
低固着性含フッ素エラストマー組成物およびその成形品

【課題】特別な設備や処理を必要とせず、従来用いられる成形法を行うだけで、耐久性や加工性を損なうことなく表面が低固着性となる含フッ素エラストマー組成物および該含フッ素エラストマー組成物より得られる成形品を提供する。
【解決手段】含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物であって、ワックスの含有量が含フッ素エラストマー100質量部に対して、3〜10質量部である含フッ素エラストマー組成物に関する。
【解決手段】含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物であって、ワックスの含有量が含フッ素エラストマー100質量部に対して、3〜10質量部である含フッ素エラストマー組成物に関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物、ならびに該含フッ素エラストマーより得られる成形品およびその製造方法に関する。
【背景技術】
【0002】
含フッ素エラストマーは、各種シール材、クッション材として広く用いられるが、シール時などにおける相手材との固着がしばしば問題となる。そのため、相手材との低固着性を目的として、従来含フッ素エラストマーの成形品の表面をコーティング法、表面の化学処理法、表面粗度を下げる方法による成形品の表面処理法が提案されている。具体的には、コーティング法としては、表面をフッ素樹脂塗装する、ダイヤモンドライクカーボン(DLC)、金属または金属酸化物によりコーティングする方法などがあげられ、表面の化学処理法としては、表面の架橋密度を上げる、カップリング剤による処理などがあげられ、また、表面粗度を下げる方法としては、エッチング、表面研磨、金型面の処理などがあげられる(例えば、特許文献1参照)。
【0003】
前記処理方法の問題点としては、金型面を処理する方法では、特別に金型を用意しなければならず、また、それ以外の方法としては、どれも成形後に成形品表面に処理を施すため、工程数が増えてしまう。また、固着性の改良のために各種充填剤が検討されているが、該充填剤は成形後に表面に出てこないため、そのままでは改良効果が低く、前記の表面研磨等の処理を併用する必要がある。さらに添加剤による改良も試みられているが、耐久性や加工性などの特性の面からあまり実用化されていないのが現状である。
【0004】
ところで、特許文献2には、不飽和脂肪酸モノアミドを含むフッ素ゴム組成物が開示されているが、該不飽和脂肪酸モノアミドは離型剤として用いられるものであり、含有量が少なく、該フッ素ゴム組成物を用いて得られる成型品は、固着性改良などの表面処理としての改良効果は低い。
【0005】
【特許文献1】国際公開第01/79337号パンフレット
【特許文献2】特許第3307046号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、特別な設備や処理を必要とせず、従来用いられる成形法を行うだけで、耐久性や加工性を損なうことなく表面が低固着性となる含フッ素エラストマー組成物および該含フッ素エラストマー組成物より得られる成形品を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物であって、ワックスの含有量が含フッ素エラストマー100質量部に対して、3〜10質量部である含フッ素エラストマー組成物に関する。
【0008】
また、本発明は、含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物であって、ワックスの含有量が含フッ素エラストマー組成物中、5〜30体積%である含フッ素エラストマー組成物にも関する。
【0009】
ワックスの融点が50〜130℃であることが好ましい。
【0010】
ワックスが炭素数13〜500の炭化水素基を有することが好ましい。
【0011】
また、本発明は、含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物における含フッ素エラストマーを架橋する工程(A)および
架橋した含フッ素エラストマーを加熱処理し、残存するワックスを除去する工程(B)を含む成形品の製造方法にも関する。
【0012】
工程(A)における含フッ素エラストマーを架橋する温度が130〜200℃であることが好ましい。
【0013】
工程(B)における加熱温度が180〜300℃であることが好ましい。
【0014】
工程(B)における加熱処理において、架橋した含フッ素エラストマー中に残存するワックスが20〜100%除去されることが好ましい。
【0015】
さらに、本発明は、前記の製造方法により得られる成形品にも関する。
【発明の効果】
【0016】
本発明の含フッ素エラストマー組成物はワックスを多量に含むため、成形品の製造工程において、架橋後の含フッ素エラストマーをさらに加熱処理を施すことにより、含フッ素エラストマー組成物中のワックスが、分解や気化などして、成形品表面に細かいボイドが発生し表面を荒らす。その結果として、相手材との低固着性を改善することができる。
【発明を実施するための最良の形態】
【0017】
本発明の含フッ素エラストマー組成物は、含フッ素エラストマーおよびワックスを含む。
【0018】
本発明で用いられるワックスとは、主たる成分が脂肪酸およびその誘導体(脂肪酸エステル、脂肪酸の金属塩、脂肪酸アミド等)、アルコールおよび多価アルコールとそのエステル、炭化水素の少なくとも1種からなる、常温で固体の物質をいう。
【0019】
ワックスとしては、天然ワックス、合成ワックスおよび半合成ワックスに分類される。さらに、天然ワックスは、生物由来のワックスと化石由来のワックスに分類される。
【0020】
生物由来のワックスとしては、ミツロウ、サラシミツロウ、中国ロウ、鯨ロウ、セラック、ラノリンなどの動物ベースのワックス、およびカルバナワックス、キャンデリラワックス、モクロウ、ライスワックス、米ぬかワックスなどの植物ベースのワックスがあげられる。
【0021】
化石由来のワックスとしては、モンタンワックス、オゾケライト、セレシンなどの炭素ベースのワックス、およびパラフィンワックス、マイクロクリスタリンワックス、オイルシェルより抽出されたワックスなどのオイルベースのワックスがあげられる。
【0022】
合成ワックスとしては、ポリエチレンワックス、ポリプロピレンワックス、ポリエチレンワックスおよびポリプロピレンワックスの混合物、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸共重合などの各種ポリマーがあげられる。ポリエチレンワックスとしては、三井ハイワックス(三井化学(株)製)、サンワックス(三洋化成工業(株))、エポレン(Eastman Chemical製)、アライドワックス(Allied Signals製)が商品として入手できる。合成ワックスにおいて前記のようなポリマーを用いる場合のポリマーの平均分子量は、適度な融点(軟化点)を有し、取扱い性、混合性が良好であるという点から、500以上が好ましく、1000以上がより好ましく、1500以上がさらに好ましい。また、ポリマーの平均分子量は、ゴムへの分散性が良好であるという点から、10000以下が好ましく、8000以下がより好ましく、6000以下がさらに好ましい。
【0023】
半合成ワックスとしては、アマインドワックス、変性モンタンワックスなどがあげられる。
【0024】
これらの中で、安価という観点から、天然ワックスが好ましく、また、純度が高く、品質が安定しているという観点から、合成ワックスが好ましい。
【0025】
また、前記であげられたワックスは、単独で用いてもよく、また、2種以上を併用して用いても良い。
【0026】
本発明の含フッ素エラストマー組成物に含有するワックスは、成形品を製造する工程において、架橋後の含フッ素エラストマーをさらに加熱処理を施すことにより、ワックスが気化または分解などして、成形品の表面に細かいボイドを発生させ、得られる成形品の表面を荒らす。
【0027】
また、前記の機能以外にも含フッ素エラストマーの成型加工時に離型剤としての機能も有する。
【0028】
ワックスにおける炭化水素基の炭素数としては、適度な融点(軟化点)を有し、取扱い性、混合性が良好であるという点から、13以上が好ましく、15以上がより好ましく、17以上がさらに好ましい。また、ワックスにおける炭化水素基の炭素数は、ゴムへの分散性が良好であるという点から、500以下が好ましく、400以下がより好ましく、300以下がさらに好ましい。
【0029】
ワックスの含有量は、十分な低固着性が得られるという点から、含フッ素エラストマー100質量部に対して、3質量部以上が好ましく、5質量部以上がより好ましい。また、ワックスの含有量は、ゴム物性に与える影響が少なく、成型加工性が良好であるという点から、含フッ素エラストマー100質量部に対して、10質量部以下が好ましく、8質量部以下がより好ましい。
【0030】
また、同様にワックスの含有量は含フッ素エラストマー組成物中、5体積%以上であり、8体積%以上がより好ましく、30体積%以下であり、20体積%以下がより好ましい。
【0031】
ワックスの融点は、取扱い性、混合性が良好であるという点から、50℃以上が好ましく、60℃以上がより好ましく、80℃以上がさらに好ましい。また、ゴムへの分散性が良好であるという点から、130℃以下が好ましく、120℃以下がより好ましい。
【0032】
本発明における含フッ素エラストマー組成物の含フッ素エラストマーとしては、従来からシール材などの成形用材料に用いられているものであれば特に制限はなく、たとえば
式(1):
【0033】
【化1】

(式中、mは85〜60、nは15〜40。モル%、以下同様)もしくは
式(2):
【0034】
【化2】
(式中、mは95〜50、nは5〜50、Rfは炭素数1〜8のパーフルオロアルキル基)で示される2元共重合体エラストマー、
式(3):
【0035】
【化3】
(式中、lは85〜20、mは0〜40、nは15〜40)で示される3元共重合体エラストマー、
式(4):
【0036】
【化4】
(式中、lは95〜45、mは0〜10、nは5〜45、X、YおよびZはそれぞれ独立してフッ素原子または水素原子、Rfは炭素数1〜8のパーフルオロアルキル基)で示される3元共重合体エラストマー、
式(5):
【0037】
【化5】
(式中、lは95〜35、mは0〜30、nは5〜35、Rfは炭素数1〜8のパーフルオロアルキル基)で示される3元共重合体エラストマー、
式(6):
【0038】
【化6】
(式中、lは80〜20、mは20〜80、nは0〜35、oは0〜40、Rfは炭素数1〜8のパーフルオロアルキル基)で示される2〜4元共重合体エラストマー、
式(7):
【0039】
【化7】
(式中、lは80〜20、mは20〜80、nは0〜35、oは0〜40、Rfは炭素数1〜8のパーフルオロアルキル基)で示される2〜4元共重合体エラストマー
などがあげられる。これらの中でも、耐薬品性、耐熱性、耐プラズマ性という点から、式(1)もしくは式(2)で示される2元共重合体エラストマー、または式(3)で示される3元共重合体エラストマーを用いるのが好ましい。
【0040】
さらに、エラストマー性セグメントである共重合体と非エラストマー性セグメントである共重合体とのブロック共重合体エラストマーも使用できる。
【0041】
エラストマー性セグメントとは、非晶性でかつガラス転移点が25℃以下であるセグメントを示し、具体的に好ましい組成としては、たとえばテトラフルオロエチレン(TFE)/パーフルオロ(アルキルビニルエーテル)(PAVE)/硬化部位を与える単量体(45〜90/10〜50/0〜5)、さらに好ましい組成は45〜80/20〜50/0〜5、特に53〜70/30〜45/0〜2である。
【0042】
硬化部位を与える単量体としては、たとえばフッ化ビニリデン、CX2=CX−Rf3CHRI(式中、XはH、FまたはCH3、Rf3はフルオロアルキレン基、パーフルオロアルキレン基、フルオロポリオキシアルキレン基またはパーフルオロポリオキシアルキレン基、RはHまたはCH3)で示されるヨウ素含有単量体、
【0043】
【化8】
(式中、mは0〜5、nは1〜3)で示されるニトリル基含有単量体、臭素含有単量体などがあげられ、通常、ヨウ素含有単量体やニトリル基含有単量体などが好適である。
【0044】
また、非エラストマー性セグメントである共重合体としては、
(1)ビニリデンフルオライド(VdF)/TFE(0〜100/100〜0)、特にVdF/TFE(70〜99/30〜1)、ポリテトラフルオロエチレン(PTFE)またはポリビニリデンフルオライド(PVdF);
(2)エチレン/TFE/ヘキサフルオロプロピレン(HFP)(6〜43/40〜81/10〜30)、3,3,3−トリフルオロプロピレン−1,2−トリフルオロメチル−3,3,3−トリフルオロプロピレン−1/PAVE(40〜60/60〜40);
(3)TFE/CF2=CF−Rf1(非エラストマー性を示す組成範囲、すなわち、CF2=CF−Rf1が15モル%以下。式中、Rf1はCF3またはORf2(Rf2は炭素数1〜5のパーフルオロアルキル基));
(4)VdF/TFE/クロロトリフルオロエチレン(CTFE)(50〜99/30〜0/20〜1);
(5)VdF/TFE/HFP(60〜99/30〜0/10〜1);
(6)エチレン/TFE(30〜60/70〜40);
(7)ポリクロロトリフルオロエチレン(PCTFE);
(8)エチレン/CTFE(30〜60/70〜40)
などがあげられる。これらのうち、耐薬品性と耐熱性の点から、特にPTFEおよびTFE/CF2=CF−Rf1の非エラストマー性の共重合体が好ましい。
【0045】
架橋剤は適用する架橋系、たとえばパーオキサイド架橋、ポリオール架橋、ポリアミン架橋、トリアジン架橋、オキサゾール架橋、イミダゾール架橋、チアゾール架橋によって適宜選定すればよい。
【0046】
本発明の含フッ素エラストマー組成物にはフィラーを含有してもよい。フィラーとしては、カーボンブラック、シリカ、金属酸化物、金属水酸化物等があげられる。
【0047】
本発明の含フッ素エラストマー組成物は、前記の各成分を、通常のエラストマー用加工機械、例えば、オープンロール、バンバリーミキサー、ニーダーなどを用いて混合することにより調製することができる。この他、密閉式混合機を用いる方法によっても調製することができる。
【0048】
また、本発明は、含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物における含フッ素エラストマーを架橋する工程(A)および含フッ素エラストマー組成物を加熱処理し、残存するワックスを除去する工程(B)を含む成形品の製造方法にも関する。
【0049】
工程(A)における含フッ素エラストマーを架橋する温度は、含フッ素エラストマー組成物中に含有されるワックスが、気化や分解などする温度以下の温度範囲に設定される。具体的な温度範囲としては、架橋を迅速かつ充分に行うという点から130℃以上が好ましく、150℃以上がより好ましい。また、工程(A)における含フッ素エラストマーを架橋する温度は、ワックスが含フッ素エラストマー組成物中から除去されないという点から、200℃以下が好ましく、180℃以下がより好ましい。
【0050】
工程(A)における含フッ素エラストマーの架橋時間は、架橋を迅速かつ充分に行うという点から1分以上が好ましく、3分以上がより好ましい。また、架橋時間は、生産性が良好であるという点から30分以下が好ましく、20分以下がより好ましい。
【0051】
工程(A)における含フッ素エラストマー組成物の架橋する方法としては、前記組成物を金型にて加熱圧縮する方法、加熱された金型に圧入する方法、押出機で押出す方法など公知の方法で行うことができる。
【0052】
工程(B)における加熱温度は、架橋した含フッ素エラストマー中に残存するワックスが気化や分解などする温度以上の温度範囲に設定される。具体的な温度範囲としては、処理時間が短くて済むという点から180℃以上が好ましく、200℃以上がより好ましく、230℃以上がさらに好ましい。また、工程(B)における加熱温度は、できるだけ多くのワックスを気化や分解などさせるという点から1時間以上が好ましく、5時間以上がより好ましく、10時間以上がさらに好ましい。また、工程(B)における加熱時間は、含フッ素エラストマーの劣化が少なく、また生産性の点から48時間以下が好ましく、30時間以下がより好ましく、24時間以下がさらに好ましい。
【0053】
工程(B)における加熱処理としては、空気加熱、スチーム加熱、高周波加熱、赤外線加熱、溶融塩による加熱、輻射熱による加熱、のほか真空オーブンを用いる方法などがあげられる。
【0054】
工程(B)における加熱処理による架橋した含フッ素エラストマー組成物中のワックスの除去率としては、充分に成形品の表面に細かいボイドを発生させ表面を荒らすことができるという点から、20%以上が好ましく、30%以上がより好ましく、100%が最も好ましい。
【0055】
具体的には、例えば、工程(A)における架橋条件として、含フッ素エラストマー組成物を170℃で10分間プレス架橋し、工程(B)において架橋した含フッ素エラストマーをオーブン中で230℃で12時間オーブン架橋を施した場合の、成形品におけるワックスの除去率は、20〜100%が好ましい。
【0056】
本発明の製造方法により得られる成形品は、種々の用途に使用できる。
【0057】
具体的には、シール材としては、O−リング、角−リング、ガスケット、パッキン、オイルシール、ベアリングシール、リップシールなどがあげられる。そのほか、各種のエラストマー製品、たとえばダイヤフラム、チューブ、ホース、ブッシュ、クッション、各種ゴムロールなどとしても使用できる。また、コーティング用材料、ライニング用材料としても使用できる。
【0058】
本発明のシール材は、以下に示す分野で好適に用いることができる。
【0059】
半導体製造装置、液晶パネル製造装置、プラズマパネル製造装置、プラズマアドレス液晶パネル、フィールドエミッションディスプレイパネル、太陽電池基板等の半導体関連分野では、O(角)リング、パッキン、シール材、ガスケット、ダイアフラム等があげられ、これらはCVD装置、ドライエッチング装置、ウェットエッチング装置、酸化拡散装置、スパッタリング装置、アッシング装置、洗浄装置、イオン注入装置、排気装置に用いることができる。具体的には、ゲートバルブのOリング、シール材として、クォーツウィンドウのOリング、シール材として、チャンバーのOリング、シール材として、ゲートのOリング、シール材として、ベルジャーのOリング、シール材として、カップリングのOリング、シール材として、ポンプのOリング、シール材、ダイアフラムとして、半導体用ガス制御装置のOリング、シール材として、レジスト現像液、剥離液用のOリング、シール材として用いることができる。
【0060】
自動車分野では、ガスケット、シャフトシール、バルブステムシール、シール材はエンジンならびに周辺装置に用いることができ、シール材はAT装置に用いることができ、O(角)リング、パッキン、シール材およびダイアフラムは燃料系統ならびに周辺装置に用いることができる。具体的には、エンジンヘッドガスケット、メタルガスケット、オイルパンガスケット、クランクシャフトシール、カムシャフトシール、バルブステムシール、マニホールドパッキン、酸素センサー用シール、インジェクターOリング、インジェクターパッキン、燃料ポンプOリング、ダイアフラム、ガソリンタンク圧抜きバルブ、クランクシャフトシール、ギアボックスシール、パワーピストンパッキン、シリンダーライナーのシール、バルブステムのシール、自動変速機のフロントポンプシール、リアーアクスルピニオンシール、ユニバーサルジョイントのガスケット、スピードメーターのピニオンシール、フートブレーキのピストンカップ、トルク伝達のO−リング、オイルシール、排ガス再燃焼装置のシール、ベアリングシール、キャブレターのセンサー用ダイアフラム等として用いることができる。
【0061】
航空機分野、ロケット分野および船舶分野では、ダイアフラム、O(角)リング、バルブ、パッキン、シール材等があげられ、これらは燃料系統に用いることができる。具体的には、航空機分野では、ジェットエンジンバルブステルシール、ガスケットおよびO−リング、ローテーティングシャフトシール、油圧機器のガスケット、防火壁シール等に用いられ、船舶分野では、スクリューのプロペラシャフト船尾シール、ディーゼルエンジンの吸排気用バルブステムシール、バタフライバルブのバルブシール、バタフライ弁の軸シール等に用いられる。
【0062】
プラント等の化学品分野では、バルブ、パッキン、ダイアフラム、O(角)リング、シール材等があげられ、これらは医薬、農薬、塗料、樹脂等化学品製造工程に用いることができる。具体的には、化学薬品用ポンプ、流動計、配管のシール、熱交換器のシール、硫酸製造装置のガラス冷却器パッキング、農薬散布機、農薬移送ポンプのシール、ガス配管のシール、メッキ液用シール、高温真空乾燥機のパッキン、製紙用ベルトのコロシール、燃料電池のシール、風洞のジョイントシール、ガスクロマトグラフィー、pHメーターのチューブ結合部のパッキン、分析機器、理化学機器のシール、ダイアフラム、弁部品等として用いることができる。
【0063】
現像機等の写真分野、印刷機械等の印刷分野および塗装設備等の塗装分野では、乾式複写機のシール、弁部品等として用いることができる。
【0064】
食品プラント機器分野では、バルブ、パッキン、ダイアフラム、O(角)リング、シール材等があげられ、食品製造工程に用いることができる。具体的には、プレート式熱交換器のシール、自動販売機の電磁弁シール等として用いることができる。
【0065】
原子力プラント機器分野では、パッキン、Oリング、シール材、ダイアフラム、バルブ等があげられる。
【0066】
一般工業分野では、パッキング、Oリング、シール材、ダイアフラム、バルブ等があげられる。具体的には、油圧、潤滑機械のシール、ベアリングシール、ドライクリーニング機器の窓、その他のシール、六フッ化ウランの濃縮装置のシール、サイクロトロンのシール(真空)バルブ、自動包装機のシール、空気中の亜硫酸ガス、塩素ガス分析用ポンプのダイアフラム(公害測定器)等に用いられる。
【0067】
電気分野では、具体的には、新幹線の絶縁油キャップ、液封型トランスのベンチングシール等として用いられる。
【0068】
燃料電池分野では、具体的には、電極、セパレーター間のシール材や水素・酸素・生成水配管のシール等として用いられる。
【0069】
電子部品分野では、具体的には、放熱材原料、電磁波シールド材原料、コンピューターのハードディスクドライブのガスケット、ハードディスクドライブのストッパー等に用いられる。
【0070】
現場施工型の成形に用いることが可能なものとしては特に限定されず、例えばエンジンのオイルパンのガスケット、磁気記録装置用のガスケット、クリーンルーム用フィルターユニットのシーリング剤等があげられる。
【0071】
また、半導体製造装置やウェハー等のデバイス保管庫等のシーリング材等のクリーン設備用シール材に特に好適に用いられる。
【実施例】
【0072】
つぎに実施例をあげて本発明を具体的に説明するが、本発明はこれらの実施例のみに限定されるものではない。
【0073】
表および明細書中の各商品名は、それぞれ次に示すものである。
・G−702:ポリオール架橋剤を含む2元系フッ素ゴム(ビニリデンフルオライド/ヘキサフルオロプロピレン=78/22モル%)。(ポリオール架橋剤の含有量が低濃度である品種)
・G−717:ポリオール架橋剤を含む2元系フッ素ゴム(ビニリデンフルオライド/ヘキサフルオロプロピレン=78/22モル%)。(ポリオール架橋剤の含有量が中濃度である品種)
・MA−150:高活性酸化マグネシウム(協和化学工業(株)製)
・CALDIC♯2000:水酸化カルシウム(近江化学工業(株)製)
・N990:MTカーボンブラック(CANCARB LTD製)
・ACP♯617A:低分子ポリエチレンワックス(数平均分子量:約2000、比重:約0.9)(Allied Corporation製)
・SP−0145:パラフィンワックス(数平均分子量:約500、比重:約0.8)(日本精鑞株式会社製)
・カルナバワックス1号:カルナバワックス(比重:約1.0)(東洋ペトロライト株式会社製)
・TYW−3:米ぬかワックス(比重:約1.0)(東京油脂工業株式会社製)
・ステアリン酸:試薬1級(比重:約0.8)(関東化学株式会社製)
・ステアリン酸ナトリウム:試薬1級(比重:約1.0)(片山化学工業株式会社製)
・ダイヤミッドL−200:エルカ酸アミド(比重:約0.9)(日本化成工業株式会社製)
【0074】
実施例1
G−702を300g、充填剤としてACP♯617Aを9g(組成物中、5体積%)、MA−150を9g、CALDIC♯2000を18gおよびMTカーボンブラックを9g混合し、オープンロールにて混練して架橋可能な含フッ素エラストマー組成物を調製した。表1に配合比を示す。
【0075】
得られた含フッ素エラストマー組成物を170℃で10分間プレスして架橋を行ったのち、さらにオーブン中で230℃で12時間、オーブン架橋を施し、厚さ2mm、120mm×140mmのテストシートを作製した。
【0076】
得られた成形品の架橋時の架橋性、離型性、表面固着性、含フッ素エラストマー組成物中のワックスの除去率および常態物性を以下の方法にて測定した。結果を表1に示す。
【0077】
<架橋性>
各架橋用組成物についてJSR型キュラストメーターII型により、170℃にて架橋曲線を求め、最低トルク(ML)、最大トルク(MH)、誘導時間(T10)および最適架橋時間(T90)を求めた。
【0078】
<離型性>
テストシート作成時、金型からの離型性を評価した。
◎・・・金型を開けた時、すでに離型
○・・・エアーガンで吹くことで容易に離型
△・・・エアーガンで吹くことで何とか離型
×・・・エアーガンで吹くだけでは離型しない
【0079】
<表面固着性>
バフ磨きで鏡面仕上げされたSUS316板上に、テストシートから切り出した被験サンプル(20mm×15mm×2mm)を置き、室温で、荷重:700g/cm2下で10分間放置した後、手で引き剥がし、固着度合いを観察した。
◎・・・全く固着していない
○・・・わずかに粘着がある
△・・・粘着はあるが容易に剥離する
×・・・明らかに粘着している
【0080】
<固着強度>
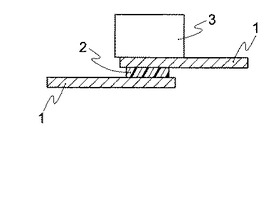
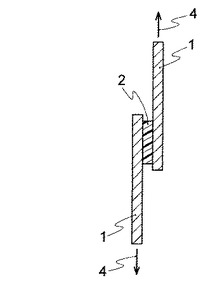
図1に示すように、バフ磨きで鏡面仕上げされた2枚のSUS316板1の間に、テストシートから切り出した被験サンプル2(20mm×15mm×2mm)を置き、100℃、荷重3:700g/cm2下で1時間放置した。その後、荷重3を加えた状態のまま、室温まで放冷した後、図2に示すように、SUS316板1をせん断方向4に10mm/minの速度で引っ張り、固着強度(180度、せん断剥離)を測定した。
【0081】
<ワックスの除去率>
ワックス添加部数をW1、熱処理時の重量減少率を△W1、ワックスを配合していない(比較例1または2)時の熱処理時の重量減少率を△W2としたとき、ワックス除去率は
ワックス除去率(%)=(△W1−△W2)/(W1/トータル部数)
【0082】
<常態物性>
JIS K6301に準じてテストシートの常態(25℃)での100%引張応力、引張強さ、伸びおよび硬さ(SHORE、A)を測定した。
【0083】
実施例2
充填剤としてACP♯617Aを15g(組成物中、9体積%)配合した以外は、実施例1と同様の方法にて、成形物を作製した。評価結果を表1に示す。
【0084】
実施例3
充填剤としてACP♯617Aを24g(組成物中、14体積%)配合した以外は、実施例1と同様の方法にて、成形物を作製した。評価結果を表1に示す。
【0085】
実施例4
G−717を300g、充填剤としてACP♯617Aを15g(組成物中、8体積%)、MA−150を9g、CALDIC♯2000を18gおよびMTカーボンブラックを60g混合し、オープンロールにて混練して架橋可能な含フッ素エラストマー組成物を調製した。表1に配合比を示す。
【0086】
得られた含フッ素エラストマー組成物を170℃で10分間プレスして架橋を行ったのち、さらにオーブン中で230℃で12時間、オーブン架橋を施し、厚さ2mm、120mm×140mmのテストシートを作製した。評価結果を表1に示す。
【0087】
実施例5
充填剤としてACP♯617Aに代えてSP−0145を15g(組成物中、8体積%)配合した以外は、実施例4と同様の方法にて、成形物を作製した。評価結果を表1に示す。
【0088】
実施例6
充填剤としてACP♯617Aに代えてカルナバワックス1号を15g(組成物中、7体積%)配合した以外は、実施例4と同様の方法にて、成形物を作製した。評価結果を表1に示す。
【0089】
実施例7
充填剤としてACP♯617Aに代えてTYW−3を15g(組成物中、7体積%)配合した以外は、実施例4と同様の方法にて、成形物を作製した。評価結果を表1に示す。
【0090】
実施例8
充填剤としてACP♯617Aに代えてステアリン酸を15g(組成物中、8体積%)配合した以外は、実施例4と同様の方法にて、成形物を作製した。評価結果を表1に示す。
【0091】
実施例9
充填剤としてACP♯617Aに代えてステアリン酸ナトリウムを15g(組成物中、7体積%)配合した以外は、実施例4と同様の方法にて、成形物を作製した。評価結果を表2に示す。
【0092】
実施例10
充填剤としてACP♯617Aに代えてL−200を15g(組成物中、7体積%)配合した以外は、実施例4と同様の方法にて、成形物を作製した。評価結果を表2に示す。
【0093】
比較例1
充填剤としてACP♯617Aを配合しなかった以外は、実施例1と同様の方法にて、成形物を作製した。評価結果を表1に示す。
【0094】
比較例2
充填剤としてACP♯617Aを3g(組成物中、2体積%)配合した以外は、実施例1と同様の方法にて、成形物を作製した。評価結果を表2に示す。
【0095】
比較例3
充填剤としてACP♯617Aを配合しなかった以外は、実施例4と同様の方法にて、成形物を作製した。評価結果を表2に示す。
【0096】
【表1】
【0097】
【表2】
【図面の簡単な説明】
【0098】
【図1】固着強度の測定のための試験片の処理方法の説明図である。
【図2】固着強度の測定方法の説明図である。
【符号の説明】
【0099】
1 SUS316板
2 被験サンプル
3 荷重
4 せん断方向
【技術分野】
【0001】
本発明は、含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物、ならびに該含フッ素エラストマーより得られる成形品およびその製造方法に関する。
【背景技術】
【0002】
含フッ素エラストマーは、各種シール材、クッション材として広く用いられるが、シール時などにおける相手材との固着がしばしば問題となる。そのため、相手材との低固着性を目的として、従来含フッ素エラストマーの成形品の表面をコーティング法、表面の化学処理法、表面粗度を下げる方法による成形品の表面処理法が提案されている。具体的には、コーティング法としては、表面をフッ素樹脂塗装する、ダイヤモンドライクカーボン(DLC)、金属または金属酸化物によりコーティングする方法などがあげられ、表面の化学処理法としては、表面の架橋密度を上げる、カップリング剤による処理などがあげられ、また、表面粗度を下げる方法としては、エッチング、表面研磨、金型面の処理などがあげられる(例えば、特許文献1参照)。
【0003】
前記処理方法の問題点としては、金型面を処理する方法では、特別に金型を用意しなければならず、また、それ以外の方法としては、どれも成形後に成形品表面に処理を施すため、工程数が増えてしまう。また、固着性の改良のために各種充填剤が検討されているが、該充填剤は成形後に表面に出てこないため、そのままでは改良効果が低く、前記の表面研磨等の処理を併用する必要がある。さらに添加剤による改良も試みられているが、耐久性や加工性などの特性の面からあまり実用化されていないのが現状である。
【0004】
ところで、特許文献2には、不飽和脂肪酸モノアミドを含むフッ素ゴム組成物が開示されているが、該不飽和脂肪酸モノアミドは離型剤として用いられるものであり、含有量が少なく、該フッ素ゴム組成物を用いて得られる成型品は、固着性改良などの表面処理としての改良効果は低い。
【0005】
【特許文献1】国際公開第01/79337号パンフレット
【特許文献2】特許第3307046号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、特別な設備や処理を必要とせず、従来用いられる成形法を行うだけで、耐久性や加工性を損なうことなく表面が低固着性となる含フッ素エラストマー組成物および該含フッ素エラストマー組成物より得られる成形品を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物であって、ワックスの含有量が含フッ素エラストマー100質量部に対して、3〜10質量部である含フッ素エラストマー組成物に関する。
【0008】
また、本発明は、含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物であって、ワックスの含有量が含フッ素エラストマー組成物中、5〜30体積%である含フッ素エラストマー組成物にも関する。
【0009】
ワックスの融点が50〜130℃であることが好ましい。
【0010】
ワックスが炭素数13〜500の炭化水素基を有することが好ましい。
【0011】
また、本発明は、含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物における含フッ素エラストマーを架橋する工程(A)および
架橋した含フッ素エラストマーを加熱処理し、残存するワックスを除去する工程(B)を含む成形品の製造方法にも関する。
【0012】
工程(A)における含フッ素エラストマーを架橋する温度が130〜200℃であることが好ましい。
【0013】
工程(B)における加熱温度が180〜300℃であることが好ましい。
【0014】
工程(B)における加熱処理において、架橋した含フッ素エラストマー中に残存するワックスが20〜100%除去されることが好ましい。
【0015】
さらに、本発明は、前記の製造方法により得られる成形品にも関する。
【発明の効果】
【0016】
本発明の含フッ素エラストマー組成物はワックスを多量に含むため、成形品の製造工程において、架橋後の含フッ素エラストマーをさらに加熱処理を施すことにより、含フッ素エラストマー組成物中のワックスが、分解や気化などして、成形品表面に細かいボイドが発生し表面を荒らす。その結果として、相手材との低固着性を改善することができる。
【発明を実施するための最良の形態】
【0017】
本発明の含フッ素エラストマー組成物は、含フッ素エラストマーおよびワックスを含む。
【0018】
本発明で用いられるワックスとは、主たる成分が脂肪酸およびその誘導体(脂肪酸エステル、脂肪酸の金属塩、脂肪酸アミド等)、アルコールおよび多価アルコールとそのエステル、炭化水素の少なくとも1種からなる、常温で固体の物質をいう。
【0019】
ワックスとしては、天然ワックス、合成ワックスおよび半合成ワックスに分類される。さらに、天然ワックスは、生物由来のワックスと化石由来のワックスに分類される。
【0020】
生物由来のワックスとしては、ミツロウ、サラシミツロウ、中国ロウ、鯨ロウ、セラック、ラノリンなどの動物ベースのワックス、およびカルバナワックス、キャンデリラワックス、モクロウ、ライスワックス、米ぬかワックスなどの植物ベースのワックスがあげられる。
【0021】
化石由来のワックスとしては、モンタンワックス、オゾケライト、セレシンなどの炭素ベースのワックス、およびパラフィンワックス、マイクロクリスタリンワックス、オイルシェルより抽出されたワックスなどのオイルベースのワックスがあげられる。
【0022】
合成ワックスとしては、ポリエチレンワックス、ポリプロピレンワックス、ポリエチレンワックスおよびポリプロピレンワックスの混合物、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸共重合などの各種ポリマーがあげられる。ポリエチレンワックスとしては、三井ハイワックス(三井化学(株)製)、サンワックス(三洋化成工業(株))、エポレン(Eastman Chemical製)、アライドワックス(Allied Signals製)が商品として入手できる。合成ワックスにおいて前記のようなポリマーを用いる場合のポリマーの平均分子量は、適度な融点(軟化点)を有し、取扱い性、混合性が良好であるという点から、500以上が好ましく、1000以上がより好ましく、1500以上がさらに好ましい。また、ポリマーの平均分子量は、ゴムへの分散性が良好であるという点から、10000以下が好ましく、8000以下がより好ましく、6000以下がさらに好ましい。
【0023】
半合成ワックスとしては、アマインドワックス、変性モンタンワックスなどがあげられる。
【0024】
これらの中で、安価という観点から、天然ワックスが好ましく、また、純度が高く、品質が安定しているという観点から、合成ワックスが好ましい。
【0025】
また、前記であげられたワックスは、単独で用いてもよく、また、2種以上を併用して用いても良い。
【0026】
本発明の含フッ素エラストマー組成物に含有するワックスは、成形品を製造する工程において、架橋後の含フッ素エラストマーをさらに加熱処理を施すことにより、ワックスが気化または分解などして、成形品の表面に細かいボイドを発生させ、得られる成形品の表面を荒らす。
【0027】
また、前記の機能以外にも含フッ素エラストマーの成型加工時に離型剤としての機能も有する。
【0028】
ワックスにおける炭化水素基の炭素数としては、適度な融点(軟化点)を有し、取扱い性、混合性が良好であるという点から、13以上が好ましく、15以上がより好ましく、17以上がさらに好ましい。また、ワックスにおける炭化水素基の炭素数は、ゴムへの分散性が良好であるという点から、500以下が好ましく、400以下がより好ましく、300以下がさらに好ましい。
【0029】
ワックスの含有量は、十分な低固着性が得られるという点から、含フッ素エラストマー100質量部に対して、3質量部以上が好ましく、5質量部以上がより好ましい。また、ワックスの含有量は、ゴム物性に与える影響が少なく、成型加工性が良好であるという点から、含フッ素エラストマー100質量部に対して、10質量部以下が好ましく、8質量部以下がより好ましい。
【0030】
また、同様にワックスの含有量は含フッ素エラストマー組成物中、5体積%以上であり、8体積%以上がより好ましく、30体積%以下であり、20体積%以下がより好ましい。
【0031】
ワックスの融点は、取扱い性、混合性が良好であるという点から、50℃以上が好ましく、60℃以上がより好ましく、80℃以上がさらに好ましい。また、ゴムへの分散性が良好であるという点から、130℃以下が好ましく、120℃以下がより好ましい。
【0032】
本発明における含フッ素エラストマー組成物の含フッ素エラストマーとしては、従来からシール材などの成形用材料に用いられているものであれば特に制限はなく、たとえば
式(1):
【0033】
【化1】
(式中、mは85〜60、nは15〜40。モル%、以下同様)もしくは
式(2):
【0034】
【化2】
(式中、mは95〜50、nは5〜50、Rfは炭素数1〜8のパーフルオロアルキル基)で示される2元共重合体エラストマー、
式(3):
【0035】
【化3】
(式中、lは85〜20、mは0〜40、nは15〜40)で示される3元共重合体エラストマー、
式(4):
【0036】
【化4】
(式中、lは95〜45、mは0〜10、nは5〜45、X、YおよびZはそれぞれ独立してフッ素原子または水素原子、Rfは炭素数1〜8のパーフルオロアルキル基)で示される3元共重合体エラストマー、
式(5):
【0037】
【化5】
(式中、lは95〜35、mは0〜30、nは5〜35、Rfは炭素数1〜8のパーフルオロアルキル基)で示される3元共重合体エラストマー、
式(6):
【0038】
【化6】
(式中、lは80〜20、mは20〜80、nは0〜35、oは0〜40、Rfは炭素数1〜8のパーフルオロアルキル基)で示される2〜4元共重合体エラストマー、
式(7):
【0039】
【化7】
(式中、lは80〜20、mは20〜80、nは0〜35、oは0〜40、Rfは炭素数1〜8のパーフルオロアルキル基)で示される2〜4元共重合体エラストマー
などがあげられる。これらの中でも、耐薬品性、耐熱性、耐プラズマ性という点から、式(1)もしくは式(2)で示される2元共重合体エラストマー、または式(3)で示される3元共重合体エラストマーを用いるのが好ましい。
【0040】
さらに、エラストマー性セグメントである共重合体と非エラストマー性セグメントである共重合体とのブロック共重合体エラストマーも使用できる。
【0041】
エラストマー性セグメントとは、非晶性でかつガラス転移点が25℃以下であるセグメントを示し、具体的に好ましい組成としては、たとえばテトラフルオロエチレン(TFE)/パーフルオロ(アルキルビニルエーテル)(PAVE)/硬化部位を与える単量体(45〜90/10〜50/0〜5)、さらに好ましい組成は45〜80/20〜50/0〜5、特に53〜70/30〜45/0〜2である。
【0042】
硬化部位を与える単量体としては、たとえばフッ化ビニリデン、CX2=CX−Rf3CHRI(式中、XはH、FまたはCH3、Rf3はフルオロアルキレン基、パーフルオロアルキレン基、フルオロポリオキシアルキレン基またはパーフルオロポリオキシアルキレン基、RはHまたはCH3)で示されるヨウ素含有単量体、
【0043】
【化8】
(式中、mは0〜5、nは1〜3)で示されるニトリル基含有単量体、臭素含有単量体などがあげられ、通常、ヨウ素含有単量体やニトリル基含有単量体などが好適である。
【0044】
また、非エラストマー性セグメントである共重合体としては、
(1)ビニリデンフルオライド(VdF)/TFE(0〜100/100〜0)、特にVdF/TFE(70〜99/30〜1)、ポリテトラフルオロエチレン(PTFE)またはポリビニリデンフルオライド(PVdF);
(2)エチレン/TFE/ヘキサフルオロプロピレン(HFP)(6〜43/40〜81/10〜30)、3,3,3−トリフルオロプロピレン−1,2−トリフルオロメチル−3,3,3−トリフルオロプロピレン−1/PAVE(40〜60/60〜40);
(3)TFE/CF2=CF−Rf1(非エラストマー性を示す組成範囲、すなわち、CF2=CF−Rf1が15モル%以下。式中、Rf1はCF3またはORf2(Rf2は炭素数1〜5のパーフルオロアルキル基));
(4)VdF/TFE/クロロトリフルオロエチレン(CTFE)(50〜99/30〜0/20〜1);
(5)VdF/TFE/HFP(60〜99/30〜0/10〜1);
(6)エチレン/TFE(30〜60/70〜40);
(7)ポリクロロトリフルオロエチレン(PCTFE);
(8)エチレン/CTFE(30〜60/70〜40)
などがあげられる。これらのうち、耐薬品性と耐熱性の点から、特にPTFEおよびTFE/CF2=CF−Rf1の非エラストマー性の共重合体が好ましい。
【0045】
架橋剤は適用する架橋系、たとえばパーオキサイド架橋、ポリオール架橋、ポリアミン架橋、トリアジン架橋、オキサゾール架橋、イミダゾール架橋、チアゾール架橋によって適宜選定すればよい。
【0046】
本発明の含フッ素エラストマー組成物にはフィラーを含有してもよい。フィラーとしては、カーボンブラック、シリカ、金属酸化物、金属水酸化物等があげられる。
【0047】
本発明の含フッ素エラストマー組成物は、前記の各成分を、通常のエラストマー用加工機械、例えば、オープンロール、バンバリーミキサー、ニーダーなどを用いて混合することにより調製することができる。この他、密閉式混合機を用いる方法によっても調製することができる。
【0048】
また、本発明は、含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物における含フッ素エラストマーを架橋する工程(A)および含フッ素エラストマー組成物を加熱処理し、残存するワックスを除去する工程(B)を含む成形品の製造方法にも関する。
【0049】
工程(A)における含フッ素エラストマーを架橋する温度は、含フッ素エラストマー組成物中に含有されるワックスが、気化や分解などする温度以下の温度範囲に設定される。具体的な温度範囲としては、架橋を迅速かつ充分に行うという点から130℃以上が好ましく、150℃以上がより好ましい。また、工程(A)における含フッ素エラストマーを架橋する温度は、ワックスが含フッ素エラストマー組成物中から除去されないという点から、200℃以下が好ましく、180℃以下がより好ましい。
【0050】
工程(A)における含フッ素エラストマーの架橋時間は、架橋を迅速かつ充分に行うという点から1分以上が好ましく、3分以上がより好ましい。また、架橋時間は、生産性が良好であるという点から30分以下が好ましく、20分以下がより好ましい。
【0051】
工程(A)における含フッ素エラストマー組成物の架橋する方法としては、前記組成物を金型にて加熱圧縮する方法、加熱された金型に圧入する方法、押出機で押出す方法など公知の方法で行うことができる。
【0052】
工程(B)における加熱温度は、架橋した含フッ素エラストマー中に残存するワックスが気化や分解などする温度以上の温度範囲に設定される。具体的な温度範囲としては、処理時間が短くて済むという点から180℃以上が好ましく、200℃以上がより好ましく、230℃以上がさらに好ましい。また、工程(B)における加熱温度は、できるだけ多くのワックスを気化や分解などさせるという点から1時間以上が好ましく、5時間以上がより好ましく、10時間以上がさらに好ましい。また、工程(B)における加熱時間は、含フッ素エラストマーの劣化が少なく、また生産性の点から48時間以下が好ましく、30時間以下がより好ましく、24時間以下がさらに好ましい。
【0053】
工程(B)における加熱処理としては、空気加熱、スチーム加熱、高周波加熱、赤外線加熱、溶融塩による加熱、輻射熱による加熱、のほか真空オーブンを用いる方法などがあげられる。
【0054】
工程(B)における加熱処理による架橋した含フッ素エラストマー組成物中のワックスの除去率としては、充分に成形品の表面に細かいボイドを発生させ表面を荒らすことができるという点から、20%以上が好ましく、30%以上がより好ましく、100%が最も好ましい。
【0055】
具体的には、例えば、工程(A)における架橋条件として、含フッ素エラストマー組成物を170℃で10分間プレス架橋し、工程(B)において架橋した含フッ素エラストマーをオーブン中で230℃で12時間オーブン架橋を施した場合の、成形品におけるワックスの除去率は、20〜100%が好ましい。
【0056】
本発明の製造方法により得られる成形品は、種々の用途に使用できる。
【0057】
具体的には、シール材としては、O−リング、角−リング、ガスケット、パッキン、オイルシール、ベアリングシール、リップシールなどがあげられる。そのほか、各種のエラストマー製品、たとえばダイヤフラム、チューブ、ホース、ブッシュ、クッション、各種ゴムロールなどとしても使用できる。また、コーティング用材料、ライニング用材料としても使用できる。
【0058】
本発明のシール材は、以下に示す分野で好適に用いることができる。
【0059】
半導体製造装置、液晶パネル製造装置、プラズマパネル製造装置、プラズマアドレス液晶パネル、フィールドエミッションディスプレイパネル、太陽電池基板等の半導体関連分野では、O(角)リング、パッキン、シール材、ガスケット、ダイアフラム等があげられ、これらはCVD装置、ドライエッチング装置、ウェットエッチング装置、酸化拡散装置、スパッタリング装置、アッシング装置、洗浄装置、イオン注入装置、排気装置に用いることができる。具体的には、ゲートバルブのOリング、シール材として、クォーツウィンドウのOリング、シール材として、チャンバーのOリング、シール材として、ゲートのOリング、シール材として、ベルジャーのOリング、シール材として、カップリングのOリング、シール材として、ポンプのOリング、シール材、ダイアフラムとして、半導体用ガス制御装置のOリング、シール材として、レジスト現像液、剥離液用のOリング、シール材として用いることができる。
【0060】
自動車分野では、ガスケット、シャフトシール、バルブステムシール、シール材はエンジンならびに周辺装置に用いることができ、シール材はAT装置に用いることができ、O(角)リング、パッキン、シール材およびダイアフラムは燃料系統ならびに周辺装置に用いることができる。具体的には、エンジンヘッドガスケット、メタルガスケット、オイルパンガスケット、クランクシャフトシール、カムシャフトシール、バルブステムシール、マニホールドパッキン、酸素センサー用シール、インジェクターOリング、インジェクターパッキン、燃料ポンプOリング、ダイアフラム、ガソリンタンク圧抜きバルブ、クランクシャフトシール、ギアボックスシール、パワーピストンパッキン、シリンダーライナーのシール、バルブステムのシール、自動変速機のフロントポンプシール、リアーアクスルピニオンシール、ユニバーサルジョイントのガスケット、スピードメーターのピニオンシール、フートブレーキのピストンカップ、トルク伝達のO−リング、オイルシール、排ガス再燃焼装置のシール、ベアリングシール、キャブレターのセンサー用ダイアフラム等として用いることができる。
【0061】
航空機分野、ロケット分野および船舶分野では、ダイアフラム、O(角)リング、バルブ、パッキン、シール材等があげられ、これらは燃料系統に用いることができる。具体的には、航空機分野では、ジェットエンジンバルブステルシール、ガスケットおよびO−リング、ローテーティングシャフトシール、油圧機器のガスケット、防火壁シール等に用いられ、船舶分野では、スクリューのプロペラシャフト船尾シール、ディーゼルエンジンの吸排気用バルブステムシール、バタフライバルブのバルブシール、バタフライ弁の軸シール等に用いられる。
【0062】
プラント等の化学品分野では、バルブ、パッキン、ダイアフラム、O(角)リング、シール材等があげられ、これらは医薬、農薬、塗料、樹脂等化学品製造工程に用いることができる。具体的には、化学薬品用ポンプ、流動計、配管のシール、熱交換器のシール、硫酸製造装置のガラス冷却器パッキング、農薬散布機、農薬移送ポンプのシール、ガス配管のシール、メッキ液用シール、高温真空乾燥機のパッキン、製紙用ベルトのコロシール、燃料電池のシール、風洞のジョイントシール、ガスクロマトグラフィー、pHメーターのチューブ結合部のパッキン、分析機器、理化学機器のシール、ダイアフラム、弁部品等として用いることができる。
【0063】
現像機等の写真分野、印刷機械等の印刷分野および塗装設備等の塗装分野では、乾式複写機のシール、弁部品等として用いることができる。
【0064】
食品プラント機器分野では、バルブ、パッキン、ダイアフラム、O(角)リング、シール材等があげられ、食品製造工程に用いることができる。具体的には、プレート式熱交換器のシール、自動販売機の電磁弁シール等として用いることができる。
【0065】
原子力プラント機器分野では、パッキン、Oリング、シール材、ダイアフラム、バルブ等があげられる。
【0066】
一般工業分野では、パッキング、Oリング、シール材、ダイアフラム、バルブ等があげられる。具体的には、油圧、潤滑機械のシール、ベアリングシール、ドライクリーニング機器の窓、その他のシール、六フッ化ウランの濃縮装置のシール、サイクロトロンのシール(真空)バルブ、自動包装機のシール、空気中の亜硫酸ガス、塩素ガス分析用ポンプのダイアフラム(公害測定器)等に用いられる。
【0067】
電気分野では、具体的には、新幹線の絶縁油キャップ、液封型トランスのベンチングシール等として用いられる。
【0068】
燃料電池分野では、具体的には、電極、セパレーター間のシール材や水素・酸素・生成水配管のシール等として用いられる。
【0069】
電子部品分野では、具体的には、放熱材原料、電磁波シールド材原料、コンピューターのハードディスクドライブのガスケット、ハードディスクドライブのストッパー等に用いられる。
【0070】
現場施工型の成形に用いることが可能なものとしては特に限定されず、例えばエンジンのオイルパンのガスケット、磁気記録装置用のガスケット、クリーンルーム用フィルターユニットのシーリング剤等があげられる。
【0071】
また、半導体製造装置やウェハー等のデバイス保管庫等のシーリング材等のクリーン設備用シール材に特に好適に用いられる。
【実施例】
【0072】
つぎに実施例をあげて本発明を具体的に説明するが、本発明はこれらの実施例のみに限定されるものではない。
【0073】
表および明細書中の各商品名は、それぞれ次に示すものである。
・G−702:ポリオール架橋剤を含む2元系フッ素ゴム(ビニリデンフルオライド/ヘキサフルオロプロピレン=78/22モル%)。(ポリオール架橋剤の含有量が低濃度である品種)
・G−717:ポリオール架橋剤を含む2元系フッ素ゴム(ビニリデンフルオライド/ヘキサフルオロプロピレン=78/22モル%)。(ポリオール架橋剤の含有量が中濃度である品種)
・MA−150:高活性酸化マグネシウム(協和化学工業(株)製)
・CALDIC♯2000:水酸化カルシウム(近江化学工業(株)製)
・N990:MTカーボンブラック(CANCARB LTD製)
・ACP♯617A:低分子ポリエチレンワックス(数平均分子量:約2000、比重:約0.9)(Allied Corporation製)
・SP−0145:パラフィンワックス(数平均分子量:約500、比重:約0.8)(日本精鑞株式会社製)
・カルナバワックス1号:カルナバワックス(比重:約1.0)(東洋ペトロライト株式会社製)
・TYW−3:米ぬかワックス(比重:約1.0)(東京油脂工業株式会社製)
・ステアリン酸:試薬1級(比重:約0.8)(関東化学株式会社製)
・ステアリン酸ナトリウム:試薬1級(比重:約1.0)(片山化学工業株式会社製)
・ダイヤミッドL−200:エルカ酸アミド(比重:約0.9)(日本化成工業株式会社製)
【0074】
実施例1
G−702を300g、充填剤としてACP♯617Aを9g(組成物中、5体積%)、MA−150を9g、CALDIC♯2000を18gおよびMTカーボンブラックを9g混合し、オープンロールにて混練して架橋可能な含フッ素エラストマー組成物を調製した。表1に配合比を示す。
【0075】
得られた含フッ素エラストマー組成物を170℃で10分間プレスして架橋を行ったのち、さらにオーブン中で230℃で12時間、オーブン架橋を施し、厚さ2mm、120mm×140mmのテストシートを作製した。
【0076】
得られた成形品の架橋時の架橋性、離型性、表面固着性、含フッ素エラストマー組成物中のワックスの除去率および常態物性を以下の方法にて測定した。結果を表1に示す。
【0077】
<架橋性>
各架橋用組成物についてJSR型キュラストメーターII型により、170℃にて架橋曲線を求め、最低トルク(ML)、最大トルク(MH)、誘導時間(T10)および最適架橋時間(T90)を求めた。
【0078】
<離型性>
テストシート作成時、金型からの離型性を評価した。
◎・・・金型を開けた時、すでに離型
○・・・エアーガンで吹くことで容易に離型
△・・・エアーガンで吹くことで何とか離型
×・・・エアーガンで吹くだけでは離型しない
【0079】
<表面固着性>
バフ磨きで鏡面仕上げされたSUS316板上に、テストシートから切り出した被験サンプル(20mm×15mm×2mm)を置き、室温で、荷重:700g/cm2下で10分間放置した後、手で引き剥がし、固着度合いを観察した。
◎・・・全く固着していない
○・・・わずかに粘着がある
△・・・粘着はあるが容易に剥離する
×・・・明らかに粘着している
【0080】
<固着強度>
図1に示すように、バフ磨きで鏡面仕上げされた2枚のSUS316板1の間に、テストシートから切り出した被験サンプル2(20mm×15mm×2mm)を置き、100℃、荷重3:700g/cm2下で1時間放置した。その後、荷重3を加えた状態のまま、室温まで放冷した後、図2に示すように、SUS316板1をせん断方向4に10mm/minの速度で引っ張り、固着強度(180度、せん断剥離)を測定した。
【0081】
<ワックスの除去率>
ワックス添加部数をW1、熱処理時の重量減少率を△W1、ワックスを配合していない(比較例1または2)時の熱処理時の重量減少率を△W2としたとき、ワックス除去率は
ワックス除去率(%)=(△W1−△W2)/(W1/トータル部数)
【0082】
<常態物性>
JIS K6301に準じてテストシートの常態(25℃)での100%引張応力、引張強さ、伸びおよび硬さ(SHORE、A)を測定した。
【0083】
実施例2
充填剤としてACP♯617Aを15g(組成物中、9体積%)配合した以外は、実施例1と同様の方法にて、成形物を作製した。評価結果を表1に示す。
【0084】
実施例3
充填剤としてACP♯617Aを24g(組成物中、14体積%)配合した以外は、実施例1と同様の方法にて、成形物を作製した。評価結果を表1に示す。
【0085】
実施例4
G−717を300g、充填剤としてACP♯617Aを15g(組成物中、8体積%)、MA−150を9g、CALDIC♯2000を18gおよびMTカーボンブラックを60g混合し、オープンロールにて混練して架橋可能な含フッ素エラストマー組成物を調製した。表1に配合比を示す。
【0086】
得られた含フッ素エラストマー組成物を170℃で10分間プレスして架橋を行ったのち、さらにオーブン中で230℃で12時間、オーブン架橋を施し、厚さ2mm、120mm×140mmのテストシートを作製した。評価結果を表1に示す。
【0087】
実施例5
充填剤としてACP♯617Aに代えてSP−0145を15g(組成物中、8体積%)配合した以外は、実施例4と同様の方法にて、成形物を作製した。評価結果を表1に示す。
【0088】
実施例6
充填剤としてACP♯617Aに代えてカルナバワックス1号を15g(組成物中、7体積%)配合した以外は、実施例4と同様の方法にて、成形物を作製した。評価結果を表1に示す。
【0089】
実施例7
充填剤としてACP♯617Aに代えてTYW−3を15g(組成物中、7体積%)配合した以外は、実施例4と同様の方法にて、成形物を作製した。評価結果を表1に示す。
【0090】
実施例8
充填剤としてACP♯617Aに代えてステアリン酸を15g(組成物中、8体積%)配合した以外は、実施例4と同様の方法にて、成形物を作製した。評価結果を表1に示す。
【0091】
実施例9
充填剤としてACP♯617Aに代えてステアリン酸ナトリウムを15g(組成物中、7体積%)配合した以外は、実施例4と同様の方法にて、成形物を作製した。評価結果を表2に示す。
【0092】
実施例10
充填剤としてACP♯617Aに代えてL−200を15g(組成物中、7体積%)配合した以外は、実施例4と同様の方法にて、成形物を作製した。評価結果を表2に示す。
【0093】
比較例1
充填剤としてACP♯617Aを配合しなかった以外は、実施例1と同様の方法にて、成形物を作製した。評価結果を表1に示す。
【0094】
比較例2
充填剤としてACP♯617Aを3g(組成物中、2体積%)配合した以外は、実施例1と同様の方法にて、成形物を作製した。評価結果を表2に示す。
【0095】
比較例3
充填剤としてACP♯617Aを配合しなかった以外は、実施例4と同様の方法にて、成形物を作製した。評価結果を表2に示す。
【0096】
【表1】
【0097】
【表2】
【図面の簡単な説明】
【0098】
【図1】固着強度の測定のための試験片の処理方法の説明図である。
【図2】固着強度の測定方法の説明図である。
【符号の説明】
【0099】
1 SUS316板
2 被験サンプル
3 荷重
4 せん断方向
【特許請求の範囲】
【請求項1】
含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物であって、ワックスの含有量が含フッ素エラストマー100質量部に対して、3〜10質量部である含フッ素エラストマー組成物。
【請求項2】
含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物であって、ワックスの含有量が含フッ素エラストマー組成物中、5〜30体積%である含フッ素エラストマー組成物。
【請求項3】
ワックスの融点が50〜130℃である請求項1または2記載の含フッ素エラストマー組成物。
【請求項4】
ワックスが炭素数13〜500の炭化水素基を有する請求項1〜3のいずれかに記載の含フッ素エラストマー組成物。
【請求項5】
含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物における含フッ素エラストマーを架橋する工程(A)および
架橋した含フッ素エラストマーを加熱処理し、残存するワックスを除去する工程(B)を含む成形品の製造方法。
【請求項6】
工程(A)における含フッ素エラストマーを架橋する温度が130〜200℃である請求項5記載の成形品の製造方法。
【請求項7】
工程(B)における加熱温度が180〜300℃である請求項5または6記載の成形品の製造方法。
【請求項8】
工程(B)における加熱処理において、架橋した含フッ素エラストマー中に残存するワックスが20〜100%除去される請求項5〜7のいずれかに記載の成形品の製造方法。
【請求項9】
請求項5〜8のいずれかに記載の製造方法により得られる成形品。
【請求項1】
含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物であって、ワックスの含有量が含フッ素エラストマー100質量部に対して、3〜10質量部である含フッ素エラストマー組成物。
【請求項2】
含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物であって、ワックスの含有量が含フッ素エラストマー組成物中、5〜30体積%である含フッ素エラストマー組成物。
【請求項3】
ワックスの融点が50〜130℃である請求項1または2記載の含フッ素エラストマー組成物。
【請求項4】
ワックスが炭素数13〜500の炭化水素基を有する請求項1〜3のいずれかに記載の含フッ素エラストマー組成物。
【請求項5】
含フッ素エラストマーおよびワックスを含む含フッ素エラストマー組成物における含フッ素エラストマーを架橋する工程(A)および
架橋した含フッ素エラストマーを加熱処理し、残存するワックスを除去する工程(B)を含む成形品の製造方法。
【請求項6】
工程(A)における含フッ素エラストマーを架橋する温度が130〜200℃である請求項5記載の成形品の製造方法。
【請求項7】
工程(B)における加熱温度が180〜300℃である請求項5または6記載の成形品の製造方法。
【請求項8】
工程(B)における加熱処理において、架橋した含フッ素エラストマー中に残存するワックスが20〜100%除去される請求項5〜7のいずれかに記載の成形品の製造方法。
【請求項9】
請求項5〜8のいずれかに記載の製造方法により得られる成形品。
【図1】

【図2】
【図2】
【公開番号】特開2009−84484(P2009−84484A)
【公開日】平成21年4月23日(2009.4.23)
【国際特許分類】
【出願番号】特願2007−257702(P2007−257702)
【出願日】平成19年10月1日(2007.10.1)
【出願人】(000002853)ダイキン工業株式会社 (7,604)
【Fターム(参考)】
【公開日】平成21年4月23日(2009.4.23)
【国際特許分類】
【出願日】平成19年10月1日(2007.10.1)
【出願人】(000002853)ダイキン工業株式会社 (7,604)
【Fターム(参考)】
[ Back to top ]