
作業工程管理システム及び作業工程管理方法

【課題】部材に対する作業工程をリアルタイムに、かつ精度高く把握する、ことを目的とする。
【解決手段】作業工程管理システム10は、温度を検出する温度検出部14、振動を検出する振動検出部16、並びに温度検出部14及び振動検出部16による検出結果であるICタグ検出情報を部材12に応じた識別番号に関連付けて送信する送信手段を具備するICタグ20が、部材12毎に付される。そして、作業工程管理システム10は、情報処理装置24によって、中継器22で受信されたICタグ検出情報に含まれる部材12毎の識別番号及び検出結果、並びに中継器22の位置に基づいて、各部材12に対する作業工程を判定する。
【解決手段】作業工程管理システム10は、温度を検出する温度検出部14、振動を検出する振動検出部16、並びに温度検出部14及び振動検出部16による検出結果であるICタグ検出情報を部材12に応じた識別番号に関連付けて送信する送信手段を具備するICタグ20が、部材12毎に付される。そして、作業工程管理システム10は、情報処理装置24によって、中継器22で受信されたICタグ検出情報に含まれる部材12毎の識別番号及び検出結果、並びに中継器22の位置に基づいて、各部材12に対する作業工程を判定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、作業工程管理システム及び作業工程管理方法に関するものである。
【背景技術】
【0002】
部材に対して複数の作業工程(以下、「組立工程」という。)を要する場合、組立工程が煩雑となる。
例えば、ボイラの組立工程では、ボイラチューブの溶接加工や機械加工、ヘッダの機械加工、ヘッダへのボイラチューブの溶接加工、及び次工程への部材の搬送等の複数の作業工程を要する。そして、組立工程を管理するために、例えば、組立工程を行う現場において、現場のスタッフが各作業工程の進行状況を調査、記録し、それを集計することで、組立工程を管理する作業を行っていた。
【0003】
このような組立工程の管理方法では、組立工程の正確な管理は難しく、その結果リードタイムの短縮を実現することができなかった。
また、作業工程の把握に時間を要するため、人員の設置や作業工程の優先順位付けも適正なものとすることが難しかった。さらに、複数の注文の組立工程が同一の工場内で進行する場合には、作業工程の管理や品質管理にさらに人的な注意を要していた。
【0004】
そこで、特許文献1には、センサモジュールから送信される圧力および加速度に基づき、台車における加工物品の積載状況や移動状況を検出し、加工物品の積載を検出したときには、その台車の近傍にある加工済物品置場を探索することによって、探索した加工済物品置場に仮置きされた加工物品の物品IDと加工物品が積載された台車の台車IDとを紐付けする工程管理装置が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−75941号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載の工程管理装置では、部材の所在を、部材を搬送する台車の積載状況や移動状況から求めており、部材に対する作業工程の詳細は管理できない。そのため、詳細な作業工程については、人が直接的に確認する必要があった。
【0007】
本発明は、このような事情に鑑みてなされたものであって、部材に対する作業工程をリアルタイムに、かつ精度高く把握することができる、作業工程管理システム及び作業工程管理方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の作業工程管理システム及び作業工程管理方法は以下の手段を採用する。
【0009】
すなわち、本発明に係る作業工程管理システムは、部材毎に付され、温度を検出する温度検出手段、振動を検出する振動検出手段、並びに該温度検出手段及び該振動検出手段による検出結果を該部材に応じた識別番号に関連付けて送信する送信手段を具備するセンサと、前記センサから送信された前記検出結果を受信すると共に、各々異なる位置に設置された複数の受信装置と、前記受信装置によって受信された、前記部材毎の前記識別番号及び前記検出結果、並びに該受信装置の位置に基づいて、各前記部材に対する作業工程を判定する情報処理装置と、を備える。
【0010】
本発明によれば、機械加工や溶接加工等の加工対象となる部材毎に、温度を検出する温度検出手段、振動を検出する振動検出手段、並びに該温度検出手段及び該振動検出手段による検出結果を該部材に応じた識別番号に関連付けて送信する送信手段を具備するセンサが付される。
【0011】
温度検出手段は、部材に対して加工が行われる場合に生じる熱を検出する。また、振動検出手段は、部材に対して加工が行われる場合に生じる振動を検出する。そして、センサは、部材に付されているため、部材と共に移動することとなる。
センサから送信された検出結果は、受信装置によって受信される。受信装置は、各々異なる位置に複数設置されているので、部材と共にセンサが移動しても、センサからの信号を受信した受信装置の位置が、部材の位置に対応することとなる。
【0012】
そして、情報処理装置によって、受信装置で受信された部材毎の識別番号及び検出結果、並びに該受信装置の位置に基づいて、各部材に対する作業工程が判定される。
【0013】
以上のように、本発明は、部材に付されたセンサにより検出された温度及び振動、並びにセンサからの信号を受信した受信装置の位置に基づいて、直接的に各部材に対する作業工程を判定することとなるので、部材に対する作業工程をリアルタイムに、かつ精度高く把握することができる。
さらに、部材毎の作業工程を精度高く把握することができるので、部材に対する作業工程の進捗状況を判断でき、効果的な人員の設置やより高い品質管理が可能となる。また、空きが生じている作業工程を把握できるため、作業スケジュールの変更も容易となり、リードタイムの短縮につながる。
【0014】
また、本発明の作業工程管理システムは、前記情報処理装置が、前記部材に対する作業工程に応じた前記部材の温度変化及び前記部材の振動状態を示す部材状態情報を予め記憶した記憶手段と、前記部材状態情報と前記検出結果とを照合することによって、前記部材に対する作業工程を判定する判定手段と、を備えてもよい。
【0015】
部材に対する作業工程、例えば、機械加工が行われている場合における部材の温度変化や振動状態、溶接加工が行われている場合における部材の温度変化や振動状態、クレーン等による移動が行われている場合における部材の振動状態等は、各々異なり、かつ特有のものである。
そこで、本発明によれば、部材に対する作業工程に応じた部材の温度変化及び部材の振動状態を示し、予め記憶手段に記憶された部材状態情報と、部材に付されたセンサの検出結果とを照合することによって、部材に対する作業工程が判定されるので、より精度高く、かつ簡易に部材に対する作業工程を判定することができる。
【0016】
また、本発明の作業工程管理システムは、前記部材に対して加工を行う加工装置毎に、該加工装置に流れる電流を検出する電流検出装置を備え、前記情報処理装置が、前記電流検出装置による検出結果に基づいて、動作中の前記加工装置を判定してもよい。
【0017】
部材に対して加工を行う加工装置を使用する場合は、該加工装置を駆動させるための電力を必要とする。
そこで、本発明によれば、加工装置に流れる電流を検出する電流検出装置による検出結果に基づいて、動作中の加工装置を判定するので、より精度高く、かつ簡易に部材に対する作業工程を判定することができる。
【0018】
また、本発明の作業工程管理システムは、前記受信装置が、前記部材に対して作業を行う異なる領域毎に設置されてもよい。
【0019】
本発明によれば、部材に対して作業を行う異なる領域毎に受信装置が設置されているので、部材の現在位置をより正確に判定することができる。
【0020】
また、本発明の作業工程管理システムは、前記センサが、前記部材からの熱を遮熱する遮熱手段を介して前記部材に付されてもよい。
【0021】
本発明によれば、センサが遮熱手段を介して部材に付されるので、部材に対して過剰な入熱が有った場合でも、センサの故障を防止できる。
【0022】
また、本発明の作業工程管理システムは、前記部材の重量を検出する重量検出手段を備え、前記情報処理装置が、前記重量検出手段による検出結果に基づいて、前記部材に対する作業の進捗状況を判定してもよい。
【0023】
本発明によれば、より正確に作業の進捗状況を判定することができる。
【0024】
また、本発明の作業工程管理システムは、前記部材に対する溶接量を検出する溶接量検出手段を備え、前記情報処理装置が、前記溶接量検出手段による検出結果に基づいて、前記部材に対する作業の進捗状況を判定してもよい。
【0025】
本発明によれば、より正確に作業の進捗状況を判定することができる。
【0026】
一方、本発明に係る作業工程管理方法は、部材毎に付され、温度を検出する温度検出手段、振動を検出する振動検出手段、並びに該温度検出手段及び該振動検出手段による検出結果を該部材に応じた識別番号に関連付けて送信する送信手段を具備するセンサと、前記センサから送信された前記検出結果を受信すると共に、各々異なる位置に設置された複数の受信装置と、情報処理装置と、を備えたシステムによる作業工程管理方法であって、前記情報処理装置は、複数の前記受信装置によって受信された、前記部材毎の前記識別番号及び前記検出結果、並びに複数の前記受信装置の位置に基づいて、各前記部材に対する作業工程を判定する。
【発明の効果】
【0027】
本発明によれば、部材に対する作業工程をリアルタイムに、かつ精度高く把握することができる、という優れた効果を有する。
【図面の簡単な説明】
【0028】
【図1】本発明の第1実施形態に係る作業工程管理システムの概略構成図である。
【図2】本発明の第1実施形態に係るICタグによる温度及び振動の検出と部材に対する作業工程との関係の一例を示す模式図である。
【図3】本発明の第1実施形態に係る作業工程管理システムを工場に適用した場合の構成図である。
【図4】本発明の第1実施形態に係る情報処理装置の電気的構成を示すブロック図である。
【図5】本発明の第1実施形態に係る情報処理装置による工程判定処理の流れを示すフローチャートである。
【図6】本発明の第1実施形態に係るICタグによる温度及び振動の検出の状態を示す模式図である。
【図7】本発明の第2実施形態に係る重量検出センサと部材との関係を示す模式図である。
【図8】本発明の第2実施形態に係る溶接量検出手段と部材との関係を示す模式図であり、(A)は、溶接量検出手段を溶接ワイヤドラムの重量を検出する重量検出センサとした場合を示し、(B)は、溶接量検出手段を溶接ワイヤドラムの回転数を検出する回転数検出センサとした場合を示す。
【図9】本発明の第3実施形態に係る作業工程管理システムをボイラの建設工事に適用した場合の構成図である。
【発明を実施するための形態】
【0029】
以下に、本発明に係る作業工程管理システム及び作業工程管理方法の一実施形態について、図面を参照して説明する。
【0030】
〔第1実施形態〕
図1は、本第1実施形態に係る作業工程管理システム10の概略構成図である。
本第1実施形態に係る作業工程管理システム10は、部材12に対して機械加工や溶接加工等の作業工程を管理する。
部材12とは、例えばボイラを構成するヘッダであり、機械加工とは、ヘッダに対して行う穴開け加工や溶接を行うための開先加工等である。機械加工では、部材12に振動が生じる。溶接加工では、部材12に機械加工よりも大きな温度上昇と小さな振動が生じる。また、部材12をクレーン等で移動させる場合は、部材12により大きな振動が生じる。
【0031】
そこで、本第1実施形態に係る作業工程管理システム10は、部材12毎に付され、温度を検出する温度検出部14、振動を検出する振動検出部16、並びに温度検出部14及び振動検出部16による検出結果(以下、「ICタグ検出情報」という。)を部材12に応じた識別番号に関連付けて送信する送信部18を具備するICタグ20が、部材12毎に付される。そして、作業工程管理システム10は、ICタグ20から送信されたICタグ検出情報を受信すると共に、各々異なる位置に設置された複数の中継器22を備え、情報処理装置24によって、中継器22によって受信された、部材12毎の識別番号及び検出結果、並びに該中継器22の位置に基づいて、各部材12に対する作業工程の判定を行う(以下、「工程判定処理」という。)。
【0032】
温度検出部14は、例えば、熱電対を有する温度センサであり、部材12に対して加工が行われる場合に生じる温度上昇(熱)を検出することとなる。また、振動検出部16は、例えば、加速度センサであり、部材12に対して加工が行われる場合に生じる振動を検出することとなる。
【0033】
そして、ICタグ20は、部材12に付されているため、部材12と共に移動することとなる。
なお、本第1実施形態に係るICタグ20は、一例として、マグネット25によって部材12に取り付けられる。なお、ICタグ20とマグネット25との間には、部材12からの熱を遮熱する遮熱部30が設けられている。遮熱部30は、ICタグ20に取り付けられる保温材30A、及び保温材30Aの下面4隅に設けられ、マグネット25に取り付けられるスペーサ30Bで構成される。すなわち、保温材30Aとマグネット25との間にはスペーサ30Bによって空気層が形成されることとなる。これにより、部材12に対して過剰な入熱が有った場合でも、ICタグ20の故障が防止される。
【0034】
ICタグ20から、中継器22への通信は、無線通信(例えばZigBee(登録商標))により行われる。各中継器22で受信されたICタグ検出情報は、統合機26(例えばZigBeeコーディネータ)で統合されて、情報処理装置24へ送信される。なお、ICタグ20は、所定間隔毎(例えば1秒毎)にICタグ検出情報を中継器22へ送信する。
【0035】
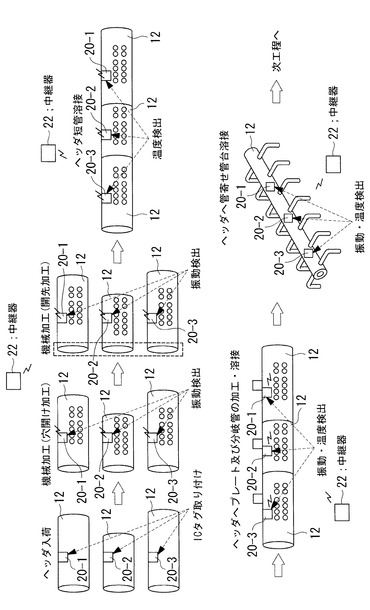
図2は、本第1実施形態に係るICタグ20による温度及び振動の検出と部材12に対する作業工程との関係の一例を示す模式図である。なお、以下の説明では、部材12を、ボイラを構成するためのヘッダとして説明する。
【0036】
まず、部材12であるヘッダが入荷されると、各部材12毎にICタグ20(ICタグ20−1〜20−3)が取り付けられる。なお、ICタグ20の取り付け位置は、部材12に対して行われる作業工程に基づいて、予め推奨位置が定められている。
【0037】
その後、ヘッダに対して、機械加工や溶接加工等の加工が行われる。
ヘッダに対して機械加工である穴開け加工又は開先加工が行われている場合には、ICタグ20は、主にヘッダに生じる振動の変化を検出することとなる。
一方、ヘッダ同士を溶接する場合には、ICタグ20は、主にヘッダに生じる熱(温度上昇)を検出することとなる。
さらに、ヘッダへプレート及び分岐管を取り付けるための機械加工や溶接加工が行われる場合や、ヘッダへの管寄せ及び管台(ボイラチューブ)の溶接を行う場合は、ICタグ20は、ヘッダに生じる振動や温度上昇を検出することとなる。
【0038】
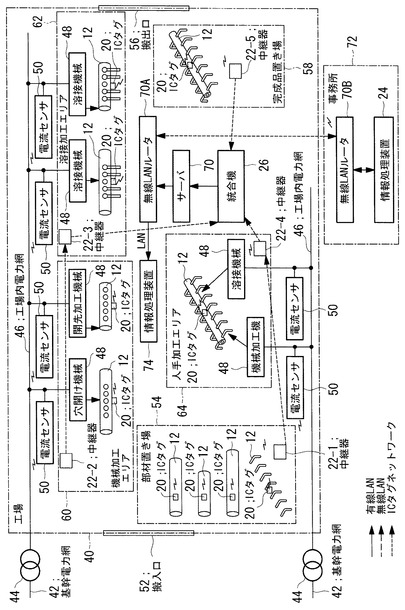
図3は、本第1実施形態に係る作業工程管理システム10を工場40に適用した場合の具体的な構成図である。
工場40は、基幹電力網42から変圧器44を介して工場内電力網46へ電力が供給される。工場40には、部材12に対して加工を行う各種加工装置48(穴開け機械、開先加工機械、溶接機械等)や部材12を移動させる例えばクレーン等の移動装置(不図示)が設置されている。
各種加工装置48は、工場内電力網46に電気的に接続され、工場内電力網46から電力の供給を受け、動作する。なお、加工装置48毎に、該加工装置48に流れる電流を検出する電流センサが備えられており、電流センサ50による検出結果(以下、「電流検出情報」という。)は、中継器22へ送信される。
【0039】
また、工場40内は、部材12に対する作業に応じて、複数の領域に区分けされている。例えば、部材12を搬入する搬入口52の近くには、加工前の部材12を保管するための部材置き場54が設けられ、搬出口56の近くには、加工後の完成品を保管するための完成品置き場58が設けられている。そして、部材置き場54と完成品置き場58との間には、部材12に対して機械加工を行うための機械加工エリア60、部材12に対して溶接加工を行うための溶接加工エリア62、部材12に対して人手による加工を行うための人手加工エリア64が設けられている。
すなわち、部材12は、部材置き場54、機械加工エリア60、溶接加工エリア62、人手加工エリア64の順に移動しながら加工され、完成品置き場58で保管された後に搬出口56から搬出される。なお、部材12は、各領域間をクレーン等によって搬送されることによって、移動する。
【0040】
そして、中継器22(中継器22−1〜22−5)は、各領域毎に設置されている。図3の例では、部材置き場54には中継器22−1が設置され、機械加工エリア60には中継器22−2が設置され、溶接加工エリア62には中継器22−3が設置され、人手加工エリア64には中継器22−4が設置され、完成品置き場58には中継器22−5が設置される。そして、各領域毎の中継器22は、各領域に移動した部材12に付されたICタグ20から送信されるICタグ検出情報を受信することとなる。
【0041】
なお、統合機26までの距離が長い中継器22は、より統合機26までの距離が短い他の中継器22を経由して、ICタグ検出情報を統合機26へ送信する。例えば、部材置き場54に設置された中継器22−1は、統合機26により近い人手加工エリア64に設置された中継器22−4を経由してICタグ検出情報を統合機26へ送信する。
また、中継器22で受信されたICタグ検出情報は、受信された中継器22が設置されている位置を示した位置情報が付加されて、統合機26へ送信される。
【0042】
統合機26は、複数の中継器22から受信した複数のICタグ検出情報を統合して、サーバ70へ送信する。なお、統合機26とサーバ70とは、一例としてシリアル通信によって通信が行われる。
【0043】
サーバ70で受信されたICタグ検出情報は、サーバ70から有線LANを介して無線LANルータ70Aへ送信される。無線LANルータ70Aへ送信されたICタグ検出情報は、事務所72に設置された無線LANルータ70Bを介して、事務所72に設置された情報処理装置24へ送信される。
なお、電流センサ50から送信された電流検出情報も、ICタグ検出情報と同様に中継器22を介して情報処理装置24へ送信される。
【0044】
情報処理装置24は、受信したICタグ検出情報及び電流検出情報に基づいて、工程判定処理を行う。そして、情報処理装置24は、工程判定処理の結果を示した画像情報を生成する。この画像情報は、無線LANルータ70A,70Bを介して工場40内に設置された情報処理装置74へ送信される。
情報処理装置74は、受信した画像情報に基づいた画像を画像表示部(モニタ)に表示する。これにより、工場40内の人員は、部材12に対する作業工程の進行状況を容易に確認することができる。
【0045】
次に、情報処理装置24で行われる工程判定処理について説明する。
【0046】
図4は、本第1実施形態に係る情報処理装置24の電気的構成を示すブロック図である。
本第1実施形態に係る情報処理装置24は、情報処理装置24全体の動作を司るCPU(Central Processing Unit)80、各種プログラム及び各種データ等が予め記憶されたROM(Read Only Memory)82、CPU80による各種プログラムの実行時のワークエリア等として用いられるRAM(Random Access Memory)84、各種プログラム及び各種データを記憶する例えばHDD(Hard Disk Drive)等の記憶装置86を備えている。
【0047】
ここで、部材12に対する作業工程、例えば、機械加工が行われている場合における部材12の温度変化や振動状態、溶接加工が行われている場合における部材12の温度変化や振動状態、クレーン等による移動が行われている場合における部材12の振動状態等は、各々異なり、かつ特有のものである。
そのため、本第1実施形態に係る記憶装置86には、部材12に対する作業工程に応じた部材12の温度変化及び部材12の振動状態を示す部材状態情報が予め記憶されている。
【0048】
さらに、情報処理装置24は、キーボード及びマウス等から構成され、各種操作の入力を受け付ける操作入力部88、各種画像を表示する、例えば液晶ディスプレイ装置等の画像表示部90、通信回線を介して統合機26を含む他の情報処理装置等と接続され、他の情報処理装置等との間で各種データの送受信を行う外部インタフェース92を備えている。
【0049】
これらCPU80、ROM82、RAM84、記憶装置86、操作入力部88、画像表示部90、及び外部インタフェース92は、システムバス94を介して相互に電気的に接続されている。従って、CPU80は、ROM82、RAM84、及び記憶装置86へのアクセス、操作入力部88に対する操作状態の把握、画像表示部90に対する画像の表示、並びに外部インタフェース92を介した他の情報処理装置等との各種データの送受信等を各々行なうことができる。
【0050】
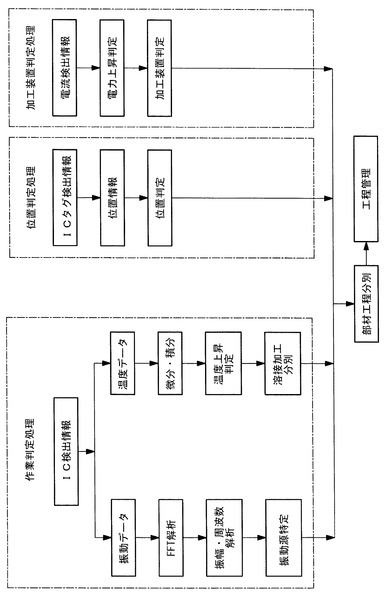
図5は、本第1実施形態に係る情報処理装置24による工程判定処理の流れを示すフローチャートである。
工程判定処理には、部材12に対して行っている作業を判定する作業判定処理、部材12の位置を判定する位置判定処理、部材12に対して加工を行っている加工装置48を判定する加工装置判定処理が含まれている。
【0051】
作業判定処理は、まず、受信したIC検出情報から、振動検出部16による検出結果を示す振動データと温度検出部14による検出結果を示す温度データを抽出する。
そして、振動データは、例えばFFT(高速フーリエ変換)解析により解析され、振幅、周波数が解析され、部材状態情報に基づいて部材12の振動源を特定する。
一方、温度データは、例えば微分処理又は積分処理によって、温度が上昇しているか否かが判定され、判定結果に基づいて溶接加工の期間が分別される。
【0052】
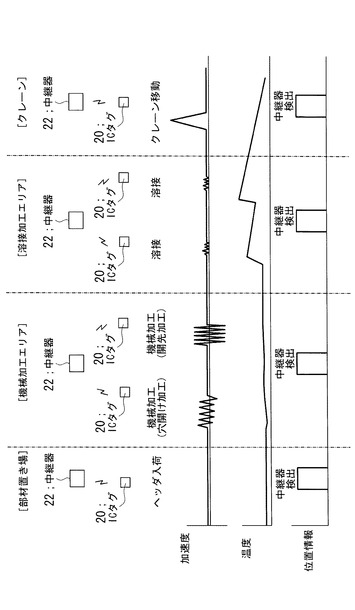
ここで、図6を用いて、作業判定処理について具体的に説明する。
部材12の振動は、上述したように、加速度として検出されるが、部材12(ヘッダ)が入荷し、部材置き場54に保管されている場合は、加速度は検出されない。
【0053】
部材12が機械加工エリア60で機械加工される場合は、部材12に振動が生じるので、加速度が検出される。そして、穴開け加工と開先加工とでは、異なる振幅及び周波数が検出される。また、部材12が溶接加工エリア62で溶接加工される場合も、部材12に振動が生じるので、加速度が検出される。しかし、溶接加工の場合は、機械加工に比べてその振幅は小さく、周波数も異なる。
【0054】
さらに、部材12がクレーンによって移動されている場合は、機械加工や溶接加工に比べて、周波数は短いものの振幅が大きい振動が部材12に生じる。
【0055】
このような、部材12に対する作業に応じた振動状態として、作業工程毎の加速度の周波数及び振幅が部材状態情報として記憶されている。
そこで、本第1実施形態では、解析により求められた振幅及び周波数を部材状態情報で照会することによって、部材12の振動源、すなわち、部材12に対する作業工程を特定する。
【0056】
一方、部材12の温度変化は、部材12が入荷し、部材置き場54に保管されている場合や機械加工が行われている場合には検出されない。検出されたとしても、大きな温度変化ではない。
しかし、部材12が溶接加工エリア62で溶接加工される場合は、大きな温度上昇が検出されることとなる。そのため、部材状態情報として、部材12の温度上昇が溶接に起因することを示す温度の閾値が定められ、作業判定処理は、温度データが該閾値を超えている場合、部材12に対して溶接が行われていると判定する。
【0057】
また、溶接が終了しても、部材12の温度はすぐに下降せず、徐々に下降するため、温度変化だけでは、溶接が実際に行われている期間を特定することは難しい。そこで、検出された部材12の振動状態も加味することで、溶接が行われている期間を正確に特定できる。すなわち、作業判定処理は、振動が生じると共に温度が上昇している期間を、部材12に対して溶接を行っている期間である判定する。
【0058】
また、位置判定処理は、ICタグ検出情報に付加されている位置情報を抽出し、図6に示されるように、位置情報により示される中継器22の位置を部材12が位置する場所であると判定する。
【0059】
さらに、加工装置判定処理は、電流検出情報から、電流の増加、すなわち電力の増加の有無を判定し、電力が増加したと判定した電流検出情報に対応する加工装置48を、部材12を加工している動作中の加工装置48と判定する。
【0060】
そして、情報処理装置24は、ICタグ検出情報に関連付けられている識別番号に応じて、各部材12毎に作業工程を分別する。そして、情報処理装置24は、分別結果に基づいて、作業工程の管理を行う。作業工程の管理としては、各部材12毎の作業工程を図示した画像を生成する処理や、部材12に対する加工を行っていない領域(機械加工エリア、溶接加工エリア、人手加工エリア)の有無や、使用していないクレーンの有無を判定する。この判定結果は、例えば、部材に対する作業スケジュールの見直し等に用いられる。
【0061】
以上説明したように、本第1実施形態に係る作業工程管理システム10は、温度を検出する温度検出部14、振動を検出する振動検出部16、並びに温度検出部14及び振動検出部16による検出結果であるICタグ検出情報を部材12に応じた識別番号に関連付けて送信する送信手段を具備するICタグ20が、部材12毎に付される。そして、作業工程管理システム10は、情報処理装置24によって、中継器22で受信されたICタグ検出情報に含まれる部材12毎の識別番号及び検出結果、並びに中継器22の位置に基づいて、各部材12に対する作業工程を判定する。
【0062】
従って、作業工程管理システム10は、部材12に付されたICタグ20により検出された温度及び振動、並びにICタグ検出情報を受信した中継器22の位置に基づいて、直接的に各部材12に対する作業工程を判定することとなるので、部材12に対する作業工程をリアルタイムに、かつ精度高く把握することができる。
さらに、作業工程管理システム10は、部材12毎の作業工程を精度高く把握することができるので、部材12に対する作業工程の進捗状況を判断でき、効果的な人員の設置やより高い品質管理が可能となる。また、空きが生じている作業工程を把握できるため、作業スケジュールの変更も容易となり、リードタイムの短縮につながる。
【0063】
また、本第1実施形態に係る作業工程管理システム10は、情報処理装置24が、部材12に対する作業工程に応じた部材12の温度変化及び部材12の振動状態を示す部材状態情報を予め記憶し、部材状態情報とICタグ検出情報とを照合することによって、部材12に対する作業工程を判定する。
従って、作業工程管理システム10は、より精度高く、かつ簡易に部材12に対する作業工程を判定することができる。
【0064】
また、本第1実施形態に係る作業工程管理システム10は、加工装置48に流れる電流を検出する電流センサ50による検出結果に基づいて、動作中の加工装置48を判定するので、より精度高く、かつ簡易に部材に対する作業工程を判定することができる。
【0065】
また、本第1実施形態に係る作業工程管理システム10は、部材12に対して作業を行う異なる領域毎に中継器22が設置されているので、部材12の現在位置をより正確に判定することができる。
【0066】
また、本第1実施形態に係る作業工程管理システム10は、ICタグ20が遮熱部30を介して部材12に付されるので、部材12に対して過剰な入熱が有った場合でも、ICタグ20の故障を防止できる。
【0067】
〔第2実施形態〕
以下、本発明の第2実施形態について説明する。本第2実施形態では、部材12に対する作業工程の進捗状況を判定する方法について説明する。
【0068】
本第2実施形態では、部材12の重量を検出する重量検出センサ110(ロードセル)を備え、情報処理装置24は、重量検出センサ110による検出結果に基づいて、部材12に対する作業の進捗状況を判定する。
【0069】
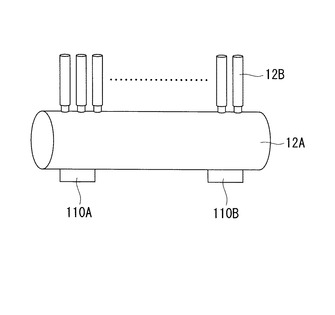
図7は、重量検出センサ110と部材12(一例としてヘッダ12A)との関係を示す模式図である。なお、ヘッダ12Aは、複数の他の部材12Bが溶接されることとなる。
本第2実施形態に係る重量検出センサ110は、架台と一体化されており、部材12を支えるように部材12の下側に複数(図7の例では2つ、重量検出センサ110A,110B)設けられている。
【0070】
ヘッダ12Aの長手方向へ複数の部材12Bが順次溶接される際に、重量検出センサ110A,110Bによる重量の検出が行われる。なお、本第2実施形態では、一例として、重量検出センサ110Aが設けられている側から、重量検出センサ110Bが設けられている方向へ部材12Bの溶接が行われる。
重量検出センサ110A,110Bによる検出結果である重量情報は、ICタグ検出情報と同様に中継器22を介して情報処理装置24へ送信される。
【0071】
情報処理装置24へ送信された重量情報は、ヘッダ12Aと部材12Bの溶接作業の進捗状況を把握するために用いられる。具体的には、情報処理装置24が、ヘッダ12Aのどの位置(長手方向の位置)に部材12Bが溶接されたかを、重量情報に基づいた重量配分や重量の増加の変化から判定する。
【0072】
例えば、ヘッダ12Aのみが重量検出センサ110A,110Bへ載置されたときの重量を基準重量とする。そして、部材12Bが溶接されると共に、重量検出センサ110A,110Bによって検出された重量が増加するので、情報処理装置24は、重量検出センサ110A,110Bで検出された重量の変化から重量配分及び重量の増加の変化を判定することによって、溶接作業の進捗状況を判定する。
図7に示される例では、ヘッダ12Aへ溶接される部材12Bの数が少ないうちは、重量検出センサ110Aよりも重量検出センサ110Bの方が軽い検出値を示し、部材12Bの溶接数が増えるに連れて、重量検出センサ110Bの検出値が重量検出センサ110Aに近づく。そして、情報処理装置24は、重量検出センサ110A,110Bによる検出値が溶接の終了時における重量(該重量は、図面等から予め把握され、情報処理装置24に記憶されている。)に達した場合に、溶接作業が終了したと判定する。
従って、本第2実施形態に係る作業工程管理システム10は、より正確に作業の進捗状況を判定することができる。
【0073】
また、本第2実施形態に係る作業工程管理システム10は、部材12に対する溶接量を検出する溶接量検出手段を備え、情報処理装置24が、溶接量検出手段による検出結果に基づいて、部材12に対する作業の進捗状況を判定してもよい。
【0074】
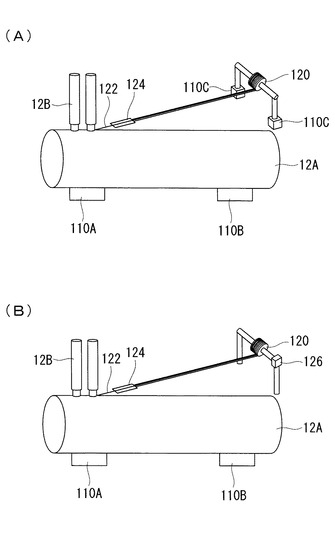
ここで、本第2実施形態では、溶接ワイヤドラム120に巻きつけられている溶接ワイヤ122を用いることによって、ヘッダ12Aと部材12Bとの溶接が行われる(図8参照)。
【0075】
図8は、本発明の第2実施形態に係る溶接量検出手段と部材12との関係を示す模式図であり、図8(A)は、溶接量検出手段を溶接ワイヤドラム120の重量を検出する重量検出センサ110Cとした場合を示す。
図8(A)に示されるように、溶接ワイヤドラム120に巻きつけられた溶接ワイヤ122は、溶接ホルダ124によって送出される。溶接ワイヤ122は、溶接のために溶融され、消費される。このため、溶接ワイヤドラム120は、溶接ワイヤ122を溶接部分へ補充するために回転し、溶接ホルダ124へ溶接ワイヤ122を送出する。
そこで、溶接ワイヤドラム120に重量検出センサ110Cが備えられ、重量検出センサ110Cによる検出結果である重量情報は、ICタグ検出情報と同様に中継器22を介して情報処理装置24へ送信される。
【0076】
情報処理装置24へ送信された重量検出センサ110Cからの重量情報は、ヘッダ12Aと部材12Bの溶接作業の進捗状況を把握するために用いられる。
重量検出センサ110Cからの重量情報の時間変化、すなわち、重量の減少量は、溶接ワイヤ122の消費量を示している。そこで、情報処理装置24は、減少している重量と、既知とされている、ヘッダ12Aと部材12Bとの溶接で消費される溶接ワイヤ122の重量とに基づいて、溶接ワイヤ122を用いた溶接量を算出し、溶接作業の進捗状況を判定する。
これにより、本第2実施形態に係る作業工程管理システム10は、より正確に作業の進捗状況を判定することができる。
【0077】
一方、図8(B)は、溶接量検出手段を溶接ワイヤドラム120の回転数を検出する回転数検出センサ126とした場合を示す。
回転数検出センサ126による検出結果である回転数情報は、ICタグ検出情報と同様に中継器22を介して情報処理装置24へ送信される。
【0078】
情報処理装置24へ送信された回転数検出センサ126からの回転数情報は、ヘッダ12Aと部材12Bの溶接作業の進捗状況を把握するために用いられる。
溶接ワイヤドラム120の回転数は、溶接ワイヤ122の送出量、すなわち溶接ワイヤ122の消費量を示している。そこで、情報処理装置24は、検出された回転数から算出される溶接ワイヤ122の長さと、既知とされている、ヘッダ12Aと部材12Bとの溶接で消費される溶接ワイヤ122の長さとに基づいて、溶接ワイヤ122を用いた溶接量を算出し、溶接作業の進捗状況を判定する。
これにより、本第2実施形態に係る作業工程管理システム10は、より正確に作業の進捗状況を判定することができる。
【0079】
〔第3実施形態〕
以下、本発明の第3実施形態について説明する。
【0080】
なお、本第3実施形態では、作業工程管理システム10を工事現場に適用する場合について説明する。
【0081】
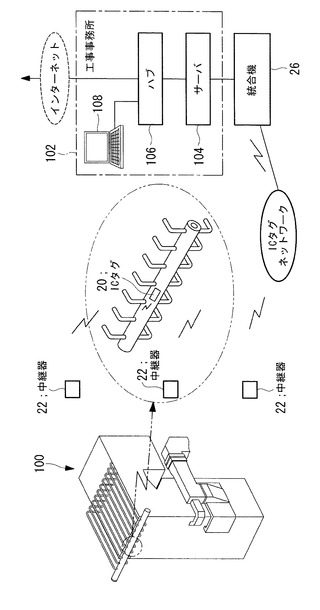
図9は、作業工程管理システム10を一例としてボイラの建設工事に適用した場合の構成図である。
本第3実施形態では、建設途中のボイラ100の近辺に、中継器22を設置する。そして、ボイラ100を構成するための各種部材12にICタグ20を付した状態で、ボイラ100が組み立てられる。
【0082】
各ICタグ20から送信されるICタグ検出情報は、中継器22を介して統合機26へ送信され、統合機26で統合された後に、工事事務所102に設置されたサーバ104やハブ106を介して情報処理装置108へ送信され、解析されたり、インターネットを介して他の事務所に設置された情報処理装置へ送信される。
【0083】
そして、情報処理装置108は、受信したICタグ検出情報に基づいて、各部材12の状態(移動中、溶接作業中、取付済み等)を判定する。これにより、工事現場における部材12に対する作業工程の把握や、部材12の工事現場への入荷状況の確認が容易となる。
なお、ボイラ100の建設が終了すると、各部材12に付されたICタグ20は取り外され、初期化された後に、再利用されることとなる。
【0084】
以上、本発明を、上記各実施形態を用いて説明したが、本発明の技術的範囲は上記実施形態に記載の範囲には限定されない。発明の要旨を逸脱しない範囲で上記各実施形態に多様な変更または改良を加えることができ、該変更または改良を加えた形態も本発明の技術的範囲に含まれる。
【0085】
例えば、上記各実施形態では、ICタグ20が温度検出部14及び振動検出部16を具備する形態について説明したが、本発明は、これに限定されるものではなく、ICタグ20が集音器(マイク)を更に具備する形態としてもよい。
この形態では、部材12の周りの環境音を検出することとなるので、より精度高く部材12に対する作業工程を判定することができる。
【0086】
また、上記各実施形態では、ICタグ20をマグネット25によって部材12へ取り付ける形態について説明したが、本発明は、これに限定されるものではなく、ICタグ20を接着剤や接着テープ等他の手段により取り付ける形態としてもよい。
【符号の説明】
【0087】
10 作業工程管理システム
12 部材
14 温度検出部
16 振動検出部
20 ICタグ
22 中継器
24 情報処理装置
30 遮熱部
50 電流センサ
80 CPU
86 記憶装置
110A 重量検出センサ
110B 重量検出センサ
110C 重量検出センサ
126 回転数検出センサ
【技術分野】
【0001】
本発明は、作業工程管理システム及び作業工程管理方法に関するものである。
【背景技術】
【0002】
部材に対して複数の作業工程(以下、「組立工程」という。)を要する場合、組立工程が煩雑となる。
例えば、ボイラの組立工程では、ボイラチューブの溶接加工や機械加工、ヘッダの機械加工、ヘッダへのボイラチューブの溶接加工、及び次工程への部材の搬送等の複数の作業工程を要する。そして、組立工程を管理するために、例えば、組立工程を行う現場において、現場のスタッフが各作業工程の進行状況を調査、記録し、それを集計することで、組立工程を管理する作業を行っていた。
【0003】
このような組立工程の管理方法では、組立工程の正確な管理は難しく、その結果リードタイムの短縮を実現することができなかった。
また、作業工程の把握に時間を要するため、人員の設置や作業工程の優先順位付けも適正なものとすることが難しかった。さらに、複数の注文の組立工程が同一の工場内で進行する場合には、作業工程の管理や品質管理にさらに人的な注意を要していた。
【0004】
そこで、特許文献1には、センサモジュールから送信される圧力および加速度に基づき、台車における加工物品の積載状況や移動状況を検出し、加工物品の積載を検出したときには、その台車の近傍にある加工済物品置場を探索することによって、探索した加工済物品置場に仮置きされた加工物品の物品IDと加工物品が積載された台車の台車IDとを紐付けする工程管理装置が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−75941号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載の工程管理装置では、部材の所在を、部材を搬送する台車の積載状況や移動状況から求めており、部材に対する作業工程の詳細は管理できない。そのため、詳細な作業工程については、人が直接的に確認する必要があった。
【0007】
本発明は、このような事情に鑑みてなされたものであって、部材に対する作業工程をリアルタイムに、かつ精度高く把握することができる、作業工程管理システム及び作業工程管理方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の作業工程管理システム及び作業工程管理方法は以下の手段を採用する。
【0009】
すなわち、本発明に係る作業工程管理システムは、部材毎に付され、温度を検出する温度検出手段、振動を検出する振動検出手段、並びに該温度検出手段及び該振動検出手段による検出結果を該部材に応じた識別番号に関連付けて送信する送信手段を具備するセンサと、前記センサから送信された前記検出結果を受信すると共に、各々異なる位置に設置された複数の受信装置と、前記受信装置によって受信された、前記部材毎の前記識別番号及び前記検出結果、並びに該受信装置の位置に基づいて、各前記部材に対する作業工程を判定する情報処理装置と、を備える。
【0010】
本発明によれば、機械加工や溶接加工等の加工対象となる部材毎に、温度を検出する温度検出手段、振動を検出する振動検出手段、並びに該温度検出手段及び該振動検出手段による検出結果を該部材に応じた識別番号に関連付けて送信する送信手段を具備するセンサが付される。
【0011】
温度検出手段は、部材に対して加工が行われる場合に生じる熱を検出する。また、振動検出手段は、部材に対して加工が行われる場合に生じる振動を検出する。そして、センサは、部材に付されているため、部材と共に移動することとなる。
センサから送信された検出結果は、受信装置によって受信される。受信装置は、各々異なる位置に複数設置されているので、部材と共にセンサが移動しても、センサからの信号を受信した受信装置の位置が、部材の位置に対応することとなる。
【0012】
そして、情報処理装置によって、受信装置で受信された部材毎の識別番号及び検出結果、並びに該受信装置の位置に基づいて、各部材に対する作業工程が判定される。
【0013】
以上のように、本発明は、部材に付されたセンサにより検出された温度及び振動、並びにセンサからの信号を受信した受信装置の位置に基づいて、直接的に各部材に対する作業工程を判定することとなるので、部材に対する作業工程をリアルタイムに、かつ精度高く把握することができる。
さらに、部材毎の作業工程を精度高く把握することができるので、部材に対する作業工程の進捗状況を判断でき、効果的な人員の設置やより高い品質管理が可能となる。また、空きが生じている作業工程を把握できるため、作業スケジュールの変更も容易となり、リードタイムの短縮につながる。
【0014】
また、本発明の作業工程管理システムは、前記情報処理装置が、前記部材に対する作業工程に応じた前記部材の温度変化及び前記部材の振動状態を示す部材状態情報を予め記憶した記憶手段と、前記部材状態情報と前記検出結果とを照合することによって、前記部材に対する作業工程を判定する判定手段と、を備えてもよい。
【0015】
部材に対する作業工程、例えば、機械加工が行われている場合における部材の温度変化や振動状態、溶接加工が行われている場合における部材の温度変化や振動状態、クレーン等による移動が行われている場合における部材の振動状態等は、各々異なり、かつ特有のものである。
そこで、本発明によれば、部材に対する作業工程に応じた部材の温度変化及び部材の振動状態を示し、予め記憶手段に記憶された部材状態情報と、部材に付されたセンサの検出結果とを照合することによって、部材に対する作業工程が判定されるので、より精度高く、かつ簡易に部材に対する作業工程を判定することができる。
【0016】
また、本発明の作業工程管理システムは、前記部材に対して加工を行う加工装置毎に、該加工装置に流れる電流を検出する電流検出装置を備え、前記情報処理装置が、前記電流検出装置による検出結果に基づいて、動作中の前記加工装置を判定してもよい。
【0017】
部材に対して加工を行う加工装置を使用する場合は、該加工装置を駆動させるための電力を必要とする。
そこで、本発明によれば、加工装置に流れる電流を検出する電流検出装置による検出結果に基づいて、動作中の加工装置を判定するので、より精度高く、かつ簡易に部材に対する作業工程を判定することができる。
【0018】
また、本発明の作業工程管理システムは、前記受信装置が、前記部材に対して作業を行う異なる領域毎に設置されてもよい。
【0019】
本発明によれば、部材に対して作業を行う異なる領域毎に受信装置が設置されているので、部材の現在位置をより正確に判定することができる。
【0020】
また、本発明の作業工程管理システムは、前記センサが、前記部材からの熱を遮熱する遮熱手段を介して前記部材に付されてもよい。
【0021】
本発明によれば、センサが遮熱手段を介して部材に付されるので、部材に対して過剰な入熱が有った場合でも、センサの故障を防止できる。
【0022】
また、本発明の作業工程管理システムは、前記部材の重量を検出する重量検出手段を備え、前記情報処理装置が、前記重量検出手段による検出結果に基づいて、前記部材に対する作業の進捗状況を判定してもよい。
【0023】
本発明によれば、より正確に作業の進捗状況を判定することができる。
【0024】
また、本発明の作業工程管理システムは、前記部材に対する溶接量を検出する溶接量検出手段を備え、前記情報処理装置が、前記溶接量検出手段による検出結果に基づいて、前記部材に対する作業の進捗状況を判定してもよい。
【0025】
本発明によれば、より正確に作業の進捗状況を判定することができる。
【0026】
一方、本発明に係る作業工程管理方法は、部材毎に付され、温度を検出する温度検出手段、振動を検出する振動検出手段、並びに該温度検出手段及び該振動検出手段による検出結果を該部材に応じた識別番号に関連付けて送信する送信手段を具備するセンサと、前記センサから送信された前記検出結果を受信すると共に、各々異なる位置に設置された複数の受信装置と、情報処理装置と、を備えたシステムによる作業工程管理方法であって、前記情報処理装置は、複数の前記受信装置によって受信された、前記部材毎の前記識別番号及び前記検出結果、並びに複数の前記受信装置の位置に基づいて、各前記部材に対する作業工程を判定する。
【発明の効果】
【0027】
本発明によれば、部材に対する作業工程をリアルタイムに、かつ精度高く把握することができる、という優れた効果を有する。
【図面の簡単な説明】
【0028】
【図1】本発明の第1実施形態に係る作業工程管理システムの概略構成図である。
【図2】本発明の第1実施形態に係るICタグによる温度及び振動の検出と部材に対する作業工程との関係の一例を示す模式図である。
【図3】本発明の第1実施形態に係る作業工程管理システムを工場に適用した場合の構成図である。
【図4】本発明の第1実施形態に係る情報処理装置の電気的構成を示すブロック図である。
【図5】本発明の第1実施形態に係る情報処理装置による工程判定処理の流れを示すフローチャートである。
【図6】本発明の第1実施形態に係るICタグによる温度及び振動の検出の状態を示す模式図である。
【図7】本発明の第2実施形態に係る重量検出センサと部材との関係を示す模式図である。
【図8】本発明の第2実施形態に係る溶接量検出手段と部材との関係を示す模式図であり、(A)は、溶接量検出手段を溶接ワイヤドラムの重量を検出する重量検出センサとした場合を示し、(B)は、溶接量検出手段を溶接ワイヤドラムの回転数を検出する回転数検出センサとした場合を示す。
【図9】本発明の第3実施形態に係る作業工程管理システムをボイラの建設工事に適用した場合の構成図である。
【発明を実施するための形態】
【0029】
以下に、本発明に係る作業工程管理システム及び作業工程管理方法の一実施形態について、図面を参照して説明する。
【0030】
〔第1実施形態〕
図1は、本第1実施形態に係る作業工程管理システム10の概略構成図である。
本第1実施形態に係る作業工程管理システム10は、部材12に対して機械加工や溶接加工等の作業工程を管理する。
部材12とは、例えばボイラを構成するヘッダであり、機械加工とは、ヘッダに対して行う穴開け加工や溶接を行うための開先加工等である。機械加工では、部材12に振動が生じる。溶接加工では、部材12に機械加工よりも大きな温度上昇と小さな振動が生じる。また、部材12をクレーン等で移動させる場合は、部材12により大きな振動が生じる。
【0031】
そこで、本第1実施形態に係る作業工程管理システム10は、部材12毎に付され、温度を検出する温度検出部14、振動を検出する振動検出部16、並びに温度検出部14及び振動検出部16による検出結果(以下、「ICタグ検出情報」という。)を部材12に応じた識別番号に関連付けて送信する送信部18を具備するICタグ20が、部材12毎に付される。そして、作業工程管理システム10は、ICタグ20から送信されたICタグ検出情報を受信すると共に、各々異なる位置に設置された複数の中継器22を備え、情報処理装置24によって、中継器22によって受信された、部材12毎の識別番号及び検出結果、並びに該中継器22の位置に基づいて、各部材12に対する作業工程の判定を行う(以下、「工程判定処理」という。)。
【0032】
温度検出部14は、例えば、熱電対を有する温度センサであり、部材12に対して加工が行われる場合に生じる温度上昇(熱)を検出することとなる。また、振動検出部16は、例えば、加速度センサであり、部材12に対して加工が行われる場合に生じる振動を検出することとなる。
【0033】
そして、ICタグ20は、部材12に付されているため、部材12と共に移動することとなる。
なお、本第1実施形態に係るICタグ20は、一例として、マグネット25によって部材12に取り付けられる。なお、ICタグ20とマグネット25との間には、部材12からの熱を遮熱する遮熱部30が設けられている。遮熱部30は、ICタグ20に取り付けられる保温材30A、及び保温材30Aの下面4隅に設けられ、マグネット25に取り付けられるスペーサ30Bで構成される。すなわち、保温材30Aとマグネット25との間にはスペーサ30Bによって空気層が形成されることとなる。これにより、部材12に対して過剰な入熱が有った場合でも、ICタグ20の故障が防止される。
【0034】
ICタグ20から、中継器22への通信は、無線通信(例えばZigBee(登録商標))により行われる。各中継器22で受信されたICタグ検出情報は、統合機26(例えばZigBeeコーディネータ)で統合されて、情報処理装置24へ送信される。なお、ICタグ20は、所定間隔毎(例えば1秒毎)にICタグ検出情報を中継器22へ送信する。
【0035】
図2は、本第1実施形態に係るICタグ20による温度及び振動の検出と部材12に対する作業工程との関係の一例を示す模式図である。なお、以下の説明では、部材12を、ボイラを構成するためのヘッダとして説明する。
【0036】
まず、部材12であるヘッダが入荷されると、各部材12毎にICタグ20(ICタグ20−1〜20−3)が取り付けられる。なお、ICタグ20の取り付け位置は、部材12に対して行われる作業工程に基づいて、予め推奨位置が定められている。
【0037】
その後、ヘッダに対して、機械加工や溶接加工等の加工が行われる。
ヘッダに対して機械加工である穴開け加工又は開先加工が行われている場合には、ICタグ20は、主にヘッダに生じる振動の変化を検出することとなる。
一方、ヘッダ同士を溶接する場合には、ICタグ20は、主にヘッダに生じる熱(温度上昇)を検出することとなる。
さらに、ヘッダへプレート及び分岐管を取り付けるための機械加工や溶接加工が行われる場合や、ヘッダへの管寄せ及び管台(ボイラチューブ)の溶接を行う場合は、ICタグ20は、ヘッダに生じる振動や温度上昇を検出することとなる。
【0038】
図3は、本第1実施形態に係る作業工程管理システム10を工場40に適用した場合の具体的な構成図である。
工場40は、基幹電力網42から変圧器44を介して工場内電力網46へ電力が供給される。工場40には、部材12に対して加工を行う各種加工装置48(穴開け機械、開先加工機械、溶接機械等)や部材12を移動させる例えばクレーン等の移動装置(不図示)が設置されている。
各種加工装置48は、工場内電力網46に電気的に接続され、工場内電力網46から電力の供給を受け、動作する。なお、加工装置48毎に、該加工装置48に流れる電流を検出する電流センサが備えられており、電流センサ50による検出結果(以下、「電流検出情報」という。)は、中継器22へ送信される。
【0039】
また、工場40内は、部材12に対する作業に応じて、複数の領域に区分けされている。例えば、部材12を搬入する搬入口52の近くには、加工前の部材12を保管するための部材置き場54が設けられ、搬出口56の近くには、加工後の完成品を保管するための完成品置き場58が設けられている。そして、部材置き場54と完成品置き場58との間には、部材12に対して機械加工を行うための機械加工エリア60、部材12に対して溶接加工を行うための溶接加工エリア62、部材12に対して人手による加工を行うための人手加工エリア64が設けられている。
すなわち、部材12は、部材置き場54、機械加工エリア60、溶接加工エリア62、人手加工エリア64の順に移動しながら加工され、完成品置き場58で保管された後に搬出口56から搬出される。なお、部材12は、各領域間をクレーン等によって搬送されることによって、移動する。
【0040】
そして、中継器22(中継器22−1〜22−5)は、各領域毎に設置されている。図3の例では、部材置き場54には中継器22−1が設置され、機械加工エリア60には中継器22−2が設置され、溶接加工エリア62には中継器22−3が設置され、人手加工エリア64には中継器22−4が設置され、完成品置き場58には中継器22−5が設置される。そして、各領域毎の中継器22は、各領域に移動した部材12に付されたICタグ20から送信されるICタグ検出情報を受信することとなる。
【0041】
なお、統合機26までの距離が長い中継器22は、より統合機26までの距離が短い他の中継器22を経由して、ICタグ検出情報を統合機26へ送信する。例えば、部材置き場54に設置された中継器22−1は、統合機26により近い人手加工エリア64に設置された中継器22−4を経由してICタグ検出情報を統合機26へ送信する。
また、中継器22で受信されたICタグ検出情報は、受信された中継器22が設置されている位置を示した位置情報が付加されて、統合機26へ送信される。
【0042】
統合機26は、複数の中継器22から受信した複数のICタグ検出情報を統合して、サーバ70へ送信する。なお、統合機26とサーバ70とは、一例としてシリアル通信によって通信が行われる。
【0043】
サーバ70で受信されたICタグ検出情報は、サーバ70から有線LANを介して無線LANルータ70Aへ送信される。無線LANルータ70Aへ送信されたICタグ検出情報は、事務所72に設置された無線LANルータ70Bを介して、事務所72に設置された情報処理装置24へ送信される。
なお、電流センサ50から送信された電流検出情報も、ICタグ検出情報と同様に中継器22を介して情報処理装置24へ送信される。
【0044】
情報処理装置24は、受信したICタグ検出情報及び電流検出情報に基づいて、工程判定処理を行う。そして、情報処理装置24は、工程判定処理の結果を示した画像情報を生成する。この画像情報は、無線LANルータ70A,70Bを介して工場40内に設置された情報処理装置74へ送信される。
情報処理装置74は、受信した画像情報に基づいた画像を画像表示部(モニタ)に表示する。これにより、工場40内の人員は、部材12に対する作業工程の進行状況を容易に確認することができる。
【0045】
次に、情報処理装置24で行われる工程判定処理について説明する。
【0046】
図4は、本第1実施形態に係る情報処理装置24の電気的構成を示すブロック図である。
本第1実施形態に係る情報処理装置24は、情報処理装置24全体の動作を司るCPU(Central Processing Unit)80、各種プログラム及び各種データ等が予め記憶されたROM(Read Only Memory)82、CPU80による各種プログラムの実行時のワークエリア等として用いられるRAM(Random Access Memory)84、各種プログラム及び各種データを記憶する例えばHDD(Hard Disk Drive)等の記憶装置86を備えている。
【0047】
ここで、部材12に対する作業工程、例えば、機械加工が行われている場合における部材12の温度変化や振動状態、溶接加工が行われている場合における部材12の温度変化や振動状態、クレーン等による移動が行われている場合における部材12の振動状態等は、各々異なり、かつ特有のものである。
そのため、本第1実施形態に係る記憶装置86には、部材12に対する作業工程に応じた部材12の温度変化及び部材12の振動状態を示す部材状態情報が予め記憶されている。
【0048】
さらに、情報処理装置24は、キーボード及びマウス等から構成され、各種操作の入力を受け付ける操作入力部88、各種画像を表示する、例えば液晶ディスプレイ装置等の画像表示部90、通信回線を介して統合機26を含む他の情報処理装置等と接続され、他の情報処理装置等との間で各種データの送受信を行う外部インタフェース92を備えている。
【0049】
これらCPU80、ROM82、RAM84、記憶装置86、操作入力部88、画像表示部90、及び外部インタフェース92は、システムバス94を介して相互に電気的に接続されている。従って、CPU80は、ROM82、RAM84、及び記憶装置86へのアクセス、操作入力部88に対する操作状態の把握、画像表示部90に対する画像の表示、並びに外部インタフェース92を介した他の情報処理装置等との各種データの送受信等を各々行なうことができる。
【0050】
図5は、本第1実施形態に係る情報処理装置24による工程判定処理の流れを示すフローチャートである。
工程判定処理には、部材12に対して行っている作業を判定する作業判定処理、部材12の位置を判定する位置判定処理、部材12に対して加工を行っている加工装置48を判定する加工装置判定処理が含まれている。
【0051】
作業判定処理は、まず、受信したIC検出情報から、振動検出部16による検出結果を示す振動データと温度検出部14による検出結果を示す温度データを抽出する。
そして、振動データは、例えばFFT(高速フーリエ変換)解析により解析され、振幅、周波数が解析され、部材状態情報に基づいて部材12の振動源を特定する。
一方、温度データは、例えば微分処理又は積分処理によって、温度が上昇しているか否かが判定され、判定結果に基づいて溶接加工の期間が分別される。
【0052】
ここで、図6を用いて、作業判定処理について具体的に説明する。
部材12の振動は、上述したように、加速度として検出されるが、部材12(ヘッダ)が入荷し、部材置き場54に保管されている場合は、加速度は検出されない。
【0053】
部材12が機械加工エリア60で機械加工される場合は、部材12に振動が生じるので、加速度が検出される。そして、穴開け加工と開先加工とでは、異なる振幅及び周波数が検出される。また、部材12が溶接加工エリア62で溶接加工される場合も、部材12に振動が生じるので、加速度が検出される。しかし、溶接加工の場合は、機械加工に比べてその振幅は小さく、周波数も異なる。
【0054】
さらに、部材12がクレーンによって移動されている場合は、機械加工や溶接加工に比べて、周波数は短いものの振幅が大きい振動が部材12に生じる。
【0055】
このような、部材12に対する作業に応じた振動状態として、作業工程毎の加速度の周波数及び振幅が部材状態情報として記憶されている。
そこで、本第1実施形態では、解析により求められた振幅及び周波数を部材状態情報で照会することによって、部材12の振動源、すなわち、部材12に対する作業工程を特定する。
【0056】
一方、部材12の温度変化は、部材12が入荷し、部材置き場54に保管されている場合や機械加工が行われている場合には検出されない。検出されたとしても、大きな温度変化ではない。
しかし、部材12が溶接加工エリア62で溶接加工される場合は、大きな温度上昇が検出されることとなる。そのため、部材状態情報として、部材12の温度上昇が溶接に起因することを示す温度の閾値が定められ、作業判定処理は、温度データが該閾値を超えている場合、部材12に対して溶接が行われていると判定する。
【0057】
また、溶接が終了しても、部材12の温度はすぐに下降せず、徐々に下降するため、温度変化だけでは、溶接が実際に行われている期間を特定することは難しい。そこで、検出された部材12の振動状態も加味することで、溶接が行われている期間を正確に特定できる。すなわち、作業判定処理は、振動が生じると共に温度が上昇している期間を、部材12に対して溶接を行っている期間である判定する。
【0058】
また、位置判定処理は、ICタグ検出情報に付加されている位置情報を抽出し、図6に示されるように、位置情報により示される中継器22の位置を部材12が位置する場所であると判定する。
【0059】
さらに、加工装置判定処理は、電流検出情報から、電流の増加、すなわち電力の増加の有無を判定し、電力が増加したと判定した電流検出情報に対応する加工装置48を、部材12を加工している動作中の加工装置48と判定する。
【0060】
そして、情報処理装置24は、ICタグ検出情報に関連付けられている識別番号に応じて、各部材12毎に作業工程を分別する。そして、情報処理装置24は、分別結果に基づいて、作業工程の管理を行う。作業工程の管理としては、各部材12毎の作業工程を図示した画像を生成する処理や、部材12に対する加工を行っていない領域(機械加工エリア、溶接加工エリア、人手加工エリア)の有無や、使用していないクレーンの有無を判定する。この判定結果は、例えば、部材に対する作業スケジュールの見直し等に用いられる。
【0061】
以上説明したように、本第1実施形態に係る作業工程管理システム10は、温度を検出する温度検出部14、振動を検出する振動検出部16、並びに温度検出部14及び振動検出部16による検出結果であるICタグ検出情報を部材12に応じた識別番号に関連付けて送信する送信手段を具備するICタグ20が、部材12毎に付される。そして、作業工程管理システム10は、情報処理装置24によって、中継器22で受信されたICタグ検出情報に含まれる部材12毎の識別番号及び検出結果、並びに中継器22の位置に基づいて、各部材12に対する作業工程を判定する。
【0062】
従って、作業工程管理システム10は、部材12に付されたICタグ20により検出された温度及び振動、並びにICタグ検出情報を受信した中継器22の位置に基づいて、直接的に各部材12に対する作業工程を判定することとなるので、部材12に対する作業工程をリアルタイムに、かつ精度高く把握することができる。
さらに、作業工程管理システム10は、部材12毎の作業工程を精度高く把握することができるので、部材12に対する作業工程の進捗状況を判断でき、効果的な人員の設置やより高い品質管理が可能となる。また、空きが生じている作業工程を把握できるため、作業スケジュールの変更も容易となり、リードタイムの短縮につながる。
【0063】
また、本第1実施形態に係る作業工程管理システム10は、情報処理装置24が、部材12に対する作業工程に応じた部材12の温度変化及び部材12の振動状態を示す部材状態情報を予め記憶し、部材状態情報とICタグ検出情報とを照合することによって、部材12に対する作業工程を判定する。
従って、作業工程管理システム10は、より精度高く、かつ簡易に部材12に対する作業工程を判定することができる。
【0064】
また、本第1実施形態に係る作業工程管理システム10は、加工装置48に流れる電流を検出する電流センサ50による検出結果に基づいて、動作中の加工装置48を判定するので、より精度高く、かつ簡易に部材に対する作業工程を判定することができる。
【0065】
また、本第1実施形態に係る作業工程管理システム10は、部材12に対して作業を行う異なる領域毎に中継器22が設置されているので、部材12の現在位置をより正確に判定することができる。
【0066】
また、本第1実施形態に係る作業工程管理システム10は、ICタグ20が遮熱部30を介して部材12に付されるので、部材12に対して過剰な入熱が有った場合でも、ICタグ20の故障を防止できる。
【0067】
〔第2実施形態〕
以下、本発明の第2実施形態について説明する。本第2実施形態では、部材12に対する作業工程の進捗状況を判定する方法について説明する。
【0068】
本第2実施形態では、部材12の重量を検出する重量検出センサ110(ロードセル)を備え、情報処理装置24は、重量検出センサ110による検出結果に基づいて、部材12に対する作業の進捗状況を判定する。
【0069】
図7は、重量検出センサ110と部材12(一例としてヘッダ12A)との関係を示す模式図である。なお、ヘッダ12Aは、複数の他の部材12Bが溶接されることとなる。
本第2実施形態に係る重量検出センサ110は、架台と一体化されており、部材12を支えるように部材12の下側に複数(図7の例では2つ、重量検出センサ110A,110B)設けられている。
【0070】
ヘッダ12Aの長手方向へ複数の部材12Bが順次溶接される際に、重量検出センサ110A,110Bによる重量の検出が行われる。なお、本第2実施形態では、一例として、重量検出センサ110Aが設けられている側から、重量検出センサ110Bが設けられている方向へ部材12Bの溶接が行われる。
重量検出センサ110A,110Bによる検出結果である重量情報は、ICタグ検出情報と同様に中継器22を介して情報処理装置24へ送信される。
【0071】
情報処理装置24へ送信された重量情報は、ヘッダ12Aと部材12Bの溶接作業の進捗状況を把握するために用いられる。具体的には、情報処理装置24が、ヘッダ12Aのどの位置(長手方向の位置)に部材12Bが溶接されたかを、重量情報に基づいた重量配分や重量の増加の変化から判定する。
【0072】
例えば、ヘッダ12Aのみが重量検出センサ110A,110Bへ載置されたときの重量を基準重量とする。そして、部材12Bが溶接されると共に、重量検出センサ110A,110Bによって検出された重量が増加するので、情報処理装置24は、重量検出センサ110A,110Bで検出された重量の変化から重量配分及び重量の増加の変化を判定することによって、溶接作業の進捗状況を判定する。
図7に示される例では、ヘッダ12Aへ溶接される部材12Bの数が少ないうちは、重量検出センサ110Aよりも重量検出センサ110Bの方が軽い検出値を示し、部材12Bの溶接数が増えるに連れて、重量検出センサ110Bの検出値が重量検出センサ110Aに近づく。そして、情報処理装置24は、重量検出センサ110A,110Bによる検出値が溶接の終了時における重量(該重量は、図面等から予め把握され、情報処理装置24に記憶されている。)に達した場合に、溶接作業が終了したと判定する。
従って、本第2実施形態に係る作業工程管理システム10は、より正確に作業の進捗状況を判定することができる。
【0073】
また、本第2実施形態に係る作業工程管理システム10は、部材12に対する溶接量を検出する溶接量検出手段を備え、情報処理装置24が、溶接量検出手段による検出結果に基づいて、部材12に対する作業の進捗状況を判定してもよい。
【0074】
ここで、本第2実施形態では、溶接ワイヤドラム120に巻きつけられている溶接ワイヤ122を用いることによって、ヘッダ12Aと部材12Bとの溶接が行われる(図8参照)。
【0075】
図8は、本発明の第2実施形態に係る溶接量検出手段と部材12との関係を示す模式図であり、図8(A)は、溶接量検出手段を溶接ワイヤドラム120の重量を検出する重量検出センサ110Cとした場合を示す。
図8(A)に示されるように、溶接ワイヤドラム120に巻きつけられた溶接ワイヤ122は、溶接ホルダ124によって送出される。溶接ワイヤ122は、溶接のために溶融され、消費される。このため、溶接ワイヤドラム120は、溶接ワイヤ122を溶接部分へ補充するために回転し、溶接ホルダ124へ溶接ワイヤ122を送出する。
そこで、溶接ワイヤドラム120に重量検出センサ110Cが備えられ、重量検出センサ110Cによる検出結果である重量情報は、ICタグ検出情報と同様に中継器22を介して情報処理装置24へ送信される。
【0076】
情報処理装置24へ送信された重量検出センサ110Cからの重量情報は、ヘッダ12Aと部材12Bの溶接作業の進捗状況を把握するために用いられる。
重量検出センサ110Cからの重量情報の時間変化、すなわち、重量の減少量は、溶接ワイヤ122の消費量を示している。そこで、情報処理装置24は、減少している重量と、既知とされている、ヘッダ12Aと部材12Bとの溶接で消費される溶接ワイヤ122の重量とに基づいて、溶接ワイヤ122を用いた溶接量を算出し、溶接作業の進捗状況を判定する。
これにより、本第2実施形態に係る作業工程管理システム10は、より正確に作業の進捗状況を判定することができる。
【0077】
一方、図8(B)は、溶接量検出手段を溶接ワイヤドラム120の回転数を検出する回転数検出センサ126とした場合を示す。
回転数検出センサ126による検出結果である回転数情報は、ICタグ検出情報と同様に中継器22を介して情報処理装置24へ送信される。
【0078】
情報処理装置24へ送信された回転数検出センサ126からの回転数情報は、ヘッダ12Aと部材12Bの溶接作業の進捗状況を把握するために用いられる。
溶接ワイヤドラム120の回転数は、溶接ワイヤ122の送出量、すなわち溶接ワイヤ122の消費量を示している。そこで、情報処理装置24は、検出された回転数から算出される溶接ワイヤ122の長さと、既知とされている、ヘッダ12Aと部材12Bとの溶接で消費される溶接ワイヤ122の長さとに基づいて、溶接ワイヤ122を用いた溶接量を算出し、溶接作業の進捗状況を判定する。
これにより、本第2実施形態に係る作業工程管理システム10は、より正確に作業の進捗状況を判定することができる。
【0079】
〔第3実施形態〕
以下、本発明の第3実施形態について説明する。
【0080】
なお、本第3実施形態では、作業工程管理システム10を工事現場に適用する場合について説明する。
【0081】
図9は、作業工程管理システム10を一例としてボイラの建設工事に適用した場合の構成図である。
本第3実施形態では、建設途中のボイラ100の近辺に、中継器22を設置する。そして、ボイラ100を構成するための各種部材12にICタグ20を付した状態で、ボイラ100が組み立てられる。
【0082】
各ICタグ20から送信されるICタグ検出情報は、中継器22を介して統合機26へ送信され、統合機26で統合された後に、工事事務所102に設置されたサーバ104やハブ106を介して情報処理装置108へ送信され、解析されたり、インターネットを介して他の事務所に設置された情報処理装置へ送信される。
【0083】
そして、情報処理装置108は、受信したICタグ検出情報に基づいて、各部材12の状態(移動中、溶接作業中、取付済み等)を判定する。これにより、工事現場における部材12に対する作業工程の把握や、部材12の工事現場への入荷状況の確認が容易となる。
なお、ボイラ100の建設が終了すると、各部材12に付されたICタグ20は取り外され、初期化された後に、再利用されることとなる。
【0084】
以上、本発明を、上記各実施形態を用いて説明したが、本発明の技術的範囲は上記実施形態に記載の範囲には限定されない。発明の要旨を逸脱しない範囲で上記各実施形態に多様な変更または改良を加えることができ、該変更または改良を加えた形態も本発明の技術的範囲に含まれる。
【0085】
例えば、上記各実施形態では、ICタグ20が温度検出部14及び振動検出部16を具備する形態について説明したが、本発明は、これに限定されるものではなく、ICタグ20が集音器(マイク)を更に具備する形態としてもよい。
この形態では、部材12の周りの環境音を検出することとなるので、より精度高く部材12に対する作業工程を判定することができる。
【0086】
また、上記各実施形態では、ICタグ20をマグネット25によって部材12へ取り付ける形態について説明したが、本発明は、これに限定されるものではなく、ICタグ20を接着剤や接着テープ等他の手段により取り付ける形態としてもよい。
【符号の説明】
【0087】
10 作業工程管理システム
12 部材
14 温度検出部
16 振動検出部
20 ICタグ
22 中継器
24 情報処理装置
30 遮熱部
50 電流センサ
80 CPU
86 記憶装置
110A 重量検出センサ
110B 重量検出センサ
110C 重量検出センサ
126 回転数検出センサ
【特許請求の範囲】
【請求項1】
部材毎に付され、温度を検出する温度検出手段、振動を検出する振動検出手段、並びに該温度検出手段及び該振動検出手段による検出結果を該部材に応じた識別番号に関連付けて送信する送信手段を具備するセンサと、
前記センサから送信された前記検出結果を受信すると共に、各々異なる位置に設置された複数の受信装置と、
前記受信装置によって受信された、前記部材毎の前記識別番号及び前記検出結果、並びに該受信装置の位置に基づいて、各前記部材に対する作業工程を判定する情報処理装置と、
を備えた作業工程管理システム。
【請求項2】
前記情報処理装置は、
前記部材に対する作業工程に応じた前記部材の温度変化及び前記部材の振動状態を示す部材状態情報を予め記憶した記憶手段と、
前記部材状態情報と前記検出結果とを照合することによって、前記部材に対する作業工程を判定する判定手段と、
を備える請求項1記載の作業工程管理システム。
【請求項3】
前記部材に対して加工を行う加工装置毎に、該加工装置に流れる電流を検出する電流検出装置を備え、
前記情報処理装置は、前記電流検出装置による検出結果に基づいて、動作中の前記加工装置を判定する請求項1又は請求項2記載の作業工程管理システム。
【請求項4】
前記受信装置は、前記部材に対して作業を行う異なる領域毎に設置されている請求項1から請求項3の何れか1項記載の作業工程管理システム。
【請求項5】
前記センサは、前記部材からの熱を遮熱する遮熱手段を介して前記部材に付される請求項1から請求項4の何れか1項記載の作業工程管理システム。
【請求項6】
前記部材の重量を検出する重量検出手段を備え、
前記情報処理装置は、前記重量検出手段による検出結果に基づいて、前記部材に対する作業の進捗状況を判定する請求項1から請求項5の何れか1項記載の作業工程管理システム。
【請求項7】
前記部材に対する溶接量を検出する溶接量検出手段を備え、
前記情報処理装置は、前記溶接量検出手段による検出結果に基づいて、前記部材に対する作業の進捗状況を判定する請求項1から請求項6の何れか1項記載の作業工程管理システム。
【請求項8】
部材毎に付され、温度を検出する温度検出手段、振動を検出する振動検出手段、並びに該温度検出手段及び該振動検出手段による検出結果を該部材に応じた識別番号に関連付けて送信する送信手段を具備するセンサと、前記センサから送信された前記検出結果を受信すると共に、各々異なる位置に設置された複数の受信装置と、情報処理装置と、を備えたシステムによる作業工程管理方法であって、
前記情報処理装置は、複数の前記受信装置によって受信された、前記部材毎の前記識別番号及び前記検出結果、並びに複数の前記受信装置の位置に基づいて、各前記部材に対する作業工程を判定する作業工程管理方法。
【請求項1】
部材毎に付され、温度を検出する温度検出手段、振動を検出する振動検出手段、並びに該温度検出手段及び該振動検出手段による検出結果を該部材に応じた識別番号に関連付けて送信する送信手段を具備するセンサと、
前記センサから送信された前記検出結果を受信すると共に、各々異なる位置に設置された複数の受信装置と、
前記受信装置によって受信された、前記部材毎の前記識別番号及び前記検出結果、並びに該受信装置の位置に基づいて、各前記部材に対する作業工程を判定する情報処理装置と、
を備えた作業工程管理システム。
【請求項2】
前記情報処理装置は、
前記部材に対する作業工程に応じた前記部材の温度変化及び前記部材の振動状態を示す部材状態情報を予め記憶した記憶手段と、
前記部材状態情報と前記検出結果とを照合することによって、前記部材に対する作業工程を判定する判定手段と、
を備える請求項1記載の作業工程管理システム。
【請求項3】
前記部材に対して加工を行う加工装置毎に、該加工装置に流れる電流を検出する電流検出装置を備え、
前記情報処理装置は、前記電流検出装置による検出結果に基づいて、動作中の前記加工装置を判定する請求項1又は請求項2記載の作業工程管理システム。
【請求項4】
前記受信装置は、前記部材に対して作業を行う異なる領域毎に設置されている請求項1から請求項3の何れか1項記載の作業工程管理システム。
【請求項5】
前記センサは、前記部材からの熱を遮熱する遮熱手段を介して前記部材に付される請求項1から請求項4の何れか1項記載の作業工程管理システム。
【請求項6】
前記部材の重量を検出する重量検出手段を備え、
前記情報処理装置は、前記重量検出手段による検出結果に基づいて、前記部材に対する作業の進捗状況を判定する請求項1から請求項5の何れか1項記載の作業工程管理システム。
【請求項7】
前記部材に対する溶接量を検出する溶接量検出手段を備え、
前記情報処理装置は、前記溶接量検出手段による検出結果に基づいて、前記部材に対する作業の進捗状況を判定する請求項1から請求項6の何れか1項記載の作業工程管理システム。
【請求項8】
部材毎に付され、温度を検出する温度検出手段、振動を検出する振動検出手段、並びに該温度検出手段及び該振動検出手段による検出結果を該部材に応じた識別番号に関連付けて送信する送信手段を具備するセンサと、前記センサから送信された前記検出結果を受信すると共に、各々異なる位置に設置された複数の受信装置と、情報処理装置と、を備えたシステムによる作業工程管理方法であって、
前記情報処理装置は、複数の前記受信装置によって受信された、前記部材毎の前記識別番号及び前記検出結果、並びに複数の前記受信装置の位置に基づいて、各前記部材に対する作業工程を判定する作業工程管理方法。
【図1】



【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−243037(P2012−243037A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2011−111745(P2011−111745)
【出願日】平成23年5月18日(2011.5.18)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成23年5月18日(2011.5.18)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
[ Back to top ]