
作業支援装置
【課題】1人の作業者で部品の取付けや取外しを効率よく行うことができるようにする。
【解決手段】ドアパネル2内にドアビーム31を配設し、このドアビーム31をインナパネル2aに開口されている作業用窓3から挿入する溶接ガン45にてスポット溶接するに際し、インナパネル2a上に描画空間を設定し、この描画空間に、レーザプロジェクタ11からドアビーム31と同一のドアビーム像51をドアビーム31に重ね合わされるようにして描画すると共に、作業用窓3から溶接ポイントP’迄の電極挿入経路52aを描画する。溶接作業者は、溶接ガン45の固定電極45aを電極挿入経路52aに沿って作業用窓3からドアパネル2内に挿入して移動させることで固定電極45aを溶接ポイントP’に容易に到達させることができる。
【解決手段】ドアパネル2内にドアビーム31を配設し、このドアビーム31をインナパネル2aに開口されている作業用窓3から挿入する溶接ガン45にてスポット溶接するに際し、インナパネル2a上に描画空間を設定し、この描画空間に、レーザプロジェクタ11からドアビーム31と同一のドアビーム像51をドアビーム31に重ね合わされるようにして描画すると共に、作業用窓3から溶接ポイントP’迄の電極挿入経路52aを描画する。溶接作業者は、溶接ガン45の固定電極45aを電極挿入経路52aに沿って作業用窓3からドアパネル2内に挿入して移動させることで固定電極45aを溶接ポイントP’に容易に到達させることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被取付部品に部品を取付ける際、或いは被取付部品から部品を取外す際の作業支援情報を、被取付部品上に設定した描画空間に描画するようにした作業支援装置に関する。
【背景技術】
【0002】
自動車の車体を組上げる工程ではスポット溶接を用いて車体部品を溶接する場合が多く、試作車や少量産車においても同様である。しかし、試作車や少量産車では、量産車の溶接ロボットを利用した溶接作業と異なり、例えば、特許文献1(特開2001-225174号公報)に開示されているようなポータブルスポット溶接機を使用したハンドワークによる作業が行われる場合が多い。
【0003】
車体を組上げる工程でポータブルスポット溶接機を用いてスポット溶接を行う場合、大きな部品を跨いでスポット溶接を行うことから、部品の裏側に臨ませる溶接ガンを表側から視認することができず、従って、スポット溶接に際し、部品裏側の溶接部、及びその周辺の部品形状を把握することができない。
【0004】
その結果、スポット溶接を行う作業者とは別に、裏側の形状の確認や溶接ガンの挿入経路をガイドするための作業者がもう1人必要となり、人件費が嵩み作業効率が悪いという問題がある。
【0005】
一方、自動車を修理し、或いは部品を艤装するに際し、トリム部品を取外す作業は、例えば、トリム部品がアンカクリップを介して車体に固定されている場合、特許文献2(特開平11−123665号公報)等に開示されているような手工具を用いて、爪状のアンカーの掛止状態を解除し、全てのアンカクリップを車体から抜いてトリム部品を取外す。
【0006】
この作業は、手工具を用いて1人の作業者によって行うことができるが、袋形状になったトリム部品の見えない裏側の隙間から手工具を挿入し、アンカークリッブの位置を手探りで探し当てて取外し作業を行わなければならならず、取外し作業に手間取り、作業効率が悪いという問題がある。特に、トリム部材は複数のアンカークリッブで止められているため、全てのアンカクリップの位置を探し当てるのに時間と手間とがかかり、作業効率がより一層低下する問題がある。
【0007】
これらの対策として、例えば特許文献3(特開2010−250415号公報)には、組立作業台の近傍にモニタを配置し、このモニタに取付け対象となる部品の情報を表示させることで、取付け作業の効率化を実現するようにした作業支援装置が開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001-225174号公報
【特許文献2】特開平11−123665号公報
【特許文献3】特開2010−250415号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかし、上述した文献に開示されている技術では、作業者が取付け作業、或いは取外し作業を行うに際し、対象となる部品とモニタに表示されている情報とを一々照合させながら作業を行わなければならずスムーズに作業を進めることができない不都合がある。
【0010】
特に、スポット溶接において作業者が確認することのできない裏側の溶接ガンの挿入経路がモニタに表示されたとしても、当該モニタに表示された挿入経路に沿って、溶接ガンを実際に導くことは困難である。
【0011】
本発明は、上記事情に鑑み、1人の作業者で部品の取付け作業や取外し作業を効率よく行うことのできる作業支援装置を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明による作業支援装置は、作業領域にある被取付部品上に描画空間を設定し、該描画空間にレーザ光を出射させるレーザ光源と、記レーザ光源にて前記描画空間に、前記被取付部品に部品を取付ける際の作業支援情報、或いは該被取付部品から部品を取外す際の作業支援情報を描画させる支援情報描画手段とを備える。
【発明の効果】
【0013】
本発明によれば、被取付部品上に設定した描画空間に作業支援情報を描画するようにしたので、部品の取付け作業や、取外し作業を1人の作業者で効率よく行うことができる。
【図面の簡単な説明】
【0014】
【図1】第1実施形態による作業支援装置の構成図
【図2】同、作業支援装置の使用態様を示す説明図
【図3】同、ドアパネル上に作業支援情報を描画させる状態を示す分離斜視図
【図4】同、レーザ光にてドアパネル上に作業支援情報を描画させた状態の斜視図
【図5】同、ポータブルスポット溶接機の概略構成図
【図6】第2実施形態によるドアパネル上に作業支援情報を描画させる状態の斜視図
【発明を実施するための形態】
【0015】
以下、図面に基づいて本発明の一実施形態を説明する。
【0016】
[第1実施形態]
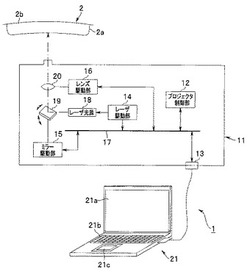
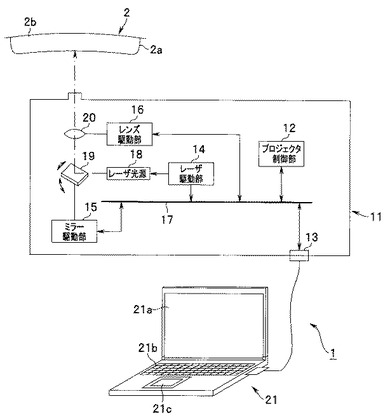
図1〜図5に本発明の第1実施形態を示す。図1に示すように、本実施形態で採用する作業支援装置1は、被取付部品の前方に設定した描画空間に作業支援情報を描画させるレーザプロジェクタ11と、このレーザプロジェクタ11に出力する作業支援情報を作成する作業支援情報作成手段としてのパーソナルコンピュータ21とを有している。尚、本実施形態では、被取付部品として右フロントドアパネル2を例示しているため、以下においては、被取付部品を右フロントドアパネル2として説明する。
【0017】
レーザプロジェクタ11は作業場の天井や壁面に固定されている自在アーム、或いは、床に設置されたスタンド等に位置調整自在に固定されている。このレーザプロジェクタ11からは赤外線レーザ等のレーザ光が出射され、このレーザ光にて、右フロントドアパネル(以下においては、単に「ドアパネル」と称する)2上の描画空間に種々の作業支援情報を描画する。
【0018】
一方、パーソナルコンピュータ21はCPU、ROM、RAM等を備える通常のマイクロコンピュータを有し、周辺機器として、ディスプレイ21a、及びキーボード21bやタッチバッド21c等の入力装置が設けられている。更に、このパーソナルコンピュータ21は社内LAN等を介してサーバコンピュータ(図示せず)に接続されており、このサーバコンピュータに格納されている部品図、組立図、仕様解説図などの図面情報を読込むことができる。
【0019】
更に、パーソナルコンピュータ21は、サーバコンピュータから読込んだ図面情報に基づき作業支援情報を作成し、作成した作業支援情報をハードディスク等の記憶手段に記憶する。
【0020】
次に、レーザプロジェクタ11の構成について説明する。図1に示すように、本実施形態で採用するレーザプロジェクタ11は、支援情報描画手段としてのプロジェクタ制御部12、I/Oインターフェース13、レーザ駆動部14、ミラー駆動部15、レンズ駆動部16を有し、これらがシステムバス17に接続されている。更に、レーザ駆動部14にレーザ光源18が接続されている。このレーザ光源18は、レーザ駆動部14からの駆動信号に従い、赤外線レーザ等、不可視光域のレーザ光を出射する。尚、このレーザ光源18としては、YAGレーザ、Glassレーザ、CO2レーザ等がある。
【0021】
プロジェクタ制御部12は、CPU、ROM、RAM等を備える通常のマイクロコンピュータで構成されており、ROMに記憶されている制御プログラムに従い、レーザプロジェクタ11全体の動作を制御する。
【0022】
又、レーザ光源18から出射されるレーザ光の光軸上に、レーザ光の反射方向を可変させるガルバノミラーやポリゴンミラー等からなる2軸(x軸、y軸)走査ミラー19が配設されている。更に、この2軸走査ミラー19の反射方向の光軸上に、レーザ光を予め設定されている描画位置に集光させる集光レンズ20が配設されている。
【0023】
又、2軸走査ミラー19がミラー駆動部15に連設され、集光レンズ20がレンズ駆動部16に建設されている。レーザ光源18から出射されたレーザ光は、2軸走査ミラー19で反射され、集光レンズ20を透過して、空中に予め設定されている描画空間に集光される。
【0024】
プロジェクタ制御部12は、パーソナルコンピュータ21に格納されている作業支援情報を読込み、この作業支援情報を空中の描画空間に描画すべく、レーザ光源18とミラー駆動部15とレンズ駆動部16とに駆動信号を出力する。すると、レーザ光源18から出射されるレーザ光の出射タイミングに、2軸走査ミラー19と集光レンズ20とが同期して動作し、2軸走査ミラー19の傾斜角度でレーザ光の描画位置を移動させると共に集光レンズ20をレーザ光の出射方向に指向させて、レーザ光を描画位置に集光させる。
【0025】
描画位置に集光されたレーザ光により空気中に絶縁破壊が生じ、局所的に気体が高密度のプラズマ状態となり、空中の描画位置(描画空間)に閃光が発生し、これが発光体として視認される。そして、この現象を連続的に発生させることで描画空間に所定の図形が描画される。尚、レーザ光による空中描画については、例えば特許第3650811号公報に詳述されている。
【0026】
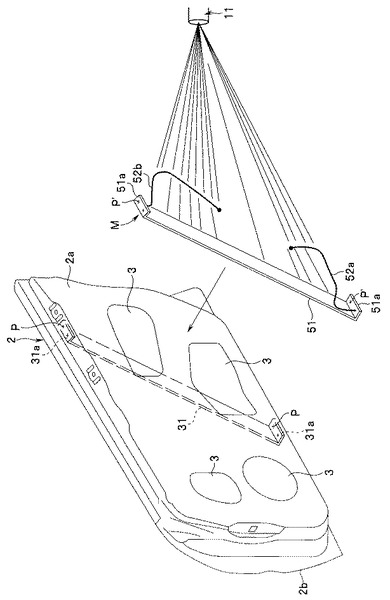
又、図3に示すように、ドアパネル2はインナパネル2aとアウタパネル2bとで袋状に形成されており、インナパネル2aには種々の部品を取付けるための作業用窓3が開口されている。更に、同図の符号31は袋状に形成されたドアパネル2内に後付けにより取付けられる取付部品である溶接部品としてのドアビームであり、取付に際しては、このドアビーム31を作業用窓3からドアパネル2内に挿入し、所定に位置決めした状態でスポット溶接する。ドアビーム31は側面衝突時の補強部材で、ドアパネル2の変形を抑制して車室内を保護するもので、上下にフランジ部31aが曲げ形成されており、このフランジ部31aがインナパネル2aの上下内面にそれぞれスポット溶接される。
【0027】
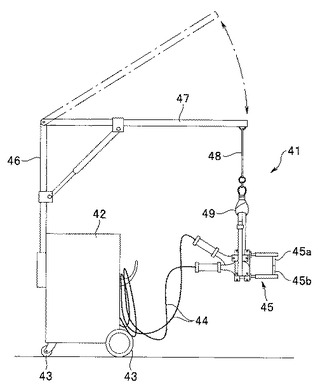
スポット溶接は、図5に示すようなポータブルスポット溶接機41を用いて行う。ここで、ポータブルスポット溶接機41の構成について簡単に説明する。ポータブルスポット溶接機41の溶接機本体42はキャスタ43により移動自在にされている。溶接機本体42にはトランス(図示せず)が内装されており、このトランスの2次側に出力ケーブル44を介してC型溶接ガン45が接続されている。このC型溶接ガン45は固定電極45aと可動電極45bとを有している。
【0028】
又、溶接機本体42から上方へ支柱46が延出され、この支柱46の上端にハンガアーム47の基部が支持されている。支柱46は軸を中心として左右方向へ回動自在にされており、一方、ハンガアーム47は基部を中心に上下方向へ揺動自在にされている。更に、ハンガアーム47の先端にワイヤ48が吊下され、このワイヤ48の先端に固設されているフック49にC型溶接ガン45が取付けられている。
【0029】
ドアビーム31をインナパネル2aの内側に溶接するに際しては、ポータブルスポット溶接機41のC型溶接ガン45の固定電極45aを、作業用窓3からドアパネル2内に挿入して、ドアビーム31のフランジ部31aに設定されている溶接ポイントPに当接させ、可動電極45bを外側の溶接ポイントに当接させてスポット溶接を行う。
【0030】
一般に、ドアパネル2の袋状に形成された内部には部品取付け用のブラケットや補強材などが溶接されている。固定電極45aをドアパネル2内に挿入するに際し、溶接作業者がドアパネル2の内部を外部から視認することは困難であるため、これら各部品に干渉することなく固定電極45aを、ドアビーム31のフランジ部31aに設定されている溶接ポイントPまで導く作業には、経験と熟練が要求される。或いは、固定電極45aの挿入経路を案内するもう1人の作業員が必要になる。
【0031】
本実施形態は、インナパネル2a上に描画空間を設定し、この描画空間にレーザプロジェクタ11にて、スポット溶接を行う際の作業支援情報である作業支援像Mを描画する。溶接作業者は、描画された作業支援像Mを視認することで、C型溶接ガン45の固定電極45aを、他の作業者の案内に頼ることなく1人で溶接ポイントPまで導くことが可能となる。
【0032】
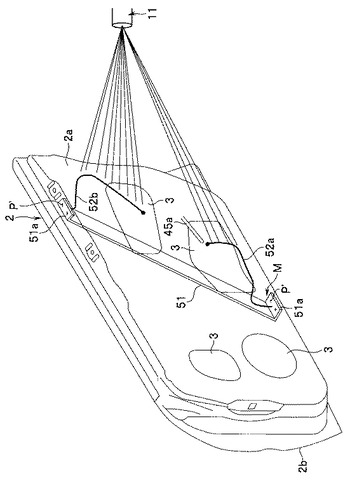
すなわち、図3に示すように、レーザプロジェクタ11から出射されるレーザ光にて描画される作業支援像Mは、ドアパネル2内に位置決めされているドアビーム31と同一形状、同一方向に指向された形状の溶接部品像としてのドアビーム像51、及び電極挿入経路像52a,52bであり、ドアビーム像51には上下にフランジ部像51aが描画されていると共に、フランジ部像51aに溶接ポイント像P’が描画されている。又、電極挿入経路像52a,52bは特定の作業用窓3から固定電極45aをドアパネル2内に挿入し、フランジ部31aの溶接ポイントPに辿り着くまでの経路が描画される。尚、この作業支援像Mは、ドアビーム像51、電極挿入経路像52a,52b、及び溶接ポイント像P’をそれぞれ異なる色でカラー表示させるようにしても良い。
【0033】
図3に示す作業支援像は、説明を容易にするために、インナパネル2aから分離した状態で示しているが、実際は、図4に示すようにインナパネル2aの表面を描画位置として表示される。その結果、ドアビーム像51は、ドアパネル2内に位置決めされているドアビーム31に対して重ね合わされるように表示され(以下、これを「オーバレイ表示」と称する)、電極挿入経路像52a,52bにて、固定電極45aを作業用窓3から溶接ポイントPまで導く経路が描画される。
【0034】
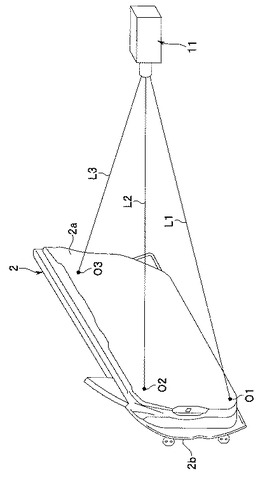
ところで、レーザプロジェクタ11から出射するレーザ光にて、描画空間として設定されているインナパネル2a上に作業支援像Mを正確に描画させるには、レーザプロジェクタ11とインナパネル2aとの向き、及び位置を正確に設定する必要がある。図2はインナパネル2aの表面とレーザプロジェクタ11との位置関を初期設定する態様が示されている。すなわち、インナパネル2aの表面の3つの隅の予め決められた位置に突起、或いは窪み等により基準点O1〜O3が形成されている。
【0035】
一方、レーザプロジェクタ11からは初期位置調整用の3本のレーザビームL1〜L3が出射自在にされている。この各レーザビームL1〜L3はそれぞれ出射角度が決められており、この各レーザビームL1〜L3と基準点O1〜O3とを一致させることで、ドアパネル2とレーザプロジェクタ11との相対位置、傾きなどを調整する。このように、プロジェクタ制御部12は、ドアパネル2とレーザプロジェクタ11との初期位置を調整する初期位置調整機能が備えられている。
【0036】
次に、このような構成による作業支援装置1を用いた作業支援について、ドアパネル2にドアビーム31をスポット溶接する作業を例に掲げて説明する。
【0037】
先ず、作業支援像Mを作成する作業について説明する。作業者はコンピュータ端末にドアパネル2の各部品図データ(或いは組立図データ)とドアビーム31の部品図データ(ドアビーム像51)とを読込み、ディスプレイ上でドアビーム31を取付けた状態の三次元画像(ソリッドモデル或いはサーフェスモデル)を作成する。そして、この三次元画像に、C型溶接ガン45の固定電極45aをインナパネル2aに開口されている作業用窓3からドアビーム31のフランジ部31aに設けた溶接ポイントPまで、内部部品に干渉することなく導くことのできる経路像(電極挿入経路像)52a,52bを、異なるレイヤで作成する。
【0038】
そして、図4に示すように、作成した電極挿入経路像52a,52bとドアビーム像51とをグループ化して作業支援像Mとし、コンピュータ端末或いはサーバコンピュータの記憶手段に記憶させる。尚、この作業支援像Mは三次元モデルであり、回転、及び拡大縮小が可能である。更に、ドアビーム像51と電極挿入経路像52a,52bとは、それぞれ異なる線色、線幅で作成するようにしても良い。又、作業支援像Mを作成するコンピュータ端末は、パーソナルコンピュータ21に限らず設計者の使用するコンピュータ等であっても良い。
【0039】
次に、スポット溶接作業を開始する前の初期設定について説明する。先ず、作業者は、作業台にセットされているドアパネル2のインナパネル2aに対し、レーザプロジェクタ11から三本のレーザビームL1〜L3を出射し、この各レーザビームL1〜L3を、インナパネル2aの3つの隅に予め形成されている基準点O1〜O3に照射する(図2参照)。そして、各レーザビームL1〜L3が基準点O1〜O3に一致するように、レーザプロジェクタ11とドアパネル2との相対位置を調整して、インナパネル2a上に描画空間が形成されるようにする。
【0040】
次に、作業支援装置1を利用したスポット溶接作業について説明する。作業者は、先ず、パーソナルコンピュータ21に作業支援像Mのデータを取込み、この作業支援像Mのデータをレーザプロジェクタ11に出力する。
【0041】
すると、レーザプロジェクタ11のプロジェクタ制御部12が、各駆動部14〜16を駆動させて、レーザ光源18から出射されるレーザ光にて描画空間に作業支援像Mを描画する。この作業支援像Mは三次元モデルであるため、回転、及び拡大縮小させることができる。
【0042】
作業者はパーソナルコンピュータ21のタッチバッド21c(或いは、マウス)等を操作し、作業支援像Mを回転、及び拡大縮小させて、作業支援像Mのドアビーム像51を、ドアパネル2内に実際に取付けられるドアビーム31にオーバレイ表示させる。尚、ドアビーム31はドアパネル2内に、所定に位置決めされた状態で仮組されている。
【0043】
すると、図4に示すように、外部から実際には目視することの困難なドアビーム31がドアビーム像51としてオーバレイ表示され、電極挿入経路像52a,52bが、作業用窓3からドアビーム像51のフランジ部像51aまで、固定電極45aを導く経路として表示される。
【0044】
そして、溶接作業者は、ドアビーム31をドアパネル2内にスポット溶接するに際し、描画空間に描画されている電極挿入経路52a、或いは電極挿入経路52bが示す作業用窓3から、ポータブルスポット溶接機41に設けられているC型溶接ガン45の固定電極45aをドアパネル2内に挿入し、この固定電極45aの先端を電極挿入経路52a(或いは電極挿入経路52b)に沿って移動させる。
【0045】
この電極挿入経路52a(或いは電極挿入経路52b)は、固定電極45aをドアパネル2内に配設されている内部部品に干渉することなく、ドアビーム31のフランジ部31aに設けた溶接ポイントPまで導くことができるように設定されている。そのため、固定電極45aを電極挿入経路52a(或いは電極挿入経路52b)に沿って移動させることで、この固定電極45aをドアパネル2の内部部品に干渉させることなく、最短距離で溶接ポイントPに到達させることができる。
【0046】
このように、本実施形態によれば、溶接作業者は、固定電極45aを電極挿入経路52a(或いは電極挿入経路52b)に沿って移動させるだけで、この固定電極45aの先端を溶接ポイントPに到達させることができるため、固定電極45aを案内するもう1人の作業者が不要となり、スポット溶接作業の効率化を実現することができる。
【0047】
尚、本実施形態では、ドアパネル2にドアビーム31をスポット溶接する場合の作業支援について説明したが、本実施形態は、リヤクォータパネルやフロントクォータパネル等、アウタパネルとインナパネルとで袋状に形成された部位に、補強部材等の部品をスポット溶接する際にも適用することができる。
【0048】
尚、本実施形態では、溶接部品であるドアビーム31上に、このドアビーム31と同一形状のドアビーム像51を溶接部品像として描画しているが、当該溶接部品像はドアビーム31と同一形状である必要はなく、作業支援を行えるものであれば、輪郭のみ、ビードや稜線などの特徴的な部分のみ、或いは、大まかな形状のみ等であっても良い。
【0049】
[第2実施形態]
図6に本発明の第2実施形態を示す。上述した実施形態では、作業者が部品をスポット溶接する際の作業支援を作業支援装置1で行う態様について説明したが、本実施形態では、部品を取外す際の作業支援を作業支援装置1で行う態様について説明する。尚、第1実施形態と同一の構成部品については、同一の符号を付して説明を省略する。
【0050】
例えば、ドアパネル2内に配設されているパワーウインドモータやドアロックアクチュエータが故障した場合、インナパネル2aを覆う取外し部品である表装部品としてのドアトリム2cを外して、故障している部品、或いは、故障部品を有するユニット全体を交換する必要がある。
【0051】
このような場合、作業台にセットしたドアパネル2のドアトリム2cの表面を描画空間として設定し、この描画空間に、レーザプロジェクタ11から作業支援像M’が描画される。本実施形態による作業支援像M’は三次元モデルであり、パーソナルコンピュータ21の記憶手段に格納されている。尚、この作業支援像M’の作成手順は上述した第1実施形態と同じであるため説明を省略する。
【0052】
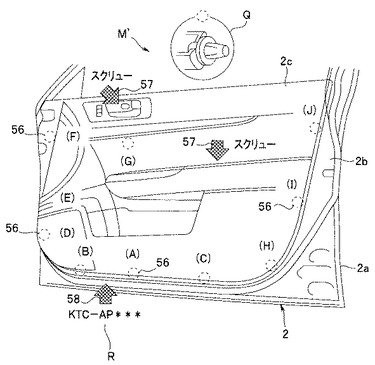
作業支援像M’を描画空間に描画すると、ドアトリム2cの内側に突設されているアンカクリップ上に位置像56が破線円で描画されると共に、スクリューの螺入されている位置を示す位置像57が矢印で描画される。更に、使用する取外し工具の差し込み位置を示す位置像58が矢印で描画される。又、アンカクリップの爪の形状を表わすクリップ像Q、及び差し込む取外し工具の種別である型番を表わす型番像Rが描画される。更に、アンカクリップの位置を示す位置像56の近傍には、取外すアンカクリップの順番を示す文字像(A)〜(J)が描画される。
【0053】
このように、本実施形態によれば、ドアパネル2のインナパネル2aからドアトリム2cを取外すに際し、ドアトリム2c上に作業支援像M’を描画するようにしたので、作業者は作業支援像M’に表示された位置像56〜58にアンカクリップが突設されていることを容易に把握することができる。又、アンカクリップの爪の形状がクリップ像Qで表示されると共に、使用する工具の型番像Rが表示され、更に、アンカクリップの取外す順番を示す文字像(A)〜(J)が表示されるため、作業者は作業手順を、作業マニュアルを参照することなく、容易に把握することができ、取外し作業の効率化を実現することができる。
【0054】
更に、アンカクリップの形状、取外す順番、及び使用する工具が描画空間に描画されるため、作業者はアンカクリップの位置を、ドアトリム2cとインナパネル2aとの間の僅かな隙間からのぞき込んで確認する必要がなく、取外し作業のより一層の効率化を実現することができる。
【0055】
尚、本実施形態では、例えは取外し工具をアンカクリップまで導く導入経路を併せて描画するようにしても良い。又、アンカクリップの取外す順番は、クリップ位置を示す位置像56の順番に沿って点滅描画させるようにしても良い。更に、描画空間は被取付部品の表面に設定しても良い。
【符号の説明】
【0056】
1…作業支援装置、
2…ドアパネル、
2a…インナパネル、
2c…ドアトリム、
3…作業用窓、
11…レーザプロジェクタ、
12…プロジェクタ制御部、
18…レーザ光源、
19…2軸走査ミラー、
20…集光レンズ、
21…パーソナルコンピュータ、
31…ドアビーム、
31a…フランジ部、
41…ポータブルスポット溶接機、
45a…固定電極、
45b…可動電極、
51…ドアビーム像、
51a…フランジ部像、
52a,52b…電極挿入経路像、
56〜58…位置像、
G…クリップ像、
R…型番像、
L1〜L3…レーザビーム、
M…作業支援像、
O1〜O3…基準点、
P…溶接ポイント像、
【技術分野】
【0001】
本発明は、被取付部品に部品を取付ける際、或いは被取付部品から部品を取外す際の作業支援情報を、被取付部品上に設定した描画空間に描画するようにした作業支援装置に関する。
【背景技術】
【0002】
自動車の車体を組上げる工程ではスポット溶接を用いて車体部品を溶接する場合が多く、試作車や少量産車においても同様である。しかし、試作車や少量産車では、量産車の溶接ロボットを利用した溶接作業と異なり、例えば、特許文献1(特開2001-225174号公報)に開示されているようなポータブルスポット溶接機を使用したハンドワークによる作業が行われる場合が多い。
【0003】
車体を組上げる工程でポータブルスポット溶接機を用いてスポット溶接を行う場合、大きな部品を跨いでスポット溶接を行うことから、部品の裏側に臨ませる溶接ガンを表側から視認することができず、従って、スポット溶接に際し、部品裏側の溶接部、及びその周辺の部品形状を把握することができない。
【0004】
その結果、スポット溶接を行う作業者とは別に、裏側の形状の確認や溶接ガンの挿入経路をガイドするための作業者がもう1人必要となり、人件費が嵩み作業効率が悪いという問題がある。
【0005】
一方、自動車を修理し、或いは部品を艤装するに際し、トリム部品を取外す作業は、例えば、トリム部品がアンカクリップを介して車体に固定されている場合、特許文献2(特開平11−123665号公報)等に開示されているような手工具を用いて、爪状のアンカーの掛止状態を解除し、全てのアンカクリップを車体から抜いてトリム部品を取外す。
【0006】
この作業は、手工具を用いて1人の作業者によって行うことができるが、袋形状になったトリム部品の見えない裏側の隙間から手工具を挿入し、アンカークリッブの位置を手探りで探し当てて取外し作業を行わなければならならず、取外し作業に手間取り、作業効率が悪いという問題がある。特に、トリム部材は複数のアンカークリッブで止められているため、全てのアンカクリップの位置を探し当てるのに時間と手間とがかかり、作業効率がより一層低下する問題がある。
【0007】
これらの対策として、例えば特許文献3(特開2010−250415号公報)には、組立作業台の近傍にモニタを配置し、このモニタに取付け対象となる部品の情報を表示させることで、取付け作業の効率化を実現するようにした作業支援装置が開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001-225174号公報
【特許文献2】特開平11−123665号公報
【特許文献3】特開2010−250415号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかし、上述した文献に開示されている技術では、作業者が取付け作業、或いは取外し作業を行うに際し、対象となる部品とモニタに表示されている情報とを一々照合させながら作業を行わなければならずスムーズに作業を進めることができない不都合がある。
【0010】
特に、スポット溶接において作業者が確認することのできない裏側の溶接ガンの挿入経路がモニタに表示されたとしても、当該モニタに表示された挿入経路に沿って、溶接ガンを実際に導くことは困難である。
【0011】
本発明は、上記事情に鑑み、1人の作業者で部品の取付け作業や取外し作業を効率よく行うことのできる作業支援装置を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明による作業支援装置は、作業領域にある被取付部品上に描画空間を設定し、該描画空間にレーザ光を出射させるレーザ光源と、記レーザ光源にて前記描画空間に、前記被取付部品に部品を取付ける際の作業支援情報、或いは該被取付部品から部品を取外す際の作業支援情報を描画させる支援情報描画手段とを備える。
【発明の効果】
【0013】
本発明によれば、被取付部品上に設定した描画空間に作業支援情報を描画するようにしたので、部品の取付け作業や、取外し作業を1人の作業者で効率よく行うことができる。
【図面の簡単な説明】
【0014】
【図1】第1実施形態による作業支援装置の構成図
【図2】同、作業支援装置の使用態様を示す説明図
【図3】同、ドアパネル上に作業支援情報を描画させる状態を示す分離斜視図
【図4】同、レーザ光にてドアパネル上に作業支援情報を描画させた状態の斜視図
【図5】同、ポータブルスポット溶接機の概略構成図
【図6】第2実施形態によるドアパネル上に作業支援情報を描画させる状態の斜視図
【発明を実施するための形態】
【0015】
以下、図面に基づいて本発明の一実施形態を説明する。
【0016】
[第1実施形態]
図1〜図5に本発明の第1実施形態を示す。図1に示すように、本実施形態で採用する作業支援装置1は、被取付部品の前方に設定した描画空間に作業支援情報を描画させるレーザプロジェクタ11と、このレーザプロジェクタ11に出力する作業支援情報を作成する作業支援情報作成手段としてのパーソナルコンピュータ21とを有している。尚、本実施形態では、被取付部品として右フロントドアパネル2を例示しているため、以下においては、被取付部品を右フロントドアパネル2として説明する。
【0017】
レーザプロジェクタ11は作業場の天井や壁面に固定されている自在アーム、或いは、床に設置されたスタンド等に位置調整自在に固定されている。このレーザプロジェクタ11からは赤外線レーザ等のレーザ光が出射され、このレーザ光にて、右フロントドアパネル(以下においては、単に「ドアパネル」と称する)2上の描画空間に種々の作業支援情報を描画する。
【0018】
一方、パーソナルコンピュータ21はCPU、ROM、RAM等を備える通常のマイクロコンピュータを有し、周辺機器として、ディスプレイ21a、及びキーボード21bやタッチバッド21c等の入力装置が設けられている。更に、このパーソナルコンピュータ21は社内LAN等を介してサーバコンピュータ(図示せず)に接続されており、このサーバコンピュータに格納されている部品図、組立図、仕様解説図などの図面情報を読込むことができる。
【0019】
更に、パーソナルコンピュータ21は、サーバコンピュータから読込んだ図面情報に基づき作業支援情報を作成し、作成した作業支援情報をハードディスク等の記憶手段に記憶する。
【0020】
次に、レーザプロジェクタ11の構成について説明する。図1に示すように、本実施形態で採用するレーザプロジェクタ11は、支援情報描画手段としてのプロジェクタ制御部12、I/Oインターフェース13、レーザ駆動部14、ミラー駆動部15、レンズ駆動部16を有し、これらがシステムバス17に接続されている。更に、レーザ駆動部14にレーザ光源18が接続されている。このレーザ光源18は、レーザ駆動部14からの駆動信号に従い、赤外線レーザ等、不可視光域のレーザ光を出射する。尚、このレーザ光源18としては、YAGレーザ、Glassレーザ、CO2レーザ等がある。
【0021】
プロジェクタ制御部12は、CPU、ROM、RAM等を備える通常のマイクロコンピュータで構成されており、ROMに記憶されている制御プログラムに従い、レーザプロジェクタ11全体の動作を制御する。
【0022】
又、レーザ光源18から出射されるレーザ光の光軸上に、レーザ光の反射方向を可変させるガルバノミラーやポリゴンミラー等からなる2軸(x軸、y軸)走査ミラー19が配設されている。更に、この2軸走査ミラー19の反射方向の光軸上に、レーザ光を予め設定されている描画位置に集光させる集光レンズ20が配設されている。
【0023】
又、2軸走査ミラー19がミラー駆動部15に連設され、集光レンズ20がレンズ駆動部16に建設されている。レーザ光源18から出射されたレーザ光は、2軸走査ミラー19で反射され、集光レンズ20を透過して、空中に予め設定されている描画空間に集光される。
【0024】
プロジェクタ制御部12は、パーソナルコンピュータ21に格納されている作業支援情報を読込み、この作業支援情報を空中の描画空間に描画すべく、レーザ光源18とミラー駆動部15とレンズ駆動部16とに駆動信号を出力する。すると、レーザ光源18から出射されるレーザ光の出射タイミングに、2軸走査ミラー19と集光レンズ20とが同期して動作し、2軸走査ミラー19の傾斜角度でレーザ光の描画位置を移動させると共に集光レンズ20をレーザ光の出射方向に指向させて、レーザ光を描画位置に集光させる。
【0025】
描画位置に集光されたレーザ光により空気中に絶縁破壊が生じ、局所的に気体が高密度のプラズマ状態となり、空中の描画位置(描画空間)に閃光が発生し、これが発光体として視認される。そして、この現象を連続的に発生させることで描画空間に所定の図形が描画される。尚、レーザ光による空中描画については、例えば特許第3650811号公報に詳述されている。
【0026】
又、図3に示すように、ドアパネル2はインナパネル2aとアウタパネル2bとで袋状に形成されており、インナパネル2aには種々の部品を取付けるための作業用窓3が開口されている。更に、同図の符号31は袋状に形成されたドアパネル2内に後付けにより取付けられる取付部品である溶接部品としてのドアビームであり、取付に際しては、このドアビーム31を作業用窓3からドアパネル2内に挿入し、所定に位置決めした状態でスポット溶接する。ドアビーム31は側面衝突時の補強部材で、ドアパネル2の変形を抑制して車室内を保護するもので、上下にフランジ部31aが曲げ形成されており、このフランジ部31aがインナパネル2aの上下内面にそれぞれスポット溶接される。
【0027】
スポット溶接は、図5に示すようなポータブルスポット溶接機41を用いて行う。ここで、ポータブルスポット溶接機41の構成について簡単に説明する。ポータブルスポット溶接機41の溶接機本体42はキャスタ43により移動自在にされている。溶接機本体42にはトランス(図示せず)が内装されており、このトランスの2次側に出力ケーブル44を介してC型溶接ガン45が接続されている。このC型溶接ガン45は固定電極45aと可動電極45bとを有している。
【0028】
又、溶接機本体42から上方へ支柱46が延出され、この支柱46の上端にハンガアーム47の基部が支持されている。支柱46は軸を中心として左右方向へ回動自在にされており、一方、ハンガアーム47は基部を中心に上下方向へ揺動自在にされている。更に、ハンガアーム47の先端にワイヤ48が吊下され、このワイヤ48の先端に固設されているフック49にC型溶接ガン45が取付けられている。
【0029】
ドアビーム31をインナパネル2aの内側に溶接するに際しては、ポータブルスポット溶接機41のC型溶接ガン45の固定電極45aを、作業用窓3からドアパネル2内に挿入して、ドアビーム31のフランジ部31aに設定されている溶接ポイントPに当接させ、可動電極45bを外側の溶接ポイントに当接させてスポット溶接を行う。
【0030】
一般に、ドアパネル2の袋状に形成された内部には部品取付け用のブラケットや補強材などが溶接されている。固定電極45aをドアパネル2内に挿入するに際し、溶接作業者がドアパネル2の内部を外部から視認することは困難であるため、これら各部品に干渉することなく固定電極45aを、ドアビーム31のフランジ部31aに設定されている溶接ポイントPまで導く作業には、経験と熟練が要求される。或いは、固定電極45aの挿入経路を案内するもう1人の作業員が必要になる。
【0031】
本実施形態は、インナパネル2a上に描画空間を設定し、この描画空間にレーザプロジェクタ11にて、スポット溶接を行う際の作業支援情報である作業支援像Mを描画する。溶接作業者は、描画された作業支援像Mを視認することで、C型溶接ガン45の固定電極45aを、他の作業者の案内に頼ることなく1人で溶接ポイントPまで導くことが可能となる。
【0032】
すなわち、図3に示すように、レーザプロジェクタ11から出射されるレーザ光にて描画される作業支援像Mは、ドアパネル2内に位置決めされているドアビーム31と同一形状、同一方向に指向された形状の溶接部品像としてのドアビーム像51、及び電極挿入経路像52a,52bであり、ドアビーム像51には上下にフランジ部像51aが描画されていると共に、フランジ部像51aに溶接ポイント像P’が描画されている。又、電極挿入経路像52a,52bは特定の作業用窓3から固定電極45aをドアパネル2内に挿入し、フランジ部31aの溶接ポイントPに辿り着くまでの経路が描画される。尚、この作業支援像Mは、ドアビーム像51、電極挿入経路像52a,52b、及び溶接ポイント像P’をそれぞれ異なる色でカラー表示させるようにしても良い。
【0033】
図3に示す作業支援像は、説明を容易にするために、インナパネル2aから分離した状態で示しているが、実際は、図4に示すようにインナパネル2aの表面を描画位置として表示される。その結果、ドアビーム像51は、ドアパネル2内に位置決めされているドアビーム31に対して重ね合わされるように表示され(以下、これを「オーバレイ表示」と称する)、電極挿入経路像52a,52bにて、固定電極45aを作業用窓3から溶接ポイントPまで導く経路が描画される。
【0034】
ところで、レーザプロジェクタ11から出射するレーザ光にて、描画空間として設定されているインナパネル2a上に作業支援像Mを正確に描画させるには、レーザプロジェクタ11とインナパネル2aとの向き、及び位置を正確に設定する必要がある。図2はインナパネル2aの表面とレーザプロジェクタ11との位置関を初期設定する態様が示されている。すなわち、インナパネル2aの表面の3つの隅の予め決められた位置に突起、或いは窪み等により基準点O1〜O3が形成されている。
【0035】
一方、レーザプロジェクタ11からは初期位置調整用の3本のレーザビームL1〜L3が出射自在にされている。この各レーザビームL1〜L3はそれぞれ出射角度が決められており、この各レーザビームL1〜L3と基準点O1〜O3とを一致させることで、ドアパネル2とレーザプロジェクタ11との相対位置、傾きなどを調整する。このように、プロジェクタ制御部12は、ドアパネル2とレーザプロジェクタ11との初期位置を調整する初期位置調整機能が備えられている。
【0036】
次に、このような構成による作業支援装置1を用いた作業支援について、ドアパネル2にドアビーム31をスポット溶接する作業を例に掲げて説明する。
【0037】
先ず、作業支援像Mを作成する作業について説明する。作業者はコンピュータ端末にドアパネル2の各部品図データ(或いは組立図データ)とドアビーム31の部品図データ(ドアビーム像51)とを読込み、ディスプレイ上でドアビーム31を取付けた状態の三次元画像(ソリッドモデル或いはサーフェスモデル)を作成する。そして、この三次元画像に、C型溶接ガン45の固定電極45aをインナパネル2aに開口されている作業用窓3からドアビーム31のフランジ部31aに設けた溶接ポイントPまで、内部部品に干渉することなく導くことのできる経路像(電極挿入経路像)52a,52bを、異なるレイヤで作成する。
【0038】
そして、図4に示すように、作成した電極挿入経路像52a,52bとドアビーム像51とをグループ化して作業支援像Mとし、コンピュータ端末或いはサーバコンピュータの記憶手段に記憶させる。尚、この作業支援像Mは三次元モデルであり、回転、及び拡大縮小が可能である。更に、ドアビーム像51と電極挿入経路像52a,52bとは、それぞれ異なる線色、線幅で作成するようにしても良い。又、作業支援像Mを作成するコンピュータ端末は、パーソナルコンピュータ21に限らず設計者の使用するコンピュータ等であっても良い。
【0039】
次に、スポット溶接作業を開始する前の初期設定について説明する。先ず、作業者は、作業台にセットされているドアパネル2のインナパネル2aに対し、レーザプロジェクタ11から三本のレーザビームL1〜L3を出射し、この各レーザビームL1〜L3を、インナパネル2aの3つの隅に予め形成されている基準点O1〜O3に照射する(図2参照)。そして、各レーザビームL1〜L3が基準点O1〜O3に一致するように、レーザプロジェクタ11とドアパネル2との相対位置を調整して、インナパネル2a上に描画空間が形成されるようにする。
【0040】
次に、作業支援装置1を利用したスポット溶接作業について説明する。作業者は、先ず、パーソナルコンピュータ21に作業支援像Mのデータを取込み、この作業支援像Mのデータをレーザプロジェクタ11に出力する。
【0041】
すると、レーザプロジェクタ11のプロジェクタ制御部12が、各駆動部14〜16を駆動させて、レーザ光源18から出射されるレーザ光にて描画空間に作業支援像Mを描画する。この作業支援像Mは三次元モデルであるため、回転、及び拡大縮小させることができる。
【0042】
作業者はパーソナルコンピュータ21のタッチバッド21c(或いは、マウス)等を操作し、作業支援像Mを回転、及び拡大縮小させて、作業支援像Mのドアビーム像51を、ドアパネル2内に実際に取付けられるドアビーム31にオーバレイ表示させる。尚、ドアビーム31はドアパネル2内に、所定に位置決めされた状態で仮組されている。
【0043】
すると、図4に示すように、外部から実際には目視することの困難なドアビーム31がドアビーム像51としてオーバレイ表示され、電極挿入経路像52a,52bが、作業用窓3からドアビーム像51のフランジ部像51aまで、固定電極45aを導く経路として表示される。
【0044】
そして、溶接作業者は、ドアビーム31をドアパネル2内にスポット溶接するに際し、描画空間に描画されている電極挿入経路52a、或いは電極挿入経路52bが示す作業用窓3から、ポータブルスポット溶接機41に設けられているC型溶接ガン45の固定電極45aをドアパネル2内に挿入し、この固定電極45aの先端を電極挿入経路52a(或いは電極挿入経路52b)に沿って移動させる。
【0045】
この電極挿入経路52a(或いは電極挿入経路52b)は、固定電極45aをドアパネル2内に配設されている内部部品に干渉することなく、ドアビーム31のフランジ部31aに設けた溶接ポイントPまで導くことができるように設定されている。そのため、固定電極45aを電極挿入経路52a(或いは電極挿入経路52b)に沿って移動させることで、この固定電極45aをドアパネル2の内部部品に干渉させることなく、最短距離で溶接ポイントPに到達させることができる。
【0046】
このように、本実施形態によれば、溶接作業者は、固定電極45aを電極挿入経路52a(或いは電極挿入経路52b)に沿って移動させるだけで、この固定電極45aの先端を溶接ポイントPに到達させることができるため、固定電極45aを案内するもう1人の作業者が不要となり、スポット溶接作業の効率化を実現することができる。
【0047】
尚、本実施形態では、ドアパネル2にドアビーム31をスポット溶接する場合の作業支援について説明したが、本実施形態は、リヤクォータパネルやフロントクォータパネル等、アウタパネルとインナパネルとで袋状に形成された部位に、補強部材等の部品をスポット溶接する際にも適用することができる。
【0048】
尚、本実施形態では、溶接部品であるドアビーム31上に、このドアビーム31と同一形状のドアビーム像51を溶接部品像として描画しているが、当該溶接部品像はドアビーム31と同一形状である必要はなく、作業支援を行えるものであれば、輪郭のみ、ビードや稜線などの特徴的な部分のみ、或いは、大まかな形状のみ等であっても良い。
【0049】
[第2実施形態]
図6に本発明の第2実施形態を示す。上述した実施形態では、作業者が部品をスポット溶接する際の作業支援を作業支援装置1で行う態様について説明したが、本実施形態では、部品を取外す際の作業支援を作業支援装置1で行う態様について説明する。尚、第1実施形態と同一の構成部品については、同一の符号を付して説明を省略する。
【0050】
例えば、ドアパネル2内に配設されているパワーウインドモータやドアロックアクチュエータが故障した場合、インナパネル2aを覆う取外し部品である表装部品としてのドアトリム2cを外して、故障している部品、或いは、故障部品を有するユニット全体を交換する必要がある。
【0051】
このような場合、作業台にセットしたドアパネル2のドアトリム2cの表面を描画空間として設定し、この描画空間に、レーザプロジェクタ11から作業支援像M’が描画される。本実施形態による作業支援像M’は三次元モデルであり、パーソナルコンピュータ21の記憶手段に格納されている。尚、この作業支援像M’の作成手順は上述した第1実施形態と同じであるため説明を省略する。
【0052】
作業支援像M’を描画空間に描画すると、ドアトリム2cの内側に突設されているアンカクリップ上に位置像56が破線円で描画されると共に、スクリューの螺入されている位置を示す位置像57が矢印で描画される。更に、使用する取外し工具の差し込み位置を示す位置像58が矢印で描画される。又、アンカクリップの爪の形状を表わすクリップ像Q、及び差し込む取外し工具の種別である型番を表わす型番像Rが描画される。更に、アンカクリップの位置を示す位置像56の近傍には、取外すアンカクリップの順番を示す文字像(A)〜(J)が描画される。
【0053】
このように、本実施形態によれば、ドアパネル2のインナパネル2aからドアトリム2cを取外すに際し、ドアトリム2c上に作業支援像M’を描画するようにしたので、作業者は作業支援像M’に表示された位置像56〜58にアンカクリップが突設されていることを容易に把握することができる。又、アンカクリップの爪の形状がクリップ像Qで表示されると共に、使用する工具の型番像Rが表示され、更に、アンカクリップの取外す順番を示す文字像(A)〜(J)が表示されるため、作業者は作業手順を、作業マニュアルを参照することなく、容易に把握することができ、取外し作業の効率化を実現することができる。
【0054】
更に、アンカクリップの形状、取外す順番、及び使用する工具が描画空間に描画されるため、作業者はアンカクリップの位置を、ドアトリム2cとインナパネル2aとの間の僅かな隙間からのぞき込んで確認する必要がなく、取外し作業のより一層の効率化を実現することができる。
【0055】
尚、本実施形態では、例えは取外し工具をアンカクリップまで導く導入経路を併せて描画するようにしても良い。又、アンカクリップの取外す順番は、クリップ位置を示す位置像56の順番に沿って点滅描画させるようにしても良い。更に、描画空間は被取付部品の表面に設定しても良い。
【符号の説明】
【0056】
1…作業支援装置、
2…ドアパネル、
2a…インナパネル、
2c…ドアトリム、
3…作業用窓、
11…レーザプロジェクタ、
12…プロジェクタ制御部、
18…レーザ光源、
19…2軸走査ミラー、
20…集光レンズ、
21…パーソナルコンピュータ、
31…ドアビーム、
31a…フランジ部、
41…ポータブルスポット溶接機、
45a…固定電極、
45b…可動電極、
51…ドアビーム像、
51a…フランジ部像、
52a,52b…電極挿入経路像、
56〜58…位置像、
G…クリップ像、
R…型番像、
L1〜L3…レーザビーム、
M…作業支援像、
O1〜O3…基準点、
P…溶接ポイント像、
【特許請求の範囲】
【請求項1】
作業領域にある被取付部品上に描画空間を設定し、該描画空間にレーザ光を出射させるレーザ光源と、
前記レーザ光源にて前記描画空間に、前記被取付部品に部品を取付ける際の作業支援情報、或いは該被取付部品から部品を取外す際の作業支援情報を描画させる支援情報描画手段と
を備えることを特徴とする作業支援装置。
【請求項2】
前記被取付部品に複数の基準点が設けられ、
前記支援情報描画手段は前記レーザ光源から前記各基準点に対して、予め設定されている出射角度でレーザビームを照射することで該レーザ光源と前記被取付部品との相対位置を調整する調整機能を有する
ことを特徴とする請求項1記載の作業支援装置。
【請求項3】
前記被取付部品に取付ける前記部品は該被取付部品内に溶接する溶接部品であり、
前記支援情報描画手段は前記描画空間に前記被取付部品内に取付けられている前記溶接部品に対して重ね合わせるように該溶接部品を表す形状の溶接部品像を描画すると共に溶接ガンの挿入経路を前記作業支援情報として描画する
ことを特徴とする請求項1或いは2記載の作業支援装置。
【請求項4】
前記被取付部品から取外す前記取外し部品は該被取付部品の表面を覆う表装部品であり、
前記支援情報描画手段は前記描画空間に前記表装部品の前記被取付部品に対する取付け位置及び使用する取外し工具の種別を前記作業支援情報として描画する
ことを特徴とする請求項1或いは2記載の作業支援装置。
【請求項5】
前記支援情報描画手段は前記作業支援情報をCADデータに基づいて作成する
ことを特徴とする請求項1〜4の何れか1項に記載の作業支援装置。
【請求項1】
作業領域にある被取付部品上に描画空間を設定し、該描画空間にレーザ光を出射させるレーザ光源と、
前記レーザ光源にて前記描画空間に、前記被取付部品に部品を取付ける際の作業支援情報、或いは該被取付部品から部品を取外す際の作業支援情報を描画させる支援情報描画手段と
を備えることを特徴とする作業支援装置。
【請求項2】
前記被取付部品に複数の基準点が設けられ、
前記支援情報描画手段は前記レーザ光源から前記各基準点に対して、予め設定されている出射角度でレーザビームを照射することで該レーザ光源と前記被取付部品との相対位置を調整する調整機能を有する
ことを特徴とする請求項1記載の作業支援装置。
【請求項3】
前記被取付部品に取付ける前記部品は該被取付部品内に溶接する溶接部品であり、
前記支援情報描画手段は前記描画空間に前記被取付部品内に取付けられている前記溶接部品に対して重ね合わせるように該溶接部品を表す形状の溶接部品像を描画すると共に溶接ガンの挿入経路を前記作業支援情報として描画する
ことを特徴とする請求項1或いは2記載の作業支援装置。
【請求項4】
前記被取付部品から取外す前記取外し部品は該被取付部品の表面を覆う表装部品であり、
前記支援情報描画手段は前記描画空間に前記表装部品の前記被取付部品に対する取付け位置及び使用する取外し工具の種別を前記作業支援情報として描画する
ことを特徴とする請求項1或いは2記載の作業支援装置。
【請求項5】
前記支援情報描画手段は前記作業支援情報をCADデータに基づいて作成する
ことを特徴とする請求項1〜4の何れか1項に記載の作業支援装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−103291(P2013−103291A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−247710(P2011−247710)
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000005348)富士重工業株式会社 (3,010)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000005348)富士重工業株式会社 (3,010)
【Fターム(参考)】
[ Back to top ]