
低熱抵抗シート及びその製造方法
【課題】ガラスクロスによって補強された低熱抵抗シートにおいて、その低熱抵抗シートが固定される電子部品または放熱器と当該低熱抵抗シートとの間に入り込んだ空気がそのまま保持されて熱抵抗となるのを抑制すること。
【解決手段】低熱抵抗シート1は、ガラスクロス10の一方の面に熱伝導層30が、他方の面に粘着層20が、それぞれ積層されて構成されている。粘着層20の表面形状はガラスクロス10の前記他方の面に沿った凹凸を有している。このため、電子部品または放熱器に低熱抵抗シート1を載置したときには、前記凹凸の凹部に応じて、粘着層20に前記電子部品または放熱器との非接触部が形成される。この非接触部は、互いに連通することによって空気の排出経路を構成する。従って、粘着層20と電子部品または放熱器との間に空気が入り込んだとしても、その空気は、前記排出経路を通って排出される。
【解決手段】低熱抵抗シート1は、ガラスクロス10の一方の面に熱伝導層30が、他方の面に粘着層20が、それぞれ積層されて構成されている。粘着層20の表面形状はガラスクロス10の前記他方の面に沿った凹凸を有している。このため、電子部品または放熱器に低熱抵抗シート1を載置したときには、前記凹凸の凹部に応じて、粘着層20に前記電子部品または放熱器との非接触部が形成される。この非接触部は、互いに連通することによって空気の排出経路を構成する。従って、粘着層20と電子部品または放熱器との間に空気が入り込んだとしても、その空気は、前記排出経路を通って排出される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子部品等の発熱源からの放熱を促すため、その発熱源に対して接触するように配置して使用される低熱抵抗シートに関し、詳しくは、ガラスクロスによって補強された低熱抵抗シート、及びその低熱抵抗シートの製造方法に関する。
【背景技術】
【0002】
従来、シリコーンやアクリル樹脂等のエラストマに熱伝導フィラーを充填し、シート状に成形してなる低熱抵抗シートが考えられている。この種の低熱抵抗シートは、電気・電子装置の内部において、例えば発熱源となる電子部品と、ヒートシンクや筐体パネル等といった放熱器となる部品(以下、単に放熱器という)との間に介在させるように配置される。このように低熱抵抗シートを配置した場合、電子部品等が発生する熱を放熱器側へ良好に逃がすことができる。このため、この種の低熱抵抗シートは、例えばCPUの長寿命化等のために不可欠な素材として注目を集めている。
【0003】
また、この種の低熱抵抗シートは、元々隙間の小さい、いわゆる0距離の隙間に挿入して使用される場合があり、ガラスクロスを用いて低熱抵抗シートを補強することが提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−199880号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、このように小さい隙間に低熱抵抗シートを挿入して使用する場合、電子部品または放熱器のうち当該低熱抵抗シートが固定されるものとその低熱抵抗シートとの間に空気が入り込む場合がある。そして、当該入り込んだ空気が抜け出すことなくそのまま保持されると、その空気が熱抵抗となってしまう。特許文献1では、そのような空気の入り込み対する対策が何らなされていない。また、低熱抵抗シートの代わりにグリース等を使用することも考えられるが、その場合も、グリース等が粘性(タック性)を有するため、グリースに空気が入り込んでそのまま保持されることを回避することができなかったり、作業性やリペア性の影響により、使用できないケースもある。
【0006】
そこで、本発明は、ガラスクロスによって補強された低熱抵抗シートにおいて、その低熱抵抗シートが固定される電子部品または放熱器と当該低熱抵抗シートとの間に入り込んだ空気が抜け出すことなく、そのまま保持されて熱抵抗となるのを抑制することを目的としてなされた。
【課題を解決するための手段】
【0007】
前記目的を達するためになされた本発明の低熱抵抗シートは、ガラスクロスと、該ガラスクロスの一方の面に積層され、表面形状が平面状である熱伝導層と、前記ガラスクロスの他方の面に積層され、表面形状が前記ガラスクロスの他方の面に沿った凹凸を有する粘着層と、を備えたことを特徴としている。
【0008】
このように構成された本発明の低熱抵抗シートは、粘着層を介して電子部品または放熱器に固定して、電子部品と放熱器との間に挿入して使用される。ここで、粘着層は、ガラスクロスの他方の面に積層され、その表面形状は当該他方の面に沿った凹凸を有している。このため、前記電子部品または放熱器に本発明の低熱抵抗シートを載置したときには、前記凹凸の凹部に応じて、粘着層に前記電子部品または放熱器との非接触部が形成される。この非接触部は、互いに連通することによって空気の排出経路を構成する。
【0009】
従って、本発明では、粘着層と電子部品または放熱器との間に空気が入り込んだとしても、その空気は、前記非接触部に応じて形成された排出経路を通って排出される。そして、空気が排出されると前記排出経路も潰れて、前記粘着層と前記電子部品または放熱器とが密着する。よって、本発明の低熱抵抗シートが固定される電子部品または放熱器と当該低熱抵抗シートとの間に入り込んだ空気がそのまま保持されて熱抵抗となるのを良好に抑制することができる。また、電子部品等と低熱抵抗シートとの間に入り込んだ空気によって寸法変化が起こると基板等に予期せぬ圧力が加わる場合があるが、本発明ではそのような事態の発生も良好に抑制することができる。
【0010】
なお、本発明において、前記ガラスクロスはガラス繊維を平織りして構成され、そのガラスクロスを構成する各ガラス繊維の繊維束の幅Wとガラスクロスの単位面積当たりの質量(g/m2 )Tとガラス繊維のピッチPとが、縦糸も横糸も次の関係を満たしてもよい。
【0011】
0.6≦W/P≦0.9
100≦T≦110
前記W/Pが1.0に近いほど密なガラスクロスとなるため、強度に優れ凹凸も大きくなるので、前記排出経路も良好に形成され、間に入り込んだ空気を排出しやすくなる。ところが、W/P=1.0のガラスクロスは作成が困難であるため、W/Pは高くても0.9程度が現実的である。また、W/Pが0.6未満となると、前記凹凸がなだらかでガラスクロスの前記他方の面が平坦に近いものとなり、前記排出経路が十分に形成されずに空気の排出が困難となる場合がある。
【0012】
また、Tが前記範囲内であれば、前記排出経路が形成されやすく、ガラスクロスの柔軟性も確保される。Tが前記範囲を下回ると、前記凹凸がなだらかになって前記排出経路が十分に形成されずに空気の排出が困難となる場合がある。Tが前記範囲を上回ると熱伝導材としてガラスクロスが占める割合が多くなったり、凹凸が大きすぎたりして熱伝導性が却って低下する場合がある。そこで、前述のW,P,Tが前記関係を満たすようにすれば、前記入り込んだ空気がそのまま保持されて熱抵抗となるのを一層良好に抑制すると共に低熱抵抗シート自身の熱伝導性も確保され、電子部品等が発生する熱を放熱器側へ一層良好に逃がすことができる。
【0013】
また、前記粘着層の各部の厚さは、その厚さの平均値に対して±10%の範囲にあってもよい。その場合、ガラスクロスの前記他方の面の凹凸が粘着層の表面形状に良好に反映され、前述のように排出経路を形成して前記入り込んだ空気がそのまま保持されて熱抵抗となるのを一層良好に抑制することができる。
【0014】
また、前記粘着層を構成する粘着剤の粘度が、気温25℃,湿度50%の状態でブルックフィールド粘度計を用いて1000〜30000cPであってもよい。その場合、前記粘着剤が片面に塗布されたフィルムをラミネートすることで前記粘着層が容易に形成され、しかも、その粘着層の表面形状を前記他方の面に沿った凹凸形状とすることが容易にできる。
【0015】
また、当該低熱抵抗シートが前記粘着層を下にして平板上に載置されたときに、前記凹凸の凹部に対応して形成される前記平板との非接触部は、互いに連通すると共に前記低熱抵抗シートの外周雰囲気とも連通し、前記非接触部の面積は、前記平板との接触部の面積の10〜34%であってもよい。
【0016】
本発明の低熱抵抗シートが前記粘着層を下にして平板上に載置されたときに、前記凹凸の凹部に対応して形成される前記平板との非接触部は、前記排出経路となる。前記のように、その非接触部が互いに連通すると共に前記低熱抵抗シートの外周雰囲気とも連通し、その非接触部の面積が前記平板との接触部の面積の10〜34%であると、良好に前記排出経路が形成され、前記入り込んだ空気がそのまま保持されるのを一層良好に抑制することができる。なお、前記面積が前記範囲を下回ると、前記排出経路が十分に形成されずに空気の排出が困難となる場合がある。また、前記面積が前記範囲を上回ると、その排出経路内の空気がそのまま保持されてしまう場合がある。従って、前記非接触部の面積が前記接触部の面積の10〜34%であれば、前記入り込んだ空気がそのまま保持されて熱抵抗となるのを一層良好に抑制することができる。
【0017】
また、本発明の熱抵抗シートにおいて、前記ガラスクロスの一方の面に熱伝導材料を塗布することによって前記熱伝導層が形成され、続いて、粘着剤が塗布されたフィルムを当該粘着剤が塗布された面から前記ガラスクロスの他方の面にラミネートすることによって前記粘着層が形成されてもよい。
【0018】
この場合、ガラスクロスの一方の面に熱伝導材料を塗布することによって前記熱伝導層が形成され、続いて、粘着剤が塗布されたフィルムを当該粘着剤が塗布された面から前記ガラスクロスの他方の面にラミネートすることによって前記粘着層が形成される。前記塗布よりも先に前記ラミネートを行うと、粘着層の表面形状を前記他方の面に沿った凹凸形状とすることが困難な場合があるが、このように前記ラミネートよりも先に前記塗布を行うと、粘着層の表面形状を前記他方の面に沿った凹凸形状とすることが容易にできる。
【0019】
また、前記目的を達するためになされた本発明の製造方法は、ガラスクロスの一方の面に熱伝導材料を塗布することによって熱伝導層を形成し、続いて、粘着剤が塗布されたフィルムを当該粘着剤が塗布された面から前記ガラスクロスの他方の面にラミネートすることによって粘着層を形成することを特徴とする低熱抵抗シートの製造方法を要旨としている。
【0020】
この場合、ガラスクロスの一方の面に熱伝導材料を塗布することによって前記熱伝導層が形成され、続いて、粘着剤が塗布されたフィルムを当該粘着剤が塗布された面から前記ガラスクロスの他方の面にラミネートすることによって前記粘着層が形成される。前記塗布よりも先に前記ラミネートを行うと、粘着層の表面形状を前記他方の面に沿った凹凸形状とすることが困難な場合があるが、このように前記ラミネートよりも先に前記塗布を行うと、粘着層の表面形状を前記他方の面に沿った凹凸形状とすることが容易にできる。
【図面の簡単な説明】
【0021】
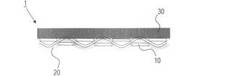
【図1】本発明が適用された低熱抵抗シートの構成を表す概略断面図である。
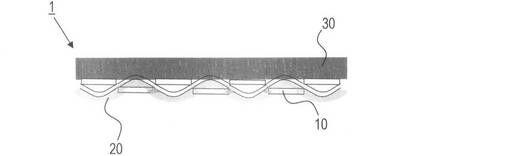
【図2】その低熱抵抗シートに用いられるガラスクロスの構成を表す平面図である。
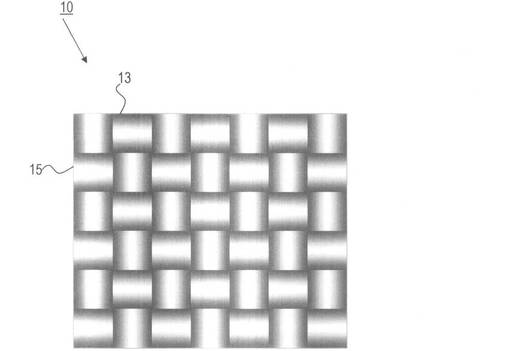
【図3】その低熱抵抗シートの製造方法を表す説明図である。
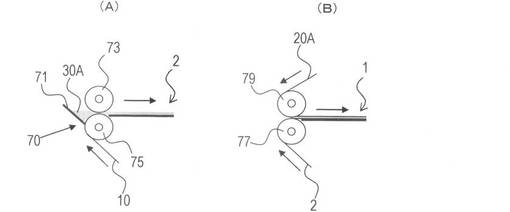
【図4】その熱抵抗シートの実施例の表面形状を表す顕微鏡写真である。
【発明を実施するための形態】
【0022】
次に、本発明の実施形態を説明する。図1は、本発明が適用された低熱抵抗シート1の構成を表す概略断面図である。図1に示すように、本実施形態の低熱抵抗シート1は、ガラスクロス10の一方の面に熱伝導層30が、他方の面に粘着層20が、それぞれ積層されて構成されている。
【0023】
図2は、ガラスクロス10の構成を表す平面図である。図2に示すように、ガラスクロス10は、ガラス繊維からなる横糸13と縦糸15とを平織りして構成されている。なお、本実施形態で使用するガラスクロス10は、図2に示すように、横糸13,縦糸15の繊維束の幅Wが共に等しく、横糸13,縦糸15のピッチP(平行する糸同士の間隔)も共に等しくされているが、幅W,ピッチPは横糸13と縦糸15とで異なってもよい。
【0024】
このように構成された低熱抵抗シート1は、粘着層20を介して電子部品または放熱器に(共に図示省略)固定して、電子部品と放熱器との間に挿入して使用される。ここで、粘着層20は、ガラスクロス10の前記他方の面に積層され、その表面形状は当該他方の面に沿った凹凸を有している。このため、前記電子部品または放熱器に本実施形態の低熱抵抗シート1を載置したときには、前記凹凸の凹部に応じて、粘着層20に前記電子部品または放熱器との非接触部が形成される。この非接触部は、互いに連通することによって空気の排出経路を構成する。
【0025】
従って、本実施形態では、粘着層20と電子部品または放熱器との間に空気が入り込んだとしても、その空気は、前記非接触部に応じて形成された排出経路を通って排出される。そして、空気が排出されると前記排出経路も潰れて、粘着層20と前記電子部品または放熱器とが密着する。よって、本実施形態の低熱抵抗シート1が固定される電子部品または放熱器と当該低熱抵抗シート1との間に入り込んだ空気がそのまま保持されて熱抵抗となるのを良好に抑制することができる。また、電子部品等と低熱抵抗シート1との間に入り込んだ空気によって寸法変化が起こると基板等に予期せぬ圧力が加わる場合があるが、本実施形態の低熱抵抗シート1ではそのような事態の発生も良好に抑制することができる。更に、ガラスクロス10によって低熱抵抗シート1が補強され、取り扱い性が向上することはいうまでもない。
【0026】
本実施形態では、以下の製造方法により低熱抵抗シート1を製造した。先ず、図3(A)に例示するようなコータ70を用いて、ガラスクロス10の一方の面に熱伝導層30を積層した。すなわち、コータ70では、ホッパ71に一対のロール73,75が対向配置され、そのホッパ71には、未加硫のエラストマ等からなる熱伝導材料30Aが挿入される。また、一方のロール75の表面には図示省略した他のドラムに巻回された帯状のガラスクロス10が供給される。このため、熱伝導材料30Aは、ガラスクロス10の一方の面と接触してロール73,75の間に挿入され、そのガラスクロス10の一方の面に塗布される。ガラスクロス10の前記一方の面に塗布された、熱伝導材料30Aは、図示省略した加硫装置によって加硫されて熱伝導層30となり、それによって、ガラスクロス10の一方の面に熱伝導層30が積層された帯状の積層体2が得られる。
【0027】
続いて、この積層体2は、ラミネートの手法によってガラスクロス10の他方の面に粘着層20が積層される。すなわち、図3(B)に例示するように、積層体2は、未養生の粘着テープ20Aと共に、一対のラミネートロール77,79の間に挿入される。ここで、ラミネートロール77には、積層体2がガラスクロス10の側を外側にして供給され、ラミネートロール79には、粘着テープ20Aが、その粘着テープ20Aを構成するフィルムに粘着剤が塗布された側を外側にして供給される。すると、両者がラミネートロール77,79の間を通過する間に、ガラスクロス10の他方の面に、粘着テープ20Aの粘着剤が積層されて粘着層20を構成し、低熱抵抗シート1が得られる。
【0028】
なお、本願出願人は、前述のように図3(A)に例示するコータ70による塗布工程の後に図3(B)に例示するラミネートの工程を行った場合はガラスクロス10の前記他方の面の凹凸に応じてその凹凸と同様の凹凸が粘着層20の表面に形成されるが、工程を逆にすると粘着層20の表面に凹凸が形成されにくいことを発見した。すなわち、前記工程の順序は、本実施形態の低熱抵抗シート1を製造する際に重要なファクターとなる。
【実施例】
【0029】
次に、熱伝導材料として、日本触媒製のアクリルモノマーを含む架橋剤を併せたアクリルポリマーに対し、昭和電工製の平均粒径18μmのアルミナを82wt%添加したもので熱伝導率1.5W/(m・K)のものを使用すると共に、粘着剤として、気温25℃,湿度50%の状態でブルックフィールド粘度計を用いて1000〜30000cPの粘度を有する一般的なものを使用して、前記製造方法により低熱抵抗シート1を製造した。なお、得られた低熱抵抗シート1の粘着層20も粘着剤と同様の前記粘度を有しているものと考えられる。また、粘着層20の厚さ(塗工厚)は、コータ70を調整することにより10μm,20μm,50μm,70μmと種々に変更した。また、繊維束の幅W/ピッチPの値は、市販のガラスクロスに対してガラス繊維同士を寄せ集めたり離したりすることによって種々に変更した。その結果、W/Pの値と粘着層20の塗工厚とによって、前記排出経路の経路幅が次のように変化することが分かった。結果を表1に示す。
【0030】
【表1】

【0031】
表1に示すように、W/Pが0.6未満となると、ガラスクロス10の前記他方の面が平坦に近いものとなり、前記排出経路が十分に形成されずに空気の排出が困難となる場合があることが分かった。また、W/Pが0.6で塗工厚20μmの際に接触面積が低熱抵抗シート1の外形全体の75%、W/Pが0.9で塗工厚50μmの際に接触面積が90%となった。塗工厚が20μm未満ではラミネートの際に粘着層20がガラスクロス10の凹凸面に追従しなかったり伸びてしまったりして前記排出経路が形成できず、50μmを超えると凹凸がならされてしまって前記排出経路ができない場合があった。なお、粘着剤の粘度等を調整することにより、これらの条件は変更できる可能性がある。
【0032】
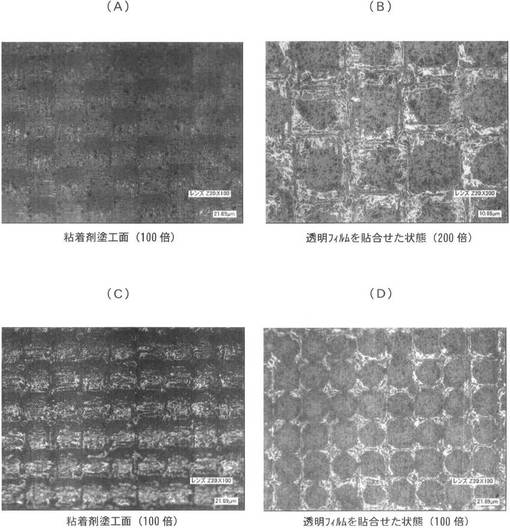
図4(A)は、前記実施例のうち、W/P≒0.6のガラスクロス10を用いて粘着層20の塗工厚を20μmとした場合の低熱抵抗シート1を、粘着層20側から見た顕微鏡写真(100倍)である。また、図4(B)は、その低熱抵抗シート1の粘着層20の表面に透明フィルムを貼り合わせた状態を表す顕微鏡写真(200倍)である。更に、図4(C)は、W/P≒0.9のガラスクロス10を用いて粘着層20の塗工厚を50μmとした場合の低熱抵抗シート1を、粘着層20側から見た顕微鏡写真(100倍)である。また、図4(D)は、その低熱抵抗シート1の粘着層20の表面に透明フィルムを貼り合わせた状態を表す顕微鏡写真(100倍)である。いずれの場合も、低熱抵抗シート1と電子部品または放熱器との間に入り込んだ空気を排出するための排出経路が良好に形成されていることが分かる。
【0033】
次に、前述の熱伝導材料を使用すると共に、ガラスクロス10の厚さや粘着層20の厚さを種々に変更して、低熱抵抗シート1の実施例を製造し、熱特性を評価した。なお、以下の実施例において使用した材料は次の通りである。
・ガラスクロスA:商品名「グラスファイバー」日東紡製、W/P≒0.6、100g/m2 、厚さt=0.1mm
・ガラスクロスB:商品名「生機クロス」ユニチカ製、W/P≒0.9、110g/m2 、厚さt=0.1mm
・ガラスクロスC:商品名「生機クロス」ユニチカ製、W/P≒0.6、128g/m2 、厚さt=0.13mm
[基準サンプル(比較例)]
前記熱伝導材料をガラスクロスAの一方の面に0.1mmの厚さで塗布(塗工)し、更に、厚さ20μmの粘着層20を形成した。但し、この基準サンプルでは、熱伝導材料をガラスクロスの片面に直接塗工した後に、更に、粘着層を直接塗工することで形成するといった製造方法を採用することにより、粘着層20の表面形状を剥離紙に沿った平滑形状とした。
【0034】
[実施例1]
前記熱伝導材料をガラスクロスAの一方の面に0.1mmの厚さで塗布(塗工)し、更に、厚さ20μmの粘着層20を形成した。この実施例1では、図3を用いて説明した前述の製造方法を採用することにより、粘着層20の表面形状にガラスクロス10の前記他方の面に沿った凹凸を設けることができた。
【0035】
[実施例2]
前記熱伝導材料をガラスクロスBの一方の面に0.1mmの厚さで塗布(塗工)し、更に、厚さ50μmの粘着層20を形成した。この実施例2でも、図3を用いて説明した前述の製造方法を採用することにより、粘着層20の表面形状にガラスクロス10の前記他方の面に沿った凹凸を設けることができた。
【0036】
[実施例3]
前記熱伝導材料をガラスクロスCの一方の面に0.1mmの厚さで塗布(塗工)し、更に、厚さ20μmの粘着層20を形成した。この実施例3でも、図3を用いて説明した前述の製造方法を採用することにより、粘着層20の表面形状にガラスクロス10の前記他方の面に沿った凹凸を設けることができた。
【0037】
これらの実施例に対する熱特性の評価は、次のように、ASTMD5470に準拠して行った。すなわち、ヒーターの埋め込まれた直方体の銅製治具(□25mm)と冷却ユニットを有する直方体の銅製治具(□25mm)の間にサンプル(□25mm,総厚t0.3mm)を挟み、500gの荷重を掛けた状態とした。ヒーターに電力20Wをかけて30分間保持し、サンプルを挟んだ両銅製治具の温度差(Δ℃)を測定した。また、その温度差の測定も、銅製治具とサンプル(低熱抵抗シート1等)との間に入り込んだ空気(気泡)をスキージにより逃がしてサンプルを設置した場合と、銅製治具とサンプルとの間に故意に空気(気泡)を入り込ませて(噛み込ませて)設置した場合とで行った。結果を表2に示す。
【0038】
【表2】
【0039】
表2に示すように粘着層20の表面形状が平滑な基準サンプルでは、治具との間に空気が入り込むと容易に排出できないため、貼り方によって熱伝導性が大きく変化した。これに対して、実施例1〜3では、前述のように治具との間に入り込んだ空気を容易に排出することができるため、貼り方による熱伝導性の変化は小さかった。また、実施例1,2は、スキージにより気泡を逃がして設置した基準サンプルと比較しても温度差が1℃も変わらず、貼り方によらず良好な熱伝導性を呈することが分かった。なお、実施例3は、比較的熱伝導性が低いが、基準サンプルも同程度の厚みに形成すれば同程度の熱伝導性となるものと推察される。
【0040】
以上説明したように、本実施形態の低熱抵抗シート1は、電子部品または放熱器との間に入り込んだ空気を排出することによって良好な熱伝導性を呈し、特に、前述のW/Pが0.6≦W/P≦0.9の範囲に入り、ガラスクロス10の単位面積当たりの質量(g/m2 )Tが100≦T≦110の範囲に入る場合は、前記入り込んだ空気がそのまま保持されて熱抵抗となるのを一層良好に抑制すると共に低熱抵抗シート1自身の熱伝導性も確保され、電子部品等が発生する熱を放熱器側へ一層良好に逃がすことができる。
【0041】
なお、本発明は前記実施形態に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲で種々の形態で実施することができる。例えば、前記実施形態では、扁平な断面を有するガラス繊維を平織りしたガラスクロス10を使用しているが、ガラス繊維の断面は円形であってもよく、ガラス繊維が綾織り,朱子織り等の他の織り方で織られたガラスクロス10を使用してもよい。
【符号の説明】
【0042】
1…低熱抵抗シート 2…積層体 10…ガラスクロス
13…横糸 15…縦糸 20…粘着層
20A…粘着テープ 30…熱伝導層 30A…熱伝導材料
70…コータ 71…ホッパ 73,75…ロール
77,79…ラミネートロール
【技術分野】
【0001】
本発明は、電子部品等の発熱源からの放熱を促すため、その発熱源に対して接触するように配置して使用される低熱抵抗シートに関し、詳しくは、ガラスクロスによって補強された低熱抵抗シート、及びその低熱抵抗シートの製造方法に関する。
【背景技術】
【0002】
従来、シリコーンやアクリル樹脂等のエラストマに熱伝導フィラーを充填し、シート状に成形してなる低熱抵抗シートが考えられている。この種の低熱抵抗シートは、電気・電子装置の内部において、例えば発熱源となる電子部品と、ヒートシンクや筐体パネル等といった放熱器となる部品(以下、単に放熱器という)との間に介在させるように配置される。このように低熱抵抗シートを配置した場合、電子部品等が発生する熱を放熱器側へ良好に逃がすことができる。このため、この種の低熱抵抗シートは、例えばCPUの長寿命化等のために不可欠な素材として注目を集めている。
【0003】
また、この種の低熱抵抗シートは、元々隙間の小さい、いわゆる0距離の隙間に挿入して使用される場合があり、ガラスクロスを用いて低熱抵抗シートを補強することが提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−199880号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、このように小さい隙間に低熱抵抗シートを挿入して使用する場合、電子部品または放熱器のうち当該低熱抵抗シートが固定されるものとその低熱抵抗シートとの間に空気が入り込む場合がある。そして、当該入り込んだ空気が抜け出すことなくそのまま保持されると、その空気が熱抵抗となってしまう。特許文献1では、そのような空気の入り込み対する対策が何らなされていない。また、低熱抵抗シートの代わりにグリース等を使用することも考えられるが、その場合も、グリース等が粘性(タック性)を有するため、グリースに空気が入り込んでそのまま保持されることを回避することができなかったり、作業性やリペア性の影響により、使用できないケースもある。
【0006】
そこで、本発明は、ガラスクロスによって補強された低熱抵抗シートにおいて、その低熱抵抗シートが固定される電子部品または放熱器と当該低熱抵抗シートとの間に入り込んだ空気が抜け出すことなく、そのまま保持されて熱抵抗となるのを抑制することを目的としてなされた。
【課題を解決するための手段】
【0007】
前記目的を達するためになされた本発明の低熱抵抗シートは、ガラスクロスと、該ガラスクロスの一方の面に積層され、表面形状が平面状である熱伝導層と、前記ガラスクロスの他方の面に積層され、表面形状が前記ガラスクロスの他方の面に沿った凹凸を有する粘着層と、を備えたことを特徴としている。
【0008】
このように構成された本発明の低熱抵抗シートは、粘着層を介して電子部品または放熱器に固定して、電子部品と放熱器との間に挿入して使用される。ここで、粘着層は、ガラスクロスの他方の面に積層され、その表面形状は当該他方の面に沿った凹凸を有している。このため、前記電子部品または放熱器に本発明の低熱抵抗シートを載置したときには、前記凹凸の凹部に応じて、粘着層に前記電子部品または放熱器との非接触部が形成される。この非接触部は、互いに連通することによって空気の排出経路を構成する。
【0009】
従って、本発明では、粘着層と電子部品または放熱器との間に空気が入り込んだとしても、その空気は、前記非接触部に応じて形成された排出経路を通って排出される。そして、空気が排出されると前記排出経路も潰れて、前記粘着層と前記電子部品または放熱器とが密着する。よって、本発明の低熱抵抗シートが固定される電子部品または放熱器と当該低熱抵抗シートとの間に入り込んだ空気がそのまま保持されて熱抵抗となるのを良好に抑制することができる。また、電子部品等と低熱抵抗シートとの間に入り込んだ空気によって寸法変化が起こると基板等に予期せぬ圧力が加わる場合があるが、本発明ではそのような事態の発生も良好に抑制することができる。
【0010】
なお、本発明において、前記ガラスクロスはガラス繊維を平織りして構成され、そのガラスクロスを構成する各ガラス繊維の繊維束の幅Wとガラスクロスの単位面積当たりの質量(g/m2 )Tとガラス繊維のピッチPとが、縦糸も横糸も次の関係を満たしてもよい。
【0011】
0.6≦W/P≦0.9
100≦T≦110
前記W/Pが1.0に近いほど密なガラスクロスとなるため、強度に優れ凹凸も大きくなるので、前記排出経路も良好に形成され、間に入り込んだ空気を排出しやすくなる。ところが、W/P=1.0のガラスクロスは作成が困難であるため、W/Pは高くても0.9程度が現実的である。また、W/Pが0.6未満となると、前記凹凸がなだらかでガラスクロスの前記他方の面が平坦に近いものとなり、前記排出経路が十分に形成されずに空気の排出が困難となる場合がある。
【0012】
また、Tが前記範囲内であれば、前記排出経路が形成されやすく、ガラスクロスの柔軟性も確保される。Tが前記範囲を下回ると、前記凹凸がなだらかになって前記排出経路が十分に形成されずに空気の排出が困難となる場合がある。Tが前記範囲を上回ると熱伝導材としてガラスクロスが占める割合が多くなったり、凹凸が大きすぎたりして熱伝導性が却って低下する場合がある。そこで、前述のW,P,Tが前記関係を満たすようにすれば、前記入り込んだ空気がそのまま保持されて熱抵抗となるのを一層良好に抑制すると共に低熱抵抗シート自身の熱伝導性も確保され、電子部品等が発生する熱を放熱器側へ一層良好に逃がすことができる。
【0013】
また、前記粘着層の各部の厚さは、その厚さの平均値に対して±10%の範囲にあってもよい。その場合、ガラスクロスの前記他方の面の凹凸が粘着層の表面形状に良好に反映され、前述のように排出経路を形成して前記入り込んだ空気がそのまま保持されて熱抵抗となるのを一層良好に抑制することができる。
【0014】
また、前記粘着層を構成する粘着剤の粘度が、気温25℃,湿度50%の状態でブルックフィールド粘度計を用いて1000〜30000cPであってもよい。その場合、前記粘着剤が片面に塗布されたフィルムをラミネートすることで前記粘着層が容易に形成され、しかも、その粘着層の表面形状を前記他方の面に沿った凹凸形状とすることが容易にできる。
【0015】
また、当該低熱抵抗シートが前記粘着層を下にして平板上に載置されたときに、前記凹凸の凹部に対応して形成される前記平板との非接触部は、互いに連通すると共に前記低熱抵抗シートの外周雰囲気とも連通し、前記非接触部の面積は、前記平板との接触部の面積の10〜34%であってもよい。
【0016】
本発明の低熱抵抗シートが前記粘着層を下にして平板上に載置されたときに、前記凹凸の凹部に対応して形成される前記平板との非接触部は、前記排出経路となる。前記のように、その非接触部が互いに連通すると共に前記低熱抵抗シートの外周雰囲気とも連通し、その非接触部の面積が前記平板との接触部の面積の10〜34%であると、良好に前記排出経路が形成され、前記入り込んだ空気がそのまま保持されるのを一層良好に抑制することができる。なお、前記面積が前記範囲を下回ると、前記排出経路が十分に形成されずに空気の排出が困難となる場合がある。また、前記面積が前記範囲を上回ると、その排出経路内の空気がそのまま保持されてしまう場合がある。従って、前記非接触部の面積が前記接触部の面積の10〜34%であれば、前記入り込んだ空気がそのまま保持されて熱抵抗となるのを一層良好に抑制することができる。
【0017】
また、本発明の熱抵抗シートにおいて、前記ガラスクロスの一方の面に熱伝導材料を塗布することによって前記熱伝導層が形成され、続いて、粘着剤が塗布されたフィルムを当該粘着剤が塗布された面から前記ガラスクロスの他方の面にラミネートすることによって前記粘着層が形成されてもよい。
【0018】
この場合、ガラスクロスの一方の面に熱伝導材料を塗布することによって前記熱伝導層が形成され、続いて、粘着剤が塗布されたフィルムを当該粘着剤が塗布された面から前記ガラスクロスの他方の面にラミネートすることによって前記粘着層が形成される。前記塗布よりも先に前記ラミネートを行うと、粘着層の表面形状を前記他方の面に沿った凹凸形状とすることが困難な場合があるが、このように前記ラミネートよりも先に前記塗布を行うと、粘着層の表面形状を前記他方の面に沿った凹凸形状とすることが容易にできる。
【0019】
また、前記目的を達するためになされた本発明の製造方法は、ガラスクロスの一方の面に熱伝導材料を塗布することによって熱伝導層を形成し、続いて、粘着剤が塗布されたフィルムを当該粘着剤が塗布された面から前記ガラスクロスの他方の面にラミネートすることによって粘着層を形成することを特徴とする低熱抵抗シートの製造方法を要旨としている。
【0020】
この場合、ガラスクロスの一方の面に熱伝導材料を塗布することによって前記熱伝導層が形成され、続いて、粘着剤が塗布されたフィルムを当該粘着剤が塗布された面から前記ガラスクロスの他方の面にラミネートすることによって前記粘着層が形成される。前記塗布よりも先に前記ラミネートを行うと、粘着層の表面形状を前記他方の面に沿った凹凸形状とすることが困難な場合があるが、このように前記ラミネートよりも先に前記塗布を行うと、粘着層の表面形状を前記他方の面に沿った凹凸形状とすることが容易にできる。
【図面の簡単な説明】
【0021】
【図1】本発明が適用された低熱抵抗シートの構成を表す概略断面図である。
【図2】その低熱抵抗シートに用いられるガラスクロスの構成を表す平面図である。
【図3】その低熱抵抗シートの製造方法を表す説明図である。
【図4】その熱抵抗シートの実施例の表面形状を表す顕微鏡写真である。
【発明を実施するための形態】
【0022】
次に、本発明の実施形態を説明する。図1は、本発明が適用された低熱抵抗シート1の構成を表す概略断面図である。図1に示すように、本実施形態の低熱抵抗シート1は、ガラスクロス10の一方の面に熱伝導層30が、他方の面に粘着層20が、それぞれ積層されて構成されている。
【0023】
図2は、ガラスクロス10の構成を表す平面図である。図2に示すように、ガラスクロス10は、ガラス繊維からなる横糸13と縦糸15とを平織りして構成されている。なお、本実施形態で使用するガラスクロス10は、図2に示すように、横糸13,縦糸15の繊維束の幅Wが共に等しく、横糸13,縦糸15のピッチP(平行する糸同士の間隔)も共に等しくされているが、幅W,ピッチPは横糸13と縦糸15とで異なってもよい。
【0024】
このように構成された低熱抵抗シート1は、粘着層20を介して電子部品または放熱器に(共に図示省略)固定して、電子部品と放熱器との間に挿入して使用される。ここで、粘着層20は、ガラスクロス10の前記他方の面に積層され、その表面形状は当該他方の面に沿った凹凸を有している。このため、前記電子部品または放熱器に本実施形態の低熱抵抗シート1を載置したときには、前記凹凸の凹部に応じて、粘着層20に前記電子部品または放熱器との非接触部が形成される。この非接触部は、互いに連通することによって空気の排出経路を構成する。
【0025】
従って、本実施形態では、粘着層20と電子部品または放熱器との間に空気が入り込んだとしても、その空気は、前記非接触部に応じて形成された排出経路を通って排出される。そして、空気が排出されると前記排出経路も潰れて、粘着層20と前記電子部品または放熱器とが密着する。よって、本実施形態の低熱抵抗シート1が固定される電子部品または放熱器と当該低熱抵抗シート1との間に入り込んだ空気がそのまま保持されて熱抵抗となるのを良好に抑制することができる。また、電子部品等と低熱抵抗シート1との間に入り込んだ空気によって寸法変化が起こると基板等に予期せぬ圧力が加わる場合があるが、本実施形態の低熱抵抗シート1ではそのような事態の発生も良好に抑制することができる。更に、ガラスクロス10によって低熱抵抗シート1が補強され、取り扱い性が向上することはいうまでもない。
【0026】
本実施形態では、以下の製造方法により低熱抵抗シート1を製造した。先ず、図3(A)に例示するようなコータ70を用いて、ガラスクロス10の一方の面に熱伝導層30を積層した。すなわち、コータ70では、ホッパ71に一対のロール73,75が対向配置され、そのホッパ71には、未加硫のエラストマ等からなる熱伝導材料30Aが挿入される。また、一方のロール75の表面には図示省略した他のドラムに巻回された帯状のガラスクロス10が供給される。このため、熱伝導材料30Aは、ガラスクロス10の一方の面と接触してロール73,75の間に挿入され、そのガラスクロス10の一方の面に塗布される。ガラスクロス10の前記一方の面に塗布された、熱伝導材料30Aは、図示省略した加硫装置によって加硫されて熱伝導層30となり、それによって、ガラスクロス10の一方の面に熱伝導層30が積層された帯状の積層体2が得られる。
【0027】
続いて、この積層体2は、ラミネートの手法によってガラスクロス10の他方の面に粘着層20が積層される。すなわち、図3(B)に例示するように、積層体2は、未養生の粘着テープ20Aと共に、一対のラミネートロール77,79の間に挿入される。ここで、ラミネートロール77には、積層体2がガラスクロス10の側を外側にして供給され、ラミネートロール79には、粘着テープ20Aが、その粘着テープ20Aを構成するフィルムに粘着剤が塗布された側を外側にして供給される。すると、両者がラミネートロール77,79の間を通過する間に、ガラスクロス10の他方の面に、粘着テープ20Aの粘着剤が積層されて粘着層20を構成し、低熱抵抗シート1が得られる。
【0028】
なお、本願出願人は、前述のように図3(A)に例示するコータ70による塗布工程の後に図3(B)に例示するラミネートの工程を行った場合はガラスクロス10の前記他方の面の凹凸に応じてその凹凸と同様の凹凸が粘着層20の表面に形成されるが、工程を逆にすると粘着層20の表面に凹凸が形成されにくいことを発見した。すなわち、前記工程の順序は、本実施形態の低熱抵抗シート1を製造する際に重要なファクターとなる。
【実施例】
【0029】
次に、熱伝導材料として、日本触媒製のアクリルモノマーを含む架橋剤を併せたアクリルポリマーに対し、昭和電工製の平均粒径18μmのアルミナを82wt%添加したもので熱伝導率1.5W/(m・K)のものを使用すると共に、粘着剤として、気温25℃,湿度50%の状態でブルックフィールド粘度計を用いて1000〜30000cPの粘度を有する一般的なものを使用して、前記製造方法により低熱抵抗シート1を製造した。なお、得られた低熱抵抗シート1の粘着層20も粘着剤と同様の前記粘度を有しているものと考えられる。また、粘着層20の厚さ(塗工厚)は、コータ70を調整することにより10μm,20μm,50μm,70μmと種々に変更した。また、繊維束の幅W/ピッチPの値は、市販のガラスクロスに対してガラス繊維同士を寄せ集めたり離したりすることによって種々に変更した。その結果、W/Pの値と粘着層20の塗工厚とによって、前記排出経路の経路幅が次のように変化することが分かった。結果を表1に示す。
【0030】
【表1】
【0031】
表1に示すように、W/Pが0.6未満となると、ガラスクロス10の前記他方の面が平坦に近いものとなり、前記排出経路が十分に形成されずに空気の排出が困難となる場合があることが分かった。また、W/Pが0.6で塗工厚20μmの際に接触面積が低熱抵抗シート1の外形全体の75%、W/Pが0.9で塗工厚50μmの際に接触面積が90%となった。塗工厚が20μm未満ではラミネートの際に粘着層20がガラスクロス10の凹凸面に追従しなかったり伸びてしまったりして前記排出経路が形成できず、50μmを超えると凹凸がならされてしまって前記排出経路ができない場合があった。なお、粘着剤の粘度等を調整することにより、これらの条件は変更できる可能性がある。
【0032】
図4(A)は、前記実施例のうち、W/P≒0.6のガラスクロス10を用いて粘着層20の塗工厚を20μmとした場合の低熱抵抗シート1を、粘着層20側から見た顕微鏡写真(100倍)である。また、図4(B)は、その低熱抵抗シート1の粘着層20の表面に透明フィルムを貼り合わせた状態を表す顕微鏡写真(200倍)である。更に、図4(C)は、W/P≒0.9のガラスクロス10を用いて粘着層20の塗工厚を50μmとした場合の低熱抵抗シート1を、粘着層20側から見た顕微鏡写真(100倍)である。また、図4(D)は、その低熱抵抗シート1の粘着層20の表面に透明フィルムを貼り合わせた状態を表す顕微鏡写真(100倍)である。いずれの場合も、低熱抵抗シート1と電子部品または放熱器との間に入り込んだ空気を排出するための排出経路が良好に形成されていることが分かる。
【0033】
次に、前述の熱伝導材料を使用すると共に、ガラスクロス10の厚さや粘着層20の厚さを種々に変更して、低熱抵抗シート1の実施例を製造し、熱特性を評価した。なお、以下の実施例において使用した材料は次の通りである。
・ガラスクロスA:商品名「グラスファイバー」日東紡製、W/P≒0.6、100g/m2 、厚さt=0.1mm
・ガラスクロスB:商品名「生機クロス」ユニチカ製、W/P≒0.9、110g/m2 、厚さt=0.1mm
・ガラスクロスC:商品名「生機クロス」ユニチカ製、W/P≒0.6、128g/m2 、厚さt=0.13mm
[基準サンプル(比較例)]
前記熱伝導材料をガラスクロスAの一方の面に0.1mmの厚さで塗布(塗工)し、更に、厚さ20μmの粘着層20を形成した。但し、この基準サンプルでは、熱伝導材料をガラスクロスの片面に直接塗工した後に、更に、粘着層を直接塗工することで形成するといった製造方法を採用することにより、粘着層20の表面形状を剥離紙に沿った平滑形状とした。
【0034】
[実施例1]
前記熱伝導材料をガラスクロスAの一方の面に0.1mmの厚さで塗布(塗工)し、更に、厚さ20μmの粘着層20を形成した。この実施例1では、図3を用いて説明した前述の製造方法を採用することにより、粘着層20の表面形状にガラスクロス10の前記他方の面に沿った凹凸を設けることができた。
【0035】
[実施例2]
前記熱伝導材料をガラスクロスBの一方の面に0.1mmの厚さで塗布(塗工)し、更に、厚さ50μmの粘着層20を形成した。この実施例2でも、図3を用いて説明した前述の製造方法を採用することにより、粘着層20の表面形状にガラスクロス10の前記他方の面に沿った凹凸を設けることができた。
【0036】
[実施例3]
前記熱伝導材料をガラスクロスCの一方の面に0.1mmの厚さで塗布(塗工)し、更に、厚さ20μmの粘着層20を形成した。この実施例3でも、図3を用いて説明した前述の製造方法を採用することにより、粘着層20の表面形状にガラスクロス10の前記他方の面に沿った凹凸を設けることができた。
【0037】
これらの実施例に対する熱特性の評価は、次のように、ASTMD5470に準拠して行った。すなわち、ヒーターの埋め込まれた直方体の銅製治具(□25mm)と冷却ユニットを有する直方体の銅製治具(□25mm)の間にサンプル(□25mm,総厚t0.3mm)を挟み、500gの荷重を掛けた状態とした。ヒーターに電力20Wをかけて30分間保持し、サンプルを挟んだ両銅製治具の温度差(Δ℃)を測定した。また、その温度差の測定も、銅製治具とサンプル(低熱抵抗シート1等)との間に入り込んだ空気(気泡)をスキージにより逃がしてサンプルを設置した場合と、銅製治具とサンプルとの間に故意に空気(気泡)を入り込ませて(噛み込ませて)設置した場合とで行った。結果を表2に示す。
【0038】
【表2】
【0039】
表2に示すように粘着層20の表面形状が平滑な基準サンプルでは、治具との間に空気が入り込むと容易に排出できないため、貼り方によって熱伝導性が大きく変化した。これに対して、実施例1〜3では、前述のように治具との間に入り込んだ空気を容易に排出することができるため、貼り方による熱伝導性の変化は小さかった。また、実施例1,2は、スキージにより気泡を逃がして設置した基準サンプルと比較しても温度差が1℃も変わらず、貼り方によらず良好な熱伝導性を呈することが分かった。なお、実施例3は、比較的熱伝導性が低いが、基準サンプルも同程度の厚みに形成すれば同程度の熱伝導性となるものと推察される。
【0040】
以上説明したように、本実施形態の低熱抵抗シート1は、電子部品または放熱器との間に入り込んだ空気を排出することによって良好な熱伝導性を呈し、特に、前述のW/Pが0.6≦W/P≦0.9の範囲に入り、ガラスクロス10の単位面積当たりの質量(g/m2 )Tが100≦T≦110の範囲に入る場合は、前記入り込んだ空気がそのまま保持されて熱抵抗となるのを一層良好に抑制すると共に低熱抵抗シート1自身の熱伝導性も確保され、電子部品等が発生する熱を放熱器側へ一層良好に逃がすことができる。
【0041】
なお、本発明は前記実施形態に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲で種々の形態で実施することができる。例えば、前記実施形態では、扁平な断面を有するガラス繊維を平織りしたガラスクロス10を使用しているが、ガラス繊維の断面は円形であってもよく、ガラス繊維が綾織り,朱子織り等の他の織り方で織られたガラスクロス10を使用してもよい。
【符号の説明】
【0042】
1…低熱抵抗シート 2…積層体 10…ガラスクロス
13…横糸 15…縦糸 20…粘着層
20A…粘着テープ 30…熱伝導層 30A…熱伝導材料
70…コータ 71…ホッパ 73,75…ロール
77,79…ラミネートロール
【特許請求の範囲】
【請求項1】
ガラスクロスと、
該ガラスクロスの一方の面に積層され、表面形状が平面状である熱伝導層と、
前記ガラスクロスの他方の面に積層され、表面形状が前記ガラスクロスの他方の面に沿った凹凸を有する粘着層と、
を備えたことを特徴とする低熱抵抗シート。
【請求項2】
前記ガラスクロスはガラス繊維を平織りして構成され、そのガラスクロスを構成する各ガラス繊維の繊維束の幅Wとガラスクロスの単位面積当たりの質量(g/m2 )Tとガラス繊維のピッチPとが、縦糸も横糸も次の関係を満たすことを特徴とする請求項1に記載の低熱抵抗シート。
0.6≦W/P≦0.9
100≦T≦110
【請求項3】
前記粘着層の各部の厚さは、その厚さの平均値に対して±10%の範囲にあることを特徴とする請求項1または2に記載の低熱抵抗シート。
【請求項4】
前記粘着層を構成する粘着剤の粘度が、気温25℃,湿度50%の状態でブルックフィールド粘度計を用いて1000〜30000cPであることを特徴とする請求項2〜3の何れか1項に記載の低熱抵抗シート。
【請求項5】
当該低熱抵抗シートが前記粘着層を下にして平板上に載置されたときに、前記凹凸の凹部に対応して形成される前記平板との非接触部は、互いに連通すると共に前記低熱抵抗シートの外周雰囲気とも連通し、前記非接触部の面積は、前記平板との接触部の面積の10〜34%であることを特徴とする請求項1〜4の何れか1項に記載の低熱抵抗シート。
【請求項6】
前記ガラスクロスの一方の面に熱伝導材料を塗布することによって前記熱伝導層が形成され、続いて、粘着剤が塗布されたフィルムを当該粘着剤が塗布された面から前記ガラスクロスの他方の面にラミネートすることによって前記粘着層が形成されたことを特徴とする請求項1〜5の何れか1項に記載の低熱抵抗シート。
【請求項7】
ガラスクロスの一方の面に熱伝導材料を塗布することによって熱伝導層を形成し、
続いて、粘着剤が塗布されたフィルムを当該粘着剤が塗布された面から前記ガラスクロスの他方の面にラミネートすることによって粘着層を形成することを特徴とする低熱抵抗シートの製造方法。
【請求項1】
ガラスクロスと、
該ガラスクロスの一方の面に積層され、表面形状が平面状である熱伝導層と、
前記ガラスクロスの他方の面に積層され、表面形状が前記ガラスクロスの他方の面に沿った凹凸を有する粘着層と、
を備えたことを特徴とする低熱抵抗シート。
【請求項2】
前記ガラスクロスはガラス繊維を平織りして構成され、そのガラスクロスを構成する各ガラス繊維の繊維束の幅Wとガラスクロスの単位面積当たりの質量(g/m2 )Tとガラス繊維のピッチPとが、縦糸も横糸も次の関係を満たすことを特徴とする請求項1に記載の低熱抵抗シート。
0.6≦W/P≦0.9
100≦T≦110
【請求項3】
前記粘着層の各部の厚さは、その厚さの平均値に対して±10%の範囲にあることを特徴とする請求項1または2に記載の低熱抵抗シート。
【請求項4】
前記粘着層を構成する粘着剤の粘度が、気温25℃,湿度50%の状態でブルックフィールド粘度計を用いて1000〜30000cPであることを特徴とする請求項2〜3の何れか1項に記載の低熱抵抗シート。
【請求項5】
当該低熱抵抗シートが前記粘着層を下にして平板上に載置されたときに、前記凹凸の凹部に対応して形成される前記平板との非接触部は、互いに連通すると共に前記低熱抵抗シートの外周雰囲気とも連通し、前記非接触部の面積は、前記平板との接触部の面積の10〜34%であることを特徴とする請求項1〜4の何れか1項に記載の低熱抵抗シート。
【請求項6】
前記ガラスクロスの一方の面に熱伝導材料を塗布することによって前記熱伝導層が形成され、続いて、粘着剤が塗布されたフィルムを当該粘着剤が塗布された面から前記ガラスクロスの他方の面にラミネートすることによって前記粘着層が形成されたことを特徴とする請求項1〜5の何れか1項に記載の低熱抵抗シート。
【請求項7】
ガラスクロスの一方の面に熱伝導材料を塗布することによって熱伝導層を形成し、
続いて、粘着剤が塗布されたフィルムを当該粘着剤が塗布された面から前記ガラスクロスの他方の面にラミネートすることによって粘着層を形成することを特徴とする低熱抵抗シートの製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−110166(P2013−110166A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−252021(P2011−252021)
【出願日】平成23年11月17日(2011.11.17)
【出願人】(000242231)北川工業株式会社 (268)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月17日(2011.11.17)
【出願人】(000242231)北川工業株式会社 (268)
【Fターム(参考)】
[ Back to top ]