
体形補整機能を有する衣料およびその製造方法
【課題】縫製による布の端や縫い目の縫い糸などがないことにより着用感が向上し、洗濯や連続着用などによる締め付け応力の変化が発生せず、また穴を設けること等による強度不足の問題等が生じない、体形補整機能を有する衣料及びその製造方法を提供する。
【解決手段】アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維からなり、部位によって締め付け応力が異なる布帛により形成された体形補整機能を有する衣料であって、アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維からなる部分と、前記アルカリ減量速度の異なる2種以上の繊維のうちアルカリ減量速度がより大きい繊維が除去され、アルカリ減量速度がより小さい繊維とポリウレタン繊維とを含む繊維からなる部分とを有し、前記アルカリ減量速度の異なる2種以上の繊維を含む部分とアルカリ減量速度がより大きい繊維が除去された部分とのそれぞれの形状及び面積によって締め付け応力の調整が行われたものとする。
【解決手段】アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維からなり、部位によって締め付け応力が異なる布帛により形成された体形補整機能を有する衣料であって、アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維からなる部分と、前記アルカリ減量速度の異なる2種以上の繊維のうちアルカリ減量速度がより大きい繊維が除去され、アルカリ減量速度がより小さい繊維とポリウレタン繊維とを含む繊維からなる部分とを有し、前記アルカリ減量速度の異なる2種以上の繊維を含む部分とアルカリ減量速度がより大きい繊維が除去された部分とのそれぞれの形状及び面積によって締め付け応力の調整が行われたものとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、体形補整機能を有する衣料およびその製造方法に関する。
【背景技術】
【0002】
生活習慣の乱れや加齢などにより、腹部、臀部、大腿部などに過剰な皮下脂肪がつくと身体のシルエットが崩れ、美しいボディラインを維持することができない。そのため、締め付け応力を有する下着等の衣料で体形を整えることが行われている。
【0003】
体形を補整する為の衣料は、補整機能及び着用感を向上させる目的で、身体の動きに適合するように、部分によって締め付け応力が自由に設計できることが好ましい。
【0004】
従来そのような締め付け応力の調節をするには、伸縮性の同じ布帛や伸縮性の異なる布帛を所定の範囲に縫製により縫着して、強い締め付け応力を必要とする範囲の締め付け応力を高めたりしている。しかしその場合、縫着した布の端や縫い目の縫い糸などが発生するため、それらが着用の際に肌に触れると肌触りも悪くなりがちである。また外観も縫い目が入るので、インナーなどに用いた場合、アウターに凹凸感が現れてしまう。また、目的とする締め付け応力を得るために、縫製回数が増えるため、コスト高になりやすい。
【0005】
これに対し、縫製以外の方法により締め付け応力を調節した衣料として、伸縮性生地を使用した被服の、その伸縮性生地の伸びを拘束したい所定の箇所に、伸びを拘束するための樹脂を付与した被覆であって、伸びの拘束を強く必要とする部分から伸びの拘束をより小さくしたい部分に亘って、樹脂を密から粗に付与した被服が提案されている(特許文献1)。
【0006】
また、衣類を構成する生地の締め付け応力を、該生地に開けられた穴により弱めて調節した体形補整機能を有する衣類も提案されている(特許文献2)。
【0007】
しかしながら、特許文献1のように合成樹脂溶液などを締め付け応力の欲しい範囲に付与して乾燥あるいは熱処理することにより締め付け応力をコントロールした場合、合成樹脂の洗濯耐久性が不足するため、連続着用を行うと締め付け応力が低下するといった問題が生じうる。また、強い締め付け応力の欲しい範囲には樹脂をほぼ全体に含浸させているため、通気性が低下し、風合いも硬くなる傾向にある。
【0008】
また、特許文献2のように締め付け応力の調節を布帛に開けられた穴により行う場合、穴の大きさや面積により締め付け応力の調節を行っているため、締め付け応力の弱い範囲では単位布帛面積あたりの穴の総面積が大きくなり、布帛の強度が不足する可能性が高い。また、穴が開けられて締め付け応力が調節された布帛の片面又は両面に、伸縮性を有する布帛を重ね合わせているため、着用時にズレが生じるという問題も生じる。
【特許文献1】実開平5−705号公報
【特許文献2】特開2006−2278号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は上記に鑑みてなされたものであり、縫製による布の端や縫い目の縫い糸などが少ないことにより着用感が向上し、また洗濯や連続着用などによる締め付け応力の変化が発生せず、穴を設けること等による強度不足の問題等が生じない、体形補整機能を有する衣料を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の体形補整機能を有する衣料は、アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維からなり、部位によって締め付け応力が異なる布帛により形成された体形補整機能を有する衣料であって、アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維からなる部分と、前記アルカリ減量速度の異なる2種以上の繊維のうちアルカリ減量速度がより大きい繊維が除去され、アルカリ減量速度がより小さい繊維とポリウレタン繊維とを含む繊維からなる部分とを有し、前記アルカリ減量速度の異なる2種以上の繊維を含む部分とアルカリ減量速度がより大きい繊維が除去された部分とのそれぞれの形状及び面積によって締め付け応力の調節が行われたものとする。
【0011】
上記において、アルカリ減量速度の異なる2種以上の繊維のうちアルカリ減量速度のより小さい繊維がナイロン系繊維であり、アルカリ減量速度のより大きい繊維がカチオン可染ポリエステル繊維であることが好ましい。
【0012】
アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維は、ナイロン繊維35〜80%、ポリウレタン繊維20〜65%、及びカチオン可染ポリエステル繊維30〜55%(但し、これらの合計が100%となるものとする)からなることが好ましい。
【0013】
上記アルカリ減量速度がより大きい繊維が除去された部分の締め付け応力は、アルカリ減量速度の異なる2種以上の繊維を含む部分の締め付け応力に対し20%以上85%以下であることが好ましい。
【0014】
ポリウレタン繊維は、6%濃度の苛性ソーダ水溶液に常温で5分間浸漬後の強度維持率が60%以上であるものであることが好ましい。
【0015】
また、ポリウレタン繊維はトータル繊度10〜200デシテックスの糸であることが好ましい。
【0016】
カチオン可染ポリエステル繊維はトータル繊度5〜70デシテックスの糸であることが好ましい。
【0017】
ナイロン繊維はトータル繊度10〜100デシテックスの糸であることが好ましい。
【0018】
上記アルカリ減量速度のより大きい繊維の除去は抜蝕により行うことができる。
【0019】
本発明の製造方法は、上記本発明の体形補整機能を有する衣料を製造する方法であって、アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維から構成される布帛に対し、アルカリ減量速度のより大きい繊維を抜蝕により除去する処理を行うことにより締め付け応力の調節を行うものとする。
【発明の効果】
【0020】
本発明の体形補整機能を有する衣料は、布帛自体に締め付け応力の異なる範囲を有する布帛から形成されるものであり、締め付け応力の調整のために布帛を縫製したり穴を設けたりする必要がないため、縫製により生じる布の端や縫い目の縫い糸などが少ないことにより着用感が向上し、また洗濯や連続着用などによる締め付け応力の変化が発生し難く、また穴を設けることによる強度不足の問題等が生じないものとなる。
【0021】
本発明の体形補整機能を有する衣料の製造方法によれば、衣料を構成する布帛の締め付け応力を抜蝕加工により調節可能であるため、衣料の各部に必要とされる締め付け応力の分布に対応して抜蝕加工をほどこせばよく、高品質の体形補整機能を有する衣料を容易にかつ低コストで提供することができる。
【0022】
さらには、締め付け応力の分布が一枚の布帛上で調節可能であるため、締め付け応力の設計が衣料のデザイン、すなわち柄や形に制限されることなく、自由に正確にでき、布帛を重ね合わせる必要がないため、縫製や接着の工程数が削減でき、通気性の調節が容易である等の効果も得られる。
【発明を実施するための最良の形態】
【0023】
以下、本発明の実施の形態を図面に基づいて説明する。
【0024】
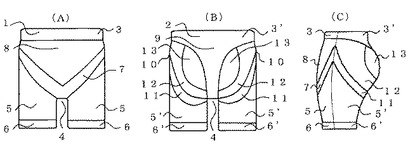
図1(A)、(B)、(C)は、本発明の一実施形態としてパンツに適用した例の正面図と背面図、側面図をそれぞれ示している。
【0025】
図1(A)、(B)、(C)に示されたように、このパンツは、前身頃1と後身頃2とからなり、上部にはウエスト部3が形成され、下部には股部4で分けられたレッグ部5が形成されている。パンツは前身頃1と後身頃2がそれぞれ一枚の布帛で形成されていてもよく、あるいは股部4より左右に分けられてそれぞれが一枚の布帛で形成されていても良い。このような布帛を裁断縫製してパンツ形状となすことができる。
【0026】
図1(A)に示した前身頃1においては、ベルト状のウエスト部3と、ベルト状の裾部6、及び股部4より左右に伸びたVライン7が強締め付けの部位であり、左右のレッグ部5と腹部8が中締め付けの部位である。すなわち締め付け応力が二段階に調節され、弱締め付けの範囲はない。
【0027】
また、図1(B)に示した後身頃2においては、ベルト状のウエスト部3’と、股部4よりウエスト部3にかけて略Y字状に延伸されたベルト状の臀裂対応部9と、股部4から左右のヒップ部10の下周りを経て両サイド部に向けて略U字状に延伸されたベルト状のヒップアップ部11と、裾部6’とが強締め付けの部位であり、左右のレッグ部5’とヒップ周辺部12とが中締め付けの部位であり、ヒップ中央部13が弱締め付けの部位であり、締め付け応力を三段階に調節している。 なお、上記各部位の境界は、説明の便宜上、実線で表示しているが、実際の衣料製品においては、このような境界線は目視では必ずしも確認できないものである。
【0028】
本発明における締め付け応力とは、伸長に対する布帛の抵抗力、つまり布帛を一定伸長した時の応力である。具体的には、定速伸長形引張試験機を用い、300mm/minの速度で80%伸長までの伸長回復を3回繰り返し、3回目のSSカーブより30%回復時の荷重の値を用いる。以下、単に「応力」という場合は、この締め付け応力をいうものとする。
【0029】
締め付け応力の測定は、より詳細には次のように行う。幅25mm、引っ張り長さ100mm、チャック掴み代長100mmの試料を作成する。仮に試験片の大きさがそれよりも小さくても差し支えはないが、その場合測定誤差が大きくなるので、切り離せる限りでできるだけ大きな試験片を採取することが好ましい。その後、300mm/minの速度で180mm(80%伸長)まで伸ばした後、荷重を取り去り初期設定の100mmまで回復させる。この動作を3回繰り返し、3回目のSSカーブより締め付け応力値を読み取る。
【0030】
よって、上記のように締め付け応力を三段階に調節した場合には、強締め付けの部位とは、この測定値が最も大きい部位であり、弱締め付けの部位とはこの測定値がより最も小さい部位であり、中締め付けの部位とはこの測定値が中間の値を示す部位である。
【0031】
上記各部位の締め付け応力の調節は、各部位内にアルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維からなる部分(以下、これを「拘束繊維保持部分」という)と、アルカリ減量速度の異なる2種以上の繊維のうちアルカリ減量速度がより大きい繊維がほぼ完全に除去され、アルカリ減量速度のより小さい繊維とポリウレタン繊維とからなる部分(以下、これを「拘束繊維除去部分」という)とを配置し、それらの面積比率や形状、配置の仕方等により変化させることが可能である。すなわち、強締め付けの部位は、ポリウレタン繊維の伸びを拘束する繊維(ここでは後述するカチオン可染ポリエステル繊維のようなアルカリ減量速度のより大きい繊維)を残すことにより形成できるので、その部位の総面積に対するその部位内に存在する拘束繊維除去部分の総面積の面積比率αを小とすればよく、一方弱締め付け部位はその部位の総面積に対するその部位内に存在する拘束繊維除去部分の総面積の面積比率αを大とすればよい。例えば、締め付け応力を強・中・弱の三段階に調節するとすれば、「強」は全体が拘束繊維保持部分からなる布帛そのまま、「中」は面積比率50%程度に拘束繊維除去部分を配したもの、「弱」は面積比率100%に拘束繊維除去部分を配したものとすればよい。要するに、上記面積比率αを、必要な締め付け応力が得られるように0%≦α≦100%の範囲で自由に設計すればよい。
【0032】
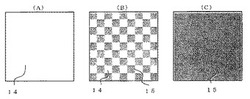
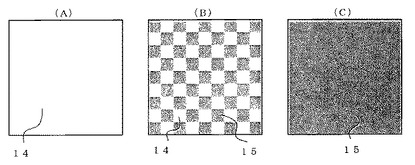
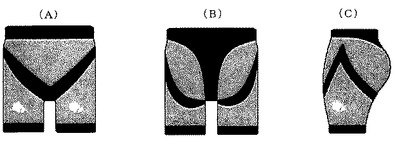
図2(A)、(B)、(C)は、締め付け応力を強・中・弱の三段階で調節する場合の拘束繊維保持部分と拘束繊維除去部分の配置パターンの一例であり、図2(A)に示すように拘束繊維保持部分のみで全体を構成することにより「強」となり、図2(B)に示すように拘束繊維保持部分と拘束繊維除去部分とを交互に配することにより「中」となり、図2(C)に示すように拘束繊維除去部分のみで全体を構成することにより「弱」となり、三段階での切り替えが可能となる。
【0033】
但し、拘束繊維保持部分と拘束繊維除去部分の面積比や形状、配置は上記に限定されない。例えば、「強」の部分を拘束繊維保持部分80%で構成し、「弱」の部分を拘束繊維保持部分20%で構成することも可能である。
【0034】
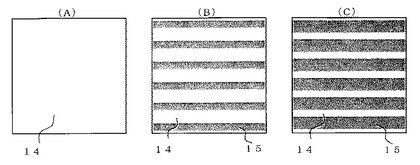
本発明において締め付け応力を調節する別の実施態様としては、図3(B)、(C)に示すように横方向にベルト状に拘束繊維除去部分を配置することもできる。締め付け応力の異なる部分をこのように配置することにより、布帛の緯方向は締め付け応力が大であり、かつ経方向は締め付け応力が小となる状態を得ることができる。すなわち、締め付け応力が異なる部分をベルト状に形成して繰り返して配置することにより、締め付け応力に方向性をもたせることが可能になる。具体的には、パンツに用いる場合はヒップラインに沿ってベルト状に拘束繊維保持部分を配置することにより、ヒップアップ効果が得られる。また、ブラに用いる場合はカップに沿ってベルト状に拘束繊維保持部分を配置することにより、バストアップ効果が得られる。このように体のラインに合わせ、締め付け応力が異なる部分を配置することができる。
【0035】
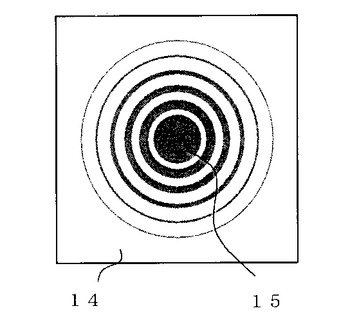
また、図4は締め付け応力の大きい布帛において、同心円状に拘束繊維除去部分を配置し、かつ中央部に向かって拘束繊維除去部分の面積を拡大していく場合を例示している。このように締め付け応力の異なる部分の面積を徐々に変化させることにより、締め付け応力を連続的に滑らかに調節することも可能である。
【0036】
上記のように拘束繊維除去部分の形状や面積を変化させることにより、目的にあった締め付け応力を得ることができる。その形状はベルト状や円形に限定されず、意匠的効果をも狙い波形状やチドリ格子、多角形、放射状などの幾何学的な柄にしても良い。また、色柄と一体化させることも可能である。
【0037】
本発明は体形補整機能を有する衣料全般に適用可能であり、その例としてはアンダーシャツ、ガードル、ショーツ、スパッツ、ブラジャー、パンツ、サポーター、靴下、水着、各種ファンデーション類等が挙げられる。適用する衣料に応じて、また必要とされる各部位の締め付け応力の度合いに応じて、前述した調節手段を適宜使用すればよい。締め付け応力の調節は、適用部位に対して強弱二段としたり、強中弱の三段としたり、あるいは、三段以上の複数段とし、さらには、連続的に変化させてもよい。
【0038】
本発明で用いる布帛は、アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む布帛である。ここでいうアルカリ減量速度とは、1重量%苛性ソーダ水溶液で95℃10分間減量処理を行った後の減量率のことである。
【0039】
アルカリ減量速度の異なる2種以上の繊維の例としては、ポリエチレンテレフタレートなどからなるポリエステル繊維、および、常圧タイプまたは高圧タイプのカチオン可染ポリエステル繊維、6ナイロン繊維および66ナイロン繊維などのナイロン繊維、綿および麻などのセルロース系繊維、アセテートなどの半合成繊維などが挙げられる。なお、アルカリ減量速度の異なる2種以上の繊維にはポリウレタン繊維は含まれないものとする。
【0040】
組み合わせる2種以上の繊維はアルカリ減量速度差が100%以上であることが好ましく、200%以上であることがより好ましい。アルカリ減量速度差が100%より小さいと、残存させるべき繊維までアルカリによって減量され、破裂強度が弱くなってしまうおそれがあり、また減量すべき繊維が減量しきれず、所望の締め付け応力の差が得られなくなるおそれがある。
【0041】
複合布帛を構成する繊維の具体的な組み合わせは、アルカリ減量速度差が大きく、破裂強度や染色堅牢度が良好となるという点で、アルカリ減量速度の小なる繊維がナイロン繊維であり、アルカリ減量速度の大なる繊維がカチオン可染ポリエステル繊維であることが好ましい。
【0042】
より具体的には、拘束繊維保持部分を構成するアルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維が、ナイロン繊維35〜80%(重量%、以下同様)、ポリウレタン繊維20〜65%、及びカチオン可染ポリエステル繊維30〜55%(但し、これらの合計で100%となるものとする)からなることが好ましい。ナイロン繊維が35%未満であると、締め付け応力の小さい部位において必要な破裂強度が得られないおそれがあり、80%より多くなると布帛の伸縮性が損なわれ、必要な締め付け応力の差が得られなくなるおそれがある。また、カチオン可染ポリエステル繊維量が30%未満であると締め付け応力の小なる部位の組織の拘束が弱く、締め付け応力の差が得られにくくなるおそれがあり、一方55%より多くなると布帛の伸縮性が損なわれるおそれがある。
【0043】
さらに、拘束繊維除去部分の応力は、拘束繊維保持部分の応力に対し20%以上85%以下であることが好ましい。拘束繊維除去部分の応力が拘束繊維保持部分の応力に対して20%未満であると、締め付け応力の差が大きすぎるため、締め付け感が得られにくくなるばかりでなく、布帛強度が低下するおそれがある。応力の比率が85%より大きくなると締め付け応力の差が得られにくく、体形補整機能が弱くなってしまうおそれがある。
【0044】
ポリウレタン繊維にはエーテル系、エステル系があるが、耐アルカリ性のあるエーテル系ポリウレタン弾性繊維が好ましく用いられる。ここで言う耐アルカリ性とは6%濃度の苛性ソーダ水溶液に5分間浸漬後の強度維持率が60%以上であることである。強度維持率が60%より低いと、布帛の伸縮性が損なわれ、必要な締め付け応力が得られなくなるおそれがある。
【0045】
また、本発明で使用するポリウレタン繊維はトータル繊度10〜200デシテックスの糸であることが好ましい。10デシテックスより小さいと伸度が損なわれ、必要な応力が得られなくなるおそれがある。また、200デシテックスより大きいと、布帛の伸縮性が低下し、体形補整機能が得られにくくなるおそれがある。
【0046】
また、本発明で使用するカチオン可染ポリエステル繊維のトータル繊度は5〜70デシテックスの糸であることが好ましい。5デシテックスより小さいと、締め付け応力の大なる部位の応力が得られにくくなるおそれがある。また、70デシテックスより大きいと、布帛が硬化し、着用時に不快感を与えるだけでなく、締め付け応力の小なる部位にカチオン可染ポリエステル繊維が部分的に残ってしまう。
【0047】
さらに、本発明で使用するナイロン繊維のトータル繊度は10〜100デシテックスの糸であることが好ましい。10デシテックスより小さいと、必要な破裂強度が得られないおそれがある。また、100デシテックスより大きいと、布帛の伸縮性が損なわれ、必要な締め付け応力が得られなくなるおそれがある。
【0048】
本発明の体形補整機能を有する衣料に使用される布帛の製造方法は特に限定されるものではないが、以下の方法により製造することができる。
【0049】
布帛は上記の通りアルカリ減量速度の異なる2種以上の繊維及びポリウレタン弾性繊維を含む布帛から構成される布帛を使用することができる。なお、各繊維の詳細は、前述した通りである。
【0050】
上記布帛において拘束繊維除去部分を形成するには、抜蝕剤を付与すればよい。抜蝕剤の例としては、グアニジン弱酸塩、フェノール類、アルコール類、アルカリ金属水酸化物およびアルカリ土類金属水酸化物などが挙げられる。なかでも、得られる抜蝕効果が大きく、環境および安全面で優れている点で、グアニジン弱酸塩が好ましい。そのなかでも、苛性ソーダなどの他の強アルカリに比べて、水溶液のpHが10〜13と低く、作業の安全性や装置が腐蝕されにくいという点などから、炭酸グアニジンが特に好ましい。
【0051】
布帛には、必要に応じて予め着色染料により染色を行うことや、上記抜蝕剤の付与と共に着色染料を用いること、抜蝕加工の後に染色を行うことも可能である。
【0052】
抜蝕剤の付与方法としては、インクジェット方式、スクリーンプリント、ロータリープリント等が例示でき、詳細で多様な柄を容易に表現でき、また同時に多色を付与できるという理由からインクジェット方式を用いることが好ましい。
【0053】
インクジェット方式の種類としては、たとえば、荷電変調方式、帯電噴射方式、マイクロドット方式およびインクミスト方式等の連続方式、ピエゾ変換方式および静電吸引方式等のオンデマンド方式等いずれも採用可能であるが、なかでもインク吐出量の安定性および連続吐出性に優れており、かつ比較的安価で製造できる点でピエゾ方式が好ましい。
【0054】
インクジェット方式にて布帛に抜蝕剤を付与する場合、付与工程の前に布帛にインク受容層を形成する工程を含むことが好ましい。これにより形成されたインク受容層が、ノズルから吐出された抜蝕剤インクを瞬時に受け止め、適度に保持するため、抜蝕剤インクの滲みを防止することができる。
【0055】
上記インク受容層には、必要に応じて、水溶性高分子、pH調整剤、還元防止剤、減量促進剤、界面活性剤、防腐剤、耐光向上剤、濃染化剤など公知の助剤を含有させることができる。
【0056】
その付与方法の例としては、ディップニップ法、ロータリースクリーン法、ナイフコーター法、キスロールコーター法およびグラビアロールコーター法などが挙げられる。なかでも、布帛表面だけでなく、布帛全体にインク受容層を付与することができ、インク受容能力に優れる布帛の製造が可能となる点で、ディップニップ法が好ましい。
【0057】
布帛に抜蝕剤を付与した後、140〜190℃にて約10分間程度処理することが好ましい。140℃より低いと、アルカリ減量速度の大なる繊維の分解が不十分となる傾向にある。190℃を越えると、抜蝕剤を付与した部分のポリウレタン繊維が分解を起こし、強度が低下してしまうおそれがある。熱処理は、乾熱処理または湿熱処理のいずれでもよいが、抜蝕が良好となる点では湿熱による処理がより好ましい。その後、公知の洗浄工程を経て本発明で用いる締め付け応力の異なる部位を有する布帛が得られる。
【実施例】
【0058】
以下、本発明の実施例を挙げ、本発明を具体的に説明するが、本発明は以下の実施例によって限定されるものではない。
【0059】
1.布帛Aの作製
6ナイロン繊維(東レ(株)製、40デシテックス)および高圧タイプのカチオン可染ポリエステル繊維(東レ(株)製、30デシテックス)、ポリウレタン繊維(東洋紡(株)製、60デシテックス、強度維持率87%)を用いて、ナイロン繊維がデンビ編組織、カチオン可染ポリエステル繊維がコード組織、ポリウレタン系繊維がアトラス編組織となる経編の組織により、ナイロン繊維35.0重量%、カチオン可染ポリエステル繊維42.0重量%、ポリウレタン繊維23.0重量%からなる複合布帛A(厚さ1mm)を得た。複合布帛Aは、ポリウレタン繊維の伸びをポリエステル繊維で抑えた布帛であった。
【0060】
なお、使用する繊維のアルカリ減量速度は、対象となる繊維1gを1重量%苛性ソーダ水溶液で95℃10分間減量処理を行い、処理前後の重量を測定することにより求めた。すなわち減量処理前の重量をXg、減量処理後の重量をYgとした場合、次式により減量速度を算出した。
【0061】
減量速度(%)=(Y÷X)×100
【0062】
その結果、実施例に使用した高圧タイプのカチオン可染ポリエステル繊維のアルカリ減量速度は4.0%であり、一方6ナイロン繊維はアルカリには実質的に溶解しないので、アルカリ減量速度差は十分ある。
【0063】
また、ポリウレタン繊維の強度維持率は、ポリウレタン繊維の単糸を6%濃度の苛性ソーダ水溶液に常温で5分間浸漬し、その前後での強度をJIS L1095の9.5に示される「単糸引張り強さ及び伸び率」を用いて測定を行った。1点の試料について50回測定を行い、その平均値を求めた。処理前の強さをAcN、処理後の重量をBcNとした場合、次式により強度維持率を算出した。
【0064】
強度維持率(%)=(B÷A)×100
【0065】
2.締め付け応力が異なる部位を有する布帛a、bの作成
得られた複合布帛Aに、インク受容層を形成し、下記処方の抜蝕用インクをオンデマンド方式シリアル走査型インクジェット印捺装置を用いて塗布した。
【0066】
(抜蝕剤インクの調製)
下記組成物を混合し、スターラーを用いて1時間攪拌後、ADVANTEC高純度濾紙No.5A(東洋濾紙(株)製)にて減圧濾過後、真空脱気処理し、抜蝕性インクを得た。
【0067】
[抜蝕剤インク]
炭酸グアニジン(抜蝕剤) 20%
尿素(溶解安定剤) 5%
ジエチレングリコール(乾燥防止剤) 5%
水 70%
【0068】
[インクジェット印捺条件]
印捺装置:オンデマンド方式シリアル走査型インクジェット印捺装置
ノズル径:50μm
駆動電圧:100V
周波数:5kHz
解像度:360dpi
拘束繊維除去部分の抜蝕剤インク付与量:40g/m2
【0069】
布帛を乾燥させた後、165℃で10分間湿熱処理した。さらに、DXK−10N(一方社油脂(株)製、減量促進剤)、苛性ソーダを5g/Lを含むソーピング浴にて、70℃で30分間処理して洗浄し、乾燥して2種の捺染物(部位によって締め付け応力が異なる布帛a、b)を得た。
【0070】
布帛aでは、縦20cm×横20cmの布帛に図2に示されるような形に締め付け応力の小なる部位を配した。表1に示すように、強締め付け部位は拘束繊維保持部分のみで構成し、中締め付け部位は2cm間隔で縦2cm×横2cmの拘束繊維除去部分を交互に配し、弱締め付け部位は拘束繊維除去部分のみで構成した。強・中・弱の各部位の応力を測定した結果を表1に併せ示す。
【表1】

【0071】
また、布帛bでは、縦20cm×横20cmの布帛に図3に示されるような形に締め付け応力の小なる部位を配した。表2に示すように、強締め付け部位は拘束繊維保持部分のみで構成し、中締め付け部位は4cm間隔に幅1cmのベルト状の拘束繊維除去部分を配し、弱締め付け部位は1.5cm間隔に幅3cmのベルト状の拘束繊維除去部分を配した。強・中・弱の各部位の縦及び横方向の応力を測定した結果を表2に併せ示す。
【表2】
【0072】
上記において、締め付け応力値の測定は、オートグラフ(株式会社島津製作所製:AG−IS型)を用い、幅25mm、引っ張り長さ100mm、チャック掴み代長100mmの試料で行った。すなわち、300mm/minの速度で180mm(80%伸長)まで伸ばした後、荷重を取り去り初期設定の100mmまで回復させるという動作を3回繰り返し、3回目のSSカーブより30%回復時の荷重を読み取った。
【0073】
さらに、上記布帛A及び抜蝕剤インクを用い、抜蝕部のみからなる試料と非抜蝕部のみからなる試料を作成し、これらの応力比率を求めた。すなわち、抜蝕部のみからなる試料の応力をS1、非抜蝕部のみからなる試料の応力をS0とし、次式により応力比率を算出したところ、48%であった。
応力比率(%)=(S1÷S0)×100
【0074】
3.パンツの作製
上記布帛A及び抜蝕剤インク、着色インクを用いて、図1に示した強・中・弱のパターンを有しかつ図5のように、強・中・弱のパターン中に色柄を、弱部であるレッグ部にはレース調の花柄を配したパンツを作製した。すなわち、前身頃と後身頃をそれぞれ一枚の布帛で形成し、裁断、縫製し、試着した。
【0075】
裁断、縫製、試着時に、布帛のよれ、破れ等の問題は生じず、着用感は良好であった。
【0076】
なお、着色インクは下記処方にて調整し、図5に示した柄を付与した以外は、前述の2と同様の加工方法、条件を用いた。
【0077】
(カチオン可染ポリエステル繊維着色インクの調製)
下記組成物を混合し、ホモジナイザーを用いて1時間攪拌後、ADVANTEC高純度濾紙No.5A(東洋濾紙(株)製)にて減圧濾過後、真空脱気処理し、カチオン可染ポリエステル繊維着色インクを得た。
【0078】
[カチオン可染ポリエステル繊維着色インク]
Kiwalon Polyester Blue BGF 10%
(紀和化学工業(株)製、分散染料、C.I.Disperse Blue 73)
Disper TL 2%
(明成化学工業(株)製、アニオン系界面活性剤)
ジエチレングリコール 5%
水 83%
【0079】
(6ナイロン繊維着色インクの調製)
下記組成物を混合し、スターラーを用いて1時間攪拌後、ADVANTEC高純度濾紙No.5A(東洋濾紙(株)製)にて減圧濾過後、真空脱気処理し、6ナイロン繊維着色インクを得た。
【0080】
[6ナイロン繊維着色インク]
Cibacron Blue P−3R liq.40% 40%
(CibaSC社製、C.I.Reactive Blue 49、モノクロロトリアジン型反応性染料)
尿素(溶解安定剤) 5%
水 55%
【産業上の利用可能性】
【0081】
本発明は、アンダーシャツ、ガードル、ショーツ、スパッツ、ブラジャー、パンツ、サポーター、靴下、水着、各種ファンデーション類等、体形補整機能を有する衣料全般に適用可能である。
【図面の簡単な説明】
【0082】
【図1】(A)、(B)、(C)は、本発明をパンツに適用した場合の実施形態を示す、正面図、背面図及び側面図である。
【図2】(A)、(B)、(C)は、本発明において布帛の締め付け応力を強中弱の三段階に調節するための第一の実施形態を示す説明図である。
【図3】(A)、(B)、(C)は、本発明において布帛の締め付け応力を強中弱の三段階に調節するための第二の実施形態を示す説明図である。
【図4】締め付け応力を円の中心部から外側に向けて変化させる場合の一例を示す説明図である。
【図5】(A)、(B)、(C)は、本発明をパンツに適用した場合の実施形態において色柄の配置を示す説明図である。
【符号の説明】
【0083】
1……前身頃
2……後身頃
3、3’……ウエスト部
4……股部
5、5’……レッグ部
6、6’……裾部
7……フロントVライン
8……腹部
9……臀裂対応部
10……ヒップ部
11……ヒップアップ部
12……ヒップ周辺部
13……ヒップ中央部
14……アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とからなる部分(拘束繊維保持部分、非抜蝕部分)
15……アルカリ減量速度の異なる2種以上の繊維のうちアルカリ減量速度がより小さい繊維とポリウレタン繊維とからなる部分(拘束繊維除去部分、抜蝕部分)
【技術分野】
【0001】
本発明は、体形補整機能を有する衣料およびその製造方法に関する。
【背景技術】
【0002】
生活習慣の乱れや加齢などにより、腹部、臀部、大腿部などに過剰な皮下脂肪がつくと身体のシルエットが崩れ、美しいボディラインを維持することができない。そのため、締め付け応力を有する下着等の衣料で体形を整えることが行われている。
【0003】
体形を補整する為の衣料は、補整機能及び着用感を向上させる目的で、身体の動きに適合するように、部分によって締め付け応力が自由に設計できることが好ましい。
【0004】
従来そのような締め付け応力の調節をするには、伸縮性の同じ布帛や伸縮性の異なる布帛を所定の範囲に縫製により縫着して、強い締め付け応力を必要とする範囲の締め付け応力を高めたりしている。しかしその場合、縫着した布の端や縫い目の縫い糸などが発生するため、それらが着用の際に肌に触れると肌触りも悪くなりがちである。また外観も縫い目が入るので、インナーなどに用いた場合、アウターに凹凸感が現れてしまう。また、目的とする締め付け応力を得るために、縫製回数が増えるため、コスト高になりやすい。
【0005】
これに対し、縫製以外の方法により締め付け応力を調節した衣料として、伸縮性生地を使用した被服の、その伸縮性生地の伸びを拘束したい所定の箇所に、伸びを拘束するための樹脂を付与した被覆であって、伸びの拘束を強く必要とする部分から伸びの拘束をより小さくしたい部分に亘って、樹脂を密から粗に付与した被服が提案されている(特許文献1)。
【0006】
また、衣類を構成する生地の締め付け応力を、該生地に開けられた穴により弱めて調節した体形補整機能を有する衣類も提案されている(特許文献2)。
【0007】
しかしながら、特許文献1のように合成樹脂溶液などを締め付け応力の欲しい範囲に付与して乾燥あるいは熱処理することにより締め付け応力をコントロールした場合、合成樹脂の洗濯耐久性が不足するため、連続着用を行うと締め付け応力が低下するといった問題が生じうる。また、強い締め付け応力の欲しい範囲には樹脂をほぼ全体に含浸させているため、通気性が低下し、風合いも硬くなる傾向にある。
【0008】
また、特許文献2のように締め付け応力の調節を布帛に開けられた穴により行う場合、穴の大きさや面積により締め付け応力の調節を行っているため、締め付け応力の弱い範囲では単位布帛面積あたりの穴の総面積が大きくなり、布帛の強度が不足する可能性が高い。また、穴が開けられて締め付け応力が調節された布帛の片面又は両面に、伸縮性を有する布帛を重ね合わせているため、着用時にズレが生じるという問題も生じる。
【特許文献1】実開平5−705号公報
【特許文献2】特開2006−2278号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は上記に鑑みてなされたものであり、縫製による布の端や縫い目の縫い糸などが少ないことにより着用感が向上し、また洗濯や連続着用などによる締め付け応力の変化が発生せず、穴を設けること等による強度不足の問題等が生じない、体形補整機能を有する衣料を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の体形補整機能を有する衣料は、アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維からなり、部位によって締め付け応力が異なる布帛により形成された体形補整機能を有する衣料であって、アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維からなる部分と、前記アルカリ減量速度の異なる2種以上の繊維のうちアルカリ減量速度がより大きい繊維が除去され、アルカリ減量速度がより小さい繊維とポリウレタン繊維とを含む繊維からなる部分とを有し、前記アルカリ減量速度の異なる2種以上の繊維を含む部分とアルカリ減量速度がより大きい繊維が除去された部分とのそれぞれの形状及び面積によって締め付け応力の調節が行われたものとする。
【0011】
上記において、アルカリ減量速度の異なる2種以上の繊維のうちアルカリ減量速度のより小さい繊維がナイロン系繊維であり、アルカリ減量速度のより大きい繊維がカチオン可染ポリエステル繊維であることが好ましい。
【0012】
アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維は、ナイロン繊維35〜80%、ポリウレタン繊維20〜65%、及びカチオン可染ポリエステル繊維30〜55%(但し、これらの合計が100%となるものとする)からなることが好ましい。
【0013】
上記アルカリ減量速度がより大きい繊維が除去された部分の締め付け応力は、アルカリ減量速度の異なる2種以上の繊維を含む部分の締め付け応力に対し20%以上85%以下であることが好ましい。
【0014】
ポリウレタン繊維は、6%濃度の苛性ソーダ水溶液に常温で5分間浸漬後の強度維持率が60%以上であるものであることが好ましい。
【0015】
また、ポリウレタン繊維はトータル繊度10〜200デシテックスの糸であることが好ましい。
【0016】
カチオン可染ポリエステル繊維はトータル繊度5〜70デシテックスの糸であることが好ましい。
【0017】
ナイロン繊維はトータル繊度10〜100デシテックスの糸であることが好ましい。
【0018】
上記アルカリ減量速度のより大きい繊維の除去は抜蝕により行うことができる。
【0019】
本発明の製造方法は、上記本発明の体形補整機能を有する衣料を製造する方法であって、アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維から構成される布帛に対し、アルカリ減量速度のより大きい繊維を抜蝕により除去する処理を行うことにより締め付け応力の調節を行うものとする。
【発明の効果】
【0020】
本発明の体形補整機能を有する衣料は、布帛自体に締め付け応力の異なる範囲を有する布帛から形成されるものであり、締め付け応力の調整のために布帛を縫製したり穴を設けたりする必要がないため、縫製により生じる布の端や縫い目の縫い糸などが少ないことにより着用感が向上し、また洗濯や連続着用などによる締め付け応力の変化が発生し難く、また穴を設けることによる強度不足の問題等が生じないものとなる。
【0021】
本発明の体形補整機能を有する衣料の製造方法によれば、衣料を構成する布帛の締め付け応力を抜蝕加工により調節可能であるため、衣料の各部に必要とされる締め付け応力の分布に対応して抜蝕加工をほどこせばよく、高品質の体形補整機能を有する衣料を容易にかつ低コストで提供することができる。
【0022】
さらには、締め付け応力の分布が一枚の布帛上で調節可能であるため、締め付け応力の設計が衣料のデザイン、すなわち柄や形に制限されることなく、自由に正確にでき、布帛を重ね合わせる必要がないため、縫製や接着の工程数が削減でき、通気性の調節が容易である等の効果も得られる。
【発明を実施するための最良の形態】
【0023】
以下、本発明の実施の形態を図面に基づいて説明する。
【0024】
図1(A)、(B)、(C)は、本発明の一実施形態としてパンツに適用した例の正面図と背面図、側面図をそれぞれ示している。
【0025】
図1(A)、(B)、(C)に示されたように、このパンツは、前身頃1と後身頃2とからなり、上部にはウエスト部3が形成され、下部には股部4で分けられたレッグ部5が形成されている。パンツは前身頃1と後身頃2がそれぞれ一枚の布帛で形成されていてもよく、あるいは股部4より左右に分けられてそれぞれが一枚の布帛で形成されていても良い。このような布帛を裁断縫製してパンツ形状となすことができる。
【0026】
図1(A)に示した前身頃1においては、ベルト状のウエスト部3と、ベルト状の裾部6、及び股部4より左右に伸びたVライン7が強締め付けの部位であり、左右のレッグ部5と腹部8が中締め付けの部位である。すなわち締め付け応力が二段階に調節され、弱締め付けの範囲はない。
【0027】
また、図1(B)に示した後身頃2においては、ベルト状のウエスト部3’と、股部4よりウエスト部3にかけて略Y字状に延伸されたベルト状の臀裂対応部9と、股部4から左右のヒップ部10の下周りを経て両サイド部に向けて略U字状に延伸されたベルト状のヒップアップ部11と、裾部6’とが強締め付けの部位であり、左右のレッグ部5’とヒップ周辺部12とが中締め付けの部位であり、ヒップ中央部13が弱締め付けの部位であり、締め付け応力を三段階に調節している。 なお、上記各部位の境界は、説明の便宜上、実線で表示しているが、実際の衣料製品においては、このような境界線は目視では必ずしも確認できないものである。
【0028】
本発明における締め付け応力とは、伸長に対する布帛の抵抗力、つまり布帛を一定伸長した時の応力である。具体的には、定速伸長形引張試験機を用い、300mm/minの速度で80%伸長までの伸長回復を3回繰り返し、3回目のSSカーブより30%回復時の荷重の値を用いる。以下、単に「応力」という場合は、この締め付け応力をいうものとする。
【0029】
締め付け応力の測定は、より詳細には次のように行う。幅25mm、引っ張り長さ100mm、チャック掴み代長100mmの試料を作成する。仮に試験片の大きさがそれよりも小さくても差し支えはないが、その場合測定誤差が大きくなるので、切り離せる限りでできるだけ大きな試験片を採取することが好ましい。その後、300mm/minの速度で180mm(80%伸長)まで伸ばした後、荷重を取り去り初期設定の100mmまで回復させる。この動作を3回繰り返し、3回目のSSカーブより締め付け応力値を読み取る。
【0030】
よって、上記のように締め付け応力を三段階に調節した場合には、強締め付けの部位とは、この測定値が最も大きい部位であり、弱締め付けの部位とはこの測定値がより最も小さい部位であり、中締め付けの部位とはこの測定値が中間の値を示す部位である。
【0031】
上記各部位の締め付け応力の調節は、各部位内にアルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維からなる部分(以下、これを「拘束繊維保持部分」という)と、アルカリ減量速度の異なる2種以上の繊維のうちアルカリ減量速度がより大きい繊維がほぼ完全に除去され、アルカリ減量速度のより小さい繊維とポリウレタン繊維とからなる部分(以下、これを「拘束繊維除去部分」という)とを配置し、それらの面積比率や形状、配置の仕方等により変化させることが可能である。すなわち、強締め付けの部位は、ポリウレタン繊維の伸びを拘束する繊維(ここでは後述するカチオン可染ポリエステル繊維のようなアルカリ減量速度のより大きい繊維)を残すことにより形成できるので、その部位の総面積に対するその部位内に存在する拘束繊維除去部分の総面積の面積比率αを小とすればよく、一方弱締め付け部位はその部位の総面積に対するその部位内に存在する拘束繊維除去部分の総面積の面積比率αを大とすればよい。例えば、締め付け応力を強・中・弱の三段階に調節するとすれば、「強」は全体が拘束繊維保持部分からなる布帛そのまま、「中」は面積比率50%程度に拘束繊維除去部分を配したもの、「弱」は面積比率100%に拘束繊維除去部分を配したものとすればよい。要するに、上記面積比率αを、必要な締め付け応力が得られるように0%≦α≦100%の範囲で自由に設計すればよい。
【0032】
図2(A)、(B)、(C)は、締め付け応力を強・中・弱の三段階で調節する場合の拘束繊維保持部分と拘束繊維除去部分の配置パターンの一例であり、図2(A)に示すように拘束繊維保持部分のみで全体を構成することにより「強」となり、図2(B)に示すように拘束繊維保持部分と拘束繊維除去部分とを交互に配することにより「中」となり、図2(C)に示すように拘束繊維除去部分のみで全体を構成することにより「弱」となり、三段階での切り替えが可能となる。
【0033】
但し、拘束繊維保持部分と拘束繊維除去部分の面積比や形状、配置は上記に限定されない。例えば、「強」の部分を拘束繊維保持部分80%で構成し、「弱」の部分を拘束繊維保持部分20%で構成することも可能である。
【0034】
本発明において締め付け応力を調節する別の実施態様としては、図3(B)、(C)に示すように横方向にベルト状に拘束繊維除去部分を配置することもできる。締め付け応力の異なる部分をこのように配置することにより、布帛の緯方向は締め付け応力が大であり、かつ経方向は締め付け応力が小となる状態を得ることができる。すなわち、締め付け応力が異なる部分をベルト状に形成して繰り返して配置することにより、締め付け応力に方向性をもたせることが可能になる。具体的には、パンツに用いる場合はヒップラインに沿ってベルト状に拘束繊維保持部分を配置することにより、ヒップアップ効果が得られる。また、ブラに用いる場合はカップに沿ってベルト状に拘束繊維保持部分を配置することにより、バストアップ効果が得られる。このように体のラインに合わせ、締め付け応力が異なる部分を配置することができる。
【0035】
また、図4は締め付け応力の大きい布帛において、同心円状に拘束繊維除去部分を配置し、かつ中央部に向かって拘束繊維除去部分の面積を拡大していく場合を例示している。このように締め付け応力の異なる部分の面積を徐々に変化させることにより、締め付け応力を連続的に滑らかに調節することも可能である。
【0036】
上記のように拘束繊維除去部分の形状や面積を変化させることにより、目的にあった締め付け応力を得ることができる。その形状はベルト状や円形に限定されず、意匠的効果をも狙い波形状やチドリ格子、多角形、放射状などの幾何学的な柄にしても良い。また、色柄と一体化させることも可能である。
【0037】
本発明は体形補整機能を有する衣料全般に適用可能であり、その例としてはアンダーシャツ、ガードル、ショーツ、スパッツ、ブラジャー、パンツ、サポーター、靴下、水着、各種ファンデーション類等が挙げられる。適用する衣料に応じて、また必要とされる各部位の締め付け応力の度合いに応じて、前述した調節手段を適宜使用すればよい。締め付け応力の調節は、適用部位に対して強弱二段としたり、強中弱の三段としたり、あるいは、三段以上の複数段とし、さらには、連続的に変化させてもよい。
【0038】
本発明で用いる布帛は、アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む布帛である。ここでいうアルカリ減量速度とは、1重量%苛性ソーダ水溶液で95℃10分間減量処理を行った後の減量率のことである。
【0039】
アルカリ減量速度の異なる2種以上の繊維の例としては、ポリエチレンテレフタレートなどからなるポリエステル繊維、および、常圧タイプまたは高圧タイプのカチオン可染ポリエステル繊維、6ナイロン繊維および66ナイロン繊維などのナイロン繊維、綿および麻などのセルロース系繊維、アセテートなどの半合成繊維などが挙げられる。なお、アルカリ減量速度の異なる2種以上の繊維にはポリウレタン繊維は含まれないものとする。
【0040】
組み合わせる2種以上の繊維はアルカリ減量速度差が100%以上であることが好ましく、200%以上であることがより好ましい。アルカリ減量速度差が100%より小さいと、残存させるべき繊維までアルカリによって減量され、破裂強度が弱くなってしまうおそれがあり、また減量すべき繊維が減量しきれず、所望の締め付け応力の差が得られなくなるおそれがある。
【0041】
複合布帛を構成する繊維の具体的な組み合わせは、アルカリ減量速度差が大きく、破裂強度や染色堅牢度が良好となるという点で、アルカリ減量速度の小なる繊維がナイロン繊維であり、アルカリ減量速度の大なる繊維がカチオン可染ポリエステル繊維であることが好ましい。
【0042】
より具体的には、拘束繊維保持部分を構成するアルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維が、ナイロン繊維35〜80%(重量%、以下同様)、ポリウレタン繊維20〜65%、及びカチオン可染ポリエステル繊維30〜55%(但し、これらの合計で100%となるものとする)からなることが好ましい。ナイロン繊維が35%未満であると、締め付け応力の小さい部位において必要な破裂強度が得られないおそれがあり、80%より多くなると布帛の伸縮性が損なわれ、必要な締め付け応力の差が得られなくなるおそれがある。また、カチオン可染ポリエステル繊維量が30%未満であると締め付け応力の小なる部位の組織の拘束が弱く、締め付け応力の差が得られにくくなるおそれがあり、一方55%より多くなると布帛の伸縮性が損なわれるおそれがある。
【0043】
さらに、拘束繊維除去部分の応力は、拘束繊維保持部分の応力に対し20%以上85%以下であることが好ましい。拘束繊維除去部分の応力が拘束繊維保持部分の応力に対して20%未満であると、締め付け応力の差が大きすぎるため、締め付け感が得られにくくなるばかりでなく、布帛強度が低下するおそれがある。応力の比率が85%より大きくなると締め付け応力の差が得られにくく、体形補整機能が弱くなってしまうおそれがある。
【0044】
ポリウレタン繊維にはエーテル系、エステル系があるが、耐アルカリ性のあるエーテル系ポリウレタン弾性繊維が好ましく用いられる。ここで言う耐アルカリ性とは6%濃度の苛性ソーダ水溶液に5分間浸漬後の強度維持率が60%以上であることである。強度維持率が60%より低いと、布帛の伸縮性が損なわれ、必要な締め付け応力が得られなくなるおそれがある。
【0045】
また、本発明で使用するポリウレタン繊維はトータル繊度10〜200デシテックスの糸であることが好ましい。10デシテックスより小さいと伸度が損なわれ、必要な応力が得られなくなるおそれがある。また、200デシテックスより大きいと、布帛の伸縮性が低下し、体形補整機能が得られにくくなるおそれがある。
【0046】
また、本発明で使用するカチオン可染ポリエステル繊維のトータル繊度は5〜70デシテックスの糸であることが好ましい。5デシテックスより小さいと、締め付け応力の大なる部位の応力が得られにくくなるおそれがある。また、70デシテックスより大きいと、布帛が硬化し、着用時に不快感を与えるだけでなく、締め付け応力の小なる部位にカチオン可染ポリエステル繊維が部分的に残ってしまう。
【0047】
さらに、本発明で使用するナイロン繊維のトータル繊度は10〜100デシテックスの糸であることが好ましい。10デシテックスより小さいと、必要な破裂強度が得られないおそれがある。また、100デシテックスより大きいと、布帛の伸縮性が損なわれ、必要な締め付け応力が得られなくなるおそれがある。
【0048】
本発明の体形補整機能を有する衣料に使用される布帛の製造方法は特に限定されるものではないが、以下の方法により製造することができる。
【0049】
布帛は上記の通りアルカリ減量速度の異なる2種以上の繊維及びポリウレタン弾性繊維を含む布帛から構成される布帛を使用することができる。なお、各繊維の詳細は、前述した通りである。
【0050】
上記布帛において拘束繊維除去部分を形成するには、抜蝕剤を付与すればよい。抜蝕剤の例としては、グアニジン弱酸塩、フェノール類、アルコール類、アルカリ金属水酸化物およびアルカリ土類金属水酸化物などが挙げられる。なかでも、得られる抜蝕効果が大きく、環境および安全面で優れている点で、グアニジン弱酸塩が好ましい。そのなかでも、苛性ソーダなどの他の強アルカリに比べて、水溶液のpHが10〜13と低く、作業の安全性や装置が腐蝕されにくいという点などから、炭酸グアニジンが特に好ましい。
【0051】
布帛には、必要に応じて予め着色染料により染色を行うことや、上記抜蝕剤の付与と共に着色染料を用いること、抜蝕加工の後に染色を行うことも可能である。
【0052】
抜蝕剤の付与方法としては、インクジェット方式、スクリーンプリント、ロータリープリント等が例示でき、詳細で多様な柄を容易に表現でき、また同時に多色を付与できるという理由からインクジェット方式を用いることが好ましい。
【0053】
インクジェット方式の種類としては、たとえば、荷電変調方式、帯電噴射方式、マイクロドット方式およびインクミスト方式等の連続方式、ピエゾ変換方式および静電吸引方式等のオンデマンド方式等いずれも採用可能であるが、なかでもインク吐出量の安定性および連続吐出性に優れており、かつ比較的安価で製造できる点でピエゾ方式が好ましい。
【0054】
インクジェット方式にて布帛に抜蝕剤を付与する場合、付与工程の前に布帛にインク受容層を形成する工程を含むことが好ましい。これにより形成されたインク受容層が、ノズルから吐出された抜蝕剤インクを瞬時に受け止め、適度に保持するため、抜蝕剤インクの滲みを防止することができる。
【0055】
上記インク受容層には、必要に応じて、水溶性高分子、pH調整剤、還元防止剤、減量促進剤、界面活性剤、防腐剤、耐光向上剤、濃染化剤など公知の助剤を含有させることができる。
【0056】
その付与方法の例としては、ディップニップ法、ロータリースクリーン法、ナイフコーター法、キスロールコーター法およびグラビアロールコーター法などが挙げられる。なかでも、布帛表面だけでなく、布帛全体にインク受容層を付与することができ、インク受容能力に優れる布帛の製造が可能となる点で、ディップニップ法が好ましい。
【0057】
布帛に抜蝕剤を付与した後、140〜190℃にて約10分間程度処理することが好ましい。140℃より低いと、アルカリ減量速度の大なる繊維の分解が不十分となる傾向にある。190℃を越えると、抜蝕剤を付与した部分のポリウレタン繊維が分解を起こし、強度が低下してしまうおそれがある。熱処理は、乾熱処理または湿熱処理のいずれでもよいが、抜蝕が良好となる点では湿熱による処理がより好ましい。その後、公知の洗浄工程を経て本発明で用いる締め付け応力の異なる部位を有する布帛が得られる。
【実施例】
【0058】
以下、本発明の実施例を挙げ、本発明を具体的に説明するが、本発明は以下の実施例によって限定されるものではない。
【0059】
1.布帛Aの作製
6ナイロン繊維(東レ(株)製、40デシテックス)および高圧タイプのカチオン可染ポリエステル繊維(東レ(株)製、30デシテックス)、ポリウレタン繊維(東洋紡(株)製、60デシテックス、強度維持率87%)を用いて、ナイロン繊維がデンビ編組織、カチオン可染ポリエステル繊維がコード組織、ポリウレタン系繊維がアトラス編組織となる経編の組織により、ナイロン繊維35.0重量%、カチオン可染ポリエステル繊維42.0重量%、ポリウレタン繊維23.0重量%からなる複合布帛A(厚さ1mm)を得た。複合布帛Aは、ポリウレタン繊維の伸びをポリエステル繊維で抑えた布帛であった。
【0060】
なお、使用する繊維のアルカリ減量速度は、対象となる繊維1gを1重量%苛性ソーダ水溶液で95℃10分間減量処理を行い、処理前後の重量を測定することにより求めた。すなわち減量処理前の重量をXg、減量処理後の重量をYgとした場合、次式により減量速度を算出した。
【0061】
減量速度(%)=(Y÷X)×100
【0062】
その結果、実施例に使用した高圧タイプのカチオン可染ポリエステル繊維のアルカリ減量速度は4.0%であり、一方6ナイロン繊維はアルカリには実質的に溶解しないので、アルカリ減量速度差は十分ある。
【0063】
また、ポリウレタン繊維の強度維持率は、ポリウレタン繊維の単糸を6%濃度の苛性ソーダ水溶液に常温で5分間浸漬し、その前後での強度をJIS L1095の9.5に示される「単糸引張り強さ及び伸び率」を用いて測定を行った。1点の試料について50回測定を行い、その平均値を求めた。処理前の強さをAcN、処理後の重量をBcNとした場合、次式により強度維持率を算出した。
【0064】
強度維持率(%)=(B÷A)×100
【0065】
2.締め付け応力が異なる部位を有する布帛a、bの作成
得られた複合布帛Aに、インク受容層を形成し、下記処方の抜蝕用インクをオンデマンド方式シリアル走査型インクジェット印捺装置を用いて塗布した。
【0066】
(抜蝕剤インクの調製)
下記組成物を混合し、スターラーを用いて1時間攪拌後、ADVANTEC高純度濾紙No.5A(東洋濾紙(株)製)にて減圧濾過後、真空脱気処理し、抜蝕性インクを得た。
【0067】
[抜蝕剤インク]
炭酸グアニジン(抜蝕剤) 20%
尿素(溶解安定剤) 5%
ジエチレングリコール(乾燥防止剤) 5%
水 70%
【0068】
[インクジェット印捺条件]
印捺装置:オンデマンド方式シリアル走査型インクジェット印捺装置
ノズル径:50μm
駆動電圧:100V
周波数:5kHz
解像度:360dpi
拘束繊維除去部分の抜蝕剤インク付与量:40g/m2
【0069】
布帛を乾燥させた後、165℃で10分間湿熱処理した。さらに、DXK−10N(一方社油脂(株)製、減量促進剤)、苛性ソーダを5g/Lを含むソーピング浴にて、70℃で30分間処理して洗浄し、乾燥して2種の捺染物(部位によって締め付け応力が異なる布帛a、b)を得た。
【0070】
布帛aでは、縦20cm×横20cmの布帛に図2に示されるような形に締め付け応力の小なる部位を配した。表1に示すように、強締め付け部位は拘束繊維保持部分のみで構成し、中締め付け部位は2cm間隔で縦2cm×横2cmの拘束繊維除去部分を交互に配し、弱締め付け部位は拘束繊維除去部分のみで構成した。強・中・弱の各部位の応力を測定した結果を表1に併せ示す。
【表1】
【0071】
また、布帛bでは、縦20cm×横20cmの布帛に図3に示されるような形に締め付け応力の小なる部位を配した。表2に示すように、強締め付け部位は拘束繊維保持部分のみで構成し、中締め付け部位は4cm間隔に幅1cmのベルト状の拘束繊維除去部分を配し、弱締め付け部位は1.5cm間隔に幅3cmのベルト状の拘束繊維除去部分を配した。強・中・弱の各部位の縦及び横方向の応力を測定した結果を表2に併せ示す。
【表2】
【0072】
上記において、締め付け応力値の測定は、オートグラフ(株式会社島津製作所製:AG−IS型)を用い、幅25mm、引っ張り長さ100mm、チャック掴み代長100mmの試料で行った。すなわち、300mm/minの速度で180mm(80%伸長)まで伸ばした後、荷重を取り去り初期設定の100mmまで回復させるという動作を3回繰り返し、3回目のSSカーブより30%回復時の荷重を読み取った。
【0073】
さらに、上記布帛A及び抜蝕剤インクを用い、抜蝕部のみからなる試料と非抜蝕部のみからなる試料を作成し、これらの応力比率を求めた。すなわち、抜蝕部のみからなる試料の応力をS1、非抜蝕部のみからなる試料の応力をS0とし、次式により応力比率を算出したところ、48%であった。
応力比率(%)=(S1÷S0)×100
【0074】
3.パンツの作製
上記布帛A及び抜蝕剤インク、着色インクを用いて、図1に示した強・中・弱のパターンを有しかつ図5のように、強・中・弱のパターン中に色柄を、弱部であるレッグ部にはレース調の花柄を配したパンツを作製した。すなわち、前身頃と後身頃をそれぞれ一枚の布帛で形成し、裁断、縫製し、試着した。
【0075】
裁断、縫製、試着時に、布帛のよれ、破れ等の問題は生じず、着用感は良好であった。
【0076】
なお、着色インクは下記処方にて調整し、図5に示した柄を付与した以外は、前述の2と同様の加工方法、条件を用いた。
【0077】
(カチオン可染ポリエステル繊維着色インクの調製)
下記組成物を混合し、ホモジナイザーを用いて1時間攪拌後、ADVANTEC高純度濾紙No.5A(東洋濾紙(株)製)にて減圧濾過後、真空脱気処理し、カチオン可染ポリエステル繊維着色インクを得た。
【0078】
[カチオン可染ポリエステル繊維着色インク]
Kiwalon Polyester Blue BGF 10%
(紀和化学工業(株)製、分散染料、C.I.Disperse Blue 73)
Disper TL 2%
(明成化学工業(株)製、アニオン系界面活性剤)
ジエチレングリコール 5%
水 83%
【0079】
(6ナイロン繊維着色インクの調製)
下記組成物を混合し、スターラーを用いて1時間攪拌後、ADVANTEC高純度濾紙No.5A(東洋濾紙(株)製)にて減圧濾過後、真空脱気処理し、6ナイロン繊維着色インクを得た。
【0080】
[6ナイロン繊維着色インク]
Cibacron Blue P−3R liq.40% 40%
(CibaSC社製、C.I.Reactive Blue 49、モノクロロトリアジン型反応性染料)
尿素(溶解安定剤) 5%
水 55%
【産業上の利用可能性】
【0081】
本発明は、アンダーシャツ、ガードル、ショーツ、スパッツ、ブラジャー、パンツ、サポーター、靴下、水着、各種ファンデーション類等、体形補整機能を有する衣料全般に適用可能である。
【図面の簡単な説明】
【0082】
【図1】(A)、(B)、(C)は、本発明をパンツに適用した場合の実施形態を示す、正面図、背面図及び側面図である。
【図2】(A)、(B)、(C)は、本発明において布帛の締め付け応力を強中弱の三段階に調節するための第一の実施形態を示す説明図である。
【図3】(A)、(B)、(C)は、本発明において布帛の締め付け応力を強中弱の三段階に調節するための第二の実施形態を示す説明図である。
【図4】締め付け応力を円の中心部から外側に向けて変化させる場合の一例を示す説明図である。
【図5】(A)、(B)、(C)は、本発明をパンツに適用した場合の実施形態において色柄の配置を示す説明図である。
【符号の説明】
【0083】
1……前身頃
2……後身頃
3、3’……ウエスト部
4……股部
5、5’……レッグ部
6、6’……裾部
7……フロントVライン
8……腹部
9……臀裂対応部
10……ヒップ部
11……ヒップアップ部
12……ヒップ周辺部
13……ヒップ中央部
14……アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とからなる部分(拘束繊維保持部分、非抜蝕部分)
15……アルカリ減量速度の異なる2種以上の繊維のうちアルカリ減量速度がより小さい繊維とポリウレタン繊維とからなる部分(拘束繊維除去部分、抜蝕部分)
【特許請求の範囲】
【請求項1】
アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維からなり、部位によって締め付け応力が異なる布帛により形成された体形補整機能を有する衣料であって、
アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維からなる部分と、
前記アルカリ減量速度の異なる2種以上の繊維のうちアルカリ減量速度がより大きい繊維が除去され、アルカリ減量速度がより小さい繊維とポリウレタン繊維とを含む繊維からなる部分とを有し、
前記アルカリ減量速度の異なる2種以上の繊維を含む部分とアルカリ減量速度がより大きい繊維が除去された部分とのそれぞれの形状及び面積によって締め付け応力の調節が行われた
ことを特徴とする体形補整機能を有する衣料。
【請求項2】
前記アルカリ減量速度の異なる2種以上の繊維のうちアルカリ減量速度のより小さい繊維がナイロン系繊維であり、アルカリ減量速度のより大きい繊維がカチオン可染ポリエステル繊維であることを特徴とする、請求項1に記載の体形補整機能を有する衣料。
【請求項3】
前記アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維がナイロン繊維35〜80%、ポリウレタン繊維20〜65%、及びカチオン可染ポリエステル繊維30〜55%(但し、これらの合計が100%となるものとする)からなることを特徴とする、請求項2に記載の体形補整機能を有する衣料。
【請求項4】
前記アルカリ減量速度がより大きい繊維が除去された部分の締め付け応力がアルカリ減量速度の異なる2種以上の繊維を含む部分の締め付け応力に対し20%以上85%以下であることを特徴とする、請求項1〜3のいずれか1項に記載の体形補整機能を有する衣料。
【請求項5】
前記ポリウレタン繊維が6%濃度の苛性ソーダ水溶液に常温で5分間浸漬後の強度維持率が60%以上であるものであることを特徴とする、請求項1〜4のいずれか1項に記載の体形補整機能を有する衣料。
【請求項6】
前記ポリウレタン繊維がトータル繊度10〜200デシテックスの糸であることを特徴とする、請求項1〜5のいずれか1項に記載の体形補整機能を有する衣料。
【請求項7】
前記カチオン可染ポリエステル繊維がトータル繊度5〜70デシテックスの糸であることを特徴とする、請求項2〜6のいずれか1項に記載の体形補整機能を有する衣料。
【請求項8】
前記ナイロン繊維がトータル繊度10〜100デシテックスの糸であることを特徴とする、請求項2〜7のいずれか1項に記載の体形補整機能を有する衣料。
【請求項9】
前記アルカリ減量速度のより大きい繊維の除去が抜蝕により行われたことを特徴とする、請求項1〜8に記載の体形補整機能を有する衣料。
【請求項10】
アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維から構成される布帛に対し、アルカリ減量速度のより大きい繊維を抜蝕により除去する処理を行うことにより締め付け応力の調節を行い、請求項1〜9のいずれか1項に記載の体形補整機能を有する衣料を製造することを特徴とする製造方法。
【請求項1】
アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維からなり、部位によって締め付け応力が異なる布帛により形成された体形補整機能を有する衣料であって、
アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維からなる部分と、
前記アルカリ減量速度の異なる2種以上の繊維のうちアルカリ減量速度がより大きい繊維が除去され、アルカリ減量速度がより小さい繊維とポリウレタン繊維とを含む繊維からなる部分とを有し、
前記アルカリ減量速度の異なる2種以上の繊維を含む部分とアルカリ減量速度がより大きい繊維が除去された部分とのそれぞれの形状及び面積によって締め付け応力の調節が行われた
ことを特徴とする体形補整機能を有する衣料。
【請求項2】
前記アルカリ減量速度の異なる2種以上の繊維のうちアルカリ減量速度のより小さい繊維がナイロン系繊維であり、アルカリ減量速度のより大きい繊維がカチオン可染ポリエステル繊維であることを特徴とする、請求項1に記載の体形補整機能を有する衣料。
【請求項3】
前記アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維がナイロン繊維35〜80%、ポリウレタン繊維20〜65%、及びカチオン可染ポリエステル繊維30〜55%(但し、これらの合計が100%となるものとする)からなることを特徴とする、請求項2に記載の体形補整機能を有する衣料。
【請求項4】
前記アルカリ減量速度がより大きい繊維が除去された部分の締め付け応力がアルカリ減量速度の異なる2種以上の繊維を含む部分の締め付け応力に対し20%以上85%以下であることを特徴とする、請求項1〜3のいずれか1項に記載の体形補整機能を有する衣料。
【請求項5】
前記ポリウレタン繊維が6%濃度の苛性ソーダ水溶液に常温で5分間浸漬後の強度維持率が60%以上であるものであることを特徴とする、請求項1〜4のいずれか1項に記載の体形補整機能を有する衣料。
【請求項6】
前記ポリウレタン繊維がトータル繊度10〜200デシテックスの糸であることを特徴とする、請求項1〜5のいずれか1項に記載の体形補整機能を有する衣料。
【請求項7】
前記カチオン可染ポリエステル繊維がトータル繊度5〜70デシテックスの糸であることを特徴とする、請求項2〜6のいずれか1項に記載の体形補整機能を有する衣料。
【請求項8】
前記ナイロン繊維がトータル繊度10〜100デシテックスの糸であることを特徴とする、請求項2〜7のいずれか1項に記載の体形補整機能を有する衣料。
【請求項9】
前記アルカリ減量速度のより大きい繊維の除去が抜蝕により行われたことを特徴とする、請求項1〜8に記載の体形補整機能を有する衣料。
【請求項10】
アルカリ減量速度の異なる2種以上の繊維とポリウレタン繊維とを含む繊維から構成される布帛に対し、アルカリ減量速度のより大きい繊維を抜蝕により除去する処理を行うことにより締め付け応力の調節を行い、請求項1〜9のいずれか1項に記載の体形補整機能を有する衣料を製造することを特徴とする製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−274499(P2008−274499A)
【公開日】平成20年11月13日(2008.11.13)
【国際特許分類】
【出願番号】特願2007−122442(P2007−122442)
【出願日】平成19年5月7日(2007.5.7)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
【公開日】平成20年11月13日(2008.11.13)
【国際特許分類】
【出願日】平成19年5月7日(2007.5.7)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
[ Back to top ]