
低発熱性を有する熱可塑性樹脂強化シアネートエステル樹脂複合材
樹脂マトリックスとして熱可塑性樹脂強化シアネートエステル樹脂を含有する複合材料。該複合材料は、燃焼時に低レベルの発熱を示す。該マトリックス樹脂は、50から80重量パーセントまでのシアネートエステル樹脂成分からなる。該マトリックス樹脂組成物は、10から40重量パーセントまでの、ポリエーテルイミド及びポリアミドイミドからなる熱可塑性ブレンドも含む。該シアネートエステル樹脂組成物は、1から10重量パーセントまでの硬化剤をさらに含むことができる。該複合材料は、航空機における一次構造体及び他の耐荷重構造体に使用することができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般的に、樹脂マトリックスとして熱可塑性樹脂強化シアネートエステル樹脂を含有する複合材料に関する。これらの高強度複合材は、航空機における一次構造体としての使用及び他の耐荷重用途に適する。本発明は、燃やされたときのこのような複合材料の特性を対象とする。特に、本発明は、低発熱性及び短い自己消火時間を有するこのような熱可塑性樹脂強化シアネートエステル複合材を提供するものである。
【背景技術】
【0002】
繊維材料、例えばガラス繊維又は炭素繊維などで強化されたシアネートエステル樹脂は、高い構造強度及び低重量が必要とされる多様な状況に使用されている。高性能シアネートエステル樹脂マトリックスを使用する複合材料は、重量及び構造強度が、重要な工学的配慮及び設計配慮である航空宇宙産業において特に好評である。高性能シアネートエステル樹脂は、一般的に、該シアネートエステル樹脂の「強化」をもたらす1種又は複数の熱可塑性樹脂材料を含む。このような高性能シアネートエステル樹脂複合材料は、それらの相対的に高い強度対重量比のために望ましいが、それらは、発熱、燃焼性及び他の燃焼特性に関するいくつかの特定の問題を有する。
【0003】
高性能シアネートエステル樹脂複合材料の配合を開発する上での一つの主要な目標は、同時に硬化複合材部品の構造強度を減少させることなく、燃焼中に放出される熱の量を制限することである。これは、航空機の内部にある一次構造体及び部品にとって特に重要である。発熱を減少させるいずれの試みも、未硬化シアネートエステル樹脂の性質、例えば粘着力及び粘度などに有害な影響を与えないことも重要である。未硬化樹脂の粘着力及び粘度は、シアネートエステル樹脂が、航空機部品の製造に使用される一般的な中間材料であるプリプレグを製造するために使用される場合に特に重要である。
【0004】
航空機の内部に使用される複合材料についての発熱要件は、連邦航空局(FAA)航空機材料燃焼試験ハンドブック(Federal Aviation Administration(FAA) Aircraft Materials Fire Test Handbook)(14 C.F.R 25.853(d)、付録F、パート1)及びボーイング社仕様支援規格(BOEING Specification Support Standard)のBSS−7322に記載されている。試験サンプルの燃焼中の合計発熱率が測定され、燃焼過程におけるピーク発熱率も測定される。放射熱に曝露された複合材料の発熱要件を測定するために使用される標準試験は、オハイオ州立大学(OSU)発熱試験である。1平方メートル当たり65キロワット−分(kw−min/m2)未満の2分における平均OSU合計発熱率及び65kw−min/m2未満のピークOSU発熱率を有するシアネートエステル樹脂複合材を提供することが望ましい。これらの2つのOSU値は、複合材料から作られた航空機内装部品のための14 C.F.R.25.853(d)、付録F、パートIVによって定められた最小要件である。
【0005】
表面燃焼性への抵抗も、高性能シアネートエステル樹脂複合材の重要な関心領域である。燃えているシアネートエステル樹脂複合材部品が、熱及び/又は炎の供給源が除かれるとすぐに自己消火し得ることは重要である。自己消火する能力は、航空機の内部に位置する一次構造体及び部品にとって特に重要な配慮である。同時に航空機用途に必要なレベルに完成複合材部品の構造強度を保ちつつ、できる限り短時間に自己消火する複合材を製造するために使用されるシアネートエステル樹脂を開発することもシアネートエステル樹脂配合者の一つの重要な目標である。未硬化シアネートエステル樹脂の粘着力及び粘度が有害な影響を受けてはならないという同じ要件は、短い自己消火時間を有するシアネートエステル樹脂を配合する試みに当てはまる。
【0006】
合衆国連邦航空局(United States Federal Aviation Administration)は、航空機内装部品及び材料の耐火性の規制及び要件を制定した。これらの要件は、14 C.F.R.25.853(a)に示されている。一つの要件は、複合材料は、炎源が除去されるとすぐに自己消火し得ることである。シアネートエステル樹脂の自己消火時間を測定するための試験手順は、同様に、FAA航空機材料燃焼試験ハンドブック(FAR 25.853、付録F、パート1)及び標準試験方法として航空宇宙産業において認められているボーイング社仕様支援規格のBSS−7230(改訂版H)に示されている。自己消火時間が可能な限り短く、少なくとも15秒未満である高性能シアネートエステル樹脂複合材を提供することが望ましい。15秒の自己消火時間は、14 C.F.R.25.853(a)に準ずる複合材航空機部品に許容される最大値である。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明によれば、熱可塑性樹脂強化剤の特定のブレンドを有するシアネートエステル樹脂組成物を、繊維支持材と組み合わせて、硬化させると、既存の高性能強化シアネートエステル樹脂複合材と比較して低いOSU発熱率及び短い自己消火時間を有する複合材料を提供できることが見出された。
【課題を解決するための手段】
【0008】
本発明の組成物は、繊維質強化材、並びに1種又は複数のシアネートエステル樹脂を含むシアネートエステル樹脂成分を50から80重量パーセントまで含有する樹脂マトリックスからなる。該マトリックス樹脂は、10から40重量パーセントまでの、ポリエーテルイミド及びポリアミドイミドを含む熱可塑性ブレンドも含み、ここでポリエーテルイミドのポリアミドイミドに対する重量比は5:1から1:1までである。0から10重量パーセントまでの範囲の量の硬化剤も含まれる。
【0009】
本発明は、未硬化又は部分硬化樹脂マトリックス及び繊維質強化材を含むプリプレグ及び他の組成物を対象とする。さらに、本発明は、樹脂マトリックスが硬化済みである硬化複合材部品を対象とする。該複合材部品は、高強度が求められる、航空機における一次構造体としての使用及び他の耐荷重用途によく適合する。本発明による複合材料を使用して作られた部品及び構造体は、航空機の内部に位置する一次構造体としての使用に特によく適合する。
【0010】
本発明は、未硬化マトリックス樹脂及び繊維支持材を含有する組成物を製造する方法並びに該マトリックス樹脂組成物を組み込んだ硬化部品及び製品も対象とする。
【0011】
本発明の上述の特徴及び多くの他の特徴及び付随する利点は、添付図面と併せて以下の詳細な説明を参照することでより良く理解されよう。
【図面の簡単な説明】
【0012】
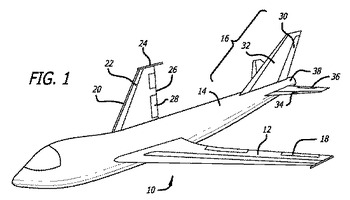
【図1】航空機の透視図であり、本発明による複合材料を使用して作ることができる例示的な外部一次航空機構造体が描かれている。
【0013】
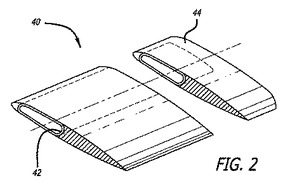
【図2】ヘリコプタ回転翼の部分図であり、本発明による複合材料を使用して作ることができる例示的な外部一次航空機構造体が描かれている。
【0014】
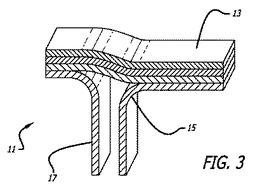
【図3】本発明による複合材料を使用して作ることができる例示的なTスティフナ(T−stiffener)構造体の簡易図である。該Tスティフナは、航空機の内部に使用される一次構造体である。
【0015】
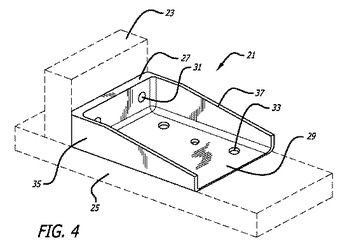
【図4】本発明による複合材料を使用して作ることができる例示的なカーゴフロアフランジ(cargo floor flange)構造体の簡易図である。該カーゴフロアフランジは、航空機の内部に使用される一次構造体である。
【0016】
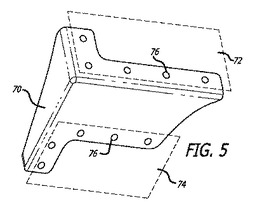
【図5】本発明による複合材料を使用して作ることができる例示的な航空機クリップ構造体の簡易図である。該クリップは、航空機の内部に使用される一次構造体である。
【0017】
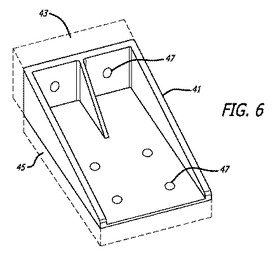
【図6】本発明による複合材料を使用して作ることができる例示的なフランジサポート(flange support)構造体の簡易図である。該フランジサポートは、航空機の内部に使用される一次構造体である。
【発明を実施するための形態】
【0018】
本発明によるマトリックス樹脂組成物は、熱可塑性樹脂強化シアネートエステル樹脂が望ましい多様な状況において使用し得る。シアネートエステル樹脂組成物は単独で使用することもできるが、該組成物は、一般的に、繊維支持材と組み合わせて複合材料を形成する。複合材料は、プリプレグ又は硬化最終部品の形態であってよい。複合材料は、いずれの意図された目的にも使用し得るが、それらは、航空宇宙機に好ましく使用され、商用及び軍事用航空機における使用に特に好まれる。例えば、複合材料は、一次ではない(二次)内装航空機構造体、例えば航空機調理室及び洗面所部品並びに窓枠、床板、頭上収納棚、間仕切り、ワードローブ、ダクト、天井面及び内側壁などを作るために使用することができる。さらに、複合材料は、一次航空機構造体を作るために使用し得る。一次航空機構造体又は部品は、飛行中に著しい応力を受け、航空機が制御された飛行を維持するために不可欠である固定翼又は回転翼航空機の要素である。複合材料は一般に、「耐荷重」部品及び構造体を作るためにも使用し得る。
【0019】
図1は、本発明による複合材料を使用して製造し得る、いくつかの例示的な一次航空機構造体及び部品を含む固定翼航空機を10に描いている。例示的な一次部品又は構造体には、翼12、胴体14及び尾翼16が含まれる。翼12は、いくつかの例示的な一次航空機部品、例えば補助翼18、前縁20、翼スラット22、スポイラ24、後緑26及び後縁フラップ28などを含む。尾翼16も、いくつかの例示的な一次部品、例えば方向舵30、垂直安定板32、水平安定板34、昇降舵36及びテール38などを含む。図2は、一次航空機構造体として桁42及び外表面44を含むヘリコプタ回転翼羽根40の外端部分を描いている。他の例示的な一次航空機構造体には、翼桁、並びに一次部品を一緒に接続して一次構造体を形成する多様なフランジ、クリップ及びコネクタが含まれる。
【0020】
本発明の複合材料は、低いOSU発熱値及び短い自己消火時間が特に重要な検討事項である航空機の内部に位置する一次航空機構造体を製造するために特に好適である。航空機の内部に位置する一次構造体である例示的なTスティフナ11が図3に示されている。Tスティフナ11は、該スティフナのフランジ部分を形成している複合材料の水平に配向した層13及び該Tスティフナのリブ部分を形成する複合材料15及び17のLの形状をした層からなる。Tスティフナ11は、ボルト又はリベットを使用して該Tスティフナをフランジ及びリブ表面に接合してフランジ−リブアッセンブリの補強を提供するための穴(示されていない)を含むことができる。
【0021】
本発明による複合材料を使用して作ることができる別の例示的な内装一次航空機構造体は、図4において21で示されたカーゴフロアフランジサポートである。カーゴフロアフランジサポート21は、23に幻影で表されたカーゴフロアを、25に幻影で表された航空機胴体に接続するために使用される。カーゴフランジサポート21は、第1フランジ部分27及び第2フランジ部分29を含み、これらの両方とも航空機への接合のための穴(それぞれ31及び33)を含む。カーゴフランジサポート21は、強化リブ35及び37も含み、これらは、該部品に必要な剛性及び構造強度を提供する。例示的な航空機クリップ構造体が図5において70で示されている。クリップ構造体70は、2つの一次内装構造体を一緒に接続するために設計されている。2つの一次航空機構造体は、72及び74に幻影で示されている。穴76は、クリップ70を一次構造体にボルト又はリベットを使用して接続するために提供されている。
【0022】
本発明による複合材料を使用して作ることができる別の例示的な内装一次航空機構造体は、図6に示されたフランジサポート構造体41である。フランジサポート構造体41は、2つの一次航空機部品を一緒に接続するために設計されている。2つの航空機部品43及び45は、図6において幻影で示されている。航空機部品43及び45は、穴46を通したボルト締め若しくはリベット打ちを用いて又は接着剤接合によってフランジサポート41に接続される。
【0023】
樹脂マトリックスを形成するために使用される樹脂組成物は、1種又は複数のシアネートエステル樹脂を含む50から80重量パーセントまでのシアネートエステル樹脂成分を含む。好ましくは、樹脂マトリックスは、55から65重量パーセントまでのシアネートエステル樹脂成分を含む。シアネートエステル樹脂成分を構成するシアネートエステル樹脂は、熱可塑性樹脂による強靱化の影響を受けやすいシアネートエステル樹脂のいずれであってもよい。このようなシアネートエステル樹脂は、航空宇宙産業においてよく知られている。例示的なシアネートエステル樹脂には、ビスフェノール−Eシアネートエステル樹脂、ビスフェノール−Aシアネートエステル樹脂、ヘキサフルオロビスフェノール−Aシアネートエステル樹脂、テトラメチルビスフェノール−Fシアネートエステル樹脂、ビスフェノール−Cシアネートエステル樹脂、ビスフェノール−Mシアネートエステル樹脂、フェノールノボラックシアネートエステル樹脂及びジシクロペンタジエニル−ビスフェノールシアネートエステル樹脂が含まれる。ビスフェノール−Eシアネートエステル樹脂が好ましい。特定の樹脂組成物に使用されるシアネートエステル樹脂の相対量及びタイプは、変えることができる。しかし、好ましい一実施形態において、ビスフェノール−Eシアネートエステル樹脂が、シアネートエステル樹脂成分中の唯一のシアネートエステル樹脂として使用される。
【0024】
シアネートエステル樹脂は、多数の供給源から市販されている。例えば、ビスフェノール−Eシアネートエステル樹脂は、AroCy L−10の商品名でHuntsmanから市販されている。ビスフェノール−Aシアネートエステル樹脂、ヘキサフルオロビスフェノール−Aシアネートエステル樹脂及びテトラメチルビスフェノール−Fシアネートエステル樹脂も、それぞれAroCy B−10、AroCy F−10及びAroCy M−10の商品名でHuntsmanから市販されている。ビスフェノール−Cシアネートエステル樹脂、ビスフェノール−Mシアネートエステル樹脂、フェノールノボラックシアネートエステル樹脂及びジシクロペンタジエニル−ビスフェノールシアネートエステル樹脂は、AroCy RD98−228、AroCy XU−366、AroCy XU−371及びXU−71787.02Lの商品名でHuntsmanから市販されている。
【0025】
マトリックス樹脂組成物は、10から40重量パーセントまでの、ポリエーテルイミド(PEI)及びポリアミドイミド(PAI)を含む熱可塑性ブレンドも含む。マトリックス樹脂組成物が、20から30重量パーセントまでの熱可塑性ブレンドを含有することが好ましい。本発明による熱可塑性ブレンドは、シアネートエステル樹脂成分に溶解性である一方の熱可塑性化合物(即ち、PEI)及びシアネートエステル樹脂成分に不溶性である他方(即ち、PAI)を含む。PEI及びPAIの相対量は、5:1から1:1までの重量比(PEI:PAI)の間で変えることができる。好ましくは、該重量比(PEI:PAI)は、4:1及び2:1の間で変化する。これらの範囲内のPEI及びPAIの合計量及び相対量は、樹脂マトリックスとして熱可塑性樹脂強化シアネートエステル樹脂を含有する複合材の最大(ピーク)及び合計発熱率の両方を減少させる有効な方法を提供することが見出された。
【0026】
ポリエーテルイミドは、Sabic(Dubai)からULTEM 1000Pとして市販されている。ポリアミドイミドは、Solvay Advanced Polymers(Alpharetta、ジョージア州)からTORLON 4000T又はTORLON 4000TFとして市販されている。PEI熱可塑性樹脂は、一般的に、PEI粒子が約30から300ミクロンまでの範囲である粉末として供給される。PEI粉末は、樹脂組成物の調製中にシアネートエステル成分中に溶解するので、PEI粒子の粒径は、特に重要ではない。市販のPAI粉末は、一般的に、50μmの平均粒径を有する。
【0027】
マトリックス樹脂組成物は、PEI粒子及びPAI粒子を、シアネートエステル樹脂成分と混合し、得られる混合物を約95℃の温度に十分な時間加熱してPEI粒子を完全に溶解することによって調製される。PAI粒子は溶解しない。PEI粒子が溶解するのに要する時間は、PEI粒子のサイズ及び溶解温度に応じて10分から1時間以上まで変化する。必要に応じて、PEI粒子を最初に溶解することができ、次いで、PAI粒子を添加する。
【0028】
PEI粒子が溶解した後、混合物を90℃以下に冷却し、硬化剤成分(及び予め添加していない場合はPAI粒子)を添加して繊維支持材との混合及び硬化の用意のできた樹脂組成物を形成する。PAIの粒径及び量は、シアネートエステル樹脂組成物の粘度が、プリプレグの調製に適した範囲内になるように選択される。PAI粒子の好ましい平均粒径範囲は、8ミクロンから20ミクロンまでである。したがって、市販のPAI粉末が、所望のより小さい粒径を有する粉末を提供するために粉砕又は他の方法で処理されることが好ましい。樹脂の粘度は、準等方性細断プリプレグを含むプリプレグを製造するために航空宇宙産業で現在使用されている既存の高性能強化樹脂の粘度と同一であることが好ましい。
【0029】
シアネートエステル樹脂成分及び熱可塑性ブレンドの冷却した混合物に添加される硬化剤成分の量は、シアネートエステル樹脂組成物の合計重量の0から10重量パーセントまでであり、好ましくは2から5重量パーセントまでである。熱可塑性樹脂強化シアネートエステル樹脂の硬化をもたらすために使用される硬化剤のいずれも、樹脂組成物を硬化させるために使用することができる。本発明による例示的な硬化剤には、ビスフェノールスルホン及びビスフェノールAが含まれる。上記樹脂は、必要に応じて、硬化剤を使用せずに硬化させることができる。
【0030】
シアネートエステル樹脂組成物は、プリプレグを作るのに適さなくなるようにそれらが同様に未硬化樹脂の粘度及び粘着力に有害な影響を及ぼさないことを条件として、追加の成分、例えば性能増強及び/又は調整剤なども含むことができる。シアネートエステル樹脂組成物は、1から15重量パーセントまでの相溶性の難燃剤も含有する。難燃剤は、シアネートエステル樹脂の主鎖にリンを含むシアネートエステル樹脂である。このようなリン含有シアネートエステル樹脂難燃剤は、当技術分野でよく知られている。添加される難燃剤の量は変えることができる。しかし、添加される難燃剤の量は、最大及び合計OSU発熱率が少なくとも65kw−min/m2を下回ることを確実にするのに少なくとも十分であることが好ましい。このようなリン含有シアネートエステル樹脂の好ましい量は、全樹脂組成物の8から12重量パーセントまでの範囲である。
【0031】
リン含有シアネートエステル樹脂難燃剤は、いくつかの供給源から市販されている。シアネートエステル樹脂は、ポリマー主鎖中に5から15重量パーセントまでのリンを含有することが好ましい。一つの例示的な難燃剤は、LONZA(Basel、スイス)から入手できるPrimaset FR−300である。FR−300は、374の分子量及び135℃の融点を有する結晶固体である。FR−300は、約9重量パーセントのリン含有率及び20分超の200℃におけるゲル化時間を有する。ガラス転移温度(Tg)は、300℃超であり、発熱(exotherm)(DSC)は、206℃である。FR300は、好ましいリン含有シアネートエステル樹脂難燃剤である。
【0032】
本発明のシアネートエステル樹脂組成物は、高性能強化シアネートエステル樹脂の標準の樹脂加工手順に従って作られる。1種又は複数のシアネートエステル樹脂を室温又は高温で一緒に混合して結晶を溶融する。次いで、熱可塑性樹脂成分のPEI及びPAI部分を添加する。次いで、この混合物を、PEIが溶解する温度に前述のように加熱する。次いで、この混合物を、90℃以下に冷却し、硬化剤(もしあれば)、リン含有シアネートエステル樹脂難燃剤及び他の添加剤(もしあれば)を、樹脂に混合して、繊維質強化材に含浸させて樹脂マトリックスを形成する最終樹脂組成物を形成する。
【0033】
シアネートエステル樹脂組成物は、既知のプリプレグ製造技術のいずれかに従って繊維質強化材に塗布する。繊維質強化材にシアネートエステル樹脂組成物を完全に含浸することもできる。プリプレグは、一般的に、早発性硬化を避けるために室温を十分に下回って維持された温度における貯蔵及び輸送のために両面を保護フィルムで覆われ、巻かれている。必要に応じて、他のプリプレグ製造プロセス及び貯蔵/輸送システムのいずれも使用することができる。
【0034】
プリプレグの繊維質強化材は、合成若しくは天然繊維、又はそれらの組合せを含むハイブリッド又は混合繊維系から選択することができる。繊維質強化材は、ガラス繊維、炭素繊維又はアラミド(芳香族ポリアミド)繊維などのいずれの好適な材料であってもよい。繊維質強化材は、好ましくは炭素繊維である。
【0035】
繊維質強化材は、亀裂の入った(即ち、延伸破壊された)又は選択的短繊維、又は長繊維を含むことができる。繊維質強化材は、織布、非けん縮、不織布、一方向、又は多軸テキスタイル構造形態、例えば一方向繊維の準等方性細断片などの形態であってよい。織布形態は、平織り、繻子、又は綾織りスタイルから選択することができる。非けん縮及び多軸形態は、多数のプライ及び繊維配向を有することができる。このようなスタイル及び形態は、複合材強化材分野でよく知られており、Hexcel Reinforcements(Villeurbanne、フランス)を含む多数の会社から市販されている。例えば、AGP193−P及びSGP193−Pとして特定される平織り炭素繊維織物は、Hexcel Reinforcementsから市販されている好適な繊維質強化材である。
【0036】
プリプレグは、連続テープ、トウプレグ、ウェブ、又は細断長(細断及びスリッティング工程は、含浸後のいずれの時点でも実施することができる)の形態であり得る。プリプレグは、接着フィルム又は表面フィルムであってよく、ともに織物、編物、不織の種々の形態の埋め込まれた担体をさらに有することができる。プリプレグは、例えば硬化中に空気の除去を促進するために、完全に又は一部だけ含浸させることができる。プリプレグ中の樹脂マトリックスの量(樹脂含有率)は、全プリプレグ重量の20から60重量パーセントまで変化し得る。約30から45重量パーセントの樹脂含有率が好ましい。
【0037】
プリプレグは、複合材部品を成形するために使用される標準の技術のいずれかを使用して成形することができる。一般的に、一層又は複数層のプリプレグを、好適な型に置き、硬化させて最終複合材部品を成形する。本発明のプリプレグを、当技術分野で知られている任意の好適な温度、圧力、及び時間条件を使用して、完全に又は部分的に硬化させることができる。一般的に、プリプレグは、160℃及び190℃の間の温度でオートクレーブ中において硬化させ、約175℃及び185℃の間の硬化温度が好ましい。硬化時間及び温度は、樹脂組成物に存在する硬化剤の量(もしあれば)及びタイプに応じて変えることができる。熱可塑性樹脂強化シアネートエステル樹脂を含有する準等方性細断プリプレグ又は成形材料の圧縮成形が好ましい手順である。準等方性細断プリプレグは、この準等方性細断プリプレグの樹脂成分が、本発明に従って作られていることを除いて、Hexcel Corporation(Dublin、カリフォルニア州)から市販されているHexMC(いずれかの国における登録商標)圧縮成形材料と同じである。このような準等方性材料は、欧州特許第113431B1号及び米国特許出願第11/476,965号に記載されている。単独又は織布プリプレグと組み合わせた一方向プリプレグ又は準等方性細断一方向プリプレグは、同様に、耐荷重部品の製造用の好ましい材料である。一方向繊維テープは、種々の商業的供給源から入手可能である。例えば、AS4GP一方向繊維テープは、Hexcel Corporation(Dublin、カリフォルニア州)から入手可能である。
【0038】
複合材部品は、190℃から220℃までの温度で少なくとも1時間、後硬化させることが好ましい。本発明による複合材料の後硬化は、後硬化させていない複合材料と比較して発熱率の追加の低下を提供することが見出された。後硬化は、好ましくは、熱対流炉で実施される。しかし、いずれの好適な後硬化手法も使用し得る。複合材料は、約200℃で約2時間、後硬化させることが好ましい。
【0039】
本発明のシアネートエステル樹脂組成物は、樹脂がプリプレグの形成に使用されるために必要な粘度及び粘着力を有する。上記樹脂組成物の粘度は、既存の高性能強化エポキシ樹脂、例えばHexPly(いずれかの国における登録商標)resins 8552などに類似している必要がある。粘着力は、同時に、プリプレグの多層が貼り付けられ、既知のプリプレグ成形/硬化手法に従う型で使用されることを可能にするために十分高いまま、プリプレグが輸送及び貯蔵のために取り扱われることを可能にするために十分低くあるべきである。準等方性細断プリプレグなどの成形コンパウンド用の樹脂マトリックスとして使用される場合、樹脂は、HexPly(いずれかの国における登録商標)resin 8552などの既存のマトリックス樹脂に類似の粘度及び粘着特性を有するべきである。
【0040】
好ましい樹脂組成物は、次の配合を有する。
55から65重量パーセントのビスフェノール−Eシアネートエステル樹脂;
20から30重量パーセントのPEI:PAI(4:1から2:1)の熱可塑性ブレンド;
8から12重量パーセントのリン含有シアネートエステル樹脂難燃剤
0から5重量パーセントのビスフェノールスルホン
【0041】
複合材料用の樹脂マトリックスとして使用された場合、これらの好ましい樹脂組成物は、本発明による所望のプリプレグの取扱適性を保持したまま、14 C.F.R.25.853(d)によって定められた65kw−min/m2の発熱率最大値及び14 C.F.R.25.853(a)によって定められた15秒の自己消火時間制限を十分下回る最大及び合計OSU発熱率を提供する。これらの好ましい樹脂が、一次航空機部品又は構造体を形成する複合材部品を製造するために使用される場合、繊維質強化材が炭素繊維から作られ、プリプレグが後硬化にかけられることが好ましい。
【0042】
特に好ましいエポキシ樹脂組成物は、次の配合:1)58から62重量パーセントまでのAroCy L−10(ビスフェノール−Eシアネートエステル樹脂)で構成されたシアネートエステル樹脂成分;2)19から23重量パーセントまでのポリエーテルイミド及び4から8重量パーセントまでのポリアミドイミドで構成された熱可塑性樹脂成分;3)8から12重量パーセントまでのFR 300又は類似のリン含有シアネートエステル樹脂;並びに4)2から4重量パーセントまでのビスフェノールスルホンを有するものである。複合材料用の樹脂マトリックスとして使用された場合、これらの特に好ましい樹脂組成物は、本発明による所望のプリプレグの取扱適性を保持したまま、14 C.F.R.25.853(d)によって定められた65kw−min/m2の発熱率最大値及び14 C.F.R.25.853(a)によって定められた15秒の自己消火時間制限を十分に下回るピーク及び合計OSU発熱率を提供する。これらの特に好ましい樹脂が、一次航空機部品又は構造体を形成する複合材部品を作るために使用される場合、繊維質強化材は炭素繊維から作られ、プリプレグは後硬化にかけられることが好ましい。
【0043】
必要に応じて、少量の他の熱可塑性樹脂をPEI又はPAIと組み合わせて使用することができる。例えば、航空機一次構造体が、航空機の内部に位置していない状況において、ポリエーテルスルホン(PES)及び他の硫黄を含有する熱可塑性樹脂材料を、熱可塑性樹脂においてPEIの一部を補完及び/又は置換するために添加することができる。PES又は他の硫黄を含有する熱可塑性樹脂の量は、熱可塑性ブレンドの「PEI」部分の25重量パーセントより多くを構成すべきではない。ポリアミド(PA)及び他の類似の熱可塑性樹脂を、熱可塑性ブレンド中のPAIの一部を補完及び/又は置換するために添加することができる。PA又は他の類似の熱可塑性樹脂の量は、熱可塑性ブレンドの「PAI」部分の25重量パーセントより多くを構成すべきではない。
【0044】
実施の例は、次の通りである。
【実施例】
【0045】
(例1)
次の配合を有する樹脂組成物を、例示的な複合材料の樹脂マトリックスの形成における使用のために調製した。
60.4重量パーセントのビスフェノール−Eシアネートエステル樹脂(AroCy L−10)
10.0重量パーセントのリン含有シアネートエステル樹脂(FR300)
20.7重量パーセントのポリエーテルイミド(ULTEM 1000P)
6.0重量パーセントのポリアミドイミド(TORLON 4000TF)
2.9重量パーセントのビスフェノールスルホン(BPS)
【0046】
液体のシアネートエステル樹脂AroCy L−10及びPEI粒子を室温で一緒に混合し、PEI粒子を完全に溶解するために110℃で60分間加熱した。この混合物を100℃に冷却し、PAI粒子を添加した。この混合物をさらに85℃に冷却し、FR−300及びBPSを添加した。この実施例についてのポリエーテルイミドのポリアミドに対する重量比は、3.45:1である。実施例の全てについて、TORLON TF粉末は、15μmの平均粒径を有するPAI粉末を得るために粉砕し篩にかけた。
【0047】
このマトリックス樹脂を使用して、12層のAS4C 193AW平織り炭素繊維織物にマトリックス樹脂フィルムを含浸して0.25cmの厚さのプリプレグを得ることによって試験サンプルを形成した。このプリプレグは、38重量パーセントの樹脂マトリックスを含有した。このプリプレグを、オートクレーブにおいて177℃で120分間硬化させて硬化複合材料を成形した。この硬化複合材料を、150cm×150cm×0.25cmの試験サンプルに裁断した。さらに、この硬化複合材料のいくつかを、熱対流炉において200℃で2時間、後硬化させた。後硬化した複合材料を、同様に150cm×150cm×0.25cmの後硬化試験サンプルに裁断した。硬化サンプル及び後硬化サンプルの両方を、14 CFR 25.853d、付録F、パートIVに従ってOSU発熱率について試験した。硬化試験サンプルは、64kw−min/m2のピークOSU発熱率及び23kw−min/m2の合計OSU発熱率を有した。後硬化サンプルは、54kw−min/m2の最大OSU発熱率及び26kw−min/m2の合計OSU発熱率を有した。この例を見てわかるように、後硬化は、合計OSU発熱率のわずかな増加(+3kw−min/m2)しか引き起こさずにピークOSU発熱率のかなりの低下(−10kw−min/m2)をもたらす。
【0048】
硬化複合材試験サンプル及び後硬化複合材試験サンプルの両方を、BSS−7230(改訂版H)の修正Method Fに従って自己消火時間を測定するために60秒垂直燃焼試験にかけた。硬化試験サンプル及び後硬化試験サンプルの両方が、4秒の自己消火時間を有した。
【0049】
(例2)
プリプレグを、リン含有シアネートエステル樹脂(FR300)を含まず、ビスフェノール−Eシアネートエステル樹脂(AroCy L−10)の量を、欠いたFR300を補うために70.4重量パーセントに増加したことを除いて例1と同様に作った。このプリプレグを例1と同様に硬化及び後硬化させ、試験サンプルを例1に従って調製した。硬化試験サンプルは、77kw−min/m2のピークOSU発熱率及び64kw−min/m2の合計OSU発熱率を有した。後硬化サンプルは、69kw−min/m2のピークOSU発熱率及び20kw−min/m2の合計OSU発熱率を有した。本発明によれば、複合材を後硬化させることが好ましい。この例を見てわかるように、後硬化は、後硬化させなかった試験サンプルと比較して最大及び合計発熱率の両方においてかなりの低下をもたらす。さらに、65kw−min/m2未満のピーク及び合計OSU発熱率に達するために十分な量のリン含有シアネートエステル樹脂難燃剤を含むべきである。この例示的な複合材料について、FR300を、後硬化を使用したか否かに関わらず、65kw−min/m2未満にOSUピーク及び合計発熱率を減少させる量で添加すべきである。
【0050】
硬化複合材試験サンプル及び後硬化複合材試験サンプルの両方を、自己消火時間を測定するために例1と同様に60秒垂直燃焼試験にかけた。硬化サンプルは、7秒の自己消火時間を有し、後硬化試験サンプルは、6.5秒の自己消火時間を有した。
【0051】
(例3)
次の配合を有する樹脂組成物を、例示的な複合材料の樹脂マトリックスの形成における使用のために調製した。
67.1重量パーセントのビスフェノール−Eシアネートエステル樹脂(AroCy L−10)
11.1重量パーセントのリン含有シアネートエステル樹脂(FR300)
11.9重量パーセントのポリエーテルイミド(ULTEM 1000P)
6.7重量パーセントのポリアミドイミド(TORLON 4000TF)
3.2重量パーセントのビスフェノールスルホン(BPS)
【0052】
プリプレグを例1と同様に作った。この実施例についてのポリエーテルイミドのポリアミドに対する重量比は、1.78:1である。このプリプレグを例1と同様に硬化及び後硬化させた。後硬化材料の試験サンプルを例1に従って調製した。後硬化サンプルは、62kw−min/m2のピークOSU発熱率及び32kw−min/m2の合計OSU発熱率を有した。
【0053】
後硬化複合材試験サンプルを、自己消火時間を測定するために例1と同様に60秒垂直燃焼試験にかけた。後硬化試験サンプルは、4.7秒の自己消火時間を有した。
【0054】
(例4)
次の配合を有する樹脂組成物を、例示的な複合材料の樹脂マトリックスの形成における使用のために調製した。
60.4重量パーセントのビスフェノール−Eシアネートエステル樹脂(AroCy L−10)
12.9重量パーセントのリン含有シアネートエステル樹脂(FR300)
20.7重量パーセントのポリエーテルイミド(ULTEM 1000P)
6.0重量パーセントのポリアミドイミド(TORLON 4000TF)
0.0重量パーセントのビスフェノールスルホン(BPS)
【0055】
プリプレグを例1と同様に作った。例示的なプリプレグを、例1と同様に硬化及び後硬化した。後硬化材料の試験サンプルを、例1に従って調製した。例示的な後硬化サンプルは、51kw−min/m2のピークOSU発熱率及び18kw−min/m2の合計OSU発熱率を有した。
【0056】
後硬化複合材試験サンプルを、自己消火時間を測定するために例1と同様に60秒垂直燃焼試験にかけた。後硬化試験サンプルは、2.5秒の自己消火時間を有した。
【0057】
(比較例1)
次の配合を有する樹脂組成物を、比較の複合材料の樹脂マトリックスの形成における使用のために調製した:
50.0重量パーセントのビスフェノール−Eシアネートエステル樹脂(AroCy L−10)
0.00重量パーセントのリン含有シアネートエステル樹脂(FR300)
41.1重量パーセントのポリエーテルイミド(ULTEM 1000P)
6.0重量パーセントのポリアミドイミド(TORLON 4000TF)
2.9重量パーセントのビスフェノールスルホン(BPS)
【0058】
プリプレグを例1と同様に作った。この比較例についてのポリエーテルイミドのポリアミドに対する重量比は、6.85:1であり、これは、例1〜3によって測定された特に低いOSU発熱率をもたらすことが見出された重量比の範囲外である。比較のプリプレグを例1と同様に硬化及び後硬化し、例1に従って試験サンプルを調製した。硬化比較試験サンプルは、79kw−min/m2のピークOSU発熱率及び43kw−min/m2の合計OSU発熱率を有した。後硬化サンプルは、82kw−min/m2のピークOSU発熱率及び41kw−min/m2の合計OSU発熱率を有した。
【0059】
硬化比較複合材サンプル及び後硬化比較複合材サンプルの両方を、自己消火時間を測定するために例1と同様に60秒垂直燃焼試験にかけた。硬化サンプルは、3.0秒の自己消火時間を有し、後硬化試験サンプルは、6.0秒の自己消火時間を有した。
【0060】
例2において、後硬化は、ピーク及び合計OSU発熱率の両方にかなりの低下を生じたのに対して、比較サンプルの後硬化は、OSU発熱率の改善をもたらさなかった。
【0061】
(比較例2)
次の配合を有する樹脂組成物を、比較の複合材料の樹脂マトリックスの形成における使用のために調製した。
60.4重量パーセントのビスフェノール−Eシアネートエステル樹脂(AroCy L−10)
10.0重量パーセントのリン含有シアネートエステル樹脂(FR300)
26.7重量パーセントのポリエーテルイミド(ULTEM 1000P)
0.0重量パーセントのポリアミドイミド(TORLON 4000TF)
2.9重量パーセントのビスフェノールスルホン(BPS)
【0062】
プリプレグを例1と同様に作った。比較のプリプレグを例1と同様に硬化及び後硬化した。後硬化材料の比較試験サンプルを、例1に従って調製した。比較後硬化サンプルは、70kw−min/m2のピークOSU発熱率及び43kw−min/m2の合計OSU発熱率を有した。
【0063】
後硬化複合材試験サンプルを、自己消火時間を測定するために例1と同様に60秒垂直燃焼試験にかけた。後硬化試験サンプルは、4.7秒の自己消火時間を有した。例1と比較した場合、この比較例は、マトリックス樹脂からのポリアミドイミドの削除は、最大及び合計OSU発熱率のかなりの増加を引き起こすことを示している。
【0064】
本発明の例示的な実施形態をこのように説明してきたが、本開示内の実施形態は例示のためだけのものであり、種々の他の代替案、改作及び変更が、本発明の範囲内でなされ得ることを当業者は留意すべきである。したがって、本発明は、上述の実施形態によっては制限されず、以下の特許請求の範囲によってのみ制限される。
【技術分野】
【0001】
本発明は、一般的に、樹脂マトリックスとして熱可塑性樹脂強化シアネートエステル樹脂を含有する複合材料に関する。これらの高強度複合材は、航空機における一次構造体としての使用及び他の耐荷重用途に適する。本発明は、燃やされたときのこのような複合材料の特性を対象とする。特に、本発明は、低発熱性及び短い自己消火時間を有するこのような熱可塑性樹脂強化シアネートエステル複合材を提供するものである。
【背景技術】
【0002】
繊維材料、例えばガラス繊維又は炭素繊維などで強化されたシアネートエステル樹脂は、高い構造強度及び低重量が必要とされる多様な状況に使用されている。高性能シアネートエステル樹脂マトリックスを使用する複合材料は、重量及び構造強度が、重要な工学的配慮及び設計配慮である航空宇宙産業において特に好評である。高性能シアネートエステル樹脂は、一般的に、該シアネートエステル樹脂の「強化」をもたらす1種又は複数の熱可塑性樹脂材料を含む。このような高性能シアネートエステル樹脂複合材料は、それらの相対的に高い強度対重量比のために望ましいが、それらは、発熱、燃焼性及び他の燃焼特性に関するいくつかの特定の問題を有する。
【0003】
高性能シアネートエステル樹脂複合材料の配合を開発する上での一つの主要な目標は、同時に硬化複合材部品の構造強度を減少させることなく、燃焼中に放出される熱の量を制限することである。これは、航空機の内部にある一次構造体及び部品にとって特に重要である。発熱を減少させるいずれの試みも、未硬化シアネートエステル樹脂の性質、例えば粘着力及び粘度などに有害な影響を与えないことも重要である。未硬化樹脂の粘着力及び粘度は、シアネートエステル樹脂が、航空機部品の製造に使用される一般的な中間材料であるプリプレグを製造するために使用される場合に特に重要である。
【0004】
航空機の内部に使用される複合材料についての発熱要件は、連邦航空局(FAA)航空機材料燃焼試験ハンドブック(Federal Aviation Administration(FAA) Aircraft Materials Fire Test Handbook)(14 C.F.R 25.853(d)、付録F、パート1)及びボーイング社仕様支援規格(BOEING Specification Support Standard)のBSS−7322に記載されている。試験サンプルの燃焼中の合計発熱率が測定され、燃焼過程におけるピーク発熱率も測定される。放射熱に曝露された複合材料の発熱要件を測定するために使用される標準試験は、オハイオ州立大学(OSU)発熱試験である。1平方メートル当たり65キロワット−分(kw−min/m2)未満の2分における平均OSU合計発熱率及び65kw−min/m2未満のピークOSU発熱率を有するシアネートエステル樹脂複合材を提供することが望ましい。これらの2つのOSU値は、複合材料から作られた航空機内装部品のための14 C.F.R.25.853(d)、付録F、パートIVによって定められた最小要件である。
【0005】
表面燃焼性への抵抗も、高性能シアネートエステル樹脂複合材の重要な関心領域である。燃えているシアネートエステル樹脂複合材部品が、熱及び/又は炎の供給源が除かれるとすぐに自己消火し得ることは重要である。自己消火する能力は、航空機の内部に位置する一次構造体及び部品にとって特に重要な配慮である。同時に航空機用途に必要なレベルに完成複合材部品の構造強度を保ちつつ、できる限り短時間に自己消火する複合材を製造するために使用されるシアネートエステル樹脂を開発することもシアネートエステル樹脂配合者の一つの重要な目標である。未硬化シアネートエステル樹脂の粘着力及び粘度が有害な影響を受けてはならないという同じ要件は、短い自己消火時間を有するシアネートエステル樹脂を配合する試みに当てはまる。
【0006】
合衆国連邦航空局(United States Federal Aviation Administration)は、航空機内装部品及び材料の耐火性の規制及び要件を制定した。これらの要件は、14 C.F.R.25.853(a)に示されている。一つの要件は、複合材料は、炎源が除去されるとすぐに自己消火し得ることである。シアネートエステル樹脂の自己消火時間を測定するための試験手順は、同様に、FAA航空機材料燃焼試験ハンドブック(FAR 25.853、付録F、パート1)及び標準試験方法として航空宇宙産業において認められているボーイング社仕様支援規格のBSS−7230(改訂版H)に示されている。自己消火時間が可能な限り短く、少なくとも15秒未満である高性能シアネートエステル樹脂複合材を提供することが望ましい。15秒の自己消火時間は、14 C.F.R.25.853(a)に準ずる複合材航空機部品に許容される最大値である。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明によれば、熱可塑性樹脂強化剤の特定のブレンドを有するシアネートエステル樹脂組成物を、繊維支持材と組み合わせて、硬化させると、既存の高性能強化シアネートエステル樹脂複合材と比較して低いOSU発熱率及び短い自己消火時間を有する複合材料を提供できることが見出された。
【課題を解決するための手段】
【0008】
本発明の組成物は、繊維質強化材、並びに1種又は複数のシアネートエステル樹脂を含むシアネートエステル樹脂成分を50から80重量パーセントまで含有する樹脂マトリックスからなる。該マトリックス樹脂は、10から40重量パーセントまでの、ポリエーテルイミド及びポリアミドイミドを含む熱可塑性ブレンドも含み、ここでポリエーテルイミドのポリアミドイミドに対する重量比は5:1から1:1までである。0から10重量パーセントまでの範囲の量の硬化剤も含まれる。
【0009】
本発明は、未硬化又は部分硬化樹脂マトリックス及び繊維質強化材を含むプリプレグ及び他の組成物を対象とする。さらに、本発明は、樹脂マトリックスが硬化済みである硬化複合材部品を対象とする。該複合材部品は、高強度が求められる、航空機における一次構造体としての使用及び他の耐荷重用途によく適合する。本発明による複合材料を使用して作られた部品及び構造体は、航空機の内部に位置する一次構造体としての使用に特によく適合する。
【0010】
本発明は、未硬化マトリックス樹脂及び繊維支持材を含有する組成物を製造する方法並びに該マトリックス樹脂組成物を組み込んだ硬化部品及び製品も対象とする。
【0011】
本発明の上述の特徴及び多くの他の特徴及び付随する利点は、添付図面と併せて以下の詳細な説明を参照することでより良く理解されよう。
【図面の簡単な説明】
【0012】
【図1】航空機の透視図であり、本発明による複合材料を使用して作ることができる例示的な外部一次航空機構造体が描かれている。
【0013】
【図2】ヘリコプタ回転翼の部分図であり、本発明による複合材料を使用して作ることができる例示的な外部一次航空機構造体が描かれている。
【0014】
【図3】本発明による複合材料を使用して作ることができる例示的なTスティフナ(T−stiffener)構造体の簡易図である。該Tスティフナは、航空機の内部に使用される一次構造体である。
【0015】
【図4】本発明による複合材料を使用して作ることができる例示的なカーゴフロアフランジ(cargo floor flange)構造体の簡易図である。該カーゴフロアフランジは、航空機の内部に使用される一次構造体である。
【0016】
【図5】本発明による複合材料を使用して作ることができる例示的な航空機クリップ構造体の簡易図である。該クリップは、航空機の内部に使用される一次構造体である。
【0017】
【図6】本発明による複合材料を使用して作ることができる例示的なフランジサポート(flange support)構造体の簡易図である。該フランジサポートは、航空機の内部に使用される一次構造体である。
【発明を実施するための形態】
【0018】
本発明によるマトリックス樹脂組成物は、熱可塑性樹脂強化シアネートエステル樹脂が望ましい多様な状況において使用し得る。シアネートエステル樹脂組成物は単独で使用することもできるが、該組成物は、一般的に、繊維支持材と組み合わせて複合材料を形成する。複合材料は、プリプレグ又は硬化最終部品の形態であってよい。複合材料は、いずれの意図された目的にも使用し得るが、それらは、航空宇宙機に好ましく使用され、商用及び軍事用航空機における使用に特に好まれる。例えば、複合材料は、一次ではない(二次)内装航空機構造体、例えば航空機調理室及び洗面所部品並びに窓枠、床板、頭上収納棚、間仕切り、ワードローブ、ダクト、天井面及び内側壁などを作るために使用することができる。さらに、複合材料は、一次航空機構造体を作るために使用し得る。一次航空機構造体又は部品は、飛行中に著しい応力を受け、航空機が制御された飛行を維持するために不可欠である固定翼又は回転翼航空機の要素である。複合材料は一般に、「耐荷重」部品及び構造体を作るためにも使用し得る。
【0019】
図1は、本発明による複合材料を使用して製造し得る、いくつかの例示的な一次航空機構造体及び部品を含む固定翼航空機を10に描いている。例示的な一次部品又は構造体には、翼12、胴体14及び尾翼16が含まれる。翼12は、いくつかの例示的な一次航空機部品、例えば補助翼18、前縁20、翼スラット22、スポイラ24、後緑26及び後縁フラップ28などを含む。尾翼16も、いくつかの例示的な一次部品、例えば方向舵30、垂直安定板32、水平安定板34、昇降舵36及びテール38などを含む。図2は、一次航空機構造体として桁42及び外表面44を含むヘリコプタ回転翼羽根40の外端部分を描いている。他の例示的な一次航空機構造体には、翼桁、並びに一次部品を一緒に接続して一次構造体を形成する多様なフランジ、クリップ及びコネクタが含まれる。
【0020】
本発明の複合材料は、低いOSU発熱値及び短い自己消火時間が特に重要な検討事項である航空機の内部に位置する一次航空機構造体を製造するために特に好適である。航空機の内部に位置する一次構造体である例示的なTスティフナ11が図3に示されている。Tスティフナ11は、該スティフナのフランジ部分を形成している複合材料の水平に配向した層13及び該Tスティフナのリブ部分を形成する複合材料15及び17のLの形状をした層からなる。Tスティフナ11は、ボルト又はリベットを使用して該Tスティフナをフランジ及びリブ表面に接合してフランジ−リブアッセンブリの補強を提供するための穴(示されていない)を含むことができる。
【0021】
本発明による複合材料を使用して作ることができる別の例示的な内装一次航空機構造体は、図4において21で示されたカーゴフロアフランジサポートである。カーゴフロアフランジサポート21は、23に幻影で表されたカーゴフロアを、25に幻影で表された航空機胴体に接続するために使用される。カーゴフランジサポート21は、第1フランジ部分27及び第2フランジ部分29を含み、これらの両方とも航空機への接合のための穴(それぞれ31及び33)を含む。カーゴフランジサポート21は、強化リブ35及び37も含み、これらは、該部品に必要な剛性及び構造強度を提供する。例示的な航空機クリップ構造体が図5において70で示されている。クリップ構造体70は、2つの一次内装構造体を一緒に接続するために設計されている。2つの一次航空機構造体は、72及び74に幻影で示されている。穴76は、クリップ70を一次構造体にボルト又はリベットを使用して接続するために提供されている。
【0022】
本発明による複合材料を使用して作ることができる別の例示的な内装一次航空機構造体は、図6に示されたフランジサポート構造体41である。フランジサポート構造体41は、2つの一次航空機部品を一緒に接続するために設計されている。2つの航空機部品43及び45は、図6において幻影で示されている。航空機部品43及び45は、穴46を通したボルト締め若しくはリベット打ちを用いて又は接着剤接合によってフランジサポート41に接続される。
【0023】
樹脂マトリックスを形成するために使用される樹脂組成物は、1種又は複数のシアネートエステル樹脂を含む50から80重量パーセントまでのシアネートエステル樹脂成分を含む。好ましくは、樹脂マトリックスは、55から65重量パーセントまでのシアネートエステル樹脂成分を含む。シアネートエステル樹脂成分を構成するシアネートエステル樹脂は、熱可塑性樹脂による強靱化の影響を受けやすいシアネートエステル樹脂のいずれであってもよい。このようなシアネートエステル樹脂は、航空宇宙産業においてよく知られている。例示的なシアネートエステル樹脂には、ビスフェノール−Eシアネートエステル樹脂、ビスフェノール−Aシアネートエステル樹脂、ヘキサフルオロビスフェノール−Aシアネートエステル樹脂、テトラメチルビスフェノール−Fシアネートエステル樹脂、ビスフェノール−Cシアネートエステル樹脂、ビスフェノール−Mシアネートエステル樹脂、フェノールノボラックシアネートエステル樹脂及びジシクロペンタジエニル−ビスフェノールシアネートエステル樹脂が含まれる。ビスフェノール−Eシアネートエステル樹脂が好ましい。特定の樹脂組成物に使用されるシアネートエステル樹脂の相対量及びタイプは、変えることができる。しかし、好ましい一実施形態において、ビスフェノール−Eシアネートエステル樹脂が、シアネートエステル樹脂成分中の唯一のシアネートエステル樹脂として使用される。
【0024】
シアネートエステル樹脂は、多数の供給源から市販されている。例えば、ビスフェノール−Eシアネートエステル樹脂は、AroCy L−10の商品名でHuntsmanから市販されている。ビスフェノール−Aシアネートエステル樹脂、ヘキサフルオロビスフェノール−Aシアネートエステル樹脂及びテトラメチルビスフェノール−Fシアネートエステル樹脂も、それぞれAroCy B−10、AroCy F−10及びAroCy M−10の商品名でHuntsmanから市販されている。ビスフェノール−Cシアネートエステル樹脂、ビスフェノール−Mシアネートエステル樹脂、フェノールノボラックシアネートエステル樹脂及びジシクロペンタジエニル−ビスフェノールシアネートエステル樹脂は、AroCy RD98−228、AroCy XU−366、AroCy XU−371及びXU−71787.02Lの商品名でHuntsmanから市販されている。
【0025】
マトリックス樹脂組成物は、10から40重量パーセントまでの、ポリエーテルイミド(PEI)及びポリアミドイミド(PAI)を含む熱可塑性ブレンドも含む。マトリックス樹脂組成物が、20から30重量パーセントまでの熱可塑性ブレンドを含有することが好ましい。本発明による熱可塑性ブレンドは、シアネートエステル樹脂成分に溶解性である一方の熱可塑性化合物(即ち、PEI)及びシアネートエステル樹脂成分に不溶性である他方(即ち、PAI)を含む。PEI及びPAIの相対量は、5:1から1:1までの重量比(PEI:PAI)の間で変えることができる。好ましくは、該重量比(PEI:PAI)は、4:1及び2:1の間で変化する。これらの範囲内のPEI及びPAIの合計量及び相対量は、樹脂マトリックスとして熱可塑性樹脂強化シアネートエステル樹脂を含有する複合材の最大(ピーク)及び合計発熱率の両方を減少させる有効な方法を提供することが見出された。
【0026】
ポリエーテルイミドは、Sabic(Dubai)からULTEM 1000Pとして市販されている。ポリアミドイミドは、Solvay Advanced Polymers(Alpharetta、ジョージア州)からTORLON 4000T又はTORLON 4000TFとして市販されている。PEI熱可塑性樹脂は、一般的に、PEI粒子が約30から300ミクロンまでの範囲である粉末として供給される。PEI粉末は、樹脂組成物の調製中にシアネートエステル成分中に溶解するので、PEI粒子の粒径は、特に重要ではない。市販のPAI粉末は、一般的に、50μmの平均粒径を有する。
【0027】
マトリックス樹脂組成物は、PEI粒子及びPAI粒子を、シアネートエステル樹脂成分と混合し、得られる混合物を約95℃の温度に十分な時間加熱してPEI粒子を完全に溶解することによって調製される。PAI粒子は溶解しない。PEI粒子が溶解するのに要する時間は、PEI粒子のサイズ及び溶解温度に応じて10分から1時間以上まで変化する。必要に応じて、PEI粒子を最初に溶解することができ、次いで、PAI粒子を添加する。
【0028】
PEI粒子が溶解した後、混合物を90℃以下に冷却し、硬化剤成分(及び予め添加していない場合はPAI粒子)を添加して繊維支持材との混合及び硬化の用意のできた樹脂組成物を形成する。PAIの粒径及び量は、シアネートエステル樹脂組成物の粘度が、プリプレグの調製に適した範囲内になるように選択される。PAI粒子の好ましい平均粒径範囲は、8ミクロンから20ミクロンまでである。したがって、市販のPAI粉末が、所望のより小さい粒径を有する粉末を提供するために粉砕又は他の方法で処理されることが好ましい。樹脂の粘度は、準等方性細断プリプレグを含むプリプレグを製造するために航空宇宙産業で現在使用されている既存の高性能強化樹脂の粘度と同一であることが好ましい。
【0029】
シアネートエステル樹脂成分及び熱可塑性ブレンドの冷却した混合物に添加される硬化剤成分の量は、シアネートエステル樹脂組成物の合計重量の0から10重量パーセントまでであり、好ましくは2から5重量パーセントまでである。熱可塑性樹脂強化シアネートエステル樹脂の硬化をもたらすために使用される硬化剤のいずれも、樹脂組成物を硬化させるために使用することができる。本発明による例示的な硬化剤には、ビスフェノールスルホン及びビスフェノールAが含まれる。上記樹脂は、必要に応じて、硬化剤を使用せずに硬化させることができる。
【0030】
シアネートエステル樹脂組成物は、プリプレグを作るのに適さなくなるようにそれらが同様に未硬化樹脂の粘度及び粘着力に有害な影響を及ぼさないことを条件として、追加の成分、例えば性能増強及び/又は調整剤なども含むことができる。シアネートエステル樹脂組成物は、1から15重量パーセントまでの相溶性の難燃剤も含有する。難燃剤は、シアネートエステル樹脂の主鎖にリンを含むシアネートエステル樹脂である。このようなリン含有シアネートエステル樹脂難燃剤は、当技術分野でよく知られている。添加される難燃剤の量は変えることができる。しかし、添加される難燃剤の量は、最大及び合計OSU発熱率が少なくとも65kw−min/m2を下回ることを確実にするのに少なくとも十分であることが好ましい。このようなリン含有シアネートエステル樹脂の好ましい量は、全樹脂組成物の8から12重量パーセントまでの範囲である。
【0031】
リン含有シアネートエステル樹脂難燃剤は、いくつかの供給源から市販されている。シアネートエステル樹脂は、ポリマー主鎖中に5から15重量パーセントまでのリンを含有することが好ましい。一つの例示的な難燃剤は、LONZA(Basel、スイス)から入手できるPrimaset FR−300である。FR−300は、374の分子量及び135℃の融点を有する結晶固体である。FR−300は、約9重量パーセントのリン含有率及び20分超の200℃におけるゲル化時間を有する。ガラス転移温度(Tg)は、300℃超であり、発熱(exotherm)(DSC)は、206℃である。FR300は、好ましいリン含有シアネートエステル樹脂難燃剤である。
【0032】
本発明のシアネートエステル樹脂組成物は、高性能強化シアネートエステル樹脂の標準の樹脂加工手順に従って作られる。1種又は複数のシアネートエステル樹脂を室温又は高温で一緒に混合して結晶を溶融する。次いで、熱可塑性樹脂成分のPEI及びPAI部分を添加する。次いで、この混合物を、PEIが溶解する温度に前述のように加熱する。次いで、この混合物を、90℃以下に冷却し、硬化剤(もしあれば)、リン含有シアネートエステル樹脂難燃剤及び他の添加剤(もしあれば)を、樹脂に混合して、繊維質強化材に含浸させて樹脂マトリックスを形成する最終樹脂組成物を形成する。
【0033】
シアネートエステル樹脂組成物は、既知のプリプレグ製造技術のいずれかに従って繊維質強化材に塗布する。繊維質強化材にシアネートエステル樹脂組成物を完全に含浸することもできる。プリプレグは、一般的に、早発性硬化を避けるために室温を十分に下回って維持された温度における貯蔵及び輸送のために両面を保護フィルムで覆われ、巻かれている。必要に応じて、他のプリプレグ製造プロセス及び貯蔵/輸送システムのいずれも使用することができる。
【0034】
プリプレグの繊維質強化材は、合成若しくは天然繊維、又はそれらの組合せを含むハイブリッド又は混合繊維系から選択することができる。繊維質強化材は、ガラス繊維、炭素繊維又はアラミド(芳香族ポリアミド)繊維などのいずれの好適な材料であってもよい。繊維質強化材は、好ましくは炭素繊維である。
【0035】
繊維質強化材は、亀裂の入った(即ち、延伸破壊された)又は選択的短繊維、又は長繊維を含むことができる。繊維質強化材は、織布、非けん縮、不織布、一方向、又は多軸テキスタイル構造形態、例えば一方向繊維の準等方性細断片などの形態であってよい。織布形態は、平織り、繻子、又は綾織りスタイルから選択することができる。非けん縮及び多軸形態は、多数のプライ及び繊維配向を有することができる。このようなスタイル及び形態は、複合材強化材分野でよく知られており、Hexcel Reinforcements(Villeurbanne、フランス)を含む多数の会社から市販されている。例えば、AGP193−P及びSGP193−Pとして特定される平織り炭素繊維織物は、Hexcel Reinforcementsから市販されている好適な繊維質強化材である。
【0036】
プリプレグは、連続テープ、トウプレグ、ウェブ、又は細断長(細断及びスリッティング工程は、含浸後のいずれの時点でも実施することができる)の形態であり得る。プリプレグは、接着フィルム又は表面フィルムであってよく、ともに織物、編物、不織の種々の形態の埋め込まれた担体をさらに有することができる。プリプレグは、例えば硬化中に空気の除去を促進するために、完全に又は一部だけ含浸させることができる。プリプレグ中の樹脂マトリックスの量(樹脂含有率)は、全プリプレグ重量の20から60重量パーセントまで変化し得る。約30から45重量パーセントの樹脂含有率が好ましい。
【0037】
プリプレグは、複合材部品を成形するために使用される標準の技術のいずれかを使用して成形することができる。一般的に、一層又は複数層のプリプレグを、好適な型に置き、硬化させて最終複合材部品を成形する。本発明のプリプレグを、当技術分野で知られている任意の好適な温度、圧力、及び時間条件を使用して、完全に又は部分的に硬化させることができる。一般的に、プリプレグは、160℃及び190℃の間の温度でオートクレーブ中において硬化させ、約175℃及び185℃の間の硬化温度が好ましい。硬化時間及び温度は、樹脂組成物に存在する硬化剤の量(もしあれば)及びタイプに応じて変えることができる。熱可塑性樹脂強化シアネートエステル樹脂を含有する準等方性細断プリプレグ又は成形材料の圧縮成形が好ましい手順である。準等方性細断プリプレグは、この準等方性細断プリプレグの樹脂成分が、本発明に従って作られていることを除いて、Hexcel Corporation(Dublin、カリフォルニア州)から市販されているHexMC(いずれかの国における登録商標)圧縮成形材料と同じである。このような準等方性材料は、欧州特許第113431B1号及び米国特許出願第11/476,965号に記載されている。単独又は織布プリプレグと組み合わせた一方向プリプレグ又は準等方性細断一方向プリプレグは、同様に、耐荷重部品の製造用の好ましい材料である。一方向繊維テープは、種々の商業的供給源から入手可能である。例えば、AS4GP一方向繊維テープは、Hexcel Corporation(Dublin、カリフォルニア州)から入手可能である。
【0038】
複合材部品は、190℃から220℃までの温度で少なくとも1時間、後硬化させることが好ましい。本発明による複合材料の後硬化は、後硬化させていない複合材料と比較して発熱率の追加の低下を提供することが見出された。後硬化は、好ましくは、熱対流炉で実施される。しかし、いずれの好適な後硬化手法も使用し得る。複合材料は、約200℃で約2時間、後硬化させることが好ましい。
【0039】
本発明のシアネートエステル樹脂組成物は、樹脂がプリプレグの形成に使用されるために必要な粘度及び粘着力を有する。上記樹脂組成物の粘度は、既存の高性能強化エポキシ樹脂、例えばHexPly(いずれかの国における登録商標)resins 8552などに類似している必要がある。粘着力は、同時に、プリプレグの多層が貼り付けられ、既知のプリプレグ成形/硬化手法に従う型で使用されることを可能にするために十分高いまま、プリプレグが輸送及び貯蔵のために取り扱われることを可能にするために十分低くあるべきである。準等方性細断プリプレグなどの成形コンパウンド用の樹脂マトリックスとして使用される場合、樹脂は、HexPly(いずれかの国における登録商標)resin 8552などの既存のマトリックス樹脂に類似の粘度及び粘着特性を有するべきである。
【0040】
好ましい樹脂組成物は、次の配合を有する。
55から65重量パーセントのビスフェノール−Eシアネートエステル樹脂;
20から30重量パーセントのPEI:PAI(4:1から2:1)の熱可塑性ブレンド;
8から12重量パーセントのリン含有シアネートエステル樹脂難燃剤
0から5重量パーセントのビスフェノールスルホン
【0041】
複合材料用の樹脂マトリックスとして使用された場合、これらの好ましい樹脂組成物は、本発明による所望のプリプレグの取扱適性を保持したまま、14 C.F.R.25.853(d)によって定められた65kw−min/m2の発熱率最大値及び14 C.F.R.25.853(a)によって定められた15秒の自己消火時間制限を十分下回る最大及び合計OSU発熱率を提供する。これらの好ましい樹脂が、一次航空機部品又は構造体を形成する複合材部品を製造するために使用される場合、繊維質強化材が炭素繊維から作られ、プリプレグが後硬化にかけられることが好ましい。
【0042】
特に好ましいエポキシ樹脂組成物は、次の配合:1)58から62重量パーセントまでのAroCy L−10(ビスフェノール−Eシアネートエステル樹脂)で構成されたシアネートエステル樹脂成分;2)19から23重量パーセントまでのポリエーテルイミド及び4から8重量パーセントまでのポリアミドイミドで構成された熱可塑性樹脂成分;3)8から12重量パーセントまでのFR 300又は類似のリン含有シアネートエステル樹脂;並びに4)2から4重量パーセントまでのビスフェノールスルホンを有するものである。複合材料用の樹脂マトリックスとして使用された場合、これらの特に好ましい樹脂組成物は、本発明による所望のプリプレグの取扱適性を保持したまま、14 C.F.R.25.853(d)によって定められた65kw−min/m2の発熱率最大値及び14 C.F.R.25.853(a)によって定められた15秒の自己消火時間制限を十分に下回るピーク及び合計OSU発熱率を提供する。これらの特に好ましい樹脂が、一次航空機部品又は構造体を形成する複合材部品を作るために使用される場合、繊維質強化材は炭素繊維から作られ、プリプレグは後硬化にかけられることが好ましい。
【0043】
必要に応じて、少量の他の熱可塑性樹脂をPEI又はPAIと組み合わせて使用することができる。例えば、航空機一次構造体が、航空機の内部に位置していない状況において、ポリエーテルスルホン(PES)及び他の硫黄を含有する熱可塑性樹脂材料を、熱可塑性樹脂においてPEIの一部を補完及び/又は置換するために添加することができる。PES又は他の硫黄を含有する熱可塑性樹脂の量は、熱可塑性ブレンドの「PEI」部分の25重量パーセントより多くを構成すべきではない。ポリアミド(PA)及び他の類似の熱可塑性樹脂を、熱可塑性ブレンド中のPAIの一部を補完及び/又は置換するために添加することができる。PA又は他の類似の熱可塑性樹脂の量は、熱可塑性ブレンドの「PAI」部分の25重量パーセントより多くを構成すべきではない。
【0044】
実施の例は、次の通りである。
【実施例】
【0045】
(例1)
次の配合を有する樹脂組成物を、例示的な複合材料の樹脂マトリックスの形成における使用のために調製した。
60.4重量パーセントのビスフェノール−Eシアネートエステル樹脂(AroCy L−10)
10.0重量パーセントのリン含有シアネートエステル樹脂(FR300)
20.7重量パーセントのポリエーテルイミド(ULTEM 1000P)
6.0重量パーセントのポリアミドイミド(TORLON 4000TF)
2.9重量パーセントのビスフェノールスルホン(BPS)
【0046】
液体のシアネートエステル樹脂AroCy L−10及びPEI粒子を室温で一緒に混合し、PEI粒子を完全に溶解するために110℃で60分間加熱した。この混合物を100℃に冷却し、PAI粒子を添加した。この混合物をさらに85℃に冷却し、FR−300及びBPSを添加した。この実施例についてのポリエーテルイミドのポリアミドに対する重量比は、3.45:1である。実施例の全てについて、TORLON TF粉末は、15μmの平均粒径を有するPAI粉末を得るために粉砕し篩にかけた。
【0047】
このマトリックス樹脂を使用して、12層のAS4C 193AW平織り炭素繊維織物にマトリックス樹脂フィルムを含浸して0.25cmの厚さのプリプレグを得ることによって試験サンプルを形成した。このプリプレグは、38重量パーセントの樹脂マトリックスを含有した。このプリプレグを、オートクレーブにおいて177℃で120分間硬化させて硬化複合材料を成形した。この硬化複合材料を、150cm×150cm×0.25cmの試験サンプルに裁断した。さらに、この硬化複合材料のいくつかを、熱対流炉において200℃で2時間、後硬化させた。後硬化した複合材料を、同様に150cm×150cm×0.25cmの後硬化試験サンプルに裁断した。硬化サンプル及び後硬化サンプルの両方を、14 CFR 25.853d、付録F、パートIVに従ってOSU発熱率について試験した。硬化試験サンプルは、64kw−min/m2のピークOSU発熱率及び23kw−min/m2の合計OSU発熱率を有した。後硬化サンプルは、54kw−min/m2の最大OSU発熱率及び26kw−min/m2の合計OSU発熱率を有した。この例を見てわかるように、後硬化は、合計OSU発熱率のわずかな増加(+3kw−min/m2)しか引き起こさずにピークOSU発熱率のかなりの低下(−10kw−min/m2)をもたらす。
【0048】
硬化複合材試験サンプル及び後硬化複合材試験サンプルの両方を、BSS−7230(改訂版H)の修正Method Fに従って自己消火時間を測定するために60秒垂直燃焼試験にかけた。硬化試験サンプル及び後硬化試験サンプルの両方が、4秒の自己消火時間を有した。
【0049】
(例2)
プリプレグを、リン含有シアネートエステル樹脂(FR300)を含まず、ビスフェノール−Eシアネートエステル樹脂(AroCy L−10)の量を、欠いたFR300を補うために70.4重量パーセントに増加したことを除いて例1と同様に作った。このプリプレグを例1と同様に硬化及び後硬化させ、試験サンプルを例1に従って調製した。硬化試験サンプルは、77kw−min/m2のピークOSU発熱率及び64kw−min/m2の合計OSU発熱率を有した。後硬化サンプルは、69kw−min/m2のピークOSU発熱率及び20kw−min/m2の合計OSU発熱率を有した。本発明によれば、複合材を後硬化させることが好ましい。この例を見てわかるように、後硬化は、後硬化させなかった試験サンプルと比較して最大及び合計発熱率の両方においてかなりの低下をもたらす。さらに、65kw−min/m2未満のピーク及び合計OSU発熱率に達するために十分な量のリン含有シアネートエステル樹脂難燃剤を含むべきである。この例示的な複合材料について、FR300を、後硬化を使用したか否かに関わらず、65kw−min/m2未満にOSUピーク及び合計発熱率を減少させる量で添加すべきである。
【0050】
硬化複合材試験サンプル及び後硬化複合材試験サンプルの両方を、自己消火時間を測定するために例1と同様に60秒垂直燃焼試験にかけた。硬化サンプルは、7秒の自己消火時間を有し、後硬化試験サンプルは、6.5秒の自己消火時間を有した。
【0051】
(例3)
次の配合を有する樹脂組成物を、例示的な複合材料の樹脂マトリックスの形成における使用のために調製した。
67.1重量パーセントのビスフェノール−Eシアネートエステル樹脂(AroCy L−10)
11.1重量パーセントのリン含有シアネートエステル樹脂(FR300)
11.9重量パーセントのポリエーテルイミド(ULTEM 1000P)
6.7重量パーセントのポリアミドイミド(TORLON 4000TF)
3.2重量パーセントのビスフェノールスルホン(BPS)
【0052】
プリプレグを例1と同様に作った。この実施例についてのポリエーテルイミドのポリアミドに対する重量比は、1.78:1である。このプリプレグを例1と同様に硬化及び後硬化させた。後硬化材料の試験サンプルを例1に従って調製した。後硬化サンプルは、62kw−min/m2のピークOSU発熱率及び32kw−min/m2の合計OSU発熱率を有した。
【0053】
後硬化複合材試験サンプルを、自己消火時間を測定するために例1と同様に60秒垂直燃焼試験にかけた。後硬化試験サンプルは、4.7秒の自己消火時間を有した。
【0054】
(例4)
次の配合を有する樹脂組成物を、例示的な複合材料の樹脂マトリックスの形成における使用のために調製した。
60.4重量パーセントのビスフェノール−Eシアネートエステル樹脂(AroCy L−10)
12.9重量パーセントのリン含有シアネートエステル樹脂(FR300)
20.7重量パーセントのポリエーテルイミド(ULTEM 1000P)
6.0重量パーセントのポリアミドイミド(TORLON 4000TF)
0.0重量パーセントのビスフェノールスルホン(BPS)
【0055】
プリプレグを例1と同様に作った。例示的なプリプレグを、例1と同様に硬化及び後硬化した。後硬化材料の試験サンプルを、例1に従って調製した。例示的な後硬化サンプルは、51kw−min/m2のピークOSU発熱率及び18kw−min/m2の合計OSU発熱率を有した。
【0056】
後硬化複合材試験サンプルを、自己消火時間を測定するために例1と同様に60秒垂直燃焼試験にかけた。後硬化試験サンプルは、2.5秒の自己消火時間を有した。
【0057】
(比較例1)
次の配合を有する樹脂組成物を、比較の複合材料の樹脂マトリックスの形成における使用のために調製した:
50.0重量パーセントのビスフェノール−Eシアネートエステル樹脂(AroCy L−10)
0.00重量パーセントのリン含有シアネートエステル樹脂(FR300)
41.1重量パーセントのポリエーテルイミド(ULTEM 1000P)
6.0重量パーセントのポリアミドイミド(TORLON 4000TF)
2.9重量パーセントのビスフェノールスルホン(BPS)
【0058】
プリプレグを例1と同様に作った。この比較例についてのポリエーテルイミドのポリアミドに対する重量比は、6.85:1であり、これは、例1〜3によって測定された特に低いOSU発熱率をもたらすことが見出された重量比の範囲外である。比較のプリプレグを例1と同様に硬化及び後硬化し、例1に従って試験サンプルを調製した。硬化比較試験サンプルは、79kw−min/m2のピークOSU発熱率及び43kw−min/m2の合計OSU発熱率を有した。後硬化サンプルは、82kw−min/m2のピークOSU発熱率及び41kw−min/m2の合計OSU発熱率を有した。
【0059】
硬化比較複合材サンプル及び後硬化比較複合材サンプルの両方を、自己消火時間を測定するために例1と同様に60秒垂直燃焼試験にかけた。硬化サンプルは、3.0秒の自己消火時間を有し、後硬化試験サンプルは、6.0秒の自己消火時間を有した。
【0060】
例2において、後硬化は、ピーク及び合計OSU発熱率の両方にかなりの低下を生じたのに対して、比較サンプルの後硬化は、OSU発熱率の改善をもたらさなかった。
【0061】
(比較例2)
次の配合を有する樹脂組成物を、比較の複合材料の樹脂マトリックスの形成における使用のために調製した。
60.4重量パーセントのビスフェノール−Eシアネートエステル樹脂(AroCy L−10)
10.0重量パーセントのリン含有シアネートエステル樹脂(FR300)
26.7重量パーセントのポリエーテルイミド(ULTEM 1000P)
0.0重量パーセントのポリアミドイミド(TORLON 4000TF)
2.9重量パーセントのビスフェノールスルホン(BPS)
【0062】
プリプレグを例1と同様に作った。比較のプリプレグを例1と同様に硬化及び後硬化した。後硬化材料の比較試験サンプルを、例1に従って調製した。比較後硬化サンプルは、70kw−min/m2のピークOSU発熱率及び43kw−min/m2の合計OSU発熱率を有した。
【0063】
後硬化複合材試験サンプルを、自己消火時間を測定するために例1と同様に60秒垂直燃焼試験にかけた。後硬化試験サンプルは、4.7秒の自己消火時間を有した。例1と比較した場合、この比較例は、マトリックス樹脂からのポリアミドイミドの削除は、最大及び合計OSU発熱率のかなりの増加を引き起こすことを示している。
【0064】
本発明の例示的な実施形態をこのように説明してきたが、本開示内の実施形態は例示のためだけのものであり、種々の他の代替案、改作及び変更が、本発明の範囲内でなされ得ることを当業者は留意すべきである。したがって、本発明は、上述の実施形態によっては制限されず、以下の特許請求の範囲によってのみ制限される。
【特許請求の範囲】
【請求項1】
1種又は複数のシアネートエステル樹脂を含むシアネートエステル樹脂成分50から80重量パーセント;
ポリエーテルイミドのポリアミドイミドに対する重量比が、5:1から1:1までである、ポリエーテルイミド及びポリアミドイミドを含む熱可塑性ブレンド10から40重量パーセント;
難燃剤であって、リン含有シアネートエステル樹脂を含む、上記難燃剤1から15重量パーセント;
を含む樹脂マトリックス、並びに
繊維質強化材
を含む未硬化複合材部品。
【請求項2】
前記シアネートエステル樹脂成分が、1から10重量パーセントまでの硬化剤成分を含む、請求項1に記載の未硬化複合材部品。
【請求項3】
ポリエーテルイミドのポリアミドイミドに対する重量比が、4:1から2:1までである、請求項1に記載の未硬化複合材部品。
【請求項4】
前記樹脂マトリックスが、
55から65重量パーセントの前記シアネートエステル樹脂成分;
20から30重量パーセントの前記熱可塑性ブレンド;
8から12重量パーセントの前記難燃剤;及び
1から5重量パーセントの前記硬化剤成分
を含む、請求項2に記載の未硬化複合材部品。
【請求項5】
ポリエーテルイミドのポリアミドイミドに対する重量比が、4:1から2:1までである、請求項4に記載の未硬化複合材部品。
【請求項6】
前記硬化剤が、ビスフェノールスルホン及びビスフェノールAからなる群から選択される、請求項1に記載の未硬化複合材部品。
【請求項7】
前記繊維質強化材が、一方向繊維を含む、請求項1に記載の未硬化複合材部品。
【請求項8】
前記樹脂マトリックスが硬化済みである、請求項2に記載の未硬化複合材部品を含む複合材部品。
【請求項9】
前記樹脂マトリックスが硬化済みである、請求項2に記載の未硬化複合材部品を含む複合材部品。
【請求項10】
前記複合材部品が、航空機の一次構造体の少なくとも一部を形成する、請求項8に記載の複合材部品。
【請求項11】
前記複合材部品が、65kw−min/m2未満のピークOSU発熱を有する、請求項8に記載の複合材部品。
【請求項12】
プリプレグを製造する方法であって、
A)1種又は複数のシアネートエステル樹脂を含むシアネートエステル樹脂成分50から80重量パーセント;
ポリエーテルイミドのポリアミドイミドに対する重量比が、5:1から1:1までである、ポリエーテルイミド及びポリアミドイミドを含む熱可塑性ブレンド10から40重量パーセント;
難燃剤であって、リン含有シアネートエステル樹脂を含む上記難燃剤1から15重量パーセント
を含むマトリックス樹脂を提供するステップ;並びに
B)該マトリックス樹脂を繊維質強化材と混合して該プリプレグを提供するステップ
を含む上記方法。
【請求項13】
前記シアネートエステル樹脂成分が、1から10重量パーセントまでの硬化剤成分を含む、請求項12に記載の方法。
【請求項14】
ポリエーテルイミドのポリアミドイミドに対する重量比が、4:1から2:1である、請求項12に記載の方法。
【請求項15】
前記硬化剤が、ビスフェノールスルホン及びビスフェノールAからなる群から選択される、請求項13に記載の方法。
【請求項16】
前記樹脂マトリックスが、
55から65重量パーセントの前記シアネートエステル樹脂成分;
20から30重量パーセントの前記熱可塑性ブレンド;及び
8から12重量パーセントの前記難燃剤;並びに
1から5重量パーセントの前記硬化剤成分
を含む、請求項13に記載の方法。
【請求項17】
前記繊維質強化材が、一方向繊維を含む、請求項12に記載の方法。
【請求項18】
前記マトリックス樹脂を硬化させて硬化複合材部品を成形する追加のステップを含む、請求項12に記載の方法。
【請求項19】
前記硬化複合材部品が、航空機の一次構造体の少なくとも一部を形成する、請求項18に記載の方法。
【請求項20】
前記マトリックス樹脂を硬化させて硬化複合材部品を成形する追加のステップを含み、該硬化複合材部品は、65kw−min/m2未満のピークOSU発熱を有する、請求項13に記載の方法。
【請求項1】
1種又は複数のシアネートエステル樹脂を含むシアネートエステル樹脂成分50から80重量パーセント;
ポリエーテルイミドのポリアミドイミドに対する重量比が、5:1から1:1までである、ポリエーテルイミド及びポリアミドイミドを含む熱可塑性ブレンド10から40重量パーセント;
難燃剤であって、リン含有シアネートエステル樹脂を含む、上記難燃剤1から15重量パーセント;
を含む樹脂マトリックス、並びに
繊維質強化材
を含む未硬化複合材部品。
【請求項2】
前記シアネートエステル樹脂成分が、1から10重量パーセントまでの硬化剤成分を含む、請求項1に記載の未硬化複合材部品。
【請求項3】
ポリエーテルイミドのポリアミドイミドに対する重量比が、4:1から2:1までである、請求項1に記載の未硬化複合材部品。
【請求項4】
前記樹脂マトリックスが、
55から65重量パーセントの前記シアネートエステル樹脂成分;
20から30重量パーセントの前記熱可塑性ブレンド;
8から12重量パーセントの前記難燃剤;及び
1から5重量パーセントの前記硬化剤成分
を含む、請求項2に記載の未硬化複合材部品。
【請求項5】
ポリエーテルイミドのポリアミドイミドに対する重量比が、4:1から2:1までである、請求項4に記載の未硬化複合材部品。
【請求項6】
前記硬化剤が、ビスフェノールスルホン及びビスフェノールAからなる群から選択される、請求項1に記載の未硬化複合材部品。
【請求項7】
前記繊維質強化材が、一方向繊維を含む、請求項1に記載の未硬化複合材部品。
【請求項8】
前記樹脂マトリックスが硬化済みである、請求項2に記載の未硬化複合材部品を含む複合材部品。
【請求項9】
前記樹脂マトリックスが硬化済みである、請求項2に記載の未硬化複合材部品を含む複合材部品。
【請求項10】
前記複合材部品が、航空機の一次構造体の少なくとも一部を形成する、請求項8に記載の複合材部品。
【請求項11】
前記複合材部品が、65kw−min/m2未満のピークOSU発熱を有する、請求項8に記載の複合材部品。
【請求項12】
プリプレグを製造する方法であって、
A)1種又は複数のシアネートエステル樹脂を含むシアネートエステル樹脂成分50から80重量パーセント;
ポリエーテルイミドのポリアミドイミドに対する重量比が、5:1から1:1までである、ポリエーテルイミド及びポリアミドイミドを含む熱可塑性ブレンド10から40重量パーセント;
難燃剤であって、リン含有シアネートエステル樹脂を含む上記難燃剤1から15重量パーセント
を含むマトリックス樹脂を提供するステップ;並びに
B)該マトリックス樹脂を繊維質強化材と混合して該プリプレグを提供するステップ
を含む上記方法。
【請求項13】
前記シアネートエステル樹脂成分が、1から10重量パーセントまでの硬化剤成分を含む、請求項12に記載の方法。
【請求項14】
ポリエーテルイミドのポリアミドイミドに対する重量比が、4:1から2:1である、請求項12に記載の方法。
【請求項15】
前記硬化剤が、ビスフェノールスルホン及びビスフェノールAからなる群から選択される、請求項13に記載の方法。
【請求項16】
前記樹脂マトリックスが、
55から65重量パーセントの前記シアネートエステル樹脂成分;
20から30重量パーセントの前記熱可塑性ブレンド;及び
8から12重量パーセントの前記難燃剤;並びに
1から5重量パーセントの前記硬化剤成分
を含む、請求項13に記載の方法。
【請求項17】
前記繊維質強化材が、一方向繊維を含む、請求項12に記載の方法。
【請求項18】
前記マトリックス樹脂を硬化させて硬化複合材部品を成形する追加のステップを含む、請求項12に記載の方法。
【請求項19】
前記硬化複合材部品が、航空機の一次構造体の少なくとも一部を形成する、請求項18に記載の方法。
【請求項20】
前記マトリックス樹脂を硬化させて硬化複合材部品を成形する追加のステップを含み、該硬化複合材部品は、65kw−min/m2未満のピークOSU発熱を有する、請求項13に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2013−520552(P2013−520552A)
【公表日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2012−555012(P2012−555012)
【出願日】平成23年1月28日(2011.1.28)
【国際出願番号】PCT/US2011/022799
【国際公開番号】WO2011/106125
【国際公開日】平成23年9月1日(2011.9.1)
【出願人】(503308494)ヘクセル コーポレイション (15)
【Fターム(参考)】
【公表日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年1月28日(2011.1.28)
【国際出願番号】PCT/US2011/022799
【国際公開番号】WO2011/106125
【国際公開日】平成23年9月1日(2011.9.1)
【出願人】(503308494)ヘクセル コーポレイション (15)
【Fターム(参考)】
[ Back to top ]