
低線膨張複層押出シート
【課題】平滑な表面を持ち、低線膨張で、2次加工が容易なシートを提供すること。
【解決手段】少なくとも表層とメイン層とを含む2層以上の複層からなるシートで、メイン層がスチレン系樹脂(A)と充填剤(B)とからなり、該充填剤(B)はフレーク状粉体とフレーク状粉体以外の少なくとも1種の充填剤とからなっており、メイン層中の充填剤(B)の含有割合は25〜70質量%であって、かつ、メイン層中のフレーク状粉体の含有割合が15質量%以上であり、スチレン系樹脂(A)がエラストマー成分(C)を10〜50質量%含有し、かつシートの物性が、縦方向、横方向共に、線膨張係数が、1×10−5〜6×10−5/℃でかつ、シャルピー衝撃強さが4〜50KJ/m2であることを特徴とする厚みが0.3mm以上2.0mm未満の低線膨張押出シート。
【解決手段】少なくとも表層とメイン層とを含む2層以上の複層からなるシートで、メイン層がスチレン系樹脂(A)と充填剤(B)とからなり、該充填剤(B)はフレーク状粉体とフレーク状粉体以外の少なくとも1種の充填剤とからなっており、メイン層中の充填剤(B)の含有割合は25〜70質量%であって、かつ、メイン層中のフレーク状粉体の含有割合が15質量%以上であり、スチレン系樹脂(A)がエラストマー成分(C)を10〜50質量%含有し、かつシートの物性が、縦方向、横方向共に、線膨張係数が、1×10−5〜6×10−5/℃でかつ、シャルピー衝撃強さが4〜50KJ/m2であることを特徴とする厚みが0.3mm以上2.0mm未満の低線膨張押出シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、軽量断熱ボード等で使用される低線膨張押出シートに関する。
【背景技術】
【0002】
従来から、シートを表裏に用いた充填剤に発泡フォームを用いた軽量断熱ボードは知られている。例えばABS樹脂のシートを表裏に用い内部にウレタン発泡させたボードがお風呂のドア等に使われている。その他、発泡シートを密に重ねプラスチックと接着により拘束して形成された軽量断熱ボード(特許文献1)、合成樹脂発泡体の両面に、空洞含有のポリエステル系シートを積層されてなる軽量断熱ボード(特許文献2)等が報告されている。
しかし、これらの軽量断熱ボードでは、面材の線膨張係数が考慮されていない(通常のスチレン系樹脂なら6×10−5/℃を越える)為、これらの軽量断熱ボードを用いて温度差が大きい空間を区切る場合、ボードがそるという問題点があった。
【0003】
このそりを解決する方法としては、軽量断熱ボードの面材に、FRPシートや、金属のシートを用いる方法が考えられるが、FRP(熱硬化タイプ)のシート(特許文献3)は、未反応のスチレンモノマー等が多く残留する為、密閉された室内等で使用すると空気中の揮発性有機化合物(VOC)特にスチレンモノマー濃度が高くなるという問題点があり、また、金属のシートは重量が重くなったり、発泡フォームの接着性の改良が必要だった。またFRPを代替可能であるガラス繊維強化熱可塑性樹脂は、多くの種類が知られているが、ナイロン、PET、PP等の結晶性樹脂を用いたものはシート成形性が低いこと、および2次加工の際の接着性が難しい等の問題点があった。
【0004】
非晶性樹脂の中でよく知られているガラス繊維強化ASは、薄肉シートにした場合、ガラス繊維が配向し、シート物性に縦横で大きな差が発生したり、2次加工の際に配向方向にひびが入り易いという問題点があった。
また、スチレン系樹脂にタルクのようなフレーク状の粉体を添加する事で線膨張係数を低下させる方法が報告されている(特許文献4)。しかし、この様に線膨張係数が6×10−5/℃以下になるようなものは、2mm以下のような薄いシートにすると打ち抜き時にひびが入ったり、割れたりし易いという問題点があった。
すなわち、軽量断熱ボードに必要な平滑な表面、低VOCでかつ2次加工が容易でかつ、縦横共に物性差が低い強化薄肉シートは従来なかった。
【0005】
【特許文献1】特開2003−64795号公報
【特許文献2】特開2002−99959号公報
【特許文献3】特許第3098308号公報
【特許文献4】特開平9−272146号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
線膨張係数の小さい薄肉シートを得る為、熱可塑性樹脂にタルク等を無機充填剤を添加したシートを用いる方法が考えられるが、通常の方法では、無機充填剤が表面を荒らす事等が原因の外観不良が発生する事、また、2次加工、特にある形状に打ち抜く際にひび割れが発生する等が原因で、良好な表面外観でかつ、2次加工性に優れたシートを得る事ができなかった。本発明は、ある特定の充填剤を含有したスチレン系樹脂を押出して得た2次加工性に優れた低線膨張押出シートを提供する事を目的とする。
【課題を解決するための手段】
【0007】
本発明者らは上記課題を解決するため検討を重ね本発明に到った。
即ち、本発明は以下に記載するとおりの低線膨張押出シートである。
[1] 少なくとも表層とメイン層とを含む2層以上の複層からなるシートで、メイン層がスチレン系樹脂(A)と充填剤(B)とからなり、該充填剤(B)はフレーク状粉体とフレーク状粉体以外の少なくとも1種の充填剤とからなっており、メイン層中の充填剤(B)の含有割合は25〜70質量%であって、かつ、メイン層中のフレーク状粉体の含有割合が15質量%以上であり、スチレン系樹脂(A)がエラストマー成分(C)を10〜50質量%含有し、かつシートの物性が、縦方向、横方向共に、線膨張係数が、1×10−5〜6×10−5/℃でかつ、シャルピー衝撃強さが4〜50KJ/m2であることを特徴とする厚みが0.3mm以上2.0mm未満の低線膨張押出シート。
[2]表層がラミネートフィルムであることを特徴とした請求項1記載の低線膨張押出シート。
[3]表層がスチレン系樹脂(A)からなることを特徴とする[1]または[2]記載の低線膨張押出シート。
[4]表層、メイン層のスチレン系樹脂(A)共に、スチレンモノマーの含有量が2000ppm以下であることを特徴とする[3]に記載の複層からなる低線膨張押出シート。
[5]表裏に[1]〜[4]のいずれかに記載の低線膨張押出シートを用い、内部に断熱材を含有することを特徴とする軽量断熱ボード。
【発明の効果】
【0008】
本発明の低線膨張シートは、良好な表面性、打ち抜き等の2次加工性に優れ、低VOCが必要な室内等でのFRPを代替する事ができる。
【発明を実施するための最良の形態】
【0009】
本願明細書において言う「メイン層」とは、複数の層のうち、表層を除いて最も厚い層を意味する。本発明においてはこのメイン層の厚みが全厚みの50%以上であることが好ましく、70〜90%であることが特に好ましい。
【0010】
本発明の低線膨張押出シートにおけるメイン層は、スチレン系樹脂(A)と充填剤(B)とからなり、充填剤(B)はフレーク状粉体とフレーク状粉体以外の少なくとも1種の充填剤とからなっており、メイン層中の充填剤(B)の含有割合は25〜70質量%であって、かつ、メイン層中のフレーク状粉体の含有割合が15質量%以上である事が必要である。ただし、充填剤(B)の量成分は、スチレン系樹脂(A)を押出成形にてシート化して得たシートの線膨張係数が、縦方向、横方向共に1×10−5〜6×10−5/℃で、かつシャルピー衝撃強さが4〜50KJ/m2あるように配合する必要がある。かつ、シートの厚みは、0.3mm以上2.0mm未満である事が必要である。
【0011】
線膨張係数がシートの縦方向、横方向共に1×10−5〜6×10−5/℃である縦横の物性比が少ない低線膨張シートは、断熱ボード等に用いた場合、表裏の温度差等によるそりが少なくなる。例えば通常の充填剤を含有しないABSシート(7×10−5〜8×10−5/℃)を用いた断熱ボードは、40℃〜60℃の温度差で、断熱ボードがそる場合がある。
【0012】
また、0.3mm〜2.0mmの様に薄いシートを、ある形に打ち抜く際には、シートのシャルピー衝撃強さが4KJ/m2 以上必要である。また、シャルピー衝撃強さが50KJ/m2を超えるスチレン系樹脂を用いると、上記シートの線膨張係数を6×10−5/℃以下にする事が困難になる。シートの厚みが不足し、試験ができない場合は、シートを重ねて固定して実施する。試験片の厚みは各シート厚みの合計値を用いる。
これらのバランスを考慮すると、より好ましいシャルピー衝撃強さは、5〜20KJ/m2である。
【0013】
スチレン系樹脂(A)に用いられる充填剤(B)とは、具体的には、金属酸化物、金属水酸化物、金属炭酸塩、金属硫酸塩、金属珪酸塩、炭素、ケッチェンブラック、カーボン繊維、セルロースを主体とする有機物、金属繊維等から選ばれる。
充填剤(B)にはフレーク状粉体が含まれていることが必要であり、メイン層中のフレーク状粉体の含有量は少なくとも15質量%であることが必須である。目標とする線膨張と衝撃のバランスをとる為には、15質量%以上のフレーク状粉体の含有が好ましい。
【0014】
フレーク状とは、うろこ(鱗片)の様な薄片のことである。楕円形粒状とは米粒の様な縦と横の長さが違う粒状のものである。フレーク状粉体の充填剤は、平均粒子径 0.5μm〜1mmが好ましく、さらに好ましくは1μm〜500μmである。また、カサ比重(JIS−K5101)0.1g/ml〜1g/mlが好ましく、さらに好ましくは0.2g/ml〜0.6g/mlである。
この様な、フレーク状粉体としては、タルク、マイカ、雲母、ガラスフレーク等が挙げられる。より好ましくはタルクである。
【0015】
金属硫酸塩としては、硫酸カルシウム、硫酸バリウム等が挙げられる。
金属珪酸塩としては、珪酸カルシウム(ウォラストナイト、ゾノトライト)、タルク、マイカ、雲母、クレー、モンモリロナイト、ベントナイト、活性白土、セピオライト、イモゴライト、セリサリト、ガラス繊維、ガラスビーズ、ガラスバルーン、シリカ系バルン、ガラスフレーク等が挙げられる。
【0016】
ガラス繊維としては、形状は、ロービング、サーフエーシング・マット、チヨツプドストランドマット、朱子織、格子織、平織、目抜平織、綾織、ネットなど、いずれの形状でも使用可能であり、種類もC−GF(含アルカリガラス繊維)、アルミナ硼珪酸ガラス(Eガラス)などいずれの種類でも使用可能である。また、5〜50μmの直径のガラス繊維が使用でき、特に5〜20μmのガラス繊維が好ましい。また、スチレン系熱可塑性樹脂との接着性を向上するため、ガラス繊維表面を、ビニルシラン、アミノシラン、クロム化合物等の一般に使用される表面処理剤で処理することが好ましい。
【0017】
炭素としては、カーボンブラック、グラファイト、炭素繊維、炭素バルン、木炭粉末等が挙げられる。セルロースを主体とした有機物としては、木粉、パルプ、もみがら粉、クルミ粉、ペーパースラッジ等が挙げられる。
【0018】
これらの充填剤は、目標とする線膨張と衝撃強さのバランスが得られればフレーク状粉体単独で用いても構わないし、他のフレーク状粉体、複数のフィラーを使用しても良い。好ましくは、タルク又はガラスフレークとガラス繊維との組み合わせや、タルク、ガラスフレーク及びガラス繊維の組み合わせが好ましい。
また、充填剤の含有量は25〜70質量%であることが必要である。線膨張係数を低下させる為には、25質量%以上の添加が必要で、シートの靭性を保つ為には、添加量を70質量%以下とすることが必要である。より好ましくは、40〜60質量%である。
【0019】
本発明のスチレン系樹脂(A)としては、芳香族ビニル単量体単独を重合したもの、芳香族ビニル単量体と、芳香族ビニルと共重合可能な単量体、例えばアクリル酸エステル単量体、(メタ)アクリル酸エステル単量体、不飽和ニトリル単量体等を含む単量体混合物を共重合させて得られる重合体、あるいはこれらの混合物が挙げられる。
不飽和ニトリル単量体としては、アクリロニトリル、メタクリロニトリル等が挙げられる。好ましくは、アクリロニトリルである。
(メタ)アクリル酸エステル単量体としては、メチルメタクリレート、メチルアクリレート、ブチルアクリレート、エチルアクリレート等が挙げられる。
アクリル酸エステル単量体としては、メチルアクリレート、エチルアクリレート、ブチルアクリレート等が挙げられる。
【0020】
スチレン系樹脂(A)には、充填剤(B)との密着性を向上させる為、カルボキシル基やグリシジル基を含有するビニル単量体を共重合させる事ができる。カルボキシル基を含有するビニル単量体としては、例えば、アクリル酸、クロトン酸、ケイ皮酸、イタコン酸、マレイン酸等の遊離カルボキル基を含有する不飽和化合物、無水マレイン酸、無水イタコン酸、クロロ無水マレイン酸、無水シトラコン酸などの酸無水物型カルボキシル基を含有する不飽和化合物等があげられるが、これらの中で、アクリル酸、メタクリル酸、無水マレイン酸が好適である。グリシジル基を含有するビニル単量体としては、例えば、メタクリル酸グリシジル、アクリル酸グリシジル、アリルグリシジルエーテル、メチルグリシジルエーテル、メチルグリシジルメタクリレート等が挙げられる。
【0021】
本発明においては、シートの耐衝撃性、特に打ち抜き時の耐割れ性を改善するために、スチレン系樹脂(A)はエラストマー成分(C)を含有することが好ましい。エラストマー成分(D)としては、具体的にはポリブタジエン(BR)、スチレン−ブタジエン共重合ゴム(SBR)、アクリロニトリル−ブタジエン共重合ゴム(NBR)等のジエン系ゴム、ポリアクリル酸ブチル等のアクリル系ゴム(AR)、ポリイソプレン(IR)、ポリクロロプレン(CR)、エチレン−プロピレンゴム(EPM)、エチレン−プロピレン−ジエン三元共重合ゴム(EPDM)、スチレン−ブタジエンブロック共重合ゴム、スチレン−イソプレンブロック共重合ゴム、等のブロック共重合体およびそれらの水素添加物等を使用することができる。
これらの重合体の中で、好ましくは、BR、SBR、NBR、AR等が挙げられる。
【0022】
これらのエラストマー成分は、スチレン系樹脂(A)にそのまま添加しても良いし、エラストマー成分に芳香族ビニル単量体や、芳香族ビニル単量体と共重合可能な単量体混合物をグラフト重合して得られるグラフト重合体として添加しても良い。これらのグラフト重合体のエラストマーの質量は、グラフト重合する前のエラストマーの質量の事である。
【0023】
スチレン系樹脂(A)に含まれるエラストマー成分(C)は、10〜50質量%である。より好ましくは15〜25質量%である。薄肉で、多くの充填剤を含むシートの2次加工性、特に打ち抜き時の割れを改善する為には、10質量%以上エラストマー成分(C)の含有が必要で、シートの線膨張係数を抑える為には、50質量%以下である事が好ましい。
【0024】
スチレン系樹脂(A)としては、アクリロニトリル−スチレン−ブタジエン共重合体(ABS)、アクリロニトリル−スチレン共重合体(AS)、(メタ)アクリル酸メチル−アクリロニトリル−スチレン−ブタジエン共重合体(MABS)、アクリロニトリル−スチレン−アクリルゴム共重合体(ASA)、アクリロニトリル−スチレン−EPDM共重合体(AES)等が好ましい。
【0025】
スチレン系樹脂(A)に含まれる不飽和ニトリル単量体単位は2〜40質量%であることが好ましい。これらの樹脂のうち、アクリロニトリルを10〜40質量%含有しかつブタジエンゴムを10〜30質量%含有するABS、アクリロニトリルを20〜40質量%含有するAS、アクリロニトリルを2〜10質量%含有しかつブタジエンゴムを10〜30質量%含有するMABSがより好ましい。
スチレン系樹脂(A)の製造方法としては、特に限定はされず、乳化重合、懸濁重合、塊状重合、溶液重合、およびこれら重合法の組み合わせた方法等を用いることができる。
【0026】
スチレン系樹脂(A)、熱可塑性樹脂のスチレンモノマー含有量は、2000ppm以下である事が好ましい。シート中のスチレンモノマー濃度と、空気中のスチレンモノマー濃度は比例するので、シート中のスチレンモノマー濃度(特に表層の熱可塑性樹脂中)が、2000ppmを越えると空気中のスチレンモノマー濃度が高なり、室内のVOC規格等に抵触する可能性がある。より好ましくは、1000ppm以下である。スチレンモノマー濃度は、サンプル2gをDMF(ジメチルホルムアミド)20mlに溶解し、島津製作所 GC−14Aガスクロマトグラフィー(INJ温度250℃/キャピラリーカラム)を用いて測定した。定量は、事前に作製した検量線を用いて行う。
【0027】
スチレン系樹脂(A)の分子量はどんなものでも構わないが、MFR(ISO1133:220℃98N)で、1〜30g/10分のものが好ましく、2〜20g/10分のものがより好ましい。熱可塑性樹脂(A)の押出加工性を向上差せる為、MFRが1g/10分以上ある方が好ましく、シートの厚みを均一にし易くする為、30g/10分以下である方が好ましい。
【0028】
本発明の低線膨張シートは、シート成形性、シート外観、シート強度等の物性バランスが取れるように熱可塑性樹脂(A)と充填剤(B)を所定の範囲で配合して製造される。
また、成形性を付与する為、表層及びメイン層に可塑剤および軟化剤を添加しても良い。種類については硬度を低下させるものであれば特に制限はないが、脂肪酸や脂肪酸金属塩、テルペン系樹脂、石油系樹脂、PEやPPワックス類、パラフィン系オイル、ナフテン系オイルおよびエステル系オイルが推奨される。
【0029】
本発明のメイン層を構成するスチレン系樹脂(A)としては、ABS樹脂にタルクを添加したスチレン系樹脂、ABS樹脂にガラス繊維とタルクを添加したスチレン系樹脂、ABS樹脂にガラス繊維とガラスフレークを添加したスチレン系樹脂があげられる。
本発明のスチレン系樹脂と充填剤等の各成分を溶融混合する方法については特に制限はなく、単軸押出機、二軸押出機、バンバリーミキサー、加圧ニーダー、ミキシングロール等通常公知の方法を用いることができる。
【0030】
本発明のスチレン系樹脂(A)には、共に必要に応じて、酸化防止剤、耐候剤、金属不活性剤、紫外線吸収剤、光安定剤、ブリード・ブルーム剤、シール性改良剤、結晶核剤、難燃化剤、架橋剤、共架橋剤、加硫剤、防菌、防カビ剤、分散剤、軟化剤、可塑剤、粘土調整剤、着色防止剤、発泡剤、発泡助剤、酸化チタン、カーボンブラックなどの着色剤、フェライトなどの金属粉末、あるいは他のゴム質重合体、例えばSBR、NBR、BR、NR、IR、AR,CR、IIR、また、その他必要に応じて上記成分以外の熱可塑性樹脂、例えばポリカーボネート系樹脂、ポリアセタール系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、ポリエーテル系樹脂、ポリスルホン、ポリフェニレンサルファイド、ポリアセタール樹脂など、適宜、配合することができる。
【0031】
本発明の低線膨張押出シートは、表面状態を良くしたり、2次加工性を改善するために複層にする事が必要である。
複層のシートを得る方法はどのような方法を用いても構わないが、2機以上の押出機を用いて共押出しても構わないし、シーティングされたシートを、シート押出の際に、表面にラミネートしても構わない。特に、PET系、塩ビ系、スチレン系、エラストマー等の柔軟性または衝撃性に優れたフィルムをラミネートする事が好ましい。
【0032】
また、複層シートの表層は、スチレンモノマーの含有量が2000ppm未満であるスチレン系樹脂である事が好ましい。表層には、表面性、衝撃性を付与する必要がある為、充填剤を添加しないか、添加しても少量でかつ、エラストマー成分を5〜30質量%含有する事が好ましい。より好ましくは10〜30質量%である。また、表層に用いる好ましいスチレン系樹脂としては、ABS樹脂が好ましい。
【0033】
表層または表裏層には、必要であればシート押出時にシボロールを用いてシボ加工することができる。両面をシボ加工してもかまわない。特に望ましくは、3本ロールの1本をシボロール用いて片面をシボ加工したシートである。
シボ加工のシボパターンはサンドブラスト、梨地、皮シボ等いずれのパターンでもかまわないが、シボ深さ平均値(Rz:10点平均荒さ)が5〜60μm、好ましくは20〜50μmの梨地か、サンドブラストである。
【0034】
本発明の低線膨張押出シートには表面に印刷や塗装を施すこと、接着剤を用いて他の素材と接着することが可能である。シートに対して、表面を塗装したり、グラビア印刷等で表面に種々の意匠、図柄を印刷して外観を見栄えの良いものにすることができる。また、他の素材と接着剤を用いて接着することにより製品の一部に本発明の低線膨張シートを組み合わせて用いることができる。
【0035】
本発明の複層強化シートは、溶剤に対して適度の膨潤性を示すため、塗料、印刷用インク、接着剤に含まれる溶剤により膨潤することで塗料、インク、樹脂素材と密着することが可能となる。
ここで、本発明の複層強化シートが膨潤性を示す溶剤としては、メチルエチルケトン(MEK)、アセトン、トルエン、シクロヘキサン、ノルマルヘキサン、酢酸エチル、酢酸ブチル、酢酸イソプロピル、塩化メチレンあるいはこれらの混合物が挙げられる。
【0036】
このような溶剤を含む塗料や印刷用インク、接着剤を用いることにより本発明の低線膨張シートは塗料、インク、樹脂素材に対して密着することが可能となる。例えば、グラビア印刷インキは、樹脂成分が、EVA、変性塩ビ等であり、溶剤がMEK、トルエン、シクロヘキサン、酢酸ブチル等の混合物であり、本発明のシートの印刷用に好適に使用することができる。
また、例えば、接着剤としては、アセトン、ノルマルヘキサン、酢酸ブチル等の混合溶剤を用いたウレタン系接着剤、合成ゴム系接着剤により他の素材と良好に接着することができる。
【0037】
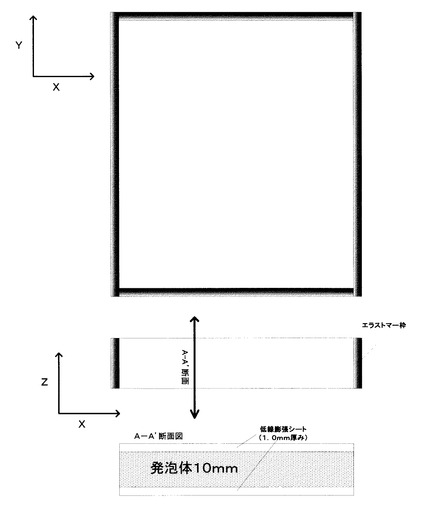
本発明の軽量断熱ボードは、図1に例示したように、表裏に低線膨張押出シートを用い、内部に断熱材を含有する事を特徴とする。また、図2に本発明の低線膨張押出シートの層構成の一例を示す。本発明の軽量断熱ボードは、表裏に低線膨張押出シートを用いる事により、温度差が発生する風呂蓋、風呂扉等に用いても、そりが発生し難くなる。用いるシートの厚みは、0.3mm〜2mm未満が好ましく、より好ましくは0.6mm〜1.5mmである。断熱ボードを軽量にする為にはこの程度の厚みが好ましい。軽量断熱ボードに用いる断熱材は、断熱するものであればどんなものでも構わないが、具体的には発泡体、繊維、紙くず等が挙げられる。発泡体としては、発泡スチロール、ウレタンフォーム、PPフォーム、塩ビフォーム、PEフォーム、発泡ビーズ、PETフォーム等があげられる。繊維としては、毛糸、綿、不織布等があげられる。紙くずとしてはダンボール、シュレッダー粉等がある。
【0038】
本発明の低線膨張シートは、お風呂の蓋や、バスエプロン、バスカウンター、壁、間仕切り等に使用する事ができる。また、軽量断熱ボードとする事で、家や、お風呂の壁、屋根、床、部屋やオフィスの間仕切り、お風呂のドア、風呂蓋等に使用する事ができる。
【実施例】
【0039】
以下、実施例を挙げ、本発明をさらに詳細に説明する。下記の実施例において、部および%は、特に断らない限り質量基準である。
(1)実施例および比較例で用いた原材料
<スチレン系樹脂(A)>
・AS1 :旭化成ケミカルズ(株)製 アクリロニトリル含有量 30質量%
スチレンモノマー含有量 1500ppm
・ABS1 :旭化成ケミカルズ(株)製 アクリロニトリル含有量 35質量%
ブタジエンゴム含有量 15質量%
MFR 7.2g/10min(ISO 1133/220℃98N)
スチレンモノマー含有量 1500ppm
【0040】
<充填剤(B)>
・GF1(形状:繊維):旭ファイバーグラス(株) グラスロンCSA−17F05
直径13μm、長さ 3mm±1.5
・GF2(形状:フレーク状粉体):日本板硝子株式会社 マイクロガラスフレーク
REF−140(粒径分布:70μm〜300μmが80wt%以上)
・タルク(形状:フレーク状粉体):松村産業株式会社 クラウンタルクPP
(平均粒子径 6.0〜10.0μm、カサ比重0.28〜0.36g/ml)
【0041】
<エラストマー(C)>
・SEBS1 :タフテック M1943 旭化成ケミカルズ(株)製(水添SBS)
・TPU1 :エラストラン C85A BASFジャパン(株)製(ポリウレタン)
・TPU2 :エラストラン 1164D BASFジャパン(株)製(ポリウレタン)
【0042】
(2)熱可塑性樹脂の製造方法
原材料を溶融混練機(東芝機械TEM35B)に供給(ガラス繊維はサイドフィード)して溶融混練して熱可塑性樹脂を得てこれをペレット化した。
【0043】
(3)シート作製
<1>複層シート 上記で得た熱可塑性樹脂を190℃で押出機X(東芝機械 単軸押出機65mm)より0.1mm厚みのシート状に押出し、一方、押出機Y(東芝機械 単軸押出機40mm)より、スチレン系樹脂またはアクリル系樹脂を190℃で約0.1mm厚みのシート状に表層および下層にラミネートするように押出し、複層強化シートZ(図1に模式図で示した。)を得た(総厚み1mm:各層の厚みは図1中に記載。)。
<2>単層シート 上記で得た熱可塑性樹脂を190℃で押出機Xのみを用いて1mmの厚みに押出した。
<3>複層ラミネートシート 上記で得た熱可塑性樹脂を190℃で押出機Xを用いて1mm厚に押出す際、事前に作成しておいたABS1の0.2mm厚のシートを、ロールの間から挿入しラミネート
した。
【0044】
(4)評価方法
(4−1)シート表面状態
目視、手触りを用いて確認した。
◎ :充填剤無添加のABS1単独シートと同等の表面状態
○ :平滑で手触りもざらざらしないが、ダイライン等が若干目立つ
Z :表面がざらざらする。
L :ライン状の縞模様が見える。
【0045】
(4−2)スチレンモノマー含有量
空気中のスチレンモノマー濃度は、シート中のスチレンモノマー濃度と比例するので、シート中のスチレンモノマーを用いて判断した。
スチレンモノマー含有量の測定は、サンプル2gをDMF(ジメチルホルムアミド)20mlに溶解し、島津製作所 GC−14Aガスクロマトグラフィー(INJ温度250℃/キャピラリーカラム)を用いて測定した。定量は、事前に作製した検量線を用いて行った。
残留スチレンモノマー濃度が、0.5%以上存在すると空気中のスチレンモノマー濃度が高くなる。
【0046】
(4−3)線膨張係数
上記の様に作製されたシートから、シート押出と垂直方向のサンプルを用いて線膨張係数を測定した(ASTM D696)。
線膨張係数が6以下ものを合格とする。
線膨張係数が6を越えると、熱時の膨張によりそり等が発生する為FRP等を代替することができない。
【0047】
(4−4)2次加工性(打ち抜き性)
10cm角の四角が打ち抜けるような打ち抜き刃を作製し、上記シートをうち抜いた時の打ち抜き性を確認した。○以上が合格。
◎ : 10枚中一枚もヒビが入らず打ち抜けた。
○ : 10枚中1〜2枚割れた。
×: 10枚中3枚以上割れた。
【0048】
[実施例1〜5]
(実施例1)ABS1 50質量%、GF2 50質量%からなる熱可塑性樹脂をメイン層として0.8mm、充填剤無添加のABS1を表裏層として各0.1mmからなる厚み1.0mmの複層シート
(実施例2)ABS1 50質量%、GF1 25質量%、タルク 25質量%からなる熱可塑性樹脂をメイン層として0.8mm、充填剤無添加のABS1を表裏層として各0.1mmからなる厚み1.0mmの複層シート
(実施例3)ABS1 50質量%、GF1 25質量%、タルク 25質量%からなる熱可塑性樹脂をメイン層として0.8mm、表層にABS1の0.2mmシートをラミネートして得た厚み1.0mmの複層ラミネートシート
(実施例4)AS1 40質量% TPU1 30質量%、GF1 25質量%、タルク 25質量%からなる熱可塑性樹脂をメイン層として0.8mm、表層にTPU2の0.2mmシートをラミネートして得た厚み1.0mmの複層ラミネートシート
(実施例5)AS1 40質量%、SEBS1 20質量%、GF2 50質量%からなる熱可塑性樹脂をメイン層として0.8、充填剤無添加のABS1を表裏層として各0.1mmからなる厚み1.0mmの複層シート
【0049】
[比較例1〜3]
(比較例1)AS1 70質量%、GF1 30質量%からなる熱可塑性樹脂単層からなる1mm厚シートの表層にシボロールにて20μm(サンドブラスト)のシボを施したシート。
(比較例2)ABS1 80質量%、GF1 20質量%からなる熱可塑性樹脂単層からなる1mm厚シートの表層にシボロールにて20μm(サンドブラスト)のシボを施したシート。
(比較例3)
市販購入FRP(熱硬化タイプ)1.0mm厚シート
【0050】
【表1】

【0051】
【表2】
【産業上の利用可能性】
【0052】
本発明は、平滑な表面、2次加工が容易な低線膨張シートで、現行FRPのシートが用いられている用途を代替することができる。たとえば、お風呂の蓋や、バスエプロン、バスカウンター、壁、間仕切り等が挙げられる。
【図面の簡単な説明】
【0053】
【図1】軽量断熱ボードの一例を示す図である。
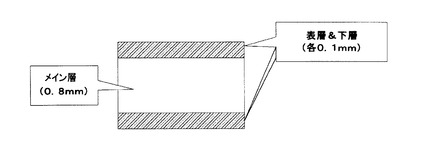
【図2】本発明の低線膨張押出シートの層構成の一例を示す図である。
【技術分野】
【0001】
本発明は、軽量断熱ボード等で使用される低線膨張押出シートに関する。
【背景技術】
【0002】
従来から、シートを表裏に用いた充填剤に発泡フォームを用いた軽量断熱ボードは知られている。例えばABS樹脂のシートを表裏に用い内部にウレタン発泡させたボードがお風呂のドア等に使われている。その他、発泡シートを密に重ねプラスチックと接着により拘束して形成された軽量断熱ボード(特許文献1)、合成樹脂発泡体の両面に、空洞含有のポリエステル系シートを積層されてなる軽量断熱ボード(特許文献2)等が報告されている。
しかし、これらの軽量断熱ボードでは、面材の線膨張係数が考慮されていない(通常のスチレン系樹脂なら6×10−5/℃を越える)為、これらの軽量断熱ボードを用いて温度差が大きい空間を区切る場合、ボードがそるという問題点があった。
【0003】
このそりを解決する方法としては、軽量断熱ボードの面材に、FRPシートや、金属のシートを用いる方法が考えられるが、FRP(熱硬化タイプ)のシート(特許文献3)は、未反応のスチレンモノマー等が多く残留する為、密閉された室内等で使用すると空気中の揮発性有機化合物(VOC)特にスチレンモノマー濃度が高くなるという問題点があり、また、金属のシートは重量が重くなったり、発泡フォームの接着性の改良が必要だった。またFRPを代替可能であるガラス繊維強化熱可塑性樹脂は、多くの種類が知られているが、ナイロン、PET、PP等の結晶性樹脂を用いたものはシート成形性が低いこと、および2次加工の際の接着性が難しい等の問題点があった。
【0004】
非晶性樹脂の中でよく知られているガラス繊維強化ASは、薄肉シートにした場合、ガラス繊維が配向し、シート物性に縦横で大きな差が発生したり、2次加工の際に配向方向にひびが入り易いという問題点があった。
また、スチレン系樹脂にタルクのようなフレーク状の粉体を添加する事で線膨張係数を低下させる方法が報告されている(特許文献4)。しかし、この様に線膨張係数が6×10−5/℃以下になるようなものは、2mm以下のような薄いシートにすると打ち抜き時にひびが入ったり、割れたりし易いという問題点があった。
すなわち、軽量断熱ボードに必要な平滑な表面、低VOCでかつ2次加工が容易でかつ、縦横共に物性差が低い強化薄肉シートは従来なかった。
【0005】
【特許文献1】特開2003−64795号公報
【特許文献2】特開2002−99959号公報
【特許文献3】特許第3098308号公報
【特許文献4】特開平9−272146号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
線膨張係数の小さい薄肉シートを得る為、熱可塑性樹脂にタルク等を無機充填剤を添加したシートを用いる方法が考えられるが、通常の方法では、無機充填剤が表面を荒らす事等が原因の外観不良が発生する事、また、2次加工、特にある形状に打ち抜く際にひび割れが発生する等が原因で、良好な表面外観でかつ、2次加工性に優れたシートを得る事ができなかった。本発明は、ある特定の充填剤を含有したスチレン系樹脂を押出して得た2次加工性に優れた低線膨張押出シートを提供する事を目的とする。
【課題を解決するための手段】
【0007】
本発明者らは上記課題を解決するため検討を重ね本発明に到った。
即ち、本発明は以下に記載するとおりの低線膨張押出シートである。
[1] 少なくとも表層とメイン層とを含む2層以上の複層からなるシートで、メイン層がスチレン系樹脂(A)と充填剤(B)とからなり、該充填剤(B)はフレーク状粉体とフレーク状粉体以外の少なくとも1種の充填剤とからなっており、メイン層中の充填剤(B)の含有割合は25〜70質量%であって、かつ、メイン層中のフレーク状粉体の含有割合が15質量%以上であり、スチレン系樹脂(A)がエラストマー成分(C)を10〜50質量%含有し、かつシートの物性が、縦方向、横方向共に、線膨張係数が、1×10−5〜6×10−5/℃でかつ、シャルピー衝撃強さが4〜50KJ/m2であることを特徴とする厚みが0.3mm以上2.0mm未満の低線膨張押出シート。
[2]表層がラミネートフィルムであることを特徴とした請求項1記載の低線膨張押出シート。
[3]表層がスチレン系樹脂(A)からなることを特徴とする[1]または[2]記載の低線膨張押出シート。
[4]表層、メイン層のスチレン系樹脂(A)共に、スチレンモノマーの含有量が2000ppm以下であることを特徴とする[3]に記載の複層からなる低線膨張押出シート。
[5]表裏に[1]〜[4]のいずれかに記載の低線膨張押出シートを用い、内部に断熱材を含有することを特徴とする軽量断熱ボード。
【発明の効果】
【0008】
本発明の低線膨張シートは、良好な表面性、打ち抜き等の2次加工性に優れ、低VOCが必要な室内等でのFRPを代替する事ができる。
【発明を実施するための最良の形態】
【0009】
本願明細書において言う「メイン層」とは、複数の層のうち、表層を除いて最も厚い層を意味する。本発明においてはこのメイン層の厚みが全厚みの50%以上であることが好ましく、70〜90%であることが特に好ましい。
【0010】
本発明の低線膨張押出シートにおけるメイン層は、スチレン系樹脂(A)と充填剤(B)とからなり、充填剤(B)はフレーク状粉体とフレーク状粉体以外の少なくとも1種の充填剤とからなっており、メイン層中の充填剤(B)の含有割合は25〜70質量%であって、かつ、メイン層中のフレーク状粉体の含有割合が15質量%以上である事が必要である。ただし、充填剤(B)の量成分は、スチレン系樹脂(A)を押出成形にてシート化して得たシートの線膨張係数が、縦方向、横方向共に1×10−5〜6×10−5/℃で、かつシャルピー衝撃強さが4〜50KJ/m2あるように配合する必要がある。かつ、シートの厚みは、0.3mm以上2.0mm未満である事が必要である。
【0011】
線膨張係数がシートの縦方向、横方向共に1×10−5〜6×10−5/℃である縦横の物性比が少ない低線膨張シートは、断熱ボード等に用いた場合、表裏の温度差等によるそりが少なくなる。例えば通常の充填剤を含有しないABSシート(7×10−5〜8×10−5/℃)を用いた断熱ボードは、40℃〜60℃の温度差で、断熱ボードがそる場合がある。
【0012】
また、0.3mm〜2.0mmの様に薄いシートを、ある形に打ち抜く際には、シートのシャルピー衝撃強さが4KJ/m2 以上必要である。また、シャルピー衝撃強さが50KJ/m2を超えるスチレン系樹脂を用いると、上記シートの線膨張係数を6×10−5/℃以下にする事が困難になる。シートの厚みが不足し、試験ができない場合は、シートを重ねて固定して実施する。試験片の厚みは各シート厚みの合計値を用いる。
これらのバランスを考慮すると、より好ましいシャルピー衝撃強さは、5〜20KJ/m2である。
【0013】
スチレン系樹脂(A)に用いられる充填剤(B)とは、具体的には、金属酸化物、金属水酸化物、金属炭酸塩、金属硫酸塩、金属珪酸塩、炭素、ケッチェンブラック、カーボン繊維、セルロースを主体とする有機物、金属繊維等から選ばれる。
充填剤(B)にはフレーク状粉体が含まれていることが必要であり、メイン層中のフレーク状粉体の含有量は少なくとも15質量%であることが必須である。目標とする線膨張と衝撃のバランスをとる為には、15質量%以上のフレーク状粉体の含有が好ましい。
【0014】
フレーク状とは、うろこ(鱗片)の様な薄片のことである。楕円形粒状とは米粒の様な縦と横の長さが違う粒状のものである。フレーク状粉体の充填剤は、平均粒子径 0.5μm〜1mmが好ましく、さらに好ましくは1μm〜500μmである。また、カサ比重(JIS−K5101)0.1g/ml〜1g/mlが好ましく、さらに好ましくは0.2g/ml〜0.6g/mlである。
この様な、フレーク状粉体としては、タルク、マイカ、雲母、ガラスフレーク等が挙げられる。より好ましくはタルクである。
【0015】
金属硫酸塩としては、硫酸カルシウム、硫酸バリウム等が挙げられる。
金属珪酸塩としては、珪酸カルシウム(ウォラストナイト、ゾノトライト)、タルク、マイカ、雲母、クレー、モンモリロナイト、ベントナイト、活性白土、セピオライト、イモゴライト、セリサリト、ガラス繊維、ガラスビーズ、ガラスバルーン、シリカ系バルン、ガラスフレーク等が挙げられる。
【0016】
ガラス繊維としては、形状は、ロービング、サーフエーシング・マット、チヨツプドストランドマット、朱子織、格子織、平織、目抜平織、綾織、ネットなど、いずれの形状でも使用可能であり、種類もC−GF(含アルカリガラス繊維)、アルミナ硼珪酸ガラス(Eガラス)などいずれの種類でも使用可能である。また、5〜50μmの直径のガラス繊維が使用でき、特に5〜20μmのガラス繊維が好ましい。また、スチレン系熱可塑性樹脂との接着性を向上するため、ガラス繊維表面を、ビニルシラン、アミノシラン、クロム化合物等の一般に使用される表面処理剤で処理することが好ましい。
【0017】
炭素としては、カーボンブラック、グラファイト、炭素繊維、炭素バルン、木炭粉末等が挙げられる。セルロースを主体とした有機物としては、木粉、パルプ、もみがら粉、クルミ粉、ペーパースラッジ等が挙げられる。
【0018】
これらの充填剤は、目標とする線膨張と衝撃強さのバランスが得られればフレーク状粉体単独で用いても構わないし、他のフレーク状粉体、複数のフィラーを使用しても良い。好ましくは、タルク又はガラスフレークとガラス繊維との組み合わせや、タルク、ガラスフレーク及びガラス繊維の組み合わせが好ましい。
また、充填剤の含有量は25〜70質量%であることが必要である。線膨張係数を低下させる為には、25質量%以上の添加が必要で、シートの靭性を保つ為には、添加量を70質量%以下とすることが必要である。より好ましくは、40〜60質量%である。
【0019】
本発明のスチレン系樹脂(A)としては、芳香族ビニル単量体単独を重合したもの、芳香族ビニル単量体と、芳香族ビニルと共重合可能な単量体、例えばアクリル酸エステル単量体、(メタ)アクリル酸エステル単量体、不飽和ニトリル単量体等を含む単量体混合物を共重合させて得られる重合体、あるいはこれらの混合物が挙げられる。
不飽和ニトリル単量体としては、アクリロニトリル、メタクリロニトリル等が挙げられる。好ましくは、アクリロニトリルである。
(メタ)アクリル酸エステル単量体としては、メチルメタクリレート、メチルアクリレート、ブチルアクリレート、エチルアクリレート等が挙げられる。
アクリル酸エステル単量体としては、メチルアクリレート、エチルアクリレート、ブチルアクリレート等が挙げられる。
【0020】
スチレン系樹脂(A)には、充填剤(B)との密着性を向上させる為、カルボキシル基やグリシジル基を含有するビニル単量体を共重合させる事ができる。カルボキシル基を含有するビニル単量体としては、例えば、アクリル酸、クロトン酸、ケイ皮酸、イタコン酸、マレイン酸等の遊離カルボキル基を含有する不飽和化合物、無水マレイン酸、無水イタコン酸、クロロ無水マレイン酸、無水シトラコン酸などの酸無水物型カルボキシル基を含有する不飽和化合物等があげられるが、これらの中で、アクリル酸、メタクリル酸、無水マレイン酸が好適である。グリシジル基を含有するビニル単量体としては、例えば、メタクリル酸グリシジル、アクリル酸グリシジル、アリルグリシジルエーテル、メチルグリシジルエーテル、メチルグリシジルメタクリレート等が挙げられる。
【0021】
本発明においては、シートの耐衝撃性、特に打ち抜き時の耐割れ性を改善するために、スチレン系樹脂(A)はエラストマー成分(C)を含有することが好ましい。エラストマー成分(D)としては、具体的にはポリブタジエン(BR)、スチレン−ブタジエン共重合ゴム(SBR)、アクリロニトリル−ブタジエン共重合ゴム(NBR)等のジエン系ゴム、ポリアクリル酸ブチル等のアクリル系ゴム(AR)、ポリイソプレン(IR)、ポリクロロプレン(CR)、エチレン−プロピレンゴム(EPM)、エチレン−プロピレン−ジエン三元共重合ゴム(EPDM)、スチレン−ブタジエンブロック共重合ゴム、スチレン−イソプレンブロック共重合ゴム、等のブロック共重合体およびそれらの水素添加物等を使用することができる。
これらの重合体の中で、好ましくは、BR、SBR、NBR、AR等が挙げられる。
【0022】
これらのエラストマー成分は、スチレン系樹脂(A)にそのまま添加しても良いし、エラストマー成分に芳香族ビニル単量体や、芳香族ビニル単量体と共重合可能な単量体混合物をグラフト重合して得られるグラフト重合体として添加しても良い。これらのグラフト重合体のエラストマーの質量は、グラフト重合する前のエラストマーの質量の事である。
【0023】
スチレン系樹脂(A)に含まれるエラストマー成分(C)は、10〜50質量%である。より好ましくは15〜25質量%である。薄肉で、多くの充填剤を含むシートの2次加工性、特に打ち抜き時の割れを改善する為には、10質量%以上エラストマー成分(C)の含有が必要で、シートの線膨張係数を抑える為には、50質量%以下である事が好ましい。
【0024】
スチレン系樹脂(A)としては、アクリロニトリル−スチレン−ブタジエン共重合体(ABS)、アクリロニトリル−スチレン共重合体(AS)、(メタ)アクリル酸メチル−アクリロニトリル−スチレン−ブタジエン共重合体(MABS)、アクリロニトリル−スチレン−アクリルゴム共重合体(ASA)、アクリロニトリル−スチレン−EPDM共重合体(AES)等が好ましい。
【0025】
スチレン系樹脂(A)に含まれる不飽和ニトリル単量体単位は2〜40質量%であることが好ましい。これらの樹脂のうち、アクリロニトリルを10〜40質量%含有しかつブタジエンゴムを10〜30質量%含有するABS、アクリロニトリルを20〜40質量%含有するAS、アクリロニトリルを2〜10質量%含有しかつブタジエンゴムを10〜30質量%含有するMABSがより好ましい。
スチレン系樹脂(A)の製造方法としては、特に限定はされず、乳化重合、懸濁重合、塊状重合、溶液重合、およびこれら重合法の組み合わせた方法等を用いることができる。
【0026】
スチレン系樹脂(A)、熱可塑性樹脂のスチレンモノマー含有量は、2000ppm以下である事が好ましい。シート中のスチレンモノマー濃度と、空気中のスチレンモノマー濃度は比例するので、シート中のスチレンモノマー濃度(特に表層の熱可塑性樹脂中)が、2000ppmを越えると空気中のスチレンモノマー濃度が高なり、室内のVOC規格等に抵触する可能性がある。より好ましくは、1000ppm以下である。スチレンモノマー濃度は、サンプル2gをDMF(ジメチルホルムアミド)20mlに溶解し、島津製作所 GC−14Aガスクロマトグラフィー(INJ温度250℃/キャピラリーカラム)を用いて測定した。定量は、事前に作製した検量線を用いて行う。
【0027】
スチレン系樹脂(A)の分子量はどんなものでも構わないが、MFR(ISO1133:220℃98N)で、1〜30g/10分のものが好ましく、2〜20g/10分のものがより好ましい。熱可塑性樹脂(A)の押出加工性を向上差せる為、MFRが1g/10分以上ある方が好ましく、シートの厚みを均一にし易くする為、30g/10分以下である方が好ましい。
【0028】
本発明の低線膨張シートは、シート成形性、シート外観、シート強度等の物性バランスが取れるように熱可塑性樹脂(A)と充填剤(B)を所定の範囲で配合して製造される。
また、成形性を付与する為、表層及びメイン層に可塑剤および軟化剤を添加しても良い。種類については硬度を低下させるものであれば特に制限はないが、脂肪酸や脂肪酸金属塩、テルペン系樹脂、石油系樹脂、PEやPPワックス類、パラフィン系オイル、ナフテン系オイルおよびエステル系オイルが推奨される。
【0029】
本発明のメイン層を構成するスチレン系樹脂(A)としては、ABS樹脂にタルクを添加したスチレン系樹脂、ABS樹脂にガラス繊維とタルクを添加したスチレン系樹脂、ABS樹脂にガラス繊維とガラスフレークを添加したスチレン系樹脂があげられる。
本発明のスチレン系樹脂と充填剤等の各成分を溶融混合する方法については特に制限はなく、単軸押出機、二軸押出機、バンバリーミキサー、加圧ニーダー、ミキシングロール等通常公知の方法を用いることができる。
【0030】
本発明のスチレン系樹脂(A)には、共に必要に応じて、酸化防止剤、耐候剤、金属不活性剤、紫外線吸収剤、光安定剤、ブリード・ブルーム剤、シール性改良剤、結晶核剤、難燃化剤、架橋剤、共架橋剤、加硫剤、防菌、防カビ剤、分散剤、軟化剤、可塑剤、粘土調整剤、着色防止剤、発泡剤、発泡助剤、酸化チタン、カーボンブラックなどの着色剤、フェライトなどの金属粉末、あるいは他のゴム質重合体、例えばSBR、NBR、BR、NR、IR、AR,CR、IIR、また、その他必要に応じて上記成分以外の熱可塑性樹脂、例えばポリカーボネート系樹脂、ポリアセタール系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、ポリエーテル系樹脂、ポリスルホン、ポリフェニレンサルファイド、ポリアセタール樹脂など、適宜、配合することができる。
【0031】
本発明の低線膨張押出シートは、表面状態を良くしたり、2次加工性を改善するために複層にする事が必要である。
複層のシートを得る方法はどのような方法を用いても構わないが、2機以上の押出機を用いて共押出しても構わないし、シーティングされたシートを、シート押出の際に、表面にラミネートしても構わない。特に、PET系、塩ビ系、スチレン系、エラストマー等の柔軟性または衝撃性に優れたフィルムをラミネートする事が好ましい。
【0032】
また、複層シートの表層は、スチレンモノマーの含有量が2000ppm未満であるスチレン系樹脂である事が好ましい。表層には、表面性、衝撃性を付与する必要がある為、充填剤を添加しないか、添加しても少量でかつ、エラストマー成分を5〜30質量%含有する事が好ましい。より好ましくは10〜30質量%である。また、表層に用いる好ましいスチレン系樹脂としては、ABS樹脂が好ましい。
【0033】
表層または表裏層には、必要であればシート押出時にシボロールを用いてシボ加工することができる。両面をシボ加工してもかまわない。特に望ましくは、3本ロールの1本をシボロール用いて片面をシボ加工したシートである。
シボ加工のシボパターンはサンドブラスト、梨地、皮シボ等いずれのパターンでもかまわないが、シボ深さ平均値(Rz:10点平均荒さ)が5〜60μm、好ましくは20〜50μmの梨地か、サンドブラストである。
【0034】
本発明の低線膨張押出シートには表面に印刷や塗装を施すこと、接着剤を用いて他の素材と接着することが可能である。シートに対して、表面を塗装したり、グラビア印刷等で表面に種々の意匠、図柄を印刷して外観を見栄えの良いものにすることができる。また、他の素材と接着剤を用いて接着することにより製品の一部に本発明の低線膨張シートを組み合わせて用いることができる。
【0035】
本発明の複層強化シートは、溶剤に対して適度の膨潤性を示すため、塗料、印刷用インク、接着剤に含まれる溶剤により膨潤することで塗料、インク、樹脂素材と密着することが可能となる。
ここで、本発明の複層強化シートが膨潤性を示す溶剤としては、メチルエチルケトン(MEK)、アセトン、トルエン、シクロヘキサン、ノルマルヘキサン、酢酸エチル、酢酸ブチル、酢酸イソプロピル、塩化メチレンあるいはこれらの混合物が挙げられる。
【0036】
このような溶剤を含む塗料や印刷用インク、接着剤を用いることにより本発明の低線膨張シートは塗料、インク、樹脂素材に対して密着することが可能となる。例えば、グラビア印刷インキは、樹脂成分が、EVA、変性塩ビ等であり、溶剤がMEK、トルエン、シクロヘキサン、酢酸ブチル等の混合物であり、本発明のシートの印刷用に好適に使用することができる。
また、例えば、接着剤としては、アセトン、ノルマルヘキサン、酢酸ブチル等の混合溶剤を用いたウレタン系接着剤、合成ゴム系接着剤により他の素材と良好に接着することができる。
【0037】
本発明の軽量断熱ボードは、図1に例示したように、表裏に低線膨張押出シートを用い、内部に断熱材を含有する事を特徴とする。また、図2に本発明の低線膨張押出シートの層構成の一例を示す。本発明の軽量断熱ボードは、表裏に低線膨張押出シートを用いる事により、温度差が発生する風呂蓋、風呂扉等に用いても、そりが発生し難くなる。用いるシートの厚みは、0.3mm〜2mm未満が好ましく、より好ましくは0.6mm〜1.5mmである。断熱ボードを軽量にする為にはこの程度の厚みが好ましい。軽量断熱ボードに用いる断熱材は、断熱するものであればどんなものでも構わないが、具体的には発泡体、繊維、紙くず等が挙げられる。発泡体としては、発泡スチロール、ウレタンフォーム、PPフォーム、塩ビフォーム、PEフォーム、発泡ビーズ、PETフォーム等があげられる。繊維としては、毛糸、綿、不織布等があげられる。紙くずとしてはダンボール、シュレッダー粉等がある。
【0038】
本発明の低線膨張シートは、お風呂の蓋や、バスエプロン、バスカウンター、壁、間仕切り等に使用する事ができる。また、軽量断熱ボードとする事で、家や、お風呂の壁、屋根、床、部屋やオフィスの間仕切り、お風呂のドア、風呂蓋等に使用する事ができる。
【実施例】
【0039】
以下、実施例を挙げ、本発明をさらに詳細に説明する。下記の実施例において、部および%は、特に断らない限り質量基準である。
(1)実施例および比較例で用いた原材料
<スチレン系樹脂(A)>
・AS1 :旭化成ケミカルズ(株)製 アクリロニトリル含有量 30質量%
スチレンモノマー含有量 1500ppm
・ABS1 :旭化成ケミカルズ(株)製 アクリロニトリル含有量 35質量%
ブタジエンゴム含有量 15質量%
MFR 7.2g/10min(ISO 1133/220℃98N)
スチレンモノマー含有量 1500ppm
【0040】
<充填剤(B)>
・GF1(形状:繊維):旭ファイバーグラス(株) グラスロンCSA−17F05
直径13μm、長さ 3mm±1.5
・GF2(形状:フレーク状粉体):日本板硝子株式会社 マイクロガラスフレーク
REF−140(粒径分布:70μm〜300μmが80wt%以上)
・タルク(形状:フレーク状粉体):松村産業株式会社 クラウンタルクPP
(平均粒子径 6.0〜10.0μm、カサ比重0.28〜0.36g/ml)
【0041】
<エラストマー(C)>
・SEBS1 :タフテック M1943 旭化成ケミカルズ(株)製(水添SBS)
・TPU1 :エラストラン C85A BASFジャパン(株)製(ポリウレタン)
・TPU2 :エラストラン 1164D BASFジャパン(株)製(ポリウレタン)
【0042】
(2)熱可塑性樹脂の製造方法
原材料を溶融混練機(東芝機械TEM35B)に供給(ガラス繊維はサイドフィード)して溶融混練して熱可塑性樹脂を得てこれをペレット化した。
【0043】
(3)シート作製
<1>複層シート 上記で得た熱可塑性樹脂を190℃で押出機X(東芝機械 単軸押出機65mm)より0.1mm厚みのシート状に押出し、一方、押出機Y(東芝機械 単軸押出機40mm)より、スチレン系樹脂またはアクリル系樹脂を190℃で約0.1mm厚みのシート状に表層および下層にラミネートするように押出し、複層強化シートZ(図1に模式図で示した。)を得た(総厚み1mm:各層の厚みは図1中に記載。)。
<2>単層シート 上記で得た熱可塑性樹脂を190℃で押出機Xのみを用いて1mmの厚みに押出した。
<3>複層ラミネートシート 上記で得た熱可塑性樹脂を190℃で押出機Xを用いて1mm厚に押出す際、事前に作成しておいたABS1の0.2mm厚のシートを、ロールの間から挿入しラミネート
した。
【0044】
(4)評価方法
(4−1)シート表面状態
目視、手触りを用いて確認した。
◎ :充填剤無添加のABS1単独シートと同等の表面状態
○ :平滑で手触りもざらざらしないが、ダイライン等が若干目立つ
Z :表面がざらざらする。
L :ライン状の縞模様が見える。
【0045】
(4−2)スチレンモノマー含有量
空気中のスチレンモノマー濃度は、シート中のスチレンモノマー濃度と比例するので、シート中のスチレンモノマーを用いて判断した。
スチレンモノマー含有量の測定は、サンプル2gをDMF(ジメチルホルムアミド)20mlに溶解し、島津製作所 GC−14Aガスクロマトグラフィー(INJ温度250℃/キャピラリーカラム)を用いて測定した。定量は、事前に作製した検量線を用いて行った。
残留スチレンモノマー濃度が、0.5%以上存在すると空気中のスチレンモノマー濃度が高くなる。
【0046】
(4−3)線膨張係数
上記の様に作製されたシートから、シート押出と垂直方向のサンプルを用いて線膨張係数を測定した(ASTM D696)。
線膨張係数が6以下ものを合格とする。
線膨張係数が6を越えると、熱時の膨張によりそり等が発生する為FRP等を代替することができない。
【0047】
(4−4)2次加工性(打ち抜き性)
10cm角の四角が打ち抜けるような打ち抜き刃を作製し、上記シートをうち抜いた時の打ち抜き性を確認した。○以上が合格。
◎ : 10枚中一枚もヒビが入らず打ち抜けた。
○ : 10枚中1〜2枚割れた。
×: 10枚中3枚以上割れた。
【0048】
[実施例1〜5]
(実施例1)ABS1 50質量%、GF2 50質量%からなる熱可塑性樹脂をメイン層として0.8mm、充填剤無添加のABS1を表裏層として各0.1mmからなる厚み1.0mmの複層シート
(実施例2)ABS1 50質量%、GF1 25質量%、タルク 25質量%からなる熱可塑性樹脂をメイン層として0.8mm、充填剤無添加のABS1を表裏層として各0.1mmからなる厚み1.0mmの複層シート
(実施例3)ABS1 50質量%、GF1 25質量%、タルク 25質量%からなる熱可塑性樹脂をメイン層として0.8mm、表層にABS1の0.2mmシートをラミネートして得た厚み1.0mmの複層ラミネートシート
(実施例4)AS1 40質量% TPU1 30質量%、GF1 25質量%、タルク 25質量%からなる熱可塑性樹脂をメイン層として0.8mm、表層にTPU2の0.2mmシートをラミネートして得た厚み1.0mmの複層ラミネートシート
(実施例5)AS1 40質量%、SEBS1 20質量%、GF2 50質量%からなる熱可塑性樹脂をメイン層として0.8、充填剤無添加のABS1を表裏層として各0.1mmからなる厚み1.0mmの複層シート
【0049】
[比較例1〜3]
(比較例1)AS1 70質量%、GF1 30質量%からなる熱可塑性樹脂単層からなる1mm厚シートの表層にシボロールにて20μm(サンドブラスト)のシボを施したシート。
(比較例2)ABS1 80質量%、GF1 20質量%からなる熱可塑性樹脂単層からなる1mm厚シートの表層にシボロールにて20μm(サンドブラスト)のシボを施したシート。
(比較例3)
市販購入FRP(熱硬化タイプ)1.0mm厚シート
【0050】
【表1】
【0051】
【表2】
【産業上の利用可能性】
【0052】
本発明は、平滑な表面、2次加工が容易な低線膨張シートで、現行FRPのシートが用いられている用途を代替することができる。たとえば、お風呂の蓋や、バスエプロン、バスカウンター、壁、間仕切り等が挙げられる。
【図面の簡単な説明】
【0053】
【図1】軽量断熱ボードの一例を示す図である。
【図2】本発明の低線膨張押出シートの層構成の一例を示す図である。
【特許請求の範囲】
【請求項1】
少なくとも表層とメイン層とを含む2層以上の複層からなるシートで、メイン層がスチレン系樹脂(A)と充填剤(B)とからなり、該充填剤(B)はフレーク状粉体とフレーク状粉体以外の少なくとも1種の充填剤とからなっており、メイン層中の充填剤(B)の含有割合は25〜70質量%であって、かつ、メイン層中のフレーク状粉体の含有割合が15質量%以上であり、スチレン系樹脂(A)がエラストマー成分(C)を10〜50質量%含有し、かつシートの物性が、縦方向、横方向共に、線膨張係数が、1×10−5〜6×10−5/℃でかつ、シャルピー衝撃強さが4〜50KJ/m2であることを特徴とする厚みが0.3mm以上2.0mm未満の低線膨張押出シート。
【請求項2】
表層がラミネートフィルムであることを特徴とする請求項1記載の低線膨張押出シート。
【請求項3】
表層がスチレン系樹脂(A)からなることを特徴とする請求項1または2記載の低線膨張押出シート。
【請求項4】
表層及びメイン層のスチレン系樹脂(A)のスチレンモノマーの含有量が2000ppm以下であることを特徴とする請求項3に記載の複層からなる低線膨張押出シート。
【請求項5】
表裏に請求項1〜4のいずれかに記載の低線膨張押出シートを用い、内部に断熱材を含有することを特徴とする軽量断熱ボード。
【請求項1】
少なくとも表層とメイン層とを含む2層以上の複層からなるシートで、メイン層がスチレン系樹脂(A)と充填剤(B)とからなり、該充填剤(B)はフレーク状粉体とフレーク状粉体以外の少なくとも1種の充填剤とからなっており、メイン層中の充填剤(B)の含有割合は25〜70質量%であって、かつ、メイン層中のフレーク状粉体の含有割合が15質量%以上であり、スチレン系樹脂(A)がエラストマー成分(C)を10〜50質量%含有し、かつシートの物性が、縦方向、横方向共に、線膨張係数が、1×10−5〜6×10−5/℃でかつ、シャルピー衝撃強さが4〜50KJ/m2であることを特徴とする厚みが0.3mm以上2.0mm未満の低線膨張押出シート。
【請求項2】
表層がラミネートフィルムであることを特徴とする請求項1記載の低線膨張押出シート。
【請求項3】
表層がスチレン系樹脂(A)からなることを特徴とする請求項1または2記載の低線膨張押出シート。
【請求項4】
表層及びメイン層のスチレン系樹脂(A)のスチレンモノマーの含有量が2000ppm以下であることを特徴とする請求項3に記載の複層からなる低線膨張押出シート。
【請求項5】
表裏に請求項1〜4のいずれかに記載の低線膨張押出シートを用い、内部に断熱材を含有することを特徴とする軽量断熱ボード。
【図1】

【図2】
【図2】
【公開番号】特開2008−44240(P2008−44240A)
【公開日】平成20年2月28日(2008.2.28)
【国際特許分類】
【出願番号】特願2006−222328(P2006−222328)
【出願日】平成18年8月17日(2006.8.17)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成20年2月28日(2008.2.28)
【国際特許分類】
【出願日】平成18年8月17日(2006.8.17)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]