
使い捨て容器および容器入り食品
【課題】保型性、運びやすさ、安全性に優れ、ホットプレートや電子レンジでの使用にも適した非常に低コストな使い捨て容器を提供する。
【解決手段】内容器と該内容器を保持する外枠20Aとを備える使い捨て容器10Aである。内容器は、非金属製シートのプレス成型により形成され、周壁部32に襞を有する有底のギャザリングカップ30Aである。外枠20Aは、内容器の非金属製シートよりも厚みが大きい非金属製シートのプレス成型により形成され、周壁部22に襞を有する有底または無底の筒状本体を有するものである。
【解決手段】内容器と該内容器を保持する外枠20Aとを備える使い捨て容器10Aである。内容器は、非金属製シートのプレス成型により形成され、周壁部32に襞を有する有底のギャザリングカップ30Aである。外枠20Aは、内容器の非金属製シートよりも厚みが大きい非金属製シートのプレス成型により形成され、周壁部22に襞を有する有底または無底の筒状本体を有するものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば食品の加熱、調理など、特に食品用として好適に使用される使い捨て容器と、該使い捨て容器に食品が入った容器入り食品に関する。
【背景技術】
【0002】
近年、パウンドケーキなどの菓子類を焼いたり、おでんなどの鍋料理を調理したりする場合には、使用後の後始末が容易であることから、紙材などからなる使い捨て用のカップ、鍋などの容器が使用されることが増えてきている。例えば、特許文献1には、薄紙を複雑に折り加工することにより、薄紙製でありながら、側壁(周壁部)の形状が良好に保持される菓子用容器が開示されている。
【0003】
しかしながら、この菓子用容器は、薄紙を1枚ずつ複雑に折り加工する方法により製造されるため、製造コストが高いという問題があった。
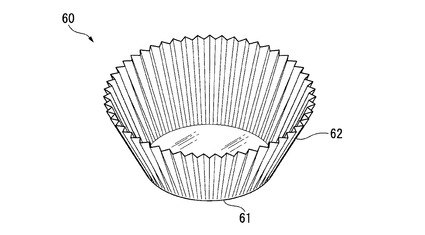
一方、薄紙などにPETフィルムなどをラミネートしたシート材料から形成される容器として、図9に示すように、円形の底部61と、この底部61の縁部から立設し、周方向に襞が繰り返し形成された周壁部62とからなるギャザリングカップ60がある。ギャザリングカップ60は、複数枚の例えば円形のシート材料を重ね、これを一括してプレス成型することにより複数個が一括に製造されるため、製造コストが低い。そのため、このようなギャザリングカップ60を鍋料理などの調理に使用することも考えられる。
【0004】
ところが、ギャザリングカップ60は保型性が不十分であり、内容物を入れると周壁部の襞が広がってしまい、内容物を安定に保持できないという問題があった。また、内容物を入れた後には持ちにくく、例えばキッチンからテーブルまで運びにくいという問題もあった。保型性を高めるためには、より厚みの大きなシート材料を用いることも考えられるが、ギャザリングカップ60の製造時の成型性が低下するうえ、液状物を入れた場合などの保型性の向上には限界があった。
【0005】
このような問題を解決する方法として、例えば特許文献2の図5などに示されている形態の金属などからなる外枠を組み合わせて使用することにより、ギャザリングカップ60の保型性を補うことも考えられる。
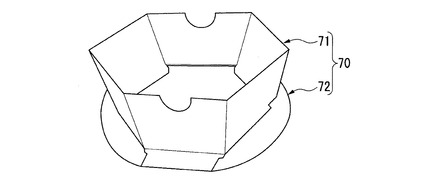
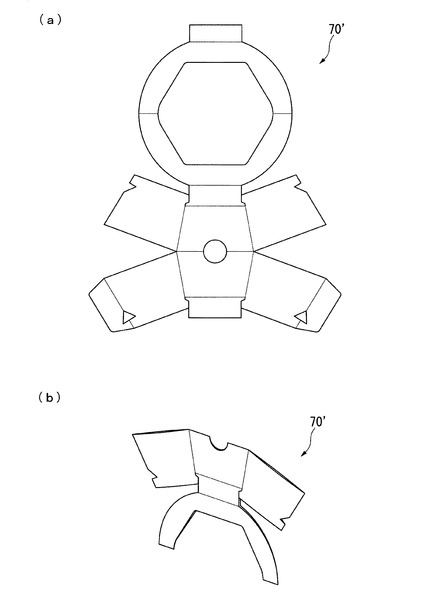
また、例えば図10に示すように、横断面が多角形(この例では略六角形。)の無底筒状の本体71と、本体71の下部外周に位置するフランジ部72とを備えた紙製の枠体70を外枠として用い、この枠体70の本体71内にギャザリングカップ60を保持することにより、ギャザリングカップ60の保型性を補うことも考えられる。この例の枠体70は、紙材が図11(a)に示す形状に切り加工された1枚のシート70’からなり、このシート70’を使用時に組み立てることで図10の形状に形成される。使用前には、図11(b)に示すように、該シート70’は折り畳んだ状態で保管可能である。このような紙製の折り畳みタイプの形態の枠体は、例えば特許文献3などにも、紙製保持器として開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3051452号公報
【特許文献2】実開平7−36940号公報
【特許文献3】特開2000−325236号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、ギャザリングカップに金属製の外枠を併用し、鍋料理などの調理を行う際に、これをホットプレート上などで加熱した場合には、外枠も高温になるため、安全面で懸念される。また、金属製の外枠がホットプレートのプレート面を傷付けることも考えられる。また、金属製の外枠は、電子レンジでの使用には不適であるため、外枠が装着されたギャザリングカップを電子レンジで予備加熱してから、ホットプレート上に移動させて使用するなどの使用方法には対応できない。
一方、紙製の折り畳みタイプの枠体は、加熱されても金属のように高温になることはないし、プレート面を傷つける懸念もない。また、電子レンジで使用することもできる。
【0008】
しかしながら、このような折り畳みタイプの枠体を製造する場合には、材料の紙を所定の形状に裁断した後、これを手作業などで折り畳む必要があり、非常に手間がかかるうえ、必要となる紙の面積も大きく、コスト面で不利である。
【0009】
本発明は上記事情に鑑みてなされたもので、保型性、運びやすさ、安全性に優れ、ホットプレートや電子レンジでの使用にも適した非常に低コストな使い捨て容器と、これを用いた容器入り食品の提供を課題とする。
【課題を解決するための手段】
【0010】
本発明の使い捨て容器は、内容器と該内容器を保持する外枠とを備え、前記内容器は、非金属製シートのプレス成型により形成され、周壁部に襞を有する有底のギャザリングカップであり、前記外枠は、前記非金属製シートよりも厚みの大きい非金属製シートのプレス成型により形成され、周壁部に襞を有する有底または無底の筒状本体を有することを特徴とする。
前記筒状本体は有底であり、底部には開口部が形成されていてもよい。
前記外枠は、前記筒状本体に接続した取っ手を有することが好ましい。
前記ギャザリングカップの周壁部には、前記取っ手に係止する係止開口部が形成されていることが好ましい。
前記外枠の前記周壁部の外周に嵌合する環状の箍部材をさらに備えることが好ましい。その場合、前記外枠の前記周壁部には、前記箍部材を係止させる係止部が形成されていることが好ましい。あるいは、前記箍部材には、前記外枠の前記周壁部の上端に係止する引掛け部が形成されていることが好ましい。
前記ギャザリングカップが載置される下敷き用シートをさらに備えていてもよい。
本発明の使い捨て容器の製造方法は、前記使い捨て容器を製造するにあたって、前記内容器を形成するための非金属製シートと、前記筒状本体を形成するための非金属製シートとを重ねてプレス成型する工程を有することを特徴とする。
本発明の容器入り食品は、前記使い捨て容器と、該使い捨て容器に入った食品とを備えたことを特徴とする。
【発明の効果】
【0011】
本発明によれば、保型性、運びやすさ、安全性に優れ、ホットプレートや電子レンジでの使用にも適した非常に低コストな使い捨て容器と、これを用いた容器入り食品を提供できる。
【図面の簡単な説明】
【0012】
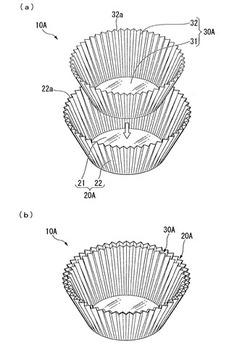
【図1】本発明の使い捨て容器の一例を示す斜視図であり、(a)ギャザリングカップと外枠とを重ねる様子を示す図、(b)重ねた後の様子を示す図である。
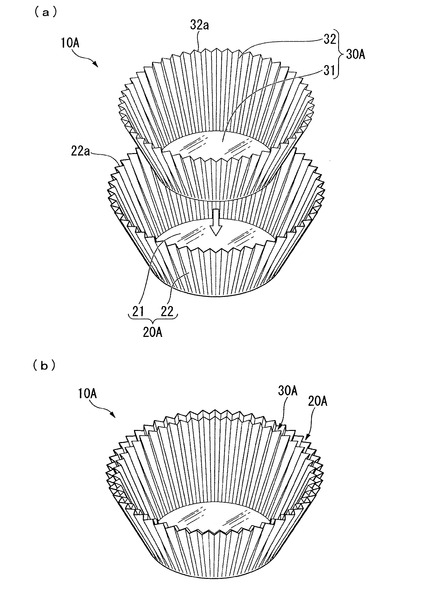
【図2】外枠の他の例を示す斜視図である。
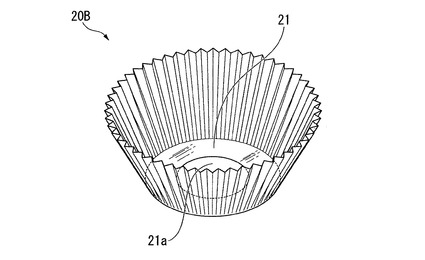
【図3】使い捨て容器の他の例を示す斜視図であり、(a)外枠を示す図、(b)ギャザリングカップを示す図、(c)(a)の外枠と(b)のギャザリングカップとを組み合わせた図である。
【図4】下敷き用シートを備えた使い捨て容器の使用例を示す斜視図である。
【図5】本発明の使い捨て容器の他の一例を示す図であり、(a)箍部材の平面図、(b)(a)の箍部材を外枠に嵌めた様子を示す斜視図である。
【図6】本発明の使い捨て容器の他の一例を示す図であり、(a)箍部材の平面図、(b)(a)の箍部材を外枠に嵌めた様子を示す斜視図である。
【図7】ギャザリングカップの一例を示す斜視図である。
【図8】ギャザリングカップの一例を示す斜視図である。
【図9】ギャザリングカップの一例を示す斜視図である。
【図10】公知の枠体を示す斜視図である。
【図11】図10の枠体を形成するシートを示す図であり、(a)シートを展開した状態を示す平面図、(b)シートを折り畳んだ状態を示す斜視図である。
【発明を実施するための形態】
【0013】
以下、本発明について詳細に説明する。
本実施形態例の使い捨て容器は、例えばおでん、シチュー、チーズフォンデュのチーズなどの食品が入れられる内容器としてのギャザリングカップと、このギャザリングカップを保持する枠体としての外枠を備えるものである。
図1は、本発明の一実施形態例の使い捨て容器10Aを示す図であり、この使い捨て容器10Aは、図1(a)のように、外枠20A内にギャザリングカップ30Aを収めてこれらを重ね、図1(b)に示すように、外枠20A内にギャザリングカップ30Aを保持した状態で使用されるものである。この例の外枠20Aとギャザリングカップ30Aとは、同形状で、ほぼ同じ大きさに形成されている。
【0014】
[ギャザリングカップ(内容器)]
図示例のギャザリングカップ30Aは、円形の非金属製シートをプレス成型する方法により形成され、円形の底部31と、この底部31の縁部から漸次拡径しつつ立設したテーパー状の周壁部32とから構成されている。周壁部32において、底部31が存在していない側の一端、すなわち上端32aは開口し、ギャザリングカップ30Aに内容物を入れるための投入口となっている。周壁部32には、底部31から上端32a側に向けて、漸次その幅が大きくなるように形成された多数の襞が、周方向に沿って繰り返し形成されている。
【0015】
ギャザリングカップ30Aを形成する非金属製シートは、金属以外の材料からなるシートである。非金属製シートを使用することにより、電子レンジでの使用が可能となる。また、非金属製シートは金属製シートよりも一般的に熱伝導率が小さいことから、ホットプレート上に載置しても容器の周壁部までは高温になりにくいギャザリングカップ30Aを形成することができる。よって、非金属製シートからなるギャザリングカップ30Aは、調理への使用に好適である。
非金属製シートとしては、特に限定するものではないが、具体的には、ホットプレートでの加熱温度でも変形あるいは損傷しないような耐熱性のある合成樹脂フィルム;木材および/またはその他植物組織を原料として化学的および/または機械的処理を行って得られた天然パルプ、布あるいは紙を原料としたパルプ、これらパルプの混合物などのパルプ原料を、酸性抄紙法または中性抄紙法などの公知の方法により抄紙して得られる紙;該紙を基材として該紙基材の少なくとも一方の面に塗工層が形成されたシート;紙基材の少なくとも一方の面に合成樹脂フィルムが積層されたラミネート紙;などを使用することができる。
ラミネート紙における合成樹脂フィルムとしては、特に制限はないが、例えばポリエチレン、ポリプロピレンまたはこれらの混合物からなる厚さ5〜40μmの合成樹脂フィルムである。
【0016】
特に紙および紙を基材とするシートは、耐熱性に優れるのみならず、高温での変形のし難さや適度な剛さを有し、使い捨て容器としての利便性に優れるため好ましく用いられる。このような内容器に使用される紙あるいは紙基材としては、上質紙、中質紙、片艶紙、クラフト紙、グラシン、硫酸紙、奉書紙などが好ましく、上質紙、中質紙、片艶紙、クラフト紙、グラシン、硫酸紙などの紙基材上の片面あるいは両面に、撥水剤、發油剤、耐水化剤、耐油化剤などを含む塗工層を設けて、耐水性や耐油性を付与した耐水紙、耐油紙が好ましい。さらに、調理時の高温下において、充分な耐水性や耐油性が得られるため、撥水剤、發油剤、耐水化剤、耐油化剤としては、シリコーン樹脂やフッ素樹脂を含有するものが好ましい。これら撥水剤、發油剤、耐水化剤、耐油化剤などの塗布量は、特に限定されるものではないが、片面当たりの固形分量として0.01〜10g/m2である。
【0017】
とりわけ、木材を原料とするパルプを、カナディアンスタンダードフリーネス(CSF)が100ml以下になるまで粘状叩解したパルプ原料を使用して抄紙し、カレンダー処理などを用いて高密度に仕上げたような、グラシンやセミグラシンなどの高密度紙を紙基材とし、この高密度紙基材の片面または両面に、シリコーン樹脂やフッ素樹脂などの撥水剤、發油剤、耐水化剤、耐油化剤などが塗布された耐水紙、耐油紙は特に好ましく使用することができる。また、この際、必要に応じて、撥水剤、發油剤、耐水化剤、耐油化剤などの下にさらに塗工層を設けて、撥水剤、發油剤、耐水化剤、耐油化剤の効果をより得やすくすることもできる。
紙基材の厚みは、30〜100μmが好ましく、より好ましくは40〜90μmである。このような厚みであると、多数枚の非金属製シートを重ねてプレス成型するときの作業性および加工性や、内容器としての扱いやすさの点で好ましい。より好ましくは、50〜80μmである。
【0018】
塗工層の形成に使用される上述のシリコーン樹脂としては、付加型ビニル基を含有するポリシロキサンをベースポリマーとし、架橋剤としてポリメチルハイドロジェンシロキサンを配合して、白金触媒の存在下で反応させたもの;縮合型末端にシラノール基を有するポリシロキサンをベースポリマーとして、架橋剤としてポリメチルハイドロジェンシロキサンを配合して、有機スズアシレート触媒の存在下で縮合反応させたもの:シリコーンレジンと呼ばれる3〜4官能型シラノールを用い、縮合により三次元網目構造を生成したものなどを用いることができる。
耐油層を形成する際には、シリコーン樹脂は有機溶剤で希釈され、または、水系エマルション、無溶剤型の形態とされ、グラビア塗工、ロール塗工、エアナイフ塗工、メイヤーバー塗工などの方法で塗工される。
【0019】
ギャザリングカップ30Aの形成に好適な非金属製シートの一例としては、例えば、王子特殊紙(株)製のグラシン紙(商品名「特SL(加工)70」、米坪71g/m2、厚さ63.0μm)の片面に、信越化学工業(株)製のシリコーン主剤(商品名「KS−778E」)と硬化剤(商品名「PL−56」)とを100:1の質量割合で混合し、トルエンで濃度が8質量%となるように希釈した塗布液を乾燥質量1.0g/m2で塗布して製造された片面耐油紙が例示できる。
【0020】
[外枠]
同図示例の外枠20Aは、ギャザリングカップ30Aと同じ成形型を用いて、円形の非金属製シートをプレス成型することにより形成された有底の筒状本体からなる。
すなわち、この外枠20Aの筒状本体は、ギャザリングカップ30Aの底部31と同じ形状である円形の底部21と、この底部21の縁部から漸次拡径しつつ立設し、ギャザリングカップ30Aとほぼ同じ高さであるテーパー状の周壁部22とから構成されている。周壁部22において、底部21が存在していない側の一端(上端)22aは開口している。周壁部22には、底部21から上端22a側に向けて、漸次その幅が大きくなるように形成された多数の襞が、周方向に沿って繰り返し形成されている。
【0021】
このように外枠20Aの筒状本体を非金属製シートで形成することにより、電子レンジでの使用が可能となる。また、非金属製シートは金属製シートよりも一般に熱伝導率が低く、そのため、ホットプレート上に載置されても加熱されにくい外枠20Aを形成することができる。
【0022】
また、外枠20Aの筒状本体は、内容器であるギャザリングカップ30Aに内容物が入れられた場合でも、ギャザリングカップ30Aを保型しつつ、安定に運搬できるものであること、すなわち、ギャザリングカップ30Aよりも変形し難いものである必要がある。
そこで、本発明では、外枠20Aの筒状本体に使用される非金属製シート(以下、外枠形成用シートという場合もある。)として、ギャザリングカップ30Aを形成するために使用される非金属製シート(以下、ギャザリングカップ形成用シートという場合もある。)よりも厚みの大きいものを使用する。このような外枠形成用シートを用いることにより、ギャザリングカップ30Aに内容物を入れ、ギャザリングカップ30Aが内容物のために広がる方向に変形しようとしても、外枠20Aがその変形を効果的に抑制することができる。
【0023】
なお、ギャザリングカップ30Aや筒状本体の変形し難さは、材料として使用するシートのシート剛性、プレス成型の条件(襞の幅など。)、周壁部の高さなどのサイズなどの影響を受け、なかでも、シート剛性は変形し難さを決定する重要な要素である。そこで、外枠20Aの筒状本体をギャザリングカップ30Aよりも変形し難いものとするためには、外枠20Aの筒状本体のシート剛性と、ギャザリングカップ30Aのシート剛性との関係を規定することも考えられる。しかしながら、シート剛性は、プレス成型などの加工が施される前のシートについてのみ測定可能であって、プレス成型後のものからは測定したり推定したりすることは困難である。また、シート剛性は、シートの厚みや積層構造のような幾何学的性質、密度、弾性率のような材料的性質などを因子として複合的に決定されるが、なかでも、厚みの影響を大きく受ける。
そこで、本発明では、ギャザリングカップ30Aおよび外枠20Aの変形し難さの指標として、プレス成型後のものについても容易に測定可能な「厚み」を採用し、外枠形成用シートとして、ギャザリングカップ形成用シートよりも厚みの大きいものを使用することとしている。
【0024】
外枠形成用シートとしては、好適には、広葉樹晒クラフトパルプ、針葉樹晒クラフトパルプ等の化学パルプ、GP、RGP、TMP等の機械パルプなどを原料とし、公知の長網多筒型抄紙機、長網ヤンキー型抄紙機、円網抄紙機等により抄造される上質紙、中質紙、片艶紙及びクラフト紙等の酸性紙、中性紙、アルカリ性紙の紙基材などのなかから選択される。これらは、単層抄きまたは多層抄きのいずれであってもよい。なお、原料としては、古紙パルプも使用できるが、食品用の観点からは、古紙パルプを用いないほうが好ましい。
【0025】
外枠形成用シートとして、単層抄きの紙基材を使用する場合には、好ましくは厚みが33〜400μmの範囲(坪量が30〜350g/m2程度に相当。)のものの中から、ギャザリングカップ形成用シートよりも、厚みが大きなものを適宜選択することができる。より好ましくは、厚みが150〜400μmの範囲(坪量が120〜320g/m2程度に相当。)、さらに好ましくは厚みが200〜300μmの範囲(坪量が160〜240g/m2程度に相当。)である。
一方、外枠形成用シートとして、多層抄きの紙基材を使用する場合には、好ましくは厚みが120〜600μmの範囲(坪量が100〜500g/m2程度に相当。)のものの中から、ギャザリングカップ形成用シートよりも、厚みが大きなものを適宜選択することができる。より好ましくは、厚みが150〜400μmの範囲(坪量が120〜320g/m2程度に相当。)、さらに好ましくは厚みが200〜300μmの範囲(坪量が160〜240g/m2程度に相当。)である。
より好適な外枠形成用シートとしては、単層抄き、多層抄きにかかわらず、厚みが120〜600μmの範囲、より好ましくは厚みが150〜400μmの範囲、さらに好ましくは厚みが200〜300μmのものである。
また、上述した紙材などを適宜糊貼合や、押出ラミネート(ラミサンド)等の方法で積層させた紙材(積層紙材)を使用することもできる。
【0026】
また、外枠形成用シートとしては、上述したような紙基材に限定されず、樹脂を原料としたいわゆる合成紙や、樹脂と紙とを組み合わせた耐熱性ラミネート紙、PP、PET、PEN、ポリイミドなどの樹脂製の耐熱性フィルムや、これらを適宜積層した複合フィルム等のフィルムも使用できる。フィルムの厚さは、好ましくは12〜200μmであり、剛性、組み立て作業性などを考慮すると、さらに好ましくは75〜200μmである。
【0027】
プレス成型前の外枠形成用シートとしてのシート剛性は、例えば、JIS P8125:2000テーバーこわさ試験機法などにより測定される、シートを特定角度に曲げるのに要する曲げモーメントの大きさなどにより評価することができる。よって、外枠形成用シートとしては、テーバーこわさ試験機法による曲げモーメントの値が、ギャザリングカップ形成用シートよりも大きいものであることが好適である。具体的な数値としては、ギャザリングカップ30Aの変形を防止する点から0.50mN・m以上であり、プレス成型による加工性の点から60mN・m以下であるものを使用することが望ましい。より好ましい範囲としては、1.0mN・m以上30mN・m以下、さらに好ましくは1.5mN・m以上15mN・m以下である。
なお、連続的に抄紙された紙を基材とするシートは、基材の繊維配向の異方性のために、同じシートであっても評価する方向によってテーバーこわさの値が異なる。多くの場合、パルプ繊維が配向する抄紙方向に平行のこわさの値が最大となり、抄紙方向に直交する方向のこわさの値が最小となる。そこで、外枠形成用シートとしては、測定されるテーバーこわさの最小値および最大値のいずれもが、上記好適な範囲内であることが好ましい。
【0028】
以上の条件を満足する外枠形成用シートとギャザリングカップ形成用シートの好適な組み合わせとしては、例えば、ギャザリングカップ形成用シートとして、坪量30〜100g/m2(厚み30〜100μm)の紙基材上に耐水・耐油化剤が塗布された耐油紙を用い、外枠形成用シートとしては、坪量120〜500g/m2(厚み150〜600μm)の紙を用いる組み合わせが例示できるが、言うまでもなく、これらの組み合わせに限定されるものではない。
【0029】
このようなギャザリングカップ30Aと外枠20Aは、ギャザリングカップ形成用シートと、外枠形成用シートとを同じ成形型を用いて別々にプレス成型する方法でも製造できるが、これら各シートを重ねて一括にプレス成型することにより、生産性よく使い捨て容器10Aを製造することができる。
【0030】
具体的には、外枠形成用シート1枚の上に、ギャザリングカップ形成用シートを複数枚重ねる。そして、対をなすパンチおよびダイスを成形型として備えたプレス成形機を用い、ギャザリングカップ形成用シート側にパンチを配し、外枠形成用シート側にダイスを配して、プレス成型する。このような方法によれば、ギャザリングカップ30Aと外枠20Aとを一括に生産性よく製造できるうえ、外枠20Aの筒状本体がギャザリングカップ30Aよりも若干大きく形成されるため、実使用時に外枠20A内にギャザリングカップ30Aをスムーズかつ安定に収めることができる。
なお、プレス成型する工程において、ギャザリングカップ形成用シートを重ねる枚数は、このシートの厚みなどに応じて適宜設定できる。また、外枠形成用シートの枚数は、成形性などの点からは、上述のように1枚が好適であるが、その厚みなどによっては複数枚としてもよい。
【0031】
以上説明した使い捨て容器10Aは、ギャザリングカップ30Aに外枠20Aを組み合わせたものであるため、内容物を入れた場合でもギャザリングカップ30Aの保型性に優れ、運びやすい。
また、ギャザリングカップ30Aと外枠20Aのいずれもが非金属製シートから形成されたものであるため、使い捨てができ、調理後の後始末が簡単であるし、軽量で使い勝手も良い。なお、ギャザリングカップ30Aは、通常は1回の使用ごとに廃棄されるが、外枠20Aは、使用状況に応じて複数回使用されてから、廃棄されてもよい。
また、ギャザリングカップ30Aと外枠20Aのいずれもが非金属製シートから形成されたものであるため、ホットプレート上などで使用した際にも高温まで加熱されにくく、安全性に優れ、しかも、ホットプレートのプレート面を傷付けることもない。また、電子レンジでの使用にも適するため、この使い捨て容器10Aを電子レンジで予備加熱してから、ホットプレート上に移動させて使用するなどの使用方法にも対応でき、使用形態の自由度が大きい。
【0032】
また、ギャザリングカップ30Aと外枠20Aとは、いずれもプレス成型により製造でき、さらには上述のように、外枠形成用シートとギャザリングカップ形成用シートとを重ねてギャザリングカップ30Aと外枠20Aとを一度に製造することもできる。よって、非常に低コストで使い捨て容器10Aを製造することができる。
【0033】
以上の説明では、外枠20Aの筒状本体として、底部21を有する有底のものを例示したが、底部のない無底のものであってもよい。無底の場合でも、外枠の周壁部はプレス成型により成形され、上方に漸次拡径したテーパー形状であるため、その内側にギャザリングカップ30Aを保持することができる。無底の外枠は、例えば、プレス成型後に、底部をくり抜く方法などにより製造できる。
【0034】
また、有底の場合でも、図2に示すように、底部21には、打ち抜きなどによる例えば円形の開口部21aが形成されていてもよい。無底の筒状本体からなる外枠や、図2のように底部21に開口部21aが形成された外枠20Bを採用し、その内側にギャザリングカップ30Aを収めて、ホットプレートやフライパンなどの加熱手段の上に載置すると、加熱手段からの熱がギャザリングカップ30Aにより伝わりやすい。よって、ギャザリングカップ30Aに入れられる内容物の種類などに応じて、外枠を無底にしたり、開口部21aを有する有底にしたりすることができる。形成される開口部の形状、大きさ、数、配置パターンなどは、内容物に要求される加熱の程度などに応じて適宜設定できる。開口部の総面積が大きいほど、ギャザリングカップ30Aへの熱の伝導が優れ、総面積が小さいほど、底部21の強度が優れる。また、ここでいう開口部とは、底部の内面と外面とが連通するように形成されたものであればよく、図2の例のように底部21の中央が円形などの形状にくり抜かれたものに限定されず、単なる切れ目をも含む。また、開口部を有する底部を備えた筒状本体は、プレス成型後に底部の中央などを打ち抜く方法の他、予め開口部を形成した環状の非金属製シートをプレス成型する方法でも製造できる。
【0035】
また、外枠には、図3(a)に示すように、取っ手24,24を設けてもよい。この例のように、筒状本体の上端20aから上方に延出する一対の取っ手24,24を互いに対向する位置に筒状本体と一体形成することによって、使用者が、両手で各取っ手24,24をそれぞれ把持して、この外枠20C内にギャザリングカップ30Aを収めた使い捨て容器を例えば電子レンジからホットプレートに安定に運搬することができる。
【0036】
このように外枠20Cに取っ手24,24を設けた場合には、これに組み合わせるギャザリングカップには、例えば図3(b)に示すように、ギャザリングカップ30Cの周壁部32の上端32a側において、互いに対向する位置に、周方向に沿って延びる一対の細長いスリット状の係止開口部33,33を打ち抜き加工などにより形成することが好ましい。そして、図3(c)に示すように、係止開口部33,33を取っ手24,24に係止させることによって、ギャザリングカップ30Cを外枠20C内で安定に保持することができる。
特に、外枠が無底の筒状本体を具備する場合や、図2に示したように底部21に開口部21aが形成されている外枠20Bに対して取っ手を設けて、ギャザリングカップ30Cの係止開口部33,33を係止させた構成とすると、ギャザリングカップ30Cが外枠から抜けて落下することを防止できる。
【0037】
また、外枠20Cの取っ手24,24の両脇には、図3(a)に示すように、外枠20Cの下端20b側に向けて延びる切り欠き21,21をそれぞれ形成して、ギャザリングカップ30Cを外枠20C内に収めた場合には、その係止開口部33,33が取っ手24,24に安定に係止できるようにすることが好適である。
【0038】
なお、この例では、取っ手24,24にも、外枠20Cを製造する際のプレス成型に由来する襞が形成されているが、取っ手の部分に襞は形成されていなくても何ら構わない。
【0039】
以上の実施形態例においては、外枠20Cの取っ手24,24として、筒状本体の上端20aから上方に延出するとともに、両脇には細長い切り欠き21,21が形成された一対の延出片状の取っ手24,24を例示した。しかしながら、両脇に切り欠きが形成されていれば、取っ手が筒状本体の上端から延出していなくても、この取っ手に係止開口部33,33を係止させることができる。よって、取っ手は、必ずしも筒状本体の上端から延出していなくてもよい。反対に、係止開口部33,33を係止させる必要がない場合には、両脇に切り欠きのない延出片状の取っ手であってもよい。
また、両手で把持できる一対の取っ手に限らず、対を成さない片手用の取っ手であってもよいし、延出片状の一対の取っ手を長めに形成するとともに、これらの各先端側に、それぞれ切り込みを設け、これらを互いに噛み合わせることによって、各取っ手を連結して「持ち手」のようにできる形態としてもよい。さらに、取っ手は筒状本体と一体形成により接続されていなくてもよく、取っ手のみを別体から製造して筒状本体に接合して接続させてもよい。
【0040】
また、ギャザリングカップに形成される係止開口部の位置、数、形状などは、取っ手の数、構成などに応じて適宜設定すればよい。例えば形状については、打ち抜きにより形成された形状に限定されず、単なる切れ目であってもよい。
【0041】
また、図示は略すが、ギャザリングカップの周壁部、外枠の筒状本体の周壁部のそれぞれにおいて、周方向に沿う段差部を形成し、ギャザリングカップの段差部と外枠の段差部とが係止するように構成してもよい。このように互いに係止する段差部を設けることによって、ギャザリングカップを外枠内で安定に保持することができる。また、無底の外枠や、図2のように底部21に比較的大きな開口部21aが形成された外枠20Bの場合でも、内側に保持するギャザリングカップ30Aが外枠から抜けて落下することを防止できる。段差部は、ギャザリングカップ、外枠それぞれに1段ずつ形成しても、複数段形成してもよい。
【0042】
また、外枠の筒状本体の高さとギャザリングカップの高さは異なっていてもよい。例えば、ギャザリングカップの高さを外枠の高さよりも大きく設定し、外枠内にギャザリングカップを収めた際に、ギャザリングカップの周壁部が外枠の上端よりも上方に延出するようにする。そして、この延出した部分を外側に折り返して、折り返した部分が外枠の上端に引っ掛かるようにしてもよい。このように、ギャザリングカップを外枠の上端に引っ掛かるように形成することによっても、ギャザリングカップが外枠内で安定し、外枠が無底の場合や、底部21に比較的大きな開口部21aが形成されている場合に、使い捨て容器の運搬時などにおいて、ギャザリングカップが外枠から抜けて落下することを防止できる。
【0043】
以上の説明では、ギャザリングカップ30A,30Cと外枠20A,20Cとからなる使い捨て容器を例示したが、さらに下敷き用シートを備えた使い捨て容器としてもよい。例えばチーズフォンデュやチョコレートフォンデュに用いる場合には、図4に示すように、ホットプレートHなどの加熱手段の加熱面と、使い捨て容器10Aとの間に介在させる円形の下敷き用シート50を用い、これをホットプレートHの加熱面上に敷いてから、使い捨て容器10Aを載置することが好適である。チーズフォンデュ用のチーズの溶融温度は100℃程度、チョコレートフォンデュ用のチョコレートの溶融温度は60℃程度であって、これらの溶融温度は、ホットプレートでの一般的な加熱温度よりも低温である。よって、下敷き用シートを備えた構成とすることによって、ホットプレートをその一般的な加熱温度に設定した場合でも、より低温でギャザリングカップ30Aの内容物を加熱でき、内容物の焦げ付きを防止することができる。
なお、下敷き用シートは、外枠における底部の有無や、底部における開口部の有無に関わらず、内容物の種類や、用いる加熱手段の温度などに応じて、適宜使用できる。
【0044】
下敷き用シート50の材質は、外枠用の非金属製シートとして先に例示した材質の中などから、適宜選択して使用できる。
また、図2に例示したように、底部21を打ち抜いて開口部21aを形成した外枠20Bの場合には、その打ち抜き片を下敷き用シートとして用いることもできる。
【0045】
また、使い捨て容器は、図5に示すように、外枠20Aの周壁部22の外周に嵌合する環状の箍部材40Aをさらに備えることが好ましい。図示例の箍部材40Aの内周は、外枠20Aの底部21の外周よりも大きく、外枠20Aの周壁部22の上端22aの外周よりも小さく形成されている。このような箍部材40Aを用い、これを外枠20Aに嵌めることにより、内側に配置されたギャザリングカップが内容物の影響により広がろうとしても、外枠20Aの形状を維持することができる。
【0046】
このように箍部材40Aを備えた使い捨て容器においては、箍部材40Aがずり落ちないように、外枠20Aの周壁部22に、箍部材40Aを係止させる係止部が形成されていることが好ましい。具体的には、図5(b)に示すように、周壁部22において、周方向に沿う直線状のスリット23を係止部として形成し、箍部材40Aの内周側がこのスリット23に引っ掛かり、係止する形態が挙げられる。スリット23は、幅を持った開口部でも、単なる切れ目でもよい。または、外枠の周壁部に例えば逆U字状などの切れ込みを入れて、切れ込みに囲まれた部分を外側に倒して支持片(係止部)とし、この支持片上に箍部材40Aが載置されるようにしてもよい。このような係止部は、3箇所等間隔で形成されていると係止安定性の点で好ましいが、2箇所以上であればよい。
【0047】
あるいは、図6に示すように、箍部材40Bとして、外枠20Aの周壁部22の上端22aに係止するフック状の引掛け部41を有するものを採用してもよい。この引掛け部41は、箍部材40Bの内周から延出して形成され、外枠20Aの周壁部22の上端22aに引っ掛かるように、折り曲げ可能とされている。引掛け部は、箍部材の外周から延出して形成されてもよい。また、引掛け部は、図示のように3箇所等間隔で形成されていると、係止安定性の点で好ましいが、2箇所以上であればよい。
なお、箍部材40A,40Bの材質は、外枠用の非金属製シートとして先に例示した材質の中などから、適宜選択して使用できる。
【0048】
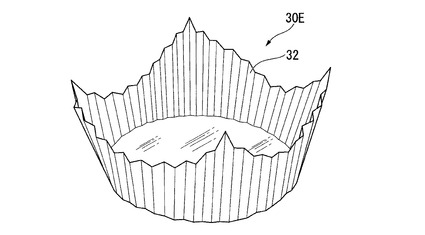
ギャザリングカップおよび外枠の筒状本体の形状は、底部が円形のものや、周壁部の高さが一定のものに限定されない。例えばギャザリングカップとしては、図7に示すように、多角形(この例では四角形)の底部31を有するギャザリングカップ30Dや、図8に示すように、周壁部の高さが一定ではないギャザリングカップ30Eであってもよい。すなわち、本発明においてギャザリングカップとは、非金属製シートをプレス成型することにより、底部と、この底部の縁部から立設し、襞が形成されることにより漸次拡径した周壁部とを備えたものであればよく、底部の形状、周壁部の高さなどに制限はない。また、周壁部の襞は、図7の例のように、底部31の角(四隅)に対応する位置などに部分的に形成されて、周壁部32をテーパー状にするものでもよく、必ずしも全周に均一に形成されていなくてもよい。
【0049】
また、これに組み合わせる外枠としても、プレス成型により成形され、好ましくはギャザリングカップを形成する際に用いたものと同じ成形型を用いたプレス成型により成形された、同形の無底または有底の筒状本体を備えたものであればよい。
図7および8のようなギャザリングカップ30D,30Eを備えた使い捨て容器においても、外枠に取っ手を設けた構成としたり、また、取っ手に係止する係止開口部をギャザリングカップに形成したりしてもよい。さらに、ギャザリングカップおよび外枠に段差部を形成してもよく、これらの構成は自由に組み合わせることができる。
【0050】
外枠の筒状本体およびギャザリングカップのテーパーの程度は適宜設定できるが、容器としての使い易さや、ギャザリングカップの保型性などの観点からは、水平方向に対する周壁部の角度(テーパー度)が、80〜10度となる範囲が好ましく、70〜45度がより好ましい。
なお、ギャザリングカップの周壁部のテーパー度は、形成されるギャザーの数により調整できる。
【0051】
以上説明した使い捨て容器の用途には特に制限はないが、食品の加熱、調理など、特に食品用として好適に使用される。
加熱、調理の対象となる食品としては、特に制限はないが、おでん、寄せ鍋、チーズフォンデュ、チョコレートフォンデュ、オイルフォンデュなどの鍋料理や、カレー、シチューなどが例示できる。
使い捨て容器は、例えば、ホットプレートやフライパンなどの加熱手段の上に載置されて加熱、調理に使用される。また、この使い捨て容器、電子レンジでの使用にも適するため、電子レンジで予備加熱してから、ホットプレート上に移動させて使用するなど、種々の使用方法に対応でき、使用方法に制限はない。
【0052】
使い捨て容器は、使い捨て容器単独で、あるいは、使い捨て容器と、この使い捨て容器に入った食品とを備えた容器入り食品の形態などで流通する。
特に、容器入り食品の形態においては、食品として、例えばチーズフォンデュに使用されるチーズ、チョコレートフォンデュに使用されるチョコレートなど、常温(20±15℃)では固体状態であって、加熱により流動状態となるものが好適に採用される。
また、下敷き用シートを具備する使い捨て容器に、食品を組み合わせた容器入り食品の場合には、その流通時においては、ギャザリングカップ内に食品を入れた後、下敷き用シートを蓋としてギャザリングカップ内の食品上に載置してパッケージすることにより、流通時におけるギャザリングカップの潰れ、変形を防止することもできる。
【0053】
使い捨て容器のサイズにも特に制限はないが、食品用に使用される場合には、例えば外枠の筒状本体のサイズとして、その横断面の形状が円形の外枠20A,20B,20Cの場合には、下端20bの径が好ましくは5.0〜21.0cm、より好ましくは7.0〜18.0cmであり、上端20aから下端20bまでの長さが好ましくは1.5〜8.0cm、より好ましくは4.0〜6.0cmである。また、周壁部の好適なテーパー度は、上述したとおりである。また、これに組み合わせるギャザリングカップ30A,30Cの底部31の径は、外枠の筒状本体の下端20bの径と同程度である。また、ギャザリングカップ30A,30Cの上端32aから底部31の縁部までの長さは、外枠20A,20B,20Cの上端20aから下端20bまでの長さと同程度であればよいが、必要に応じて適宜設定できる。
また、図7に示すような角型のギャザリングカップ30Dに組み合わせる外枠としては、その下端における径方向の最大長さ(この例の場合には対角線に相当する長さ)が、好ましくは5.0〜21.0cm、より好ましくは7.0〜18.0cmであり、その他の好適なサイズなどについては、横断面の形状が円形の外枠20A,20B,20Cの場合について記載した範囲と同様である。
また、下敷き用シートは、外枠の下端全面を載置できる大きさ、形状とされることが好ましい。
【符号の説明】
【0054】
10A 使い捨て容器
20A,20B,20C 外枠
24 取っ手
30A,30C,30D,30E ギャザリングカップ
33 係止開口部
40A,40B 箍部材
50 下敷き用シート
【技術分野】
【0001】
本発明は、例えば食品の加熱、調理など、特に食品用として好適に使用される使い捨て容器と、該使い捨て容器に食品が入った容器入り食品に関する。
【背景技術】
【0002】
近年、パウンドケーキなどの菓子類を焼いたり、おでんなどの鍋料理を調理したりする場合には、使用後の後始末が容易であることから、紙材などからなる使い捨て用のカップ、鍋などの容器が使用されることが増えてきている。例えば、特許文献1には、薄紙を複雑に折り加工することにより、薄紙製でありながら、側壁(周壁部)の形状が良好に保持される菓子用容器が開示されている。
【0003】
しかしながら、この菓子用容器は、薄紙を1枚ずつ複雑に折り加工する方法により製造されるため、製造コストが高いという問題があった。
一方、薄紙などにPETフィルムなどをラミネートしたシート材料から形成される容器として、図9に示すように、円形の底部61と、この底部61の縁部から立設し、周方向に襞が繰り返し形成された周壁部62とからなるギャザリングカップ60がある。ギャザリングカップ60は、複数枚の例えば円形のシート材料を重ね、これを一括してプレス成型することにより複数個が一括に製造されるため、製造コストが低い。そのため、このようなギャザリングカップ60を鍋料理などの調理に使用することも考えられる。
【0004】
ところが、ギャザリングカップ60は保型性が不十分であり、内容物を入れると周壁部の襞が広がってしまい、内容物を安定に保持できないという問題があった。また、内容物を入れた後には持ちにくく、例えばキッチンからテーブルまで運びにくいという問題もあった。保型性を高めるためには、より厚みの大きなシート材料を用いることも考えられるが、ギャザリングカップ60の製造時の成型性が低下するうえ、液状物を入れた場合などの保型性の向上には限界があった。
【0005】
このような問題を解決する方法として、例えば特許文献2の図5などに示されている形態の金属などからなる外枠を組み合わせて使用することにより、ギャザリングカップ60の保型性を補うことも考えられる。
また、例えば図10に示すように、横断面が多角形(この例では略六角形。)の無底筒状の本体71と、本体71の下部外周に位置するフランジ部72とを備えた紙製の枠体70を外枠として用い、この枠体70の本体71内にギャザリングカップ60を保持することにより、ギャザリングカップ60の保型性を補うことも考えられる。この例の枠体70は、紙材が図11(a)に示す形状に切り加工された1枚のシート70’からなり、このシート70’を使用時に組み立てることで図10の形状に形成される。使用前には、図11(b)に示すように、該シート70’は折り畳んだ状態で保管可能である。このような紙製の折り畳みタイプの形態の枠体は、例えば特許文献3などにも、紙製保持器として開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3051452号公報
【特許文献2】実開平7−36940号公報
【特許文献3】特開2000−325236号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、ギャザリングカップに金属製の外枠を併用し、鍋料理などの調理を行う際に、これをホットプレート上などで加熱した場合には、外枠も高温になるため、安全面で懸念される。また、金属製の外枠がホットプレートのプレート面を傷付けることも考えられる。また、金属製の外枠は、電子レンジでの使用には不適であるため、外枠が装着されたギャザリングカップを電子レンジで予備加熱してから、ホットプレート上に移動させて使用するなどの使用方法には対応できない。
一方、紙製の折り畳みタイプの枠体は、加熱されても金属のように高温になることはないし、プレート面を傷つける懸念もない。また、電子レンジで使用することもできる。
【0008】
しかしながら、このような折り畳みタイプの枠体を製造する場合には、材料の紙を所定の形状に裁断した後、これを手作業などで折り畳む必要があり、非常に手間がかかるうえ、必要となる紙の面積も大きく、コスト面で不利である。
【0009】
本発明は上記事情に鑑みてなされたもので、保型性、運びやすさ、安全性に優れ、ホットプレートや電子レンジでの使用にも適した非常に低コストな使い捨て容器と、これを用いた容器入り食品の提供を課題とする。
【課題を解決するための手段】
【0010】
本発明の使い捨て容器は、内容器と該内容器を保持する外枠とを備え、前記内容器は、非金属製シートのプレス成型により形成され、周壁部に襞を有する有底のギャザリングカップであり、前記外枠は、前記非金属製シートよりも厚みの大きい非金属製シートのプレス成型により形成され、周壁部に襞を有する有底または無底の筒状本体を有することを特徴とする。
前記筒状本体は有底であり、底部には開口部が形成されていてもよい。
前記外枠は、前記筒状本体に接続した取っ手を有することが好ましい。
前記ギャザリングカップの周壁部には、前記取っ手に係止する係止開口部が形成されていることが好ましい。
前記外枠の前記周壁部の外周に嵌合する環状の箍部材をさらに備えることが好ましい。その場合、前記外枠の前記周壁部には、前記箍部材を係止させる係止部が形成されていることが好ましい。あるいは、前記箍部材には、前記外枠の前記周壁部の上端に係止する引掛け部が形成されていることが好ましい。
前記ギャザリングカップが載置される下敷き用シートをさらに備えていてもよい。
本発明の使い捨て容器の製造方法は、前記使い捨て容器を製造するにあたって、前記内容器を形成するための非金属製シートと、前記筒状本体を形成するための非金属製シートとを重ねてプレス成型する工程を有することを特徴とする。
本発明の容器入り食品は、前記使い捨て容器と、該使い捨て容器に入った食品とを備えたことを特徴とする。
【発明の効果】
【0011】
本発明によれば、保型性、運びやすさ、安全性に優れ、ホットプレートや電子レンジでの使用にも適した非常に低コストな使い捨て容器と、これを用いた容器入り食品を提供できる。
【図面の簡単な説明】
【0012】
【図1】本発明の使い捨て容器の一例を示す斜視図であり、(a)ギャザリングカップと外枠とを重ねる様子を示す図、(b)重ねた後の様子を示す図である。
【図2】外枠の他の例を示す斜視図である。
【図3】使い捨て容器の他の例を示す斜視図であり、(a)外枠を示す図、(b)ギャザリングカップを示す図、(c)(a)の外枠と(b)のギャザリングカップとを組み合わせた図である。
【図4】下敷き用シートを備えた使い捨て容器の使用例を示す斜視図である。
【図5】本発明の使い捨て容器の他の一例を示す図であり、(a)箍部材の平面図、(b)(a)の箍部材を外枠に嵌めた様子を示す斜視図である。
【図6】本発明の使い捨て容器の他の一例を示す図であり、(a)箍部材の平面図、(b)(a)の箍部材を外枠に嵌めた様子を示す斜視図である。
【図7】ギャザリングカップの一例を示す斜視図である。
【図8】ギャザリングカップの一例を示す斜視図である。
【図9】ギャザリングカップの一例を示す斜視図である。
【図10】公知の枠体を示す斜視図である。
【図11】図10の枠体を形成するシートを示す図であり、(a)シートを展開した状態を示す平面図、(b)シートを折り畳んだ状態を示す斜視図である。
【発明を実施するための形態】
【0013】
以下、本発明について詳細に説明する。
本実施形態例の使い捨て容器は、例えばおでん、シチュー、チーズフォンデュのチーズなどの食品が入れられる内容器としてのギャザリングカップと、このギャザリングカップを保持する枠体としての外枠を備えるものである。
図1は、本発明の一実施形態例の使い捨て容器10Aを示す図であり、この使い捨て容器10Aは、図1(a)のように、外枠20A内にギャザリングカップ30Aを収めてこれらを重ね、図1(b)に示すように、外枠20A内にギャザリングカップ30Aを保持した状態で使用されるものである。この例の外枠20Aとギャザリングカップ30Aとは、同形状で、ほぼ同じ大きさに形成されている。
【0014】
[ギャザリングカップ(内容器)]
図示例のギャザリングカップ30Aは、円形の非金属製シートをプレス成型する方法により形成され、円形の底部31と、この底部31の縁部から漸次拡径しつつ立設したテーパー状の周壁部32とから構成されている。周壁部32において、底部31が存在していない側の一端、すなわち上端32aは開口し、ギャザリングカップ30Aに内容物を入れるための投入口となっている。周壁部32には、底部31から上端32a側に向けて、漸次その幅が大きくなるように形成された多数の襞が、周方向に沿って繰り返し形成されている。
【0015】
ギャザリングカップ30Aを形成する非金属製シートは、金属以外の材料からなるシートである。非金属製シートを使用することにより、電子レンジでの使用が可能となる。また、非金属製シートは金属製シートよりも一般的に熱伝導率が小さいことから、ホットプレート上に載置しても容器の周壁部までは高温になりにくいギャザリングカップ30Aを形成することができる。よって、非金属製シートからなるギャザリングカップ30Aは、調理への使用に好適である。
非金属製シートとしては、特に限定するものではないが、具体的には、ホットプレートでの加熱温度でも変形あるいは損傷しないような耐熱性のある合成樹脂フィルム;木材および/またはその他植物組織を原料として化学的および/または機械的処理を行って得られた天然パルプ、布あるいは紙を原料としたパルプ、これらパルプの混合物などのパルプ原料を、酸性抄紙法または中性抄紙法などの公知の方法により抄紙して得られる紙;該紙を基材として該紙基材の少なくとも一方の面に塗工層が形成されたシート;紙基材の少なくとも一方の面に合成樹脂フィルムが積層されたラミネート紙;などを使用することができる。
ラミネート紙における合成樹脂フィルムとしては、特に制限はないが、例えばポリエチレン、ポリプロピレンまたはこれらの混合物からなる厚さ5〜40μmの合成樹脂フィルムである。
【0016】
特に紙および紙を基材とするシートは、耐熱性に優れるのみならず、高温での変形のし難さや適度な剛さを有し、使い捨て容器としての利便性に優れるため好ましく用いられる。このような内容器に使用される紙あるいは紙基材としては、上質紙、中質紙、片艶紙、クラフト紙、グラシン、硫酸紙、奉書紙などが好ましく、上質紙、中質紙、片艶紙、クラフト紙、グラシン、硫酸紙などの紙基材上の片面あるいは両面に、撥水剤、發油剤、耐水化剤、耐油化剤などを含む塗工層を設けて、耐水性や耐油性を付与した耐水紙、耐油紙が好ましい。さらに、調理時の高温下において、充分な耐水性や耐油性が得られるため、撥水剤、發油剤、耐水化剤、耐油化剤としては、シリコーン樹脂やフッ素樹脂を含有するものが好ましい。これら撥水剤、發油剤、耐水化剤、耐油化剤などの塗布量は、特に限定されるものではないが、片面当たりの固形分量として0.01〜10g/m2である。
【0017】
とりわけ、木材を原料とするパルプを、カナディアンスタンダードフリーネス(CSF)が100ml以下になるまで粘状叩解したパルプ原料を使用して抄紙し、カレンダー処理などを用いて高密度に仕上げたような、グラシンやセミグラシンなどの高密度紙を紙基材とし、この高密度紙基材の片面または両面に、シリコーン樹脂やフッ素樹脂などの撥水剤、發油剤、耐水化剤、耐油化剤などが塗布された耐水紙、耐油紙は特に好ましく使用することができる。また、この際、必要に応じて、撥水剤、發油剤、耐水化剤、耐油化剤などの下にさらに塗工層を設けて、撥水剤、發油剤、耐水化剤、耐油化剤の効果をより得やすくすることもできる。
紙基材の厚みは、30〜100μmが好ましく、より好ましくは40〜90μmである。このような厚みであると、多数枚の非金属製シートを重ねてプレス成型するときの作業性および加工性や、内容器としての扱いやすさの点で好ましい。より好ましくは、50〜80μmである。
【0018】
塗工層の形成に使用される上述のシリコーン樹脂としては、付加型ビニル基を含有するポリシロキサンをベースポリマーとし、架橋剤としてポリメチルハイドロジェンシロキサンを配合して、白金触媒の存在下で反応させたもの;縮合型末端にシラノール基を有するポリシロキサンをベースポリマーとして、架橋剤としてポリメチルハイドロジェンシロキサンを配合して、有機スズアシレート触媒の存在下で縮合反応させたもの:シリコーンレジンと呼ばれる3〜4官能型シラノールを用い、縮合により三次元網目構造を生成したものなどを用いることができる。
耐油層を形成する際には、シリコーン樹脂は有機溶剤で希釈され、または、水系エマルション、無溶剤型の形態とされ、グラビア塗工、ロール塗工、エアナイフ塗工、メイヤーバー塗工などの方法で塗工される。
【0019】
ギャザリングカップ30Aの形成に好適な非金属製シートの一例としては、例えば、王子特殊紙(株)製のグラシン紙(商品名「特SL(加工)70」、米坪71g/m2、厚さ63.0μm)の片面に、信越化学工業(株)製のシリコーン主剤(商品名「KS−778E」)と硬化剤(商品名「PL−56」)とを100:1の質量割合で混合し、トルエンで濃度が8質量%となるように希釈した塗布液を乾燥質量1.0g/m2で塗布して製造された片面耐油紙が例示できる。
【0020】
[外枠]
同図示例の外枠20Aは、ギャザリングカップ30Aと同じ成形型を用いて、円形の非金属製シートをプレス成型することにより形成された有底の筒状本体からなる。
すなわち、この外枠20Aの筒状本体は、ギャザリングカップ30Aの底部31と同じ形状である円形の底部21と、この底部21の縁部から漸次拡径しつつ立設し、ギャザリングカップ30Aとほぼ同じ高さであるテーパー状の周壁部22とから構成されている。周壁部22において、底部21が存在していない側の一端(上端)22aは開口している。周壁部22には、底部21から上端22a側に向けて、漸次その幅が大きくなるように形成された多数の襞が、周方向に沿って繰り返し形成されている。
【0021】
このように外枠20Aの筒状本体を非金属製シートで形成することにより、電子レンジでの使用が可能となる。また、非金属製シートは金属製シートよりも一般に熱伝導率が低く、そのため、ホットプレート上に載置されても加熱されにくい外枠20Aを形成することができる。
【0022】
また、外枠20Aの筒状本体は、内容器であるギャザリングカップ30Aに内容物が入れられた場合でも、ギャザリングカップ30Aを保型しつつ、安定に運搬できるものであること、すなわち、ギャザリングカップ30Aよりも変形し難いものである必要がある。
そこで、本発明では、外枠20Aの筒状本体に使用される非金属製シート(以下、外枠形成用シートという場合もある。)として、ギャザリングカップ30Aを形成するために使用される非金属製シート(以下、ギャザリングカップ形成用シートという場合もある。)よりも厚みの大きいものを使用する。このような外枠形成用シートを用いることにより、ギャザリングカップ30Aに内容物を入れ、ギャザリングカップ30Aが内容物のために広がる方向に変形しようとしても、外枠20Aがその変形を効果的に抑制することができる。
【0023】
なお、ギャザリングカップ30Aや筒状本体の変形し難さは、材料として使用するシートのシート剛性、プレス成型の条件(襞の幅など。)、周壁部の高さなどのサイズなどの影響を受け、なかでも、シート剛性は変形し難さを決定する重要な要素である。そこで、外枠20Aの筒状本体をギャザリングカップ30Aよりも変形し難いものとするためには、外枠20Aの筒状本体のシート剛性と、ギャザリングカップ30Aのシート剛性との関係を規定することも考えられる。しかしながら、シート剛性は、プレス成型などの加工が施される前のシートについてのみ測定可能であって、プレス成型後のものからは測定したり推定したりすることは困難である。また、シート剛性は、シートの厚みや積層構造のような幾何学的性質、密度、弾性率のような材料的性質などを因子として複合的に決定されるが、なかでも、厚みの影響を大きく受ける。
そこで、本発明では、ギャザリングカップ30Aおよび外枠20Aの変形し難さの指標として、プレス成型後のものについても容易に測定可能な「厚み」を採用し、外枠形成用シートとして、ギャザリングカップ形成用シートよりも厚みの大きいものを使用することとしている。
【0024】
外枠形成用シートとしては、好適には、広葉樹晒クラフトパルプ、針葉樹晒クラフトパルプ等の化学パルプ、GP、RGP、TMP等の機械パルプなどを原料とし、公知の長網多筒型抄紙機、長網ヤンキー型抄紙機、円網抄紙機等により抄造される上質紙、中質紙、片艶紙及びクラフト紙等の酸性紙、中性紙、アルカリ性紙の紙基材などのなかから選択される。これらは、単層抄きまたは多層抄きのいずれであってもよい。なお、原料としては、古紙パルプも使用できるが、食品用の観点からは、古紙パルプを用いないほうが好ましい。
【0025】
外枠形成用シートとして、単層抄きの紙基材を使用する場合には、好ましくは厚みが33〜400μmの範囲(坪量が30〜350g/m2程度に相当。)のものの中から、ギャザリングカップ形成用シートよりも、厚みが大きなものを適宜選択することができる。より好ましくは、厚みが150〜400μmの範囲(坪量が120〜320g/m2程度に相当。)、さらに好ましくは厚みが200〜300μmの範囲(坪量が160〜240g/m2程度に相当。)である。
一方、外枠形成用シートとして、多層抄きの紙基材を使用する場合には、好ましくは厚みが120〜600μmの範囲(坪量が100〜500g/m2程度に相当。)のものの中から、ギャザリングカップ形成用シートよりも、厚みが大きなものを適宜選択することができる。より好ましくは、厚みが150〜400μmの範囲(坪量が120〜320g/m2程度に相当。)、さらに好ましくは厚みが200〜300μmの範囲(坪量が160〜240g/m2程度に相当。)である。
より好適な外枠形成用シートとしては、単層抄き、多層抄きにかかわらず、厚みが120〜600μmの範囲、より好ましくは厚みが150〜400μmの範囲、さらに好ましくは厚みが200〜300μmのものである。
また、上述した紙材などを適宜糊貼合や、押出ラミネート(ラミサンド)等の方法で積層させた紙材(積層紙材)を使用することもできる。
【0026】
また、外枠形成用シートとしては、上述したような紙基材に限定されず、樹脂を原料としたいわゆる合成紙や、樹脂と紙とを組み合わせた耐熱性ラミネート紙、PP、PET、PEN、ポリイミドなどの樹脂製の耐熱性フィルムや、これらを適宜積層した複合フィルム等のフィルムも使用できる。フィルムの厚さは、好ましくは12〜200μmであり、剛性、組み立て作業性などを考慮すると、さらに好ましくは75〜200μmである。
【0027】
プレス成型前の外枠形成用シートとしてのシート剛性は、例えば、JIS P8125:2000テーバーこわさ試験機法などにより測定される、シートを特定角度に曲げるのに要する曲げモーメントの大きさなどにより評価することができる。よって、外枠形成用シートとしては、テーバーこわさ試験機法による曲げモーメントの値が、ギャザリングカップ形成用シートよりも大きいものであることが好適である。具体的な数値としては、ギャザリングカップ30Aの変形を防止する点から0.50mN・m以上であり、プレス成型による加工性の点から60mN・m以下であるものを使用することが望ましい。より好ましい範囲としては、1.0mN・m以上30mN・m以下、さらに好ましくは1.5mN・m以上15mN・m以下である。
なお、連続的に抄紙された紙を基材とするシートは、基材の繊維配向の異方性のために、同じシートであっても評価する方向によってテーバーこわさの値が異なる。多くの場合、パルプ繊維が配向する抄紙方向に平行のこわさの値が最大となり、抄紙方向に直交する方向のこわさの値が最小となる。そこで、外枠形成用シートとしては、測定されるテーバーこわさの最小値および最大値のいずれもが、上記好適な範囲内であることが好ましい。
【0028】
以上の条件を満足する外枠形成用シートとギャザリングカップ形成用シートの好適な組み合わせとしては、例えば、ギャザリングカップ形成用シートとして、坪量30〜100g/m2(厚み30〜100μm)の紙基材上に耐水・耐油化剤が塗布された耐油紙を用い、外枠形成用シートとしては、坪量120〜500g/m2(厚み150〜600μm)の紙を用いる組み合わせが例示できるが、言うまでもなく、これらの組み合わせに限定されるものではない。
【0029】
このようなギャザリングカップ30Aと外枠20Aは、ギャザリングカップ形成用シートと、外枠形成用シートとを同じ成形型を用いて別々にプレス成型する方法でも製造できるが、これら各シートを重ねて一括にプレス成型することにより、生産性よく使い捨て容器10Aを製造することができる。
【0030】
具体的には、外枠形成用シート1枚の上に、ギャザリングカップ形成用シートを複数枚重ねる。そして、対をなすパンチおよびダイスを成形型として備えたプレス成形機を用い、ギャザリングカップ形成用シート側にパンチを配し、外枠形成用シート側にダイスを配して、プレス成型する。このような方法によれば、ギャザリングカップ30Aと外枠20Aとを一括に生産性よく製造できるうえ、外枠20Aの筒状本体がギャザリングカップ30Aよりも若干大きく形成されるため、実使用時に外枠20A内にギャザリングカップ30Aをスムーズかつ安定に収めることができる。
なお、プレス成型する工程において、ギャザリングカップ形成用シートを重ねる枚数は、このシートの厚みなどに応じて適宜設定できる。また、外枠形成用シートの枚数は、成形性などの点からは、上述のように1枚が好適であるが、その厚みなどによっては複数枚としてもよい。
【0031】
以上説明した使い捨て容器10Aは、ギャザリングカップ30Aに外枠20Aを組み合わせたものであるため、内容物を入れた場合でもギャザリングカップ30Aの保型性に優れ、運びやすい。
また、ギャザリングカップ30Aと外枠20Aのいずれもが非金属製シートから形成されたものであるため、使い捨てができ、調理後の後始末が簡単であるし、軽量で使い勝手も良い。なお、ギャザリングカップ30Aは、通常は1回の使用ごとに廃棄されるが、外枠20Aは、使用状況に応じて複数回使用されてから、廃棄されてもよい。
また、ギャザリングカップ30Aと外枠20Aのいずれもが非金属製シートから形成されたものであるため、ホットプレート上などで使用した際にも高温まで加熱されにくく、安全性に優れ、しかも、ホットプレートのプレート面を傷付けることもない。また、電子レンジでの使用にも適するため、この使い捨て容器10Aを電子レンジで予備加熱してから、ホットプレート上に移動させて使用するなどの使用方法にも対応でき、使用形態の自由度が大きい。
【0032】
また、ギャザリングカップ30Aと外枠20Aとは、いずれもプレス成型により製造でき、さらには上述のように、外枠形成用シートとギャザリングカップ形成用シートとを重ねてギャザリングカップ30Aと外枠20Aとを一度に製造することもできる。よって、非常に低コストで使い捨て容器10Aを製造することができる。
【0033】
以上の説明では、外枠20Aの筒状本体として、底部21を有する有底のものを例示したが、底部のない無底のものであってもよい。無底の場合でも、外枠の周壁部はプレス成型により成形され、上方に漸次拡径したテーパー形状であるため、その内側にギャザリングカップ30Aを保持することができる。無底の外枠は、例えば、プレス成型後に、底部をくり抜く方法などにより製造できる。
【0034】
また、有底の場合でも、図2に示すように、底部21には、打ち抜きなどによる例えば円形の開口部21aが形成されていてもよい。無底の筒状本体からなる外枠や、図2のように底部21に開口部21aが形成された外枠20Bを採用し、その内側にギャザリングカップ30Aを収めて、ホットプレートやフライパンなどの加熱手段の上に載置すると、加熱手段からの熱がギャザリングカップ30Aにより伝わりやすい。よって、ギャザリングカップ30Aに入れられる内容物の種類などに応じて、外枠を無底にしたり、開口部21aを有する有底にしたりすることができる。形成される開口部の形状、大きさ、数、配置パターンなどは、内容物に要求される加熱の程度などに応じて適宜設定できる。開口部の総面積が大きいほど、ギャザリングカップ30Aへの熱の伝導が優れ、総面積が小さいほど、底部21の強度が優れる。また、ここでいう開口部とは、底部の内面と外面とが連通するように形成されたものであればよく、図2の例のように底部21の中央が円形などの形状にくり抜かれたものに限定されず、単なる切れ目をも含む。また、開口部を有する底部を備えた筒状本体は、プレス成型後に底部の中央などを打ち抜く方法の他、予め開口部を形成した環状の非金属製シートをプレス成型する方法でも製造できる。
【0035】
また、外枠には、図3(a)に示すように、取っ手24,24を設けてもよい。この例のように、筒状本体の上端20aから上方に延出する一対の取っ手24,24を互いに対向する位置に筒状本体と一体形成することによって、使用者が、両手で各取っ手24,24をそれぞれ把持して、この外枠20C内にギャザリングカップ30Aを収めた使い捨て容器を例えば電子レンジからホットプレートに安定に運搬することができる。
【0036】
このように外枠20Cに取っ手24,24を設けた場合には、これに組み合わせるギャザリングカップには、例えば図3(b)に示すように、ギャザリングカップ30Cの周壁部32の上端32a側において、互いに対向する位置に、周方向に沿って延びる一対の細長いスリット状の係止開口部33,33を打ち抜き加工などにより形成することが好ましい。そして、図3(c)に示すように、係止開口部33,33を取っ手24,24に係止させることによって、ギャザリングカップ30Cを外枠20C内で安定に保持することができる。
特に、外枠が無底の筒状本体を具備する場合や、図2に示したように底部21に開口部21aが形成されている外枠20Bに対して取っ手を設けて、ギャザリングカップ30Cの係止開口部33,33を係止させた構成とすると、ギャザリングカップ30Cが外枠から抜けて落下することを防止できる。
【0037】
また、外枠20Cの取っ手24,24の両脇には、図3(a)に示すように、外枠20Cの下端20b側に向けて延びる切り欠き21,21をそれぞれ形成して、ギャザリングカップ30Cを外枠20C内に収めた場合には、その係止開口部33,33が取っ手24,24に安定に係止できるようにすることが好適である。
【0038】
なお、この例では、取っ手24,24にも、外枠20Cを製造する際のプレス成型に由来する襞が形成されているが、取っ手の部分に襞は形成されていなくても何ら構わない。
【0039】
以上の実施形態例においては、外枠20Cの取っ手24,24として、筒状本体の上端20aから上方に延出するとともに、両脇には細長い切り欠き21,21が形成された一対の延出片状の取っ手24,24を例示した。しかしながら、両脇に切り欠きが形成されていれば、取っ手が筒状本体の上端から延出していなくても、この取っ手に係止開口部33,33を係止させることができる。よって、取っ手は、必ずしも筒状本体の上端から延出していなくてもよい。反対に、係止開口部33,33を係止させる必要がない場合には、両脇に切り欠きのない延出片状の取っ手であってもよい。
また、両手で把持できる一対の取っ手に限らず、対を成さない片手用の取っ手であってもよいし、延出片状の一対の取っ手を長めに形成するとともに、これらの各先端側に、それぞれ切り込みを設け、これらを互いに噛み合わせることによって、各取っ手を連結して「持ち手」のようにできる形態としてもよい。さらに、取っ手は筒状本体と一体形成により接続されていなくてもよく、取っ手のみを別体から製造して筒状本体に接合して接続させてもよい。
【0040】
また、ギャザリングカップに形成される係止開口部の位置、数、形状などは、取っ手の数、構成などに応じて適宜設定すればよい。例えば形状については、打ち抜きにより形成された形状に限定されず、単なる切れ目であってもよい。
【0041】
また、図示は略すが、ギャザリングカップの周壁部、外枠の筒状本体の周壁部のそれぞれにおいて、周方向に沿う段差部を形成し、ギャザリングカップの段差部と外枠の段差部とが係止するように構成してもよい。このように互いに係止する段差部を設けることによって、ギャザリングカップを外枠内で安定に保持することができる。また、無底の外枠や、図2のように底部21に比較的大きな開口部21aが形成された外枠20Bの場合でも、内側に保持するギャザリングカップ30Aが外枠から抜けて落下することを防止できる。段差部は、ギャザリングカップ、外枠それぞれに1段ずつ形成しても、複数段形成してもよい。
【0042】
また、外枠の筒状本体の高さとギャザリングカップの高さは異なっていてもよい。例えば、ギャザリングカップの高さを外枠の高さよりも大きく設定し、外枠内にギャザリングカップを収めた際に、ギャザリングカップの周壁部が外枠の上端よりも上方に延出するようにする。そして、この延出した部分を外側に折り返して、折り返した部分が外枠の上端に引っ掛かるようにしてもよい。このように、ギャザリングカップを外枠の上端に引っ掛かるように形成することによっても、ギャザリングカップが外枠内で安定し、外枠が無底の場合や、底部21に比較的大きな開口部21aが形成されている場合に、使い捨て容器の運搬時などにおいて、ギャザリングカップが外枠から抜けて落下することを防止できる。
【0043】
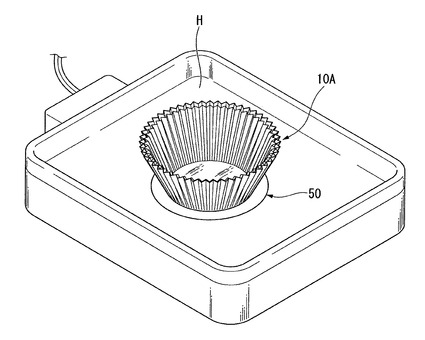
以上の説明では、ギャザリングカップ30A,30Cと外枠20A,20Cとからなる使い捨て容器を例示したが、さらに下敷き用シートを備えた使い捨て容器としてもよい。例えばチーズフォンデュやチョコレートフォンデュに用いる場合には、図4に示すように、ホットプレートHなどの加熱手段の加熱面と、使い捨て容器10Aとの間に介在させる円形の下敷き用シート50を用い、これをホットプレートHの加熱面上に敷いてから、使い捨て容器10Aを載置することが好適である。チーズフォンデュ用のチーズの溶融温度は100℃程度、チョコレートフォンデュ用のチョコレートの溶融温度は60℃程度であって、これらの溶融温度は、ホットプレートでの一般的な加熱温度よりも低温である。よって、下敷き用シートを備えた構成とすることによって、ホットプレートをその一般的な加熱温度に設定した場合でも、より低温でギャザリングカップ30Aの内容物を加熱でき、内容物の焦げ付きを防止することができる。
なお、下敷き用シートは、外枠における底部の有無や、底部における開口部の有無に関わらず、内容物の種類や、用いる加熱手段の温度などに応じて、適宜使用できる。
【0044】
下敷き用シート50の材質は、外枠用の非金属製シートとして先に例示した材質の中などから、適宜選択して使用できる。
また、図2に例示したように、底部21を打ち抜いて開口部21aを形成した外枠20Bの場合には、その打ち抜き片を下敷き用シートとして用いることもできる。
【0045】
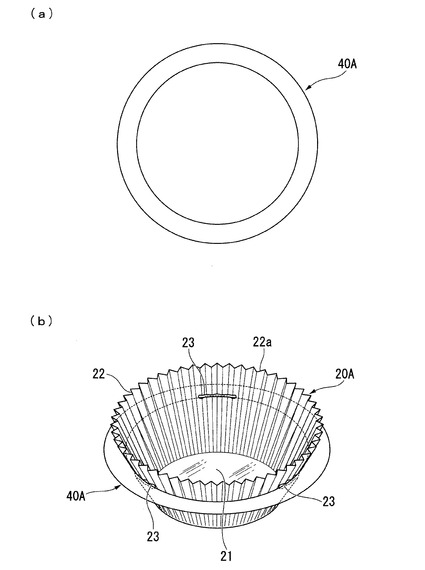
また、使い捨て容器は、図5に示すように、外枠20Aの周壁部22の外周に嵌合する環状の箍部材40Aをさらに備えることが好ましい。図示例の箍部材40Aの内周は、外枠20Aの底部21の外周よりも大きく、外枠20Aの周壁部22の上端22aの外周よりも小さく形成されている。このような箍部材40Aを用い、これを外枠20Aに嵌めることにより、内側に配置されたギャザリングカップが内容物の影響により広がろうとしても、外枠20Aの形状を維持することができる。
【0046】
このように箍部材40Aを備えた使い捨て容器においては、箍部材40Aがずり落ちないように、外枠20Aの周壁部22に、箍部材40Aを係止させる係止部が形成されていることが好ましい。具体的には、図5(b)に示すように、周壁部22において、周方向に沿う直線状のスリット23を係止部として形成し、箍部材40Aの内周側がこのスリット23に引っ掛かり、係止する形態が挙げられる。スリット23は、幅を持った開口部でも、単なる切れ目でもよい。または、外枠の周壁部に例えば逆U字状などの切れ込みを入れて、切れ込みに囲まれた部分を外側に倒して支持片(係止部)とし、この支持片上に箍部材40Aが載置されるようにしてもよい。このような係止部は、3箇所等間隔で形成されていると係止安定性の点で好ましいが、2箇所以上であればよい。
【0047】
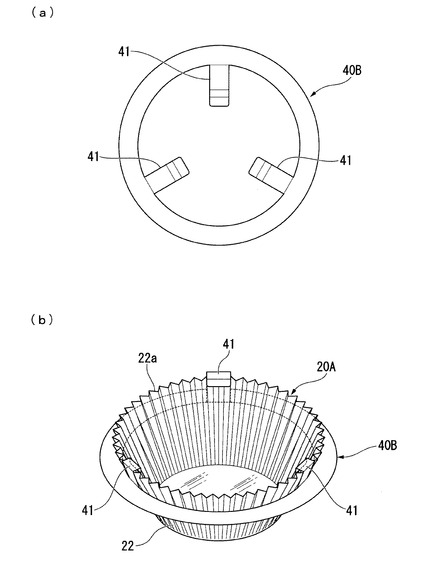
あるいは、図6に示すように、箍部材40Bとして、外枠20Aの周壁部22の上端22aに係止するフック状の引掛け部41を有するものを採用してもよい。この引掛け部41は、箍部材40Bの内周から延出して形成され、外枠20Aの周壁部22の上端22aに引っ掛かるように、折り曲げ可能とされている。引掛け部は、箍部材の外周から延出して形成されてもよい。また、引掛け部は、図示のように3箇所等間隔で形成されていると、係止安定性の点で好ましいが、2箇所以上であればよい。
なお、箍部材40A,40Bの材質は、外枠用の非金属製シートとして先に例示した材質の中などから、適宜選択して使用できる。
【0048】
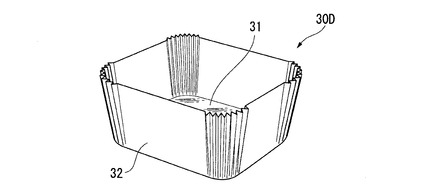
ギャザリングカップおよび外枠の筒状本体の形状は、底部が円形のものや、周壁部の高さが一定のものに限定されない。例えばギャザリングカップとしては、図7に示すように、多角形(この例では四角形)の底部31を有するギャザリングカップ30Dや、図8に示すように、周壁部の高さが一定ではないギャザリングカップ30Eであってもよい。すなわち、本発明においてギャザリングカップとは、非金属製シートをプレス成型することにより、底部と、この底部の縁部から立設し、襞が形成されることにより漸次拡径した周壁部とを備えたものであればよく、底部の形状、周壁部の高さなどに制限はない。また、周壁部の襞は、図7の例のように、底部31の角(四隅)に対応する位置などに部分的に形成されて、周壁部32をテーパー状にするものでもよく、必ずしも全周に均一に形成されていなくてもよい。
【0049】
また、これに組み合わせる外枠としても、プレス成型により成形され、好ましくはギャザリングカップを形成する際に用いたものと同じ成形型を用いたプレス成型により成形された、同形の無底または有底の筒状本体を備えたものであればよい。
図7および8のようなギャザリングカップ30D,30Eを備えた使い捨て容器においても、外枠に取っ手を設けた構成としたり、また、取っ手に係止する係止開口部をギャザリングカップに形成したりしてもよい。さらに、ギャザリングカップおよび外枠に段差部を形成してもよく、これらの構成は自由に組み合わせることができる。
【0050】
外枠の筒状本体およびギャザリングカップのテーパーの程度は適宜設定できるが、容器としての使い易さや、ギャザリングカップの保型性などの観点からは、水平方向に対する周壁部の角度(テーパー度)が、80〜10度となる範囲が好ましく、70〜45度がより好ましい。
なお、ギャザリングカップの周壁部のテーパー度は、形成されるギャザーの数により調整できる。
【0051】
以上説明した使い捨て容器の用途には特に制限はないが、食品の加熱、調理など、特に食品用として好適に使用される。
加熱、調理の対象となる食品としては、特に制限はないが、おでん、寄せ鍋、チーズフォンデュ、チョコレートフォンデュ、オイルフォンデュなどの鍋料理や、カレー、シチューなどが例示できる。
使い捨て容器は、例えば、ホットプレートやフライパンなどの加熱手段の上に載置されて加熱、調理に使用される。また、この使い捨て容器、電子レンジでの使用にも適するため、電子レンジで予備加熱してから、ホットプレート上に移動させて使用するなど、種々の使用方法に対応でき、使用方法に制限はない。
【0052】
使い捨て容器は、使い捨て容器単独で、あるいは、使い捨て容器と、この使い捨て容器に入った食品とを備えた容器入り食品の形態などで流通する。
特に、容器入り食品の形態においては、食品として、例えばチーズフォンデュに使用されるチーズ、チョコレートフォンデュに使用されるチョコレートなど、常温(20±15℃)では固体状態であって、加熱により流動状態となるものが好適に採用される。
また、下敷き用シートを具備する使い捨て容器に、食品を組み合わせた容器入り食品の場合には、その流通時においては、ギャザリングカップ内に食品を入れた後、下敷き用シートを蓋としてギャザリングカップ内の食品上に載置してパッケージすることにより、流通時におけるギャザリングカップの潰れ、変形を防止することもできる。
【0053】
使い捨て容器のサイズにも特に制限はないが、食品用に使用される場合には、例えば外枠の筒状本体のサイズとして、その横断面の形状が円形の外枠20A,20B,20Cの場合には、下端20bの径が好ましくは5.0〜21.0cm、より好ましくは7.0〜18.0cmであり、上端20aから下端20bまでの長さが好ましくは1.5〜8.0cm、より好ましくは4.0〜6.0cmである。また、周壁部の好適なテーパー度は、上述したとおりである。また、これに組み合わせるギャザリングカップ30A,30Cの底部31の径は、外枠の筒状本体の下端20bの径と同程度である。また、ギャザリングカップ30A,30Cの上端32aから底部31の縁部までの長さは、外枠20A,20B,20Cの上端20aから下端20bまでの長さと同程度であればよいが、必要に応じて適宜設定できる。
また、図7に示すような角型のギャザリングカップ30Dに組み合わせる外枠としては、その下端における径方向の最大長さ(この例の場合には対角線に相当する長さ)が、好ましくは5.0〜21.0cm、より好ましくは7.0〜18.0cmであり、その他の好適なサイズなどについては、横断面の形状が円形の外枠20A,20B,20Cの場合について記載した範囲と同様である。
また、下敷き用シートは、外枠の下端全面を載置できる大きさ、形状とされることが好ましい。
【符号の説明】
【0054】
10A 使い捨て容器
20A,20B,20C 外枠
24 取っ手
30A,30C,30D,30E ギャザリングカップ
33 係止開口部
40A,40B 箍部材
50 下敷き用シート
【特許請求の範囲】
【請求項1】
内容器と該内容器を保持する外枠とを備え、
前記内容器は、非金属製シートのプレス成型により形成され、周壁部に襞を有する有底のギャザリングカップであり、前記外枠は、前記非金属製シートよりも厚みが大きい非金属製シートのプレス成型により形成され、周壁部に襞を有する有底または無底の筒状本体を有することを特徴とする使い捨て容器。
【請求項2】
前記筒状本体は有底であり、底部には開口部が形成されたことを特徴とする請求項1に記載の使い捨て容器。
【請求項3】
前記外枠は、前記筒状本体に接続した取っ手を有することを特徴とする請求項1または2に記載の使い捨て容器。
【請求項4】
前記ギャザリングカップの周壁部には、前記取っ手に係止する係止開口部が形成されていることを特徴とする請求項3に記載の使い捨て容器。
【請求項5】
前記外枠の前記周壁部の外周に嵌合する環状の箍部材をさらに備えることを特徴とする請求項1〜4のいずれか一項に記載の使い捨て容器。
【請求項6】
前記外枠の前記周壁部には、前記箍部材を係止させる係止部が形成されていることを特徴とする請求項5に記載の使い捨て容器。
【請求項7】
前記箍部材には、前記外枠の前記周壁部の上端に係止する引掛け部が形成されていることを特徴とする請求項5に記載の使い捨て容器。
【請求項8】
前記ギャザリングカップが載置される下敷き用シートをさらに備えることを特徴とする請求項1〜7のいずれか一項に記載の使い捨て容器。
【請求項9】
請求項1〜8のいずれか一項に記載の使い捨て容器の製造方法であって、
前記内容器を形成するための非金属製シートと、前記筒状本体を形成するための非金属製シートとを重ねてプレス成型する工程を有することを特徴とする使い捨て容器の製造方法。
【請求項10】
請求項1〜8のいずれか一項に記載の使い捨て容器と、該使い捨て容器に入った食品とを備えたことを特徴とする容器入り食品。
【請求項1】
内容器と該内容器を保持する外枠とを備え、
前記内容器は、非金属製シートのプレス成型により形成され、周壁部に襞を有する有底のギャザリングカップであり、前記外枠は、前記非金属製シートよりも厚みが大きい非金属製シートのプレス成型により形成され、周壁部に襞を有する有底または無底の筒状本体を有することを特徴とする使い捨て容器。
【請求項2】
前記筒状本体は有底であり、底部には開口部が形成されたことを特徴とする請求項1に記載の使い捨て容器。
【請求項3】
前記外枠は、前記筒状本体に接続した取っ手を有することを特徴とする請求項1または2に記載の使い捨て容器。
【請求項4】
前記ギャザリングカップの周壁部には、前記取っ手に係止する係止開口部が形成されていることを特徴とする請求項3に記載の使い捨て容器。
【請求項5】
前記外枠の前記周壁部の外周に嵌合する環状の箍部材をさらに備えることを特徴とする請求項1〜4のいずれか一項に記載の使い捨て容器。
【請求項6】
前記外枠の前記周壁部には、前記箍部材を係止させる係止部が形成されていることを特徴とする請求項5に記載の使い捨て容器。
【請求項7】
前記箍部材には、前記外枠の前記周壁部の上端に係止する引掛け部が形成されていることを特徴とする請求項5に記載の使い捨て容器。
【請求項8】
前記ギャザリングカップが載置される下敷き用シートをさらに備えることを特徴とする請求項1〜7のいずれか一項に記載の使い捨て容器。
【請求項9】
請求項1〜8のいずれか一項に記載の使い捨て容器の製造方法であって、
前記内容器を形成するための非金属製シートと、前記筒状本体を形成するための非金属製シートとを重ねてプレス成型する工程を有することを特徴とする使い捨て容器の製造方法。
【請求項10】
請求項1〜8のいずれか一項に記載の使い捨て容器と、該使い捨て容器に入った食品とを備えたことを特徴とする容器入り食品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−116540(P2012−116540A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2010−268708(P2010−268708)
【出願日】平成22年12月1日(2010.12.1)
【出願人】(592033688)株式会社平野紙器 (4)
【出願人】(000122298)王子製紙株式会社 (2,055)
【出願人】(000191320)王子特殊紙株式会社 (79)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成22年12月1日(2010.12.1)
【出願人】(592033688)株式会社平野紙器 (4)
【出願人】(000122298)王子製紙株式会社 (2,055)
【出願人】(000191320)王子特殊紙株式会社 (79)
【Fターム(参考)】
[ Back to top ]