CPU101は、i番目の加工予定点Po[i]のX座標およびY座標を取得し(S13)、近接探索処理(S14)を実行する。
【0039】
次に、図6を参照して近接探索処理(S14)について説明する。図6は近接探索処理(S14)を示すフローチャートである。図6に示すように、近接探索処理(S14)では、線形探索により加工予定点Po[i]と他の加工予定点との距離を全て計算して、最も距離の小さい2点の加工予定点(最近点対)の距離Lを算出する(S21)。なお、S21の処理では、距離を計算する他の加工予定点は目標軌跡に対応する加工予定点とする。図形f1の外形を形成する加工予定点を対象とするためである。次いで、算出された距離Lと、これまで算出された距離のうち最も小さい距離ML(距離メモリ103dに記憶される)とを比較して、小さい方を距離MLとして更新し、変数iと共に距離メモリ103dに記憶し(S22)、この近接探索処理(S14)を終了する。
【0040】
図5に戻って説明する。近接探索処理(S14)の後、距離MLは予め設定された所定距離(例えば0.5μm)以下であるか否かを判断する(S15)。その結果、距離MLが所定距離より大きいと判断される場合には(S15:No)、変数iに1を加算して(S16)、S12の処理に戻る。これに対しS15の処理の結果、距離MLが所定距離以下であると判断される場合には(S15:Yes)、距離MLが所定距離以下であると判断されるi番目の加工予定点Po[i]を図形開始点S(図4参照)に設定し、加工軌跡メモリ103cに記憶して(S17)、この図形開始点探索処理(S4)を終了する。
【0041】
また、S12の処理の結果、変数iは加工軌跡メモリ103cに記憶されている加工予定点Po[i]のデータ数より大きい(i>n)と判断される場合には(S12:No)、距離メモリ103dに距離MLが記憶されているi番目の加工予定点Po[i]を図形開始点Sに設定し、変数iを加工軌跡メモリ103cに記憶して(S17)、この図形開始点探索処理(S4)を終了する。以上のように図形開始点探索処理(S4)では、加工予定軌跡loが交差することを利用して最近傍探索により図形開始点Sを探索するので、演算処理を簡素化させて図形開始点Sを短時間で探索できる。これにより位置補正処理に要する時間を短縮できる。
【0042】
次に、図7及び図8を参照して、図形終了点探索処理(S5)について説明する。図7は座標平面の加工予定軌跡lo及び図形終了点Fを示す模式図であり、図8は図形終了点探索処理(S5)を示すフローチャートである。図8に示すように、図形終了点探索処理(S5)では、まず、変数iにnを設定し変数iの初期設定を行う(S31)。次に、変数iは1以上であるか否かを判断し(S32)、変数iは1以上である(i≧1)と判断される場合には(S32:Yes)、CPU101は加工予定点Po[i]のX座標およびY座標を取得し(S33)、近接探索処理(S14、図6参照)を実行する。
【0043】
近接探索処理(S14)の後、距離MLは予め設定された所定距離以下であるか否かを判断する(S35)。その結果、距離MLが所定距離より大きいと判断される場合には(S35:No)、変数iから1を減算して(S36)、S32の処理に戻る。これに対しS35の処理の結果、距離MLが所定距離以下であると判断される場合には(S35:Yes)、距離MLが所定距離以下であると判断されるi番目の加工予定点Po[i]を図形終了点Fに設定し、変数iを加工軌跡メモリ103cに記憶して(S37)、この図形終了点探索処理(S5)を終了する。
【0044】
また、S32の処理の結果、変数iが1未満であると判断される場合には(S32:No)、距離メモリ103dに距離MLが記憶されているi番目の加工予定点Po[i]を図形終了点Fに設定し、変数iを加工軌跡メモリ103cに記憶して(S37)、この図形終了点探索処理(S5)を終了する。以上のように図形終了点探索処理(S5)では、加工予定軌跡loが交差することを利用して最近傍探索により図形終了点Fを探索するので、演算処理を簡素化させて図形終了点Fを短時間で探索できる。これにより位置補正処理に要する時間を短縮できる。
【0045】
図形終了点探索処理(S5)の後、図3に示すように、CPU101は図形開始点Sに設定された加工予定点Po[i]から図形終了点Fに設定された加工予定点Po[i]までの加工予定点によって形成される加工予定軌跡の真円度を演算し、その真円度が、ROM102に予め記憶された所定値以下であるか否かを判断する(S6)。その結果、真円度が所定値以下であると判断される場合には(S6:Yes)、この位置補正処理を終了する。一方、S6の処理の結果、真円度が所定値より大きいと判断される場合には(S6:No)、指令軌跡の数値情報を補正するための補正値を算出する補正値算出処理(S7)を実行する。
【0046】
次に、図9から図11を参照して、補正値算出処理(S7)について説明する。図9は座標平面の加工予定軌跡lo、目標軌跡lt、最近点対Po,Pt及び最近点対間の距離Lcを示す模式図であり、図10は補正値算出処理(S7)を示すフローチャートである。図10に示すように、補正値算出処理(S7)では、まず、変数iに1を設定し変数iの初期設定を行う(S51)。次に、変数iは目標軌跡メモリ103aに記憶された目標点Pt[i]のデータ数以下であるか否かを判断し(S52)、変数iは目標軌跡メモリ103aに記憶された目標点Pt[i]のデータ数以下であると判断される場合には(S52:Yes)、CPU101は目標点Pt[i]のX座標およびY座標を取得し(S53)、最近点探索処理(S54)を実行する。
【0047】
次に、図11を参照して、最近点探索処理(S54)について説明する。図11は最近点探索処理(S54)を示すフローチャートである。図11に示すように、最近点探索処理(S54)では、まず、変数iに1を設定し変数iの初期設定を行う(S61)。次に、変数iは目標軌跡メモリ103aに記憶された目標点Pt[i]のデータ数以下であるか否かを判断し(S62)、変数iは目標軌跡メモリ103aに記憶された目標点Pt[i]のデータ数以下であると判断される場合には(S62:Yes)、CPU101は線形探索により、加工軌跡メモリ103cに記憶された全ての加工予定点Po[i]の中から、目標点Pt[i]に最も近い加工予定点Po[i](最近点対)を探索して(S63)、最近点対である目標点Pt[i]及び加工予定点Po[i]のX座標およびY座標を最近点メモリ103eに記憶する(S64)。次いで、変数iに1を加算して(S65)、S62の処理に戻る。
【0048】
一方、S62の処理の結果、変数iは目標軌跡メモリ103aに記憶された目標点Pt[i]のデータ数より大きいと判断される場合には(S62:No)、この最近点探索処理(S54)を終了する。
【0049】
図10に戻って説明する。最近点探索処理(S54)の後、CPU101は、最近点メモリ103eから最近点対である目標点Pt[i]及び加工予定点Po[i]のX座標およびY座標を読み込み、取得する(S55)。次いで、読み込んだi番目の最近点対である目標点Pt[i]及び加工予定点Po[i]のX座標およびY座標の差分を算出し、これを補正値として補正値メモリ104aに記憶する(S56)。次に、変数iに1を加算して(S57)、S52の処理に戻る。S52の処理の結果、変数iは目標軌跡メモリ103aに記憶された目標点Pt[i]のデータ数より大きいと判断される場合には(S52:No)、この補正値算出処理(S7)を終了する。
【0050】
次に、図12を参照して、補正処理(S8)について説明する。図12は補正処理(S8)を示すフローチャートである。図12に示すように、補正処理(S8)では、まず、加工軌跡メモリ103cを参照して図形開始点S(加工予定点Po[i])の変数iを読み込み、その変数iに対応する図形開始点S(指令点Pr[i])のX座標およびY座標を指令軌跡メモリ103bから読み込み、取得する(S71)。
【0051】
次いで、加工軌跡メモリ103cを参照して、i番目の点が図形終了点F(図7参照)であるか否かを判断する(S72)。i番目の点が図形終了点Fでないと判断される場合には(S72:No)、補正値メモリ104aを参照して、指令点Pr[i]のX座標およびY座標にi番目の補正値を加算し、補正値メモリ103fに記憶した後(S73)、変数iに1を加算して(S74)、S72の処理に戻る。S72の処理の結果、i番目の点が図形終了点Fであると判断される場合には(S72:Yes)、補正値メモリ104aを参照して、指令点Pr[i]のX座標およびY座標にi番目の補正値を加算し、補正値メモリ103fに記憶し(S75)、この補正処理(S8)を終了する。
【0052】
補正処理(S8)の後(図3参照)、S3に戻って処理を実行する。これにより、S6の処理において加工予定軌跡loの真円度が所定値以下であると判断されるまで(S6:Yes)、S3からS8の処理が繰り返し実行され、加工予定軌跡loを目標軌跡ltに近づけることができる。その結果、光路移動装置30の位置決め制御の精度を向上できる。一方、加工予定軌跡loの真円度が所定値以下であると判断される場合には(S6:Yes)、CPU101はこの位置補正処理を終了する。これにより、光路移動装置30の位置決め制御の精度を所定の範囲内に確保できる。
【0053】
以上説明したように本発明の第1実施の形態によれば、座標平面におけるレーザビームBの目標軌跡ltの座標が取得されると共に、光路移動装置30の指令軌跡の座標(数値情報)が取得される。さらに、座標平面におけるレーザビームBの照射位置の加工予定軌跡loの座標が取得される。加工予定軌跡loと目標軌跡ltとの間で距離の最も近い2点の組(最近点対)が探索され、その2点間の各々の差分(補正値)が算出される。算出された各々の差分に基づいて指令軌跡の座標が補正されるので、加工予定軌跡loを目標軌跡ltに近づけることができる。このようにレーザビームBを被加工物Wに照射する前に、加工予定軌跡lo及び目標軌跡ltに基づいて指令軌跡を補正し、補正された指令軌跡に基づいてレーザ加工が行われるので、光路移動装置30の位置決め速度(移動速度)を低下させることなく、位置決め制御の精度を向上できる。
【0054】
また、光路移動装置30を構成するピエゾアクチュエータ34は変位にヒステリシスをもつが、加工予定軌跡lo及び目標軌跡ltに基づいて指令軌跡を補正するので、ヒステリシスを考慮した補正ができる。これにより、光路移動装置30の位置決め制御の精度の向上と位置決め速度(移動速度)の向上とを両立できる。
【0055】
また、加工予定点Poと目標軌跡lt(線)との間の距離または目標点Ptと加工予定軌跡loとの間の距離を演算する場合は、点と線(軌跡)との距離の演算のために補間処理等が必要になるが、加工予定点Poと目標点Ptとの間で距離の最も近い2点の組(最近点対)を探索するので、点と線(軌跡)との距離の演算を不要にできる。これにより演算処理を簡素化できる。
【0056】
位置補正装置100によれば、最近点探索処理(S54)において、目標点Ptを基準にして加工予定点Poまでの距離の最も近い組を探索するので、加工予定軌跡loのうちダミーとなる加工予定点(始点Po[1]から図形開始点Sまでの点、終点Po[n]から図形終了点Fまでの点)を無視して、目標点Ptの最近点を探索することができる。これにより、指令軌跡の座標を効率良く補正できる。
【0057】
また、加工予定軌跡loは、閉じた図形f1の内側に位置する始点Po[1]及び終点Po[n]の間に形成されるものであり、加工予定点Poの内の始点Po[1]に近い一の加工予定点と、終点Po[n]に近い他の加工予定点との距離Lが所定距離以下である2点の組が探索され、図形開始点S及び図形終了点Fが決定される。図形開始点S及び図形終了点Fは、目標軌跡ltである図形の縁に影響を与える点である。位置補正装置100によれば、図形の縁(外形)に影響を与える図形開始点Sから図形終了点Fまでに対応する指令軌跡を補正するので、ダミーとなる加工予定点(始点Po[1]から図形開始点Sまでの点、終点Po[n]から図形終了点Fまでの点)を無視して、目標軌跡ltに関係する指令軌跡の座標を効率良く補正できる。
【0058】
また、レーザ加工機1は、被加工物Wに対するレーザビームBの照射位置を相対移動させる移動装置(光路移動装置30及びXYステージ移動装置41)と、位置補正装置100とを備えているので、位置決め制御の精度の向上と位置決め速度(移動速度)の向上とを両立でき、その結果、加工精度の向上と加工速度の向上とを両立できる。
【0059】
また、位置補正装置100がレーザ加工機1に組み込まれており、NC方式の制御装置の一部として構成されているので、加工開始前や定期点検時などに必要に応じて適宜補正をすることが可能である。補正値の算出は、レーザ加工を行う目標軌跡の形状や大きさ毎に行い、補正値を不揮発性メモリ104(図2参照)に記憶しておく。レーザ加工時は、不揮発性メモリ104に記憶された補正値を反映させて制御装置が指令を行うことにより、煩雑なフィードバック制御を行うことなく、高精度の加工を行なうことができる。
【0060】
また、位置補正装置100は、レーザ加工機1と分離可能に構成し、必要に応じて(例えば、レーザ加工機1の出荷前や定期点検時など)レーザ加工機1に接続し、移動装置(光路移動装置30及びXYステージ移動装置41)の補正(チューニング)をすることも可能である。この場合は、レーザ加工機1の制御装置(図示せず)が備える不揮発性メモリに補正値を記憶しておく。これにより、同様に、煩雑なフィードバック制御を行うことなく、高精度の加工を行なうことができる。
【0061】
なお、図3に示すフローチャート(位置補正処理)において、請求項1記載の指令取得手段としてはS2の処理が、作動手段としてはS3の処理が、加工予定軌跡取得手段としてはS3の処理が、請求項3記載の補正値判断手段としてはS6の処理が該当する。図5に示すフローチャート(図形開始点探索処理)において、請求項6記載の第1近接探索手段としてはS14,S15の処理が、図形開始点探索手段としてはS17の処理がそれぞれ該当する。図8に示すフローチャート(図形終了点探索処理)において、請求項6記載の第2近接探索手段としてはS14,S35の処理が、図形終了点探索手段としてはS37の処理がそれぞれ該当する。図10に示すフローチャート(補正値算出処理)において、請求項1記載の補正値算出手段としてはS56の処理が該当する。図11に示すフローチャート(最近点探索処理)において、請求項1記載の最近点探索手段としてはS63の処理がそれぞれ該当する。
【0062】
次に、図13を参照して、第2実施の形態について説明する。第1実施の形態では、位置補正処理(図3参照)において、加工予定軌跡の真円度が所定値以下であるか否かを判断する場合について説明した。これに対し第2実施の形態では、処理回数を計数するカウンタの変数を参照し、処理回数が所定回数以上であるか否かを判断する場合について説明する。図13は第2実施の形態における位置補正処理を示すフローチャートである。なお、第1実施の形態と同一の部分は、同じ符号を付して以下の説明を省略する。
【0063】
図13に示すように、位置補正処理において、処理回数を計数するカウンタの変数が初期化され(S81)、次にカウンタの変数に1が加算される(S82)。そして、補正値算出処理(S7)の後、S3,S4,S5及びS7の処理回数は所定回数以上であるか否かが判断される(S83)。本実施の形態では、位置補正装置100(図2参照)のRAM103にカウンタ(図示せず)を設ける。これによりS83の処理では、CPU101はカウンタを参照すると共に、ROM102に予め記憶されている所定値と比較して、処理回数は所定値(所定回数)以上であるか否かを判断する(S83)。その結果、処理回数は所定回数以上でないと判断される場合には(S83:No)、S8の処理を実行した後、S82の処理に戻る。
【0064】
これにより、S3,S4,S5及びS7の処理を繰り返し実行することができ、加工予定軌跡loを目標軌跡ltに近づけることができる。その結果、光路移動装置30の位置決め制御の精度を向上できる。一方、処理回数は所定回数以上であると判断される場合には(S83:Yes)、CPU101はこの位置補正処理を終了する。これにより、位置決め制御の精度を確保できる。さらに、S3,S4,S5及びS7の処理が必要以上に繰り返し行われることが防止され、処理時間が長期化することを防止できる。なお、図13に示すフローチャート(位置補正処理)において、請求項4記載の計数手段としてはS82の処理が、処理回数判断手段としてはS83の処理がそれぞれ該当する。
【0065】
以上、実施の形態に基づき本発明を説明したが、本発明は上記実施の形態に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲内で種々の改良変形が可能であることは容易に推察できるものである。例えば、上記実施の形態で挙げた目標軌跡ltを構成する円の直径(0.1mm)、目標点Pt[i]の数(1500個)は一例であり、他の数値を採用することは当然可能である。
【0066】
上記各実施の形態では、光路移動装置30の位置決め補正を行う場合について説明したが、必ずしもこれに限られるものではなく、被加工物Wを保持する保持装置40が載置されたXYステージ移動装置41の位置決め補正を行うことは当然可能である。
【0067】
また、上記各実施の形態では、光路移動装置30がピエゾアクチュエータ34を備えるピエゾスキャナとして構成される場合について説明したが、必ずしもこれに限られるものではなく、モータ等によりガルバノミラーを移動させてレーザビームBを移動させるガルバノスキャナとして構成される場合もある。この場合であっても、位置補正装置100によりガルバノミラーの位置補正を行うことが当然可能である。
【0068】
上記各実施の形態では、ステージ部33の変位を検出してレーザビームBの加工予定軌跡loを間接的に求める場合について説明したが、必ずしもこれに限られるものではなく、座標平面にレーザビームBの検出センサを配置して、加工予定軌跡loを直接的に検出することは当然可能である。
【0069】
上記各実施の形態では、閉じた図形の一例として円を挙げ、それを目標軌跡ltとする場合について説明したが、必ずしもこれに限られるものではなく、他の図形を採用することが可能である。他の図形としては、例えば、楕円、長円等の円形、三角形、四角形等の多角形が挙げられる。
【0070】
上記第1実施の形態では、位置補正処理(図3参照)のS6の処理において、加工予定軌跡の真円度を算出して評価する場合について説明したが、必ずしもこれに限られるものではなく、他の基準で評価することは当然可能である。他の基準としては、例えば、最近点対の距離や差分(補正値)の大きさを挙げることができる。距離や差分(補正値)が所定値よりも小さい場合に位置補正処理を終了することで、第1実施の形態と同様の効果を実現できる。
【0071】
上記各実施の形態では、レーザ加工機1が穴あけ加工機として用いられる場合について説明したが、必ずしもこれに限られるものではなく、他の加工機とすることは当然可能である。他の加工機としては、例えば、レーザトリマ、レーザリペア等を挙げることができる。
【0072】
上記各実施の形態では、最近点(最近傍)を算出する手段として線形探索(データ内の他の全ての点との距離を全部計算して、最も近いものを探す手段)を用いる場合について説明したが、必ずしもこれに限られるものではなく、空間分割等の他の最近傍探索に係る手段を用いることは当然可能である。
【0073】
上記各実施の形態では、加工予定軌跡lo(加工予定点Po)に基づいて図形開始点S及び図形終了点Fを探索する場合について説明したが、必ずしもこれに限られるものではなく、指令軌跡(指令点Pr)に基づいて図形開始点S及び図形終了点Fを探索することは当然可能である。加工予定軌跡lo(加工予定点Po)は、指令軌跡(指令点Pr)に応じて作られるからである。
【符号の説明】
【0074】
1 レーザ加工機
30 光路移動装置(移動装置の一部)
100 位置補正装置(制御装置の一部)
B レーザビーム
f1 図形
lo 加工予定軌跡
lt 目標軌跡
Po 加工予定点
Po[1] 始点
Po[n] 終点
Pt 目標点
W 被加工物
【特許請求の範囲】
【請求項1】
被加工物に照射されるレーザビームを発生するレーザ発生装置と、そのレーザ発生装置により発生されるレーザビームの被加工物に対する照射位置を設定された目標軌跡に応じて座標平面に沿って相対移動させる移動装置と、その移動装置の前記レーザビームに対する座標平面上の相対位置を前記目標軌跡に対応して指令する制御装置とを備えるレーザ加工機に用いられる位置補正装置であって、
前記目標軌跡に対応する前記移動装置への指令を取得する指令取得手段と、
その指令取得手段により取得される指令に基づいて、前記移動装置を作動させる作動手段と、
その作動手段により移動装置が作動されることで相対移動される前記レーザビームの照射位置の前記座標平面における軌跡である加工予定軌跡を取得する加工予定軌跡取得手段と、
その加工予定軌跡取得手段により取得される加工予定軌跡上の加工予定点と、設定された前記目標軌跡上の目標点との間で最も近い2点である最近点の組を探索する最近点探索手段と、
その最近点探索手段により探索される最近点の組の2点間の各々の距離に基づいて前記加工予定軌跡が前記目標軌跡に近づくように前記指令取得手段により取得される指令に対する補正値を算出する補正値算出手段とを備え、
前記指令取得手段、前記作動手段、前記加工予定軌跡取得手段、前記最近点探索手段および前記補正値算出手段は、前記被加工物にレーザビームを照射する前に実行されるものであることを特徴とする位置補正装置。
【請求項2】
前記最近点探索手段は、前記加工予定軌跡取得手段により取得される加工予定軌跡上の加工予定点の座標および前記目標軌跡上の目標点の座標に基づいて前記加工予定点と前記目標点との距離を算出し前記最近点の組を探索することを特徴とする請求項1記載の位置補正装置。
【請求項3】
前記指令取得手段は、前記補正値算出手段により算出される補正値が反映された指令を取得するものであり、
前記加工予定軌跡取得手段により取得される加工予定軌跡が前記目標軌跡に近似する所定の条件を満たすかを判断する補正値判断手段を備え、
その補正値判断手段により前記加工予定軌跡が前記目標軌跡に近似する所定の条件を満たすと判断されるまで、前記指令取得手段、前記作動手段、前記加工予定軌跡取得手段、前記最近点探索手段および前記補正値算出手段による処理は繰り返し実行されることを特徴とする請求項1又は2に記載の位置補正装置。
【請求項4】
前記指令取得手段は、前記補正値算出手段により算出される補正値が反映された指令を取得するものであり、
前記指令取得手段、前記作動手段、前記加工予定軌跡取得手段、前記最近点探索手段および前記補正値算出手段の内の少なくとも1による処理回数を計数する計数手段と、
その計数手段により計数される処理回数が所定回数以上であるかを判断する処理回数判断手段とを備え、
その処理回数判断手段により前記処理回数が所定回数以上であると判断されるまで、前記指令取得手段、前記作動手段、前記加工予定軌跡取得手段、前記最近点探索手段および前記補正値算出手段による処理は繰り返し実行されることを特徴とする請求項1又は2に記載の位置補正装置。
【請求項5】
前記最近点探索手段は、前記目標軌跡上の目標点を基準にして、前記加工予定軌跡取得手段により取得される加工予定軌跡上の加工予定点までの距離の最も近い最近点の組を探索することを特徴とする請求項1から4のいずれかに記載の位置補正装置。
【請求項6】
前記目標軌跡は、閉じた図形を構成し、
前記加工予定軌跡は、前記図形の内側に位置する始点から始まり前記図形の内側に位置する終点まで描かれ、少なくとも1箇所で交差するものであり、
前記加工予定軌跡取得手段により取得される加工予定点のうち前記図形の外形を形成する加工予定軌跡上の加工予定点と、前記図形の外形の内側に位置し前記始点から始まる加工予定軌跡上の加工予定点との距離が所定距離以下である2点の組を探索する第1近接探索手段と、
その第1近接探索手段により探索される2点の組の中から前記始点からの加工予定軌跡に沿う距離が最も小さい図形開始点を探索する図形開始点探索手段と、
前記加工予定軌跡取得手段により取得される加工予定点のうち前記図形の外形を形成する加工予定軌跡上の加工予定点と、前記図形の外形の内側に位置し前記終点に向かう加工予定軌跡上の加工予定点との距離が所定距離以下である2点の組を探索する第2近接探索手段と、
その第2近接探索手段により探索される2点の組の中から前記終点からの加工予定軌跡に沿う距離が最も小さい図形終了点を探索する図形終了点探索手段とを備え、
前記補正値算出手段は、前記図形開始点探索手段により探索される図形開始点から前記図形終了点探索手段により探索される図形終了点までに対応する前記補正値を算出することを特徴とする請求項1から5のいずれかに記載の位置補正装置。
【請求項7】
被加工物に照射するレーザビームを発生させるレーザ発生装置と、
そのレーザ発生装置により発生されるレーザビームの被加工物に対する照射位置を設定された目標軌跡に応じて座標平面に沿って相対移動させる移動装置と、
その移動装置の前記レーザビームに対する相対位置を前記目標軌跡に対応して指令する制御装置と、
請求項1から6のいずれかに記載の位置補正装置とを備えていることを特徴とするレーザ加工機。
【請求項1】
被加工物に照射されるレーザビームを発生するレーザ発生装置と、そのレーザ発生装置により発生されるレーザビームの被加工物に対する照射位置を設定された目標軌跡に応じて座標平面に沿って相対移動させる移動装置と、その移動装置の前記レーザビームに対する座標平面上の相対位置を前記目標軌跡に対応して指令する制御装置とを備えるレーザ加工機に用いられる位置補正装置であって、
前記目標軌跡に対応する前記移動装置への指令を取得する指令取得手段と、
その指令取得手段により取得される指令に基づいて、前記移動装置を作動させる作動手段と、
その作動手段により移動装置が作動されることで相対移動される前記レーザビームの照射位置の前記座標平面における軌跡である加工予定軌跡を取得する加工予定軌跡取得手段と、
その加工予定軌跡取得手段により取得される加工予定軌跡上の加工予定点と、設定された前記目標軌跡上の目標点との間で最も近い2点である最近点の組を探索する最近点探索手段と、
その最近点探索手段により探索される最近点の組の2点間の各々の距離に基づいて前記加工予定軌跡が前記目標軌跡に近づくように前記指令取得手段により取得される指令に対する補正値を算出する補正値算出手段とを備え、
前記指令取得手段、前記作動手段、前記加工予定軌跡取得手段、前記最近点探索手段および前記補正値算出手段は、前記被加工物にレーザビームを照射する前に実行されるものであることを特徴とする位置補正装置。
【請求項2】
前記最近点探索手段は、前記加工予定軌跡取得手段により取得される加工予定軌跡上の加工予定点の座標および前記目標軌跡上の目標点の座標に基づいて前記加工予定点と前記目標点との距離を算出し前記最近点の組を探索することを特徴とする請求項1記載の位置補正装置。
【請求項3】
前記指令取得手段は、前記補正値算出手段により算出される補正値が反映された指令を取得するものであり、
前記加工予定軌跡取得手段により取得される加工予定軌跡が前記目標軌跡に近似する所定の条件を満たすかを判断する補正値判断手段を備え、
その補正値判断手段により前記加工予定軌跡が前記目標軌跡に近似する所定の条件を満たすと判断されるまで、前記指令取得手段、前記作動手段、前記加工予定軌跡取得手段、前記最近点探索手段および前記補正値算出手段による処理は繰り返し実行されることを特徴とする請求項1又は2に記載の位置補正装置。
【請求項4】
前記指令取得手段は、前記補正値算出手段により算出される補正値が反映された指令を取得するものであり、
前記指令取得手段、前記作動手段、前記加工予定軌跡取得手段、前記最近点探索手段および前記補正値算出手段の内の少なくとも1による処理回数を計数する計数手段と、
その計数手段により計数される処理回数が所定回数以上であるかを判断する処理回数判断手段とを備え、
その処理回数判断手段により前記処理回数が所定回数以上であると判断されるまで、前記指令取得手段、前記作動手段、前記加工予定軌跡取得手段、前記最近点探索手段および前記補正値算出手段による処理は繰り返し実行されることを特徴とする請求項1又は2に記載の位置補正装置。
【請求項5】
前記最近点探索手段は、前記目標軌跡上の目標点を基準にして、前記加工予定軌跡取得手段により取得される加工予定軌跡上の加工予定点までの距離の最も近い最近点の組を探索することを特徴とする請求項1から4のいずれかに記載の位置補正装置。
【請求項6】
前記目標軌跡は、閉じた図形を構成し、
前記加工予定軌跡は、前記図形の内側に位置する始点から始まり前記図形の内側に位置する終点まで描かれ、少なくとも1箇所で交差するものであり、
前記加工予定軌跡取得手段により取得される加工予定点のうち前記図形の外形を形成する加工予定軌跡上の加工予定点と、前記図形の外形の内側に位置し前記始点から始まる加工予定軌跡上の加工予定点との距離が所定距離以下である2点の組を探索する第1近接探索手段と、
その第1近接探索手段により探索される2点の組の中から前記始点からの加工予定軌跡に沿う距離が最も小さい図形開始点を探索する図形開始点探索手段と、
前記加工予定軌跡取得手段により取得される加工予定点のうち前記図形の外形を形成する加工予定軌跡上の加工予定点と、前記図形の外形の内側に位置し前記終点に向かう加工予定軌跡上の加工予定点との距離が所定距離以下である2点の組を探索する第2近接探索手段と、
その第2近接探索手段により探索される2点の組の中から前記終点からの加工予定軌跡に沿う距離が最も小さい図形終了点を探索する図形終了点探索手段とを備え、
前記補正値算出手段は、前記図形開始点探索手段により探索される図形開始点から前記図形終了点探索手段により探索される図形終了点までに対応する前記補正値を算出することを特徴とする請求項1から5のいずれかに記載の位置補正装置。
【請求項7】
被加工物に照射するレーザビームを発生させるレーザ発生装置と、
そのレーザ発生装置により発生されるレーザビームの被加工物に対する照射位置を設定された目標軌跡に応じて座標平面に沿って相対移動させる移動装置と、
その移動装置の前記レーザビームに対する相対位置を前記目標軌跡に対応して指令する制御装置と、
請求項1から6のいずれかに記載の位置補正装置とを備えていることを特徴とするレーザ加工機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2013−20394(P2013−20394A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2011−152486(P2011−152486)
【出願日】平成23年7月11日(2011.7.11)
【出願人】(000004617)日本車輌製造株式会社 (722)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成23年7月11日(2011.7.11)
【出願人】(000004617)日本車輌製造株式会社 (722)
【Fターム(参考)】
[ Back to top ]