
低温靭性に優れた高強度溶接金属
【課題】再熱部と原質部を含む多層構造を有する溶接金属において、溶接金属全体の靭性のバラツキが少なく、低温靭性に優れた高硬度溶接金属を提供する。
【解決手段】再熱部と原質部とを含む多層構造を有しており、質量%で、C:0.02〜0.12%、Si:0.1〜1.00%、Mn:0.5〜3.0%、Al:0.008〜0.05%、Ti:0.005〜0.04%、O:0.04〜0.10%、N:0.0050%以下(0%を含まない)、Cu:0.40〜2.0%、および/またはNi:0.5〜3.5%を含有し、残部:鉄および不可避不純物であり、再熱部に含まれるアシキュラーフェライトは、体積率で50%以上であり、溶接金属に含まれる最大径1.0〜5.0μmのAl−Si−Ti−Mn系酸化物を構成する金属元素の比率は、Al:5〜50原子%、Si:40原子%以下(0原子%を含む)、Ti:0.5〜10原子%、Mn:30〜90原子%の範囲内である(ただし、Al+Si+Ti+Mn=100原子%とする)高強度溶接金属である。
【解決手段】再熱部と原質部とを含む多層構造を有しており、質量%で、C:0.02〜0.12%、Si:0.1〜1.00%、Mn:0.5〜3.0%、Al:0.008〜0.05%、Ti:0.005〜0.04%、O:0.04〜0.10%、N:0.0050%以下(0%を含まない)、Cu:0.40〜2.0%、および/またはNi:0.5〜3.5%を含有し、残部:鉄および不可避不純物であり、再熱部に含まれるアシキュラーフェライトは、体積率で50%以上であり、溶接金属に含まれる最大径1.0〜5.0μmのAl−Si−Ti−Mn系酸化物を構成する金属元素の比率は、Al:5〜50原子%、Si:40原子%以下(0原子%を含む)、Ti:0.5〜10原子%、Mn:30〜90原子%の範囲内である(ただし、Al+Si+Ti+Mn=100原子%とする)高強度溶接金属である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、低温靭性に優れた高強度溶接金属に関するものである。本発明の溶接金属は、例えば、寒冷海域で使用される液化ガスタンク、ラインパイプなどの海洋構造物のように、溶接金属部の低温靭性が強く求められる溶接構造体に好適に用いられる。
【背景技術】
【0002】
近年、海洋構造物などに使用される鋼材は益々高強度化しており、鋼材同士を接合する接合部(溶接金属)にも高強度化が望まれている。ところが、一般に、高強度化に伴って低温靭性が低下するようになる。
【0003】
そこで、靭性に優れた高強度溶接金属を製造するため、従来から、溶接金属の組織を、結晶粒が微細なアシキュラーフェライト主体の組織とする方法が行なわれている。アシキュラーフェライトは、ランダムな結晶方位を有するベイナイト組織であり、Tiを主成分とするAl−Si−Ti−Mn系酸化物(Ti主体の酸化物)を生成核として成長することが知られている。
【0004】
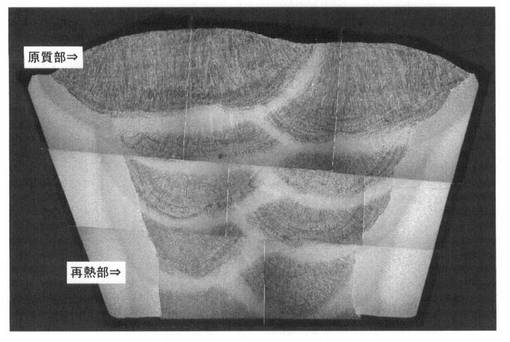
ところが、ガスシールドアーク溶接などのように多層盛溶接を行なった溶接金属では、再熱部は粗大なベイナイト組織となりやすいため、溶接金属全体の靭性がばらつくという問題がある。すなわち、多層盛溶接を行なった溶接金属では、図1に示すように、凝固組織部分(原質部)と次パスの熱影響を受けた部分(再熱部)とが混在した多層構造を有しているが、再熱部は、次パスによる熱影響を受けるため、両者のミクロ組織は大きく異なっている。そのため、再加熱した際のオーステナイト粒度に差が生じ、原質部に比べて再熱部の靭性が低下し、溶接金属全体の靭性がばらつくようになる。
【0005】
上記の問題は、例えば、引張強度が約690MPaレベルの高強度溶接金属において顕著に表れる。すなわち、引張強度が50キロ級(490MPaレベル)の低強度溶接金属では、焼入れ性が低いため、再熱部にはフェライト・パーライト組織が形成され、再熱部の靭性は原質部より大幅に改善するために問題とならないが、引張強度が約690MPaを超える高強度溶接金属では、再熱部に粗大なベイナイト組織が形成されやすく、原質部よりも再熱部の靭性が低下することがある。従って、原質部で微細なアシキュラーフェライトを形成しても、再熱部には微細なアシキュラーフェライトが得られず粗大なベイナイト組織が形成されるため、溶接金属全体の靭性のばらつきが大きくなる。
【0006】
しかし、多層盛溶接を行なった溶接金属において、再熱部のアシキュラーフェライトの生成が促進され、溶接金属全体の低温靭性が改善された技術は提案されていない。
【0007】
例えば、特許文献1〜特許文献3には、低温靭性に優れた高硬度鋼管が記載されているが、ここには、シーム部を内外面1層盛りのサブマージアーク溶接で接合して得られる鋼管が開示されているに過ぎず、上記の方法で得られる溶接金属の大部分は、原質部である。すなわち、上記の方法では、ガスシールドアーク溶接を行なった場合のように、原質部と再熱部とを含む多層構造は得られない。
【0008】
更に、高強度溶接金属には、上述した低温靭性のほかに、全姿勢溶接時のビード部分(1回の溶接操作(パス)によって得られる溶接金属)の形状(外観)が良好であることも要求されている。具体的には、例えば、横向姿勢、立向姿勢、上向姿勢などの全姿勢溶接なワイヤを用いて溶接を行なったとき、溶融金属が全長にわたって垂れ落ちることなく、良好なビード形状を備えた溶接金属の提供が望まれている。
【0009】
しかしながら、前述した特許文献に記載の方法は、いずれも、ビード形状の外観について充分考慮されたものではない。
【0010】
一般に、全姿勢溶接が可能な溶接金属を得るためには、フラックス(鉱物の粉体)入りワイヤを用いたガスシールドアーク溶接法の採用が推奨されている。ガスシールドアーク溶接用ワイヤは、フラックス入りワイヤとソリッドワイヤとに大別されるが、フラックス入りワイヤは、ソリッドワイヤに比べてスパッタが少ないこと、溶接時に溶接金属表面にスラグが形成されるために下向姿勢のみならず立向姿勢及び上向姿勢においても溶接作業性が良好である、など種々の長所を有しているからである。
【0011】
しかしながら、TiO2をベースとした通常のフラックス入りワイヤを用いてガスシールドアーク溶接を実施した場合、全姿勢溶接は可能になるが、靭性を改善するための成分設計により、ビードの形状は不良になることが本発明者の検討結果によって明らかになった。
【特許文献1】特開2001−355039号公報
【特許文献2】国際公開第97/24203号パンフレット
【特許文献3】特開2005−226110号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は、上記事情に鑑みてなされたものであり、その目的は、再熱部と原質部とを含む多層構造を有する溶接金属において、耐力が690MPa以上の高強度溶接金属であっても、溶接金属全体の靭性のバラツキが少なく、溶接金属全体の低温靭性(−40℃での低温靭性)が高められた高強度溶接金属を提供すること、好ましくは、上記特性に加え、更に、全姿勢溶接時のビード形状が良好な高硬度溶接金属を提供することにある。
【課題を解決するための手段】
【0013】
上記課題を解決することのできた本発明に係る低温靭性に優れた高強度溶接金属は、再熱部と原質部とを含む多層構造を有しており、C:0.02〜0.12%、Si:0.1〜1.00%、Mn:0.5〜3.0%、Al:0.008〜0.05%、Ti:0.005〜0.04%、O:0.04〜0.10%、N:0.0050%以下(0%を含まない)、Cu:0.40〜2.0%、および/またはNi:0.5〜3.5%を含有し、残部:鉄および不可避不純物であり、再熱部に含まれるアシキュラーフェライトは、体積率で50%以上であり、溶接金属に含まれる最大径1.0〜5.0μmのAl−Si−Ti−Mn系酸化物を構成する金属元素の比率は、Al:5〜50原子%、Si:40原子%以下(0原子%を含む)、Ti:0.5〜10原子%、Mn:30〜90原子%の範囲内である(ただし、Al+Si+Ti+Mn=100原子%とする)ことに要旨を有している。
【0014】
好ましい実施形態において、上記溶接金属は、更に、Cr:2.0%以下(0%を含まない)、Mo:1.0%以下(0%を含まない)、Nb:0.03%以下(0%を含まない)、およびV:0.08%以下(0%を含まない)よりなる群から選ばれる少なくとも1種を含有する。
【0015】
好ましい実施形態において、上記溶接金属は、更に、B:0.010%以下(0%を含まない)を含有する。
【0016】
本発明には、上記の溶接金属を含む溶接構造体も包含される。
【発明の効果】
【0017】
本発明の溶接金属は上記のように構成されているため、690MPa以上の高強度溶接金属であっても溶接金属全体の靭性のバラツキが少なく、−40℃での低温靭性に優れており、且つ、全姿勢溶接時のビード形状が良好な高硬度溶接金属を提供することができた。
【発明を実施するための最良の形態】
【0018】
本発明者は、再熱部と原質部とを含む多層構造を有する溶接金属において、強度と低温靭性とのバランスに優れた溶接金属を提供するため、特に、アシキュラーフェライトの生成核となり得るAl−Si−Ti−Mn系酸化物(以下、単に「酸化物」と略記する場合がある。)を構成する元素に着目し、検討を重ねてきた。その結果、低温靭性のバラツキが改善された高強度溶接金属を得るためには、最大径1.0〜5.0μmのAl−Si−Ti−Mn系酸化物を構成する元素の比率を適切に制御することが極めて重要であり、従来のように、Tiを多く含む酸化物は、再熱部のアシキュラーフェライトの生成促進に寄与しないのに対し、従来に比べて、Tiをできるだけ少なく、MnおよびAlをできるだけ多く含む酸化物は、再熱部のアシキュラーフェライトの生成促進に大きく寄与すること、このような組成の酸化物を用いれば、再熱部の靭性が原質部の靭性と同程度まで高められるため、溶接金属全体の靭性が改善されることを突き止めた。そして、上記組成の酸化物を含む溶接金属を得るためには、従来のようにTiO2を主体とするフラックス入りワイヤを用いるのではなく、Al2O3を主体とする新規なフラックス入りワイヤ(TiO2は0でもよい)を用いれば良いことを見出し、本発明に到達した。
【0019】
以下では、説明の便宜のため、従来のフラックス入りワイヤを「TiO2主体のフラックス入りワイヤ」と呼び、本発明に用いられるフラックス入りワイヤを「Al2O3主体のフラックス入りワイヤ」と呼ぶ場合がある。
【0020】
本明細書において、「高強度溶接金属」とは、後記する実施例に記載の方法で降伏応力(YS)を測定したとき、YS≧690MPaのものを意味する。
【0021】
また、「低温靭性に優れる」とは、後記する実施例に記載の方法でシャルピー衝撃値(vE−40)を測定したとき、再熱部および原質部のシャルピー衝撃値がいずれも、vE−40≧69Jを満足するものを意味する。
【0022】
また、「全姿勢溶接時のビード形状が良好である」とは、後記する実施例に記載の溶接方法でビード形状を評価したとき、溶融金属が全長にわたって垂れ落ちることなく、ビード形状が良好なものを意味する。
【0023】
(本発明の溶接金属)
まず、本発明の溶接金属を特徴付けるAl−Si−Ti−Mn系酸化物(以下、単に、酸化物と呼ぶ場合がある。)について説明する。
【0024】
本発明の溶接金属に含まれるAl−Si−Ti−Mn系酸化物は、当該酸化物を構成する金属元素であるAl、Si、Ti、Mnの合計を100原子%としたとき、Al:5〜50原子%、Si:40原子%以下(0原子%を含む)、Ti:0.5〜10原子%、Mn:30〜90原子%の範囲内に制御されている。従来の溶接金属に含まれる酸化物は、Tiがおおむね、20〜60原子%と高く、Alは殆ど含まれていない(5原子%以下)のに対し、本発明の溶接金属に含まれる酸化物は、従来のようにTi主体の酸化物ではなく、従来よりもTiをできるだけ少なく、MnおよびAlをできるだけ多く含むように構成されているところに特徴がある。後記する実施例に示すように、Ti主体の酸化物を含有する従来の溶接金属では、再熱部のアシキュラーフェライトの生成が少なく、再熱部と原質部との低温靭性の差が極めて大きいのに対し、上記組成を満足する酸化物を含有する本発明の溶接金属では、再熱部のアシキュラーフェライトの生成が促進され、再熱部の低温靭性は原質部と同程度にまで高められるため、溶接金属全体の低温靭性が向上している。Al−Si−Ti−Mn系酸化物を構成する金属元素の比率は、Al:10〜40原子%、Si:5〜30原子%、Ti:0.5〜7.5原子%、Mn:40〜90原子%の範囲内であることが好ましく、Al:5〜25原子%、Si:10〜30原子%、Ti:2.5〜7.5原子%、Mn:50〜75原子%の範囲内であることがより好ましい。
【0025】
本明細書において、「Al−Si−Ti−Mn系酸化物」とは、上記酸化物を構成する金属元素(Al,Si,Ti,Mn)の酸化物であって、最大径が1.0〜5.0μmの酸化物を意味する。測定方法の詳細は、後述する。
【0026】
「Al−Si−Ti−Mn系酸化物」には、上記金属元素の単独酸化物のほか、上記の金属元素を含む複合酸化物も含まれる。具体的には、Tiの酸化物としては例えばTi2O3など、Siの酸化物としては例えばSiO2など、Mnの酸化物としては例えばMnOやMnO2など、Alの酸化物としては例えばAl2O3などが挙げられる。また、上記の複合酸化物としては、例えばTiとMnを含む酸化物[例えば、(MnTi)O3など]などが挙げられる。
【0027】
上記の「Al−Si−Ti−Mn系酸化物」には、Al、Si、Ti、Mnのほか、本発明の作用に悪影響を及ぼさない限度において、他の金属元素(例えば、Zr,REM)を含有してもよい。「他の元素」の比率は、酸化物を構成するすべての金属元素の量を100原子%としたとき、おおむね、5原子%の範囲内に抑制されていることが好ましい。
【0028】
更に、本発明では、上記の酸化物のうち、最大径が1.0〜5.0μmのものを対象にしている。溶接金属中には、上記サイズの酸化物のほか、最大径が1.0μm未満の酸化物や、最大径が5.0μmを超える酸化物も存在するが、本発明者の実験結果によれば、少なくとも、上記サイズの酸化物であって、当該酸化物を構成する金属元素の比率が適切に制御されたものは、再熱部のアシキュラーフェライトの生成核となり得ることを突き止めた。
【0029】
なお、本願出願人は、本願発明の出願の前に、酸化物のサイズを適切に制御することによって溶接金属の低温靭性を改善した技術を開示している(特願2005−75634号、以下、先願発明と呼ぶ場合がある。)。ここでは、最大径が0.1μm以上1μm未満の微細な酸化物は、アシキュラーフェライトの生成核となり得るが、最大径が1μm以上の粗大な酸化物(本願発明で対象とするサイズの酸化物)は、アシキュラーフェライトの生成核となり得えないことを報告している。先願発明において、「粗大な酸化物」とは、Tiを多く含有する酸化物を意味している。しかしながら、先願発明の出願後、本願発明者が酸化物の組成を中心に更に検討を進めた結果、先願発明では、アシキュラーフェライトの生成核とならないと考えていた「粗大な酸化物」であっても、当該酸化物の組成を本発明のように適切に制御すれば、アシキュラーフェライトの生成核に充分なり得ることを見出し、本発明を完成した次第である。
【0030】
Al−Si−Ti−Mn系酸化物を構成する金属元素の比率(原子分率)は、日本電子社製装置「JCMA733」を用い、溶接金属中央部の任意の測定領域(2mm×2mm)に含まれるすべての酸化物を、EPMA(Electron Probe Micro-Analysis)による元素分析を行って測定した。測定は、合計3箇所の測定領域で実施し、その平均値を算出した。
【0031】
上記の酸化物は、前述した方法で酸化物を測定したとき、溶接金属中に、おおむね、50〜300個/mm2存在していることが好ましく、100〜200個/mm2存在していることがより好ましい。酸化物の個数が上記の下限を下回ると、アシキュラーフェライト生成核が不足するため、靭性が改善されず、一方、上記の上限を超えると、破壊時のボイドの起点が過剰になり、逆に靭性が低下する恐れがあるなどの問題がある。
【0032】
次に、溶接金属の成分組成について説明する。
【0033】
本発明では、酸化物を構成する金属成分の比率が上記範囲となるように、特に、Al量、Ti量、O量を適切に制御することが好ましい。
【0034】
C:0.02〜0.12%
Cは、溶接金属の強度を確保するために重要な元素である。このような作用を有効に発揮させるため、C量の下限を0.02%とする。しかし、C量が過剰になると、硬質組織の生成が増加し、低温靭性の劣化を招くので、C量の上限を0.12%とする。C量の下限は0.05%であることが好ましく、0.06%であることがより好ましい。一方、C量の上限は0.10%であることが好ましい。
【0035】
Si:0.1〜1.00%
Siは、アシキュラーフェライトの生成核となる酸化物を構成する元素である。また、Siは、脱酸作用を有し、溶接金属を清浄化するほか、溶接金属内に歩留まった場合はフ
ェライトを固溶強化させる作用を有している。このような効果を有効に発揮させるため、Si量の下限を0.1%とする。しかし、Si量が過剰になると、溶接金属の強度が過度に上昇するほか、硬質組織の生成が増加して低温靭性の低下を招く恐れがあるため、Si量の上限を1.00%とする。Si量は、0.2%以上0.8%以下であることが好ましい。
【0036】
Mn:0.5〜3.0%
Mnは、アシキュラーフェライトの生成核となる酸化物を構成する元素であり、主に、全姿勢溶接時のビード形状の改善に寄与していると考えられる(後記する実施例を参照)。また、Mnは、溶接金属の強度および低温靭性を確保するために有用な元素である。このような作用を有効に発揮させるため、Mn量の下限を0.5%とする。しかし、Mn量が過剰になると、焼入性の上昇または偏析によって低温靭性が劣化するため、Mn量の上限を3.0%とする。Mn量の下限は0.8%であることが好ましく、1.0%であることがより好ましい。一方、Mn量の上限は2.5%であることが好ましい。
【0037】
Al:0.008〜0.05%
Alは、アシキュラーフェライトの生成核となる酸化物を構成する元素であり、再熱部のアシキュラーフェライトの生成に大きく寄与する元素である。このような作用を有効に発揮させるため、Al量の下限を0.008%とする。ただし、Al量が過剰になると、酸化物の粗大化を招き、低温靭性が低下するため、上限を0.05%とする。Alの含有量は、0.010%以上0.040%以下であることが好ましい。
【0038】
Ti:0.005〜0.04%
Tiは、アシキュラーフェライトの生成核となる酸化物を構成する元素であるが、再熱部のアシキュラーフェライトの生成には殆ど寄与しないと考えられるため、少ない方が良い。また、Ti量が過剰になると、粗大なTiCなどの介在物が析出し、低温靭性が低下するため、Ti量の上限を0.04%とする。ただし、Tiが含まれないとアシキュラーフェライトが生成されないため、Ti量の下限を0.005%とする。Tiの含有量は、0.010%以上0.030%以上であることが好ましい。
【0039】
O(酸素):0.04〜0.10%
Oは、アシキュラーフェライトの生成核となる酸化物を構成する元素であり、溶接金属の低温靭性改善に寄与している。このような作用を有効に発揮させるため、O量の下限を0.04%とする。O量は0.045%以上であることが好ましい。しかし、O量が過剰になると、酸化物の粗大化を招き、低温靭性が却って劣化するため、O量の上限を0.10%とする。O量は、0.08%以下であることが好ましく、0.07%以下であることがより好ましい。
【0040】
N:0.0050%以下(0%を含まない)
Nは、溶接金属内に固溶し、歪時効効果により低温靭性を劣化させるため、極力抑える方が良く、上限を0.0050%とした。N量は少ないほど良く、0.0045%以下であることが好ましい。
【0041】
Cu:0.40〜2.0%、および/またはNi:0.5〜3.5%
これらの元素は、いずれも、溶接金属の低温靭性を損なうことなく強度を高めることができる元素である。このような作用を有効に発揮させるため、Cuを0.40%以上、Niを0.5%以上とすることが好ましい。
【0042】
ただし、Cu量が過剰になると、溶接金属の焼入性が増大して低温靭性が劣化するため、Cuの上限を2.0%とすることが好ましい。Cuは、1.0%以下であることが好ましい。
【0043】
また、Ni量が過剰になると、焼入性の上昇によって低温靭性が劣化するため、Ni量の上限を3.5%とする。Ni量は、1.0%以上3.0%以下であることが好ましい。
【0044】
これらの元素は、夫々単独で含まれていても良いし、或いは併用しても良い。
【0045】
本発明の溶接金属は、上記成分を含有し、残部:鉄および不可避不純物である。不可避不純物としては、例えば、As、Sb、Snなどが挙げられる。
【0046】
更に、溶接金属の低温靭性や強度の更なる向上を目的として、下記成分を積極的に含有することが好ましい。
【0047】
Cr:2.0%以下(0%を含まない)、Mo:1.0%以下(0%を含まない)、Nb:0.03%以下(0%を含まない)、およびV:0.08%以下(0%を含まない)よりなる群から選ばれる少なくとも1種
これらの元素は、いずれも、溶接金属の焼入性を高めて強度を向上させる元素である。このうち、CrおよびMoは、溶接金属の組織微細化作用を有しており、その結果、低温靭性も改善されるようになる。このような作用を有効に発揮させるため、Crを0.10%以上、Moを0.2%以上、Nbを0.010%以上、Vを0.020%以上とすることが好ましい。
【0048】
ただし、Cr量およびMo量が過剰になると、溶接金属の強度が高くなり過ぎて低温靭性が劣化するため、Crの上限を2.0%、Moの上限を1.0%とすることが好ましい。Crは1.5%以下であることがより好ましく、Moは0.8%以下であることがより好ましい。
【0049】
また、NbおよびVが過剰になると、溶接金属中に炭化物が析出して低温靭性が劣化するため、Nbの上限を0.03%、Vの上限を0.08%とすることが好ましい。Nbは0.02%以下であることがより好ましく、Vは0.06%以下であることがより好ましい。
【0050】
これらの元素は、夫々単独で含まれていても良いし、或いは任意に選ばれる2種以上を含んでいても良い。
【0051】
B:0.010%以下(0%を含まない)
Bは、溶接金属中に固溶したNを固定する作用、および粒界から粗大なフェライトが生成するのを抑制する作用を有しており、その結果、低温靱性の向上に寄与している。このような作用を有効に発揮させるため、Bを0.0010%以上とすることが好ましい。
【0052】
ただし、B量が過剰になると、アシキュラーフェライトの生成が阻害され、低温靭性が低下するため、Bの上限を0.010%とすることが好ましい。Bは、0.005%以下であることがより好ましい。
【0053】
以上、本発明に係る溶接金属の成分について説明した。
【0054】
更に、本発明の溶接金属は、再熱部に含まれるアシキュラーフェライトが50体積%以上を満足している。ここで、「再熱部」とは、次パスの熱影響によって低温域から高温域に再加熱されたとき、オーステナイトに逆変態した領域である。「再熱部に含まれるアシキュラーフェライト」の測定方法は、後記する実施例の欄に詳しく説明している。
【0055】
再熱部のアシキュラーフェライトの生成を促進し、溶接金属全体の低温靭性を改善するという観点からすれば、アシキュラーフェライトの体積率は多い程良く、例えば、60体積%以上であることが好ましく、70体積%以上であることがより好ましい。最も好ましいのは、アシキュラーフェライトの体積率=100%である。
【0056】
本発明では、上記のように再熱部のアシキュラーフェライトの占積率を規定しているが、再熱部だけでなく、原質部に含まれるアシキュラーフェライトも、50体積%以上となることを実験により確認している。すなわち、本発明によれば、原質部も再熱部も、ほぼ同程度のアシキュラーフェライト分率が得られる。
【0057】
(溶接金属の製造方法)
次に、上記の溶接金属を得る方法について説明する。
【0058】
本発明の溶接金属は、溶接材料(フラックス入りワイヤ)の組成を以下のように適切に制御することによって得られる。更には、溶接電流、溶接電圧、ワイヤ突き出し長さ、溶接方法などの溶接条件を適切に制御することが好ましい。
【0059】
まず、本発明に用いられるフラックス入りワイヤについて説明する。
【0060】
本発明では、所望の溶接金属を得るために、従来のようにTiO2(ルチル)主体のフラックス入りワイヤではなく、Al2O3を主体とするフラックス入りワイヤを用いたことに特徴がある。これにより、再熱部が微細なアシキュラーフェライトとなるため、低温靭性が向上する。また、溶融金属の表面にスラグが形成されるため、溶融金属が全長にわたって垂れ落ちることもないため、全姿勢溶接が可能となる。
【0061】
従来のTiO2主体のフラックス入りワイヤは、全姿勢溶接が可能なワイヤとして汎用されているが、その理由は、溶鋼中にTiO2を主成分とするスラグが形成され、溶融金属が垂れ落ちることがないためである。しかしながら、TiO2主体のフラックス入りワイヤは、スラグの主成分がTi系酸化物であるため、溶接金属の酸化物もTi系酸化物が主体となり、とりわけ、再熱部の靭性が低減するなどして溶接金属の低温靭性が劣る傾向にあった。これに対し、本発明のようにAl2O3主体のフラックス入りワイヤを用いて、Al2O3とMnOを適切に制御すれば、従来と同様、全姿勢溶接が可能になり、溶接金属の低温靭性も高められる(後記する実施例を参照)。Al2O3主体のフラックス入りワイヤの使用によって全姿勢溶接が可能になる理由は、スラグの物性が従来のTiO2主体のフラックス入りワイヤと同等になるため、溶融金属の粘性が上昇し、溶融金属が垂れ落ちることがなくなるためと考えられる。その結果、溶接金属のビード形状も大幅に改善される。
【0062】
本発明に用いられるフラックス入りワイヤの詳細な組成は、溶接条件などによっても相違するが、例えば、溶接効率に優れたガスシールドアーク溶接を用いて溶接する場合、所望のAl系酸化物が得られるよう、フラックス入りワイヤ中の酸化物の組成を、以下のように制御することが好ましい。
Al2O3:4.0〜5.5%(より好ましくは4.5〜5.0%)
MnO:1.0〜3.0%(より好ましくは1.5〜2.5%)
Al2O3+MnO:5.5〜7.5%(より好ましくは6.0〜7.0%)
TiO2:1.0%未満(より好ましくは0.5%未満、0%を含む)
【0063】
また、フラックス入りワイヤ中の成分は、特に、Tiを0.1〜0.45%(好ましくは0.2〜0.4%)の範囲内に制御することが好ましい。
【0064】
更に、他の成分を、以下のように制御することが好ましい。
【0065】
上記以外の成分としては、C:0.03〜0.15%(より好ましくは0.05〜0.12%)、Si:0.15〜1.50%(より好ましくは0.3〜1.0%)、Mn:0.6〜3.8%(より好ましくは1.5〜3.0%)、Al:0.005〜0.050%(好ましくは0.008〜0.040%)、Mg:0.2〜0.6%(より好ましくは0.3〜0.5%)、N:0.003〜0.015%(より好ましくは0.005〜0.010%)、Cuおよび/またはNiをCu:2.0%以下(更に好ましくは1.0%以下)、Ni:3.5%以下(更に好ましくは3.0%以下)の範囲に制御し、残部:鉄および不可避不純物とすることが好ましい。
【0066】
このうち、フラックス入りワイヤ中のMg量は、特に、溶接金属の酸素量に大きく影響しており、例えば、Mg量が多いと溶接金属中のO量も多くなることを実験によって確認している(後記する実施例を参照)。
【0067】
また、強度の更なる向上を目的として、Cr:2.5%以下(更に好ましくは0.1〜2.25%)、Mo:0.9%以下(更に好ましくは0.2〜0.8%)、Nb:0.5〜3.5%(更に好ましくは1.0〜3.0%)、および/またはV:0.08%以下(更に好ましくは0.02〜0.065%)に制御することがより好ましい。
【0068】
また、低温靭性の更なる向上を目的として、B:0.01%以下(更に好ましくは0.001〜0.006%)に制御することがより好ましい。
【0069】
本発明に用いられるフラックス入りワイヤは、被溶接物(母材)の要求性能に応じて、上記以外の成分として、例えば、Co、Wなどを、本発明の作用を損なわない範囲で適宜含んでいてもよい。
【0070】
フラックス入りワイヤのフラックス充填率は、特に規定されず、ワイヤの生産性、例えば成型及び伸線時の断線などを考慮して適宜設定することができる。フラックス充填率は、おおむね、11.0〜18.0%の範囲内であることが好ましい。
【0071】
フラックス入りワイヤの断面形状は特に限定されず、例えば、合わせ目はあってもなくても良い。なお、ワイヤの断面形状に合わせ目がない場合には、ワイヤ送給性改善を目的として、ワイヤの表面にCuメッキ、Niメッキ、またはこれらの複合メッキを施しても良い。
【0072】
本発明に用いられる鋼材は特に限定されないが、例えば、HT780級の鋼材などを用いることが好ましい。
【0073】
溶接方法に関しては、溶接効率などを考慮すると、ガスシールドアーク溶接(FCAW)を行なうことが好ましい。なお、溶接金属の化学組成は、一般に、フラックス入りワイヤなどの溶接材料のほか、母材の希釈による影響なども受けるが、ガスシールドアーク溶接を行なう場合には、その影響は殆どない。
【0074】
ガスシールドアーク溶接の方法は、特に限定されず、通常用いられる方法を採用することができる。例えば、シールドガスとしては、100%CO2ガス(単独ガス)の他、ArガスとCO2ガスとの混合ガス、ArガスとO2ガスとの混合ガス、ArガスとCO2ガスとO2ガスとの3種類の混合ガスなどが用いられる。
【0075】
ただし、本発明に用いられる溶接方法は、これに限定する趣旨ではなく、例えば、被覆アーク溶接法(SMAW)、ティグ(TIG)溶接、サブマージアーク溶接法(SAW)、ガスシールドアーク溶接法(MAG,MIG)等のいずれの溶接法も適用可能である。
【実施例】
【0076】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明は下記実施例によって制限されず、前・後記の趣旨に適合し得る範囲で適切に変更を加えて実施することも可能であり、それらは何れも本発明の技術的範囲に含まれる。
【0077】
(溶接金属の形成)
以下に詳述するように、表1、表2に示すフラックス入りワイヤW1〜W40(残部:鉄および不可避不純物)を用い、図2に示す鋼材1同士をガスシールドアーク溶接して溶接金属3(表3、表4に示す溶接金属No.1〜40)を形成した。
【0078】
フラックス入りワイヤは、溶製して得られたシースの中にフラックスを入れてワイヤを作製し、φ1.2mmに伸線加工したものを使用した。表1には、シースとフラックスの成分組成を併せたフラックス入りワイヤの組成を示している。
【0079】
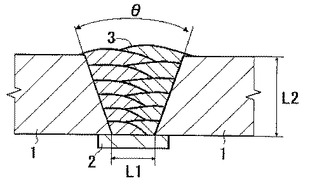
鋼材1としては、図2に示すように、板厚L2:20mm,開先形状(θ=45°のV型開先)を有する鋼板(溶接母材)を用い、鋼材同士を溶接した。鋼材の組成は、表5に示すとおりである。V形状の開先部の下部には、溶接母材1と同一の化学組成を有する裏当金2が配置されており、裏当金2が配置されている部分のギャップ幅(ルートギャップ)L1を12mmとした。
【0080】
溶接条件は、溶接電流:280A、アーク電圧:28〜30V、溶接速度:30cm/min程度、溶接姿勢:下向き、予熱・パス間温度:150℃±10℃とし、6層12パスのガスシールドアーク溶接を行なった。シールドガスとしては、CO2とArを体積比で20体積%:80体積%で混合した混合ガスを用いた。
【0081】
上記のようにして得られた溶接金属について、以下の特性を評価すると共に、酸化物の形態(酸化物を構成する金属元素の比率および個数)を前述した方法に基づいて測定した。
【0082】
(評価)
1.溶接金属の組成
溶接金属の組成は、溶接金属の中央部分について調べた。
【0083】
2.引張特性の評価
溶接金属の中央部分から、溶接線方向に引張試験片(JIS Z3111 A1号)を採取し、引張試験を実施した。詳細には、YSまでは15N/mm2/secの引張速度で実施し、それ以降破断までは20mm/minの引張速度で実施した(JIS Z2241に準拠)。引張試験片は3本ずつ採取し、これらの平均値を引張強度(TS)、降伏応力(YS)とした。
本実施例では、YS≧690MPaのものを高強度溶接金属と評価した。
【0084】
3.低温靭性の評価
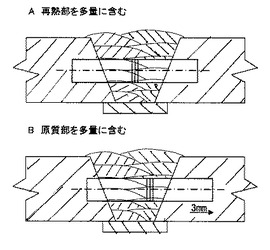
図4に示すように、原質部(図中、A)及び再熱部(図中、B)の2ヶ所からシャルピー衝撃試験片(JIS Z3111 4号)を採取し、シャルピー衝撃試験を実施した。
再熱部A:パス会合部(再熱部を多量に含み、再熱部の割合が増加している部分)
原質部B:パス会合部から3mmずらした部分
(原質部を多量に含み、再熱部の割合が低下している部分)
シャルピー衝撃試験片は3本ずつ採取し、これらの平均値をシャルピー衝撃値(vE−40)とした。シャルピー衝撃値は、−40℃での吸収エネルギーを測定したときの値である。
本実施例では、原質部および再熱部のいずれにおいても、vE−40≧69Jのものを「低温靭性に優れる」と評価した。
【0085】
4.アシキュラーフェライトの体積率の測定
再熱部(前述した図4中、B)に含まれるアシキュラーフェライトを、SEM−EBSP(後方散乱電子線回折像)を用いて測定した。本実施例では、結晶方位差15°の境界を粒界として結晶粒界を測定し、円相当径が20μm以下のベイナイト組織を「アシキュラーフェライト」とみなし、再熱部中央部に含まれるアシキュラーフェライトを測定した。測定方法の詳細は、以下のとおりである。
【0086】
測定装置
測定装置として、EBSP検出器を備えたSEM(JEOL社製「JSM−5410」)を用い、検出、測定、解析等、EBSPに関するハードウエア及びソフトウエアはすべて、テクセムラボラトリーズ社(TSL)製OIM(Orientation Imaging MicroscopyTM)を採用した。測定に当たっては、測定試料を電解研磨した後、表層部(最表面部)を直ちに観察した(測定間隔は0.5μm)。
【0087】
5.ビード形状の評価
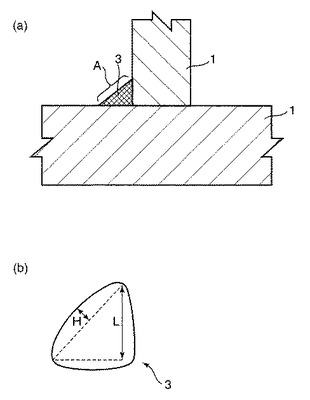
図3(a)に示すように立向上進溶接を実施した後のビード形状を肉眼で観察した。溶接条件は、以下のとおりである。
溶接電流:220A、アーク電圧:23V、溶接速度:14cm/min、予熱・パス間温度:150℃±10℃とし、6層12パスのガスシールドアーク溶接を行なった。シールドガスとしては、CO2とArを体積比で20体積%:80体積%で混合した混合ガスを用いた。
【0088】
ビード形状の評価は、図3(b)に示す溶接金属3の断面におけるL(脚長)とH(膨れ部分)との比を測定し、下記基準で評価した。H/Lの測定は、母材全長の任意の部分(合計5箇所)について行ない、その平均値をとってビード形状を評価した。
H/L≦0.15:○(ビード形状が良好である)
H/L>0.15:×(ビード形状が不良である)
これらの結果を表6、表7にまとめて示す。
【0089】
【表1】

【0090】
【表2】
【0091】
【表3】
【0092】
【表4】
【0093】
【表5】
【0094】
【表6】
【0095】
【表7】
【0096】
表6、表7より、以下のように考察することができる。
【0097】
まず、表6のNo.1〜20は、それぞれ、表1のフラックス入りワイヤW1〜W20を用い、溶接金属の組成が本発明の要件を満足する本発明例であり、690MPa以上の高強度(YS)を有しており、再熱部および原質部の両方において、−40℃域での低温靭性に優れていると共に、ビード形状も良好である。
【0098】
これに対し、表7のNo.21〜33、37〜40は、表2のフラックス入りワイヤW21〜W29、W37〜W40を用いたために、溶接金属の組成が本発明の要件のいずれかを満足しない比較例であり、以下の不具合を有している。
【0099】
No.21は、C量が多いワイヤW21を用いたために溶接金属中のC量が多い比較例であり、再熱部および原質部の低温靭性が低下した。
【0100】
No.22は、Si量が多いワイヤW22を用いたために溶接金属中のSi量が多い比較例であり、再熱部および原質部の低温靭性が低下した。
【0101】
No.23は、Mn量が少ないワイヤW23を用いたために溶接金属中のMn量が少ない比較例であり、酸化物中のMnの比率が少ないためにアシキュラーフェライトの生成が少なく、原質部の低温靭性が低下した。
【0102】
No.24は、Mn量が多いワイヤW24を用いたために溶接金属中のMn量が多い比較例であり、再熱部および原質部の低温靭性が低下した。
【0103】
No.25は、Al量が少ないワイヤW25を用いたために溶接金属中のAl量が少ない比較例であり、ビード形状が不良のため、組織、酸化物形態、および機械的特性の測定を行なわなかった。
【0104】
No.26は、Al量が多いワイヤW26を用いたために溶接金属中のAl量が多い比較例であり、再熱部および原質部の低温靭性が低下した。
【0105】
No.27は、Ti量が少ないワイヤW27を用いたために溶接金属中のTi量が少ない比較例であり、再熱部および原質部の低温靭性が低下した。
【0106】
No.28は、Ti量が多いワイヤW28を用いたために溶接金属中のTi量が多い比較例であり、酸化物中のTiの比率が多いためにアシキュラーフェライトの生成が少なく、原質部の低温靭性が低下した。
【0107】
No.29は、Mg量が多いワイヤW29を用いたために溶接金属中のO量が多い比較例であり、再熱部および原質部の低温靭性が低下した。
【0108】
No.30は、Cu量が多いワイヤW30を用いたために溶接金属中のCu量が多い例であり、再熱部および原質部の低温靭性が低下した。
【0109】
No.31は、Ni量が多いワイヤW31を用いたために溶接金属中のNi量が多い比較例であり、いずれも、再熱部および原質部の低温靭性が低下した。
【0110】
No.32は、Cuおよび/またはNiを全く含有せず、且つ、Cr量が多いワイヤW32を用いたために溶接金属中のCu量/Ni量が0であり、且つ、Cr量が多い例であり、再熱部および原質部の低温靭性が低下した。
【0111】
No.33は、Cuおよび/またはNiを全く含有せず、且つ、Mo量が多いワイヤW33を用いたために溶接金属中のCu量/Ni量が0であり、且つ、Mo量が多い例であり、再熱部および原質部の低温靭性が低下した。
【0112】
No.37は、Al量が少なくN量が多く、且つ、酸化物の組成がMnO=0%、Al2O3=0%でTiO2が多イワイヤW37を用いたために溶接金属中のAl量が少なくN量が多い比較例であり、酸化物中のTiの比率が多いためにアシキュラーフェライトの生成が少なく、原質部の低温靭性が低下した。
【0113】
No.38は、酸化物の組成がMnO無添加で、TiO2を多く添加したワイヤW38を用いたためにスラグ成分中のAl2O3量が少ない比較例であり、ビード形状が不良のため、組織、酸化物形態、および機械的特性の測定を行なわなかった。
【0114】
No.39は、酸化物の組成がAl2O3無添加でMnOが多いワイヤW39を用いたためにスラグ成分中のAl2O3量が少ない比較例であり、ビード形状が不良のため、組織、酸化物形態、および機械的特性の測定を行なわなかった。
【0115】
No.40は、CuもNiも全く含まないワイヤW40を用いたために溶接金属中の上記成分の含有量が0の比較例であり、強度が低下した。
【0116】
また、選択成分であるNb,V,Bの添加量が本発明の好ましい範囲を外れる下記の参考例は、以下の不具合を有している。
【0117】
No.34は、B量が多いワイヤW34を用いたために溶接金属中のB量が多い例であり、アシキュラーフェライトの生成が少なく、原質部の低温靭性が低下した。
【0118】
No.35は、Nb量が多いワイヤW35を用いたために溶接金属中のNb量が多い比較例であり、いずれも、再熱部および原質部の低温靭性が低下した。
【0119】
No.36は、V量が多いワイヤW36を用いたために溶接金属中のV量が多い例であり、再熱部および原質部の低温靭性が低下した。
【図面の簡単な説明】
【0120】
【図1】図1は、原質部と再熱部とが混在した多層構造を有する溶接金属を示す写真である。
【図2】図2は、実施例に用いた鋼板の開先形状を示す図である。
【図3】図3(a)は、ビード形状の評価に用いた立向上進溶接試験を模式的に示す図であり、図3(b)は、ビード形状の評価基準となるH/Lの測定位置を示す模式図である。
【図4】図4は、低温靭性の評価に用いたシャルピー衝撃試験片を説明する図である。
【符号の説明】
【0121】
1 母材
2 裏当金
3 溶接金属
【技術分野】
【0001】
本発明は、低温靭性に優れた高強度溶接金属に関するものである。本発明の溶接金属は、例えば、寒冷海域で使用される液化ガスタンク、ラインパイプなどの海洋構造物のように、溶接金属部の低温靭性が強く求められる溶接構造体に好適に用いられる。
【背景技術】
【0002】
近年、海洋構造物などに使用される鋼材は益々高強度化しており、鋼材同士を接合する接合部(溶接金属)にも高強度化が望まれている。ところが、一般に、高強度化に伴って低温靭性が低下するようになる。
【0003】
そこで、靭性に優れた高強度溶接金属を製造するため、従来から、溶接金属の組織を、結晶粒が微細なアシキュラーフェライト主体の組織とする方法が行なわれている。アシキュラーフェライトは、ランダムな結晶方位を有するベイナイト組織であり、Tiを主成分とするAl−Si−Ti−Mn系酸化物(Ti主体の酸化物)を生成核として成長することが知られている。
【0004】
ところが、ガスシールドアーク溶接などのように多層盛溶接を行なった溶接金属では、再熱部は粗大なベイナイト組織となりやすいため、溶接金属全体の靭性がばらつくという問題がある。すなわち、多層盛溶接を行なった溶接金属では、図1に示すように、凝固組織部分(原質部)と次パスの熱影響を受けた部分(再熱部)とが混在した多層構造を有しているが、再熱部は、次パスによる熱影響を受けるため、両者のミクロ組織は大きく異なっている。そのため、再加熱した際のオーステナイト粒度に差が生じ、原質部に比べて再熱部の靭性が低下し、溶接金属全体の靭性がばらつくようになる。
【0005】
上記の問題は、例えば、引張強度が約690MPaレベルの高強度溶接金属において顕著に表れる。すなわち、引張強度が50キロ級(490MPaレベル)の低強度溶接金属では、焼入れ性が低いため、再熱部にはフェライト・パーライト組織が形成され、再熱部の靭性は原質部より大幅に改善するために問題とならないが、引張強度が約690MPaを超える高強度溶接金属では、再熱部に粗大なベイナイト組織が形成されやすく、原質部よりも再熱部の靭性が低下することがある。従って、原質部で微細なアシキュラーフェライトを形成しても、再熱部には微細なアシキュラーフェライトが得られず粗大なベイナイト組織が形成されるため、溶接金属全体の靭性のばらつきが大きくなる。
【0006】
しかし、多層盛溶接を行なった溶接金属において、再熱部のアシキュラーフェライトの生成が促進され、溶接金属全体の低温靭性が改善された技術は提案されていない。
【0007】
例えば、特許文献1〜特許文献3には、低温靭性に優れた高硬度鋼管が記載されているが、ここには、シーム部を内外面1層盛りのサブマージアーク溶接で接合して得られる鋼管が開示されているに過ぎず、上記の方法で得られる溶接金属の大部分は、原質部である。すなわち、上記の方法では、ガスシールドアーク溶接を行なった場合のように、原質部と再熱部とを含む多層構造は得られない。
【0008】
更に、高強度溶接金属には、上述した低温靭性のほかに、全姿勢溶接時のビード部分(1回の溶接操作(パス)によって得られる溶接金属)の形状(外観)が良好であることも要求されている。具体的には、例えば、横向姿勢、立向姿勢、上向姿勢などの全姿勢溶接なワイヤを用いて溶接を行なったとき、溶融金属が全長にわたって垂れ落ちることなく、良好なビード形状を備えた溶接金属の提供が望まれている。
【0009】
しかしながら、前述した特許文献に記載の方法は、いずれも、ビード形状の外観について充分考慮されたものではない。
【0010】
一般に、全姿勢溶接が可能な溶接金属を得るためには、フラックス(鉱物の粉体)入りワイヤを用いたガスシールドアーク溶接法の採用が推奨されている。ガスシールドアーク溶接用ワイヤは、フラックス入りワイヤとソリッドワイヤとに大別されるが、フラックス入りワイヤは、ソリッドワイヤに比べてスパッタが少ないこと、溶接時に溶接金属表面にスラグが形成されるために下向姿勢のみならず立向姿勢及び上向姿勢においても溶接作業性が良好である、など種々の長所を有しているからである。
【0011】
しかしながら、TiO2をベースとした通常のフラックス入りワイヤを用いてガスシールドアーク溶接を実施した場合、全姿勢溶接は可能になるが、靭性を改善するための成分設計により、ビードの形状は不良になることが本発明者の検討結果によって明らかになった。
【特許文献1】特開2001−355039号公報
【特許文献2】国際公開第97/24203号パンフレット
【特許文献3】特開2005−226110号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は、上記事情に鑑みてなされたものであり、その目的は、再熱部と原質部とを含む多層構造を有する溶接金属において、耐力が690MPa以上の高強度溶接金属であっても、溶接金属全体の靭性のバラツキが少なく、溶接金属全体の低温靭性(−40℃での低温靭性)が高められた高強度溶接金属を提供すること、好ましくは、上記特性に加え、更に、全姿勢溶接時のビード形状が良好な高硬度溶接金属を提供することにある。
【課題を解決するための手段】
【0013】
上記課題を解決することのできた本発明に係る低温靭性に優れた高強度溶接金属は、再熱部と原質部とを含む多層構造を有しており、C:0.02〜0.12%、Si:0.1〜1.00%、Mn:0.5〜3.0%、Al:0.008〜0.05%、Ti:0.005〜0.04%、O:0.04〜0.10%、N:0.0050%以下(0%を含まない)、Cu:0.40〜2.0%、および/またはNi:0.5〜3.5%を含有し、残部:鉄および不可避不純物であり、再熱部に含まれるアシキュラーフェライトは、体積率で50%以上であり、溶接金属に含まれる最大径1.0〜5.0μmのAl−Si−Ti−Mn系酸化物を構成する金属元素の比率は、Al:5〜50原子%、Si:40原子%以下(0原子%を含む)、Ti:0.5〜10原子%、Mn:30〜90原子%の範囲内である(ただし、Al+Si+Ti+Mn=100原子%とする)ことに要旨を有している。
【0014】
好ましい実施形態において、上記溶接金属は、更に、Cr:2.0%以下(0%を含まない)、Mo:1.0%以下(0%を含まない)、Nb:0.03%以下(0%を含まない)、およびV:0.08%以下(0%を含まない)よりなる群から選ばれる少なくとも1種を含有する。
【0015】
好ましい実施形態において、上記溶接金属は、更に、B:0.010%以下(0%を含まない)を含有する。
【0016】
本発明には、上記の溶接金属を含む溶接構造体も包含される。
【発明の効果】
【0017】
本発明の溶接金属は上記のように構成されているため、690MPa以上の高強度溶接金属であっても溶接金属全体の靭性のバラツキが少なく、−40℃での低温靭性に優れており、且つ、全姿勢溶接時のビード形状が良好な高硬度溶接金属を提供することができた。
【発明を実施するための最良の形態】
【0018】
本発明者は、再熱部と原質部とを含む多層構造を有する溶接金属において、強度と低温靭性とのバランスに優れた溶接金属を提供するため、特に、アシキュラーフェライトの生成核となり得るAl−Si−Ti−Mn系酸化物(以下、単に「酸化物」と略記する場合がある。)を構成する元素に着目し、検討を重ねてきた。その結果、低温靭性のバラツキが改善された高強度溶接金属を得るためには、最大径1.0〜5.0μmのAl−Si−Ti−Mn系酸化物を構成する元素の比率を適切に制御することが極めて重要であり、従来のように、Tiを多く含む酸化物は、再熱部のアシキュラーフェライトの生成促進に寄与しないのに対し、従来に比べて、Tiをできるだけ少なく、MnおよびAlをできるだけ多く含む酸化物は、再熱部のアシキュラーフェライトの生成促進に大きく寄与すること、このような組成の酸化物を用いれば、再熱部の靭性が原質部の靭性と同程度まで高められるため、溶接金属全体の靭性が改善されることを突き止めた。そして、上記組成の酸化物を含む溶接金属を得るためには、従来のようにTiO2を主体とするフラックス入りワイヤを用いるのではなく、Al2O3を主体とする新規なフラックス入りワイヤ(TiO2は0でもよい)を用いれば良いことを見出し、本発明に到達した。
【0019】
以下では、説明の便宜のため、従来のフラックス入りワイヤを「TiO2主体のフラックス入りワイヤ」と呼び、本発明に用いられるフラックス入りワイヤを「Al2O3主体のフラックス入りワイヤ」と呼ぶ場合がある。
【0020】
本明細書において、「高強度溶接金属」とは、後記する実施例に記載の方法で降伏応力(YS)を測定したとき、YS≧690MPaのものを意味する。
【0021】
また、「低温靭性に優れる」とは、後記する実施例に記載の方法でシャルピー衝撃値(vE−40)を測定したとき、再熱部および原質部のシャルピー衝撃値がいずれも、vE−40≧69Jを満足するものを意味する。
【0022】
また、「全姿勢溶接時のビード形状が良好である」とは、後記する実施例に記載の溶接方法でビード形状を評価したとき、溶融金属が全長にわたって垂れ落ちることなく、ビード形状が良好なものを意味する。
【0023】
(本発明の溶接金属)
まず、本発明の溶接金属を特徴付けるAl−Si−Ti−Mn系酸化物(以下、単に、酸化物と呼ぶ場合がある。)について説明する。
【0024】
本発明の溶接金属に含まれるAl−Si−Ti−Mn系酸化物は、当該酸化物を構成する金属元素であるAl、Si、Ti、Mnの合計を100原子%としたとき、Al:5〜50原子%、Si:40原子%以下(0原子%を含む)、Ti:0.5〜10原子%、Mn:30〜90原子%の範囲内に制御されている。従来の溶接金属に含まれる酸化物は、Tiがおおむね、20〜60原子%と高く、Alは殆ど含まれていない(5原子%以下)のに対し、本発明の溶接金属に含まれる酸化物は、従来のようにTi主体の酸化物ではなく、従来よりもTiをできるだけ少なく、MnおよびAlをできるだけ多く含むように構成されているところに特徴がある。後記する実施例に示すように、Ti主体の酸化物を含有する従来の溶接金属では、再熱部のアシキュラーフェライトの生成が少なく、再熱部と原質部との低温靭性の差が極めて大きいのに対し、上記組成を満足する酸化物を含有する本発明の溶接金属では、再熱部のアシキュラーフェライトの生成が促進され、再熱部の低温靭性は原質部と同程度にまで高められるため、溶接金属全体の低温靭性が向上している。Al−Si−Ti−Mn系酸化物を構成する金属元素の比率は、Al:10〜40原子%、Si:5〜30原子%、Ti:0.5〜7.5原子%、Mn:40〜90原子%の範囲内であることが好ましく、Al:5〜25原子%、Si:10〜30原子%、Ti:2.5〜7.5原子%、Mn:50〜75原子%の範囲内であることがより好ましい。
【0025】
本明細書において、「Al−Si−Ti−Mn系酸化物」とは、上記酸化物を構成する金属元素(Al,Si,Ti,Mn)の酸化物であって、最大径が1.0〜5.0μmの酸化物を意味する。測定方法の詳細は、後述する。
【0026】
「Al−Si−Ti−Mn系酸化物」には、上記金属元素の単独酸化物のほか、上記の金属元素を含む複合酸化物も含まれる。具体的には、Tiの酸化物としては例えばTi2O3など、Siの酸化物としては例えばSiO2など、Mnの酸化物としては例えばMnOやMnO2など、Alの酸化物としては例えばAl2O3などが挙げられる。また、上記の複合酸化物としては、例えばTiとMnを含む酸化物[例えば、(MnTi)O3など]などが挙げられる。
【0027】
上記の「Al−Si−Ti−Mn系酸化物」には、Al、Si、Ti、Mnのほか、本発明の作用に悪影響を及ぼさない限度において、他の金属元素(例えば、Zr,REM)を含有してもよい。「他の元素」の比率は、酸化物を構成するすべての金属元素の量を100原子%としたとき、おおむね、5原子%の範囲内に抑制されていることが好ましい。
【0028】
更に、本発明では、上記の酸化物のうち、最大径が1.0〜5.0μmのものを対象にしている。溶接金属中には、上記サイズの酸化物のほか、最大径が1.0μm未満の酸化物や、最大径が5.0μmを超える酸化物も存在するが、本発明者の実験結果によれば、少なくとも、上記サイズの酸化物であって、当該酸化物を構成する金属元素の比率が適切に制御されたものは、再熱部のアシキュラーフェライトの生成核となり得ることを突き止めた。
【0029】
なお、本願出願人は、本願発明の出願の前に、酸化物のサイズを適切に制御することによって溶接金属の低温靭性を改善した技術を開示している(特願2005−75634号、以下、先願発明と呼ぶ場合がある。)。ここでは、最大径が0.1μm以上1μm未満の微細な酸化物は、アシキュラーフェライトの生成核となり得るが、最大径が1μm以上の粗大な酸化物(本願発明で対象とするサイズの酸化物)は、アシキュラーフェライトの生成核となり得えないことを報告している。先願発明において、「粗大な酸化物」とは、Tiを多く含有する酸化物を意味している。しかしながら、先願発明の出願後、本願発明者が酸化物の組成を中心に更に検討を進めた結果、先願発明では、アシキュラーフェライトの生成核とならないと考えていた「粗大な酸化物」であっても、当該酸化物の組成を本発明のように適切に制御すれば、アシキュラーフェライトの生成核に充分なり得ることを見出し、本発明を完成した次第である。
【0030】
Al−Si−Ti−Mn系酸化物を構成する金属元素の比率(原子分率)は、日本電子社製装置「JCMA733」を用い、溶接金属中央部の任意の測定領域(2mm×2mm)に含まれるすべての酸化物を、EPMA(Electron Probe Micro-Analysis)による元素分析を行って測定した。測定は、合計3箇所の測定領域で実施し、その平均値を算出した。
【0031】
上記の酸化物は、前述した方法で酸化物を測定したとき、溶接金属中に、おおむね、50〜300個/mm2存在していることが好ましく、100〜200個/mm2存在していることがより好ましい。酸化物の個数が上記の下限を下回ると、アシキュラーフェライト生成核が不足するため、靭性が改善されず、一方、上記の上限を超えると、破壊時のボイドの起点が過剰になり、逆に靭性が低下する恐れがあるなどの問題がある。
【0032】
次に、溶接金属の成分組成について説明する。
【0033】
本発明では、酸化物を構成する金属成分の比率が上記範囲となるように、特に、Al量、Ti量、O量を適切に制御することが好ましい。
【0034】
C:0.02〜0.12%
Cは、溶接金属の強度を確保するために重要な元素である。このような作用を有効に発揮させるため、C量の下限を0.02%とする。しかし、C量が過剰になると、硬質組織の生成が増加し、低温靭性の劣化を招くので、C量の上限を0.12%とする。C量の下限は0.05%であることが好ましく、0.06%であることがより好ましい。一方、C量の上限は0.10%であることが好ましい。
【0035】
Si:0.1〜1.00%
Siは、アシキュラーフェライトの生成核となる酸化物を構成する元素である。また、Siは、脱酸作用を有し、溶接金属を清浄化するほか、溶接金属内に歩留まった場合はフ
ェライトを固溶強化させる作用を有している。このような効果を有効に発揮させるため、Si量の下限を0.1%とする。しかし、Si量が過剰になると、溶接金属の強度が過度に上昇するほか、硬質組織の生成が増加して低温靭性の低下を招く恐れがあるため、Si量の上限を1.00%とする。Si量は、0.2%以上0.8%以下であることが好ましい。
【0036】
Mn:0.5〜3.0%
Mnは、アシキュラーフェライトの生成核となる酸化物を構成する元素であり、主に、全姿勢溶接時のビード形状の改善に寄与していると考えられる(後記する実施例を参照)。また、Mnは、溶接金属の強度および低温靭性を確保するために有用な元素である。このような作用を有効に発揮させるため、Mn量の下限を0.5%とする。しかし、Mn量が過剰になると、焼入性の上昇または偏析によって低温靭性が劣化するため、Mn量の上限を3.0%とする。Mn量の下限は0.8%であることが好ましく、1.0%であることがより好ましい。一方、Mn量の上限は2.5%であることが好ましい。
【0037】
Al:0.008〜0.05%
Alは、アシキュラーフェライトの生成核となる酸化物を構成する元素であり、再熱部のアシキュラーフェライトの生成に大きく寄与する元素である。このような作用を有効に発揮させるため、Al量の下限を0.008%とする。ただし、Al量が過剰になると、酸化物の粗大化を招き、低温靭性が低下するため、上限を0.05%とする。Alの含有量は、0.010%以上0.040%以下であることが好ましい。
【0038】
Ti:0.005〜0.04%
Tiは、アシキュラーフェライトの生成核となる酸化物を構成する元素であるが、再熱部のアシキュラーフェライトの生成には殆ど寄与しないと考えられるため、少ない方が良い。また、Ti量が過剰になると、粗大なTiCなどの介在物が析出し、低温靭性が低下するため、Ti量の上限を0.04%とする。ただし、Tiが含まれないとアシキュラーフェライトが生成されないため、Ti量の下限を0.005%とする。Tiの含有量は、0.010%以上0.030%以上であることが好ましい。
【0039】
O(酸素):0.04〜0.10%
Oは、アシキュラーフェライトの生成核となる酸化物を構成する元素であり、溶接金属の低温靭性改善に寄与している。このような作用を有効に発揮させるため、O量の下限を0.04%とする。O量は0.045%以上であることが好ましい。しかし、O量が過剰になると、酸化物の粗大化を招き、低温靭性が却って劣化するため、O量の上限を0.10%とする。O量は、0.08%以下であることが好ましく、0.07%以下であることがより好ましい。
【0040】
N:0.0050%以下(0%を含まない)
Nは、溶接金属内に固溶し、歪時効効果により低温靭性を劣化させるため、極力抑える方が良く、上限を0.0050%とした。N量は少ないほど良く、0.0045%以下であることが好ましい。
【0041】
Cu:0.40〜2.0%、および/またはNi:0.5〜3.5%
これらの元素は、いずれも、溶接金属の低温靭性を損なうことなく強度を高めることができる元素である。このような作用を有効に発揮させるため、Cuを0.40%以上、Niを0.5%以上とすることが好ましい。
【0042】
ただし、Cu量が過剰になると、溶接金属の焼入性が増大して低温靭性が劣化するため、Cuの上限を2.0%とすることが好ましい。Cuは、1.0%以下であることが好ましい。
【0043】
また、Ni量が過剰になると、焼入性の上昇によって低温靭性が劣化するため、Ni量の上限を3.5%とする。Ni量は、1.0%以上3.0%以下であることが好ましい。
【0044】
これらの元素は、夫々単独で含まれていても良いし、或いは併用しても良い。
【0045】
本発明の溶接金属は、上記成分を含有し、残部:鉄および不可避不純物である。不可避不純物としては、例えば、As、Sb、Snなどが挙げられる。
【0046】
更に、溶接金属の低温靭性や強度の更なる向上を目的として、下記成分を積極的に含有することが好ましい。
【0047】
Cr:2.0%以下(0%を含まない)、Mo:1.0%以下(0%を含まない)、Nb:0.03%以下(0%を含まない)、およびV:0.08%以下(0%を含まない)よりなる群から選ばれる少なくとも1種
これらの元素は、いずれも、溶接金属の焼入性を高めて強度を向上させる元素である。このうち、CrおよびMoは、溶接金属の組織微細化作用を有しており、その結果、低温靭性も改善されるようになる。このような作用を有効に発揮させるため、Crを0.10%以上、Moを0.2%以上、Nbを0.010%以上、Vを0.020%以上とすることが好ましい。
【0048】
ただし、Cr量およびMo量が過剰になると、溶接金属の強度が高くなり過ぎて低温靭性が劣化するため、Crの上限を2.0%、Moの上限を1.0%とすることが好ましい。Crは1.5%以下であることがより好ましく、Moは0.8%以下であることがより好ましい。
【0049】
また、NbおよびVが過剰になると、溶接金属中に炭化物が析出して低温靭性が劣化するため、Nbの上限を0.03%、Vの上限を0.08%とすることが好ましい。Nbは0.02%以下であることがより好ましく、Vは0.06%以下であることがより好ましい。
【0050】
これらの元素は、夫々単独で含まれていても良いし、或いは任意に選ばれる2種以上を含んでいても良い。
【0051】
B:0.010%以下(0%を含まない)
Bは、溶接金属中に固溶したNを固定する作用、および粒界から粗大なフェライトが生成するのを抑制する作用を有しており、その結果、低温靱性の向上に寄与している。このような作用を有効に発揮させるため、Bを0.0010%以上とすることが好ましい。
【0052】
ただし、B量が過剰になると、アシキュラーフェライトの生成が阻害され、低温靭性が低下するため、Bの上限を0.010%とすることが好ましい。Bは、0.005%以下であることがより好ましい。
【0053】
以上、本発明に係る溶接金属の成分について説明した。
【0054】
更に、本発明の溶接金属は、再熱部に含まれるアシキュラーフェライトが50体積%以上を満足している。ここで、「再熱部」とは、次パスの熱影響によって低温域から高温域に再加熱されたとき、オーステナイトに逆変態した領域である。「再熱部に含まれるアシキュラーフェライト」の測定方法は、後記する実施例の欄に詳しく説明している。
【0055】
再熱部のアシキュラーフェライトの生成を促進し、溶接金属全体の低温靭性を改善するという観点からすれば、アシキュラーフェライトの体積率は多い程良く、例えば、60体積%以上であることが好ましく、70体積%以上であることがより好ましい。最も好ましいのは、アシキュラーフェライトの体積率=100%である。
【0056】
本発明では、上記のように再熱部のアシキュラーフェライトの占積率を規定しているが、再熱部だけでなく、原質部に含まれるアシキュラーフェライトも、50体積%以上となることを実験により確認している。すなわち、本発明によれば、原質部も再熱部も、ほぼ同程度のアシキュラーフェライト分率が得られる。
【0057】
(溶接金属の製造方法)
次に、上記の溶接金属を得る方法について説明する。
【0058】
本発明の溶接金属は、溶接材料(フラックス入りワイヤ)の組成を以下のように適切に制御することによって得られる。更には、溶接電流、溶接電圧、ワイヤ突き出し長さ、溶接方法などの溶接条件を適切に制御することが好ましい。
【0059】
まず、本発明に用いられるフラックス入りワイヤについて説明する。
【0060】
本発明では、所望の溶接金属を得るために、従来のようにTiO2(ルチル)主体のフラックス入りワイヤではなく、Al2O3を主体とするフラックス入りワイヤを用いたことに特徴がある。これにより、再熱部が微細なアシキュラーフェライトとなるため、低温靭性が向上する。また、溶融金属の表面にスラグが形成されるため、溶融金属が全長にわたって垂れ落ちることもないため、全姿勢溶接が可能となる。
【0061】
従来のTiO2主体のフラックス入りワイヤは、全姿勢溶接が可能なワイヤとして汎用されているが、その理由は、溶鋼中にTiO2を主成分とするスラグが形成され、溶融金属が垂れ落ちることがないためである。しかしながら、TiO2主体のフラックス入りワイヤは、スラグの主成分がTi系酸化物であるため、溶接金属の酸化物もTi系酸化物が主体となり、とりわけ、再熱部の靭性が低減するなどして溶接金属の低温靭性が劣る傾向にあった。これに対し、本発明のようにAl2O3主体のフラックス入りワイヤを用いて、Al2O3とMnOを適切に制御すれば、従来と同様、全姿勢溶接が可能になり、溶接金属の低温靭性も高められる(後記する実施例を参照)。Al2O3主体のフラックス入りワイヤの使用によって全姿勢溶接が可能になる理由は、スラグの物性が従来のTiO2主体のフラックス入りワイヤと同等になるため、溶融金属の粘性が上昇し、溶融金属が垂れ落ちることがなくなるためと考えられる。その結果、溶接金属のビード形状も大幅に改善される。
【0062】
本発明に用いられるフラックス入りワイヤの詳細な組成は、溶接条件などによっても相違するが、例えば、溶接効率に優れたガスシールドアーク溶接を用いて溶接する場合、所望のAl系酸化物が得られるよう、フラックス入りワイヤ中の酸化物の組成を、以下のように制御することが好ましい。
Al2O3:4.0〜5.5%(より好ましくは4.5〜5.0%)
MnO:1.0〜3.0%(より好ましくは1.5〜2.5%)
Al2O3+MnO:5.5〜7.5%(より好ましくは6.0〜7.0%)
TiO2:1.0%未満(より好ましくは0.5%未満、0%を含む)
【0063】
また、フラックス入りワイヤ中の成分は、特に、Tiを0.1〜0.45%(好ましくは0.2〜0.4%)の範囲内に制御することが好ましい。
【0064】
更に、他の成分を、以下のように制御することが好ましい。
【0065】
上記以外の成分としては、C:0.03〜0.15%(より好ましくは0.05〜0.12%)、Si:0.15〜1.50%(より好ましくは0.3〜1.0%)、Mn:0.6〜3.8%(より好ましくは1.5〜3.0%)、Al:0.005〜0.050%(好ましくは0.008〜0.040%)、Mg:0.2〜0.6%(より好ましくは0.3〜0.5%)、N:0.003〜0.015%(より好ましくは0.005〜0.010%)、Cuおよび/またはNiをCu:2.0%以下(更に好ましくは1.0%以下)、Ni:3.5%以下(更に好ましくは3.0%以下)の範囲に制御し、残部:鉄および不可避不純物とすることが好ましい。
【0066】
このうち、フラックス入りワイヤ中のMg量は、特に、溶接金属の酸素量に大きく影響しており、例えば、Mg量が多いと溶接金属中のO量も多くなることを実験によって確認している(後記する実施例を参照)。
【0067】
また、強度の更なる向上を目的として、Cr:2.5%以下(更に好ましくは0.1〜2.25%)、Mo:0.9%以下(更に好ましくは0.2〜0.8%)、Nb:0.5〜3.5%(更に好ましくは1.0〜3.0%)、および/またはV:0.08%以下(更に好ましくは0.02〜0.065%)に制御することがより好ましい。
【0068】
また、低温靭性の更なる向上を目的として、B:0.01%以下(更に好ましくは0.001〜0.006%)に制御することがより好ましい。
【0069】
本発明に用いられるフラックス入りワイヤは、被溶接物(母材)の要求性能に応じて、上記以外の成分として、例えば、Co、Wなどを、本発明の作用を損なわない範囲で適宜含んでいてもよい。
【0070】
フラックス入りワイヤのフラックス充填率は、特に規定されず、ワイヤの生産性、例えば成型及び伸線時の断線などを考慮して適宜設定することができる。フラックス充填率は、おおむね、11.0〜18.0%の範囲内であることが好ましい。
【0071】
フラックス入りワイヤの断面形状は特に限定されず、例えば、合わせ目はあってもなくても良い。なお、ワイヤの断面形状に合わせ目がない場合には、ワイヤ送給性改善を目的として、ワイヤの表面にCuメッキ、Niメッキ、またはこれらの複合メッキを施しても良い。
【0072】
本発明に用いられる鋼材は特に限定されないが、例えば、HT780級の鋼材などを用いることが好ましい。
【0073】
溶接方法に関しては、溶接効率などを考慮すると、ガスシールドアーク溶接(FCAW)を行なうことが好ましい。なお、溶接金属の化学組成は、一般に、フラックス入りワイヤなどの溶接材料のほか、母材の希釈による影響なども受けるが、ガスシールドアーク溶接を行なう場合には、その影響は殆どない。
【0074】
ガスシールドアーク溶接の方法は、特に限定されず、通常用いられる方法を採用することができる。例えば、シールドガスとしては、100%CO2ガス(単独ガス)の他、ArガスとCO2ガスとの混合ガス、ArガスとO2ガスとの混合ガス、ArガスとCO2ガスとO2ガスとの3種類の混合ガスなどが用いられる。
【0075】
ただし、本発明に用いられる溶接方法は、これに限定する趣旨ではなく、例えば、被覆アーク溶接法(SMAW)、ティグ(TIG)溶接、サブマージアーク溶接法(SAW)、ガスシールドアーク溶接法(MAG,MIG)等のいずれの溶接法も適用可能である。
【実施例】
【0076】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明は下記実施例によって制限されず、前・後記の趣旨に適合し得る範囲で適切に変更を加えて実施することも可能であり、それらは何れも本発明の技術的範囲に含まれる。
【0077】
(溶接金属の形成)
以下に詳述するように、表1、表2に示すフラックス入りワイヤW1〜W40(残部:鉄および不可避不純物)を用い、図2に示す鋼材1同士をガスシールドアーク溶接して溶接金属3(表3、表4に示す溶接金属No.1〜40)を形成した。
【0078】
フラックス入りワイヤは、溶製して得られたシースの中にフラックスを入れてワイヤを作製し、φ1.2mmに伸線加工したものを使用した。表1には、シースとフラックスの成分組成を併せたフラックス入りワイヤの組成を示している。
【0079】
鋼材1としては、図2に示すように、板厚L2:20mm,開先形状(θ=45°のV型開先)を有する鋼板(溶接母材)を用い、鋼材同士を溶接した。鋼材の組成は、表5に示すとおりである。V形状の開先部の下部には、溶接母材1と同一の化学組成を有する裏当金2が配置されており、裏当金2が配置されている部分のギャップ幅(ルートギャップ)L1を12mmとした。
【0080】
溶接条件は、溶接電流:280A、アーク電圧:28〜30V、溶接速度:30cm/min程度、溶接姿勢:下向き、予熱・パス間温度:150℃±10℃とし、6層12パスのガスシールドアーク溶接を行なった。シールドガスとしては、CO2とArを体積比で20体積%:80体積%で混合した混合ガスを用いた。
【0081】
上記のようにして得られた溶接金属について、以下の特性を評価すると共に、酸化物の形態(酸化物を構成する金属元素の比率および個数)を前述した方法に基づいて測定した。
【0082】
(評価)
1.溶接金属の組成
溶接金属の組成は、溶接金属の中央部分について調べた。
【0083】
2.引張特性の評価
溶接金属の中央部分から、溶接線方向に引張試験片(JIS Z3111 A1号)を採取し、引張試験を実施した。詳細には、YSまでは15N/mm2/secの引張速度で実施し、それ以降破断までは20mm/minの引張速度で実施した(JIS Z2241に準拠)。引張試験片は3本ずつ採取し、これらの平均値を引張強度(TS)、降伏応力(YS)とした。
本実施例では、YS≧690MPaのものを高強度溶接金属と評価した。
【0084】
3.低温靭性の評価
図4に示すように、原質部(図中、A)及び再熱部(図中、B)の2ヶ所からシャルピー衝撃試験片(JIS Z3111 4号)を採取し、シャルピー衝撃試験を実施した。
再熱部A:パス会合部(再熱部を多量に含み、再熱部の割合が増加している部分)
原質部B:パス会合部から3mmずらした部分
(原質部を多量に含み、再熱部の割合が低下している部分)
シャルピー衝撃試験片は3本ずつ採取し、これらの平均値をシャルピー衝撃値(vE−40)とした。シャルピー衝撃値は、−40℃での吸収エネルギーを測定したときの値である。
本実施例では、原質部および再熱部のいずれにおいても、vE−40≧69Jのものを「低温靭性に優れる」と評価した。
【0085】
4.アシキュラーフェライトの体積率の測定
再熱部(前述した図4中、B)に含まれるアシキュラーフェライトを、SEM−EBSP(後方散乱電子線回折像)を用いて測定した。本実施例では、結晶方位差15°の境界を粒界として結晶粒界を測定し、円相当径が20μm以下のベイナイト組織を「アシキュラーフェライト」とみなし、再熱部中央部に含まれるアシキュラーフェライトを測定した。測定方法の詳細は、以下のとおりである。
【0086】
測定装置
測定装置として、EBSP検出器を備えたSEM(JEOL社製「JSM−5410」)を用い、検出、測定、解析等、EBSPに関するハードウエア及びソフトウエアはすべて、テクセムラボラトリーズ社(TSL)製OIM(Orientation Imaging MicroscopyTM)を採用した。測定に当たっては、測定試料を電解研磨した後、表層部(最表面部)を直ちに観察した(測定間隔は0.5μm)。
【0087】
5.ビード形状の評価
図3(a)に示すように立向上進溶接を実施した後のビード形状を肉眼で観察した。溶接条件は、以下のとおりである。
溶接電流:220A、アーク電圧:23V、溶接速度:14cm/min、予熱・パス間温度:150℃±10℃とし、6層12パスのガスシールドアーク溶接を行なった。シールドガスとしては、CO2とArを体積比で20体積%:80体積%で混合した混合ガスを用いた。
【0088】
ビード形状の評価は、図3(b)に示す溶接金属3の断面におけるL(脚長)とH(膨れ部分)との比を測定し、下記基準で評価した。H/Lの測定は、母材全長の任意の部分(合計5箇所)について行ない、その平均値をとってビード形状を評価した。
H/L≦0.15:○(ビード形状が良好である)
H/L>0.15:×(ビード形状が不良である)
これらの結果を表6、表7にまとめて示す。
【0089】
【表1】
【0090】
【表2】
【0091】
【表3】
【0092】
【表4】
【0093】
【表5】
【0094】
【表6】
【0095】
【表7】
【0096】
表6、表7より、以下のように考察することができる。
【0097】
まず、表6のNo.1〜20は、それぞれ、表1のフラックス入りワイヤW1〜W20を用い、溶接金属の組成が本発明の要件を満足する本発明例であり、690MPa以上の高強度(YS)を有しており、再熱部および原質部の両方において、−40℃域での低温靭性に優れていると共に、ビード形状も良好である。
【0098】
これに対し、表7のNo.21〜33、37〜40は、表2のフラックス入りワイヤW21〜W29、W37〜W40を用いたために、溶接金属の組成が本発明の要件のいずれかを満足しない比較例であり、以下の不具合を有している。
【0099】
No.21は、C量が多いワイヤW21を用いたために溶接金属中のC量が多い比較例であり、再熱部および原質部の低温靭性が低下した。
【0100】
No.22は、Si量が多いワイヤW22を用いたために溶接金属中のSi量が多い比較例であり、再熱部および原質部の低温靭性が低下した。
【0101】
No.23は、Mn量が少ないワイヤW23を用いたために溶接金属中のMn量が少ない比較例であり、酸化物中のMnの比率が少ないためにアシキュラーフェライトの生成が少なく、原質部の低温靭性が低下した。
【0102】
No.24は、Mn量が多いワイヤW24を用いたために溶接金属中のMn量が多い比較例であり、再熱部および原質部の低温靭性が低下した。
【0103】
No.25は、Al量が少ないワイヤW25を用いたために溶接金属中のAl量が少ない比較例であり、ビード形状が不良のため、組織、酸化物形態、および機械的特性の測定を行なわなかった。
【0104】
No.26は、Al量が多いワイヤW26を用いたために溶接金属中のAl量が多い比較例であり、再熱部および原質部の低温靭性が低下した。
【0105】
No.27は、Ti量が少ないワイヤW27を用いたために溶接金属中のTi量が少ない比較例であり、再熱部および原質部の低温靭性が低下した。
【0106】
No.28は、Ti量が多いワイヤW28を用いたために溶接金属中のTi量が多い比較例であり、酸化物中のTiの比率が多いためにアシキュラーフェライトの生成が少なく、原質部の低温靭性が低下した。
【0107】
No.29は、Mg量が多いワイヤW29を用いたために溶接金属中のO量が多い比較例であり、再熱部および原質部の低温靭性が低下した。
【0108】
No.30は、Cu量が多いワイヤW30を用いたために溶接金属中のCu量が多い例であり、再熱部および原質部の低温靭性が低下した。
【0109】
No.31は、Ni量が多いワイヤW31を用いたために溶接金属中のNi量が多い比較例であり、いずれも、再熱部および原質部の低温靭性が低下した。
【0110】
No.32は、Cuおよび/またはNiを全く含有せず、且つ、Cr量が多いワイヤW32を用いたために溶接金属中のCu量/Ni量が0であり、且つ、Cr量が多い例であり、再熱部および原質部の低温靭性が低下した。
【0111】
No.33は、Cuおよび/またはNiを全く含有せず、且つ、Mo量が多いワイヤW33を用いたために溶接金属中のCu量/Ni量が0であり、且つ、Mo量が多い例であり、再熱部および原質部の低温靭性が低下した。
【0112】
No.37は、Al量が少なくN量が多く、且つ、酸化物の組成がMnO=0%、Al2O3=0%でTiO2が多イワイヤW37を用いたために溶接金属中のAl量が少なくN量が多い比較例であり、酸化物中のTiの比率が多いためにアシキュラーフェライトの生成が少なく、原質部の低温靭性が低下した。
【0113】
No.38は、酸化物の組成がMnO無添加で、TiO2を多く添加したワイヤW38を用いたためにスラグ成分中のAl2O3量が少ない比較例であり、ビード形状が不良のため、組織、酸化物形態、および機械的特性の測定を行なわなかった。
【0114】
No.39は、酸化物の組成がAl2O3無添加でMnOが多いワイヤW39を用いたためにスラグ成分中のAl2O3量が少ない比較例であり、ビード形状が不良のため、組織、酸化物形態、および機械的特性の測定を行なわなかった。
【0115】
No.40は、CuもNiも全く含まないワイヤW40を用いたために溶接金属中の上記成分の含有量が0の比較例であり、強度が低下した。
【0116】
また、選択成分であるNb,V,Bの添加量が本発明の好ましい範囲を外れる下記の参考例は、以下の不具合を有している。
【0117】
No.34は、B量が多いワイヤW34を用いたために溶接金属中のB量が多い例であり、アシキュラーフェライトの生成が少なく、原質部の低温靭性が低下した。
【0118】
No.35は、Nb量が多いワイヤW35を用いたために溶接金属中のNb量が多い比較例であり、いずれも、再熱部および原質部の低温靭性が低下した。
【0119】
No.36は、V量が多いワイヤW36を用いたために溶接金属中のV量が多い例であり、再熱部および原質部の低温靭性が低下した。
【図面の簡単な説明】
【0120】
【図1】図1は、原質部と再熱部とが混在した多層構造を有する溶接金属を示す写真である。
【図2】図2は、実施例に用いた鋼板の開先形状を示す図である。
【図3】図3(a)は、ビード形状の評価に用いた立向上進溶接試験を模式的に示す図であり、図3(b)は、ビード形状の評価基準となるH/Lの測定位置を示す模式図である。
【図4】図4は、低温靭性の評価に用いたシャルピー衝撃試験片を説明する図である。
【符号の説明】
【0121】
1 母材
2 裏当金
3 溶接金属
【特許請求の範囲】
【請求項1】
再熱部と原質部とを含む多層構造を有しており、
質量%で、
C :0.02〜0.12%、
Si:0.1〜1.00%、
Mn:0.5〜3.0%、
Al:0.008〜0.05%、
Ti:0.005〜0.04%、
O :0.04〜0.10%、
N :0.0050%以下(0%を含まない)、
Cu:0.40〜2.0%、および/またはNi:0.5〜3.5%
を含有し、
残部:鉄および不可避不純物であり、
再熱部に含まれるアシキュラーフェライトは、体積率で50%以上であり、
溶接金属に含まれる最大径1.0〜5.0μmのAl−Si−Ti−Mn系酸化物を構成する金属元素の比率は、Al:5〜50原子%、Si:40原子%以下(0原子%を含む)、Ti:0.5〜10原子%、Mn:30〜90原子%の範囲内である(ただし、Al+Si+Ti+Mn=100原子%とする)ことを特徴とする低温靭性に優れた高強度溶接金属。
【請求項2】
更に、
Cr:2.0%以下(0%を含まない)、
Mo:1.0%以下(0%を含まない)、
Nb:0.03%以下(0%を含まない)、および
V:0.08%以下(0%を含まない)
よりなる群から選ばれる少なくとも1種を含有する請求項1に記載の溶接金属。
【請求項3】
更に、B:0.010%以下(0%を含まない)
を含有する請求項1または2に記載の溶接金属。
【請求項4】
請求項1〜3のいずれかに記載の溶接金属を含む溶接構造体。
【請求項1】
再熱部と原質部とを含む多層構造を有しており、
質量%で、
C :0.02〜0.12%、
Si:0.1〜1.00%、
Mn:0.5〜3.0%、
Al:0.008〜0.05%、
Ti:0.005〜0.04%、
O :0.04〜0.10%、
N :0.0050%以下(0%を含まない)、
Cu:0.40〜2.0%、および/またはNi:0.5〜3.5%
を含有し、
残部:鉄および不可避不純物であり、
再熱部に含まれるアシキュラーフェライトは、体積率で50%以上であり、
溶接金属に含まれる最大径1.0〜5.0μmのAl−Si−Ti−Mn系酸化物を構成する金属元素の比率は、Al:5〜50原子%、Si:40原子%以下(0原子%を含む)、Ti:0.5〜10原子%、Mn:30〜90原子%の範囲内である(ただし、Al+Si+Ti+Mn=100原子%とする)ことを特徴とする低温靭性に優れた高強度溶接金属。
【請求項2】
更に、
Cr:2.0%以下(0%を含まない)、
Mo:1.0%以下(0%を含まない)、
Nb:0.03%以下(0%を含まない)、および
V:0.08%以下(0%を含まない)
よりなる群から選ばれる少なくとも1種を含有する請求項1に記載の溶接金属。
【請求項3】
更に、B:0.010%以下(0%を含まない)
を含有する請求項1または2に記載の溶接金属。
【請求項4】
請求項1〜3のいずれかに記載の溶接金属を含む溶接構造体。
【図2】

【図3】
【図4】
【図1】
【図3】
【図4】
【図1】
【公開番号】特開2008−68274(P2008−68274A)
【公開日】平成20年3月27日(2008.3.27)
【国際特許分類】
【出願番号】特願2006−247272(P2006−247272)
【出願日】平成18年9月12日(2006.9.12)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成20年3月27日(2008.3.27)
【国際特許分類】
【出願日】平成18年9月12日(2006.9.12)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]