
低エネルギー表面に対する改良された接着性を有するホットメルト接着剤
本発明は、ホットメルト接着剤組成物、その使用、およびホットメルト接着剤組成物を含む複合体に関する。ホットメルト接着剤組成物は、25℃で固体であるポリオレフィンP、軟化点が−10℃から40℃の間である軟性樹脂WH、および極性改質ポリオレフィンワックスPWを含む。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ホットメルト接着剤の分野に関し、特に積層接着剤に関する。
【背景技術】
【0002】
ホットメルト接着剤はかなり以前から知られており、積層接着剤として使用されている。建築業界において、水の突破に対向するシーリング基材のための防水性の膜もまた知られている。例示のために、米国特許第4,065,924号公報は上部層と接続されたバリア層を開示し、バリア層は基材上に配置され、上部層は注入されたコンクリートが浸透することによって注入されたコンクリートとの結合を確実にする。
【0003】
そのような防水性膜がホットメルト接着剤を含むことも多く、このホットメルト接着剤は、バリア層と上部層との間の、または直接塗布されたコンクリートとの、結合を確実にするために積層接着剤として働く。そのようなホットメルト接着剤は様々な性質を有するべきである。硬化された状態では、バリア層および上部層に対するホットメルト接着剤の結合強さは、基材からの湿気や水に対するコンクリートの最適な保護を確実にするため、たとえ防水性膜が損傷を受けるとしても、高くなくてはならない。低エネルギー材料に対する良好な接着は、多くの場合バリア層はそのような材料から調製されるので、有利である。ポリオレフィン系材料、特にポリエチレン上の接着積層は特に難しい。同様に水の浸透に対する耐性を確実にするために、ホットメルト接着剤は硬化前に上部層内部に深く浸透しなくてはならない。理想的には、上部層への塗布の後、コンクリートはホットメルト接着剤に浸透し、ホットメルト接着剤に結合し、その結果水の浸透に対する高い耐性をもたらす。コンクリートに対する良好な結合を実現するために、ホットメルト接着剤は高い固有粘着性を有し、かつ硬化の後可能な限り柔軟である。さらに、水が浸透する場合、加水分解に対する耐性が高いことが有利である。さらに、ホットメルト接着剤は、防水膜の工業的生産においてバリア層が上部層に結合することを可能にするために、硬化前に特定の初期粘着性を有するべきである。
【0004】
したがって、可能な限り広い接着範囲を有し、かつ特に低エネルギー表面にとりわけよく接着するホットメルト接着剤を提供することが本発明の目的である。
【0005】
意外にも、請求項1に記載のホットメルト接着剤組成物によってこの問題を解決することができることが見出された。このホットメルト接着剤組成物は、広い接着範囲を有し、ポリオレフィンフィルムなど、特にポリエチレンフィルムの低エネルギー表面によく接着する。
【0006】
さらに、このホットメルト接着剤組成物は、労働衛生および仕事の安全性という観点からみて非常に有利である。
【0007】
本発明の他の局面は、接着して結合されるポリオレフィンフィルム、発泡体、または繊維材料に対する請求項11に記載のホットメルト接着剤組成物の使用、および請求項12に記載の複合体である。
【0008】
本発明の好ましい実施形態は、従属請求項の主題である。
【発明の概要】
【課題を解決するための手段】
【0009】
第1の局面において、本発明はホットメルト接着剤組成物に関し、前記ホットメルト接着剤組成物は以下を含む。
(a)25℃で固体である、ポリオレフィンP、
(b)DIN EN 1238によるRing−And−Ball法によって測定される軟化点が−10℃から40℃の間である、少なくとも一つの軟性樹脂WH、
(c)少なくとも一つの極性改質ポリオレフィンワックスPW。
【図面の簡単な説明】
【0010】
【図1】複合体1の概略的な断面を示す図である。
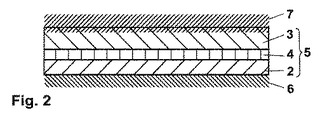
【図2】組み込まれた状態の防水膜5を示す図である。
【発明を実施するための形態】
【0011】
本明細書において、全ての軟化点はDIN EN 1238によるRing−And−Ball法によって測定されたものと理解される。
【0012】
好ましくは、ポリオレフィンPは、DIN EN 1238によるRing−And−Ball法によって測定される、70℃から170℃の間の、特に80℃から120℃の間の、好ましくは90℃から110℃の間の軟化点を有する。
【0013】
典型的には、ポリオレフィンPは熱可塑性ポリ−α−オレフィン、好ましくはアタクチックポリ−α−オレフィン(APAO)である。
【0014】
これらのアタクチックポリ−α−オレフィンは、α−オレフィン、特にエテン、プロペン、1−ブテンを、例えばチーグラー触媒を用いて重合することによって調製することができる。α−オレフィンのホモポリマーまたはコポリマーを調製することができる。これらは、他のポリオレフィンと比較してアモルファスな構造を有する。
【0015】
本明細書において、「α−オレフィン」は、通常の定義に従って、全体の化学式がCxH2x(xは炭素原子数)のアルケンであり、第1の炭素原子(α炭素)にC−C二重結合を有するという意味であると理解される。そのようなα−オレフィンの例は、エチレン、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、および1−オクテンである。したがって、例えば1,3−ブタジエン、2−ブテン、およびスチレンのどれも、本明細書においてはα−オレフィンではない。
【0016】
分子量Mnは、特に7,000から25,000g/molの間である。
【0017】
本明細書において使用される用語「ポリマー」は、一方でポリ反応(重合、重付加、重縮合)によって製造される化学的に均一な高分子の集まりを表すが、この高分子は、重合度、分子量、および鎖長に関して相違する。他方で、この用語はポリ反応から得られる前記高分子の集まりの誘導体、すなわち、例えば所定の高分子の官能基の付加または置換などの反応によって得られた、かつ化学的に均一であってよく、化学的に不均一であってもよい化合物、も含む。さらに、この用語はいわゆるプレポリマー、すなわち反応性の有機プレアダクツ、その官能基が高分子の形成に関与している、も含む。
【0018】
本明細書において、「分子量」とは常に数平均分子量Mn(数平均)として定義される。
【0019】
本明細書において使用される用語「室温」とは温度23℃を示す。
【0020】
本明細書において太字で強調される用語(例えばP、WH、PW、S1、S2など)は、読解性及び識別性を向上することのみを目的とする。
【0021】
有利には、ポリオレフィンPの量は、ホットメルト接着剤組成物に対して、30〜60重量%、好ましくは40〜50重量%である。
【0022】
さらに、ホットメルト接着剤組成物は、軟化点が−10℃から40℃の間である少なくとも一つの軟性樹脂WHを含む。軟性樹脂WHの軟化点が室温(23℃)に非常に近いことに起因して、それは室温において既に液体であるか、または非常に柔軟である。軟性樹脂は天然樹脂であってよく、または合成樹脂であってよい。
【0023】
特に、そのような軟性樹脂WHは、パラフィン樹脂、炭化水素樹脂、ポリオレフィン、ポリエステル、ポリエーテル、ポリアクリレート、またはアミノ樹脂からなる群からの中程度から比較的高い分子量の化合物である。
【0024】
軟性樹脂WHは0℃から25℃の間、特に10℃から25℃の間の軟化点を有することが好ましい。
【0025】
好ましい実施形態において、軟性樹脂WHは炭化水素樹脂であり、特に脂肪族C5−C9炭化水素樹脂である。
【0026】
Wingtack(登録商標)10という商品名でCray Valley社から市販されている脂肪族C5炭化水素樹脂が特に適する軟性樹脂WHであることが証明されている。
【0027】
さらなる適切な軟性樹脂は、例えば、米国Arizona Chemicalにより市販されるSylvares(登録商標)TR A25などのポリテルペン樹脂、米国Arizona Chemicalにより市販されるSylvatac(登録商標)RE 12、Sylvatac(登録商標)RE 10、Sylvatac(登録商標)RE 15、Sylvatac(登録商標)RE 20、Sylvatac(登録商標)RE 25、またはSylvatac(登録商標)RE 40などの、ロジンエステルおよびトール樹脂エステルである。
【0028】
さらなる適する軟性樹脂は、例えばEscorezTM 5040(Exxon Mobil Chemical)である。
【0029】
軟性樹脂に適する他の炭化水素樹脂は、例えばPicco A10(Eastman Kodak)およびRegalite R1010(Eastman Kodak)である。
【0030】
典型的には、軟性樹脂WHの量は、ホットメルト接着剤組成物に対して、30〜60重量%、特に40〜50重量%である。量が30重量%未満であるとホットメルト接着剤組成物の固有の粘着性に対して悪影響を与える。
【0031】
さらに、ホットメルト接着剤組成物は、少なくとも一つの極性改質ポリオレフィンワックスPWを含む。
【0032】
適する極性改質ポリオレフィンワックスPWは、例えばα,β−不飽和カルボン酸および/またはその誘導体など、例えば(メタ)アクリル酸または無水マレイン酸、および/または置換および/または非置換スチレンなどの極性オレフィンモノマーをポリオレフィンワックスにグラフトすることによって製造される。
【0033】
好ましくは、極性改質ポリオレフィンワックスPWは無水マレイン酸でグラフトされたポリオレフィンワックスである。
【0034】
極性改質ポリオレフィンワックスPWの製造の基材を成す、適するポリオレフィンワックスPWは、分岐または非分岐ポリオレフィンプラスチックを熱分解することによって、またはオレフィンの直接重合によって得ることができる。適する重合プロセスは、例えば、オレフィン(通常エチレン)が高圧および高温で反応されて多かれ少なかれ分岐したワックスを提供するフリーラジカルプロセス、それに加えて、エチレンおよび/または高次1−オレフィンが有機金属触媒(例えばチーグラー・ナッタ触媒またはメタロセン触媒)を用いて重合され、非分岐または分岐ワックスを提供するプロセスである。
【0035】
好ましくは、ポリオレフィンワックスは様々なアルケンのホモポリマーまたはコポリマーである。
【0036】
好ましくは、ポリオレフィンワックスはエテンおよびプロペンのホモポリマーまたはコポリマーである。
【0037】
好ましくは、ポリオレフィンワックスはチーグラー触媒またはメタロセン触媒を用いて製造されたホモポリマーまたはコポリマーである。
【0038】
特に好ましくは、極性改質ポリオレフィンワックスPWは、無水マレイン酸でグラフトされたエテンおよびプロペンのホモポリマーまたはコポリマーのワックスであり、特に好ましくは無水マレイン酸でグラフトされたポリプロピレンワックスである。
【0039】
極性改質ポリオレフィンワックスPWのグラフト率は、ポリオレフィンワックスの重量に対して、極性オレフィンモノマー(特に無水マレイン酸)が1重量%を超えることが好ましく、3重量%を超えることが好ましい。好ましくは前記グラフト率が2重量%から15重量%の間であり、好ましくは4重量%から15重量%の間であり、より好ましくは8重量%から12重量%の間である。
【0040】
極性改質ポリオレフィンワックスPWは、100℃から200℃の間、特に120℃から170℃の間の軟化点を有することが好ましい。
【0041】
極性改質ポリオレフィンワックスPWは、170℃において10−10,000mPa・s、特に1,000−5,000mPa・sの溶融粘度を有することが好ましい。
【0042】
好ましい実施形態において、極性改質ポリオレフィンワックスPWは、無水マレイン酸がグラフトしたポリエチレンワックス、または無水マレイン酸がグラフトしたポリプロピレンワックスである
【0043】
典型的には、極性改質ポリオレフィンワックスPWの量は、ホットメルト接着剤組成物の重量に対して、1〜20重量%、好ましくは2.5〜10重量%、特に好ましくは3〜7重量%である。もしも量が1重量%未満である場合、極性改質ポリオレフィンワックスPWはホットメルト接着剤組成物の接着力に対して効果を与えない。
【0044】
さらに、ホットメルト接着剤組成物はさらなる成分を含んでよい。さらなる成分として適するのは、特に、軟化剤、接着促進剤、UV吸収剤、UV及び熱安定化剤、増白剤、殺菌剤、顔料、着色剤、フィラー、および乾燥剤からなる群から選択される成分である。
【0045】
しかしながら、25℃で固体である全てのオレフィンベースポリマーPおよび全ての軟性樹脂WHおよび全ての極性改質ポリオレフィンワックスPWの合計重量がホットメルト接着剤組成物の60重量%を、好ましくは80重量%を超える場合に特に好ましいことが分かった。
【0046】
25℃で固体であるポリオレフィンP、軟性樹脂WH、極性ポリオレフィンワックスPWから本質的になるホットメルト接着剤組成物が特に有利であることが分かっている。前記成分に加えて、そのような組成物は、重要ではない、典型的には5重量%未満の、特に1重量%未満の量の他の成分を含む。特に、ホットメルト接着剤組成物は、25℃で固体であるポリオレフィンP、軟性樹脂WH、及び極性ポリオレフィンワックスPWからなる。
【0047】
原則として、その調製はホットメルト接着剤の分野の当業者に知られる慣例的な方法で実施される。
【0048】
ホットメルト接着剤組成物は、加熱によって液体化され、熱可塑性成分の溶融をもたらす。ホットメルト接着剤組成物の粘度は、適用温度に合わせて変えるべきである。典型的には、適用温度は100から200℃の間、特に150から180℃の間である。この温度において、接着剤は容易に加工することができる。この温度範囲において、Brookfield Thermoselに従って測定される粘度は、1,500〜50,000mPasであることが好ましい。もしもこれが実質的により高い場合、塗布が非常に困難である。もしもこれが実質的に低い場合、そのような低い粘度の接着剤は、塗布の間、冷却の結果として硬化する前に、接着結合のための材料表面から流れ落ちる。特に好ましくは、Brookfield Thermoselに従って測定される粘度は、150〜180℃の温度範囲内で2,500〜20,000mPasである。
【0049】
接着剤の固化及び硬化は冷却に起因して起こり、迅速な強度の向上、及び接着結合の高い初期接着強度をもたらす。接着剤を使用するとき、接着結合は、接着剤がまだそれほど冷却されていない時間内に起こるようにすべきである。すなわち、接着結合は、接着剤がまだ液体であるか、または少なくともまだ粘着性でありかつ変形可能である間に起こらなくてはならない。
【0050】
本発明による前述のホットメルト接着剤組成物は、広い温度範囲の中で高い初期強度および高い強度および柔軟性を有することがわかった。
【0051】
イソシアネートが存在しないことに起因して、本発明による前述のホットメルト接着剤組成物は、労働衛生および労働安全の観点からみて、特に有利である。
【0052】
さらに、極性改質ポリオレフィンワックスPWに起因して、特に無水マレイン酸でグラフトされたポリオレフィンワックスに起因して、低エネルギー表面、特にポリエチレンに対するホットメルト接着剤組成物の接着が大きく改善されることがわかった。文献では、極性改質ポリプロピレンワックスが、その極性に起因して、非極性接着剤において極性基板に対する接着促進剤として使用されることが知られていたので、この結果は予測できなかった。低エネルギー表面、特に非常に低エネルギーのポリエチレンに対する接着性の改善は予期されないものである。したがって、このホットメルト接着剤組成物は、ポリエチレンおよびポリプロピレンなどの非極性プラスチック上に極めて幅広い接着範囲を有し、たとえプライマーがなくてもホットメルト接着剤組成物を使用して接着によって結合することができる。
【0053】
さらに、前述のホットメルト接着剤組成物は非常に長い有効期間を有し、良好な加工特性(特に適用温度100〜200℃の範囲内で)を有し、かつこれらの温度で、比較的長い時間にわたって、粘度安定性を有することがわかった。硬化は、無臭で、迅速に、たとえ厚い層での塗布の場合であっても、気泡なしで起こる。ホットメルト接着剤組成物は、良好な接着性、特に即時の接着性および粘着性が高いこと、および、環境劣化、特に水性の媒体、例えば界面活性剤、弱い酸および塩基に対する耐性が高いこと、および腐食性ではないこと、によって特徴付けられる。
【0054】
さらに、前述のホットメルト接着剤組成物は、それらの経年劣化および温度に対する耐性に起因して特に有利である。
【0055】
ホットメルト接着剤組成物の硬化挙動は、すくなくとも一つ存在する軟性樹脂WHによって良い方向に影響されてよい。ホットメルト接着剤組成物は、比較的薄い接着層が、たとえ冷却の後であっても、そこに圧力が印加されることによって、流動が起こり得るように非常に柔軟になる。たとえば、防水膜に前記組成物を使用するとき、この効果はコンクリート上部に組成物がよく流れることを可能にする。その結果、水の浸透に対する高い耐性が与えられる。
【0056】
上述のホットメルト接着剤組成物は幅広い用途(典型的には建築産業および衛生産業)を有する。
【0057】
上述のホットメルト接着剤組成物は、発泡体、繊維材料、またはフィルムに対するポリオレフィン材料の接着結合に対して最適に使用することができることがわかった。
【0058】
さらに、ホットメルト接着剤組成物は、サンドイッチパネルの接着結合にも非常に適する。
【0059】
本発明のさらなる局面は、ポリオレフィンフィルムである第1基板S1、上述のホットメルト接着剤組成物、および第2基板S2を有する複合体に関し、ホットメルト接着剤組成物は、第1基板S1と第2基板S2との間に配置される。
【0060】
図1は、第1基板S1(2)および第2基板S2(3)、および第1基板と第2基板との間に配置され、これらの二つの基板を互いに接着によって結合するホットメルト接着剤組成物(4)を含むそのような複合体1を通る概略的な断面を示す。
【0061】
「ポリオレフィンフィルム」は、特に、柔軟な、0.05mmから5mmの範囲の厚みを有するシート状のポリオレフィンとして理解される。したがって、それらは巻き取ることができる。結果的に、厚みが1mm未満の「フィルム」(厳しい意味での)に加えて、トンネル、屋根、または室内プールを密閉するために典型的に使用されるような、典型的には厚み1から3mmである、特別な場合には最大5mmである、密閉シートも使用される。そのようなポリオレフィンフィルムは通常、展着、キャスティング、カレンダリング、または押出によって製造され、典型的には巻き取られて市販され、または現場で製造される。それらは、単一の、または多数重なった構造を有してよい。ポリオレフィンフィルムが他の添加剤及び加工剤、例えばフィラー、UVおよび熱安定剤、可塑剤、潤滑剤、殺生物剤、難燃剤、酸化防止剤、二酸化チタンまたはカーボンブラックなどの顔料、または色素などを追加で含んでよいことは当業者には明らかである。これは、100%未満のポリオレフィンを含むフィルムであってもポリオレフィンフィルムと呼ばれることを意味する。
【0062】
第2基板S2(多くの場合キャリアとも呼ばれる)は、異なるタイプおよび性質のものであってよい。基板は、例えばプラスチック、特にポリオレフィンまたはABS、金属、コーティングされた金属、プラスチック、木、木質系材料または繊維材料からなるものであってよい。基板は固体でかつ成形された本体であることが好ましい。
【0063】
特に、第1基板S1はポリオレフィンフィルムであり、第2基板S2は多孔質材料、特にポリオレフィン発泡体、またはポリオレフィン繊維材料である。
【0064】
必要に応じて、第2基板S2の表面は前処理されていてよい。特に、そのような前処理は、洗浄またはプライマーの塗布を含んでよい。しかしながら、好ましくは、プライマーの塗布は必要ない。
【0065】
前述された複合体は、好ましくは、特に、建築産業の工業製造物品、基材またはビルを水の浸入から密閉するための物品、例えば防水膜である。
【0066】
特に好ましくは、前述の複合体は防水膜であり、第1基板S1はポリオレフィンフィルムであり、第2基板S2は多孔質材料であり、特に発泡体または繊維材料である。
【0067】
図2は、組み込まれた状態の、そのような防水膜5を示す。第1基板S1(2)は基材6上に配置され、第2基板S2(3)は、塗布されたコンクリートに浸透されることによって塗布されたコンクリート7に結合を提供する。
【0068】
この出願において、基材6は水平であってよく、そうでなくてもよい。さらに、基材は、土壌、ビル、または型枠であってよい。典型的には、基材は、垂直に配置された木質の型枠または金属の桁である。基材は絶縁材料であってもよい。
【0069】
設置されるとき、コンクリート7は、典型的には、第2基板S2(3)の、そのような複合体1の第1基板S1(2)からみて離れた方を向く側に配置される。
【0070】
もしも複合体が防水膜5である場合、第1基板S1(2)は、典型的には、水圧に対する高い耐性を有し、引裂伝播試験および穿孔試験において良好な結果を示し、これは建築現場での機械的応力に対して特に有利である。
【0071】
第2基板S2(3)の多孔質構造は、引っ張りまたは剪断力に対するその耐性が向上され得るので、防水膜5の弾性に関して都合がよい。他方で、それは液体コンクリートの良好な吸収をもたらし、結果的に液体および硬化コンクリートの両方との良好な結合をもたらす。特に、これは大きな表面の傾斜角に対して、第2基板S2からコンクリート7が滑り落ちることを防ぐのに有利であり得る。
【0072】
好ましくは、第2基板S2は繊維材料である。本明細書において、繊維材料は繊維で構成される材料として理解される。繊維は有機材料または合成材料を含むか、または有機材料または合成材料からなる。特に、それらはセルロース、綿、タンパク質、または合成繊維である。合成繊維として、特に好ましくは、ポリエステル、またはエチレンおよび/またはプロピレンのホモポリマー若しくはコポリマー、またはビスコースの繊維が挙げられる。前記繊維は短くてよく、または長繊維、紡糸繊維、織布若しくは不織布繊維、またはフィラメントであってよい。さらに、前記繊維は配向されてよく、または延伸された繊維であってもよい。さらに、異なる形状および組成を有する繊維の組み合わせを使用することが有利であり得る。
【0073】
さらに、繊維材料はボイドを有する。これらのボイドは、適切な製造方法によって形成される。好ましくは、ボイドは少なくとも部分的に開口し、液体コンクリートおよび/または上述のホットメルト接着剤組成物の浸透を可能にする。
【0074】
当業者に知られている幅広い種類の方法が、繊維でできた本体を製造するのに使用されてよい。特に、織物、ノンクリンプファブリック、または編物である本体が使用される。
【0075】
繊維材料は、繊維自身の接着に起因して通常互いに接着している、ステープルファイバーまたはフィラメントのばら材料であってよい。この場合、単一の繊維は、好ましい配向を有してよく、または無配向であってもよい。繊維体は、鋭い水ジェットによるニードルパンチング、絡み合い、または混合によって機械的に結合されてよい。繊維材料として特に好ましいのは、フェルトまたはフリースである。さらに好ましいのは、10cmあたり5−30のメッシュ数を有する繊維材料である。繊維材料のそのような層は多孔質材料に関して前述したのと同じ利点を提供し、かつ低コストで製造することができる。さらに、繊維材料は、通常非常に均一に製造することができ、その結果コンクリートと同様の浸透を与える。
【0076】
有利には、第2基板S2は熱可塑性材料からなり、この材料は高密度ポリエチレン(HDPE)、ポリエチレンテレフタレート(PET)、ポリスチレン(PS)、ポリプロピレン(PP)、ポリ塩化ビニル(PVC)、ポリアミド(PA)、およびこれらの組み合わせからなる群から選択される。
【0077】
もしも複合体が防水膜5である場合、第2基板S2(3)は典型的には厚み0.1〜1mm、好ましくは0.2〜0.6mm、特に好ましくは0.4〜0.55mmを有する。
【0078】
ホットメルト接着剤組成物4は、第1基板S1(2)と第2基板S2(3)との間に配置される。しかしながら、もしもホットメルト接着剤組成物4が部分的にまたは完全に、好ましくは部分的に基板S2に浸透し、結果的にホットメルト接着剤組成物への良好な結合をもたらす場合は、有利であり得る。
【0079】
さらに、そのような複合体において、設置されるとき、もしもコンクリートがホットメルト接着剤組成物4に少なくとも部分的に接触する場合、コンクリート7に対する防水膜の結合に関して有利であり得る。これは、コンクリートを多孔質材料に浸透させ、結果的にホットメルト接着剤組成物に接触させる、および/またはホットメルト接着剤組成物を多孔質材料に浸透させ、結果的にコンクリートに接触させることによって実現されてよい。
【0080】
本発明によるホットメルト接着剤組成物を含む上述の防水膜、および前記膜内の本発明によるホットメルト接着剤組成物の使用は、一方でホットメルト接着剤組成物が接着しにくいポリエチレンフィルムの使用を可能にする点で有利であり、これは水圧に対する高い耐性に起因して、極めて有利な点である。他方で、その疎水性および液体に対する耐性、その非腐食性およびその良好な接着性に起因して、ホットメルト接着剤組成物は第1基板S1と第2基板S2との間の良好な結合を確実にする。これは、例えば、第1基板S1と第2基板S2との間のボイドを防ぎ、漏れが起こった場合、水の防水膜への浸透を防ぐ。
【実施例】
【0081】
【表1】
【0082】
ホットメルト接着剤組成物(「HSZ」)は、温度150℃で、ミキサー内不活性雰囲気の下で、原料を表2に示される重量部に従って混合することによって調製された。
【0083】
粘度
密封されたチューブ内で、ホットキャビネット内で140℃において20分間、ホットメルト接着剤組成物HSZを溶融した後、9.7gの接着剤が使い捨てスリーブに量り入れられ、表2に示される各々の温度において粘度計内で20分間一定温度にされた。粘度測定は、150℃、160℃、および180℃において、Brookfield DV−2 サーモセル粘度計で、No.27のスピンドルを用いて、1分あたり10回転で実行された。5分間の測定後に得られた値が粘度として選択される。表2において、150℃で測定された値が「Visk150」で示され、160℃でのものが「Visk160」で、180℃でのものが「Visk180」で、200℃でのものが「Visk200」で示される。
【0084】
軟化点
軟化点は、DIN EN 1238に従うRing−And−Ball法によって測定された。
【0085】
初期強度の向上
ホットメルト接着剤組成物HSZは溶融され、接着温度160℃において、PP試験片(100mm×25mm×5mm)に塗布され、第2のPP試験片に結合された(接着剤厚み:1mm、重なり領域:25mm×25mm)。初期強度は、30分後の試験片のこれらの剪断引張強度を測定することによって決定され、測定速度10mm/minで、23℃および相対湿度50%において、Zwick Z020引張試験機を用いて、溶融したホットメルト接着剤組成物の塗布から測定される。30分後に測定された最大の張力(「σmax」)は表2に示される。
【表2】
【0086】
表2の結果は、ホットメルト接着剤組成物HSZの強度が迅速に向上することを示す。
【符号の説明】
【0087】
1 複合体
2 第1基板S1
3 第2基板S2
4 ホットメルト接着剤組成物
5 防水膜
6 基材
7 コンクリート
【技術分野】
【0001】
本発明は、ホットメルト接着剤の分野に関し、特に積層接着剤に関する。
【背景技術】
【0002】
ホットメルト接着剤はかなり以前から知られており、積層接着剤として使用されている。建築業界において、水の突破に対向するシーリング基材のための防水性の膜もまた知られている。例示のために、米国特許第4,065,924号公報は上部層と接続されたバリア層を開示し、バリア層は基材上に配置され、上部層は注入されたコンクリートが浸透することによって注入されたコンクリートとの結合を確実にする。
【0003】
そのような防水性膜がホットメルト接着剤を含むことも多く、このホットメルト接着剤は、バリア層と上部層との間の、または直接塗布されたコンクリートとの、結合を確実にするために積層接着剤として働く。そのようなホットメルト接着剤は様々な性質を有するべきである。硬化された状態では、バリア層および上部層に対するホットメルト接着剤の結合強さは、基材からの湿気や水に対するコンクリートの最適な保護を確実にするため、たとえ防水性膜が損傷を受けるとしても、高くなくてはならない。低エネルギー材料に対する良好な接着は、多くの場合バリア層はそのような材料から調製されるので、有利である。ポリオレフィン系材料、特にポリエチレン上の接着積層は特に難しい。同様に水の浸透に対する耐性を確実にするために、ホットメルト接着剤は硬化前に上部層内部に深く浸透しなくてはならない。理想的には、上部層への塗布の後、コンクリートはホットメルト接着剤に浸透し、ホットメルト接着剤に結合し、その結果水の浸透に対する高い耐性をもたらす。コンクリートに対する良好な結合を実現するために、ホットメルト接着剤は高い固有粘着性を有し、かつ硬化の後可能な限り柔軟である。さらに、水が浸透する場合、加水分解に対する耐性が高いことが有利である。さらに、ホットメルト接着剤は、防水膜の工業的生産においてバリア層が上部層に結合することを可能にするために、硬化前に特定の初期粘着性を有するべきである。
【0004】
したがって、可能な限り広い接着範囲を有し、かつ特に低エネルギー表面にとりわけよく接着するホットメルト接着剤を提供することが本発明の目的である。
【0005】
意外にも、請求項1に記載のホットメルト接着剤組成物によってこの問題を解決することができることが見出された。このホットメルト接着剤組成物は、広い接着範囲を有し、ポリオレフィンフィルムなど、特にポリエチレンフィルムの低エネルギー表面によく接着する。
【0006】
さらに、このホットメルト接着剤組成物は、労働衛生および仕事の安全性という観点からみて非常に有利である。
【0007】
本発明の他の局面は、接着して結合されるポリオレフィンフィルム、発泡体、または繊維材料に対する請求項11に記載のホットメルト接着剤組成物の使用、および請求項12に記載の複合体である。
【0008】
本発明の好ましい実施形態は、従属請求項の主題である。
【発明の概要】
【課題を解決するための手段】
【0009】
第1の局面において、本発明はホットメルト接着剤組成物に関し、前記ホットメルト接着剤組成物は以下を含む。
(a)25℃で固体である、ポリオレフィンP、
(b)DIN EN 1238によるRing−And−Ball法によって測定される軟化点が−10℃から40℃の間である、少なくとも一つの軟性樹脂WH、
(c)少なくとも一つの極性改質ポリオレフィンワックスPW。
【図面の簡単な説明】
【0010】
【図1】複合体1の概略的な断面を示す図である。
【図2】組み込まれた状態の防水膜5を示す図である。
【発明を実施するための形態】
【0011】
本明細書において、全ての軟化点はDIN EN 1238によるRing−And−Ball法によって測定されたものと理解される。
【0012】
好ましくは、ポリオレフィンPは、DIN EN 1238によるRing−And−Ball法によって測定される、70℃から170℃の間の、特に80℃から120℃の間の、好ましくは90℃から110℃の間の軟化点を有する。
【0013】
典型的には、ポリオレフィンPは熱可塑性ポリ−α−オレフィン、好ましくはアタクチックポリ−α−オレフィン(APAO)である。
【0014】
これらのアタクチックポリ−α−オレフィンは、α−オレフィン、特にエテン、プロペン、1−ブテンを、例えばチーグラー触媒を用いて重合することによって調製することができる。α−オレフィンのホモポリマーまたはコポリマーを調製することができる。これらは、他のポリオレフィンと比較してアモルファスな構造を有する。
【0015】
本明細書において、「α−オレフィン」は、通常の定義に従って、全体の化学式がCxH2x(xは炭素原子数)のアルケンであり、第1の炭素原子(α炭素)にC−C二重結合を有するという意味であると理解される。そのようなα−オレフィンの例は、エチレン、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、および1−オクテンである。したがって、例えば1,3−ブタジエン、2−ブテン、およびスチレンのどれも、本明細書においてはα−オレフィンではない。
【0016】
分子量Mnは、特に7,000から25,000g/molの間である。
【0017】
本明細書において使用される用語「ポリマー」は、一方でポリ反応(重合、重付加、重縮合)によって製造される化学的に均一な高分子の集まりを表すが、この高分子は、重合度、分子量、および鎖長に関して相違する。他方で、この用語はポリ反応から得られる前記高分子の集まりの誘導体、すなわち、例えば所定の高分子の官能基の付加または置換などの反応によって得られた、かつ化学的に均一であってよく、化学的に不均一であってもよい化合物、も含む。さらに、この用語はいわゆるプレポリマー、すなわち反応性の有機プレアダクツ、その官能基が高分子の形成に関与している、も含む。
【0018】
本明細書において、「分子量」とは常に数平均分子量Mn(数平均)として定義される。
【0019】
本明細書において使用される用語「室温」とは温度23℃を示す。
【0020】
本明細書において太字で強調される用語(例えばP、WH、PW、S1、S2など)は、読解性及び識別性を向上することのみを目的とする。
【0021】
有利には、ポリオレフィンPの量は、ホットメルト接着剤組成物に対して、30〜60重量%、好ましくは40〜50重量%である。
【0022】
さらに、ホットメルト接着剤組成物は、軟化点が−10℃から40℃の間である少なくとも一つの軟性樹脂WHを含む。軟性樹脂WHの軟化点が室温(23℃)に非常に近いことに起因して、それは室温において既に液体であるか、または非常に柔軟である。軟性樹脂は天然樹脂であってよく、または合成樹脂であってよい。
【0023】
特に、そのような軟性樹脂WHは、パラフィン樹脂、炭化水素樹脂、ポリオレフィン、ポリエステル、ポリエーテル、ポリアクリレート、またはアミノ樹脂からなる群からの中程度から比較的高い分子量の化合物である。
【0024】
軟性樹脂WHは0℃から25℃の間、特に10℃から25℃の間の軟化点を有することが好ましい。
【0025】
好ましい実施形態において、軟性樹脂WHは炭化水素樹脂であり、特に脂肪族C5−C9炭化水素樹脂である。
【0026】
Wingtack(登録商標)10という商品名でCray Valley社から市販されている脂肪族C5炭化水素樹脂が特に適する軟性樹脂WHであることが証明されている。
【0027】
さらなる適切な軟性樹脂は、例えば、米国Arizona Chemicalにより市販されるSylvares(登録商標)TR A25などのポリテルペン樹脂、米国Arizona Chemicalにより市販されるSylvatac(登録商標)RE 12、Sylvatac(登録商標)RE 10、Sylvatac(登録商標)RE 15、Sylvatac(登録商標)RE 20、Sylvatac(登録商標)RE 25、またはSylvatac(登録商標)RE 40などの、ロジンエステルおよびトール樹脂エステルである。
【0028】
さらなる適する軟性樹脂は、例えばEscorezTM 5040(Exxon Mobil Chemical)である。
【0029】
軟性樹脂に適する他の炭化水素樹脂は、例えばPicco A10(Eastman Kodak)およびRegalite R1010(Eastman Kodak)である。
【0030】
典型的には、軟性樹脂WHの量は、ホットメルト接着剤組成物に対して、30〜60重量%、特に40〜50重量%である。量が30重量%未満であるとホットメルト接着剤組成物の固有の粘着性に対して悪影響を与える。
【0031】
さらに、ホットメルト接着剤組成物は、少なくとも一つの極性改質ポリオレフィンワックスPWを含む。
【0032】
適する極性改質ポリオレフィンワックスPWは、例えばα,β−不飽和カルボン酸および/またはその誘導体など、例えば(メタ)アクリル酸または無水マレイン酸、および/または置換および/または非置換スチレンなどの極性オレフィンモノマーをポリオレフィンワックスにグラフトすることによって製造される。
【0033】
好ましくは、極性改質ポリオレフィンワックスPWは無水マレイン酸でグラフトされたポリオレフィンワックスである。
【0034】
極性改質ポリオレフィンワックスPWの製造の基材を成す、適するポリオレフィンワックスPWは、分岐または非分岐ポリオレフィンプラスチックを熱分解することによって、またはオレフィンの直接重合によって得ることができる。適する重合プロセスは、例えば、オレフィン(通常エチレン)が高圧および高温で反応されて多かれ少なかれ分岐したワックスを提供するフリーラジカルプロセス、それに加えて、エチレンおよび/または高次1−オレフィンが有機金属触媒(例えばチーグラー・ナッタ触媒またはメタロセン触媒)を用いて重合され、非分岐または分岐ワックスを提供するプロセスである。
【0035】
好ましくは、ポリオレフィンワックスは様々なアルケンのホモポリマーまたはコポリマーである。
【0036】
好ましくは、ポリオレフィンワックスはエテンおよびプロペンのホモポリマーまたはコポリマーである。
【0037】
好ましくは、ポリオレフィンワックスはチーグラー触媒またはメタロセン触媒を用いて製造されたホモポリマーまたはコポリマーである。
【0038】
特に好ましくは、極性改質ポリオレフィンワックスPWは、無水マレイン酸でグラフトされたエテンおよびプロペンのホモポリマーまたはコポリマーのワックスであり、特に好ましくは無水マレイン酸でグラフトされたポリプロピレンワックスである。
【0039】
極性改質ポリオレフィンワックスPWのグラフト率は、ポリオレフィンワックスの重量に対して、極性オレフィンモノマー(特に無水マレイン酸)が1重量%を超えることが好ましく、3重量%を超えることが好ましい。好ましくは前記グラフト率が2重量%から15重量%の間であり、好ましくは4重量%から15重量%の間であり、より好ましくは8重量%から12重量%の間である。
【0040】
極性改質ポリオレフィンワックスPWは、100℃から200℃の間、特に120℃から170℃の間の軟化点を有することが好ましい。
【0041】
極性改質ポリオレフィンワックスPWは、170℃において10−10,000mPa・s、特に1,000−5,000mPa・sの溶融粘度を有することが好ましい。
【0042】
好ましい実施形態において、極性改質ポリオレフィンワックスPWは、無水マレイン酸がグラフトしたポリエチレンワックス、または無水マレイン酸がグラフトしたポリプロピレンワックスである
【0043】
典型的には、極性改質ポリオレフィンワックスPWの量は、ホットメルト接着剤組成物の重量に対して、1〜20重量%、好ましくは2.5〜10重量%、特に好ましくは3〜7重量%である。もしも量が1重量%未満である場合、極性改質ポリオレフィンワックスPWはホットメルト接着剤組成物の接着力に対して効果を与えない。
【0044】
さらに、ホットメルト接着剤組成物はさらなる成分を含んでよい。さらなる成分として適するのは、特に、軟化剤、接着促進剤、UV吸収剤、UV及び熱安定化剤、増白剤、殺菌剤、顔料、着色剤、フィラー、および乾燥剤からなる群から選択される成分である。
【0045】
しかしながら、25℃で固体である全てのオレフィンベースポリマーPおよび全ての軟性樹脂WHおよび全ての極性改質ポリオレフィンワックスPWの合計重量がホットメルト接着剤組成物の60重量%を、好ましくは80重量%を超える場合に特に好ましいことが分かった。
【0046】
25℃で固体であるポリオレフィンP、軟性樹脂WH、極性ポリオレフィンワックスPWから本質的になるホットメルト接着剤組成物が特に有利であることが分かっている。前記成分に加えて、そのような組成物は、重要ではない、典型的には5重量%未満の、特に1重量%未満の量の他の成分を含む。特に、ホットメルト接着剤組成物は、25℃で固体であるポリオレフィンP、軟性樹脂WH、及び極性ポリオレフィンワックスPWからなる。
【0047】
原則として、その調製はホットメルト接着剤の分野の当業者に知られる慣例的な方法で実施される。
【0048】
ホットメルト接着剤組成物は、加熱によって液体化され、熱可塑性成分の溶融をもたらす。ホットメルト接着剤組成物の粘度は、適用温度に合わせて変えるべきである。典型的には、適用温度は100から200℃の間、特に150から180℃の間である。この温度において、接着剤は容易に加工することができる。この温度範囲において、Brookfield Thermoselに従って測定される粘度は、1,500〜50,000mPasであることが好ましい。もしもこれが実質的により高い場合、塗布が非常に困難である。もしもこれが実質的に低い場合、そのような低い粘度の接着剤は、塗布の間、冷却の結果として硬化する前に、接着結合のための材料表面から流れ落ちる。特に好ましくは、Brookfield Thermoselに従って測定される粘度は、150〜180℃の温度範囲内で2,500〜20,000mPasである。
【0049】
接着剤の固化及び硬化は冷却に起因して起こり、迅速な強度の向上、及び接着結合の高い初期接着強度をもたらす。接着剤を使用するとき、接着結合は、接着剤がまだそれほど冷却されていない時間内に起こるようにすべきである。すなわち、接着結合は、接着剤がまだ液体であるか、または少なくともまだ粘着性でありかつ変形可能である間に起こらなくてはならない。
【0050】
本発明による前述のホットメルト接着剤組成物は、広い温度範囲の中で高い初期強度および高い強度および柔軟性を有することがわかった。
【0051】
イソシアネートが存在しないことに起因して、本発明による前述のホットメルト接着剤組成物は、労働衛生および労働安全の観点からみて、特に有利である。
【0052】
さらに、極性改質ポリオレフィンワックスPWに起因して、特に無水マレイン酸でグラフトされたポリオレフィンワックスに起因して、低エネルギー表面、特にポリエチレンに対するホットメルト接着剤組成物の接着が大きく改善されることがわかった。文献では、極性改質ポリプロピレンワックスが、その極性に起因して、非極性接着剤において極性基板に対する接着促進剤として使用されることが知られていたので、この結果は予測できなかった。低エネルギー表面、特に非常に低エネルギーのポリエチレンに対する接着性の改善は予期されないものである。したがって、このホットメルト接着剤組成物は、ポリエチレンおよびポリプロピレンなどの非極性プラスチック上に極めて幅広い接着範囲を有し、たとえプライマーがなくてもホットメルト接着剤組成物を使用して接着によって結合することができる。
【0053】
さらに、前述のホットメルト接着剤組成物は非常に長い有効期間を有し、良好な加工特性(特に適用温度100〜200℃の範囲内で)を有し、かつこれらの温度で、比較的長い時間にわたって、粘度安定性を有することがわかった。硬化は、無臭で、迅速に、たとえ厚い層での塗布の場合であっても、気泡なしで起こる。ホットメルト接着剤組成物は、良好な接着性、特に即時の接着性および粘着性が高いこと、および、環境劣化、特に水性の媒体、例えば界面活性剤、弱い酸および塩基に対する耐性が高いこと、および腐食性ではないこと、によって特徴付けられる。
【0054】
さらに、前述のホットメルト接着剤組成物は、それらの経年劣化および温度に対する耐性に起因して特に有利である。
【0055】
ホットメルト接着剤組成物の硬化挙動は、すくなくとも一つ存在する軟性樹脂WHによって良い方向に影響されてよい。ホットメルト接着剤組成物は、比較的薄い接着層が、たとえ冷却の後であっても、そこに圧力が印加されることによって、流動が起こり得るように非常に柔軟になる。たとえば、防水膜に前記組成物を使用するとき、この効果はコンクリート上部に組成物がよく流れることを可能にする。その結果、水の浸透に対する高い耐性が与えられる。
【0056】
上述のホットメルト接着剤組成物は幅広い用途(典型的には建築産業および衛生産業)を有する。
【0057】
上述のホットメルト接着剤組成物は、発泡体、繊維材料、またはフィルムに対するポリオレフィン材料の接着結合に対して最適に使用することができることがわかった。
【0058】
さらに、ホットメルト接着剤組成物は、サンドイッチパネルの接着結合にも非常に適する。
【0059】
本発明のさらなる局面は、ポリオレフィンフィルムである第1基板S1、上述のホットメルト接着剤組成物、および第2基板S2を有する複合体に関し、ホットメルト接着剤組成物は、第1基板S1と第2基板S2との間に配置される。
【0060】
図1は、第1基板S1(2)および第2基板S2(3)、および第1基板と第2基板との間に配置され、これらの二つの基板を互いに接着によって結合するホットメルト接着剤組成物(4)を含むそのような複合体1を通る概略的な断面を示す。
【0061】
「ポリオレフィンフィルム」は、特に、柔軟な、0.05mmから5mmの範囲の厚みを有するシート状のポリオレフィンとして理解される。したがって、それらは巻き取ることができる。結果的に、厚みが1mm未満の「フィルム」(厳しい意味での)に加えて、トンネル、屋根、または室内プールを密閉するために典型的に使用されるような、典型的には厚み1から3mmである、特別な場合には最大5mmである、密閉シートも使用される。そのようなポリオレフィンフィルムは通常、展着、キャスティング、カレンダリング、または押出によって製造され、典型的には巻き取られて市販され、または現場で製造される。それらは、単一の、または多数重なった構造を有してよい。ポリオレフィンフィルムが他の添加剤及び加工剤、例えばフィラー、UVおよび熱安定剤、可塑剤、潤滑剤、殺生物剤、難燃剤、酸化防止剤、二酸化チタンまたはカーボンブラックなどの顔料、または色素などを追加で含んでよいことは当業者には明らかである。これは、100%未満のポリオレフィンを含むフィルムであってもポリオレフィンフィルムと呼ばれることを意味する。
【0062】
第2基板S2(多くの場合キャリアとも呼ばれる)は、異なるタイプおよび性質のものであってよい。基板は、例えばプラスチック、特にポリオレフィンまたはABS、金属、コーティングされた金属、プラスチック、木、木質系材料または繊維材料からなるものであってよい。基板は固体でかつ成形された本体であることが好ましい。
【0063】
特に、第1基板S1はポリオレフィンフィルムであり、第2基板S2は多孔質材料、特にポリオレフィン発泡体、またはポリオレフィン繊維材料である。
【0064】
必要に応じて、第2基板S2の表面は前処理されていてよい。特に、そのような前処理は、洗浄またはプライマーの塗布を含んでよい。しかしながら、好ましくは、プライマーの塗布は必要ない。
【0065】
前述された複合体は、好ましくは、特に、建築産業の工業製造物品、基材またはビルを水の浸入から密閉するための物品、例えば防水膜である。
【0066】
特に好ましくは、前述の複合体は防水膜であり、第1基板S1はポリオレフィンフィルムであり、第2基板S2は多孔質材料であり、特に発泡体または繊維材料である。
【0067】
図2は、組み込まれた状態の、そのような防水膜5を示す。第1基板S1(2)は基材6上に配置され、第2基板S2(3)は、塗布されたコンクリートに浸透されることによって塗布されたコンクリート7に結合を提供する。
【0068】
この出願において、基材6は水平であってよく、そうでなくてもよい。さらに、基材は、土壌、ビル、または型枠であってよい。典型的には、基材は、垂直に配置された木質の型枠または金属の桁である。基材は絶縁材料であってもよい。
【0069】
設置されるとき、コンクリート7は、典型的には、第2基板S2(3)の、そのような複合体1の第1基板S1(2)からみて離れた方を向く側に配置される。
【0070】
もしも複合体が防水膜5である場合、第1基板S1(2)は、典型的には、水圧に対する高い耐性を有し、引裂伝播試験および穿孔試験において良好な結果を示し、これは建築現場での機械的応力に対して特に有利である。
【0071】
第2基板S2(3)の多孔質構造は、引っ張りまたは剪断力に対するその耐性が向上され得るので、防水膜5の弾性に関して都合がよい。他方で、それは液体コンクリートの良好な吸収をもたらし、結果的に液体および硬化コンクリートの両方との良好な結合をもたらす。特に、これは大きな表面の傾斜角に対して、第2基板S2からコンクリート7が滑り落ちることを防ぐのに有利であり得る。
【0072】
好ましくは、第2基板S2は繊維材料である。本明細書において、繊維材料は繊維で構成される材料として理解される。繊維は有機材料または合成材料を含むか、または有機材料または合成材料からなる。特に、それらはセルロース、綿、タンパク質、または合成繊維である。合成繊維として、特に好ましくは、ポリエステル、またはエチレンおよび/またはプロピレンのホモポリマー若しくはコポリマー、またはビスコースの繊維が挙げられる。前記繊維は短くてよく、または長繊維、紡糸繊維、織布若しくは不織布繊維、またはフィラメントであってよい。さらに、前記繊維は配向されてよく、または延伸された繊維であってもよい。さらに、異なる形状および組成を有する繊維の組み合わせを使用することが有利であり得る。
【0073】
さらに、繊維材料はボイドを有する。これらのボイドは、適切な製造方法によって形成される。好ましくは、ボイドは少なくとも部分的に開口し、液体コンクリートおよび/または上述のホットメルト接着剤組成物の浸透を可能にする。
【0074】
当業者に知られている幅広い種類の方法が、繊維でできた本体を製造するのに使用されてよい。特に、織物、ノンクリンプファブリック、または編物である本体が使用される。
【0075】
繊維材料は、繊維自身の接着に起因して通常互いに接着している、ステープルファイバーまたはフィラメントのばら材料であってよい。この場合、単一の繊維は、好ましい配向を有してよく、または無配向であってもよい。繊維体は、鋭い水ジェットによるニードルパンチング、絡み合い、または混合によって機械的に結合されてよい。繊維材料として特に好ましいのは、フェルトまたはフリースである。さらに好ましいのは、10cmあたり5−30のメッシュ数を有する繊維材料である。繊維材料のそのような層は多孔質材料に関して前述したのと同じ利点を提供し、かつ低コストで製造することができる。さらに、繊維材料は、通常非常に均一に製造することができ、その結果コンクリートと同様の浸透を与える。
【0076】
有利には、第2基板S2は熱可塑性材料からなり、この材料は高密度ポリエチレン(HDPE)、ポリエチレンテレフタレート(PET)、ポリスチレン(PS)、ポリプロピレン(PP)、ポリ塩化ビニル(PVC)、ポリアミド(PA)、およびこれらの組み合わせからなる群から選択される。
【0077】
もしも複合体が防水膜5である場合、第2基板S2(3)は典型的には厚み0.1〜1mm、好ましくは0.2〜0.6mm、特に好ましくは0.4〜0.55mmを有する。
【0078】
ホットメルト接着剤組成物4は、第1基板S1(2)と第2基板S2(3)との間に配置される。しかしながら、もしもホットメルト接着剤組成物4が部分的にまたは完全に、好ましくは部分的に基板S2に浸透し、結果的にホットメルト接着剤組成物への良好な結合をもたらす場合は、有利であり得る。
【0079】
さらに、そのような複合体において、設置されるとき、もしもコンクリートがホットメルト接着剤組成物4に少なくとも部分的に接触する場合、コンクリート7に対する防水膜の結合に関して有利であり得る。これは、コンクリートを多孔質材料に浸透させ、結果的にホットメルト接着剤組成物に接触させる、および/またはホットメルト接着剤組成物を多孔質材料に浸透させ、結果的にコンクリートに接触させることによって実現されてよい。
【0080】
本発明によるホットメルト接着剤組成物を含む上述の防水膜、および前記膜内の本発明によるホットメルト接着剤組成物の使用は、一方でホットメルト接着剤組成物が接着しにくいポリエチレンフィルムの使用を可能にする点で有利であり、これは水圧に対する高い耐性に起因して、極めて有利な点である。他方で、その疎水性および液体に対する耐性、その非腐食性およびその良好な接着性に起因して、ホットメルト接着剤組成物は第1基板S1と第2基板S2との間の良好な結合を確実にする。これは、例えば、第1基板S1と第2基板S2との間のボイドを防ぎ、漏れが起こった場合、水の防水膜への浸透を防ぐ。
【実施例】
【0081】
【表1】
【0082】
ホットメルト接着剤組成物(「HSZ」)は、温度150℃で、ミキサー内不活性雰囲気の下で、原料を表2に示される重量部に従って混合することによって調製された。
【0083】
粘度
密封されたチューブ内で、ホットキャビネット内で140℃において20分間、ホットメルト接着剤組成物HSZを溶融した後、9.7gの接着剤が使い捨てスリーブに量り入れられ、表2に示される各々の温度において粘度計内で20分間一定温度にされた。粘度測定は、150℃、160℃、および180℃において、Brookfield DV−2 サーモセル粘度計で、No.27のスピンドルを用いて、1分あたり10回転で実行された。5分間の測定後に得られた値が粘度として選択される。表2において、150℃で測定された値が「Visk150」で示され、160℃でのものが「Visk160」で、180℃でのものが「Visk180」で、200℃でのものが「Visk200」で示される。
【0084】
軟化点
軟化点は、DIN EN 1238に従うRing−And−Ball法によって測定された。
【0085】
初期強度の向上
ホットメルト接着剤組成物HSZは溶融され、接着温度160℃において、PP試験片(100mm×25mm×5mm)に塗布され、第2のPP試験片に結合された(接着剤厚み:1mm、重なり領域:25mm×25mm)。初期強度は、30分後の試験片のこれらの剪断引張強度を測定することによって決定され、測定速度10mm/minで、23℃および相対湿度50%において、Zwick Z020引張試験機を用いて、溶融したホットメルト接着剤組成物の塗布から測定される。30分後に測定された最大の張力(「σmax」)は表2に示される。
【表2】
【0086】
表2の結果は、ホットメルト接着剤組成物HSZの強度が迅速に向上することを示す。
【符号の説明】
【0087】
1 複合体
2 第1基板S1
3 第2基板S2
4 ホットメルト接着剤組成物
5 防水膜
6 基材
7 コンクリート
【特許請求の範囲】
【請求項1】
(a)25℃で固体である、ポリオレフィンP、
(b)DIN EN 1238によるRing−And−Ball法によって測定される軟化点が−10℃から40℃の間である、少なくとも一つの軟性樹脂WH、
(c)少なくとも一つの極性改質ポリオレフィンワックスPW、
を含むホットメルト接着剤組成物。
【請求項2】
ポリオレフィンPが、DIN EN 1238によるRing and Ball法によって測定される、70℃から170℃の間の、特に80℃から120℃の間の、好ましくは90℃から110℃の間の軟化点を有することを特徴とする、請求項1に記載のホットメルト接着剤組成物。
【請求項3】
ポリオレフィンPが熱可塑性ポリ−α−オレフィン、好ましくはアタクチックポリ−α−オレフィン(APAO)であることを特徴とする、請求項1または2に記載のホットメルト接着剤組成物。
【請求項4】
ポリオレフィンPの量が、ホットメルト接着剤組成物に対して、30〜60重量%、好ましくは40〜50重量%であることを特徴とする、請求項1から3の何れか一項に記載のホットメルト接着剤組成物。
【請求項5】
軟性樹脂WHが0℃から25℃の間、特に10℃から25℃の間の軟化点を有することを特徴とする、請求項1から4の何れか一項に記載のホットメルト接着剤組成物。
【請求項6】
軟性樹脂WHが炭化水素樹脂、特に脂肪族C5−C9炭化水素樹脂であることを特徴とする、請求項1から5の何れか一項に記載のホットメルト接着剤組成物。
【請求項7】
軟性樹脂WHの量が、ホットメルト接着剤組成物に対して、30〜60重量%、特に40〜50重量%であることを特徴とする、請求項1から6の何れか一項に記載のホットメルト接着剤組成物。
【請求項8】
極性ポリオレフィンワックスPWが、100℃から200℃の間、特に120℃から170℃の間の軟化点を有することを特徴とする、請求項1から7の何れか一項に記載のホットメルト接着剤組成物。
【請求項9】
極性ポリオレフィンワックスPWが、無水マレイン酸でグラフトされたポリエチレンワックス、または無水マレイン酸でグラフトされたポリプロピレンワックスであることを特徴とする、請求項1から8の何れか一項に記載のホットメルト接着剤組成物。
【請求項10】
極性ポリオレフィンワックスPWの量が、ホットメルト接着剤組成物に対して、1〜20重量%、特に2.5〜10重量%であることを特徴とする、請求項1から9の何れか一項に記載のホットメルト接着剤組成物。
【請求項11】
発泡体、繊維材料、またはフィルムに対するポリオレフィン材料の接着による結合に対する請求項1から10の何れか一項に記載されるホットメルト接着剤組成物の使用。
【請求項12】
・ポリオレフィンフィルムである第1基板S1(2)
・請求項1から10の何れか一項に記載のホットメルト接着剤組成物(4)
・第2基板S2(3)
を含み、
前記ホットメルト接着剤組成物が第1基板S1と第2基板S2との間に配置される複合体(1)。
【請求項13】
第1基板S1(2)がポリオレフィンフィルムであり、第2基板S2(3)がポリオレフィン発泡体またはポリオレフィン繊維材料であることを特徴とする請求項12に記載の複合体(1)。
【請求項14】
コンクリート(7)が、第2基板S2(3)の、第1基板S1(2)からみて離れた方を向く側に配置されることを特徴とする請求項12または13に記載の複合体(1)。
【請求項15】
第2基板S2(3)が多孔質材料であり、コンクリート(7)が少なくとも部分的にホットメルト接着剤組成物(4)と接触することを特徴とする請求項14に記載の複合体(1)。
【請求項1】
(a)25℃で固体である、ポリオレフィンP、
(b)DIN EN 1238によるRing−And−Ball法によって測定される軟化点が−10℃から40℃の間である、少なくとも一つの軟性樹脂WH、
(c)少なくとも一つの極性改質ポリオレフィンワックスPW、
を含むホットメルト接着剤組成物。
【請求項2】
ポリオレフィンPが、DIN EN 1238によるRing and Ball法によって測定される、70℃から170℃の間の、特に80℃から120℃の間の、好ましくは90℃から110℃の間の軟化点を有することを特徴とする、請求項1に記載のホットメルト接着剤組成物。
【請求項3】
ポリオレフィンPが熱可塑性ポリ−α−オレフィン、好ましくはアタクチックポリ−α−オレフィン(APAO)であることを特徴とする、請求項1または2に記載のホットメルト接着剤組成物。
【請求項4】
ポリオレフィンPの量が、ホットメルト接着剤組成物に対して、30〜60重量%、好ましくは40〜50重量%であることを特徴とする、請求項1から3の何れか一項に記載のホットメルト接着剤組成物。
【請求項5】
軟性樹脂WHが0℃から25℃の間、特に10℃から25℃の間の軟化点を有することを特徴とする、請求項1から4の何れか一項に記載のホットメルト接着剤組成物。
【請求項6】
軟性樹脂WHが炭化水素樹脂、特に脂肪族C5−C9炭化水素樹脂であることを特徴とする、請求項1から5の何れか一項に記載のホットメルト接着剤組成物。
【請求項7】
軟性樹脂WHの量が、ホットメルト接着剤組成物に対して、30〜60重量%、特に40〜50重量%であることを特徴とする、請求項1から6の何れか一項に記載のホットメルト接着剤組成物。
【請求項8】
極性ポリオレフィンワックスPWが、100℃から200℃の間、特に120℃から170℃の間の軟化点を有することを特徴とする、請求項1から7の何れか一項に記載のホットメルト接着剤組成物。
【請求項9】
極性ポリオレフィンワックスPWが、無水マレイン酸でグラフトされたポリエチレンワックス、または無水マレイン酸でグラフトされたポリプロピレンワックスであることを特徴とする、請求項1から8の何れか一項に記載のホットメルト接着剤組成物。
【請求項10】
極性ポリオレフィンワックスPWの量が、ホットメルト接着剤組成物に対して、1〜20重量%、特に2.5〜10重量%であることを特徴とする、請求項1から9の何れか一項に記載のホットメルト接着剤組成物。
【請求項11】
発泡体、繊維材料、またはフィルムに対するポリオレフィン材料の接着による結合に対する請求項1から10の何れか一項に記載されるホットメルト接着剤組成物の使用。
【請求項12】
・ポリオレフィンフィルムである第1基板S1(2)
・請求項1から10の何れか一項に記載のホットメルト接着剤組成物(4)
・第2基板S2(3)
を含み、
前記ホットメルト接着剤組成物が第1基板S1と第2基板S2との間に配置される複合体(1)。
【請求項13】
第1基板S1(2)がポリオレフィンフィルムであり、第2基板S2(3)がポリオレフィン発泡体またはポリオレフィン繊維材料であることを特徴とする請求項12に記載の複合体(1)。
【請求項14】
コンクリート(7)が、第2基板S2(3)の、第1基板S1(2)からみて離れた方を向く側に配置されることを特徴とする請求項12または13に記載の複合体(1)。
【請求項15】
第2基板S2(3)が多孔質材料であり、コンクリート(7)が少なくとも部分的にホットメルト接着剤組成物(4)と接触することを特徴とする請求項14に記載の複合体(1)。
【図1】


【図2】
【図2】
【公表番号】特表2013−503225(P2013−503225A)
【公表日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2012−526063(P2012−526063)
【出願日】平成22年8月26日(2010.8.26)
【国際出願番号】PCT/EP2010/062488
【国際公開番号】WO2011/023768
【国際公開日】平成23年3月3日(2011.3.3)
【出願人】(504274505)シーカ・テクノロジー・アーゲー (227)
【Fターム(参考)】
【公表日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成22年8月26日(2010.8.26)
【国際出願番号】PCT/EP2010/062488
【国際公開番号】WO2011/023768
【国際公開日】平成23年3月3日(2011.3.3)
【出願人】(504274505)シーカ・テクノロジー・アーゲー (227)
【Fターム(参考)】
[ Back to top ]