
低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法

【課題】 高速度の溶接条件においても優れた機械性能の溶接金属、ビード形状および溶接作業性が得られる低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法を提供する。
【解決手段】 鋼製外皮中にフラックスを充填した低温用鋼のサブマージアーク溶接用フラックス入りワイヤにおいて、ワイヤ全質量%で、鋼製外皮とフラックスの一方または両方の合計で、C:0.02〜0.30%、Si:0.08〜0.5%、Mn:1.2〜3.0%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、フラックスに、C:0.01〜0.27%、CaF2:2〜15%を含有し、残部は鋼製外皮のFe、合金粉中のFe、鉄粉および不可避的不純物からなり、ワイヤの全水素量が50ppm以下で、前記成分中のフラックス分のフラックス充填率が10〜30%であることを特徴とする。
【解決手段】 鋼製外皮中にフラックスを充填した低温用鋼のサブマージアーク溶接用フラックス入りワイヤにおいて、ワイヤ全質量%で、鋼製外皮とフラックスの一方または両方の合計で、C:0.02〜0.30%、Si:0.08〜0.5%、Mn:1.2〜3.0%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、フラックスに、C:0.01〜0.27%、CaF2:2〜15%を含有し、残部は鋼製外皮のFe、合金粉中のFe、鉄粉および不可避的不純物からなり、ワイヤの全水素量が50ppm以下で、前記成分中のフラックス分のフラックス充填率が10〜30%であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、LPG貯蔵タンク、低温用機器、寒冷地向け鋼構造物などの溶接に使用される低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法に関し、特に高速度の溶接条件においても優れた機械性能の溶接金属、ビード形状および溶接作業性が得られる低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法に関する。
【背景技術】
【0002】
サブマージアーク溶接は、高能率で安定した溶接作業性および溶接金属の機械的性能が得られることから、造管、鉄骨、橋梁、車両など幅広い分野で適用されている。近年、エネルギー産業の発展に伴い、低温用鋼は幅広く用いられており、年々使用比率が増加している。そこで、サブマージアーク溶接においては、低温用鋼を用いた施工における生産性の向上や安全性、耐久性の確保のため、更なる品質向上が求められており、その中でも特に溶接の高能率化と溶接金属の高靭化の要望が極めて大きい。
【0003】
従来、低温用鋼のサブマージアーク溶接用ワイヤは、溶接金属の高靭化を目的として、Ni、Mn、Mo等の合金成分を含有したソリッドワイヤが主に使用されている。しかし、溶接金属の高靭化のためにワイヤの合金成分量を増加すると、ワイヤ自体が高強度となり、溶接用ワイヤ製造の伸線加工時に、加工硬化が加わりさらにワイヤが硬化する。ワイヤが硬化するとダイス磨耗や断線が多くなるため、製造が困難となる。
【0004】
そこで、一般的には伸線途中で熱処理を行いワイヤの強度を低下させるが、合金成分量が多い場合はワイヤの変態温度が低下するため、焼なまし処理により軟化を行う場合に長時間の保持が必要になる。また、高温の焼ならし処理により軟化を行う場合では、高強度の組織に変態しやすい。したがって、ワイヤを軟化するためには熱処理温度を低く設定し、長時間の保持や徐冷が必要となるため、生産性が非常に悪い。
【0005】
また、高強度のソリッドワイヤを使用して溶接すると、ワイヤの矯正が困難となり、開先中心とのセンターずれが起きやすく、良好なビードが得られない。このように高強度のソリッドワイヤは生産性および溶接性が低下するという問題があった。そこで、種々のフラックス入りワイヤが開発されてきたが、高靭性の溶接金属を得るためには溶接金属の酸素量を低くする必要があり、また低温用鋼の溶接は低温割れ(水素割れ)が発生しやすいためフラックス入りワイヤを低水素化する必要があり、これまでのフラックス入りワイヤでは適用が困難であった。
【0006】
また、ソリッドワイヤの生産性やワイヤ送給性等の溶接性を考慮し、合金成分の少ない低強度のワイヤを使用し、合金成分の添加量を調整できる焼成型フラックス(ボンドフラックス)を適用した溶接方法もあるが、焼成型フラックスは溶融型フラックスに比べ、フラックスの溶融速度が遅いため、高速溶接に適用することは難しく、また、吸湿しやすいことや溶接金属の靭性のバラツキが若干発生すること、ビード形状が若干凸形状になることなど、焼成型フラックスでは、高速溶接において良好な溶接作業性が得られにくいという問題がある。
【0007】
これらの点を考慮してワイヤの生産性および溶接性が良好で高靭性の溶接金属が得られるサブマージアーク溶接用ワイヤの開発が試みられている。例えば、ワイヤの引張強度の低いサブマージアーク溶接用複合ワイヤが特開2006−142377号公報(特許文献1)に開示されており、ワイヤの生産性および送給性は改善されるが、このフラックス入りワイヤでは、ワイヤ中の酸素量が高いため溶接金属中の酸素量が増加し、良好な低温靭性が得られない。さらに、ワイヤ断面形状は継ぎ目を有すフラックス入りワイヤであるので、大気中の水分を吸湿する。したがって、フラックスの水分量を減少しただけでは不十分であり、溶接金属中の拡散性水素量が増加して溶接後に低温割れが発生し易くなる。
【0008】
また、特開昭48−85443号公報(特許文献2)には、充填するフラックスに高塩基性のスラグ形成成分を含有し、中性フラックスまたは弱塩基性フラックスと組合せて使用することにより、良好な溶接作業性および高靭性の溶接金属が得られる潜弧溶接用複合ワイヤが開示されている。しかし、ワイヤのフープ材にSi、Mn、Mo、Niが添加されているためワイヤ自体の引張強度が高く、ワイヤ送給性が劣ることや、充填するフラックス中にスラグ形成成分を多量に含んでいるため、合金成分が不足し、溶接金属のより一層の高靭性化の要求に対しては不十分である。
【0009】
また、サブマージアーク溶接用高靭性複合ワイヤが特開昭49−103858号公報(特許文献3)に開示されており、溶接金属の高靭化と溶接作業性の改善を図っているが、特許文献3に記載のワイヤ成分では溶接金属の高靭化と良好な溶接作業性の両立は得られない。
【0010】
さらに、低温用鋼の大入熱潜弧溶接用太径シームレスフラックス入りワイヤが特開昭61−242791号公報(特許文献4)に開示されているが、特許文献4に記載のワイヤ成分では良好な溶接金属の靭性を得ることはできず、また、ワイヤの外皮に適用する鋼材の合金成分が低くても、ワイヤ径が4.5〜10mmと太いため、ワイヤ自体の剛性は強くなり、ワイヤ送給性劣化や溶接部の開先が広い施工法にしか適用できないため、使用範囲が限定されて生産能率が低下するという問題もある。
【特許文献1】特開2006−142377号公報
【特許文献2】特開昭48−85443号公報
【特許文献3】特開昭49−103858号公報
【特許文献4】特開昭61−242791号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明は、特に高速度の溶接条件においても優れた機械性能の溶接金属、ビード形状および溶接作業性が得られる低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明の要旨は、鋼製外皮中にフラックスを充填した低温用鋼のサブマージアーク溶接用フラックス入りワイヤにおいて、ワイヤ全質量%で、鋼製外皮とフラックスの一方または両方の合計で、C:0.02〜0.30%、Si:0.08〜0.5%、Mn:1.2〜3.0%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、フラックスに、C:0.01〜0.27%、CaF2:2〜15%を含有し、残部は鋼製外皮のFe、合金粉中のFe、鉄粉および不可避的不純物からなり、ワイヤの全水素量が50ppm以下で、前記成分中のフラックス分のフラックス充填率が10〜30%であることを特徴とする。
【0013】
また、鋼製外皮に継ぎ目の無いことも特徴とする低温用鋼のサブマージアーク溶接用フラックス入りワイヤである。さらに、下記(1)式に示す塩基度BAが1.0〜4.0の溶融型フラックスと上記記載のワイヤとを組合せて溶接することを特徴とする低温用鋼のサブマージアーク溶接方法である。
塩基度BA=〔CaO+MgO+CaF2+BaO+0.5×(MnO+FeO)〕/〔SiO2+0.5×(Al2O3+TiO2+ZrO2)〕・・・・・(1)式
(但し、各成分は質量%)
【発明の効果】
【0014】
本発明の低温用鋼のサブマージアーク溶接用ワイヤおよび溶接方法によれば、低温用鋼の高速サブマージアーク溶接において、多量の合金成分を含有したワイヤの製造を容易にし、溶接金属中の酸素量が低く高靭性の溶接金属を得ることができ、さらに良好な溶接作業性およびビード形状が得られ、溶接金属の拡散性水素量を低くすることができるので溶接欠陥のない高品質の溶接部を得ることができる。
【発明を実施するための最良の形態】
【0015】
本発明者らは、前記課題を解決するために鋼製外皮と充填フラックスの合計であるワイヤ成分、充填フラックス成分、ワイヤの全水素量、フラックス充填率およびワイヤに組合せる溶融型フラックスの塩基度などについて鋭意検討した。
【0016】
溶接金属の高靭性化については、溶接金属の酸素バランスおよび合金元素添加による結晶粒組織適正化が最も重要である。そこで本発明者らは、先ず、強脱酸剤のMgやAlを適用し、溶接金属の酸素量コントロールを行ったが、Mgは水素吸蔵合金として知られているように、Mg原材料自体の水素量も多いため、溶接金属の拡散性水素量が高くなり、低温割れが発生した。
【0017】
また、Mgは溶接中にMg+2H2O→Mg(OH)2+H2の反応を起こし、水素ガスを発生させるため、ブローホールやピットおよびポックマークが多量に発生した。Alは溶接金属に粗大なAl酸化物を多量に生成させるため、低温用鋼のアシキュラーフェライト主体組織では、粗大な酸化物が破壊の起点となり、靭性を著しく低下させた。
【0018】
以上のことから、溶接金属の酸素量コントロールは、ワイヤに少量のMgおよびAlを含有することによって容易に調整することが可能であったが、低温割れ、ブローホール、ピット、ポックマーク等の溶接欠陥発生、溶接金属の強度および靭性の低下により、適用が困難な状態であった。そこで、MgおよびAlに代わる強脱酸剤として新たに見出したのがCの添加である。ただし、脱酸の効果を有意に働かせるためには、鋼製外皮のCを多くするより、フラックスのCを多くした方が効果は大きい傾向が認められた。これは、サブマージアーク溶接の場合、溶接電流が高いため、鋼製外皮中に添加されたCは、溶融金属中の酸素と結びつく前に、酸化消耗する傾向が認められた。
【0019】
そこで、Cが溶接金属の脱酸をする前に酸化消耗せずに溶融プールまで維持させるために、フラックスに添加させることにした。鋼製外皮にCを添加し、溶接金属の酸素量をコントロールする場合は、Cの酸化消耗を考慮し、多量に添加する必要があり、多量に添加すると、ワイヤ自体の引張強度が高くなるため、生産性、ワイヤ送給性および溶接作業性が劣る結果となった。
【0020】
ワイヤ成分およびフラックス充填率の調整、低水素原材料の適用等により優れた機械的性能を有する溶接金属を得ることが可能となったが、さらに、鋼製外皮に継ぎ目をなくすことによって、製造工程中、焼鈍を行うことが可能となり、ワイヤの水素量をより低減することができ、また酸洗処理やめっき処理を行うことも可能となるため、ワイヤ表面状態の清浄化および耐錆性の向上を図ることができ、ワイヤ送給性が良好となり溶接作業性を向上させることが可能となった。
【0021】
また、サブマージアーク溶接は、開先内にフラックスを散布し、そのフラックス中にワイヤを機械的に送給させ溶接する方法であるが、フラックスの成分組成も溶接作業性や溶接金属の機械的性能に大きく影響を及ぼす。そこでフラックスは溶融型フラックスを適用することで高速溶接が可能となり、ビード形状もフラットで波目の細かい美しい外観が得られた。また、さらにフラックスの塩基度を限定することによって、良好な溶接金属機械的性能も得られることが可能となった。
【0022】
以上の結果からワイヤに適量のC、Si、Mn、Ni、Mo、CaF2を含み、フラックスの充填率を限定することにより、ワイヤの生産性が良好で、高靭性の溶接金属が得られることを見出した。
以下に本発明における低温用鋼のサブマージアーク溶接用フラックス入りワイヤの成分等限定理由について説明する。
【0023】
ワイヤ全体のCは、固溶強化により溶接金属の強度を確保する重要な元素であると共に、アーク中の酸素と反応しアーク雰囲気および溶接金属の酸素量を低減する効果がある。鋼製外皮とフラックスの一方または両方の合計(以下、ワイヤ成分という。)のCが0.02質量%(以下、%という。)未満では、前記脱酸および強度確保の効果が不十分であり、靭性も低下する。一方、0.30%を超えると溶接金属のCが高くなるためマルテンサイト主体の組織となり、強度が高く、靭性が低下する。したがって、ワイヤ成分のCは0.02〜0.30%とする。
【0024】
また、Cによる脱酸の効果を有意に働かせるためには、鋼製外皮のCを多くするよりフラックスのCを多くした方が効果は大きいため、フラックスのCは0.01〜0.27%とする。フラックスのCが0.01%未満であると、十分な脱酸効果が得られず靭性が劣化する。一方、0.27%を超えると脱酸が過剰となり、溶接金属の強度が高くなって靭性が劣化する。
【0025】
ワイヤ成分のSiは、溶接金属の強度および靭性向上に重要な元素であり、溶接中に酸素と結合しスラグ成分となるため、溶接金属の酸素量を低減する効果がある。ワイヤ成分のSiが0.08%未満では、溶接金属の強度が低く、酸素量が多くなって靭性が低下する。一方、0.5%を超えると溶接金属のマトリックスを固溶強化するが、フェライト結晶粒を粗大化させるため、著しく靭性が低下する。したがって、ワイヤ成分のSiは0.08〜0.5%とする。
【0026】
ワイヤ成分のMnは、焼入れ性を向上させて、強度を高めるのに有効な成分である。ワイヤ成分のMnが1.2%未満では、焼入れ性が不足して強度が低くなる。一方、3.0%を超えると焼入れ性が過多となり、溶接金属の強度が高くなり靭性が低下する。したがって、ワイヤ成分のMnは1.2〜3.0%とする。
【0027】
ワイヤ成分のNiは、溶接金属の強度および靭性確保を目的とする。ワイヤ成分のNiが0.5%未満では、強度が低く靭性が低下する。一方、3.5%を超えると、Niはオーステナイト安定化元素であるため、オーステナイト粒径を粗大化させて溶接金属の靭性を劣化させる。したがって、ワイヤ成分のNiは0.5〜3.5%とする。
【0028】
ワイヤ成分のMoは、溶接金属の強度確保を目的とする。ワイヤ成分のMoが0.03%未満では、強度が低くなる。一方、0.8%を超えると溶接金属中に金属間化合物を生成し、溶接金属を著しく硬化させて靭性が低下する。したがって、ワイヤ成分のMoは0.03〜0.8%とする。
【0029】
フラックスのCaF2は、溶接金属の靭性向上に重要な元素であり、溶接中にアーク雰囲気中の酸素分圧を下げ、溶接金属の酸素量を低減する効果がある。CaF2が2%未満では、溶接金属中の酸素量が高くなり靭性が低下する。一方、15%を超えるとアークが不安定となり、またワイヤ中のスラグ成分が増えるため、溶着量が減少し、溶着効率を低下させる。したがって、CaF2は2〜15%とする。
【0030】
ワイヤに含まれる全水素量が多くなると、溶接時に水素ガスとしてブローホールやピット、ポックマークなどの溶接欠陥を発生させる。また、溶接金属の拡散性水素量が多くなるため、低温割れが発生する。したがって、溶接欠陥や低温割れを防ぐためには、ワイヤの全水素量を50ppm以下にする必要がある。
【0031】
前記成分中のフラックス分のフラックス充填率は10〜30%とする。フラックス充填率が10%未満では、目的の高靭性化に対して必要な合金成分が不足し、十分な機械的性能が得られない。一方、30%を超えると、シームレスフラックス入りワイヤの製造時、成型後にシーム部を溶接し継ぎ目を無くすが、溶接時シーム部にフラックスが入り込みやすくなり、溶接欠陥が発生し、生産性が劣化する。また、フラックス充填率が多くなると、充填フラックスの酸素量が増加し、溶接金属の酸素量も増加するため、靭性が低下する。
【0032】
前述のワイヤと組合せて溶接を行う溶融型フラックスの塩基度BAは、下記(1)式に示す値で1.0〜4.0とする。塩基度BAが1.0未満では、ビード形状はフラットで波目の細かい美しい外観であるが、塩基度が低くなるためアーク雰囲気は酸性となり、溶接金属の酸素量が増加して靭性が低下する。一方、4.0を超えると、ビードは凸形状となり、波目の粗い外観となるため、溶接作業性が劣化する。
【0033】
塩基度BA=〔CaO+MgO+CaF2+BaO+0.5×(MnO+FeO)〕/〔SiO2+0.5×(Al2O3+TiO2+ZrO2)〕・・・・・(1)式
(但し、各成分は質量%)
フラックス中の合金成分は、鋼製外皮の成分とその含有量を考慮して、各限定した範囲内で配合成分を調整し、種々の鋼材(母材)の成分に応じたフラックス入りワイヤとすることができる。
【0034】
また、溶接金属の酸素量を低下させるために、充填フラックスの主体は金属粉とし、スラグ形成剤となる酸化物等は添加しないことが望ましい。その他、PおよびSは共に低融点の化合物を生成して、靭性を低下させるため、できるだけ低いことが好ましい。本発明の低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法は、安定したアーク、ワイヤ送給性、溶着効率向上を可能とした溶接をするために、ワイヤ外径は1.0〜4.0mmとすることが好ましい。
【0035】
本発明の低温用鋼のサブマージアーク溶接用フラックス入りワイヤは鋼製外皮に継ぎ目の無い(以下、シームレスという。)断面形状とすることのより、耐吸湿性能に優れており、さらに製造工程中に焼鈍を行うことができるため、溶接金属の拡散性水素量を極力低減することができる。帯鋼から成形し、シーム部の溶接を行わない通常のシーム有りのフラックス入りワイヤでは、充填フラックスが吸湿しやすく、また製造工程中、焼鈍を行うことができないため、溶接金属の拡散性水素量は多くなる傾向がある。
【0036】
このシーム有りのフラックス入りワイヤが製造工程中に焼鈍できない理由は、シーム部に若干の間隙が空いているため、焼鈍を行うと、充填フラックス中の合金剤が酸化し、酸化物となってしまうため、溶接金属の酸素量が増加してしまうことや所定の焼入れ特性を得ることができず、溶接金属の強度および靭性が低下してしまうからである。
【0037】
また、シーム有りのフラックス入りワイヤは、ワイヤ断面が非対称となり、ワイヤ自体がねじれ易く、溶接時に開先中心とのセンターずれを生じ易いが、シームレスワイヤはワイヤ断面が同心円からなり、全ての方向について対称であり、扱いやすく、ねじれが発生し難いワイヤを得ることができる。
【0038】
なお、シームレスワイヤは、製造工程中に酸洗処理やめっき処理を行うことも可能となるため、ワイヤ表面状態を清浄化および耐錆性を向上することができるので、ワイヤ送給性が良好となり溶接作業性を向上させることができる。また、前述したがシーム有りのフラックス入りワイヤは、シーム部に若干の間隙が空いているため、酸洗処理もめっき処理もできないためワイヤ表面状態は、シームレスワイヤに比べて劣る。
【0039】
本発明の低温用鋼のサブマージアーク溶接用フラックス入りワイヤの製造方法は、鋼製パイプにフラックスを振動充填した後、縮径、焼鈍して素線とする。または、帯鋼を成型工程でU字型に成型してフラックスを充填し、O字型に成型してシーム部を溶接後、縮径、焼鈍して素線とする。それらの素線を、必要に応じて酸洗処理、めっき処理した後に伸線して所定径の製品とする。
【実施例】
【0040】
以下、実施例により本発明の効果をさらに詳細に説明する。
表1に示す鋼製外皮を用い、表2に示す各種成分のフラックス入りワイヤを試作した。表1に示すF1の鋼製パイプは、フラックスを振動充填した後、縮径、焼鈍して素線とした。F2の帯鋼は、成型工程でU字型に成型してフラックスを充填し、O字型に成型してシーム部を溶接後、縮径、焼鈍して素線とした。F3の帯鋼は、成型工程でU字型に成型してフラックスを充填し、ラップ型に成型後、縮径して素線とした。さらに、それらの素線を2.4mm径まで伸線した。なお、ワイヤの全水素量は2.4mm径のワイヤを熱伝導度方式による高周波加熱法によって測定した。
【0041】
【表1】

【0042】
【表2】
表2に示す各種フラックス入りワイヤと表3に示す溶融型フラックスを組合せて、多層盛溶接時の溶接作業性評価および溶接金属機械的性能評価として、表4に示す板厚25mmの鋼板を、図1に示す開先角度:30°、ルート間隔13mmの開先形状に加工し、表5に示す溶接条件および図2に示す2ワイヤ1電極方式にて、溶接試験を実施した。また、溶接作業性評価については、水平すみ肉溶接も行い、表4に示す板厚25mmの鋼板を、図3に示すようにT字に組立て、ワイヤをセットし、表6に示す溶接条件にて2ワイヤ1電極方式の溶接試験を実施した。なお、表3に示す溶融型フラックスは、溶解後、粒度を20×200メッシュに整粒したものを用いた。
【0043】
【表3】
【0044】
【表4】
【0045】
【表5】
【0046】
【表6】
各試作ワイヤの評価は、ワイヤ製造時の生産性、溶接金属の拡散性水素量、多層盛溶接および水平すみ肉溶接後のビード形状、スラグ剥離性および溶接欠陥の有無、溶接金属の酸素量、引張強度および靭性を調査した。
【0047】
ワイヤの生産性はシームレスのフラックス入りワイヤを製造する時のシーム部を溶接する時に、充填フラックスの溶接部への入り込みの有無および伸線時の断線の有無を調査した。溶接金属の拡散性水素量の測定は、JIS Z 3118に準拠して表2に示す各種フラックス入りワイヤと表3に示す溶融型フラックスを組合せて測定し、6ml/100g以下を良好とした。
【0048】
ビード形状は、ビード幅および高さが均一で、美しいビード形状であれば良好とし○、1つでも劣るものについては×とした。スラグ剥離性は、自然剥離およびハンマーまたはタガネを用いてスラグを軽打して簡単にスラグが剥離すれば良好とし○、軽打でスラグが剥離しなければ劣るとし×とした。
【0049】
溶接欠陥は外観検査およびX線透過試験、超音波探傷試験によりアンダーカット、ブローホール、ピット、スラグ巻き込み、融合不良、高温割れおよび低温割れの有無を調査し、欠陥が全く無ければ良好とし○、1つでも欠陥が発生した場合には劣るとし×とした。なお、低温割れは、溶接終了後48時間経過した後にX線透過試験および超音波探傷試験を行って調べた。
【0050】
溶接金属の機械的性能評価は、多層盛溶接試験体の鋼板表面下7mmを中心にシャルピー衝撃試験片(JIS Z2202 4号)および引張試験片(JIS Z 2201 A1号)を採取して、機械試験を実施した。靭性の評価は−60℃におけるシャルピー衝撃試験により行い、各々繰返し数3本の平均により評価した。なお、シャルピー衝撃試験の吸収エネルギーは90J以上を良好とした。引張強度の評価は560MPa以上を良好とした。これらの調査結果を表7にまとめて示す。
【0051】
【表7】
表2および表7から明らかなように、本発明例であるワイヤ記号W1〜W11は、ワイヤ成分のC、Si、Mn、NiおよびMoが適正で、フラックスのCおよびCaF2も適正であるので、引張強度が十分得られ、溶接金属の酸素量が低く、吸収エネルギーも良好な値であった。
【0052】
また、フラックス充填率が適正でワイヤの全水素量も低く、ワイヤの生産性、ビード形状が良好で、拡散性水素量が低く、溶接欠陥もなかった。さらに、組合せたフラックス(MF1、MF2、MF3)の塩基度BAが適正であるため、多層盛溶接および高速の水平すみ肉溶接において、スラグ剥離性やビード形状など溶接作業性が良好であり、溶接金属の機械的性能も優れており、極めて満足な結果であった。なお、ワイヤ記号W11は、シーム有のフラックス入りワイヤであるので、ややビードが蛇行したがビード外観は良好であった。
【0053】
これに対し、比較例であるワイヤ記号W12は、フラックスの充填率が低いので、合金元素が不足し、引張強度および吸収エネルギーが低値であった。また、ワイヤの全水素量が高いので、ブローホールやピットおよびポックマークなどの溶接欠陥が発生した。また、拡散性水素量が高いので、低温割れも生じた。ワイヤ記号W13は、Siが少ないので、溶接金属の酸素量が高くなり、引張強度および吸収エネルギーが低値であった。また、CaF2が多いので、アークが不安定となりビード形状が劣化し、さらに、ワイヤ中のスラグ成分が多いので、溶着効率が低く溶接作業性を劣化させた。
【0054】
ワイヤ記号W14は、Siが多いので、吸収エネルギーが低値であった。ワイヤ記号W15、フラックスの充填率が高いので、ワイヤ製造時のシーム部の溶接時にフラックスが入り込み、生産性が劣化した。また、溶接金属の酸素量も増加して吸収エネルギーが低値となった。ワイヤ記号W16は、CaF2が少ないので、溶接金属中の酸素量が高くなり吸収エネルギーが低値となった。
【0055】
ワイヤ記号W17は、Moが少ないので、引張強度が低値であった。また、組合せたフラックスMF4の塩基度BAが低いので、溶接金属の酸素量が増加して吸収エネルギーが低値となった。ワイヤ記号W18は、トータルCが少ないので、溶接金属の酸素量が高く、引張強度および吸収エネルギーが低値であった。
【0056】
ワイヤ記号W19は、フラックスのCが多いので、溶接金属の酸素量が低く、引張強度が高くなり吸収エネルギーが低値であった。また、組合せたフラックスMF5の塩基度BAが高いので、ビードが凸形状となりスラグ剥離性が劣化し、波目の粗い外観となった。ワイヤ記号W20は、フラックスのCが少ないので、溶接金属の酸素量が高く吸収エネルギーが低値であった。
【0057】
ワイヤ記号W21は、トータルCが多いので、溶接金属中の酸素量が低く、引張強度が高くなり吸収エネルギーが低値であった。ワイヤ記号W22は、シーム有りのフラックス入りワイヤであるので溶接時にワイヤがねじれてビード蛇行が発生してビード形状が劣化した。また、ワイヤの全水素量が高いので拡散性水素量が多くなり低温割れも生じた。
【0058】
ワイヤ記号W23は、Mnが少ないので、引張強度が低値であった。ワイヤ記号W24は、Mnが多いので、引張強度が高くなり吸収エネルギーが低値であった。ワイヤ記号W25は、Moが多いので、引張強度が高くなり吸収エネルギーが低値であった。ワイヤ記号W26は、Niが少ないので、引張強度および吸収エネルギーが低値であった。ワイヤ記号W27は、Niが多いので、吸収エネルギーが低値となった。
【図面の簡単な説明】
【0059】
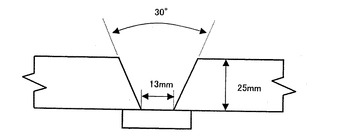
【図1】本発明の実施例で用いた平継手多層盛溶接試験板の開先形状を示す図である。
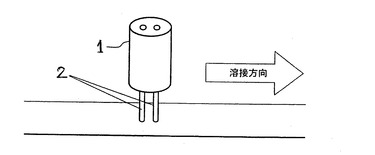
【図2】本発明の実施例における溶接方法の模式を示す図である。
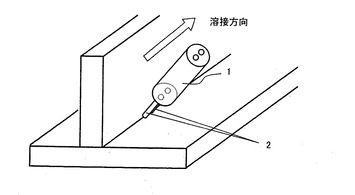
【図3】本発明の実施例で用いた水平すみ肉溶接用試験板の開先形状、溶接方法の模式を示す図である。
【符号の説明】
【0060】
1 溶接チップ
2 ワイヤ
特許出願人 日鐵住金溶接工業株式会社
代理人 弁理士 椎 名 彊 他1
【技術分野】
【0001】
本発明は、LPG貯蔵タンク、低温用機器、寒冷地向け鋼構造物などの溶接に使用される低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法に関し、特に高速度の溶接条件においても優れた機械性能の溶接金属、ビード形状および溶接作業性が得られる低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法に関する。
【背景技術】
【0002】
サブマージアーク溶接は、高能率で安定した溶接作業性および溶接金属の機械的性能が得られることから、造管、鉄骨、橋梁、車両など幅広い分野で適用されている。近年、エネルギー産業の発展に伴い、低温用鋼は幅広く用いられており、年々使用比率が増加している。そこで、サブマージアーク溶接においては、低温用鋼を用いた施工における生産性の向上や安全性、耐久性の確保のため、更なる品質向上が求められており、その中でも特に溶接の高能率化と溶接金属の高靭化の要望が極めて大きい。
【0003】
従来、低温用鋼のサブマージアーク溶接用ワイヤは、溶接金属の高靭化を目的として、Ni、Mn、Mo等の合金成分を含有したソリッドワイヤが主に使用されている。しかし、溶接金属の高靭化のためにワイヤの合金成分量を増加すると、ワイヤ自体が高強度となり、溶接用ワイヤ製造の伸線加工時に、加工硬化が加わりさらにワイヤが硬化する。ワイヤが硬化するとダイス磨耗や断線が多くなるため、製造が困難となる。
【0004】
そこで、一般的には伸線途中で熱処理を行いワイヤの強度を低下させるが、合金成分量が多い場合はワイヤの変態温度が低下するため、焼なまし処理により軟化を行う場合に長時間の保持が必要になる。また、高温の焼ならし処理により軟化を行う場合では、高強度の組織に変態しやすい。したがって、ワイヤを軟化するためには熱処理温度を低く設定し、長時間の保持や徐冷が必要となるため、生産性が非常に悪い。
【0005】
また、高強度のソリッドワイヤを使用して溶接すると、ワイヤの矯正が困難となり、開先中心とのセンターずれが起きやすく、良好なビードが得られない。このように高強度のソリッドワイヤは生産性および溶接性が低下するという問題があった。そこで、種々のフラックス入りワイヤが開発されてきたが、高靭性の溶接金属を得るためには溶接金属の酸素量を低くする必要があり、また低温用鋼の溶接は低温割れ(水素割れ)が発生しやすいためフラックス入りワイヤを低水素化する必要があり、これまでのフラックス入りワイヤでは適用が困難であった。
【0006】
また、ソリッドワイヤの生産性やワイヤ送給性等の溶接性を考慮し、合金成分の少ない低強度のワイヤを使用し、合金成分の添加量を調整できる焼成型フラックス(ボンドフラックス)を適用した溶接方法もあるが、焼成型フラックスは溶融型フラックスに比べ、フラックスの溶融速度が遅いため、高速溶接に適用することは難しく、また、吸湿しやすいことや溶接金属の靭性のバラツキが若干発生すること、ビード形状が若干凸形状になることなど、焼成型フラックスでは、高速溶接において良好な溶接作業性が得られにくいという問題がある。
【0007】
これらの点を考慮してワイヤの生産性および溶接性が良好で高靭性の溶接金属が得られるサブマージアーク溶接用ワイヤの開発が試みられている。例えば、ワイヤの引張強度の低いサブマージアーク溶接用複合ワイヤが特開2006−142377号公報(特許文献1)に開示されており、ワイヤの生産性および送給性は改善されるが、このフラックス入りワイヤでは、ワイヤ中の酸素量が高いため溶接金属中の酸素量が増加し、良好な低温靭性が得られない。さらに、ワイヤ断面形状は継ぎ目を有すフラックス入りワイヤであるので、大気中の水分を吸湿する。したがって、フラックスの水分量を減少しただけでは不十分であり、溶接金属中の拡散性水素量が増加して溶接後に低温割れが発生し易くなる。
【0008】
また、特開昭48−85443号公報(特許文献2)には、充填するフラックスに高塩基性のスラグ形成成分を含有し、中性フラックスまたは弱塩基性フラックスと組合せて使用することにより、良好な溶接作業性および高靭性の溶接金属が得られる潜弧溶接用複合ワイヤが開示されている。しかし、ワイヤのフープ材にSi、Mn、Mo、Niが添加されているためワイヤ自体の引張強度が高く、ワイヤ送給性が劣ることや、充填するフラックス中にスラグ形成成分を多量に含んでいるため、合金成分が不足し、溶接金属のより一層の高靭性化の要求に対しては不十分である。
【0009】
また、サブマージアーク溶接用高靭性複合ワイヤが特開昭49−103858号公報(特許文献3)に開示されており、溶接金属の高靭化と溶接作業性の改善を図っているが、特許文献3に記載のワイヤ成分では溶接金属の高靭化と良好な溶接作業性の両立は得られない。
【0010】
さらに、低温用鋼の大入熱潜弧溶接用太径シームレスフラックス入りワイヤが特開昭61−242791号公報(特許文献4)に開示されているが、特許文献4に記載のワイヤ成分では良好な溶接金属の靭性を得ることはできず、また、ワイヤの外皮に適用する鋼材の合金成分が低くても、ワイヤ径が4.5〜10mmと太いため、ワイヤ自体の剛性は強くなり、ワイヤ送給性劣化や溶接部の開先が広い施工法にしか適用できないため、使用範囲が限定されて生産能率が低下するという問題もある。
【特許文献1】特開2006−142377号公報
【特許文献2】特開昭48−85443号公報
【特許文献3】特開昭49−103858号公報
【特許文献4】特開昭61−242791号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明は、特に高速度の溶接条件においても優れた機械性能の溶接金属、ビード形状および溶接作業性が得られる低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明の要旨は、鋼製外皮中にフラックスを充填した低温用鋼のサブマージアーク溶接用フラックス入りワイヤにおいて、ワイヤ全質量%で、鋼製外皮とフラックスの一方または両方の合計で、C:0.02〜0.30%、Si:0.08〜0.5%、Mn:1.2〜3.0%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、フラックスに、C:0.01〜0.27%、CaF2:2〜15%を含有し、残部は鋼製外皮のFe、合金粉中のFe、鉄粉および不可避的不純物からなり、ワイヤの全水素量が50ppm以下で、前記成分中のフラックス分のフラックス充填率が10〜30%であることを特徴とする。
【0013】
また、鋼製外皮に継ぎ目の無いことも特徴とする低温用鋼のサブマージアーク溶接用フラックス入りワイヤである。さらに、下記(1)式に示す塩基度BAが1.0〜4.0の溶融型フラックスと上記記載のワイヤとを組合せて溶接することを特徴とする低温用鋼のサブマージアーク溶接方法である。
塩基度BA=〔CaO+MgO+CaF2+BaO+0.5×(MnO+FeO)〕/〔SiO2+0.5×(Al2O3+TiO2+ZrO2)〕・・・・・(1)式
(但し、各成分は質量%)
【発明の効果】
【0014】
本発明の低温用鋼のサブマージアーク溶接用ワイヤおよび溶接方法によれば、低温用鋼の高速サブマージアーク溶接において、多量の合金成分を含有したワイヤの製造を容易にし、溶接金属中の酸素量が低く高靭性の溶接金属を得ることができ、さらに良好な溶接作業性およびビード形状が得られ、溶接金属の拡散性水素量を低くすることができるので溶接欠陥のない高品質の溶接部を得ることができる。
【発明を実施するための最良の形態】
【0015】
本発明者らは、前記課題を解決するために鋼製外皮と充填フラックスの合計であるワイヤ成分、充填フラックス成分、ワイヤの全水素量、フラックス充填率およびワイヤに組合せる溶融型フラックスの塩基度などについて鋭意検討した。
【0016】
溶接金属の高靭性化については、溶接金属の酸素バランスおよび合金元素添加による結晶粒組織適正化が最も重要である。そこで本発明者らは、先ず、強脱酸剤のMgやAlを適用し、溶接金属の酸素量コントロールを行ったが、Mgは水素吸蔵合金として知られているように、Mg原材料自体の水素量も多いため、溶接金属の拡散性水素量が高くなり、低温割れが発生した。
【0017】
また、Mgは溶接中にMg+2H2O→Mg(OH)2+H2の反応を起こし、水素ガスを発生させるため、ブローホールやピットおよびポックマークが多量に発生した。Alは溶接金属に粗大なAl酸化物を多量に生成させるため、低温用鋼のアシキュラーフェライト主体組織では、粗大な酸化物が破壊の起点となり、靭性を著しく低下させた。
【0018】
以上のことから、溶接金属の酸素量コントロールは、ワイヤに少量のMgおよびAlを含有することによって容易に調整することが可能であったが、低温割れ、ブローホール、ピット、ポックマーク等の溶接欠陥発生、溶接金属の強度および靭性の低下により、適用が困難な状態であった。そこで、MgおよびAlに代わる強脱酸剤として新たに見出したのがCの添加である。ただし、脱酸の効果を有意に働かせるためには、鋼製外皮のCを多くするより、フラックスのCを多くした方が効果は大きい傾向が認められた。これは、サブマージアーク溶接の場合、溶接電流が高いため、鋼製外皮中に添加されたCは、溶融金属中の酸素と結びつく前に、酸化消耗する傾向が認められた。
【0019】
そこで、Cが溶接金属の脱酸をする前に酸化消耗せずに溶融プールまで維持させるために、フラックスに添加させることにした。鋼製外皮にCを添加し、溶接金属の酸素量をコントロールする場合は、Cの酸化消耗を考慮し、多量に添加する必要があり、多量に添加すると、ワイヤ自体の引張強度が高くなるため、生産性、ワイヤ送給性および溶接作業性が劣る結果となった。
【0020】
ワイヤ成分およびフラックス充填率の調整、低水素原材料の適用等により優れた機械的性能を有する溶接金属を得ることが可能となったが、さらに、鋼製外皮に継ぎ目をなくすことによって、製造工程中、焼鈍を行うことが可能となり、ワイヤの水素量をより低減することができ、また酸洗処理やめっき処理を行うことも可能となるため、ワイヤ表面状態の清浄化および耐錆性の向上を図ることができ、ワイヤ送給性が良好となり溶接作業性を向上させることが可能となった。
【0021】
また、サブマージアーク溶接は、開先内にフラックスを散布し、そのフラックス中にワイヤを機械的に送給させ溶接する方法であるが、フラックスの成分組成も溶接作業性や溶接金属の機械的性能に大きく影響を及ぼす。そこでフラックスは溶融型フラックスを適用することで高速溶接が可能となり、ビード形状もフラットで波目の細かい美しい外観が得られた。また、さらにフラックスの塩基度を限定することによって、良好な溶接金属機械的性能も得られることが可能となった。
【0022】
以上の結果からワイヤに適量のC、Si、Mn、Ni、Mo、CaF2を含み、フラックスの充填率を限定することにより、ワイヤの生産性が良好で、高靭性の溶接金属が得られることを見出した。
以下に本発明における低温用鋼のサブマージアーク溶接用フラックス入りワイヤの成分等限定理由について説明する。
【0023】
ワイヤ全体のCは、固溶強化により溶接金属の強度を確保する重要な元素であると共に、アーク中の酸素と反応しアーク雰囲気および溶接金属の酸素量を低減する効果がある。鋼製外皮とフラックスの一方または両方の合計(以下、ワイヤ成分という。)のCが0.02質量%(以下、%という。)未満では、前記脱酸および強度確保の効果が不十分であり、靭性も低下する。一方、0.30%を超えると溶接金属のCが高くなるためマルテンサイト主体の組織となり、強度が高く、靭性が低下する。したがって、ワイヤ成分のCは0.02〜0.30%とする。
【0024】
また、Cによる脱酸の効果を有意に働かせるためには、鋼製外皮のCを多くするよりフラックスのCを多くした方が効果は大きいため、フラックスのCは0.01〜0.27%とする。フラックスのCが0.01%未満であると、十分な脱酸効果が得られず靭性が劣化する。一方、0.27%を超えると脱酸が過剰となり、溶接金属の強度が高くなって靭性が劣化する。
【0025】
ワイヤ成分のSiは、溶接金属の強度および靭性向上に重要な元素であり、溶接中に酸素と結合しスラグ成分となるため、溶接金属の酸素量を低減する効果がある。ワイヤ成分のSiが0.08%未満では、溶接金属の強度が低く、酸素量が多くなって靭性が低下する。一方、0.5%を超えると溶接金属のマトリックスを固溶強化するが、フェライト結晶粒を粗大化させるため、著しく靭性が低下する。したがって、ワイヤ成分のSiは0.08〜0.5%とする。
【0026】
ワイヤ成分のMnは、焼入れ性を向上させて、強度を高めるのに有効な成分である。ワイヤ成分のMnが1.2%未満では、焼入れ性が不足して強度が低くなる。一方、3.0%を超えると焼入れ性が過多となり、溶接金属の強度が高くなり靭性が低下する。したがって、ワイヤ成分のMnは1.2〜3.0%とする。
【0027】
ワイヤ成分のNiは、溶接金属の強度および靭性確保を目的とする。ワイヤ成分のNiが0.5%未満では、強度が低く靭性が低下する。一方、3.5%を超えると、Niはオーステナイト安定化元素であるため、オーステナイト粒径を粗大化させて溶接金属の靭性を劣化させる。したがって、ワイヤ成分のNiは0.5〜3.5%とする。
【0028】
ワイヤ成分のMoは、溶接金属の強度確保を目的とする。ワイヤ成分のMoが0.03%未満では、強度が低くなる。一方、0.8%を超えると溶接金属中に金属間化合物を生成し、溶接金属を著しく硬化させて靭性が低下する。したがって、ワイヤ成分のMoは0.03〜0.8%とする。
【0029】
フラックスのCaF2は、溶接金属の靭性向上に重要な元素であり、溶接中にアーク雰囲気中の酸素分圧を下げ、溶接金属の酸素量を低減する効果がある。CaF2が2%未満では、溶接金属中の酸素量が高くなり靭性が低下する。一方、15%を超えるとアークが不安定となり、またワイヤ中のスラグ成分が増えるため、溶着量が減少し、溶着効率を低下させる。したがって、CaF2は2〜15%とする。
【0030】
ワイヤに含まれる全水素量が多くなると、溶接時に水素ガスとしてブローホールやピット、ポックマークなどの溶接欠陥を発生させる。また、溶接金属の拡散性水素量が多くなるため、低温割れが発生する。したがって、溶接欠陥や低温割れを防ぐためには、ワイヤの全水素量を50ppm以下にする必要がある。
【0031】
前記成分中のフラックス分のフラックス充填率は10〜30%とする。フラックス充填率が10%未満では、目的の高靭性化に対して必要な合金成分が不足し、十分な機械的性能が得られない。一方、30%を超えると、シームレスフラックス入りワイヤの製造時、成型後にシーム部を溶接し継ぎ目を無くすが、溶接時シーム部にフラックスが入り込みやすくなり、溶接欠陥が発生し、生産性が劣化する。また、フラックス充填率が多くなると、充填フラックスの酸素量が増加し、溶接金属の酸素量も増加するため、靭性が低下する。
【0032】
前述のワイヤと組合せて溶接を行う溶融型フラックスの塩基度BAは、下記(1)式に示す値で1.0〜4.0とする。塩基度BAが1.0未満では、ビード形状はフラットで波目の細かい美しい外観であるが、塩基度が低くなるためアーク雰囲気は酸性となり、溶接金属の酸素量が増加して靭性が低下する。一方、4.0を超えると、ビードは凸形状となり、波目の粗い外観となるため、溶接作業性が劣化する。
【0033】
塩基度BA=〔CaO+MgO+CaF2+BaO+0.5×(MnO+FeO)〕/〔SiO2+0.5×(Al2O3+TiO2+ZrO2)〕・・・・・(1)式
(但し、各成分は質量%)
フラックス中の合金成分は、鋼製外皮の成分とその含有量を考慮して、各限定した範囲内で配合成分を調整し、種々の鋼材(母材)の成分に応じたフラックス入りワイヤとすることができる。
【0034】
また、溶接金属の酸素量を低下させるために、充填フラックスの主体は金属粉とし、スラグ形成剤となる酸化物等は添加しないことが望ましい。その他、PおよびSは共に低融点の化合物を生成して、靭性を低下させるため、できるだけ低いことが好ましい。本発明の低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法は、安定したアーク、ワイヤ送給性、溶着効率向上を可能とした溶接をするために、ワイヤ外径は1.0〜4.0mmとすることが好ましい。
【0035】
本発明の低温用鋼のサブマージアーク溶接用フラックス入りワイヤは鋼製外皮に継ぎ目の無い(以下、シームレスという。)断面形状とすることのより、耐吸湿性能に優れており、さらに製造工程中に焼鈍を行うことができるため、溶接金属の拡散性水素量を極力低減することができる。帯鋼から成形し、シーム部の溶接を行わない通常のシーム有りのフラックス入りワイヤでは、充填フラックスが吸湿しやすく、また製造工程中、焼鈍を行うことができないため、溶接金属の拡散性水素量は多くなる傾向がある。
【0036】
このシーム有りのフラックス入りワイヤが製造工程中に焼鈍できない理由は、シーム部に若干の間隙が空いているため、焼鈍を行うと、充填フラックス中の合金剤が酸化し、酸化物となってしまうため、溶接金属の酸素量が増加してしまうことや所定の焼入れ特性を得ることができず、溶接金属の強度および靭性が低下してしまうからである。
【0037】
また、シーム有りのフラックス入りワイヤは、ワイヤ断面が非対称となり、ワイヤ自体がねじれ易く、溶接時に開先中心とのセンターずれを生じ易いが、シームレスワイヤはワイヤ断面が同心円からなり、全ての方向について対称であり、扱いやすく、ねじれが発生し難いワイヤを得ることができる。
【0038】
なお、シームレスワイヤは、製造工程中に酸洗処理やめっき処理を行うことも可能となるため、ワイヤ表面状態を清浄化および耐錆性を向上することができるので、ワイヤ送給性が良好となり溶接作業性を向上させることができる。また、前述したがシーム有りのフラックス入りワイヤは、シーム部に若干の間隙が空いているため、酸洗処理もめっき処理もできないためワイヤ表面状態は、シームレスワイヤに比べて劣る。
【0039】
本発明の低温用鋼のサブマージアーク溶接用フラックス入りワイヤの製造方法は、鋼製パイプにフラックスを振動充填した後、縮径、焼鈍して素線とする。または、帯鋼を成型工程でU字型に成型してフラックスを充填し、O字型に成型してシーム部を溶接後、縮径、焼鈍して素線とする。それらの素線を、必要に応じて酸洗処理、めっき処理した後に伸線して所定径の製品とする。
【実施例】
【0040】
以下、実施例により本発明の効果をさらに詳細に説明する。
表1に示す鋼製外皮を用い、表2に示す各種成分のフラックス入りワイヤを試作した。表1に示すF1の鋼製パイプは、フラックスを振動充填した後、縮径、焼鈍して素線とした。F2の帯鋼は、成型工程でU字型に成型してフラックスを充填し、O字型に成型してシーム部を溶接後、縮径、焼鈍して素線とした。F3の帯鋼は、成型工程でU字型に成型してフラックスを充填し、ラップ型に成型後、縮径して素線とした。さらに、それらの素線を2.4mm径まで伸線した。なお、ワイヤの全水素量は2.4mm径のワイヤを熱伝導度方式による高周波加熱法によって測定した。
【0041】
【表1】
【0042】
【表2】
表2に示す各種フラックス入りワイヤと表3に示す溶融型フラックスを組合せて、多層盛溶接時の溶接作業性評価および溶接金属機械的性能評価として、表4に示す板厚25mmの鋼板を、図1に示す開先角度:30°、ルート間隔13mmの開先形状に加工し、表5に示す溶接条件および図2に示す2ワイヤ1電極方式にて、溶接試験を実施した。また、溶接作業性評価については、水平すみ肉溶接も行い、表4に示す板厚25mmの鋼板を、図3に示すようにT字に組立て、ワイヤをセットし、表6に示す溶接条件にて2ワイヤ1電極方式の溶接試験を実施した。なお、表3に示す溶融型フラックスは、溶解後、粒度を20×200メッシュに整粒したものを用いた。
【0043】
【表3】
【0044】
【表4】
【0045】
【表5】
【0046】
【表6】
各試作ワイヤの評価は、ワイヤ製造時の生産性、溶接金属の拡散性水素量、多層盛溶接および水平すみ肉溶接後のビード形状、スラグ剥離性および溶接欠陥の有無、溶接金属の酸素量、引張強度および靭性を調査した。
【0047】
ワイヤの生産性はシームレスのフラックス入りワイヤを製造する時のシーム部を溶接する時に、充填フラックスの溶接部への入り込みの有無および伸線時の断線の有無を調査した。溶接金属の拡散性水素量の測定は、JIS Z 3118に準拠して表2に示す各種フラックス入りワイヤと表3に示す溶融型フラックスを組合せて測定し、6ml/100g以下を良好とした。
【0048】
ビード形状は、ビード幅および高さが均一で、美しいビード形状であれば良好とし○、1つでも劣るものについては×とした。スラグ剥離性は、自然剥離およびハンマーまたはタガネを用いてスラグを軽打して簡単にスラグが剥離すれば良好とし○、軽打でスラグが剥離しなければ劣るとし×とした。
【0049】
溶接欠陥は外観検査およびX線透過試験、超音波探傷試験によりアンダーカット、ブローホール、ピット、スラグ巻き込み、融合不良、高温割れおよび低温割れの有無を調査し、欠陥が全く無ければ良好とし○、1つでも欠陥が発生した場合には劣るとし×とした。なお、低温割れは、溶接終了後48時間経過した後にX線透過試験および超音波探傷試験を行って調べた。
【0050】
溶接金属の機械的性能評価は、多層盛溶接試験体の鋼板表面下7mmを中心にシャルピー衝撃試験片(JIS Z2202 4号)および引張試験片(JIS Z 2201 A1号)を採取して、機械試験を実施した。靭性の評価は−60℃におけるシャルピー衝撃試験により行い、各々繰返し数3本の平均により評価した。なお、シャルピー衝撃試験の吸収エネルギーは90J以上を良好とした。引張強度の評価は560MPa以上を良好とした。これらの調査結果を表7にまとめて示す。
【0051】
【表7】
表2および表7から明らかなように、本発明例であるワイヤ記号W1〜W11は、ワイヤ成分のC、Si、Mn、NiおよびMoが適正で、フラックスのCおよびCaF2も適正であるので、引張強度が十分得られ、溶接金属の酸素量が低く、吸収エネルギーも良好な値であった。
【0052】
また、フラックス充填率が適正でワイヤの全水素量も低く、ワイヤの生産性、ビード形状が良好で、拡散性水素量が低く、溶接欠陥もなかった。さらに、組合せたフラックス(MF1、MF2、MF3)の塩基度BAが適正であるため、多層盛溶接および高速の水平すみ肉溶接において、スラグ剥離性やビード形状など溶接作業性が良好であり、溶接金属の機械的性能も優れており、極めて満足な結果であった。なお、ワイヤ記号W11は、シーム有のフラックス入りワイヤであるので、ややビードが蛇行したがビード外観は良好であった。
【0053】
これに対し、比較例であるワイヤ記号W12は、フラックスの充填率が低いので、合金元素が不足し、引張強度および吸収エネルギーが低値であった。また、ワイヤの全水素量が高いので、ブローホールやピットおよびポックマークなどの溶接欠陥が発生した。また、拡散性水素量が高いので、低温割れも生じた。ワイヤ記号W13は、Siが少ないので、溶接金属の酸素量が高くなり、引張強度および吸収エネルギーが低値であった。また、CaF2が多いので、アークが不安定となりビード形状が劣化し、さらに、ワイヤ中のスラグ成分が多いので、溶着効率が低く溶接作業性を劣化させた。
【0054】
ワイヤ記号W14は、Siが多いので、吸収エネルギーが低値であった。ワイヤ記号W15、フラックスの充填率が高いので、ワイヤ製造時のシーム部の溶接時にフラックスが入り込み、生産性が劣化した。また、溶接金属の酸素量も増加して吸収エネルギーが低値となった。ワイヤ記号W16は、CaF2が少ないので、溶接金属中の酸素量が高くなり吸収エネルギーが低値となった。
【0055】
ワイヤ記号W17は、Moが少ないので、引張強度が低値であった。また、組合せたフラックスMF4の塩基度BAが低いので、溶接金属の酸素量が増加して吸収エネルギーが低値となった。ワイヤ記号W18は、トータルCが少ないので、溶接金属の酸素量が高く、引張強度および吸収エネルギーが低値であった。
【0056】
ワイヤ記号W19は、フラックスのCが多いので、溶接金属の酸素量が低く、引張強度が高くなり吸収エネルギーが低値であった。また、組合せたフラックスMF5の塩基度BAが高いので、ビードが凸形状となりスラグ剥離性が劣化し、波目の粗い外観となった。ワイヤ記号W20は、フラックスのCが少ないので、溶接金属の酸素量が高く吸収エネルギーが低値であった。
【0057】
ワイヤ記号W21は、トータルCが多いので、溶接金属中の酸素量が低く、引張強度が高くなり吸収エネルギーが低値であった。ワイヤ記号W22は、シーム有りのフラックス入りワイヤであるので溶接時にワイヤがねじれてビード蛇行が発生してビード形状が劣化した。また、ワイヤの全水素量が高いので拡散性水素量が多くなり低温割れも生じた。
【0058】
ワイヤ記号W23は、Mnが少ないので、引張強度が低値であった。ワイヤ記号W24は、Mnが多いので、引張強度が高くなり吸収エネルギーが低値であった。ワイヤ記号W25は、Moが多いので、引張強度が高くなり吸収エネルギーが低値であった。ワイヤ記号W26は、Niが少ないので、引張強度および吸収エネルギーが低値であった。ワイヤ記号W27は、Niが多いので、吸収エネルギーが低値となった。
【図面の簡単な説明】
【0059】
【図1】本発明の実施例で用いた平継手多層盛溶接試験板の開先形状を示す図である。
【図2】本発明の実施例における溶接方法の模式を示す図である。
【図3】本発明の実施例で用いた水平すみ肉溶接用試験板の開先形状、溶接方法の模式を示す図である。
【符号の説明】
【0060】
1 溶接チップ
2 ワイヤ
特許出願人 日鐵住金溶接工業株式会社
代理人 弁理士 椎 名 彊 他1
【特許請求の範囲】
【請求項1】
鋼製外皮中にフラックスを充填した低温用鋼のサブマージアーク溶接用フラックス入りワイヤにおいて、ワイヤ全質量%で、鋼製外皮とフラックスの一方または両方の合計で、C:0.02〜0.30%、Si:0.08〜0.5%、Mn:1.2〜3.0%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、フラックスに、C:0.01〜0.27%、CaF2:2〜15%を含有し、残部は鋼製外皮のFe、合金粉中のFe、鉄粉および不可避的不純物からなり、ワイヤの全水素量が50ppm以下で、前記成分中のフラックス分のフラックス充填率が10〜30%であることを特徴とする低温用鋼のサブマージアーク溶接用フラックス入りワイヤ。
【請求項2】
鋼製外皮に継ぎ目の無いことを特徴とする請求項1記載の低温用鋼のサブマージアーク溶接用フラックス入りワイヤ。
【請求項3】
下記(1)式に示す塩基度BAが1.0〜4.0の溶融型フラックスと請求項1または請求項2記載のワイヤとを組合せて溶接することを特徴とする低温用鋼のサブマージアーク溶接方法。
塩基度BA=〔CaO+MgO+CaF2+BaO+0.5×(MnO+FeO)〕/〔SiO2+0.5×(Al2O3+TiO2+ZrO2)〕・・・・・(1)式
(但し、各成分は質量%)
【請求項1】
鋼製外皮中にフラックスを充填した低温用鋼のサブマージアーク溶接用フラックス入りワイヤにおいて、ワイヤ全質量%で、鋼製外皮とフラックスの一方または両方の合計で、C:0.02〜0.30%、Si:0.08〜0.5%、Mn:1.2〜3.0%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、フラックスに、C:0.01〜0.27%、CaF2:2〜15%を含有し、残部は鋼製外皮のFe、合金粉中のFe、鉄粉および不可避的不純物からなり、ワイヤの全水素量が50ppm以下で、前記成分中のフラックス分のフラックス充填率が10〜30%であることを特徴とする低温用鋼のサブマージアーク溶接用フラックス入りワイヤ。
【請求項2】
鋼製外皮に継ぎ目の無いことを特徴とする請求項1記載の低温用鋼のサブマージアーク溶接用フラックス入りワイヤ。
【請求項3】
下記(1)式に示す塩基度BAが1.0〜4.0の溶融型フラックスと請求項1または請求項2記載のワイヤとを組合せて溶接することを特徴とする低温用鋼のサブマージアーク溶接方法。
塩基度BA=〔CaO+MgO+CaF2+BaO+0.5×(MnO+FeO)〕/〔SiO2+0.5×(Al2O3+TiO2+ZrO2)〕・・・・・(1)式
(但し、各成分は質量%)
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−131870(P2009−131870A)
【公開日】平成21年6月18日(2009.6.18)
【国際特許分類】
【出願番号】特願2007−309881(P2007−309881)
【出願日】平成19年11月30日(2007.11.30)
【出願人】(302040135)日鐵住金溶接工業株式会社 (172)
【Fターム(参考)】
【公開日】平成21年6月18日(2009.6.18)
【国際特許分類】
【出願日】平成19年11月30日(2007.11.30)
【出願人】(302040135)日鐵住金溶接工業株式会社 (172)
【Fターム(参考)】
[ Back to top ]