
低温用鋼板の溶接方法
【課題】溶接部の溶存酸素量を低減することができ、深い溶け込みを得ることができる低温用鋼板の溶接方法を提供する。
【解決手段】本発明の低温用鋼板の溶接方法は、開先形状がルート面及び開先角度を有する低温用鋼板の突合せ継手の溶接方法であって、レーザトーチを先行させて、プラズマミグ溶接トーチを後行させて溶接を行う。レーザトーチから被溶接物の溶接継手のルート部にレーザ光を照射してプラズマミグ溶接を行って溶接ビードの第一層を形成し、次に、レーザ光を少なくとも開先側面を溶かす幅で、かつ、開先側面を隙間無く溶かす周波数でウィービングさせて照射してプラズマミグ溶接を行って第一層の上に第二層を形成する。この結果、小さい歪みで深い溶け込みが確保され、開先側面部も充分な溶け込みが得られた溶着率の高く溶存酸素量の少ない溶接ビードを形成することができる。
【解決手段】本発明の低温用鋼板の溶接方法は、開先形状がルート面及び開先角度を有する低温用鋼板の突合せ継手の溶接方法であって、レーザトーチを先行させて、プラズマミグ溶接トーチを後行させて溶接を行う。レーザトーチから被溶接物の溶接継手のルート部にレーザ光を照射してプラズマミグ溶接を行って溶接ビードの第一層を形成し、次に、レーザ光を少なくとも開先側面を溶かす幅で、かつ、開先側面を隙間無く溶かす周波数でウィービングさせて照射してプラズマミグ溶接を行って第一層の上に第二層を形成する。この結果、小さい歪みで深い溶け込みが確保され、開先側面部も充分な溶け込みが得られた溶着率の高く溶存酸素量の少ない溶接ビードを形成することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、低温用鋼板の改善された溶接方法に関するものである。
【背景技術】
【0002】
例えば、天然ガスをマイナス162度以下に冷却した低温物質である液化天然ガス(以下、LNGという)を貯蔵するLNGタンクは、超低温に耐える強度をもつ9%重量のニッケルを含有した鋼が採用されている。そして、このような低温用鋼板は、高い低温靭性が求められる。低温靭性とは、常温を大きく下回るような低温下において、ある部材が衝撃を受けたときの破断しにくさ、又は粘り強さをいう。このために、LNGタンクを建造する鋼板を溶接する場合、その溶接部に対しても高い低温靭性が要求され、溶接部の低温靭性を高めるには、溶接時に溶解した酸素が溶接部に残存する量(溶存酸素量)が低いほど好ましい。
【0003】
従来、低温用鋼板の溶接として溶接部に残存する溶存酸素量を低減するために、純アルゴンをシールドガスとして溶接を行うティグ溶接が一般的に採用されていた。しかし、ティグ溶接は溶着金属の量が少ないために多くのパス数が必要になり、効率化に欠け歪みも大きくなる。そこで、溶着率を向上させるために、プラズマミグ溶接が提案されている。このプラズマミグ溶接とは、消耗電極として溶接ワイヤを送給しながらミグアークを発生させ、純アルゴンガスをプラズマガスとして用いて上記のミグアークを同心円状に包含したプラズマアークを発生させる溶接である。(例えば、特許文献1参照。)。
【0004】
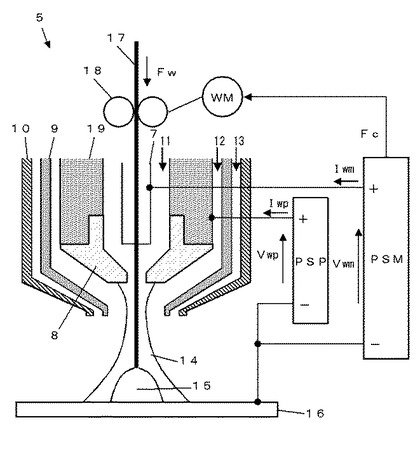
このプラズマミグ溶接は、純アルゴンガスの不活性ガスをシールドガスとして用い、プラズマアークによってミグアークを同心円状に包含することで、大気の巻き込みを低減させることができる。このプラズマミグ溶接は、ミグアークの周りのプラズマが溶接ワイヤを予熱するので、一般的なミグアーク溶接よりも溶接ワイヤの溶融速度を向上させて、溶着率を向上させることができる。プラズマミグ溶接の構成を図4に示す。
【0005】
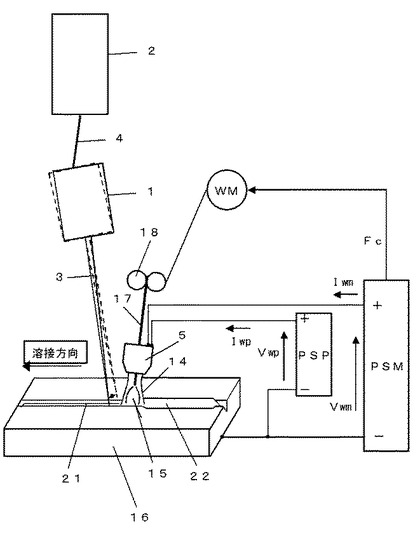
図4は、一般的なプラズマミグ溶接の構成を示す図である。同図において、プラズマ溶接電源PSPは、プラズマ電極8と被溶接物16との間にプラズマアーク電流Iwp及びプラズマアーク電圧Vwpを出力する。プラズマミグ溶接トーチ5のトーチ本体19にねじ止めされたプラズマ電極8はプラズマノズル9に取り囲まれており、このプラズマノズル9内をプラズマガス12が流れ、被溶接物16との間にプラズマアーク14が発生する。プラズマノズル9はプラズマアーク14と後述するミグアーク15とを熱的に拘束するためのものであり、直接又は間接水冷された導電性の部材である。
【0006】
プラズマノズル9はさらにシールドノズル10に取り囲まれており、このシールドノズル10内をシールドガス13が流れる。プラズマ電極8には、水冷銅電極、タングステン電極等が使用され、内部が中空構造になっている。同図では、プラズマアーク14は電極プラス極性で発生している。
【0007】
ミグ溶接電源PSMは、ワイヤ送給モータWMの回転を制御するワイヤ送給制御信号Fcを出力すると共に、給電チップ7と被溶接物16との間にミグアーク電流Iwm及びミグアーク電圧Vwmを出力する。給電チップ7は溶接ワイヤ17を挿通するための挿通孔が形成されており、プラズマ電極8内に同軸芯に設けられている。また、プラズマ電極8内にセンターガス11が流れている。
【0008】
溶接ワイヤ17は、ワイヤ送給モータWMに結合された送給ロール18によって送給される。溶接ワイヤ17は、上記の給電チップ7の挿通孔内で、内接触して給電されて送給され、被溶接物16との間にミグアーク15が発生する。このミグアーク15はプラズマアーク14に内包されて発生する。したがって、溶接ワイヤ17はプラズマアーク14、及びミグアーク15によって加熱されて溶滴移行する。ミグアーク15は電極プラス極性で発生している。溶接ワイヤ17は送給速度Fw[m/分]で送給される。
【0009】
センターガス11とプラズマガス12とが、狭いプラズマノズル9を通過することによって圧力が高められ、プラズマアーク14とミグアーク15との熱的拘束を強め、集中性が高められる。センターガス、プラズマガス及びシールドガスとして、一般的に純アルゴンの不活性ガスが供給される。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開昭63−168283号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
上述したプラズマミグ溶接は、プラズマアーク14による溶接ワイヤ17への予熱効果で溶着量を多くすることで効率化が図れ、プラズマアーク14によってミグアーク15を同心円状に包含することで、溶接部に残存する溶存酸素量を低減することができる。しかし、V形開先やY形開先の溶接において、プラズマミグ溶接は、深い溶け込みを得ることができないために、適切な溶接ビードを形成することができない。さらに、ルート部の溶け込みに加えて開先側面においても充分な溶け込みが確保することができない。
【0012】
本発明は、溶接部の溶存酸素量を低減することができ、深い溶け込みを得ることができる低温用鋼板の溶接方法を提供することを目的としている。
【課題を解決するための手段】
【0013】
第1の発明は、
開先形状がルート面及び開先角度を有する低温用鋼板の突合せ継手の溶接方法であって、
レーザトーチを先行させて、非消耗のプラズマ電極と被溶接物との間にプラズマアークを発生させ、前記プラズマ電極内に溶接ワイヤを送給して前記溶接ワイヤと前記被溶接物との間にミグアークを発生させるプラズマミグ溶接トーチを後行させて溶接を行う低温用鋼板の溶接方法において、
前記レーザトーチから前記被溶接物の溶接継手のルート部にレーザ光を照射して前記ルート面の上端から下端まで溶かしてプラズマミグ溶接を行って溶接ビードの第一層を形成し、
次に、前記レーザ光を少なくとも開先側面を溶かす幅で、かつ、前記開先側面を隙間無く溶かす周波数でウィービングさせて照射して前記プラズマミグ溶接を行って前記第一層の上に第二層を形成することを特徴とする低温用鋼板の溶接方法である。
【0014】
第2の発明は、
前記第二層を形成した後に、前記レーザ光を少なくとも開先側面を溶かす幅で、かつ、前記開先側面を隙間無く溶かす周波数でウィービングさせて照射して前記プラズマミグ溶接を行って前記第二層の上に第三層を形成することを特徴とする第1の発明に記載の低温用鋼板の溶接方法である。
【発明の効果】
【0015】
本発明の低温用鋼板の溶接方法は、小さい歪みで深い溶け込みが確保され、開先側面部も充分な溶け込みが得られた溶着率の高く溶存酸素量の少ない溶接ビードを形成することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の低温用鋼板の溶接方法の構成を示す図である。
【図2】本発明の低温用鋼板の溶接方法によって溶接されたV形開先の溶接継手の溶接ビードを示す図である。
【図3】本発明の低温用鋼板の溶接方法の構成を示す図である。
【図4】一般的なプラズマミグ溶接の構成を示す図である。
【発明を実施するための形態】
【0017】
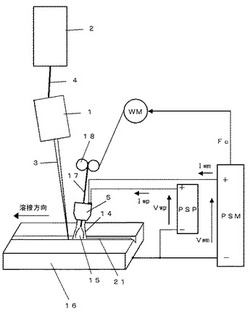
発明の実施の形態を実施例に基づき図面を参照して説明する。図1は、本発明の低温用鋼板の溶接方法の構成を示す図である。同図において、開先形状がルート面及び開先角度を有する低温用鋼板の突合せ継手の溶接方法を示している。この開先としては、V形、Y形、X形、レ形、K形、J形、両面J形、U形、H形を含む。レーザトーチ1を先行させて、プラズマミグ溶接トーチ5を後行させている。まず、先行するレーザトーチ1によって低温用鋼板の被溶接物16の溶接継手のルート部にレーザ光を照射して、ルート面の上端から下端まで溶かす。レーザ発振機2から出力されたレーザ光3は、光ファイバ4によってレーザトーチ1内に設けられた集光レンズ光学系に伝送され、この集光レンズ光学系によって被溶接物16に焦点が生じるように収束されて照射される。レーザとしてはYAGレーザ、半導体レーザ又はファイバーレーザが使用される。
【0018】
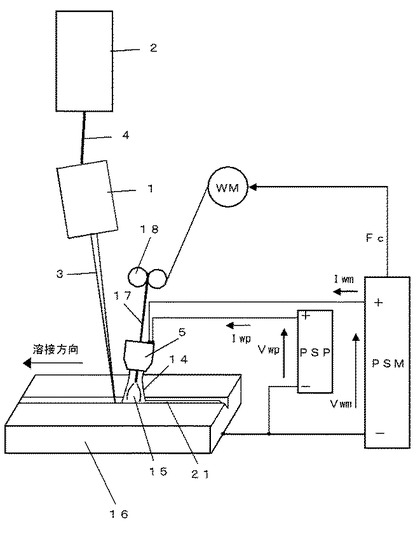
上記レーザ光を照射した後に連続して、後行するプラズマミグ溶接トーチ5によってプラズマミグ溶接を行って溶接ビードの第一層21を形成する。プラズマミグ溶接の構成は、図4で示した構成と同じであるので、説明を省略する。この結果、図2(A)に示すように、ルート面16aに対して小さい歪みで深い溶け込みが確保された溶着率の高く溶存酸素量の少ない溶接ビードの第一層21を形成することができる。図2(A)は、本発明の低温用鋼板の溶接方法によって溶接されたV形開先の溶接継手の溶接ビードの第一層を示す図であり、同図(B)は、後述する溶接ビードの第二層を示す図である。
【0019】
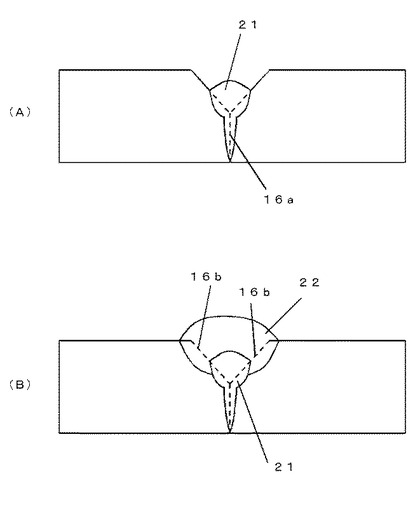
次に、図3に示すように、先行するレーザトーチ1によってルート部と直行する方向へ、少なくとも開先側面を溶かす幅で、かつ、開先側面を隙間無く溶かす周波数でレーザ光3をウィービングさせて照射する。このとき、例えばレーザトーチ1の先端の位置を固定して、トーチ角度を変えることによってレーザ光3をウィービングさせても良い。上記レーザ光を照射した後に連続して、後行するプラズマミグ溶接トーチ5によってプラズマミグ溶接を行って第一層21の上に第二層22を形成する。この結果、図2(B)に示すように、開先側面16bも充分な溶け込みが得られて溶存酸素量の少ない溶接ビードの第二層22を形成することができる。
【0020】
以上のようにレーザトーチ1を先行させてプラズマミグ溶接トーチ5を後行させて低温用鋼板の溶接を行って、第一層21及び第二層22を形成することによって、小さい歪みで深い溶け込みが確保され、開先側面16bも充分な溶け込みが得られた溶着率の高く溶存酸素量の少ない溶接ビードを形成することができる。
【0021】
本願発明者の実験によると、9%ニッケル鋼を用いて厚さが15mm、開先深さが5mm、開先面が10mm、開先角度が45度のY形開先の低温用鋼板に対して、溶接速度が1m/分、レーザ出力が3kW、レーザの焦点距離が被溶接物16の表面からルート部方向へ2mmの位置であり、プラズマミグ溶接として、ワイヤ送給速度を13m/分、ミグアーク電流を270A、ミグアーク電圧を27V、プラズマアーク電流を100A、プラズマアーク電圧を40V、溶接ワイヤの材質が9%重量のニッケルを含有した鋼で径が1.2mmで、溶接継手のルート部にレーザ光を照射した後に、プラズマミグ溶接によって、溶接ビードの第一層21を形成した。
【0022】
次に、先行するレーザトーチ1によってルート部と直行する方向へ、少なくとも開先側面を溶かす幅で、レーザ光3を5Hzのウィービング周波数でウィービングさせて照射して、レーザ光3を開先側面16bにも照射し、後行側のプラズマミグ溶接トーチ5によって開先側面16bに充分な溶け込みをもって金属を溶着させた。この結果、小さい歪みで深い溶け込みが確保され、開先側面16bも充分な溶け込みが得られた溶着率の高く溶存酸素量の少ない溶接ビードの第二層22を形成することができた。
【0023】
以上のように第一層21及び第二層22を形成することによって、小さい歪みで深い溶け込みが確保され、開先側面16bも充分な溶け込みが得られた溶着率の高く溶存酸素量の少ない溶接ビードを形成することができた。
【0024】
なお、本発明の低温用鋼板の溶接方法として、第一層及び第二層を形成する溶接方法を説明したが、本発明はこれに限定されるものではなく、第三層を形成する必要がある場合は、第二層を形成するときと同様に、先行するレーザトーチ1によってレーザ光3をウィービングさせて照射し、後行するプラズマミグ溶接トーチ5によってプラズマミグ溶接を行って第二層22の上に第三層を形成すれば良い。
【0025】
なお、上記の実験において、9%重量のニッケルを含有した鋼の溶接方法を説明したが、本発明の低温用鋼板の溶接方法は、2.5%重量のニッケルを含有した鋼や3.5%重量のニッケルを含有した鋼の溶接にも適用することができる。
【符号の説明】
【0026】
1 レーザトーチ
2 レーザ発振機
3 レーザ光
4 光ファイバ
5 プラズマミグ溶接トーチ
7 給電チップ
8 プラズマ電極
9 プラズマノズル
10 シールドノズル
11 センターガス
12 プラズマガス
13 シールドガス
14 プラズマアーク
15 ミグアーク
16 被溶接物
16a ルート面
16b 開先側面
17 溶接ワイヤ
18 送給ロール
19 トーチ本体
21 第一層
22 第二層
Fc ワイヤ送給制御信号
Fw 送給速度
Iwm ミグアーク電流
Iwp プラズマアーク電流
PSM ミグ溶接電源
PSP プラズマ溶接電源
Vwm ミグアーク電圧
Vwp プラズマアーク電圧
WM ワイヤ送給モータ
【技術分野】
【0001】
本発明は、低温用鋼板の改善された溶接方法に関するものである。
【背景技術】
【0002】
例えば、天然ガスをマイナス162度以下に冷却した低温物質である液化天然ガス(以下、LNGという)を貯蔵するLNGタンクは、超低温に耐える強度をもつ9%重量のニッケルを含有した鋼が採用されている。そして、このような低温用鋼板は、高い低温靭性が求められる。低温靭性とは、常温を大きく下回るような低温下において、ある部材が衝撃を受けたときの破断しにくさ、又は粘り強さをいう。このために、LNGタンクを建造する鋼板を溶接する場合、その溶接部に対しても高い低温靭性が要求され、溶接部の低温靭性を高めるには、溶接時に溶解した酸素が溶接部に残存する量(溶存酸素量)が低いほど好ましい。
【0003】
従来、低温用鋼板の溶接として溶接部に残存する溶存酸素量を低減するために、純アルゴンをシールドガスとして溶接を行うティグ溶接が一般的に採用されていた。しかし、ティグ溶接は溶着金属の量が少ないために多くのパス数が必要になり、効率化に欠け歪みも大きくなる。そこで、溶着率を向上させるために、プラズマミグ溶接が提案されている。このプラズマミグ溶接とは、消耗電極として溶接ワイヤを送給しながらミグアークを発生させ、純アルゴンガスをプラズマガスとして用いて上記のミグアークを同心円状に包含したプラズマアークを発生させる溶接である。(例えば、特許文献1参照。)。
【0004】
このプラズマミグ溶接は、純アルゴンガスの不活性ガスをシールドガスとして用い、プラズマアークによってミグアークを同心円状に包含することで、大気の巻き込みを低減させることができる。このプラズマミグ溶接は、ミグアークの周りのプラズマが溶接ワイヤを予熱するので、一般的なミグアーク溶接よりも溶接ワイヤの溶融速度を向上させて、溶着率を向上させることができる。プラズマミグ溶接の構成を図4に示す。
【0005】
図4は、一般的なプラズマミグ溶接の構成を示す図である。同図において、プラズマ溶接電源PSPは、プラズマ電極8と被溶接物16との間にプラズマアーク電流Iwp及びプラズマアーク電圧Vwpを出力する。プラズマミグ溶接トーチ5のトーチ本体19にねじ止めされたプラズマ電極8はプラズマノズル9に取り囲まれており、このプラズマノズル9内をプラズマガス12が流れ、被溶接物16との間にプラズマアーク14が発生する。プラズマノズル9はプラズマアーク14と後述するミグアーク15とを熱的に拘束するためのものであり、直接又は間接水冷された導電性の部材である。
【0006】
プラズマノズル9はさらにシールドノズル10に取り囲まれており、このシールドノズル10内をシールドガス13が流れる。プラズマ電極8には、水冷銅電極、タングステン電極等が使用され、内部が中空構造になっている。同図では、プラズマアーク14は電極プラス極性で発生している。
【0007】
ミグ溶接電源PSMは、ワイヤ送給モータWMの回転を制御するワイヤ送給制御信号Fcを出力すると共に、給電チップ7と被溶接物16との間にミグアーク電流Iwm及びミグアーク電圧Vwmを出力する。給電チップ7は溶接ワイヤ17を挿通するための挿通孔が形成されており、プラズマ電極8内に同軸芯に設けられている。また、プラズマ電極8内にセンターガス11が流れている。
【0008】
溶接ワイヤ17は、ワイヤ送給モータWMに結合された送給ロール18によって送給される。溶接ワイヤ17は、上記の給電チップ7の挿通孔内で、内接触して給電されて送給され、被溶接物16との間にミグアーク15が発生する。このミグアーク15はプラズマアーク14に内包されて発生する。したがって、溶接ワイヤ17はプラズマアーク14、及びミグアーク15によって加熱されて溶滴移行する。ミグアーク15は電極プラス極性で発生している。溶接ワイヤ17は送給速度Fw[m/分]で送給される。
【0009】
センターガス11とプラズマガス12とが、狭いプラズマノズル9を通過することによって圧力が高められ、プラズマアーク14とミグアーク15との熱的拘束を強め、集中性が高められる。センターガス、プラズマガス及びシールドガスとして、一般的に純アルゴンの不活性ガスが供給される。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開昭63−168283号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
上述したプラズマミグ溶接は、プラズマアーク14による溶接ワイヤ17への予熱効果で溶着量を多くすることで効率化が図れ、プラズマアーク14によってミグアーク15を同心円状に包含することで、溶接部に残存する溶存酸素量を低減することができる。しかし、V形開先やY形開先の溶接において、プラズマミグ溶接は、深い溶け込みを得ることができないために、適切な溶接ビードを形成することができない。さらに、ルート部の溶け込みに加えて開先側面においても充分な溶け込みが確保することができない。
【0012】
本発明は、溶接部の溶存酸素量を低減することができ、深い溶け込みを得ることができる低温用鋼板の溶接方法を提供することを目的としている。
【課題を解決するための手段】
【0013】
第1の発明は、
開先形状がルート面及び開先角度を有する低温用鋼板の突合せ継手の溶接方法であって、
レーザトーチを先行させて、非消耗のプラズマ電極と被溶接物との間にプラズマアークを発生させ、前記プラズマ電極内に溶接ワイヤを送給して前記溶接ワイヤと前記被溶接物との間にミグアークを発生させるプラズマミグ溶接トーチを後行させて溶接を行う低温用鋼板の溶接方法において、
前記レーザトーチから前記被溶接物の溶接継手のルート部にレーザ光を照射して前記ルート面の上端から下端まで溶かしてプラズマミグ溶接を行って溶接ビードの第一層を形成し、
次に、前記レーザ光を少なくとも開先側面を溶かす幅で、かつ、前記開先側面を隙間無く溶かす周波数でウィービングさせて照射して前記プラズマミグ溶接を行って前記第一層の上に第二層を形成することを特徴とする低温用鋼板の溶接方法である。
【0014】
第2の発明は、
前記第二層を形成した後に、前記レーザ光を少なくとも開先側面を溶かす幅で、かつ、前記開先側面を隙間無く溶かす周波数でウィービングさせて照射して前記プラズマミグ溶接を行って前記第二層の上に第三層を形成することを特徴とする第1の発明に記載の低温用鋼板の溶接方法である。
【発明の効果】
【0015】
本発明の低温用鋼板の溶接方法は、小さい歪みで深い溶け込みが確保され、開先側面部も充分な溶け込みが得られた溶着率の高く溶存酸素量の少ない溶接ビードを形成することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の低温用鋼板の溶接方法の構成を示す図である。
【図2】本発明の低温用鋼板の溶接方法によって溶接されたV形開先の溶接継手の溶接ビードを示す図である。
【図3】本発明の低温用鋼板の溶接方法の構成を示す図である。
【図4】一般的なプラズマミグ溶接の構成を示す図である。
【発明を実施するための形態】
【0017】
発明の実施の形態を実施例に基づき図面を参照して説明する。図1は、本発明の低温用鋼板の溶接方法の構成を示す図である。同図において、開先形状がルート面及び開先角度を有する低温用鋼板の突合せ継手の溶接方法を示している。この開先としては、V形、Y形、X形、レ形、K形、J形、両面J形、U形、H形を含む。レーザトーチ1を先行させて、プラズマミグ溶接トーチ5を後行させている。まず、先行するレーザトーチ1によって低温用鋼板の被溶接物16の溶接継手のルート部にレーザ光を照射して、ルート面の上端から下端まで溶かす。レーザ発振機2から出力されたレーザ光3は、光ファイバ4によってレーザトーチ1内に設けられた集光レンズ光学系に伝送され、この集光レンズ光学系によって被溶接物16に焦点が生じるように収束されて照射される。レーザとしてはYAGレーザ、半導体レーザ又はファイバーレーザが使用される。
【0018】
上記レーザ光を照射した後に連続して、後行するプラズマミグ溶接トーチ5によってプラズマミグ溶接を行って溶接ビードの第一層21を形成する。プラズマミグ溶接の構成は、図4で示した構成と同じであるので、説明を省略する。この結果、図2(A)に示すように、ルート面16aに対して小さい歪みで深い溶け込みが確保された溶着率の高く溶存酸素量の少ない溶接ビードの第一層21を形成することができる。図2(A)は、本発明の低温用鋼板の溶接方法によって溶接されたV形開先の溶接継手の溶接ビードの第一層を示す図であり、同図(B)は、後述する溶接ビードの第二層を示す図である。
【0019】
次に、図3に示すように、先行するレーザトーチ1によってルート部と直行する方向へ、少なくとも開先側面を溶かす幅で、かつ、開先側面を隙間無く溶かす周波数でレーザ光3をウィービングさせて照射する。このとき、例えばレーザトーチ1の先端の位置を固定して、トーチ角度を変えることによってレーザ光3をウィービングさせても良い。上記レーザ光を照射した後に連続して、後行するプラズマミグ溶接トーチ5によってプラズマミグ溶接を行って第一層21の上に第二層22を形成する。この結果、図2(B)に示すように、開先側面16bも充分な溶け込みが得られて溶存酸素量の少ない溶接ビードの第二層22を形成することができる。
【0020】
以上のようにレーザトーチ1を先行させてプラズマミグ溶接トーチ5を後行させて低温用鋼板の溶接を行って、第一層21及び第二層22を形成することによって、小さい歪みで深い溶け込みが確保され、開先側面16bも充分な溶け込みが得られた溶着率の高く溶存酸素量の少ない溶接ビードを形成することができる。
【0021】
本願発明者の実験によると、9%ニッケル鋼を用いて厚さが15mm、開先深さが5mm、開先面が10mm、開先角度が45度のY形開先の低温用鋼板に対して、溶接速度が1m/分、レーザ出力が3kW、レーザの焦点距離が被溶接物16の表面からルート部方向へ2mmの位置であり、プラズマミグ溶接として、ワイヤ送給速度を13m/分、ミグアーク電流を270A、ミグアーク電圧を27V、プラズマアーク電流を100A、プラズマアーク電圧を40V、溶接ワイヤの材質が9%重量のニッケルを含有した鋼で径が1.2mmで、溶接継手のルート部にレーザ光を照射した後に、プラズマミグ溶接によって、溶接ビードの第一層21を形成した。
【0022】
次に、先行するレーザトーチ1によってルート部と直行する方向へ、少なくとも開先側面を溶かす幅で、レーザ光3を5Hzのウィービング周波数でウィービングさせて照射して、レーザ光3を開先側面16bにも照射し、後行側のプラズマミグ溶接トーチ5によって開先側面16bに充分な溶け込みをもって金属を溶着させた。この結果、小さい歪みで深い溶け込みが確保され、開先側面16bも充分な溶け込みが得られた溶着率の高く溶存酸素量の少ない溶接ビードの第二層22を形成することができた。
【0023】
以上のように第一層21及び第二層22を形成することによって、小さい歪みで深い溶け込みが確保され、開先側面16bも充分な溶け込みが得られた溶着率の高く溶存酸素量の少ない溶接ビードを形成することができた。
【0024】
なお、本発明の低温用鋼板の溶接方法として、第一層及び第二層を形成する溶接方法を説明したが、本発明はこれに限定されるものではなく、第三層を形成する必要がある場合は、第二層を形成するときと同様に、先行するレーザトーチ1によってレーザ光3をウィービングさせて照射し、後行するプラズマミグ溶接トーチ5によってプラズマミグ溶接を行って第二層22の上に第三層を形成すれば良い。
【0025】
なお、上記の実験において、9%重量のニッケルを含有した鋼の溶接方法を説明したが、本発明の低温用鋼板の溶接方法は、2.5%重量のニッケルを含有した鋼や3.5%重量のニッケルを含有した鋼の溶接にも適用することができる。
【符号の説明】
【0026】
1 レーザトーチ
2 レーザ発振機
3 レーザ光
4 光ファイバ
5 プラズマミグ溶接トーチ
7 給電チップ
8 プラズマ電極
9 プラズマノズル
10 シールドノズル
11 センターガス
12 プラズマガス
13 シールドガス
14 プラズマアーク
15 ミグアーク
16 被溶接物
16a ルート面
16b 開先側面
17 溶接ワイヤ
18 送給ロール
19 トーチ本体
21 第一層
22 第二層
Fc ワイヤ送給制御信号
Fw 送給速度
Iwm ミグアーク電流
Iwp プラズマアーク電流
PSM ミグ溶接電源
PSP プラズマ溶接電源
Vwm ミグアーク電圧
Vwp プラズマアーク電圧
WM ワイヤ送給モータ
【特許請求の範囲】
【請求項1】
開先形状がルート面及び開先角度を有する低温用鋼板の突合せ継手の溶接方法であって、
レーザトーチを先行させて、非消耗のプラズマ電極と被溶接物との間にプラズマアークを発生させ、前記プラズマ電極内に溶接ワイヤを送給して前記溶接ワイヤと前記被溶接物との間にミグアークを発生させるプラズマミグ溶接トーチを後行させて溶接を行う低温用鋼板の溶接方法において、
前記レーザトーチから前記被溶接物の溶接継手のルート部にレーザ光を照射して前記ルート面の上端から下端まで溶かしてプラズマミグ溶接を行って溶接ビードの第一層を形成し、
次に、前記レーザ光を少なくとも開先側面を溶かす幅で、かつ、前記開先側面を隙間無く溶かす周波数でウィービングさせて照射して前記プラズマミグ溶接を行って前記第一層の上に第二層を形成することを特徴とする低温用鋼板の溶接方法。
【請求項2】
前記第二層を形成した後に、前記レーザ光を少なくとも開先側面を溶かす幅で、かつ、前記開先側面を隙間無く溶かす周波数でウィービングさせて照射して前記プラズマミグ溶接を行って前記第二層の上に第三層を形成することを特徴とする請求項1記載の低温用鋼板の溶接方法。
【請求項1】
開先形状がルート面及び開先角度を有する低温用鋼板の突合せ継手の溶接方法であって、
レーザトーチを先行させて、非消耗のプラズマ電極と被溶接物との間にプラズマアークを発生させ、前記プラズマ電極内に溶接ワイヤを送給して前記溶接ワイヤと前記被溶接物との間にミグアークを発生させるプラズマミグ溶接トーチを後行させて溶接を行う低温用鋼板の溶接方法において、
前記レーザトーチから前記被溶接物の溶接継手のルート部にレーザ光を照射して前記ルート面の上端から下端まで溶かしてプラズマミグ溶接を行って溶接ビードの第一層を形成し、
次に、前記レーザ光を少なくとも開先側面を溶かす幅で、かつ、前記開先側面を隙間無く溶かす周波数でウィービングさせて照射して前記プラズマミグ溶接を行って前記第一層の上に第二層を形成することを特徴とする低温用鋼板の溶接方法。
【請求項2】
前記第二層を形成した後に、前記レーザ光を少なくとも開先側面を溶かす幅で、かつ、前記開先側面を隙間無く溶かす周波数でウィービングさせて照射して前記プラズマミグ溶接を行って前記第二層の上に第三層を形成することを特徴とする請求項1記載の低温用鋼板の溶接方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−172911(P2010−172911A)
【公開日】平成22年8月12日(2010.8.12)
【国際特許分類】
【出願番号】特願2009−16061(P2009−16061)
【出願日】平成21年1月28日(2009.1.28)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成22年8月12日(2010.8.12)
【国際特許分類】
【出願日】平成21年1月28日(2009.1.28)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]