
低発塵性歯付ベルト
【課題】クリーンルームに求められる高い空気清浄度を保つことができるように、ベルト使用時の心線の屈曲疲労によって生じる摩耗粉の量を可能な限り低減させた低発塵性歯付ベルトを提供することを主な目的とする。
【解決手段】本発明は、ベルト本体内に心線が幅方向に螺旋状に埋設された低発塵性歯付ベルトであって、上記ベルト本体の形成材料として、ウレタン系樹脂が用いられ、上記心線として、アラミド繊維製撚糸に接着処理剤で被覆及び/又は含浸されたものが用いられ、上記アラミド繊維製撚糸の下撚り回数が15回/10cm以上25回/10cm以下、上撚り回数が5回/10cm以上15回/10cm以下であることを特徴とするクリーンルーム用の低発塵性歯付ベルトである。上記アラミド繊維製撚糸の上撚り本数は3本以上7本以下であることが好ましい。
【解決手段】本発明は、ベルト本体内に心線が幅方向に螺旋状に埋設された低発塵性歯付ベルトであって、上記ベルト本体の形成材料として、ウレタン系樹脂が用いられ、上記心線として、アラミド繊維製撚糸に接着処理剤で被覆及び/又は含浸されたものが用いられ、上記アラミド繊維製撚糸の下撚り回数が15回/10cm以上25回/10cm以下、上撚り回数が5回/10cm以上15回/10cm以下であることを特徴とするクリーンルーム用の低発塵性歯付ベルトである。上記アラミド繊維製撚糸の上撚り本数は3本以上7本以下であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、心線が埋設されたクリーンルーム用の低発塵性歯付ベルトに関する。
【背景技術】
【0002】
フラットパネル、半導体、食品、製薬などの精密電子部品の所定の製造工程は、製品の品質及び製品歩留まりを確保するために、空気の清浄度が一定の基準を満たすように制御されたクリーンルームで行われ、粉塵管理も一般的になっている。昨今、電子部品の製造工程で使用される歯付ベルト(例えば、タイミングベルト)等の機器からの発塵量を低減し、製品歩留まりをさらに向上させることが厳しく求められている。このような状況下、耐摩耗性が大きく、歯付ベルトとプーリとの接触による粉塵の発生が少ないことから、ゴム製の歯付ベルトに替えてウレタン系樹脂製の歯付ベルトが一般的に用いられている。
【0003】
一方、上記歯付ベルトとしては、ベルトの強度、耐久性、駆動の正確性等を向上させるために、アラミド繊維等からなる心線が埋設されたものが使用されている。しかし、この心線がベルト本体の幅方向に螺旋状に配設されるため、歯付ベルトの一部分に心線が露出することが避けられない。このようなアラミド繊維製の心線を備えたウレタン系樹脂製の歯付ベルトを使用する場合、繊維の屈曲疲労、フィラメントのフィブリル化(分繊化)、フィラメントの切断等により発生した摩耗粉がベルト表面に堆積する。このような摩耗粉は、目視で確認できない程度の大きさの浮遊性微粒子の発塵源となり、クリーンルームの清浄度を低下させることがある。また、5μmよりも大きな比較的大径の摩耗粉は、重力等によりクリーンルーム内に沈降・堆積するため、再浮遊しない限りは製品に付着する可能性は低いが、0.1〜5μm程度の浮遊性微粒子は、ベルト表面に残存し製品に付着することによって、製品歩留まりを低下させる可能性がある。
【0004】
また、ウレタン系樹脂製の歯付ベルトの製造工程においては、ウレタン系樹脂から発生した細粉、離型剤などの添加剤、環境内の塵埃等が、ベルト表面に付着する。さらに、ウレタン系樹脂製の歯付ベルトの運転時において、歯付ベルトとプーリ歯部及びフランジとの接触によって発生した摩耗粉が、ベルト表面に付着し残存することがある。これらのウレタン系樹脂から発生したベルト付着物や摩耗粉が発塵源となって浮遊性微粒子を生じ、結果としてクリーンルームの空気の清浄度を低下させる要因となる。
【0005】
このような浮遊性微粒子は、駆動系に対する送風によってある程度除去することができるが、製造対象となる電子部品の巨大化に伴い、このような対策だけでは不十分となっており、製品歩留まりの低下を招いている。従って、クリーンルームに要求される空気の清浄度のスペックを満たすように、発塵源となるベルト付着物や摩耗粉の形成を抑制し、浮遊性微粒子の発生が少ない歯付ベルトの開発が強く求められている。
【0006】
なお、特開平10−184806号公報には、高い抗張性を有する芯線(心線)が埋設されており、背面から歯面までがウレタンエスラストマーにより形成されているはす歯ベルトが開示されている。しかし、当該文献の歯付ベルトは、クリーンルームに要求される空気の清浄度を満足させるものではなく、高い清浄度を達成するための必要な手段については述べられておらず、また、心線の高抗張性をいかにして実現するのかについても記載されていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−184806号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は以上のような事情に基づいてなされたものであり、その主な目的は、フラットパネル、半導体などの精密電子部品製造、製薬、食品加工等の分野におけるクリーンルームに求められる高い空気清浄度を保つことができるように、ベルト使用時の心線の屈曲疲労によって生じる摩耗粉の量を可能な限り低減させた低発塵性歯付ベルトを提供することである。本発明の他の目的は、ベルトの製造工程に起因する付着物を除去した低発塵性歯付ベルトを提供することである。
【課題を解決するための手段】
【0009】
本発明者らは、鋭意研究の結果、心線の構成材料として、所定の下撚り回数及び所定の上撚り回数で撚ったアラミド繊維製撚糸を用い、かつ接着剤処理剤によって被覆及び/又は含浸処理することによって、ベルト使用時の心線の屈曲疲労に起因する摩耗粉の発生を抑制し、浮遊性微粒子を低減することができることを見出し、本発明を完成させた。
【0010】
上記課題を解決するためになされた発明は、
ベルト本体内に心線が幅方向に螺旋状に埋設された低発塵性歯付ベルトであって、
上記ベルト本体の形成材料として、ウレタン系樹脂が用いられ、
上記心線として、アラミド繊維製撚糸に接着処理剤で被覆及び/又は含浸されたものが用いられ、
上記アラミド繊維製撚糸の下撚り回数が15回/10cm以上25回/10cm以下、上撚り回数が5回/10cm以上15回/10cm以下であることを特徴とするクリーンルーム用の低発塵性歯付ベルトである。
【0011】
当該低発塵性歯付ベルトは、ベルト本体が大きな耐摩耗性を有するウレタン系樹脂から形成されていることから、長期間の使用後においても、プーリとの接触に起因する細粉の発生を抑制することができる。また、心線は、15回/10cm以上25回/10cm以下の下撚り回数、及び5回/10cm以上15回/10cm以下の上撚り回数で撚られたアラミド繊維製撚糸から形成されていることから、心線の耐屈曲疲労性が最適化され、浮遊性微粒子の発塵源となる摩耗粉の発生を大幅に低減することができる。さらには、心線が接着処理剤により被覆及び/又は含浸されていることから、アラミド繊維の個々のフィラメントを集束させると同時に、アラミド繊維とウレタン系樹脂との間の化学的な親和性を向上させて両者間の摩擦・摩耗を低減しつつ、心線の屈曲疲労に対する耐性を一層改善することが可能となる。
【0012】
当該低発塵性歯付ベルトは、上記アラミド繊維製撚糸の上撚り本数が3本以上7本以下であることが好ましく、4本以上7本以下であることがより好ましい。このような範囲の上撚り本数であるアラミド繊維製撚糸から形成された心線を用いることによって、さらに心線の耐屈曲疲労性を高め、摩耗粉の発生を効果的に抑制することが可能となる。
【0013】
当該低発塵性歯付ベルトにおける心線の材料として用いられるアラミド繊維製撚糸は、引張弾性率が85GPa以上150GPa以下であることが好ましい。このように所定範囲の引張弾性率を有するアラミド繊維製撚糸を、心線の材料として用いることによって、心線の耐屈曲疲労性、耐久性及び強度を最適化し、ひいてはベルトの使用寿命を高めることができる。
【0014】
当該低発塵性歯付ベルトの表面は、洗浄処理が施されていることが好ましい。また、このような洗浄処理は、弱アルカリ性水溶液、有機溶剤又は機能水によるものであることが好ましい。特に、低発塵性歯付ベルトを製造した後、精密電子部品製造用のクリーンルームでのラインに配置する前に、このような洗浄処理を行うことによって、ベルトに付着した塵埃、ウレタン系樹脂の細粉、離型剤等の添加剤などの浮遊性微粒子の発塵源となる付着物を、十分に取り除くことができる。
【0015】
接着処理剤として、イソシアネート基含有化合物又はエポキシ基含有化合物を用いることが好ましい。このように、イソシアネート基含有化合物又はエポキシ基含有化合物を用いて、アラミド繊維製撚糸の心線を被覆及び/又は含浸処理することによって、繊維をより完全に集束させ、心線とベルト本体との間の化学的親和性・接着性をさらに高めると同時に、心線の屈曲疲労に対する耐性を一層向上させることが可能となる。
【0016】
当該低発塵性歯付ベルトにおけるベルト本体を構成するウレタン系樹脂は、熱硬化性ウレタン系樹脂であることがより好ましい。このように、低発塵性歯付ベルトにおけるベルト本体が熱硬化性ウレタン系樹脂で形成されていることによって、耐摩耗性が長期間に渡って安定して発揮されるため、ベルトの製品寿命をさらに改善することができると共に、より高い負荷での使用が可能となる。
【0017】
当該低発塵性歯付ベルトは、クリーンルームにおける単独の使用により、ISOクラス4以上の清浄度が得られることが好ましい。当該低発塵性歯付ベルトは、上記のような構造を有することから、ベルト本体及び心線からの摩耗粉及び浮遊性微粒子の発生を効果的に抑制することが可能であり、高い水準の清浄度が必要なクリーンルーム用として好ましく用いられる。ここでの、当該低発塵性歯付ベルトの「クリーンルームにおける単独の使用」とは、クリーンルームにおけるベルトの走行装置以外の発塵源が存在しない状態でのベルトの使用を意味する。
【発明の効果】
【0018】
以上説明したように、本発明の低発塵性歯付ベルトによれば、ベルト本体の形成材料としてウレタン系樹脂を用いることにより、長期間の使用後においてもプーリとの接触に起因する細粉の発生を抑制することができると共に、心線の材料として用いられるアラミド繊維製撚糸の撚り数を所定範囲とし、かつ接着処理剤で被覆及び/又は含浸処理することにより、心線の耐屈曲疲労性を最大限高めて、浮遊性微粒子の発塵源となる摩耗粉の発生(例えば、プーリ側面のフランジとの接触による心線からの摩耗粉の発生)を低減することができる。
【図面の簡単な説明】
【0019】
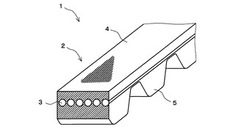
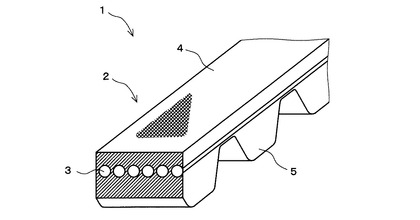
【図1】図1は、本発明の一実施形態に係る低発塵性歯付ベルトの斜視断面図である。
【図2】図2は、発塵量を測定するための装置を示す模式図である。
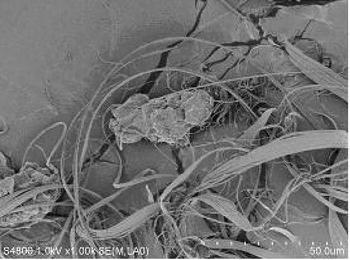
【図3】図3は、アラミド心線を用いたベルトから生じた摩耗粉の電子顕微鏡写真を示す図である。
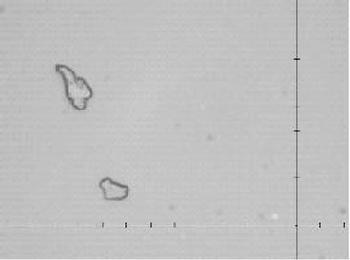
【図4】図4は、ガラス心線を用いたベルトから生じた摩耗粉の電子顕微鏡写真を示す図である。
【図5】図5は、金属心線を用いたベルトから生じた摩耗粉の電子顕微鏡写真を示す図である。
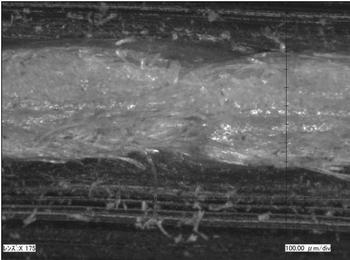
【図6】図6は、走行試験後における実施例1のベルトの側面心線部の光学顕微鏡写真を示す図である。
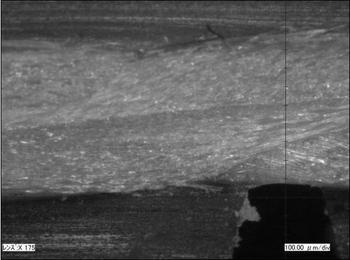
【図7】図7は、走行試験後における比較例2のベルトの側面心線部の光学顕微鏡写真を示す図である。
【図8】図8は、走行試験における各実施例及び比較例の発塵量の推移を示すグラフである。
【発明を実施するための形態】
【0020】
以下、適宜図面を参照しつつ、本発明の実施形態を詳説する。
図1の低発塵性歯付ベルト1は、ベルト本体2及び心線3を備えている。以下、当該低発塵性歯付ベルト1の各構成について順に説明する。
【0021】
ベルト本体2は、背部4及び複数の歯部5を備えている。この背部4は、略矩形断面の平ベルト状部分である。歯部5は、断面が略台形、三角形、半円形、山形、波形、正規分布曲線状等の凸条部である。複数の歯部5は、その稜線(軸方向)をベルト本体2の幅方向に向けて背部4の一方側の面上に配設され、長手方向に略等間隔(一定ピッチ)で配設されている。低発塵性歯付ベルト1がタイミングベルト等の駆動ベルトとして用いられる場合、この歯部5がプーリ側となるように駆動系にセットされる。駆動系におけるプーリは、一般的に歯付であり、低発塵性歯付ベルト1の歯部5とプーリの歯部とが噛み合った状態で動作することにより、動力の伝達ロスを生じることがないように構成されている。低発塵性歯付ベルト1の幅方向の大きさは、用途次第であり特に限定されないが、例えば、1mm以上100mm以下のものが用いられる。
【0022】
低発塵性歯付ベルト1は、汎用的な歯付ベルトが有するナイロン繊維等で形成された歯布を有しない。このように、低発塵性歯付ベルト1は、背部4及び歯部5以外に歯布を有しないことによって、歯布とプーリとの接触による多量の摩耗粉の発生や、歯部と歯布界面との接着層に起因する摩耗粉の発生が起こらず、浮遊性微粒子の発塵源を減らすことができるため、クリーンルームに好適に使用することができる。
【0023】
ベルト本体2は、ウレタン系樹脂によって形成されている。ベルト本体2の形成材料として耐摩耗性が高いウレタン系樹脂を用いることによって、ベルトとプーリとの接触による細粉の発生を抑制し、浮遊性微粒子を低レベルに低減することができる。ウレタン系樹脂としては、熱硬化性ウレタン系樹脂または熱可塑性ウレタン系樹脂を用いることができる。
【0024】
熱硬化性ウレタン系樹脂としては、公知のものを使用することができる。熱硬化性ウレタン系樹脂の製造方法としては、プレポリマー法、擬プレポリマー法、ワンショット法、擬ワンショット法が挙げられるが、プレポリマー法が最も一般的である。プレポリマー法においては、典型的に、およそ等モルのポリイソシアネート化合物とポリオール化合物とを約50〜150℃で反応させることによってウレタンプレポリマーを合成し、このウレタンプレポリマー及び適当量の架橋剤(並びに可塑剤等の任意成分)を約50〜150℃で加熱し反応・硬化させることによって、熱硬化性ウレタン系樹脂を製造することができる。熱硬化性ウレタン系樹脂は、一般的に三次元網目構造を有する樹脂であり、所望の形状を有する金型に液状の原料(ウレタンプレポリマー及び架橋剤等)を注入し、加熱・硬化させることによって成形することができる。
【0025】
熱硬化性ウレタン系樹脂の合成に用いられるポリイソシアネート化合物の例としては、
フェニレンジイソシアネート、1,5−ナフタレンジイソシアネート(NDI)、トリレンジイソシアネート(TDI)、4,4’−ジフェニルジイソシアネート、ジフェニルメタンジイソシアネート(MDI)、4,4’−トリジンジイソシアネート(TODI)、4,4’−ジフェニルエーテルジイソシアネート、キシリレンジイソシアネート(XDI)、テトラメチルキシリレンジイソシアネート(TMXDI)などの芳香族ジイソシアネート;
シクロペンタンジイソシアネート、シクロヘキサンジイソシアネート、イソホロンジイソシアネート(IPDI)、ジシクロヘキシルメタンジイソシアネート(水添MDI)、メチル−2,4−シクロヘキサンジイソシアネート、メチル−2,6−シクロヘキサンジイソシアネート、ビス(イソシアネートメチル)シクロヘキサンなどの脂環族ジイソシアネート;
ヘキサメチレンジイソシアネート(HDI)、ペンタメチレンジイソシアネート、トリメチルヘキサメチレンジイソシアネートなどの脂肪族ジイソシアネート等が挙げられる。これらのポリイソシアネート化合物は、単独で又は二種以上組み合わせて使用できる。
【0026】
熱硬化性ウレタン系樹脂の合成に用いられるポリオール化合物の例としては、ポリエーテル系ポリオール、ポリエステル系ポリオール、ポリカーボネート系ポリオール、ポリオレフィン系ポリオールなどが挙げられる。これらのポリオール成分は、単独で又は二種以上組み合わせて使用できる。
【0027】
ポリエーテル系ポリオールとしては、例えば、
エチレンオキサイド、プロピレンオキサイド、ブチレンオキサイド、テトラヒドロフラン、3−メチルテトラヒドロフランなどのアルキレンオキサイドの単独又は共重合体;
テトラメチレンエーテルグリコールを含んでなる単独又は共重合体;
ヒドロキシル基に対してC2−4アルキレンオキサイド1〜5モルが付加した付加体などのビスフェノールA又は水添ビスフェノールAのアルキレンオキサイド付加体が挙げられる。
【0028】
ポリエステル系ポリオールとしては、例えば、
イソフタル酸、テレフタル酸などの芳香族ジカルボン酸又はこれらのジアルキルエステル;アジピン酸などの脂肪族ジカルボン酸又はこれらのジアルキルエステル等から選択された少なくとも1種のジカルボン酸又はこれらのジアルキルエステルと、
エチレングリコール、プロピレングリコール、トリメチレングリコール、1,3−ブタンジオール、1,4−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコールなどのC2−10アルカンジオール、ジエチレングリコールなどのジ又はトリC2−10アルカンジオールなどから選択された少なくとも1種のアルカンジオール成分との反応により得ることができる。
【0029】
アジピン酸をジカルボン酸成分のベースとしたポリエステル系ポリオールの具体例としては、ポリエチレンアジぺート(PEA)、ポリジエチレンアジぺート(PDA)、ポリプロピレンアジペート(PPA)、ポリテトラメチレンアジペート(PBA)、ポリヘキサメチレンアジペート(PHMA)、及びこれらの成分を組み合わせた共重合体などが挙げられる。なお、ポリエステル系ポリオールには、ラクトン類(ε−カプロラクトン、δ−バレロラクトン、β−メチル−δ−バレロラクトンなどのC3−14ラクトン)の単独重合体又は共重合体も含まれる。
【0030】
ポリカーボネート系ポリオールとしては、例えば、
アルカンポリオール、ポリエーテル系ポリオール、ポリエステル系ポリオール等のポリオールと、ジメチルカーボネート等の短鎖ジアルキルカーボネートとの反応により得られるポリカーボネートジオールが挙げられる。ポリカーボネート系ポリオールの代表例としては、ポリヘキサメチレンカーボネート(PHC)が挙げられる。
【0031】
また、ポリオレフィン系ポリオールとしては、例えば、
ポリブタンジエンポリオール、水素化ポリブタジエンポリオール、ポリイソプレンポリオール、ひまし油変性ポリオール、ブタジエンとスチレンもしくはアクリロニトリルとの共重合体の末端に水酸基を導入したもの等が挙げられる。
【0032】
これらのポリオール化合物の中でも、コスト及び製造容易性の観点からは、ポリエーテル系ポリオールが好ましい。ポリオール化合物の分子量は、数平均分子量400以上10,000以下、好ましくは500以上8,000以下、さらに好ましくは550以上5,000以下程度であってよい。また、ポリオール化合物は、結晶性であってもよく非結晶性であってもよい。
【0033】
熱硬化性ウレタン系樹脂の合成に用いられる架橋剤としては、例えば、エチレングリコール、1,2−プロピレングリコール、1,3−プロピレングリコール、1,4−ブタンジオール、1,3−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,8−オクタンジオール,ネオペンチルグリコール、2−メチル−1,3−プロパンジオール、3−メチル−1,5−ペンタンジオール、ジエチレングリコール、トリエチレングリコール、テトラエチレングリコール、分子量400までのポリエチレングリコール、ジプロピレングリコール、分子量400までのポリプロピレングリコール、ジブチレングリコール、分子量400までのポリブチレングリコール、グリセリン、トリメチロールプロパン、トリメチロールエタン、ペンタエリスリトール、ソルビトール、ヒマシ油、4,4’−ジオキシジフェニルプロパン、ジオキシメチルヒロドキノン等の低分子量グリコール(上記のポリエステル系ポリオールと重複しない化合物);
エチレンジアミン、1,4−テトラメチレンジアミン、ポリオキシポロピレントリアミン等の脂肪族ポリアミン;
4,4’−メチレン−ビス−2−メチルシクロヘキシルアミン等の脂環族ポリアミン;
1,4−フェニレンジアミン、2,6−ジアミノトルエン、1,5−ナフタレンジアミン、3,3’−ジメチル−4,4’−ジアミノジフェニルメタン、1−メチル−3,5−ビス(メチルチオ)−2,6−ジアミノベンゼン、1−メチル−3,5’−ジエチル−2,6−ジアミノベンゼン、4,4’−メチレン−ビス−(3−クロロ−2,6−ジエチルアニリン)、4,4’−メチレン−ビス−(オルト−クロロアニリン)、4,4’−メチレン−ビス―(2,3−ジクロロアニリン)、トリメチレングリコールジ−パラ−アミノベンゾエート、4,4’−メチレン−ビス−(2,6−ジエチルアニリン)、4,4’−メチレン−ビス−(2,6−ジイソプロピルアニリン)、4,4’−メチレン−ビス−(2−メチル−6−イソプロピルアニリン)、4,4’−ジアミノジフェニルスルホン、トリレンジアミン、ジエチルトリレンジアミン、4,4’−ジアミノジフェニルメタン、3,3’−ジクロロ−4,4’−ジアミノジフェニルメタン、クロロアニリン変性ジクロロジアミノジフェニルメタン、3,5−ビス(メチルチオ)−2,4−トルエンジアミン、3,5−ビス(メチルチオ)−2,6−トルエンジアミン、メチレンジアニリン/塩化ナトリウム錯体、1,2−ビス(2−アミノフェニルチオ)エタン、トリメチレングリコール−ジ−p−アミノベンゼン等の芳香族ポリアミンなどが挙げられる。
【0034】
任意成分としての可塑剤としては、特に限定されないが、例えばフタル酸ジオクチル、フタル酸ジブチル、アジピン酸ジオクチル、リン酸トリクレジル、塩素系パラフィンなどを挙げることができる。
【0035】
熱可塑性ウレタン系樹脂としては、公知のものを使用することができる。熱可塑性ウレタン系樹脂の製造方法は、特に限定されないが、典型的には、およそ等モルのポリイソシアネート化合物及びポリオール化合物、並びに鎖延長剤(必要に応じてさらに触媒等を添加)を、約60〜220℃で反応させる方法が挙げられる。熱可塑性ウレタン系樹脂は、一般的に直線状の炭素鎖構造を有する樹脂であり、ペレット状の樹脂固形物をシリンダー中で加熱し流動状態にしてから、閉じた金型に圧入し冷却すること(射出成形プロセス)によって成形品を得ることができる。
【0036】
熱可塑性ウレタン系樹脂の製造のために用いられるポリイソシアネート化合物及びポリオール化合物としては、熱硬化性ウレタン系樹脂に関して上で例示した化合物と同じものを用いることができる。
熱可塑性ウレタン系樹脂の製造のために用いられる鎖延長剤の例としては、エタンジオール、1,6−ヘキサンジオール、1,4−ブタンジオール、ジエチレングリコール、ジプロピレングリコールなどの2〜14個の炭素原子を有する脂肪族ジオール;
テレフタル酸ビスエチレングリコール、テレフタル酸ビス−1,4−ブタンジオール等のテレフタル酸と2〜4個の炭素原子を有するグリコールとのジエステル;
1,4−ジ(β−ヒドロキシエチル)ヒドロキノン)等のヒドロキノンのヒドロキシアルキレンエーテル;
1,4−ジ(β−ヒドロキシエチル)ビスフェノールA等のエトキシル化ビスフェノール;
イソホロンジアミン、エチレンジアミン、1,2−プロピレンジアミン、1,3−プロピレンジアミン、N−メチルプロピレン−1,3−ジアミン、N,N’−ジメチル−エチレンジアミン等の脂肪族ジアミン;
2,4−トリレンジアミン、2,6−トリレンジアミン、3,5−ジエチル−2,4−トリレンジアミン、3,5−ジエチル−2,6−トリレンジアミン、1級モノ−、ジ−、トリ−又はテトラアルキル置換−4,4’−ジアミノジフェニルメタン等の芳香族ジアミンなどを挙げることができる。
【0037】
熱硬化性ウレタン系樹脂は、金属に匹敵する高い耐摩耗性に加えて、大きな耐荷重性、反発弾性を有し、永久圧縮歪、永久伸びが小さく(耐久性が高く)、しかも耐オゾン性が高いという優れた長所を有する。従って、低発塵性歯付ベルト1のベルト本体2を構成するウレタン系樹脂としては、熱硬化性ウレタン系樹脂を用いることがより好ましい。このようにベルト本体2の構成材料として熱硬化性ウレタン系樹脂を用いることによって、摩耗による浮遊性微粒子の発生をさらに低減することが可能となり、また様々な使用環境下においてもベルトの使用寿命を延ばすことができる。
【0038】
心線3は、略円形断面を有する線状体であって、ベルト本体2の背部4に埋設されている。この心線3は、低発塵性歯付ベルト1の長手方向に向けた捲回状態で配設され、幅方向に螺旋状に配設されている。そのため、当該低発塵性歯付ベルト1の断面において、心線3は背部4の幅方向に所定間隔で並んで現れる。心線3の断面直径は、特に限定されないが、一般的には0.1mm以上1.0mm以下である。
【0039】
心線3としては、アラミド繊維製撚糸が用いられる。アラミド繊維は、強度、耐屈曲疲労性、及び耐久性が優れているため、心線3の材料として好適である。心線3の材料として用いられるアラミド繊維は、パラ系アラミド繊維、メタ系アラミド繊維のいずれであってもよい。アラミド繊維の代表的な商品名としては、ケブラー(デュポン株式会社製)、ノーメックス(デュポン株式会社製)、テクノーラ(帝人テクノプロダクト株式会社製)、トワロン(帝人テクノプロダクト株式会社製)などが挙げられる。
【0040】
アラミド繊維製撚糸の下撚り回数としては、15回/10cm以上25回/10cm以下とされており、17回/10cm以上22回/10cm以下が好ましい。また、アラミド繊維製撚糸の上撚り回数としては、5回/10cm以上15回/10cm以下とされており、7回/10cm以上13回/10cm以下が好ましい。さらに、上記アラミド繊維製撚糸の上撚り本数としては、3本以上7本以下が好ましく、4本以上7本以下であることがより好ましい。心線3として、15回/10cm以上の下撚り回数及び5回/10cm以上の上撚り回数で撚られたアラミド繊維を用いることによって、心線の耐屈曲疲労性を向上させることができる。一方、心線3として、25回/10cm以下の下撚り回数及び15回/10cm以下の上撚り回数で撚られたアラミド繊維を用いることによって、心線の耐屈曲疲労性を高いレベルに維持しつつ、柔軟性及び取扱容易性の低下を防止することができる。また、心線3として、上撚り本数が3本以上7本以下であるアラミド繊維製撚糸を用いることによって、さらに心線の耐屈曲疲労性が高められ、心線からの摩耗粉の発生を効果的に抑制することが可能となり、ひいては浮遊性微粒子の量を低減することができる。
【0041】
心線3の材料として用いられるアラミド繊維製撚糸の引張弾性率は、85GPa以上150GPa以下であることが好ましい。このようなアラミド繊維製撚糸を用いることによって、心線3の耐屈曲疲労性、強度、耐久性及び柔軟性が、高いレベルでバランス良く最適化され、それによりベルトの使用寿命をさらに延ばすことが可能となる。
【0042】
心線3としては、アラミド繊維製撚糸が接着処理剤により被覆及び/又は含浸されたものが用いられる。アラミド繊維製撚糸で形成されている心線3を接着処理剤溶液で処理することにより、その内部から外部に至るまで接着剤が浸透して、個々のフィラメントが十分に集束され、心線3の耐屈曲性が高められると共に、心線3と背部4との間の摩擦・摩耗を低減することができる。
【0043】
接着処理剤としては、心線3のアラミド繊維製撚糸及び背部4を構成するウレタン系樹脂の両者に対して化学的な親和性を有する化学物質である限り特に限定されないが、好ましくは、イソシアネート基含有化合物又はエポキシ基含有化合物が用いられる。イソシアネート基含有化合物を含む溶液による塗布処理は、この化合物を含む有機溶媒の溶液を心線3の全体に塗布し、次いで乾燥することによって行われる。また、エポキシ基含有化合物を含む溶液による浸漬処理は、この化合物を含む有機溶媒の溶液に心線3を浸し、次いで乾燥することによって行われる。このような心線3に対するイソシアネート基含有化合物又はエポキシ基含有化合物溶液の塗布・浸漬処理によって、心線3とウレタン系樹脂から形成された背部5との間の接着性をさらに改善し、心線3の屈曲疲労に対する耐性をより一層向上させることが可能となる。
【0044】
心線3の塗布処理に用いられるイソシアネート基含有化合物としては、例えばナフタレンジイソシアネート、イソホロンジイソシアネート、4,4’−ジフェニルメタンジイソシアネート、トルエン−2,4−ジイソシアネート、キシリレンジイソシアネート、トリレンジイソシアネート、ポリメチレンポリフェニルジイソシアネート、ヘキサメチレンジイソシアネート等が挙げられる。
【0045】
心線3の浸漬処理に用いられるエポキシ基含有化合物としては、例えばエチレングリコール、グリセロール、ソルビトール、ペンタエリスリトール等の多価アルコール、又はポリエチレングリコール等のポリアルキレングリコールと、エピクロルヒドリンのようなハロゲン含有エポキシ化合物との反応生成物;レゾルシノン、ビス(4−ヒドロキシフェニル)ジメチルエタン、フェノール・ホルムアルデヒド樹脂、レゾルシン・ホルムアルデヒド樹脂等の多価フェノール類と、エピクロルヒドリンのようなハロゲン含有エポキシ化合物との反応生成物;過酢酸又は過酸化水素等で不飽和化合物を酸化して得られるポリエポキシド化合物;その他に、N,N,N’,N’−テトラグリシジル−m−キシレンジアミン、ジグリシジルアニリン、1,3−ビス(N,N−グリシジルアミノメチル)シクロヘキサン、1,6−ヘキサンジオールジグリシジルエーテル、ネオペンチルグリコールジグリシジルエーテル、エチレングリコールジグリシジルエーテル、プロピレングリコールジグリシジルエーテル、ポリエチレングリコールジグリシジルエーテル、ポリプロピレングリコールジグリシジルエーテル、ソルビトールポリグリシジルエーテル、グリセロールポリグリシジルエーテル、ペンタエリスリトールポリグリシジルエーテル、ポリグリセロールポリグリシジルエーテル、ソルビタンポリグリシジルエーテル、トリメチロールプロパンポリグリシジルエーテル、アジピン酸ジグリシジルエステル、o−フタル酸ジグリシジルエステル、トリグリシジル−トリス(2−ヒドロキシエチル)イソシアヌレート、レゾルシンジグリシジルエーテル、ビスフェノール−S−ジグリシジルエーテルなどが挙げられる。
【0046】
心線3の浸漬処理のためにエポキシ基含有化合物を用いる場合、アミン系硬化剤を併用することが好ましい。アミン系硬化剤としては、熱硬化性ウレタン系樹脂又は熱可塑性ウレタン系樹脂の製造に用いられるジアミン化合物を用いることができる。その他には、オキサゾール環を有する化合物や、イミダゾール系化合物を用いることも好ましい。これらのアミン系硬化剤をエポキシ基含有化合物と併用する場合には、エポキシ基含有化合物100質量部に対して0.1質量部以上10質量部以下の量で添加することが好ましい。このような割合でアミン系硬化剤を併用することによって、硬化後のエポキシ基含有化合物の特性を阻害することなく、硬化を効果的に促進することが可能となる。一方、心線3の塗布処理のためにイソシアネート基含有化合物を用いる場合には、空気中の水分が架橋剤の役目を果たすことによって、硬化が促進される。
【0047】
心線3に対する塗布・浸漬処理において、接着処理剤は、トルエン、メチルエチルケトン、ジエチルエーテル、ノルマルヘキサン等の有機溶媒、又は水(代表的にはイオン交換水)に攪拌・溶解させて使用される。これらの処理に用いられる溶液における接着処理剤の固形分濃度は、例えば1質量%以上50質量%以下とすることができる。このような固形分濃度の溶液を用いることにより、繊維に対する接着処理剤の浸透性、塗布・浸漬の作業性などを最適化することができる。塗布・浸漬処理に用いられる溶液は、例えば、上記濃度の接着剤を有機溶媒又はイオン交換水に添加して1〜60分間程度攪拌することによって調製することができる。エポキシ基含有化合物を含む溶液による浸漬処理は、例えば溶液調製後6時間以内に行うことが好ましい。また、イソシアネート基含有化合物を含む溶液による塗布処理は、特に限定されないが、スパチュラ、スタンプ又はスプレーを用いて溶液を心線に塗布することによって行うことができる。塗布・浸漬後の乾燥の温度及び時間は、使用する接着剤や溶媒の種類によって異なるが、例えば、20℃以上350℃以下の温度で、10分間〜30時間程度にわたって乾燥させることができる。なお、このような心線に対する塗布・浸漬処理は、1回のみでなく複数回繰り返して行ってもよい。
【0048】
低発塵性歯付ベルト1は、(i)歯部を形成するための凹凸を外周面に設けた円筒状内型に、心線3を螺旋状に巻き付ける工程、(ii)心線3を巻き付けた状態の内型を円筒状外型にセットし、内型と外型との間にウレタン系樹脂材料を流し込んで、例えば50℃から200℃程度で、数分から数時間の間、加熱・固化させる工程、(iii)ウレタン系樹脂材料が固化した後、脱型し、例えば10分から数時間の間、冷却(アフターキュアー)する工程、(iv)冷却後、ベルトスリーブを所望の幅で切断する工程により製造することができる。
【0049】
低発塵性歯付ベルト1は、ラインに配置する前において、ベルト表面の付着物や摩耗粉を除去するために洗浄処理が施されている。洗浄処理は、弱アルカリ性水溶液、有機溶剤又は機能水によって行うことができる。これらの液体による洗浄の方式として、浸漬法やスプレー法等の公知の方法を用いることができる。このような洗浄処理の除去対象となるのは、主に、空気中の塵埃がベルトに付着したもの、ベルトの製造工程において生じたウレタン系樹脂の細粉の付着物、ベルト製造工程において用いられた離型剤などの添加剤である。
【0050】
洗浄処理用の弱アルカリ性水溶液は、アルカリ及び水(例えばイオン交換水)の他、有機キレート剤及び/又は界面活性剤を含んでいてよい。これらの有機キレート剤等を用いることによって、さらに洗浄効果を高めると共に、ベルト表面の付着物を十分除去することができる。
【0051】
洗浄処理用の弱アルカリ性水溶液に用いられるアルカリとしては、特に限定されるものではないが、水酸化ナトリウム、水酸化カリウム、水酸化カルシウム、珪酸ナトリウム、リン酸三ナトリウム、リン酸水素二ナトリウム、次亜塩素酸ナトリウム等を挙げることができる。これらのアルカリは、単独で又は複数種を組み合わせて用いることができる。
【0052】
弱アルカリ性溶液におけるアルカリの濃度は、pHが8以上13以下になるように調整することが好ましい。弱アルカリ性溶液のpHを8以上とすることによって、洗浄によるベルト表面の付着物や摩耗粉の除去効果を十分に得ることができる。また、弱アルカリ性溶液のpHを13以下とすることによって、洗浄後のベルト表面へのアルカリ残留を防止することができる。また、洗浄処理における弱アルカリ性溶液の液温は20℃以上80℃以下、洗浄時間は1秒以上10分以下とすることができる。このような範囲の液温及び洗浄時間とすることによって、付着物や摩耗粉の除去効果を最適化することができる。
【0053】
弱アルカリ性水溶液に混合可能な有機キレート剤の代表的な例としては、ニトリロ酢酸(NTA)、エチレンジアミン四酢酸(EDTA)、ジエチレントリアミン五酢酸(DTPA)、ヒドロキシエチルエチレンジアミン三酢酸(HEDTA)、メチルグリシン二酢酸(MGDA)が挙げられる。また、弱アルカリ性水溶液に混合可能な界面活性剤は、特に限定されず、ノニオン型界面活性剤、アニオン型界面活性剤、カチオン型界面活性剤、両性型界面活性剤、特殊界面活性剤のいずれであってもよい。使用可能な界面活性剤の具体例としては、ポリエチレングリコールエーテル型界面活性剤、多価アルコール型界面活性剤、イミダゾリン型界面活性剤等が挙げられる。これらの有機キレート剤や界面活性剤は、単独で用いてもよいし、二種以上を混合して用いてもよい。
【0054】
洗浄処理に適用可能な有機溶剤は、特に限定されないが、アルコール類、トルエン、キシレン等の芳香族炭化水素類、ペンタン、ヘキサン等の脂肪族炭化水素類、アセトン、ケトン、エステルなどを適宜用いることができる。ここで用いられる有機溶剤のSP値は、本体がウレタン系樹脂により形成されたベルトの製造工程で用いられる離型剤のSP値との差が、3.0以下であることが好ましく、2.0以下であることがより好ましく、1.0以下であることがさらに好ましい。また、洗浄処理に適用可能な機能水は、特に限定されないが、超純水に極微量のガス、薬液などの添加剤を加えた溶液、例えば、水素水、オゾン水、電解イオン水等を用いることができる。水素イオン濃度や酸化還元電位を制御した機能水を洗浄水として用いることにより、付着物等がベルトの表面から容易に剥離し、油分などの汚染物質が効果的に除去される。
【0055】
洗浄処理は、例えば約1〜1,000kHzの周波数の超音波振動を与えながら行ってもよい。このように超音波振動を与えつつ洗浄を行うことによって、ベルト表面の付着物や油分がより効果的に除去される。ただし、超音波振動を与えながら有機溶剤を用いた洗浄処理を行う場合、安全性を確保するために、防爆施設を設ける必要がある。
【0056】
低発塵性歯付ベルト1は、洗浄処理後に、さらにベルト表面に付着した洗浄液あるいは洗浄液含有物(アルカリ残留物など)を除去する目的で、1回以上の水洗及び乾燥を施すことが好ましい。このような水洗は、例えば、電気伝導度が0μSから3μS程度の純水を用いて行うことができる。水洗後の乾燥の方法は、特に限定されず、例えば減圧乾燥、加熱乾燥、気流による乾燥など公知の方法を用いることができる。
【0057】
このように、低発塵性歯付ベルト1は、アラミド繊維製撚糸で形成された心線が、所定の上撚り数及び所定の下撚り数で撚られていることに加えて、表面に洗浄処理が施されていることによって、ベルトの製造工程や使用に起因する付着物や摩耗粉の発生を確実に低減し、浮遊性微粒子の発塵源を効果的に除去することができる。
【0058】
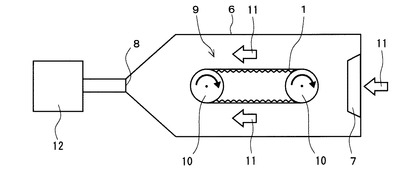
低発塵性歯付ベルト1の発塵量は、外部から遮断されたチャンバー(クリーンルーム)内で、2軸の歯付プーリの間にベルトをセットし、所定の負荷荷重をかけて回転させたときの発塵量を、粉塵測定装置(パーティクルカウンター)で計測することによって、測定することができる。発塵量を測定するための装置の概略を図2に示す。
【0059】
より具体的には、相対する大小2つの孔7及び8が穿設されたチャンバー6内に、2基の歯付プーリ10を取り付けた2軸のベルト回転装置9を配置する。そして、このベルト回転装置9に、2基の歯付プーリ10と歯部5とが噛み合うように低発塵性歯付ベルト1を取付け、この低発塵性歯付ベルト1に10〜2000Nの負荷荷重を与え、0.5〜20m/secで走行させる。このチャンバー6に穿設された大きい方の孔7から、HEPAフィルターを通じたクリーンエアー11(粒径0.1〜5μmの浮遊性微粒子を含まない)が一定の風速で送られる。クリーンエアー11は、ベルトの周囲を流れる際に、ベルトの運動により発生した浮遊性微粒子(製造時からの付着物またはプーリとの摩擦により発生した摩耗粉などに起因)を拾い、チャンバーに穿設された小さい方の孔8から粉塵測定装置12に送られ、ここで発塵量が計測される。低発塵性歯付ベルト1以外から発生する発塵量を低減するために、ベルト回転装置9の金属ローラーのシャフト部分(図示せず)には磁性流体シールが用いられている。
【0060】
発塵量の良否は、1m3に含まれる粒径0.1〜5μmの粒子濃度に基づいて、ISOの基準により判断することができる。クリーンルームで用いるために求められる空気の清浄度としては、当該低発塵性歯付ベルトが単独で用いられる場合において、ISO基準のクラス4を満たしていることが好ましい。ISOクラス4は、粒径0.1〜5μm以上の粒子が10,000個以下、粒径0.2〜5μm以上の粒子が2,370個以下、粒径0.3〜5μm以上の粒子が1,020個以下、粒径0.5〜5μm以上の粒子が352個以下、粒径1〜5μm以上の粒子が83個以下、粒径5μm以上の粒子が0個という基準である。低発塵性歯付ベルト1は、上記のように所定の上撚り数及び所定の下撚り数で撚られたアラミド繊維性撚糸で形成されており、さらに表面に洗浄処理が施されていることにより、浮遊性微粒子の発生が顕著に抑制されているため、クリーンルームにおける単独使用の場合において、ISOクラス4の発塵量の基準を容易に満たすことが可能となる。なお、クリーンルームには目的に応じた種々の装置が配置されるが、このように複数の装置が配置されている状態において、クリーンルーム全体で要求される清浄度の基準は、一般的にクラス8以上である(後述の表1参照)。
【0061】
本実施形態の低発塵性歯付ベルトは、歯部(歯布を有しない)と背部とがウレタン系樹脂から形成されており、さらに、アラミド繊維製撚糸の心線が接着処理剤により被覆及び/又は含浸されており、かつ、この心線が所定の上撚り数及び所定の下撚り数で撚られている構成を有することから、ベルトの使用時における磨耗粉の発生を抑制し、浮遊性微粒子の量を飛躍的に減少させることができる。また、本実施形態の低発塵性歯付ベルトは、表面に洗浄処理が施されていることによって、ベルト製造時における付着物をより効果的に除去することができる。
【実施例】
【0062】
以下、実施例によって本発明をさらに具体的に説明するが、本発明は以下の実施例に限定されるものではない。
【0063】
[浸漬処理済み心線の作製]
1000デニールの芳香族ポリアミド繊維(デュポン株式会社製の「ケブラー29」(商品名):引張弾性率70.5GPa)の原糸1本を41回/10cm下撚り(S撚り)し、さらに3本束ねて24回/10cm上撚り(Z撚り)したアラミド繊維製撚糸の心線(以下「アラミドA心線」と称する)を準備した。また、1140デニールの芳香族ポリアミド繊維(デュポン株式会社製の「ケブラー49」(商品名):引張弾性率112.4GPa)の原糸1本を20回/10cm下撚り(S撚り)し、さらに5本束ねて10回/10cm上撚り(Z撚り)したアラミド繊維製撚糸の心線(以下「アラミドB心線」と称する)を準備した。さらに別途、Eガラス繊維(アルミナ−シリカ系)の原糸200本を直径10μmに紡糸したもの(ヤーン)3本を8回/10cm下撚り(S撚り)し、さらに6本束ねて8回/10cm上撚り(Z撚り)したガラス繊維製撚糸の心線を準備し、また直径1mmの亜鉛メッキ済みスチールコード(スチール細線を撚り合わせたもの)を酸処理した金属心線を準備した。
【0064】
上記のアラミドA及びB心線に対して、以下の手順により、エポキシ基含有化合物溶液による浸漬処理を行った。イオン交換水に2.5質量%のポリグリセロールポリグリシジルエーテル(ナガセケムテック株式会社製の「デナコールEX−521」)を混合し、スターラーを用いて30分間攪拌し、次いでこの混合物にイミダゾール系化合物を0.2質量%混合し、さらにスターラーを用いて30分間攪拌を行ったものを浸漬処理用の溶液とした。調製後6時間以内の溶液中に心線を浸漬し、次いで200℃で30分間乾燥させることによって、浸漬処理済みアラミド心線とした。
【0065】
上記のガラス繊維製撚糸の心線に対して、以下の手順により、イソシアネート基含有化合物溶液による塗布処理及びエポキシ基含有化合物溶液による浸漬処理を行った。塗布処理用溶液として、ゴム系水分散接着剤(ブロックイソシアネートとRFL(レゾルシン−ホルムアルデヒド−ラテックス)との質量比が30:70であり、固形分が25質量%である水分散接着剤)を用い、浸漬処理用溶液として、上記のアラミド繊維製撚糸の心線の浸漬に用いた溶液と同様の溶液(但し、ポリグリセロールポリグリシジルエーテルの濃度を5質量%としたもの)を用いた。イソシアネート基含有化合物の塗布処理用溶液による処理では、刷毛を用いて心線の表面全体に溶液を塗布し、次いで300℃で30分間乾燥させた。続いて、エポキシ基含有化合物の浸漬処理用溶液による処理では、調製後6時間以内の溶液中に心線を浸漬し、次いで200℃で30分間乾燥させることによって、浸漬処理済みガラス心線とした。また、上記の金属心線に対して、以下の手順により、エポキシ基含有化合物溶液による浸漬処理を行った。上記のアラミドA及びB心線の浸漬に用いた溶液と同じ溶液を、浸漬処理用の溶液として用いた。金属心線をこの溶液に浸漬し、次いで100℃で30分間乾燥させることによって、浸漬処理済み金属心線とした。
【0066】
[ベルトの作製]
歯部を形成するための凹凸を外周面に設けた円筒状内型に、離型剤を塗布した上で、心線を螺旋状に巻き付けた。次いで、この内型を、離型剤が塗布された円筒状外型にセットし、内型と外型との間に、等量のポリテトラメチレンエーテルグリコール(数平均分子量1,000)とトリレンジイソシアネートとから得られたウレタンプレポリマー100質量部、架橋剤としての4,4’−メチレン−ビス−(オルト−クロロアニリン)20質量部、及び可塑剤としてのフタル酸ジオクチル25質量部の混合物を流し込んで、150℃で2時間加熱することによって、固化された熱硬化性ウレタン系樹脂のベルトスリーブを得た。固化されたベルトスリーブを脱型し、アフターキュアした後、15mmの幅で切断することによって、周長1,000mm、幅15mmの歯付ベルトを製造した。
【0067】
[弱アルカリ性水溶液による洗浄処理]
イオン交換水100質量部に、苛性ソーダ1質量部、有機キレート剤としてのエチレンジアミン四酢酸1質量部、及びノニオン系界面活性剤1質量部を添加・混合することによって弱アルカリ性水溶液を調製し、さらに苛性ソーダを適宜追加していくことによりpHを11に調節した。次いで、この弱アルカリ水溶液の液温を50℃にまで昇温させた後、ベルトを浸漬し、10分間に渡って超音波振動(5kHz)を与えながら洗浄した。このように洗浄したベルトを、さらに、超音波振動(5kHz)を与えつつ水道水で1回洗浄し、次いで電気伝導度が1μSの純水で2回洗浄した後、10分間に渡り80℃で熱風乾燥することによって、洗浄処理済みベルトを作製した。
【0068】
[ベルトの付着物及び摩耗粉の目視観察]
ベルトの背面を、アルミナ製のディスクに載置して押し付けた後ディスクから離し、付着物がないかを目視観察した。付着物が存在しない場合は「付着物無し」(○)、付着物が存在する場合は「付着物有り」(×)と判断した。
【0069】
後述の発塵評価試験におけるチャンバー内で、ベルトの下方に市販の粘着シートを配置して300分間の回転運転を行い、ベルトから落下した摩耗粉が粘着シートに付着しているかどうかを目視観察した。摩耗粉が存在しない場合は「摩耗粉無し」(○)、摩耗粉が存在する場合は「摩耗粉有り」(×)と判断した。
【0070】
[発塵量の評価]
相対する大小2つの孔が穿設されたチャンバー内で、2基の歯付プーリを取り付けた2軸のベルト回転装置を配置した。ベルト回転装置の金属ローラーのシャフト部分には磁性流体シールを用いた。このベルト回転装置に、2基の歯付プーリと歯部とが噛み合うように歯付ベルトを取付け、400Nの負荷荷重を与え、1m/sec(200rpm)でベルトを走行させた。このチャンバーに穿設された大きい方の孔から、HEPAフィルターを通じたクリーンエアー(1m3あたり0.1μm以上の粒子数が0又は1であるエアー)を一定の風速で送った。ベルトの周囲を流れる際に浮遊性微粒子を拾ったクリーンエアーを、チャンバーに穿設された小さい方の孔から粉塵測定装置に送り、そこで発塵量を計測した。発塵量の計測は5分毎に360分間に渡って行い、発塵量が定量的に推移するようになった後である60分経過時から360分間経過時までの1m3に含まれる粒径0.1〜5μmの粒子濃度の平均値に基づいて、ISOの基準によりクラス分けした。このように、クリーンルームを模したチャンバー内で当該歯付ベルトを単独で(他の装置からの発塵がない状態で)走行させた場合において、上記の発塵量がISOクラス4を満たしているときに、クリーンルームで用いるために求められる空気の清浄度が得られる(発塵量評価が良好である)と判定した。ISOクラス4は、粒径0.1〜5μmの粒子が10,000個以下、粒径0.2〜5μmの粒子が2,370個以下、粒径0.3〜5μmの粒子が1,020個以下、粒径0.5〜5μmの粒子が352個以下、粒径1〜5μmの粒子が83個以下、粒径5μm以上の粒子が0個という基準である。ISOの清浄度規格のクラス分けの基準を、以下の表1に示す。なお、クリーンルームの用途・目的によるが、一般的な現場のクリーンルームに複数の装置が配置されている状態においては、清浄度の基準として、ISO基準のクラス8以上が要求される。
【0071】
【表1】

【0072】
[実施例1]
浸漬処理済みのアラミドB心線を用い、上記方法に従って歯付ベルトを作製した。この歯付ベルトに対して、弱アルカリ水溶液による洗浄処理を施し、付着物及び摩耗粉の目視観察並びに発塵量の評価(走行試験開始後60分経過時から360分経過時までの1m3に含まれる粒径0.1〜5μmの粒子濃度の平均値に基づいたISO基準によるクラス分け)を行った。結果を以下の表2に示す。また、走行試験後における本実施例のベルトの側面心線部の光学顕微鏡写真を図6に示す。加えて、走行試験における本実施例の発塵量の推移(360分経過までにおける5分毎の粒径0.1〜5μmの発塵量)を、グラフの形式で図8に示す。
【0073】
[比較例1]
浸漬処理済みのアラミドA心線を用い、上記方法に従って歯付ベルトを作製した。この歯付ベルトに対し、弱アルカリ水溶液による洗浄処理を行うことなく、付着物及び摩耗粉の目視観察並びに発塵量の評価を行った。結果を以下の表2に示す。また、本比較例のアラミドA心線を用いたベルトから生じた摩耗粉の電子顕微鏡写真を図3に示す。加えて、走行試験における本比較例の発塵量の推移(360分経過までにおける5分毎の粒径0.1〜5μmの発塵量)を、グラフの形式で図8に示す。
【0074】
[比較例2]
浸漬処理済みのアラミドA心線を用い、上記方法に従って歯付ベルトを作製した。この歯付ベルトに対して、弱アルカリ水溶液による洗浄処理を施し、付着物及び摩耗粉の目視観察並びに発塵量の評価を行った。結果を以下の表2に示す。さらに走行試験後における本比較例のベルトの側面心線部の光学顕微鏡写真を図7に示す。加えて、走行試験における本比較例の発塵量の推移(360分経過までにおける5分毎の粒径0.1〜5μmの発塵量)を、グラフの形式で図8に示す。
【0075】
[比較例3]
浸漬処理済みのガラス心線を用い、上記方法に従って歯付ベルトを作製した。この歯付ベルトに対して、弱アルカリ水溶液による洗浄処理を施し、付着物及び摩耗粉の目視観察並びに発塵量の評価を行った。結果を以下の表2に示す。また、本比較例のガラス心線を用いたベルトから生じた摩耗粉の電子顕微鏡写真を図4に示す。加えて、走行試験における本比較例の発塵量の推移(360分経過までにおける5分毎の粒径0.1〜5μmの発塵量)を、グラフの形式で図8に示す。
【0076】
[比較例4]
浸漬処理済みの金属心線を用い、上記方法に従って歯付ベルトを作製した。この歯付ベルトに対して、弱アルカリ水溶液による洗浄処理を施し、付着物及び摩耗粉の目視観察並びに発塵量の評価を行った。結果を以下の表2に示す。また、本比較例の金属心線を用いたベルトから生じた摩耗粉の電子顕微鏡写真を図5に示す。加えて、走行試験における本比較例の発塵量の推移(360分経過までにおける5分毎の粒径0.1〜5μmの発塵量)を、グラフの形式で図8に示す。
【0077】
[参考例1]
歯付ベルトをセットせずに、ベルト回転装置のみで上記のベルト回転装置を走行させ、上記の要領で発塵量の評価(ブランク評価)を行った。結果を以下の表2に示す。また、走行試験における本参考例の発塵量の推移(360分経過までにおける5分毎の粒径0.1〜5μmの発塵量)を、グラフの形式で図8に示す。
【0078】
【表2】
【0079】
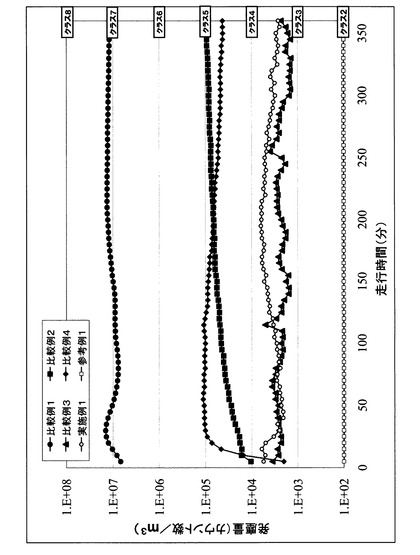
まず、参考例1の結果から明らかなように、ブランク評価では発塵が見られないことから、実施例1及び比較例1〜4の平均発塵量の結果は、それらの例の歯付ベルトに専ら起因するものであると判断される。洗浄処理を施さなかった比較例1、心線として41回/10cmの下撚り回数及び24回/10cmの上撚り回数(本発明の規定外)並びに上撚り本数が3であるアラミド繊維製撚糸を用いた比較例2、ガラス繊維製撚糸の心線を用いた比較例3及び金属心線を用いた比較例4の各例のベルトは、付着物もしくは摩耗粉を生じ、あるいは発塵量が大きくなった。特に比較例1及び3のベルトでは、摩耗粉が多く観察された。一方、15回/10cm以上25回/10cm以下の下撚り回数及び5回/10cm以上15回/10cm以下の上撚り回数で撚られ、上撚り本数が5であるアラミド繊維製撚糸から形成された心線を用いた実施例1のベルトは、付着物及び摩耗粉を生じることなく、発塵量が極めて少ないため、クリーンルームでの使用に最適であることが分かった。すなわち、本発明による実施例1のベルトは、クリーンルームにおいて単独で使用された場合に、付着物及び摩耗粉を発生せず、ISO基準のクラス4の清浄度を達成できることが分かった。従って、このような本発明のベルトを用いることにより、当該ベルトを含めた複数の装置が配置されるクリーンルームにおいて、一般的に要求されるISO基準クラス8以上の清浄度を満たすことが容易となる。また、図7に示された走行試験後における比較例2の歯付ベルトの側面心線部の光学顕微鏡写真からは、心線のフィブリル化(分繊化)や傷付きが見られる一方、図6に示された走行試験後における実施例1の歯付ベルトの側面心線部の光学顕微鏡写真からは、そのような心線のフィブリル化等が一切観察されなかった。
【産業上の利用可能性】
【0080】
本発明による低発塵性歯付ベルトは、15回/10cm以上25回/10cm以下の下撚り回数及び5回/10cm以上15回/10cm以下の上撚り回数で撚られたアラミド繊維製撚糸から形成された心線を用い、かつ心線が接着処理剤により被覆及び/又は含浸されている構造を有しているため、付着物及び摩耗粉を生じることがなく、かつ浮遊性微粒子の発生量が極めて少ないので、クリーンルームでの使用に最適である。
【符号の説明】
【0081】
1 低発塵性歯付ベルト
2 ベルト本体
3 心線
4 背部
5 歯部
6 チャンバー
7 チャンバーに穿設された孔(大)
8 チャンバーに穿設された孔(小)
9 ベルト回転装置
10 歯付プーリ
11 クリーンエアー
12 粉塵測定装置
【技術分野】
【0001】
本発明は、心線が埋設されたクリーンルーム用の低発塵性歯付ベルトに関する。
【背景技術】
【0002】
フラットパネル、半導体、食品、製薬などの精密電子部品の所定の製造工程は、製品の品質及び製品歩留まりを確保するために、空気の清浄度が一定の基準を満たすように制御されたクリーンルームで行われ、粉塵管理も一般的になっている。昨今、電子部品の製造工程で使用される歯付ベルト(例えば、タイミングベルト)等の機器からの発塵量を低減し、製品歩留まりをさらに向上させることが厳しく求められている。このような状況下、耐摩耗性が大きく、歯付ベルトとプーリとの接触による粉塵の発生が少ないことから、ゴム製の歯付ベルトに替えてウレタン系樹脂製の歯付ベルトが一般的に用いられている。
【0003】
一方、上記歯付ベルトとしては、ベルトの強度、耐久性、駆動の正確性等を向上させるために、アラミド繊維等からなる心線が埋設されたものが使用されている。しかし、この心線がベルト本体の幅方向に螺旋状に配設されるため、歯付ベルトの一部分に心線が露出することが避けられない。このようなアラミド繊維製の心線を備えたウレタン系樹脂製の歯付ベルトを使用する場合、繊維の屈曲疲労、フィラメントのフィブリル化(分繊化)、フィラメントの切断等により発生した摩耗粉がベルト表面に堆積する。このような摩耗粉は、目視で確認できない程度の大きさの浮遊性微粒子の発塵源となり、クリーンルームの清浄度を低下させることがある。また、5μmよりも大きな比較的大径の摩耗粉は、重力等によりクリーンルーム内に沈降・堆積するため、再浮遊しない限りは製品に付着する可能性は低いが、0.1〜5μm程度の浮遊性微粒子は、ベルト表面に残存し製品に付着することによって、製品歩留まりを低下させる可能性がある。
【0004】
また、ウレタン系樹脂製の歯付ベルトの製造工程においては、ウレタン系樹脂から発生した細粉、離型剤などの添加剤、環境内の塵埃等が、ベルト表面に付着する。さらに、ウレタン系樹脂製の歯付ベルトの運転時において、歯付ベルトとプーリ歯部及びフランジとの接触によって発生した摩耗粉が、ベルト表面に付着し残存することがある。これらのウレタン系樹脂から発生したベルト付着物や摩耗粉が発塵源となって浮遊性微粒子を生じ、結果としてクリーンルームの空気の清浄度を低下させる要因となる。
【0005】
このような浮遊性微粒子は、駆動系に対する送風によってある程度除去することができるが、製造対象となる電子部品の巨大化に伴い、このような対策だけでは不十分となっており、製品歩留まりの低下を招いている。従って、クリーンルームに要求される空気の清浄度のスペックを満たすように、発塵源となるベルト付着物や摩耗粉の形成を抑制し、浮遊性微粒子の発生が少ない歯付ベルトの開発が強く求められている。
【0006】
なお、特開平10−184806号公報には、高い抗張性を有する芯線(心線)が埋設されており、背面から歯面までがウレタンエスラストマーにより形成されているはす歯ベルトが開示されている。しかし、当該文献の歯付ベルトは、クリーンルームに要求される空気の清浄度を満足させるものではなく、高い清浄度を達成するための必要な手段については述べられておらず、また、心線の高抗張性をいかにして実現するのかについても記載されていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−184806号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は以上のような事情に基づいてなされたものであり、その主な目的は、フラットパネル、半導体などの精密電子部品製造、製薬、食品加工等の分野におけるクリーンルームに求められる高い空気清浄度を保つことができるように、ベルト使用時の心線の屈曲疲労によって生じる摩耗粉の量を可能な限り低減させた低発塵性歯付ベルトを提供することである。本発明の他の目的は、ベルトの製造工程に起因する付着物を除去した低発塵性歯付ベルトを提供することである。
【課題を解決するための手段】
【0009】
本発明者らは、鋭意研究の結果、心線の構成材料として、所定の下撚り回数及び所定の上撚り回数で撚ったアラミド繊維製撚糸を用い、かつ接着剤処理剤によって被覆及び/又は含浸処理することによって、ベルト使用時の心線の屈曲疲労に起因する摩耗粉の発生を抑制し、浮遊性微粒子を低減することができることを見出し、本発明を完成させた。
【0010】
上記課題を解決するためになされた発明は、
ベルト本体内に心線が幅方向に螺旋状に埋設された低発塵性歯付ベルトであって、
上記ベルト本体の形成材料として、ウレタン系樹脂が用いられ、
上記心線として、アラミド繊維製撚糸に接着処理剤で被覆及び/又は含浸されたものが用いられ、
上記アラミド繊維製撚糸の下撚り回数が15回/10cm以上25回/10cm以下、上撚り回数が5回/10cm以上15回/10cm以下であることを特徴とするクリーンルーム用の低発塵性歯付ベルトである。
【0011】
当該低発塵性歯付ベルトは、ベルト本体が大きな耐摩耗性を有するウレタン系樹脂から形成されていることから、長期間の使用後においても、プーリとの接触に起因する細粉の発生を抑制することができる。また、心線は、15回/10cm以上25回/10cm以下の下撚り回数、及び5回/10cm以上15回/10cm以下の上撚り回数で撚られたアラミド繊維製撚糸から形成されていることから、心線の耐屈曲疲労性が最適化され、浮遊性微粒子の発塵源となる摩耗粉の発生を大幅に低減することができる。さらには、心線が接着処理剤により被覆及び/又は含浸されていることから、アラミド繊維の個々のフィラメントを集束させると同時に、アラミド繊維とウレタン系樹脂との間の化学的な親和性を向上させて両者間の摩擦・摩耗を低減しつつ、心線の屈曲疲労に対する耐性を一層改善することが可能となる。
【0012】
当該低発塵性歯付ベルトは、上記アラミド繊維製撚糸の上撚り本数が3本以上7本以下であることが好ましく、4本以上7本以下であることがより好ましい。このような範囲の上撚り本数であるアラミド繊維製撚糸から形成された心線を用いることによって、さらに心線の耐屈曲疲労性を高め、摩耗粉の発生を効果的に抑制することが可能となる。
【0013】
当該低発塵性歯付ベルトにおける心線の材料として用いられるアラミド繊維製撚糸は、引張弾性率が85GPa以上150GPa以下であることが好ましい。このように所定範囲の引張弾性率を有するアラミド繊維製撚糸を、心線の材料として用いることによって、心線の耐屈曲疲労性、耐久性及び強度を最適化し、ひいてはベルトの使用寿命を高めることができる。
【0014】
当該低発塵性歯付ベルトの表面は、洗浄処理が施されていることが好ましい。また、このような洗浄処理は、弱アルカリ性水溶液、有機溶剤又は機能水によるものであることが好ましい。特に、低発塵性歯付ベルトを製造した後、精密電子部品製造用のクリーンルームでのラインに配置する前に、このような洗浄処理を行うことによって、ベルトに付着した塵埃、ウレタン系樹脂の細粉、離型剤等の添加剤などの浮遊性微粒子の発塵源となる付着物を、十分に取り除くことができる。
【0015】
接着処理剤として、イソシアネート基含有化合物又はエポキシ基含有化合物を用いることが好ましい。このように、イソシアネート基含有化合物又はエポキシ基含有化合物を用いて、アラミド繊維製撚糸の心線を被覆及び/又は含浸処理することによって、繊維をより完全に集束させ、心線とベルト本体との間の化学的親和性・接着性をさらに高めると同時に、心線の屈曲疲労に対する耐性を一層向上させることが可能となる。
【0016】
当該低発塵性歯付ベルトにおけるベルト本体を構成するウレタン系樹脂は、熱硬化性ウレタン系樹脂であることがより好ましい。このように、低発塵性歯付ベルトにおけるベルト本体が熱硬化性ウレタン系樹脂で形成されていることによって、耐摩耗性が長期間に渡って安定して発揮されるため、ベルトの製品寿命をさらに改善することができると共に、より高い負荷での使用が可能となる。
【0017】
当該低発塵性歯付ベルトは、クリーンルームにおける単独の使用により、ISOクラス4以上の清浄度が得られることが好ましい。当該低発塵性歯付ベルトは、上記のような構造を有することから、ベルト本体及び心線からの摩耗粉及び浮遊性微粒子の発生を効果的に抑制することが可能であり、高い水準の清浄度が必要なクリーンルーム用として好ましく用いられる。ここでの、当該低発塵性歯付ベルトの「クリーンルームにおける単独の使用」とは、クリーンルームにおけるベルトの走行装置以外の発塵源が存在しない状態でのベルトの使用を意味する。
【発明の効果】
【0018】
以上説明したように、本発明の低発塵性歯付ベルトによれば、ベルト本体の形成材料としてウレタン系樹脂を用いることにより、長期間の使用後においてもプーリとの接触に起因する細粉の発生を抑制することができると共に、心線の材料として用いられるアラミド繊維製撚糸の撚り数を所定範囲とし、かつ接着処理剤で被覆及び/又は含浸処理することにより、心線の耐屈曲疲労性を最大限高めて、浮遊性微粒子の発塵源となる摩耗粉の発生(例えば、プーリ側面のフランジとの接触による心線からの摩耗粉の発生)を低減することができる。
【図面の簡単な説明】
【0019】
【図1】図1は、本発明の一実施形態に係る低発塵性歯付ベルトの斜視断面図である。
【図2】図2は、発塵量を測定するための装置を示す模式図である。
【図3】図3は、アラミド心線を用いたベルトから生じた摩耗粉の電子顕微鏡写真を示す図である。
【図4】図4は、ガラス心線を用いたベルトから生じた摩耗粉の電子顕微鏡写真を示す図である。
【図5】図5は、金属心線を用いたベルトから生じた摩耗粉の電子顕微鏡写真を示す図である。
【図6】図6は、走行試験後における実施例1のベルトの側面心線部の光学顕微鏡写真を示す図である。
【図7】図7は、走行試験後における比較例2のベルトの側面心線部の光学顕微鏡写真を示す図である。
【図8】図8は、走行試験における各実施例及び比較例の発塵量の推移を示すグラフである。
【発明を実施するための形態】
【0020】
以下、適宜図面を参照しつつ、本発明の実施形態を詳説する。
図1の低発塵性歯付ベルト1は、ベルト本体2及び心線3を備えている。以下、当該低発塵性歯付ベルト1の各構成について順に説明する。
【0021】
ベルト本体2は、背部4及び複数の歯部5を備えている。この背部4は、略矩形断面の平ベルト状部分である。歯部5は、断面が略台形、三角形、半円形、山形、波形、正規分布曲線状等の凸条部である。複数の歯部5は、その稜線(軸方向)をベルト本体2の幅方向に向けて背部4の一方側の面上に配設され、長手方向に略等間隔(一定ピッチ)で配設されている。低発塵性歯付ベルト1がタイミングベルト等の駆動ベルトとして用いられる場合、この歯部5がプーリ側となるように駆動系にセットされる。駆動系におけるプーリは、一般的に歯付であり、低発塵性歯付ベルト1の歯部5とプーリの歯部とが噛み合った状態で動作することにより、動力の伝達ロスを生じることがないように構成されている。低発塵性歯付ベルト1の幅方向の大きさは、用途次第であり特に限定されないが、例えば、1mm以上100mm以下のものが用いられる。
【0022】
低発塵性歯付ベルト1は、汎用的な歯付ベルトが有するナイロン繊維等で形成された歯布を有しない。このように、低発塵性歯付ベルト1は、背部4及び歯部5以外に歯布を有しないことによって、歯布とプーリとの接触による多量の摩耗粉の発生や、歯部と歯布界面との接着層に起因する摩耗粉の発生が起こらず、浮遊性微粒子の発塵源を減らすことができるため、クリーンルームに好適に使用することができる。
【0023】
ベルト本体2は、ウレタン系樹脂によって形成されている。ベルト本体2の形成材料として耐摩耗性が高いウレタン系樹脂を用いることによって、ベルトとプーリとの接触による細粉の発生を抑制し、浮遊性微粒子を低レベルに低減することができる。ウレタン系樹脂としては、熱硬化性ウレタン系樹脂または熱可塑性ウレタン系樹脂を用いることができる。
【0024】
熱硬化性ウレタン系樹脂としては、公知のものを使用することができる。熱硬化性ウレタン系樹脂の製造方法としては、プレポリマー法、擬プレポリマー法、ワンショット法、擬ワンショット法が挙げられるが、プレポリマー法が最も一般的である。プレポリマー法においては、典型的に、およそ等モルのポリイソシアネート化合物とポリオール化合物とを約50〜150℃で反応させることによってウレタンプレポリマーを合成し、このウレタンプレポリマー及び適当量の架橋剤(並びに可塑剤等の任意成分)を約50〜150℃で加熱し反応・硬化させることによって、熱硬化性ウレタン系樹脂を製造することができる。熱硬化性ウレタン系樹脂は、一般的に三次元網目構造を有する樹脂であり、所望の形状を有する金型に液状の原料(ウレタンプレポリマー及び架橋剤等)を注入し、加熱・硬化させることによって成形することができる。
【0025】
熱硬化性ウレタン系樹脂の合成に用いられるポリイソシアネート化合物の例としては、
フェニレンジイソシアネート、1,5−ナフタレンジイソシアネート(NDI)、トリレンジイソシアネート(TDI)、4,4’−ジフェニルジイソシアネート、ジフェニルメタンジイソシアネート(MDI)、4,4’−トリジンジイソシアネート(TODI)、4,4’−ジフェニルエーテルジイソシアネート、キシリレンジイソシアネート(XDI)、テトラメチルキシリレンジイソシアネート(TMXDI)などの芳香族ジイソシアネート;
シクロペンタンジイソシアネート、シクロヘキサンジイソシアネート、イソホロンジイソシアネート(IPDI)、ジシクロヘキシルメタンジイソシアネート(水添MDI)、メチル−2,4−シクロヘキサンジイソシアネート、メチル−2,6−シクロヘキサンジイソシアネート、ビス(イソシアネートメチル)シクロヘキサンなどの脂環族ジイソシアネート;
ヘキサメチレンジイソシアネート(HDI)、ペンタメチレンジイソシアネート、トリメチルヘキサメチレンジイソシアネートなどの脂肪族ジイソシアネート等が挙げられる。これらのポリイソシアネート化合物は、単独で又は二種以上組み合わせて使用できる。
【0026】
熱硬化性ウレタン系樹脂の合成に用いられるポリオール化合物の例としては、ポリエーテル系ポリオール、ポリエステル系ポリオール、ポリカーボネート系ポリオール、ポリオレフィン系ポリオールなどが挙げられる。これらのポリオール成分は、単独で又は二種以上組み合わせて使用できる。
【0027】
ポリエーテル系ポリオールとしては、例えば、
エチレンオキサイド、プロピレンオキサイド、ブチレンオキサイド、テトラヒドロフラン、3−メチルテトラヒドロフランなどのアルキレンオキサイドの単独又は共重合体;
テトラメチレンエーテルグリコールを含んでなる単独又は共重合体;
ヒドロキシル基に対してC2−4アルキレンオキサイド1〜5モルが付加した付加体などのビスフェノールA又は水添ビスフェノールAのアルキレンオキサイド付加体が挙げられる。
【0028】
ポリエステル系ポリオールとしては、例えば、
イソフタル酸、テレフタル酸などの芳香族ジカルボン酸又はこれらのジアルキルエステル;アジピン酸などの脂肪族ジカルボン酸又はこれらのジアルキルエステル等から選択された少なくとも1種のジカルボン酸又はこれらのジアルキルエステルと、
エチレングリコール、プロピレングリコール、トリメチレングリコール、1,3−ブタンジオール、1,4−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコールなどのC2−10アルカンジオール、ジエチレングリコールなどのジ又はトリC2−10アルカンジオールなどから選択された少なくとも1種のアルカンジオール成分との反応により得ることができる。
【0029】
アジピン酸をジカルボン酸成分のベースとしたポリエステル系ポリオールの具体例としては、ポリエチレンアジぺート(PEA)、ポリジエチレンアジぺート(PDA)、ポリプロピレンアジペート(PPA)、ポリテトラメチレンアジペート(PBA)、ポリヘキサメチレンアジペート(PHMA)、及びこれらの成分を組み合わせた共重合体などが挙げられる。なお、ポリエステル系ポリオールには、ラクトン類(ε−カプロラクトン、δ−バレロラクトン、β−メチル−δ−バレロラクトンなどのC3−14ラクトン)の単独重合体又は共重合体も含まれる。
【0030】
ポリカーボネート系ポリオールとしては、例えば、
アルカンポリオール、ポリエーテル系ポリオール、ポリエステル系ポリオール等のポリオールと、ジメチルカーボネート等の短鎖ジアルキルカーボネートとの反応により得られるポリカーボネートジオールが挙げられる。ポリカーボネート系ポリオールの代表例としては、ポリヘキサメチレンカーボネート(PHC)が挙げられる。
【0031】
また、ポリオレフィン系ポリオールとしては、例えば、
ポリブタンジエンポリオール、水素化ポリブタジエンポリオール、ポリイソプレンポリオール、ひまし油変性ポリオール、ブタジエンとスチレンもしくはアクリロニトリルとの共重合体の末端に水酸基を導入したもの等が挙げられる。
【0032】
これらのポリオール化合物の中でも、コスト及び製造容易性の観点からは、ポリエーテル系ポリオールが好ましい。ポリオール化合物の分子量は、数平均分子量400以上10,000以下、好ましくは500以上8,000以下、さらに好ましくは550以上5,000以下程度であってよい。また、ポリオール化合物は、結晶性であってもよく非結晶性であってもよい。
【0033】
熱硬化性ウレタン系樹脂の合成に用いられる架橋剤としては、例えば、エチレングリコール、1,2−プロピレングリコール、1,3−プロピレングリコール、1,4−ブタンジオール、1,3−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,8−オクタンジオール,ネオペンチルグリコール、2−メチル−1,3−プロパンジオール、3−メチル−1,5−ペンタンジオール、ジエチレングリコール、トリエチレングリコール、テトラエチレングリコール、分子量400までのポリエチレングリコール、ジプロピレングリコール、分子量400までのポリプロピレングリコール、ジブチレングリコール、分子量400までのポリブチレングリコール、グリセリン、トリメチロールプロパン、トリメチロールエタン、ペンタエリスリトール、ソルビトール、ヒマシ油、4,4’−ジオキシジフェニルプロパン、ジオキシメチルヒロドキノン等の低分子量グリコール(上記のポリエステル系ポリオールと重複しない化合物);
エチレンジアミン、1,4−テトラメチレンジアミン、ポリオキシポロピレントリアミン等の脂肪族ポリアミン;
4,4’−メチレン−ビス−2−メチルシクロヘキシルアミン等の脂環族ポリアミン;
1,4−フェニレンジアミン、2,6−ジアミノトルエン、1,5−ナフタレンジアミン、3,3’−ジメチル−4,4’−ジアミノジフェニルメタン、1−メチル−3,5−ビス(メチルチオ)−2,6−ジアミノベンゼン、1−メチル−3,5’−ジエチル−2,6−ジアミノベンゼン、4,4’−メチレン−ビス−(3−クロロ−2,6−ジエチルアニリン)、4,4’−メチレン−ビス−(オルト−クロロアニリン)、4,4’−メチレン−ビス―(2,3−ジクロロアニリン)、トリメチレングリコールジ−パラ−アミノベンゾエート、4,4’−メチレン−ビス−(2,6−ジエチルアニリン)、4,4’−メチレン−ビス−(2,6−ジイソプロピルアニリン)、4,4’−メチレン−ビス−(2−メチル−6−イソプロピルアニリン)、4,4’−ジアミノジフェニルスルホン、トリレンジアミン、ジエチルトリレンジアミン、4,4’−ジアミノジフェニルメタン、3,3’−ジクロロ−4,4’−ジアミノジフェニルメタン、クロロアニリン変性ジクロロジアミノジフェニルメタン、3,5−ビス(メチルチオ)−2,4−トルエンジアミン、3,5−ビス(メチルチオ)−2,6−トルエンジアミン、メチレンジアニリン/塩化ナトリウム錯体、1,2−ビス(2−アミノフェニルチオ)エタン、トリメチレングリコール−ジ−p−アミノベンゼン等の芳香族ポリアミンなどが挙げられる。
【0034】
任意成分としての可塑剤としては、特に限定されないが、例えばフタル酸ジオクチル、フタル酸ジブチル、アジピン酸ジオクチル、リン酸トリクレジル、塩素系パラフィンなどを挙げることができる。
【0035】
熱可塑性ウレタン系樹脂としては、公知のものを使用することができる。熱可塑性ウレタン系樹脂の製造方法は、特に限定されないが、典型的には、およそ等モルのポリイソシアネート化合物及びポリオール化合物、並びに鎖延長剤(必要に応じてさらに触媒等を添加)を、約60〜220℃で反応させる方法が挙げられる。熱可塑性ウレタン系樹脂は、一般的に直線状の炭素鎖構造を有する樹脂であり、ペレット状の樹脂固形物をシリンダー中で加熱し流動状態にしてから、閉じた金型に圧入し冷却すること(射出成形プロセス)によって成形品を得ることができる。
【0036】
熱可塑性ウレタン系樹脂の製造のために用いられるポリイソシアネート化合物及びポリオール化合物としては、熱硬化性ウレタン系樹脂に関して上で例示した化合物と同じものを用いることができる。
熱可塑性ウレタン系樹脂の製造のために用いられる鎖延長剤の例としては、エタンジオール、1,6−ヘキサンジオール、1,4−ブタンジオール、ジエチレングリコール、ジプロピレングリコールなどの2〜14個の炭素原子を有する脂肪族ジオール;
テレフタル酸ビスエチレングリコール、テレフタル酸ビス−1,4−ブタンジオール等のテレフタル酸と2〜4個の炭素原子を有するグリコールとのジエステル;
1,4−ジ(β−ヒドロキシエチル)ヒドロキノン)等のヒドロキノンのヒドロキシアルキレンエーテル;
1,4−ジ(β−ヒドロキシエチル)ビスフェノールA等のエトキシル化ビスフェノール;
イソホロンジアミン、エチレンジアミン、1,2−プロピレンジアミン、1,3−プロピレンジアミン、N−メチルプロピレン−1,3−ジアミン、N,N’−ジメチル−エチレンジアミン等の脂肪族ジアミン;
2,4−トリレンジアミン、2,6−トリレンジアミン、3,5−ジエチル−2,4−トリレンジアミン、3,5−ジエチル−2,6−トリレンジアミン、1級モノ−、ジ−、トリ−又はテトラアルキル置換−4,4’−ジアミノジフェニルメタン等の芳香族ジアミンなどを挙げることができる。
【0037】
熱硬化性ウレタン系樹脂は、金属に匹敵する高い耐摩耗性に加えて、大きな耐荷重性、反発弾性を有し、永久圧縮歪、永久伸びが小さく(耐久性が高く)、しかも耐オゾン性が高いという優れた長所を有する。従って、低発塵性歯付ベルト1のベルト本体2を構成するウレタン系樹脂としては、熱硬化性ウレタン系樹脂を用いることがより好ましい。このようにベルト本体2の構成材料として熱硬化性ウレタン系樹脂を用いることによって、摩耗による浮遊性微粒子の発生をさらに低減することが可能となり、また様々な使用環境下においてもベルトの使用寿命を延ばすことができる。
【0038】
心線3は、略円形断面を有する線状体であって、ベルト本体2の背部4に埋設されている。この心線3は、低発塵性歯付ベルト1の長手方向に向けた捲回状態で配設され、幅方向に螺旋状に配設されている。そのため、当該低発塵性歯付ベルト1の断面において、心線3は背部4の幅方向に所定間隔で並んで現れる。心線3の断面直径は、特に限定されないが、一般的には0.1mm以上1.0mm以下である。
【0039】
心線3としては、アラミド繊維製撚糸が用いられる。アラミド繊維は、強度、耐屈曲疲労性、及び耐久性が優れているため、心線3の材料として好適である。心線3の材料として用いられるアラミド繊維は、パラ系アラミド繊維、メタ系アラミド繊維のいずれであってもよい。アラミド繊維の代表的な商品名としては、ケブラー(デュポン株式会社製)、ノーメックス(デュポン株式会社製)、テクノーラ(帝人テクノプロダクト株式会社製)、トワロン(帝人テクノプロダクト株式会社製)などが挙げられる。
【0040】
アラミド繊維製撚糸の下撚り回数としては、15回/10cm以上25回/10cm以下とされており、17回/10cm以上22回/10cm以下が好ましい。また、アラミド繊維製撚糸の上撚り回数としては、5回/10cm以上15回/10cm以下とされており、7回/10cm以上13回/10cm以下が好ましい。さらに、上記アラミド繊維製撚糸の上撚り本数としては、3本以上7本以下が好ましく、4本以上7本以下であることがより好ましい。心線3として、15回/10cm以上の下撚り回数及び5回/10cm以上の上撚り回数で撚られたアラミド繊維を用いることによって、心線の耐屈曲疲労性を向上させることができる。一方、心線3として、25回/10cm以下の下撚り回数及び15回/10cm以下の上撚り回数で撚られたアラミド繊維を用いることによって、心線の耐屈曲疲労性を高いレベルに維持しつつ、柔軟性及び取扱容易性の低下を防止することができる。また、心線3として、上撚り本数が3本以上7本以下であるアラミド繊維製撚糸を用いることによって、さらに心線の耐屈曲疲労性が高められ、心線からの摩耗粉の発生を効果的に抑制することが可能となり、ひいては浮遊性微粒子の量を低減することができる。
【0041】
心線3の材料として用いられるアラミド繊維製撚糸の引張弾性率は、85GPa以上150GPa以下であることが好ましい。このようなアラミド繊維製撚糸を用いることによって、心線3の耐屈曲疲労性、強度、耐久性及び柔軟性が、高いレベルでバランス良く最適化され、それによりベルトの使用寿命をさらに延ばすことが可能となる。
【0042】
心線3としては、アラミド繊維製撚糸が接着処理剤により被覆及び/又は含浸されたものが用いられる。アラミド繊維製撚糸で形成されている心線3を接着処理剤溶液で処理することにより、その内部から外部に至るまで接着剤が浸透して、個々のフィラメントが十分に集束され、心線3の耐屈曲性が高められると共に、心線3と背部4との間の摩擦・摩耗を低減することができる。
【0043】
接着処理剤としては、心線3のアラミド繊維製撚糸及び背部4を構成するウレタン系樹脂の両者に対して化学的な親和性を有する化学物質である限り特に限定されないが、好ましくは、イソシアネート基含有化合物又はエポキシ基含有化合物が用いられる。イソシアネート基含有化合物を含む溶液による塗布処理は、この化合物を含む有機溶媒の溶液を心線3の全体に塗布し、次いで乾燥することによって行われる。また、エポキシ基含有化合物を含む溶液による浸漬処理は、この化合物を含む有機溶媒の溶液に心線3を浸し、次いで乾燥することによって行われる。このような心線3に対するイソシアネート基含有化合物又はエポキシ基含有化合物溶液の塗布・浸漬処理によって、心線3とウレタン系樹脂から形成された背部5との間の接着性をさらに改善し、心線3の屈曲疲労に対する耐性をより一層向上させることが可能となる。
【0044】
心線3の塗布処理に用いられるイソシアネート基含有化合物としては、例えばナフタレンジイソシアネート、イソホロンジイソシアネート、4,4’−ジフェニルメタンジイソシアネート、トルエン−2,4−ジイソシアネート、キシリレンジイソシアネート、トリレンジイソシアネート、ポリメチレンポリフェニルジイソシアネート、ヘキサメチレンジイソシアネート等が挙げられる。
【0045】
心線3の浸漬処理に用いられるエポキシ基含有化合物としては、例えばエチレングリコール、グリセロール、ソルビトール、ペンタエリスリトール等の多価アルコール、又はポリエチレングリコール等のポリアルキレングリコールと、エピクロルヒドリンのようなハロゲン含有エポキシ化合物との反応生成物;レゾルシノン、ビス(4−ヒドロキシフェニル)ジメチルエタン、フェノール・ホルムアルデヒド樹脂、レゾルシン・ホルムアルデヒド樹脂等の多価フェノール類と、エピクロルヒドリンのようなハロゲン含有エポキシ化合物との反応生成物;過酢酸又は過酸化水素等で不飽和化合物を酸化して得られるポリエポキシド化合物;その他に、N,N,N’,N’−テトラグリシジル−m−キシレンジアミン、ジグリシジルアニリン、1,3−ビス(N,N−グリシジルアミノメチル)シクロヘキサン、1,6−ヘキサンジオールジグリシジルエーテル、ネオペンチルグリコールジグリシジルエーテル、エチレングリコールジグリシジルエーテル、プロピレングリコールジグリシジルエーテル、ポリエチレングリコールジグリシジルエーテル、ポリプロピレングリコールジグリシジルエーテル、ソルビトールポリグリシジルエーテル、グリセロールポリグリシジルエーテル、ペンタエリスリトールポリグリシジルエーテル、ポリグリセロールポリグリシジルエーテル、ソルビタンポリグリシジルエーテル、トリメチロールプロパンポリグリシジルエーテル、アジピン酸ジグリシジルエステル、o−フタル酸ジグリシジルエステル、トリグリシジル−トリス(2−ヒドロキシエチル)イソシアヌレート、レゾルシンジグリシジルエーテル、ビスフェノール−S−ジグリシジルエーテルなどが挙げられる。
【0046】
心線3の浸漬処理のためにエポキシ基含有化合物を用いる場合、アミン系硬化剤を併用することが好ましい。アミン系硬化剤としては、熱硬化性ウレタン系樹脂又は熱可塑性ウレタン系樹脂の製造に用いられるジアミン化合物を用いることができる。その他には、オキサゾール環を有する化合物や、イミダゾール系化合物を用いることも好ましい。これらのアミン系硬化剤をエポキシ基含有化合物と併用する場合には、エポキシ基含有化合物100質量部に対して0.1質量部以上10質量部以下の量で添加することが好ましい。このような割合でアミン系硬化剤を併用することによって、硬化後のエポキシ基含有化合物の特性を阻害することなく、硬化を効果的に促進することが可能となる。一方、心線3の塗布処理のためにイソシアネート基含有化合物を用いる場合には、空気中の水分が架橋剤の役目を果たすことによって、硬化が促進される。
【0047】
心線3に対する塗布・浸漬処理において、接着処理剤は、トルエン、メチルエチルケトン、ジエチルエーテル、ノルマルヘキサン等の有機溶媒、又は水(代表的にはイオン交換水)に攪拌・溶解させて使用される。これらの処理に用いられる溶液における接着処理剤の固形分濃度は、例えば1質量%以上50質量%以下とすることができる。このような固形分濃度の溶液を用いることにより、繊維に対する接着処理剤の浸透性、塗布・浸漬の作業性などを最適化することができる。塗布・浸漬処理に用いられる溶液は、例えば、上記濃度の接着剤を有機溶媒又はイオン交換水に添加して1〜60分間程度攪拌することによって調製することができる。エポキシ基含有化合物を含む溶液による浸漬処理は、例えば溶液調製後6時間以内に行うことが好ましい。また、イソシアネート基含有化合物を含む溶液による塗布処理は、特に限定されないが、スパチュラ、スタンプ又はスプレーを用いて溶液を心線に塗布することによって行うことができる。塗布・浸漬後の乾燥の温度及び時間は、使用する接着剤や溶媒の種類によって異なるが、例えば、20℃以上350℃以下の温度で、10分間〜30時間程度にわたって乾燥させることができる。なお、このような心線に対する塗布・浸漬処理は、1回のみでなく複数回繰り返して行ってもよい。
【0048】
低発塵性歯付ベルト1は、(i)歯部を形成するための凹凸を外周面に設けた円筒状内型に、心線3を螺旋状に巻き付ける工程、(ii)心線3を巻き付けた状態の内型を円筒状外型にセットし、内型と外型との間にウレタン系樹脂材料を流し込んで、例えば50℃から200℃程度で、数分から数時間の間、加熱・固化させる工程、(iii)ウレタン系樹脂材料が固化した後、脱型し、例えば10分から数時間の間、冷却(アフターキュアー)する工程、(iv)冷却後、ベルトスリーブを所望の幅で切断する工程により製造することができる。
【0049】
低発塵性歯付ベルト1は、ラインに配置する前において、ベルト表面の付着物や摩耗粉を除去するために洗浄処理が施されている。洗浄処理は、弱アルカリ性水溶液、有機溶剤又は機能水によって行うことができる。これらの液体による洗浄の方式として、浸漬法やスプレー法等の公知の方法を用いることができる。このような洗浄処理の除去対象となるのは、主に、空気中の塵埃がベルトに付着したもの、ベルトの製造工程において生じたウレタン系樹脂の細粉の付着物、ベルト製造工程において用いられた離型剤などの添加剤である。
【0050】
洗浄処理用の弱アルカリ性水溶液は、アルカリ及び水(例えばイオン交換水)の他、有機キレート剤及び/又は界面活性剤を含んでいてよい。これらの有機キレート剤等を用いることによって、さらに洗浄効果を高めると共に、ベルト表面の付着物を十分除去することができる。
【0051】
洗浄処理用の弱アルカリ性水溶液に用いられるアルカリとしては、特に限定されるものではないが、水酸化ナトリウム、水酸化カリウム、水酸化カルシウム、珪酸ナトリウム、リン酸三ナトリウム、リン酸水素二ナトリウム、次亜塩素酸ナトリウム等を挙げることができる。これらのアルカリは、単独で又は複数種を組み合わせて用いることができる。
【0052】
弱アルカリ性溶液におけるアルカリの濃度は、pHが8以上13以下になるように調整することが好ましい。弱アルカリ性溶液のpHを8以上とすることによって、洗浄によるベルト表面の付着物や摩耗粉の除去効果を十分に得ることができる。また、弱アルカリ性溶液のpHを13以下とすることによって、洗浄後のベルト表面へのアルカリ残留を防止することができる。また、洗浄処理における弱アルカリ性溶液の液温は20℃以上80℃以下、洗浄時間は1秒以上10分以下とすることができる。このような範囲の液温及び洗浄時間とすることによって、付着物や摩耗粉の除去効果を最適化することができる。
【0053】
弱アルカリ性水溶液に混合可能な有機キレート剤の代表的な例としては、ニトリロ酢酸(NTA)、エチレンジアミン四酢酸(EDTA)、ジエチレントリアミン五酢酸(DTPA)、ヒドロキシエチルエチレンジアミン三酢酸(HEDTA)、メチルグリシン二酢酸(MGDA)が挙げられる。また、弱アルカリ性水溶液に混合可能な界面活性剤は、特に限定されず、ノニオン型界面活性剤、アニオン型界面活性剤、カチオン型界面活性剤、両性型界面活性剤、特殊界面活性剤のいずれであってもよい。使用可能な界面活性剤の具体例としては、ポリエチレングリコールエーテル型界面活性剤、多価アルコール型界面活性剤、イミダゾリン型界面活性剤等が挙げられる。これらの有機キレート剤や界面活性剤は、単独で用いてもよいし、二種以上を混合して用いてもよい。
【0054】
洗浄処理に適用可能な有機溶剤は、特に限定されないが、アルコール類、トルエン、キシレン等の芳香族炭化水素類、ペンタン、ヘキサン等の脂肪族炭化水素類、アセトン、ケトン、エステルなどを適宜用いることができる。ここで用いられる有機溶剤のSP値は、本体がウレタン系樹脂により形成されたベルトの製造工程で用いられる離型剤のSP値との差が、3.0以下であることが好ましく、2.0以下であることがより好ましく、1.0以下であることがさらに好ましい。また、洗浄処理に適用可能な機能水は、特に限定されないが、超純水に極微量のガス、薬液などの添加剤を加えた溶液、例えば、水素水、オゾン水、電解イオン水等を用いることができる。水素イオン濃度や酸化還元電位を制御した機能水を洗浄水として用いることにより、付着物等がベルトの表面から容易に剥離し、油分などの汚染物質が効果的に除去される。
【0055】
洗浄処理は、例えば約1〜1,000kHzの周波数の超音波振動を与えながら行ってもよい。このように超音波振動を与えつつ洗浄を行うことによって、ベルト表面の付着物や油分がより効果的に除去される。ただし、超音波振動を与えながら有機溶剤を用いた洗浄処理を行う場合、安全性を確保するために、防爆施設を設ける必要がある。
【0056】
低発塵性歯付ベルト1は、洗浄処理後に、さらにベルト表面に付着した洗浄液あるいは洗浄液含有物(アルカリ残留物など)を除去する目的で、1回以上の水洗及び乾燥を施すことが好ましい。このような水洗は、例えば、電気伝導度が0μSから3μS程度の純水を用いて行うことができる。水洗後の乾燥の方法は、特に限定されず、例えば減圧乾燥、加熱乾燥、気流による乾燥など公知の方法を用いることができる。
【0057】
このように、低発塵性歯付ベルト1は、アラミド繊維製撚糸で形成された心線が、所定の上撚り数及び所定の下撚り数で撚られていることに加えて、表面に洗浄処理が施されていることによって、ベルトの製造工程や使用に起因する付着物や摩耗粉の発生を確実に低減し、浮遊性微粒子の発塵源を効果的に除去することができる。
【0058】
低発塵性歯付ベルト1の発塵量は、外部から遮断されたチャンバー(クリーンルーム)内で、2軸の歯付プーリの間にベルトをセットし、所定の負荷荷重をかけて回転させたときの発塵量を、粉塵測定装置(パーティクルカウンター)で計測することによって、測定することができる。発塵量を測定するための装置の概略を図2に示す。
【0059】
より具体的には、相対する大小2つの孔7及び8が穿設されたチャンバー6内に、2基の歯付プーリ10を取り付けた2軸のベルト回転装置9を配置する。そして、このベルト回転装置9に、2基の歯付プーリ10と歯部5とが噛み合うように低発塵性歯付ベルト1を取付け、この低発塵性歯付ベルト1に10〜2000Nの負荷荷重を与え、0.5〜20m/secで走行させる。このチャンバー6に穿設された大きい方の孔7から、HEPAフィルターを通じたクリーンエアー11(粒径0.1〜5μmの浮遊性微粒子を含まない)が一定の風速で送られる。クリーンエアー11は、ベルトの周囲を流れる際に、ベルトの運動により発生した浮遊性微粒子(製造時からの付着物またはプーリとの摩擦により発生した摩耗粉などに起因)を拾い、チャンバーに穿設された小さい方の孔8から粉塵測定装置12に送られ、ここで発塵量が計測される。低発塵性歯付ベルト1以外から発生する発塵量を低減するために、ベルト回転装置9の金属ローラーのシャフト部分(図示せず)には磁性流体シールが用いられている。
【0060】
発塵量の良否は、1m3に含まれる粒径0.1〜5μmの粒子濃度に基づいて、ISOの基準により判断することができる。クリーンルームで用いるために求められる空気の清浄度としては、当該低発塵性歯付ベルトが単独で用いられる場合において、ISO基準のクラス4を満たしていることが好ましい。ISOクラス4は、粒径0.1〜5μm以上の粒子が10,000個以下、粒径0.2〜5μm以上の粒子が2,370個以下、粒径0.3〜5μm以上の粒子が1,020個以下、粒径0.5〜5μm以上の粒子が352個以下、粒径1〜5μm以上の粒子が83個以下、粒径5μm以上の粒子が0個という基準である。低発塵性歯付ベルト1は、上記のように所定の上撚り数及び所定の下撚り数で撚られたアラミド繊維性撚糸で形成されており、さらに表面に洗浄処理が施されていることにより、浮遊性微粒子の発生が顕著に抑制されているため、クリーンルームにおける単独使用の場合において、ISOクラス4の発塵量の基準を容易に満たすことが可能となる。なお、クリーンルームには目的に応じた種々の装置が配置されるが、このように複数の装置が配置されている状態において、クリーンルーム全体で要求される清浄度の基準は、一般的にクラス8以上である(後述の表1参照)。
【0061】
本実施形態の低発塵性歯付ベルトは、歯部(歯布を有しない)と背部とがウレタン系樹脂から形成されており、さらに、アラミド繊維製撚糸の心線が接着処理剤により被覆及び/又は含浸されており、かつ、この心線が所定の上撚り数及び所定の下撚り数で撚られている構成を有することから、ベルトの使用時における磨耗粉の発生を抑制し、浮遊性微粒子の量を飛躍的に減少させることができる。また、本実施形態の低発塵性歯付ベルトは、表面に洗浄処理が施されていることによって、ベルト製造時における付着物をより効果的に除去することができる。
【実施例】
【0062】
以下、実施例によって本発明をさらに具体的に説明するが、本発明は以下の実施例に限定されるものではない。
【0063】
[浸漬処理済み心線の作製]
1000デニールの芳香族ポリアミド繊維(デュポン株式会社製の「ケブラー29」(商品名):引張弾性率70.5GPa)の原糸1本を41回/10cm下撚り(S撚り)し、さらに3本束ねて24回/10cm上撚り(Z撚り)したアラミド繊維製撚糸の心線(以下「アラミドA心線」と称する)を準備した。また、1140デニールの芳香族ポリアミド繊維(デュポン株式会社製の「ケブラー49」(商品名):引張弾性率112.4GPa)の原糸1本を20回/10cm下撚り(S撚り)し、さらに5本束ねて10回/10cm上撚り(Z撚り)したアラミド繊維製撚糸の心線(以下「アラミドB心線」と称する)を準備した。さらに別途、Eガラス繊維(アルミナ−シリカ系)の原糸200本を直径10μmに紡糸したもの(ヤーン)3本を8回/10cm下撚り(S撚り)し、さらに6本束ねて8回/10cm上撚り(Z撚り)したガラス繊維製撚糸の心線を準備し、また直径1mmの亜鉛メッキ済みスチールコード(スチール細線を撚り合わせたもの)を酸処理した金属心線を準備した。
【0064】
上記のアラミドA及びB心線に対して、以下の手順により、エポキシ基含有化合物溶液による浸漬処理を行った。イオン交換水に2.5質量%のポリグリセロールポリグリシジルエーテル(ナガセケムテック株式会社製の「デナコールEX−521」)を混合し、スターラーを用いて30分間攪拌し、次いでこの混合物にイミダゾール系化合物を0.2質量%混合し、さらにスターラーを用いて30分間攪拌を行ったものを浸漬処理用の溶液とした。調製後6時間以内の溶液中に心線を浸漬し、次いで200℃で30分間乾燥させることによって、浸漬処理済みアラミド心線とした。
【0065】
上記のガラス繊維製撚糸の心線に対して、以下の手順により、イソシアネート基含有化合物溶液による塗布処理及びエポキシ基含有化合物溶液による浸漬処理を行った。塗布処理用溶液として、ゴム系水分散接着剤(ブロックイソシアネートとRFL(レゾルシン−ホルムアルデヒド−ラテックス)との質量比が30:70であり、固形分が25質量%である水分散接着剤)を用い、浸漬処理用溶液として、上記のアラミド繊維製撚糸の心線の浸漬に用いた溶液と同様の溶液(但し、ポリグリセロールポリグリシジルエーテルの濃度を5質量%としたもの)を用いた。イソシアネート基含有化合物の塗布処理用溶液による処理では、刷毛を用いて心線の表面全体に溶液を塗布し、次いで300℃で30分間乾燥させた。続いて、エポキシ基含有化合物の浸漬処理用溶液による処理では、調製後6時間以内の溶液中に心線を浸漬し、次いで200℃で30分間乾燥させることによって、浸漬処理済みガラス心線とした。また、上記の金属心線に対して、以下の手順により、エポキシ基含有化合物溶液による浸漬処理を行った。上記のアラミドA及びB心線の浸漬に用いた溶液と同じ溶液を、浸漬処理用の溶液として用いた。金属心線をこの溶液に浸漬し、次いで100℃で30分間乾燥させることによって、浸漬処理済み金属心線とした。
【0066】
[ベルトの作製]
歯部を形成するための凹凸を外周面に設けた円筒状内型に、離型剤を塗布した上で、心線を螺旋状に巻き付けた。次いで、この内型を、離型剤が塗布された円筒状外型にセットし、内型と外型との間に、等量のポリテトラメチレンエーテルグリコール(数平均分子量1,000)とトリレンジイソシアネートとから得られたウレタンプレポリマー100質量部、架橋剤としての4,4’−メチレン−ビス−(オルト−クロロアニリン)20質量部、及び可塑剤としてのフタル酸ジオクチル25質量部の混合物を流し込んで、150℃で2時間加熱することによって、固化された熱硬化性ウレタン系樹脂のベルトスリーブを得た。固化されたベルトスリーブを脱型し、アフターキュアした後、15mmの幅で切断することによって、周長1,000mm、幅15mmの歯付ベルトを製造した。
【0067】
[弱アルカリ性水溶液による洗浄処理]
イオン交換水100質量部に、苛性ソーダ1質量部、有機キレート剤としてのエチレンジアミン四酢酸1質量部、及びノニオン系界面活性剤1質量部を添加・混合することによって弱アルカリ性水溶液を調製し、さらに苛性ソーダを適宜追加していくことによりpHを11に調節した。次いで、この弱アルカリ水溶液の液温を50℃にまで昇温させた後、ベルトを浸漬し、10分間に渡って超音波振動(5kHz)を与えながら洗浄した。このように洗浄したベルトを、さらに、超音波振動(5kHz)を与えつつ水道水で1回洗浄し、次いで電気伝導度が1μSの純水で2回洗浄した後、10分間に渡り80℃で熱風乾燥することによって、洗浄処理済みベルトを作製した。
【0068】
[ベルトの付着物及び摩耗粉の目視観察]
ベルトの背面を、アルミナ製のディスクに載置して押し付けた後ディスクから離し、付着物がないかを目視観察した。付着物が存在しない場合は「付着物無し」(○)、付着物が存在する場合は「付着物有り」(×)と判断した。
【0069】
後述の発塵評価試験におけるチャンバー内で、ベルトの下方に市販の粘着シートを配置して300分間の回転運転を行い、ベルトから落下した摩耗粉が粘着シートに付着しているかどうかを目視観察した。摩耗粉が存在しない場合は「摩耗粉無し」(○)、摩耗粉が存在する場合は「摩耗粉有り」(×)と判断した。
【0070】
[発塵量の評価]
相対する大小2つの孔が穿設されたチャンバー内で、2基の歯付プーリを取り付けた2軸のベルト回転装置を配置した。ベルト回転装置の金属ローラーのシャフト部分には磁性流体シールを用いた。このベルト回転装置に、2基の歯付プーリと歯部とが噛み合うように歯付ベルトを取付け、400Nの負荷荷重を与え、1m/sec(200rpm)でベルトを走行させた。このチャンバーに穿設された大きい方の孔から、HEPAフィルターを通じたクリーンエアー(1m3あたり0.1μm以上の粒子数が0又は1であるエアー)を一定の風速で送った。ベルトの周囲を流れる際に浮遊性微粒子を拾ったクリーンエアーを、チャンバーに穿設された小さい方の孔から粉塵測定装置に送り、そこで発塵量を計測した。発塵量の計測は5分毎に360分間に渡って行い、発塵量が定量的に推移するようになった後である60分経過時から360分間経過時までの1m3に含まれる粒径0.1〜5μmの粒子濃度の平均値に基づいて、ISOの基準によりクラス分けした。このように、クリーンルームを模したチャンバー内で当該歯付ベルトを単独で(他の装置からの発塵がない状態で)走行させた場合において、上記の発塵量がISOクラス4を満たしているときに、クリーンルームで用いるために求められる空気の清浄度が得られる(発塵量評価が良好である)と判定した。ISOクラス4は、粒径0.1〜5μmの粒子が10,000個以下、粒径0.2〜5μmの粒子が2,370個以下、粒径0.3〜5μmの粒子が1,020個以下、粒径0.5〜5μmの粒子が352個以下、粒径1〜5μmの粒子が83個以下、粒径5μm以上の粒子が0個という基準である。ISOの清浄度規格のクラス分けの基準を、以下の表1に示す。なお、クリーンルームの用途・目的によるが、一般的な現場のクリーンルームに複数の装置が配置されている状態においては、清浄度の基準として、ISO基準のクラス8以上が要求される。
【0071】
【表1】
【0072】
[実施例1]
浸漬処理済みのアラミドB心線を用い、上記方法に従って歯付ベルトを作製した。この歯付ベルトに対して、弱アルカリ水溶液による洗浄処理を施し、付着物及び摩耗粉の目視観察並びに発塵量の評価(走行試験開始後60分経過時から360分経過時までの1m3に含まれる粒径0.1〜5μmの粒子濃度の平均値に基づいたISO基準によるクラス分け)を行った。結果を以下の表2に示す。また、走行試験後における本実施例のベルトの側面心線部の光学顕微鏡写真を図6に示す。加えて、走行試験における本実施例の発塵量の推移(360分経過までにおける5分毎の粒径0.1〜5μmの発塵量)を、グラフの形式で図8に示す。
【0073】
[比較例1]
浸漬処理済みのアラミドA心線を用い、上記方法に従って歯付ベルトを作製した。この歯付ベルトに対し、弱アルカリ水溶液による洗浄処理を行うことなく、付着物及び摩耗粉の目視観察並びに発塵量の評価を行った。結果を以下の表2に示す。また、本比較例のアラミドA心線を用いたベルトから生じた摩耗粉の電子顕微鏡写真を図3に示す。加えて、走行試験における本比較例の発塵量の推移(360分経過までにおける5分毎の粒径0.1〜5μmの発塵量)を、グラフの形式で図8に示す。
【0074】
[比較例2]
浸漬処理済みのアラミドA心線を用い、上記方法に従って歯付ベルトを作製した。この歯付ベルトに対して、弱アルカリ水溶液による洗浄処理を施し、付着物及び摩耗粉の目視観察並びに発塵量の評価を行った。結果を以下の表2に示す。さらに走行試験後における本比較例のベルトの側面心線部の光学顕微鏡写真を図7に示す。加えて、走行試験における本比較例の発塵量の推移(360分経過までにおける5分毎の粒径0.1〜5μmの発塵量)を、グラフの形式で図8に示す。
【0075】
[比較例3]
浸漬処理済みのガラス心線を用い、上記方法に従って歯付ベルトを作製した。この歯付ベルトに対して、弱アルカリ水溶液による洗浄処理を施し、付着物及び摩耗粉の目視観察並びに発塵量の評価を行った。結果を以下の表2に示す。また、本比較例のガラス心線を用いたベルトから生じた摩耗粉の電子顕微鏡写真を図4に示す。加えて、走行試験における本比較例の発塵量の推移(360分経過までにおける5分毎の粒径0.1〜5μmの発塵量)を、グラフの形式で図8に示す。
【0076】
[比較例4]
浸漬処理済みの金属心線を用い、上記方法に従って歯付ベルトを作製した。この歯付ベルトに対して、弱アルカリ水溶液による洗浄処理を施し、付着物及び摩耗粉の目視観察並びに発塵量の評価を行った。結果を以下の表2に示す。また、本比較例の金属心線を用いたベルトから生じた摩耗粉の電子顕微鏡写真を図5に示す。加えて、走行試験における本比較例の発塵量の推移(360分経過までにおける5分毎の粒径0.1〜5μmの発塵量)を、グラフの形式で図8に示す。
【0077】
[参考例1]
歯付ベルトをセットせずに、ベルト回転装置のみで上記のベルト回転装置を走行させ、上記の要領で発塵量の評価(ブランク評価)を行った。結果を以下の表2に示す。また、走行試験における本参考例の発塵量の推移(360分経過までにおける5分毎の粒径0.1〜5μmの発塵量)を、グラフの形式で図8に示す。
【0078】
【表2】
【0079】
まず、参考例1の結果から明らかなように、ブランク評価では発塵が見られないことから、実施例1及び比較例1〜4の平均発塵量の結果は、それらの例の歯付ベルトに専ら起因するものであると判断される。洗浄処理を施さなかった比較例1、心線として41回/10cmの下撚り回数及び24回/10cmの上撚り回数(本発明の規定外)並びに上撚り本数が3であるアラミド繊維製撚糸を用いた比較例2、ガラス繊維製撚糸の心線を用いた比較例3及び金属心線を用いた比較例4の各例のベルトは、付着物もしくは摩耗粉を生じ、あるいは発塵量が大きくなった。特に比較例1及び3のベルトでは、摩耗粉が多く観察された。一方、15回/10cm以上25回/10cm以下の下撚り回数及び5回/10cm以上15回/10cm以下の上撚り回数で撚られ、上撚り本数が5であるアラミド繊維製撚糸から形成された心線を用いた実施例1のベルトは、付着物及び摩耗粉を生じることなく、発塵量が極めて少ないため、クリーンルームでの使用に最適であることが分かった。すなわち、本発明による実施例1のベルトは、クリーンルームにおいて単独で使用された場合に、付着物及び摩耗粉を発生せず、ISO基準のクラス4の清浄度を達成できることが分かった。従って、このような本発明のベルトを用いることにより、当該ベルトを含めた複数の装置が配置されるクリーンルームにおいて、一般的に要求されるISO基準クラス8以上の清浄度を満たすことが容易となる。また、図7に示された走行試験後における比較例2の歯付ベルトの側面心線部の光学顕微鏡写真からは、心線のフィブリル化(分繊化)や傷付きが見られる一方、図6に示された走行試験後における実施例1の歯付ベルトの側面心線部の光学顕微鏡写真からは、そのような心線のフィブリル化等が一切観察されなかった。
【産業上の利用可能性】
【0080】
本発明による低発塵性歯付ベルトは、15回/10cm以上25回/10cm以下の下撚り回数及び5回/10cm以上15回/10cm以下の上撚り回数で撚られたアラミド繊維製撚糸から形成された心線を用い、かつ心線が接着処理剤により被覆及び/又は含浸されている構造を有しているため、付着物及び摩耗粉を生じることがなく、かつ浮遊性微粒子の発生量が極めて少ないので、クリーンルームでの使用に最適である。
【符号の説明】
【0081】
1 低発塵性歯付ベルト
2 ベルト本体
3 心線
4 背部
5 歯部
6 チャンバー
7 チャンバーに穿設された孔(大)
8 チャンバーに穿設された孔(小)
9 ベルト回転装置
10 歯付プーリ
11 クリーンエアー
12 粉塵測定装置
【特許請求の範囲】
【請求項1】
ベルト本体内に心線が幅方向に螺旋状に埋設された低発塵性歯付ベルトであって、
上記ベルト本体の形成材料として、ウレタン系樹脂が用いられ、
上記心線として、アラミド繊維製撚糸に接着処理剤で被覆及び/又は含浸されたものが用いられ、
上記アラミド繊維製撚糸の下撚り回数が15回/10cm以上25回/10cm以下、上撚り回数が5回/10cm以上15回/10cm以下であることを特徴とするクリーンルーム用の低発塵性歯付ベルト。
【請求項2】
上記アラミド繊維製撚糸の上撚り本数が3本以上7本以下である請求項1に記載の低発塵性歯付ベルト。
【請求項3】
上記アラミド繊維製撚糸の引張弾性率が、85GPa以上150GPa以下である請求項1又は請求項2に記載の低発塵性歯付ベルト。
【請求項4】
表面に洗浄処理が施されている請求項1、請求項2又は請求項3に記載の低発塵性歯付ベルト。
【請求項5】
弱アルカリ性水溶液、有機溶剤又は機能水による洗浄処理が施されている請求項4に記載の低発塵性歯付ベルト。
【請求項6】
上記接着処理剤として、イソシアネート基含有化合物又はエポキシ基含有化合物が用いられている請求項1から請求項5のいずれか1項に記載の低発塵性歯付ベルト。
【請求項7】
上記ウレタン系樹脂が、熱硬化性ウレタン系樹脂である請求項1から請求項6のいずれか1項に記載の低発塵性歯付ベルト。
【請求項8】
クリーンルームにおける単独の使用により、ISOクラス4以上の清浄度が得られる請求項1から請求項7のいずれか1項に記載の低発塵性歯付ベルト。
【請求項1】
ベルト本体内に心線が幅方向に螺旋状に埋設された低発塵性歯付ベルトであって、
上記ベルト本体の形成材料として、ウレタン系樹脂が用いられ、
上記心線として、アラミド繊維製撚糸に接着処理剤で被覆及び/又は含浸されたものが用いられ、
上記アラミド繊維製撚糸の下撚り回数が15回/10cm以上25回/10cm以下、上撚り回数が5回/10cm以上15回/10cm以下であることを特徴とするクリーンルーム用の低発塵性歯付ベルト。
【請求項2】
上記アラミド繊維製撚糸の上撚り本数が3本以上7本以下である請求項1に記載の低発塵性歯付ベルト。
【請求項3】
上記アラミド繊維製撚糸の引張弾性率が、85GPa以上150GPa以下である請求項1又は請求項2に記載の低発塵性歯付ベルト。
【請求項4】
表面に洗浄処理が施されている請求項1、請求項2又は請求項3に記載の低発塵性歯付ベルト。
【請求項5】
弱アルカリ性水溶液、有機溶剤又は機能水による洗浄処理が施されている請求項4に記載の低発塵性歯付ベルト。
【請求項6】
上記接着処理剤として、イソシアネート基含有化合物又はエポキシ基含有化合物が用いられている請求項1から請求項5のいずれか1項に記載の低発塵性歯付ベルト。
【請求項7】
上記ウレタン系樹脂が、熱硬化性ウレタン系樹脂である請求項1から請求項6のいずれか1項に記載の低発塵性歯付ベルト。
【請求項8】
クリーンルームにおける単独の使用により、ISOクラス4以上の清浄度が得られる請求項1から請求項7のいずれか1項に記載の低発塵性歯付ベルト。
【図1】

【図2】
【図8】
【図3】
【図4】

【図5】
【図6】
【図7】
【図2】
【図8】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−276175(P2010−276175A)
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2009−131527(P2009−131527)
【出願日】平成21年5月29日(2009.5.29)
【出願人】(000005061)バンドー化学株式会社 (429)
【Fターム(参考)】
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成21年5月29日(2009.5.29)
【出願人】(000005061)バンドー化学株式会社 (429)
【Fターム(参考)】
[ Back to top ]