
供給デバイスによって繊維分類デバイスに、特にコーミングデバイスに供給される織物繊維を含む、繊維束を繊維分類又は繊維選択するための、特にコーミングするための装置
【課題】生産性の向上及びコーミング済みスライバを改良する装置を提供する。
【解決手段】供給手段によって供給される織物繊維を含む繊維束を繊維分類又は繊維選択するための装置において、繊維束を挟持する挟持デバイスが備えられ、非挟持成分を前記繊維束の自由端からほぐして摘出するために、コーミング作用を生成する機械的手段が存在し、供給された繊維材料を移送するために、挟持要素が存在する。簡単な方法による生産性の実質的な増加及びコーミング済みスライバの改良をするために、供給手段の下流に、中断なしに急速に回転するローラが配置され、挟持デバイスがローラの周縁領域に離間して分布し、コーミング作用を生成するための手段がローラと関連付けられ、繊維束の吸引のための吸引デバイスが供給デバイスから第1ローラまでの、及び/又は第1ローラから第2ローラまでの繊維材料の移送領域の挟持デバイスと関連付けられる。
【解決手段】供給手段によって供給される織物繊維を含む繊維束を繊維分類又は繊維選択するための装置において、繊維束を挟持する挟持デバイスが備えられ、非挟持成分を前記繊維束の自由端からほぐして摘出するために、コーミング作用を生成する機械的手段が存在し、供給された繊維材料を移送するために、挟持要素が存在する。簡単な方法による生産性の実質的な増加及びコーミング済みスライバの改良をするために、供給手段の下流に、中断なしに急速に回転するローラが配置され、挟持デバイスがローラの周縁領域に離間して分布し、コーミング作用を生成するための手段がローラと関連付けられ、繊維束の吸引のための吸引デバイスが供給デバイスから第1ローラまでの、及び/又は第1ローラから第2ローラまでの繊維材料の移送領域の挟持デバイスと関連付けられる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、供給手段によって繊維分類デバイスに、特にコーミングデバイスに供給される織物繊維を含む、繊維束を繊維分類又は繊維選択するための、特にコーミングするための装置であって、この装置に、繊維束の自由端からある距離で繊維束を挟持する挟持デバイスが設けられ、例えば、短繊維、ネップ、塵埃等の非挟持成分を繊維束の自由端からほぐして摘出するために、挟持部位から繊維束の自由端にコーミング作用を生成する機械的手段が存在し、供給された繊維材料を巻き取るためにコーミング要素が存在する装置に関する。
【背景技術】
【0002】
実際に、綿繊維又は羊毛繊維からそれらに含まれる天然の不純物を取り除くために、また繊維スライバの繊維を平行化させるために、コーミング機械が使用される。そのため、「繊維タフト」として知られる繊維の一定の長さ部分がニッパ装置の把持部の前方に突出するように、事前に前処理された繊維束が前記把持部の間で挟持される。ニードル針布(needle clothing)又は歯付き針布(toothed clothing)で充填される回転コーミングローラのコーミングセグメントによって、この繊維タフトがコーミングされ、したがって清掃される。取出しデバイスは、通常、コーミング済み繊維タフトを把持して前方に搬送する逆回転する2つのローラから成る。公知の綿コーミングプロセスは不連続プロセスである。ニップ動作中、全てのアセンブリ及びそれらの駆動手段とギヤが、加速、減速されまたある場合に再び反転される。高いニップ速度により、大きな加速が得られる。特に、ニッパ動力学の、ニッパ動作用のギヤ及び取外しローラのピルグリムステップ動作用のギヤの動力学の結果として、大きな加速力が引き起こされる。生じる力及び応力は、ニップ速度が増すほど大きくなる。公知のフラットコーミング機械は、そのニップ速度により性能限界に達し、これによって生産性の向上が妨げられる。さらに、運転の不連続モードのため、機械全体の振動が引き起こされ、動的な交互の応力が発生する。
【0003】
特許文献1は、例えば8つのコーミングヘッドが次々と同時に動作するコーミング機械を開示している。これらのコーミングヘッドの駆動は、長手方向シャフトを介してコーミングヘッドの個々の要素と駆動接続しているギヤユニットを有するコーミングヘッドに隣接して配置された側方駆動手段によって行われる。個々のコーミングヘッドで形成された繊維スライバは、コンベヤテーブル上で次々に後続の牽伸システムに移送され、この牽伸システムで繊維スライバが、共通のコーミング機械スライバを形成するために牽伸され、次に組み合わされる。次に、牽伸システムで製造された繊維スライバは、ファネルホイール(コイラープレート)によってカンに堆積される。コーミング機械の複数のコーミングヘッドの各々は、送給デバイスと、枢動的に装着される固定位置のニッパアセンブリと、このニッパアセンブリによって供給された繊維束を梳き取るためのコームセグメントを有する回転可能に装着される円形コームと、頂部コームと、梳き取られた繊維束をニッパアセンブリから取り外すための固定位置の取外しデバイスとを有する。ここで、ニッパアセンブリに供給されたラップリボンは、送給シリンダを介して取外しローラ対に送給される。開放されたニッパから突出する繊維束は、コーミング済みスライバウェブ又は繊維ウェブの後方端部に移動し、この場合に、繊維束は、取外しローラの前方移動のために取外しローラの挟持ニップに入る。この工程で、ラップリボンの保持力によって、又はニッパによって保持されない繊維は、ラップリボンの複合材から取り外される。この取外し動作中に、繊維束はさらに頂部コームのニードルによって引っ張られる。頂部コームは、取り外された繊維束の後部部分を梳き取り、同様にネップ、不純物等を保持する。ラップリボンと取外しローラの取外し速度との間の速度差のために、取り外された繊維束は特定の長さに引き抜かれる。取外しローラ対の後に、案内ローラ対がある。この取外し動作中に、取り外された又は引き剥がされた繊維束の前端は、繊維ウェブの後端と重なり合わされるか又は二重化される。取外し動作及び継ぎ合わせ動作が終了すると、ニッパは、ニッパが閉じられる後部位置に戻って、梳き取り用の円形コームのコームセグメントにニッパから突出する繊維束を差し出す。ここでニッパアセンブリが再びその前部位置に戻る前に、取外しローラ及び案内ローラは反転移動を実行し、この場合、繊維ウェブの後端は特定の量だけ後方に移動される。このことは、継ぎ合わせ動作に必要な重なり合いを達成するために必要である。このようにして、繊維材料の機械的なコーミングが行われる。当該のコーミング機械の不都合は、特に、多数の機器が必要とされ、また時間当たりの生産速度が低いことである。合計で8つの送給デバイスを有する8つの個々のコーミングヘッド、8つの固定位置ニッパアセンブリ、コームセグメント付きの8つの円形コーム、8つの頂部コーム及び8つの取外しデバイスがある。特定の課題は、コーミングヘッドの不連続の動作モードである。他の不都合は、大きな質量の加速及び反転移動からもたらされ、その結果、高い動作速度が不可能である。最後に、機械の振動量が著しく、コーミング済みスライバの投入が不規則になる。さらに、軌間、すなわち下方ニッパプレートのニッパ唇部と取外しシリンダの挟持点との間の距離が、構造的かつ空間的に制限される。繊維束を搬送する取外しローラ及び案内ローラの回転速度は、上流の遅いコーミングプロセスに整合され、かつこれによって制限される。別の不都合は、各々の繊維束が取外しローラ対によって挟持され、次に案内ローラ対によって搬送されることである。挟持点は、取外しローラの回転のため一定に変化し、すなわち挟持を行うローラと繊維束との間に一定の相対運動がある。すべての繊維束は、1つの固定位置の取外しローラ対と、1つの固定位置の案内ローラ対とを連続して通過しなければならず、生産速度のさらに著しい制限を意味する。
【0004】
【特許文献1】欧州特許出願公開第1586682号明細書
【発明の開示】
【発明が解決しようとする課題】
【0005】
したがって、本発明の基礎となる課題は、言及した不都合を回避し、また特に簡単な方法で、時間当たりの生産量(生産性)の実質的な増加及びコーミング済みスライバの改良の実現を可能にする冒頭に記載した種類の装置を提供することである。
【課題を解決するための手段】
【0006】
この課題は、請求項1の特徴部分によって解決される。
【0007】
梳き取られるべき繊維束を回転ローラ上で挟持して移動させる機能を実施することによって、公知の装置とは異なり、大きな質量の加速及び反転移動なしに、高い動作速度(ニップ速度)が達成される。特に、動作モードは連続的である。高速ローラを使用すると、時間当たりの生産速度(生産性)の相当の増大が達成され、このことは、以前の技術では可能と考えられていなかった。さらなる利点は、複数の挟持デバイスを有するローラのロータリ回転運動により、複数の繊維束の第1ローラ及び第2ローラへの単位時間当たり格別に速い供給がもたらされることである。特に、ローラの高い回転速度は、相当の生産増加を可能にする。
【0008】
繊維束を形成するために、送給ローラによって押し進められる繊維材料が、一方の端部で挟持デバイスによって挟持され、旋回ロータの回転運動によって取り外される。挟持された端部は短繊維を含有し、自由領域は長繊維を含む。長繊維は、送給ニップに挟持された繊維材料から分離力によって引っ張られ、短繊維は保持力を介して送給ニップに残る。次に、繊維スライバが旋回ロータからコーミングロータに移送される時に、繊維スライバの端部は反転され、すなわち、コーミングロータの挟持デバイスは、長繊維の端部を把持して挟持し、この結果、短繊維を有する領域は挟持デバイスから突出して露出し、これによって短繊維を梳き取ることが出来る。
【0009】
繊維束は、公知の装置とは異なり、複数の挟持デバイスによって保持されて、回転しつつ搬送される。したがって、特定の挟持デバイスの挟持点は、繊維束が第1及び第2ローラに移送されるまで一定のままである。挟持デバイスと繊維束との相対運動は、繊維束がそれぞれ第1及び第2ローラによって把持され、さらに挟持が終了するまで開始しない。複数の挟持デバイスが繊維束用に利用可能であるので、特に有利な方法として、まさに単一の供給デバイスのみに起因する望ましくない時間遅延なしに、繊維束を順次にかつ迅速に連続して、それぞれ第1及び第2ローラに供給することが出来る。特定の利点は、供給された繊維束が、支持のために吸引によって追加的に作用されることである。繊維束の自由端が、非常に素早く把持され、挟持デバイスが開いている間に挟持デバイスに引き込まれ、このことは、さらなる著しい生産速度の増加をもたらす。吸引空気流は、移送されるべき繊維束の配列と運動に、有利に影響を及ぼす。
【0010】
請求項2から35は、本発明の有利な発展形態を含む。
【発明を実施するための最良の形態】
【0011】
図面に示した典型的な実施形態を参照して、本発明について以下により詳細に説明する。
【0012】
図1によれば、コーミング前処理機械1は、スライバが送給されかつラップを吐出する紡糸機械と、互いに平行に配置された2つの送給テーブル4a、4b(クリール)とを有し、送給テーブル4a、4bの各々の下方に繊維スライバ(図示せず)を収容する2列のカン5a、5bが配置されている。カン5a、5bから引き出された繊維スライバは、方向の変更後、前後に配置されるコーミング前処理機1の2つの牽伸システム6a、6b内に移動する。形成された繊維スライバウェブは、牽伸システム6aからウェブテーブル7にわたって案内され、牽伸システム6bの出口で、互いに積み重ねて置かれ、牽伸システム6bで製造された繊維スライバウェブと共に運ばれる。各々の場合に、牽伸システム6aと6bによって、複数の繊維スライバが組み合わされてラップが形成され、共に牽伸される。牽伸された複数のラップ(実施例では2つのラップが示されている)は、互いに上下に置かれることによって二重化される。このように形成されたラップは、下流のロータコーミング機械2の供給デバイス(送給要素)に直接導入される。繊維材料の流れは中断されない。コーミング済み繊維ウェブは、ロータコーミング機械2の出口で吐出され、ファネルを通過して、コーマスライバを形成し、及び下流のスライバ投入デバイス3に投入される。参照符号Aは、動作方向を示している。
【0013】
オートレベラ牽伸システム50(図2参照)をロータコーミング機械2とスライバ投入デバイス3との間に配置することが出来る。これによって、コーマスライバが牽伸される。
【0014】
さらなる構造によれば、1つ以上のロータコーミング機械2が設けられる。例えば2つのロータコーミング機械2aと2bが存在する場合に、吐出された2つのコーマスライバ17は、下流のオートレベラ牽伸システム50を共に通過し、牽伸されたコーマスライバとしてスライバ投入デバイス3に投入することが出来る。
【0015】
スライバ投入デバイス3は、回転するコイラーヘッド3aを備え、このヘッドによってコーマスライバをカン3bに、又はカンなしの繊維スライバパッケージの形態(図示せず)で投入することが出来る。
【0016】
図2は、送給ローラ10及び送給トレイ11を備える供給デバイス8を有し、第1ローラ12(旋回ロータ)と、第2ローラ13(コーミングロータ)と、取出しローラ14を備える取出しデバイス9と、回転カード頂部コーミングアセンブリ15とを有するロータコーミング機械2を示している。ローラ10、12、13と14の回転方向は、曲線矢印10a、12a、13aと14aでそれぞれ示されている。入着する繊維ラップは参照番号16で示され、吐出された繊維ウェブは参照番号17で示されている。ローラ10、12、13と14は、前後に配置される。矢印Aは動作方向を示している。
【0017】
第1ローラ12の外周縁の領域には、複数の第1挟持デバイス18が設けられ、これらのデバイスはローラ12の幅にわたって延び(図3参照)、これらのデバイスの各々は上方ニッパ19(把持要素)と下方ニッパ20(対向要素)とから構成される。ローラ12の中心点又は枢動軸に面する当該ローラの一方の端部領域において、各々の上方ニッパ19は、ローラ12に取付けられる枢動軸受24aに回転可能に装着される(図12参照)。下方ニッパ20は、固定され又は移動可能であるようにローラ12に装着される。上方ニッパ19の自由端は、ローラ12の周縁に面する。上方ニッパ19及び下方ニッパ20は、繊維束16、301、302を把持(挟持)し、かつ解放できるように協働する。
【0018】
第2ローラ13の外周縁の領域には、複数の2部分の挟持デバイス21が設けられ、これらのデバイスはローラ13の幅にわたって延び(図3参照)、これらのデバイスの各々は上方ニッパ22(把持要素)と下方ニッパ23(対向要素)とから構成される。ローラ13の中心点又は枢動軸に面する当該ローラの一方の端部領域において、各々の上方ニッパ22は、ローラ13に取付けられる枢動軸受24bに回転可能に装着される。下方ニッパ23は、固定され(図9参照)又は移動可能であるようにローラ13に装着される。上方ニッパ22の自由端は、ローラ13の周縁に面する。上方ニッパ22及び下方ニッパ23は、繊維束301、302を把持(挟持)し、かつ解放できるように協働する。ローラ12の場合に、送給ローラ10と第2ローラ13との間のローラ周縁の周りで、挟持デバイス18が閉じられ(それらは一方の端部で繊維束(図示せず)を挟持し)、及び第2ローラ13と送給ローラ10との間で挟持デバイス18が開かれる。ローラ13では、第1ローラ12とドッファ14との間のローラ周縁の周りで、挟持デバイス21が閉じられ(それらは一方の端部で繊維束(図示せず)を挟持し)、及びドッファ14と第1ローラ12との間で挟持デバイス21が開かれる。参照番号50は、牽伸システム、例えばオートレベラ牽伸システムを示している。牽伸システム50は、コイラーヘッド3aの上方に有利に配置される。参照番号51は、駆動される上昇するコンベヤ、例えばコンベヤベルトを示している。搬送のため、上方に傾斜した板金等を使用することも可能である。
【0019】
図3によれば、2つの固定カムディスク25と26が設けられ、それらを中心に、第1挟持デバイス18を有するローラ12及び第2挟持デバイス21を有するローラ13が、矢印12aと13aの方向にそれぞれ回転される。装着された上方ニッパ19と22は、カムディスク25、26の外周縁とローラ12、13の内側円筒状表面との間の中間スペースに配置される。カムディスク25と26を中心にローラ12と13を回転することによって、上方ニッパ19と22は枢動軸24aと24bを中心にそれぞれに回転される。そのようにして、第1挟持デバイス18及び第2挟持デバイス21の開閉が実施される。
【0020】
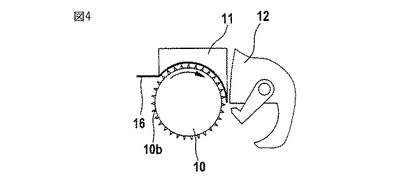
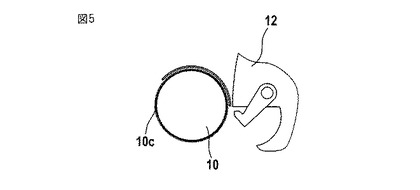
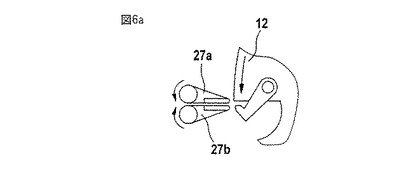
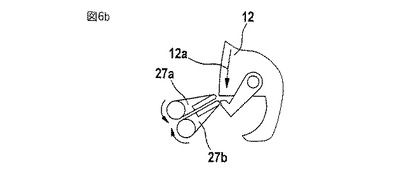
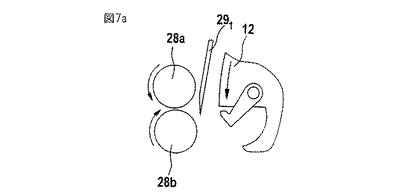
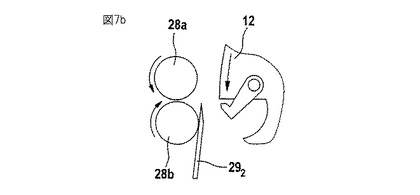
図4によれば、送給ローラ10はその周縁に、幅方向で軸方向に平行に配置されるコームセグメント10bを有する。図5による送給ローラ10はその周縁に、針布10c、好ましくは全鋼鉄製の針布を有する。図6a、6bによれば、供給デバイスは、二つの無限回転ベルト27a、27bから成り、それらの間に、入着する繊維ラップ16のためのコンベヤ隙間がある。図6aのコンベヤ隙間は、ローラ12に対して略半径方向に備えられ、一方、図6bのコンベヤ隙間は、回転と反対方向に備えられる。図7aと7bによれば、送給ローラ対28a、28b(回転方向は湾曲矢印を参照)と第1ローラ12との間に、頂部コーム291と292とが配置され、それぞれに、頂部コーム291のコーム歯は上方から繊維ラップ16と係合し、頂部コーム292のコーム歯は下方から繊維ラップ16と係合する。
【0021】
本発明による吸引デバイス(図8a〜8c、9a〜9c、10及び12を参照)を、及び/又は送風デバイス(図10〜12を参照)を備える装置は、図4〜7に示された構造の一つを含むことが出来る。
【0022】
本発明による装置の作業方法及び作業順序について
ラップの前処理
複数のスライバは、ラップ16を形成するために組み合わされ共に牽伸される。複数のラップ16を積んで置くことによって、重ね合わせることが出来る。得られたラップ16は、ロータコーミング機械2の送給要素10に直接導入される。材料の流れは、曲がったラップを形成することによって中断されない。
【0023】
送給
平坦なコーミング機械と違って、上流のラップ16は、コンベヤ要素によって連続的に送給される。送給量は、ニッパ18(反転ニッパ)の終了時点と第1ロータ12(旋回ロータ)の終了時点との二つの間で運搬されるラップ16の長さによって決定される。
【0024】
挟持1
配列されラップ16から突出する繊維タフトは、第1ロータ12(旋回ロータ)の挟持デバイス18(反転ニッパ)によって挟持される。第1ロータ12の挟持デバイス18は、取外しの機能を有する。
【0025】
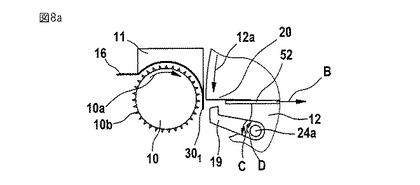
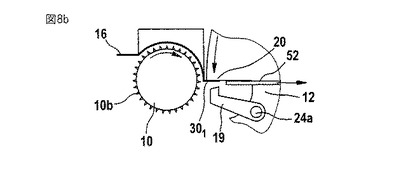
供給デバイスから吸引デバイスを備える第1ローラに吐出して、第1ローラによって巻き取る。
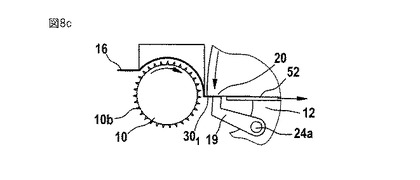
図8a〜8cは、吸引によってもたらされる送給ローラ10から第1ローラ12(旋回ロータ)に供給された繊維材料301を移送し、吸引によってもたらされる送給ローラ10から供給された繊維材料301を第1ローラ12によって巻き取る作業手順を線図で示し、これらの図は時系列で順次示される。即ち、図8aでは、送給ローラ10によって10a方向に繊維材料16を取り入れ、コームセグメント12bと送給トラフ11との間に繊維材料を挟持してローラ12の吸引領域に自由端部301を前進させる。図8bは、上方ニッパ19と下方ニッパ20との間の吸引チャネル52の空気流Bによる自由端部301の吸引を示す。吸引を介して、繊維束301は、曲げられて引き伸ばされる。この作業で、繊維スライバ301は、送給ローラ10と送給トラフ11との間で挟持され続ける。図8cにおいて、枢動継手24aの周りで上方ニッパ19のC方向の回転が行われ、それにより挟持デバイス18が閉鎖され、繊維スライバ301の端部領域が、上方ニッパ19と下方ニッパ20との間に挟持される。
【0026】
摘出
反転ニッパ18を備える旋回ロータ12の12a方向の回転の結果として、挟持された繊維タフトは送給ラップから摘出され、反転ニッパ18によって挟持されないラップ16の繊維が保持されるように、ラップ16に作用する保持力が必要である。保持力は、送給手段のコンベヤ要素によって、又は送給トレイ又は頂部コームのような追加の手段によって加えられる。保持力を発生する要素は、頂部コームの機能を有する。
【0027】
挟持2
繊維タフトが、配列され、第2ロータ13(コーミングロータ)の挟持デバイス12(コーミングニッパ)に移送される。コーミングデバイス21が閉鎖する時点で、反転ニッパの挟持ラインと挟持ニッパの挟持ラインとの間の距離は、軌間を決定する。
【0028】
第1ローラから吸引デバイスを備える第2ローラに吐出して、第2ローラによって巻き取る。
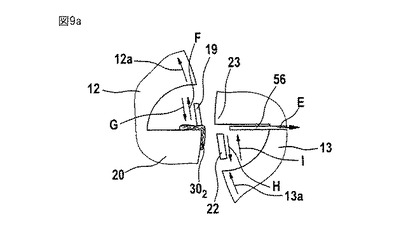
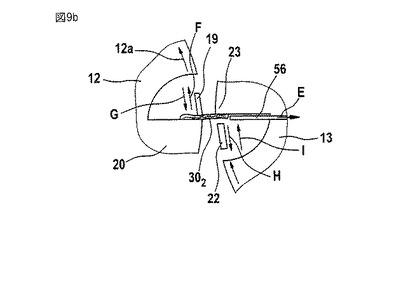
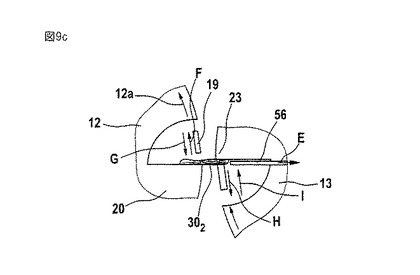
図9a〜9cは、吸引によってもたらされる第1ローラ12から第2ローラ13(旋回ロータ)に供給された繊維材料302を移送し、吸引によってもたらされる第1ローラ12から供給される繊維材料302を第2ローラ13によって巻き取る作業手順を線図で示し、これらの図は時系列で順次示される。
【0029】
図9aでは、上方ニッパ19と下方ニッパ20とから成る、閉じられた挟持デバイス18で繊維束302の挟持された端部を挟持することによって、ローラ13の吸引領域にローラ12で12a方向へ繊維束302を移送する。図9bでは、上方ニッパ22と下方ニッパ23との間の吸引チャネル56の空気流Eによって、繊維束302の自由端部を吸引する。吸引を介して、曲げられた繊維スライバ302は、引き伸ばされて整列される。この作業で、繊維スライバ302の一方の端部領域は、閉じられた挟持デバイス18の上方ニッパ19と下方ニッパ20との間に挟持され続ける。図9cにおいて、枢動継手24bの周りで上方ニッパ22のI方向の回転が行われて、それにより挟持デバイス21が閉鎖され、繊維スライバ302の他方の端部領域が、上方ニッパ22と下方ニッパ23との間に挟持される。
【0030】
コーミング
コーミングニッパ21から突出る繊維タフトは、コーミングによって除去される挟持されない繊維を含む。
【0031】
継ぎ合わせ
梳き取りされた繊維タフト303は、取出しローラ14に投入される。吸引によって作用され空気透過性である、取出しローラ14の表面は、繊維タフトを取出しローラ14に投入し引き伸ばす。繊維タフトは重ね合わせて置かれ、屋根瓦のように重なってウェブを形成する。
【0032】
ウェブ摘出とコーマスライバの形成
吸引による作用なしに、取出しローラ上の点で取出しローラ14からウェブ17が摘出され、ファネル34に導かれる。
【0033】
コーマスライバの手順
結果として生じるコーマスライバを重ねて牽伸(牽伸システム50)することができ、それから、コーマスライバは、例えばコイラー3aによってカン3bに投入される。
【0034】
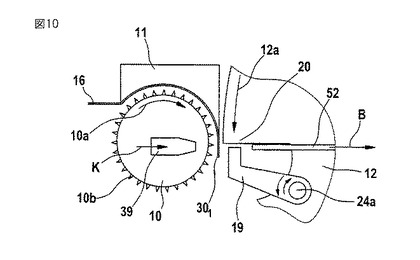
図10に対応して、図8a〜8cに示すような供給デバイス8が、第1ローラ12に関連付けられる吸引チャネル52を備えて示される。さらに、送給ローラの内側に、ブラスト空気ノズル39が有り、ブラスト空気ノズル39は送風空気源(示されていない)に接続される。送給ローラ10の円筒ケーシングは開口部を有し、開口部は、送風空気流Kの通過を可能にする。送風空気流Kは、繊維スライバ301に向けられる。送風空気流Kは、吸引空気流Bと略一直線状にある。
【0035】
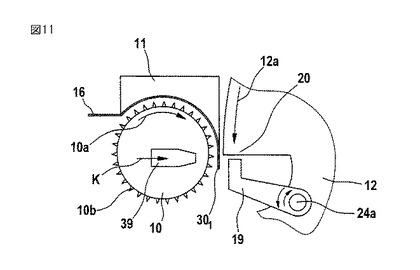
図11は、図10と同様の実施形態を示すが、送風空気チャネル39のみが、即ち吸引チャネル52なしで備えられる。
【0036】
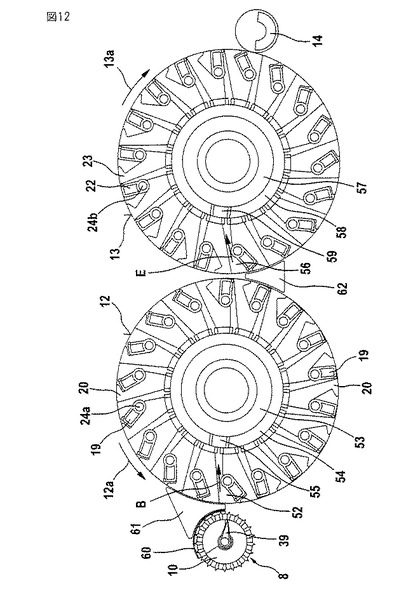
図12によれば、挟持デバイス19、20と22、23をそれぞれに備える回転可能に装着されるローラ12と13には、さらに吸引チャネル52と56(吸引開口部)がそれぞれ装備され、これらの吸引チャネルは、供給デバイス8とローラ12との間の吐出領域において、及びローラ12と13の間の吐出領域において、移送される繊維の整列及び移動に影響を及ぼす。そのようにして、供給デバイス8から第1ローラ12への繊維材料の巻き取り時間、及び第2ローラ13への吐出時間が相当に低減され、この結果、ニップ速度を高めることが出来る。吸引開口部52、56は、ローラ12と13内にそれぞれ配置され、ローラと共に回転する。少なくとも1つの吸引開口部が、各々の挟持デバイス19、20と22、23(ニッパデバイス)と関連付けられる。吸引開口部52、56の各々は、把持要素(上方ニッパ)と対向要素(下方ニッパ)との間に配置される。ロータ12、13の内部には、吸引開口部52、56の吸引流によって生成された減圧領域53から55と57から59がそれぞれ存在する。減圧は、流れ生成機械に接続することによって生成することが出来る。ローラ円周部の選択された特定の角度位置でのみ適用されるように、個々の吸引開口部52、56の吸引流を減圧領域と吸引開口部との間で切換えることが出来る。切換えのために、対応する角度位置で開口部57と59をそれぞれに備える、バルブ又はバルブ管54、58を使用することが出来る。吸引流の解除も、把持要素(上方ニッパ)の移動によって行うことが可能である。さらに、対応する角度位置でのみ、減圧領域を配置することが可能である。
【0037】
さらに、供給デバイス8の領域で及び/又はローラ間の移送領域で、送風流を提供することが出来る。送風流の供給源(送風ノズル39)は、送給ローラ10の内側に配置され、及び供給デバイスの空気透過性表面又は空気通過開口部を介して、第1ローラの方向で外側に向かう効果がある。同様に、供給デバイス8の領域において、送風空気流を生成するための要素を供給デバイス8の直下又は直上に固定配置することが出来る。ローラ12、13の間の移送領域において、各ニッパデバイスの直下又は直上で第1ローラ12の周縁に、送風空気流源を配置することが出来る。送風空気を生成するために、圧縮空気ノズル又は空気ブレードを使用してもよい。
【0038】
好適には、吸引流Bは、案内のみでなく、供給デバイス8の領域におけるラップと摘出されるべきタフトとの間の分離プロセスにも影響を及ぼし、当該プロセスを短縮することが出来る。
【0039】
追加の空気案内要素60及び側方スクリーン61、62を設けた結果、流れの方向に影響を及ぼして、ロータで巻き込まれた空気を分離することが出来る。そのようにして、位置合わせの時間をさらに短縮することが出来る。特に、ラップ上の第1ロータ12と供給デバイス8との間のスクリーン要素、及びローラの両側のスクリーン要素が、有用であることが判明している。
【0040】
梳き取りされた繊維部分303は、第2ローラ13から継ぎ合わせローラ14に移動する。
【0041】
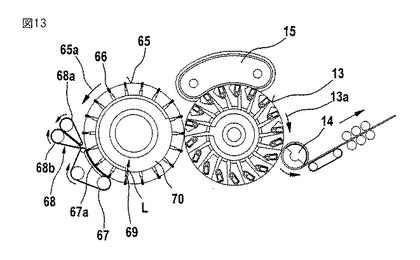
図13によれば、挟持要素66は、第1ローラ65(旋回ロータ)にあり、その向かい側にコンベヤベルト67が対向要素として配置され、そこで繊維スライバが吸引によって第1ローラ65に保持される。
【0042】
繊維材料が、ローラ65とコンベヤベルト67との間の隙間に、協働して連続的に回転する2つのコンベヤベルト68a、68bを包含するする供給デバイス68によって送給される。繊維スライバ束が、挟持要素66とローラ65に面するコンベヤベルト67のベルト部分67aとの間で挟持することを介して形成され、ローラ65とコンベヤベルト67との間の隙間から搬送される。次に、各スライバ束30の端部領域がローラ65の表面で、減圧領域70に接続された吸引チャネル69の吸引空気流「L」によって堅固に保持される。次に、繊維束30は、図16に示された第2ローラ13(コーミングロータ)に移送される。梳き取られた繊維材料は、第2ローラ13から継ぎ合わせローラ14に移動する。
【0043】
図14に対応して、図12に示された第1ローラ12(旋回ロータ)が備えられる。繊維束30は、第1ローラ12から第2ローラ71(コーミングロータ)に移送される。第2ローラ71の内側で、複数のコーミング要素73を備えるさらなるローラ72が回転する。ローラ72は、第2ローラ71に同軸で装着される。ローラ72はコーミングロータ71と同一方向に又は反対方向に連続して一様に回転する。ニッパデバイス74は、上方ニッパ75と下方ニッパ76とから成り、それらの一端部で枢動軸受77を中心にM方向とN方向に回転可能である。閉鎖状態で、ニッパデバイス74は、コーミングするために挟持された繊維タフトをコーミング要素73に提供する。繊維タフトとコーミング要素73との間の相対的な運動を介して、繊維タフトが梳き取られる。ロータ71の内側に、清掃デバイス、例えば回転する清掃ローラ78があり、それはコーミング要素73を清掃する。同方向コーミングの場合に、コーミングロータ71とコーミング要素73を備えるローラ72との間の速度比は、1より大きい。梳き取りされた繊維束は、コーミングロータ71から継ぎ合わせローラ14に移動する。
【0044】
本発明によるロータコーミング機械の使用して、梳き取りされるべき繊維材料の機械的コーミングが達成され、すなわち、コーミングのために機械的手段が使用される。コーミングされるべき繊維材料の空気圧コーミングはなく、すなわち、空気流、例えば吸引空気流及び/又は送風空気流はコーミングのために使用されない。
【0045】
円周速度は、例えば、送給ローラについて約0.2〜1.0m/秒、第1ローラ12について約2.0〜6.0m/秒、第2ローラ12について約2.0〜6.0m/秒、ドッファについて約0.4〜1.5m/秒、及び回転カード頂部アセンブリについて約1.5〜4.5m/秒である。第1ローラ12及び第2ローラ13の直径は、例えば、約0.3m〜0.8mである。
【0046】
本発明によるロータコーミング機械2を使用して、2000ニップス/分以上、例えば3000〜5000ニップス/分が達成される。
【0047】
本発明によるロータコーミング機械において、中断なく(連続的に)急速に回転し、及び挟持デバイスを備えるローラが存在する。中断を伴って回転する、段階的に回転する又は静止状態と回転状態との間で交互に回転するローラは使用されない。
【図面の簡単な説明】
【0048】
【図1】コーミング前処理デバイス、ロータコーミング機械及びスライバ投入デバイスを包含する、繊維材料をコーミングするためのデバイスの線斜視図である。
【図2】2つのローラを有する本発明によるロータコーミング機械の線側面図である。
【図3】2つのカムディスクを有する、図2によるロータコーミング機械の斜視図である。
【図4】供給手段として頂部コームローラを示す。
【図5】供給手段として針布付のローラを示す。
【図6a】供給手段として二重ベルトデバイスの2つの配置を示す。
【図6b】供給手段として二重ベルトデバイスの2つの配置を示す。
【図7a】供給手段として上方からの頂部コームを有する2つの送給ローラを示す。
【図7b】供給手段として下方からの頂部コームを有する2つの送給ローラを示す。
【図8a】供給デバイスから吸引デバイスを備える第1ローラに供給される繊維束を移送し、第1ローラによって巻き取られる作業手順を線図で示す。
【図8b】供給デバイスから吸引デバイスを備える第1ローラに供給される繊維束を移送し、第1ローラによって巻き取られる作業手順を線図で示す。
【図8c】供給デバイスから吸引デバイスを備える第1ローラに供給される繊維束を移送し、第1ローラによって巻き取られる作業手順を線図で示す。
【図9a】第1ローラから吸引デバイスを備える第2ローラに順番に運ばれる繊維束を移送し、第2ローラによって巻き取られる作業手順を線図で示す。
【図9b】第1ローラから吸引デバイスを備える第2ローラに順番に運ばれる繊維束を移送し、第2ローラによって巻き取られる作業手順を線図で示す。
【図9c】第1ローラから吸引デバイスを備える第2ローラに順番に運ばれる繊維束を移送し、第2ローラによって巻き取られる作業手順を線図で示す。
【図10】第1ローラと関連付けられ、さらに送給ローラの内側に配置される送風空気ノズルと関連付けられる吸引デバイス備える、図8a〜8cに見られるような供給デバイスを示す。
【図11】送給ローラの内側に配置された送風空気ノズルを備える供給デバイスを示す。
【図12】第1ローラと第2ローラの挟持デバイス及び供給ローラの内側の送風空気ノズルと各々の場合に関連付けられる、負圧チャネルと吸引開口部とを備える、図2に見られるようなロータコーミング機械を示す。
【図13】第1ローラ(旋回ロータ)の対向要素が向かい側に位置して配置され、繊維束(繊維部分)が吸引によって作用される、ロータコーミンク機械のさらなる構造の線側面図である。
【図14】コーミング要素がコーミングロータの内側に配置された、ロータコーミンク機械の第3の構造の線側面図である。
【技術分野】
【0001】
本発明は、供給手段によって繊維分類デバイスに、特にコーミングデバイスに供給される織物繊維を含む、繊維束を繊維分類又は繊維選択するための、特にコーミングするための装置であって、この装置に、繊維束の自由端からある距離で繊維束を挟持する挟持デバイスが設けられ、例えば、短繊維、ネップ、塵埃等の非挟持成分を繊維束の自由端からほぐして摘出するために、挟持部位から繊維束の自由端にコーミング作用を生成する機械的手段が存在し、供給された繊維材料を巻き取るためにコーミング要素が存在する装置に関する。
【背景技術】
【0002】
実際に、綿繊維又は羊毛繊維からそれらに含まれる天然の不純物を取り除くために、また繊維スライバの繊維を平行化させるために、コーミング機械が使用される。そのため、「繊維タフト」として知られる繊維の一定の長さ部分がニッパ装置の把持部の前方に突出するように、事前に前処理された繊維束が前記把持部の間で挟持される。ニードル針布(needle clothing)又は歯付き針布(toothed clothing)で充填される回転コーミングローラのコーミングセグメントによって、この繊維タフトがコーミングされ、したがって清掃される。取出しデバイスは、通常、コーミング済み繊維タフトを把持して前方に搬送する逆回転する2つのローラから成る。公知の綿コーミングプロセスは不連続プロセスである。ニップ動作中、全てのアセンブリ及びそれらの駆動手段とギヤが、加速、減速されまたある場合に再び反転される。高いニップ速度により、大きな加速が得られる。特に、ニッパ動力学の、ニッパ動作用のギヤ及び取外しローラのピルグリムステップ動作用のギヤの動力学の結果として、大きな加速力が引き起こされる。生じる力及び応力は、ニップ速度が増すほど大きくなる。公知のフラットコーミング機械は、そのニップ速度により性能限界に達し、これによって生産性の向上が妨げられる。さらに、運転の不連続モードのため、機械全体の振動が引き起こされ、動的な交互の応力が発生する。
【0003】
特許文献1は、例えば8つのコーミングヘッドが次々と同時に動作するコーミング機械を開示している。これらのコーミングヘッドの駆動は、長手方向シャフトを介してコーミングヘッドの個々の要素と駆動接続しているギヤユニットを有するコーミングヘッドに隣接して配置された側方駆動手段によって行われる。個々のコーミングヘッドで形成された繊維スライバは、コンベヤテーブル上で次々に後続の牽伸システムに移送され、この牽伸システムで繊維スライバが、共通のコーミング機械スライバを形成するために牽伸され、次に組み合わされる。次に、牽伸システムで製造された繊維スライバは、ファネルホイール(コイラープレート)によってカンに堆積される。コーミング機械の複数のコーミングヘッドの各々は、送給デバイスと、枢動的に装着される固定位置のニッパアセンブリと、このニッパアセンブリによって供給された繊維束を梳き取るためのコームセグメントを有する回転可能に装着される円形コームと、頂部コームと、梳き取られた繊維束をニッパアセンブリから取り外すための固定位置の取外しデバイスとを有する。ここで、ニッパアセンブリに供給されたラップリボンは、送給シリンダを介して取外しローラ対に送給される。開放されたニッパから突出する繊維束は、コーミング済みスライバウェブ又は繊維ウェブの後方端部に移動し、この場合に、繊維束は、取外しローラの前方移動のために取外しローラの挟持ニップに入る。この工程で、ラップリボンの保持力によって、又はニッパによって保持されない繊維は、ラップリボンの複合材から取り外される。この取外し動作中に、繊維束はさらに頂部コームのニードルによって引っ張られる。頂部コームは、取り外された繊維束の後部部分を梳き取り、同様にネップ、不純物等を保持する。ラップリボンと取外しローラの取外し速度との間の速度差のために、取り外された繊維束は特定の長さに引き抜かれる。取外しローラ対の後に、案内ローラ対がある。この取外し動作中に、取り外された又は引き剥がされた繊維束の前端は、繊維ウェブの後端と重なり合わされるか又は二重化される。取外し動作及び継ぎ合わせ動作が終了すると、ニッパは、ニッパが閉じられる後部位置に戻って、梳き取り用の円形コームのコームセグメントにニッパから突出する繊維束を差し出す。ここでニッパアセンブリが再びその前部位置に戻る前に、取外しローラ及び案内ローラは反転移動を実行し、この場合、繊維ウェブの後端は特定の量だけ後方に移動される。このことは、継ぎ合わせ動作に必要な重なり合いを達成するために必要である。このようにして、繊維材料の機械的なコーミングが行われる。当該のコーミング機械の不都合は、特に、多数の機器が必要とされ、また時間当たりの生産速度が低いことである。合計で8つの送給デバイスを有する8つの個々のコーミングヘッド、8つの固定位置ニッパアセンブリ、コームセグメント付きの8つの円形コーム、8つの頂部コーム及び8つの取外しデバイスがある。特定の課題は、コーミングヘッドの不連続の動作モードである。他の不都合は、大きな質量の加速及び反転移動からもたらされ、その結果、高い動作速度が不可能である。最後に、機械の振動量が著しく、コーミング済みスライバの投入が不規則になる。さらに、軌間、すなわち下方ニッパプレートのニッパ唇部と取外しシリンダの挟持点との間の距離が、構造的かつ空間的に制限される。繊維束を搬送する取外しローラ及び案内ローラの回転速度は、上流の遅いコーミングプロセスに整合され、かつこれによって制限される。別の不都合は、各々の繊維束が取外しローラ対によって挟持され、次に案内ローラ対によって搬送されることである。挟持点は、取外しローラの回転のため一定に変化し、すなわち挟持を行うローラと繊維束との間に一定の相対運動がある。すべての繊維束は、1つの固定位置の取外しローラ対と、1つの固定位置の案内ローラ対とを連続して通過しなければならず、生産速度のさらに著しい制限を意味する。
【0004】
【特許文献1】欧州特許出願公開第1586682号明細書
【発明の開示】
【発明が解決しようとする課題】
【0005】
したがって、本発明の基礎となる課題は、言及した不都合を回避し、また特に簡単な方法で、時間当たりの生産量(生産性)の実質的な増加及びコーミング済みスライバの改良の実現を可能にする冒頭に記載した種類の装置を提供することである。
【課題を解決するための手段】
【0006】
この課題は、請求項1の特徴部分によって解決される。
【0007】
梳き取られるべき繊維束を回転ローラ上で挟持して移動させる機能を実施することによって、公知の装置とは異なり、大きな質量の加速及び反転移動なしに、高い動作速度(ニップ速度)が達成される。特に、動作モードは連続的である。高速ローラを使用すると、時間当たりの生産速度(生産性)の相当の増大が達成され、このことは、以前の技術では可能と考えられていなかった。さらなる利点は、複数の挟持デバイスを有するローラのロータリ回転運動により、複数の繊維束の第1ローラ及び第2ローラへの単位時間当たり格別に速い供給がもたらされることである。特に、ローラの高い回転速度は、相当の生産増加を可能にする。
【0008】
繊維束を形成するために、送給ローラによって押し進められる繊維材料が、一方の端部で挟持デバイスによって挟持され、旋回ロータの回転運動によって取り外される。挟持された端部は短繊維を含有し、自由領域は長繊維を含む。長繊維は、送給ニップに挟持された繊維材料から分離力によって引っ張られ、短繊維は保持力を介して送給ニップに残る。次に、繊維スライバが旋回ロータからコーミングロータに移送される時に、繊維スライバの端部は反転され、すなわち、コーミングロータの挟持デバイスは、長繊維の端部を把持して挟持し、この結果、短繊維を有する領域は挟持デバイスから突出して露出し、これによって短繊維を梳き取ることが出来る。
【0009】
繊維束は、公知の装置とは異なり、複数の挟持デバイスによって保持されて、回転しつつ搬送される。したがって、特定の挟持デバイスの挟持点は、繊維束が第1及び第2ローラに移送されるまで一定のままである。挟持デバイスと繊維束との相対運動は、繊維束がそれぞれ第1及び第2ローラによって把持され、さらに挟持が終了するまで開始しない。複数の挟持デバイスが繊維束用に利用可能であるので、特に有利な方法として、まさに単一の供給デバイスのみに起因する望ましくない時間遅延なしに、繊維束を順次にかつ迅速に連続して、それぞれ第1及び第2ローラに供給することが出来る。特定の利点は、供給された繊維束が、支持のために吸引によって追加的に作用されることである。繊維束の自由端が、非常に素早く把持され、挟持デバイスが開いている間に挟持デバイスに引き込まれ、このことは、さらなる著しい生産速度の増加をもたらす。吸引空気流は、移送されるべき繊維束の配列と運動に、有利に影響を及ぼす。
【0010】
請求項2から35は、本発明の有利な発展形態を含む。
【発明を実施するための最良の形態】
【0011】
図面に示した典型的な実施形態を参照して、本発明について以下により詳細に説明する。
【0012】
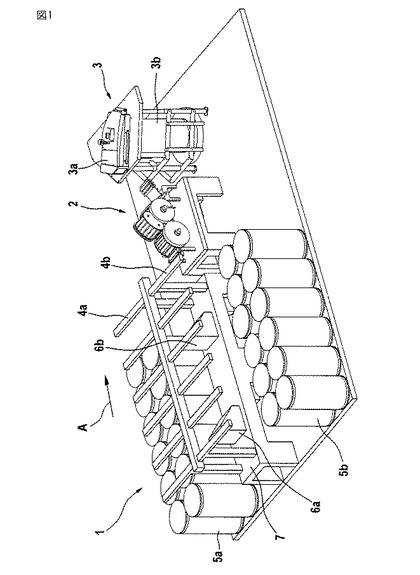
図1によれば、コーミング前処理機械1は、スライバが送給されかつラップを吐出する紡糸機械と、互いに平行に配置された2つの送給テーブル4a、4b(クリール)とを有し、送給テーブル4a、4bの各々の下方に繊維スライバ(図示せず)を収容する2列のカン5a、5bが配置されている。カン5a、5bから引き出された繊維スライバは、方向の変更後、前後に配置されるコーミング前処理機1の2つの牽伸システム6a、6b内に移動する。形成された繊維スライバウェブは、牽伸システム6aからウェブテーブル7にわたって案内され、牽伸システム6bの出口で、互いに積み重ねて置かれ、牽伸システム6bで製造された繊維スライバウェブと共に運ばれる。各々の場合に、牽伸システム6aと6bによって、複数の繊維スライバが組み合わされてラップが形成され、共に牽伸される。牽伸された複数のラップ(実施例では2つのラップが示されている)は、互いに上下に置かれることによって二重化される。このように形成されたラップは、下流のロータコーミング機械2の供給デバイス(送給要素)に直接導入される。繊維材料の流れは中断されない。コーミング済み繊維ウェブは、ロータコーミング機械2の出口で吐出され、ファネルを通過して、コーマスライバを形成し、及び下流のスライバ投入デバイス3に投入される。参照符号Aは、動作方向を示している。
【0013】
オートレベラ牽伸システム50(図2参照)をロータコーミング機械2とスライバ投入デバイス3との間に配置することが出来る。これによって、コーマスライバが牽伸される。
【0014】
さらなる構造によれば、1つ以上のロータコーミング機械2が設けられる。例えば2つのロータコーミング機械2aと2bが存在する場合に、吐出された2つのコーマスライバ17は、下流のオートレベラ牽伸システム50を共に通過し、牽伸されたコーマスライバとしてスライバ投入デバイス3に投入することが出来る。
【0015】
スライバ投入デバイス3は、回転するコイラーヘッド3aを備え、このヘッドによってコーマスライバをカン3bに、又はカンなしの繊維スライバパッケージの形態(図示せず)で投入することが出来る。
【0016】
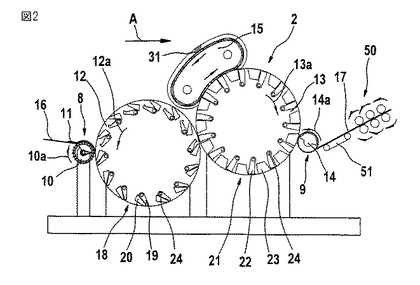
図2は、送給ローラ10及び送給トレイ11を備える供給デバイス8を有し、第1ローラ12(旋回ロータ)と、第2ローラ13(コーミングロータ)と、取出しローラ14を備える取出しデバイス9と、回転カード頂部コーミングアセンブリ15とを有するロータコーミング機械2を示している。ローラ10、12、13と14の回転方向は、曲線矢印10a、12a、13aと14aでそれぞれ示されている。入着する繊維ラップは参照番号16で示され、吐出された繊維ウェブは参照番号17で示されている。ローラ10、12、13と14は、前後に配置される。矢印Aは動作方向を示している。
【0017】
第1ローラ12の外周縁の領域には、複数の第1挟持デバイス18が設けられ、これらのデバイスはローラ12の幅にわたって延び(図3参照)、これらのデバイスの各々は上方ニッパ19(把持要素)と下方ニッパ20(対向要素)とから構成される。ローラ12の中心点又は枢動軸に面する当該ローラの一方の端部領域において、各々の上方ニッパ19は、ローラ12に取付けられる枢動軸受24aに回転可能に装着される(図12参照)。下方ニッパ20は、固定され又は移動可能であるようにローラ12に装着される。上方ニッパ19の自由端は、ローラ12の周縁に面する。上方ニッパ19及び下方ニッパ20は、繊維束16、301、302を把持(挟持)し、かつ解放できるように協働する。
【0018】
第2ローラ13の外周縁の領域には、複数の2部分の挟持デバイス21が設けられ、これらのデバイスはローラ13の幅にわたって延び(図3参照)、これらのデバイスの各々は上方ニッパ22(把持要素)と下方ニッパ23(対向要素)とから構成される。ローラ13の中心点又は枢動軸に面する当該ローラの一方の端部領域において、各々の上方ニッパ22は、ローラ13に取付けられる枢動軸受24bに回転可能に装着される。下方ニッパ23は、固定され(図9参照)又は移動可能であるようにローラ13に装着される。上方ニッパ22の自由端は、ローラ13の周縁に面する。上方ニッパ22及び下方ニッパ23は、繊維束301、302を把持(挟持)し、かつ解放できるように協働する。ローラ12の場合に、送給ローラ10と第2ローラ13との間のローラ周縁の周りで、挟持デバイス18が閉じられ(それらは一方の端部で繊維束(図示せず)を挟持し)、及び第2ローラ13と送給ローラ10との間で挟持デバイス18が開かれる。ローラ13では、第1ローラ12とドッファ14との間のローラ周縁の周りで、挟持デバイス21が閉じられ(それらは一方の端部で繊維束(図示せず)を挟持し)、及びドッファ14と第1ローラ12との間で挟持デバイス21が開かれる。参照番号50は、牽伸システム、例えばオートレベラ牽伸システムを示している。牽伸システム50は、コイラーヘッド3aの上方に有利に配置される。参照番号51は、駆動される上昇するコンベヤ、例えばコンベヤベルトを示している。搬送のため、上方に傾斜した板金等を使用することも可能である。
【0019】
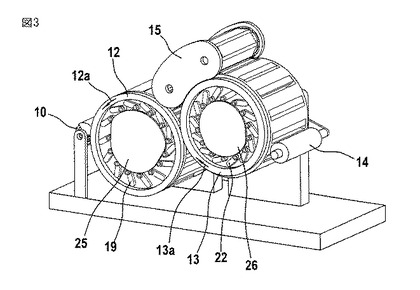
図3によれば、2つの固定カムディスク25と26が設けられ、それらを中心に、第1挟持デバイス18を有するローラ12及び第2挟持デバイス21を有するローラ13が、矢印12aと13aの方向にそれぞれ回転される。装着された上方ニッパ19と22は、カムディスク25、26の外周縁とローラ12、13の内側円筒状表面との間の中間スペースに配置される。カムディスク25と26を中心にローラ12と13を回転することによって、上方ニッパ19と22は枢動軸24aと24bを中心にそれぞれに回転される。そのようにして、第1挟持デバイス18及び第2挟持デバイス21の開閉が実施される。
【0020】
図4によれば、送給ローラ10はその周縁に、幅方向で軸方向に平行に配置されるコームセグメント10bを有する。図5による送給ローラ10はその周縁に、針布10c、好ましくは全鋼鉄製の針布を有する。図6a、6bによれば、供給デバイスは、二つの無限回転ベルト27a、27bから成り、それらの間に、入着する繊維ラップ16のためのコンベヤ隙間がある。図6aのコンベヤ隙間は、ローラ12に対して略半径方向に備えられ、一方、図6bのコンベヤ隙間は、回転と反対方向に備えられる。図7aと7bによれば、送給ローラ対28a、28b(回転方向は湾曲矢印を参照)と第1ローラ12との間に、頂部コーム291と292とが配置され、それぞれに、頂部コーム291のコーム歯は上方から繊維ラップ16と係合し、頂部コーム292のコーム歯は下方から繊維ラップ16と係合する。
【0021】
本発明による吸引デバイス(図8a〜8c、9a〜9c、10及び12を参照)を、及び/又は送風デバイス(図10〜12を参照)を備える装置は、図4〜7に示された構造の一つを含むことが出来る。
【0022】
本発明による装置の作業方法及び作業順序について
ラップの前処理
複数のスライバは、ラップ16を形成するために組み合わされ共に牽伸される。複数のラップ16を積んで置くことによって、重ね合わせることが出来る。得られたラップ16は、ロータコーミング機械2の送給要素10に直接導入される。材料の流れは、曲がったラップを形成することによって中断されない。
【0023】
送給
平坦なコーミング機械と違って、上流のラップ16は、コンベヤ要素によって連続的に送給される。送給量は、ニッパ18(反転ニッパ)の終了時点と第1ロータ12(旋回ロータ)の終了時点との二つの間で運搬されるラップ16の長さによって決定される。
【0024】
挟持1
配列されラップ16から突出する繊維タフトは、第1ロータ12(旋回ロータ)の挟持デバイス18(反転ニッパ)によって挟持される。第1ロータ12の挟持デバイス18は、取外しの機能を有する。
【0025】
供給デバイスから吸引デバイスを備える第1ローラに吐出して、第1ローラによって巻き取る。
図8a〜8cは、吸引によってもたらされる送給ローラ10から第1ローラ12(旋回ロータ)に供給された繊維材料301を移送し、吸引によってもたらされる送給ローラ10から供給された繊維材料301を第1ローラ12によって巻き取る作業手順を線図で示し、これらの図は時系列で順次示される。即ち、図8aでは、送給ローラ10によって10a方向に繊維材料16を取り入れ、コームセグメント12bと送給トラフ11との間に繊維材料を挟持してローラ12の吸引領域に自由端部301を前進させる。図8bは、上方ニッパ19と下方ニッパ20との間の吸引チャネル52の空気流Bによる自由端部301の吸引を示す。吸引を介して、繊維束301は、曲げられて引き伸ばされる。この作業で、繊維スライバ301は、送給ローラ10と送給トラフ11との間で挟持され続ける。図8cにおいて、枢動継手24aの周りで上方ニッパ19のC方向の回転が行われ、それにより挟持デバイス18が閉鎖され、繊維スライバ301の端部領域が、上方ニッパ19と下方ニッパ20との間に挟持される。
【0026】
摘出
反転ニッパ18を備える旋回ロータ12の12a方向の回転の結果として、挟持された繊維タフトは送給ラップから摘出され、反転ニッパ18によって挟持されないラップ16の繊維が保持されるように、ラップ16に作用する保持力が必要である。保持力は、送給手段のコンベヤ要素によって、又は送給トレイ又は頂部コームのような追加の手段によって加えられる。保持力を発生する要素は、頂部コームの機能を有する。
【0027】
挟持2
繊維タフトが、配列され、第2ロータ13(コーミングロータ)の挟持デバイス12(コーミングニッパ)に移送される。コーミングデバイス21が閉鎖する時点で、反転ニッパの挟持ラインと挟持ニッパの挟持ラインとの間の距離は、軌間を決定する。
【0028】
第1ローラから吸引デバイスを備える第2ローラに吐出して、第2ローラによって巻き取る。
図9a〜9cは、吸引によってもたらされる第1ローラ12から第2ローラ13(旋回ロータ)に供給された繊維材料302を移送し、吸引によってもたらされる第1ローラ12から供給される繊維材料302を第2ローラ13によって巻き取る作業手順を線図で示し、これらの図は時系列で順次示される。
【0029】
図9aでは、上方ニッパ19と下方ニッパ20とから成る、閉じられた挟持デバイス18で繊維束302の挟持された端部を挟持することによって、ローラ13の吸引領域にローラ12で12a方向へ繊維束302を移送する。図9bでは、上方ニッパ22と下方ニッパ23との間の吸引チャネル56の空気流Eによって、繊維束302の自由端部を吸引する。吸引を介して、曲げられた繊維スライバ302は、引き伸ばされて整列される。この作業で、繊維スライバ302の一方の端部領域は、閉じられた挟持デバイス18の上方ニッパ19と下方ニッパ20との間に挟持され続ける。図9cにおいて、枢動継手24bの周りで上方ニッパ22のI方向の回転が行われて、それにより挟持デバイス21が閉鎖され、繊維スライバ302の他方の端部領域が、上方ニッパ22と下方ニッパ23との間に挟持される。
【0030】
コーミング
コーミングニッパ21から突出る繊維タフトは、コーミングによって除去される挟持されない繊維を含む。
【0031】
継ぎ合わせ
梳き取りされた繊維タフト303は、取出しローラ14に投入される。吸引によって作用され空気透過性である、取出しローラ14の表面は、繊維タフトを取出しローラ14に投入し引き伸ばす。繊維タフトは重ね合わせて置かれ、屋根瓦のように重なってウェブを形成する。
【0032】
ウェブ摘出とコーマスライバの形成
吸引による作用なしに、取出しローラ上の点で取出しローラ14からウェブ17が摘出され、ファネル34に導かれる。
【0033】
コーマスライバの手順
結果として生じるコーマスライバを重ねて牽伸(牽伸システム50)することができ、それから、コーマスライバは、例えばコイラー3aによってカン3bに投入される。
【0034】
図10に対応して、図8a〜8cに示すような供給デバイス8が、第1ローラ12に関連付けられる吸引チャネル52を備えて示される。さらに、送給ローラの内側に、ブラスト空気ノズル39が有り、ブラスト空気ノズル39は送風空気源(示されていない)に接続される。送給ローラ10の円筒ケーシングは開口部を有し、開口部は、送風空気流Kの通過を可能にする。送風空気流Kは、繊維スライバ301に向けられる。送風空気流Kは、吸引空気流Bと略一直線状にある。
【0035】
図11は、図10と同様の実施形態を示すが、送風空気チャネル39のみが、即ち吸引チャネル52なしで備えられる。
【0036】
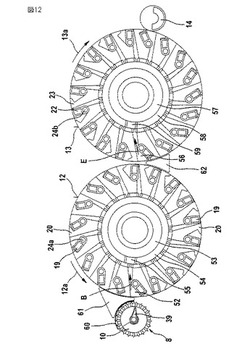
図12によれば、挟持デバイス19、20と22、23をそれぞれに備える回転可能に装着されるローラ12と13には、さらに吸引チャネル52と56(吸引開口部)がそれぞれ装備され、これらの吸引チャネルは、供給デバイス8とローラ12との間の吐出領域において、及びローラ12と13の間の吐出領域において、移送される繊維の整列及び移動に影響を及ぼす。そのようにして、供給デバイス8から第1ローラ12への繊維材料の巻き取り時間、及び第2ローラ13への吐出時間が相当に低減され、この結果、ニップ速度を高めることが出来る。吸引開口部52、56は、ローラ12と13内にそれぞれ配置され、ローラと共に回転する。少なくとも1つの吸引開口部が、各々の挟持デバイス19、20と22、23(ニッパデバイス)と関連付けられる。吸引開口部52、56の各々は、把持要素(上方ニッパ)と対向要素(下方ニッパ)との間に配置される。ロータ12、13の内部には、吸引開口部52、56の吸引流によって生成された減圧領域53から55と57から59がそれぞれ存在する。減圧は、流れ生成機械に接続することによって生成することが出来る。ローラ円周部の選択された特定の角度位置でのみ適用されるように、個々の吸引開口部52、56の吸引流を減圧領域と吸引開口部との間で切換えることが出来る。切換えのために、対応する角度位置で開口部57と59をそれぞれに備える、バルブ又はバルブ管54、58を使用することが出来る。吸引流の解除も、把持要素(上方ニッパ)の移動によって行うことが可能である。さらに、対応する角度位置でのみ、減圧領域を配置することが可能である。
【0037】
さらに、供給デバイス8の領域で及び/又はローラ間の移送領域で、送風流を提供することが出来る。送風流の供給源(送風ノズル39)は、送給ローラ10の内側に配置され、及び供給デバイスの空気透過性表面又は空気通過開口部を介して、第1ローラの方向で外側に向かう効果がある。同様に、供給デバイス8の領域において、送風空気流を生成するための要素を供給デバイス8の直下又は直上に固定配置することが出来る。ローラ12、13の間の移送領域において、各ニッパデバイスの直下又は直上で第1ローラ12の周縁に、送風空気流源を配置することが出来る。送風空気を生成するために、圧縮空気ノズル又は空気ブレードを使用してもよい。
【0038】
好適には、吸引流Bは、案内のみでなく、供給デバイス8の領域におけるラップと摘出されるべきタフトとの間の分離プロセスにも影響を及ぼし、当該プロセスを短縮することが出来る。
【0039】
追加の空気案内要素60及び側方スクリーン61、62を設けた結果、流れの方向に影響を及ぼして、ロータで巻き込まれた空気を分離することが出来る。そのようにして、位置合わせの時間をさらに短縮することが出来る。特に、ラップ上の第1ロータ12と供給デバイス8との間のスクリーン要素、及びローラの両側のスクリーン要素が、有用であることが判明している。
【0040】
梳き取りされた繊維部分303は、第2ローラ13から継ぎ合わせローラ14に移動する。
【0041】
図13によれば、挟持要素66は、第1ローラ65(旋回ロータ)にあり、その向かい側にコンベヤベルト67が対向要素として配置され、そこで繊維スライバが吸引によって第1ローラ65に保持される。
【0042】
繊維材料が、ローラ65とコンベヤベルト67との間の隙間に、協働して連続的に回転する2つのコンベヤベルト68a、68bを包含するする供給デバイス68によって送給される。繊維スライバ束が、挟持要素66とローラ65に面するコンベヤベルト67のベルト部分67aとの間で挟持することを介して形成され、ローラ65とコンベヤベルト67との間の隙間から搬送される。次に、各スライバ束30の端部領域がローラ65の表面で、減圧領域70に接続された吸引チャネル69の吸引空気流「L」によって堅固に保持される。次に、繊維束30は、図16に示された第2ローラ13(コーミングロータ)に移送される。梳き取られた繊維材料は、第2ローラ13から継ぎ合わせローラ14に移動する。
【0043】
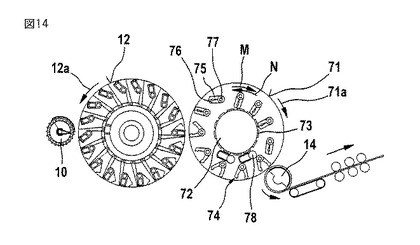
図14に対応して、図12に示された第1ローラ12(旋回ロータ)が備えられる。繊維束30は、第1ローラ12から第2ローラ71(コーミングロータ)に移送される。第2ローラ71の内側で、複数のコーミング要素73を備えるさらなるローラ72が回転する。ローラ72は、第2ローラ71に同軸で装着される。ローラ72はコーミングロータ71と同一方向に又は反対方向に連続して一様に回転する。ニッパデバイス74は、上方ニッパ75と下方ニッパ76とから成り、それらの一端部で枢動軸受77を中心にM方向とN方向に回転可能である。閉鎖状態で、ニッパデバイス74は、コーミングするために挟持された繊維タフトをコーミング要素73に提供する。繊維タフトとコーミング要素73との間の相対的な運動を介して、繊維タフトが梳き取られる。ロータ71の内側に、清掃デバイス、例えば回転する清掃ローラ78があり、それはコーミング要素73を清掃する。同方向コーミングの場合に、コーミングロータ71とコーミング要素73を備えるローラ72との間の速度比は、1より大きい。梳き取りされた繊維束は、コーミングロータ71から継ぎ合わせローラ14に移動する。
【0044】
本発明によるロータコーミング機械の使用して、梳き取りされるべき繊維材料の機械的コーミングが達成され、すなわち、コーミングのために機械的手段が使用される。コーミングされるべき繊維材料の空気圧コーミングはなく、すなわち、空気流、例えば吸引空気流及び/又は送風空気流はコーミングのために使用されない。
【0045】
円周速度は、例えば、送給ローラについて約0.2〜1.0m/秒、第1ローラ12について約2.0〜6.0m/秒、第2ローラ12について約2.0〜6.0m/秒、ドッファについて約0.4〜1.5m/秒、及び回転カード頂部アセンブリについて約1.5〜4.5m/秒である。第1ローラ12及び第2ローラ13の直径は、例えば、約0.3m〜0.8mである。
【0046】
本発明によるロータコーミング機械2を使用して、2000ニップス/分以上、例えば3000〜5000ニップス/分が達成される。
【0047】
本発明によるロータコーミング機械において、中断なく(連続的に)急速に回転し、及び挟持デバイスを備えるローラが存在する。中断を伴って回転する、段階的に回転する又は静止状態と回転状態との間で交互に回転するローラは使用されない。
【図面の簡単な説明】
【0048】
【図1】コーミング前処理デバイス、ロータコーミング機械及びスライバ投入デバイスを包含する、繊維材料をコーミングするためのデバイスの線斜視図である。
【図2】2つのローラを有する本発明によるロータコーミング機械の線側面図である。
【図3】2つのカムディスクを有する、図2によるロータコーミング機械の斜視図である。
【図4】供給手段として頂部コームローラを示す。
【図5】供給手段として針布付のローラを示す。
【図6a】供給手段として二重ベルトデバイスの2つの配置を示す。
【図6b】供給手段として二重ベルトデバイスの2つの配置を示す。
【図7a】供給手段として上方からの頂部コームを有する2つの送給ローラを示す。
【図7b】供給手段として下方からの頂部コームを有する2つの送給ローラを示す。
【図8a】供給デバイスから吸引デバイスを備える第1ローラに供給される繊維束を移送し、第1ローラによって巻き取られる作業手順を線図で示す。
【図8b】供給デバイスから吸引デバイスを備える第1ローラに供給される繊維束を移送し、第1ローラによって巻き取られる作業手順を線図で示す。
【図8c】供給デバイスから吸引デバイスを備える第1ローラに供給される繊維束を移送し、第1ローラによって巻き取られる作業手順を線図で示す。
【図9a】第1ローラから吸引デバイスを備える第2ローラに順番に運ばれる繊維束を移送し、第2ローラによって巻き取られる作業手順を線図で示す。
【図9b】第1ローラから吸引デバイスを備える第2ローラに順番に運ばれる繊維束を移送し、第2ローラによって巻き取られる作業手順を線図で示す。
【図9c】第1ローラから吸引デバイスを備える第2ローラに順番に運ばれる繊維束を移送し、第2ローラによって巻き取られる作業手順を線図で示す。
【図10】第1ローラと関連付けられ、さらに送給ローラの内側に配置される送風空気ノズルと関連付けられる吸引デバイス備える、図8a〜8cに見られるような供給デバイスを示す。
【図11】送給ローラの内側に配置された送風空気ノズルを備える供給デバイスを示す。
【図12】第1ローラと第2ローラの挟持デバイス及び供給ローラの内側の送風空気ノズルと各々の場合に関連付けられる、負圧チャネルと吸引開口部とを備える、図2に見られるようなロータコーミング機械を示す。
【図13】第1ローラ(旋回ロータ)の対向要素が向かい側に位置して配置され、繊維束(繊維部分)が吸引によって作用される、ロータコーミンク機械のさらなる構造の線側面図である。
【図14】コーミング要素がコーミングロータの内側に配置された、ロータコーミンク機械の第3の構造の線側面図である。
【特許請求の範囲】
【請求項1】
供給手段によって繊維分類デバイスに供給される織物繊維を含む、繊維束を繊維分類又は繊維選択するための装置であって、
前記繊維束をその自由端からある距離で挟持する挟持デバイスが備えられ、非挟持成分を前記繊維束の自由端からほぐして摘出するために、挟持部位から前記繊維束の自由端にコーミング作用を生成する機械的手段が存在し、前記供給された繊維材料を移送するために、挟持要素が存在する装置において、
前記供給手段(8;10、11、27a、27b、28a、28b)の下流に、中断なしに急速に回転する少なくとも2つの回転可能に装着されるローラ(12;13)が配置され、該ローラが、順番に搬送される前記繊維束(16;301〜303)用の挟持デバイス(18、19、20;21、22、23)を備え、該挟持デバイスが少なくとも一つの前記ローラの周縁領域に離間して分布し、コーミング作用を生成するための手段(コーミング要素)が、少なくとも一つの前記ローラ(13)と関連付けられ、前記供給された繊維束(301、302)の吸引のために、少なくとも一つの吸引デバイス(52、56)が、前記供給手段(8;10、11、27a、27b、28a、28b)から前記第1ローラ(12)までの前記繊維束(301)の移送領域の、及び/又は前記第1ローラ(12)から前記第2ローラ(13)までの前記繊維材料(302)の移送領域の前記挟持デバイス(18、19、20;21、22、23)と関連付けられることを特徴とする装置。
【請求項2】
前記挟持デバイスによって挟持する前の移送時に、吸引空気流が前記供給された繊維束に作用することを特徴とする、請求項1に記載の装置。
【請求項3】
前記吸引空気流が、供給されるべき及び巻き取られるべき前記繊維束の整列と移動とに影響を及ぼすことを特徴とする、請求項1又は2に記載の装置。
【請求項4】
前記繊維束の自由領域を挟持した後で、前記挟持された端部の挟持が、終端と成るように配置されることを特徴とする、請求項1から3のいずれか一項に記載の装置。
【請求項5】
少なくとも一つの送風開口部が、供給デバイスから前記第1ローラの前記繊維束の吐出領域に、及び/又は前記第1ローラから前記第2ローラの前記繊維材料の吐出領域に備えられることを特徴とする、請求項1から4のいずれか一項に記載の装置。
【請求項6】
送風デバイスが前記供給手段と関連付けられることを特徴とする、請求項1から5のいずれか一項に記載の装置。
【請求項7】
前記繊維材料の吸引のために、前記吸引デバイスの開口部が、前記供給デバイス(送給ローラ)の領域の前記第1ローラに配置されることを特徴とする、請求項1から6のいずれか一項に記載の装置。
【請求項8】
前記繊維材料の吸引のために前記吸引デバイスの開口部が、前記第1ローラと前記第2ローラとの間で前記繊維材料の移送領域の前記第2ローラに配置されることを特徴とする、請求項1又は7に記載の装置。
【請求項9】
前記吸引デバイスが、チャネルのような構造であることを特徴とする、請求項1から8のいずれか一項に記載の装置。
【請求項10】
前記吸引チャネルが、吸引開口部を備える開放端部を有することを特徴とする、請求項1から9のいずれか一項に記載の装置。
【請求項11】
前記吸引チャネルが、負圧領域と接続される別の端部を有することを特徴とする、請求項1から10のいずれか一項に記載の装置。
【請求項12】
前記吸引チャネルが、前記第1ローラの内側に及び/又は前記第2ローラの内側に配置されることを特徴とする、請求項1から11のいずれか一項に記載の装置。
【請求項13】
前記吸引チャネルが、前記第1ローラと及び/又は前記第2ローラと共に回転することを特徴とする、請求項1から12のいずれか一項に記載の装置。
【請求項14】
少なくとも一つの吸引チャネルが、各ニッパデバイス(上方ニッパ、下方ニッパ)に関連付けられることを特徴とする、請求項1から13のいずれか一項に記載の装置。
【請求項15】
前記吸引チャネルが、把持要素(上方ニッパ)と対向要素(下方ニッパ)とのほぼ間に配置されることを特徴とする、請求項1から14のいずれか一項に記載の装置。
【請求項16】
減圧領域が、前記第1ローラの及び/又は前記第2ローラの内部にあることを特徴とする、請求項1から15のいずれか一項に記載の装置。
【請求項17】
前記吸引チャネルが、前記減圧領域に接続されることを特徴とする、請求項1から16のいずれか一項に記載の装置。
【請求項18】
前記減圧領域が、吸引源に接続されることを特徴とする、請求項1から17のいずれか一項に記載の装置。
【請求項19】
前記減圧領域と前記吸引チャネルとの間の個別の吸引チャネルでの吸引流は、前記吸引流が前記ローラの周縁の、特定の調整可能な(所定の)角度位置にのみ適用されるように調整が可能であることを特徴とする、請求項1から18のいずれか一項に記載の装置。
【請求項20】
バルブが、所定の角度位置の調整のために備えられることを特徴とする、請求項1から19のいずれか一項に記載の装置。
【請求項21】
調整のために開口部を備えるファンが、所定の角度位置に備えられることを特徴とする、請求項1から20のいずれか一項に記載の装置。
【請求項22】
前記吸引流の開放が、前記把持要素(上方ニッパ)の運動によって行うことが出来ることを特徴とする、請求項1から21のいずれか一項に記載の装置。
【請求項23】
減圧領域が、前記所定の角度位置にのみ配置されることを特徴とする、請求項1から22のいずれか一項に記載の装置。
【請求項24】
送風空気流が、前記供給デバイスの領域に備えられることを特徴とする、請求項1から23のいずれか一項に記載の装置。
【請求項25】
送風空気流が、前記第1ローラと前記第2ローラとの間の移送領域に備えられることを特徴とする、請求項1から24のいずれか一項に記載の装置。
【請求項26】
前記供給デバイスの領域で、前記送風空気流を発生するための要素が、前記供給デバイスの直下に及び/又は直上に固定して配置されることを特徴とする、請求項1から25のいずれか一項に記載の装置。
【請求項27】
前記送風空気源が、前記供給デバイスの内側に配置されることを特徴とする、請求項1から26のいずれか一項に記載の装置。
【請求項28】
前記送風空気流が、前記供給デバイスの空気透過性表面を介して又は空気通過開口部を介して、前記第1ローラの方向に流れることを特徴とする、請求項1から27のいずれか一項に記載の装置。
【請求項29】
送風空気流源が、各ニッパデバイスの直下で及び/又は直上で、前記第1ローラと前記第2ローラとの間の移送領域に配置されることを特徴とする、請求項1から28のいずれか一項に記載の装置。
【請求項30】
前記供給デバイスと前記第1ローラとの間で、スクリーン要素が前記繊維材料の上方に配置されることを特徴とする、請求項1から29のいずれか一項に記載の装置。
【請求項31】
前記供給デバイスと前記第1ローラとの間で、それぞれのスクリーン要素が前記繊維材料の横方向に配置されることを特徴とする、請求項1から30のいずれか一項に記載の装置。
【請求項32】
前記空気流のための空気案内要素があることを特徴とする、請求項1から31のいずれか一項に記載の装置。
【請求項33】
前記少なくとも二つの回転可能に装着されるローラ(12、13)が、少なくとも一つの旋回ロータと少なくとも一つのコーミングロータとを包含することを特徴とする、請求項1から32のいずれか一項に記載の装置。
【請求項34】
前記旋回ロータ(12)と前記コーミングロータ(13)とが、反対方向の回転(それぞれ12aと13a)を有することを特徴とする、請求項1から33のいずれか一項に記載の装置。
【請求項35】
前記供給された繊維束(301、302)の吸引を支援するために、少なくとも一つの送風デバイスが、前記供給デバイス(8;10、11、27a、27b、28a、28b)から前記第1ローラ(12)への前記繊維束(301)の移送領域で、及び/又は前記第1ローラ(12)から前記第2ローラ(13)への前記繊維材料(302)の移送領域で、挟持デバイス(18、19、20;21、22、23)と関連付けられることを特徴とする、請求項1から34のいずれか一項に記載の装置。
【請求項1】
供給手段によって繊維分類デバイスに供給される織物繊維を含む、繊維束を繊維分類又は繊維選択するための装置であって、
前記繊維束をその自由端からある距離で挟持する挟持デバイスが備えられ、非挟持成分を前記繊維束の自由端からほぐして摘出するために、挟持部位から前記繊維束の自由端にコーミング作用を生成する機械的手段が存在し、前記供給された繊維材料を移送するために、挟持要素が存在する装置において、
前記供給手段(8;10、11、27a、27b、28a、28b)の下流に、中断なしに急速に回転する少なくとも2つの回転可能に装着されるローラ(12;13)が配置され、該ローラが、順番に搬送される前記繊維束(16;301〜303)用の挟持デバイス(18、19、20;21、22、23)を備え、該挟持デバイスが少なくとも一つの前記ローラの周縁領域に離間して分布し、コーミング作用を生成するための手段(コーミング要素)が、少なくとも一つの前記ローラ(13)と関連付けられ、前記供給された繊維束(301、302)の吸引のために、少なくとも一つの吸引デバイス(52、56)が、前記供給手段(8;10、11、27a、27b、28a、28b)から前記第1ローラ(12)までの前記繊維束(301)の移送領域の、及び/又は前記第1ローラ(12)から前記第2ローラ(13)までの前記繊維材料(302)の移送領域の前記挟持デバイス(18、19、20;21、22、23)と関連付けられることを特徴とする装置。
【請求項2】
前記挟持デバイスによって挟持する前の移送時に、吸引空気流が前記供給された繊維束に作用することを特徴とする、請求項1に記載の装置。
【請求項3】
前記吸引空気流が、供給されるべき及び巻き取られるべき前記繊維束の整列と移動とに影響を及ぼすことを特徴とする、請求項1又は2に記載の装置。
【請求項4】
前記繊維束の自由領域を挟持した後で、前記挟持された端部の挟持が、終端と成るように配置されることを特徴とする、請求項1から3のいずれか一項に記載の装置。
【請求項5】
少なくとも一つの送風開口部が、供給デバイスから前記第1ローラの前記繊維束の吐出領域に、及び/又は前記第1ローラから前記第2ローラの前記繊維材料の吐出領域に備えられることを特徴とする、請求項1から4のいずれか一項に記載の装置。
【請求項6】
送風デバイスが前記供給手段と関連付けられることを特徴とする、請求項1から5のいずれか一項に記載の装置。
【請求項7】
前記繊維材料の吸引のために、前記吸引デバイスの開口部が、前記供給デバイス(送給ローラ)の領域の前記第1ローラに配置されることを特徴とする、請求項1から6のいずれか一項に記載の装置。
【請求項8】
前記繊維材料の吸引のために前記吸引デバイスの開口部が、前記第1ローラと前記第2ローラとの間で前記繊維材料の移送領域の前記第2ローラに配置されることを特徴とする、請求項1又は7に記載の装置。
【請求項9】
前記吸引デバイスが、チャネルのような構造であることを特徴とする、請求項1から8のいずれか一項に記載の装置。
【請求項10】
前記吸引チャネルが、吸引開口部を備える開放端部を有することを特徴とする、請求項1から9のいずれか一項に記載の装置。
【請求項11】
前記吸引チャネルが、負圧領域と接続される別の端部を有することを特徴とする、請求項1から10のいずれか一項に記載の装置。
【請求項12】
前記吸引チャネルが、前記第1ローラの内側に及び/又は前記第2ローラの内側に配置されることを特徴とする、請求項1から11のいずれか一項に記載の装置。
【請求項13】
前記吸引チャネルが、前記第1ローラと及び/又は前記第2ローラと共に回転することを特徴とする、請求項1から12のいずれか一項に記載の装置。
【請求項14】
少なくとも一つの吸引チャネルが、各ニッパデバイス(上方ニッパ、下方ニッパ)に関連付けられることを特徴とする、請求項1から13のいずれか一項に記載の装置。
【請求項15】
前記吸引チャネルが、把持要素(上方ニッパ)と対向要素(下方ニッパ)とのほぼ間に配置されることを特徴とする、請求項1から14のいずれか一項に記載の装置。
【請求項16】
減圧領域が、前記第1ローラの及び/又は前記第2ローラの内部にあることを特徴とする、請求項1から15のいずれか一項に記載の装置。
【請求項17】
前記吸引チャネルが、前記減圧領域に接続されることを特徴とする、請求項1から16のいずれか一項に記載の装置。
【請求項18】
前記減圧領域が、吸引源に接続されることを特徴とする、請求項1から17のいずれか一項に記載の装置。
【請求項19】
前記減圧領域と前記吸引チャネルとの間の個別の吸引チャネルでの吸引流は、前記吸引流が前記ローラの周縁の、特定の調整可能な(所定の)角度位置にのみ適用されるように調整が可能であることを特徴とする、請求項1から18のいずれか一項に記載の装置。
【請求項20】
バルブが、所定の角度位置の調整のために備えられることを特徴とする、請求項1から19のいずれか一項に記載の装置。
【請求項21】
調整のために開口部を備えるファンが、所定の角度位置に備えられることを特徴とする、請求項1から20のいずれか一項に記載の装置。
【請求項22】
前記吸引流の開放が、前記把持要素(上方ニッパ)の運動によって行うことが出来ることを特徴とする、請求項1から21のいずれか一項に記載の装置。
【請求項23】
減圧領域が、前記所定の角度位置にのみ配置されることを特徴とする、請求項1から22のいずれか一項に記載の装置。
【請求項24】
送風空気流が、前記供給デバイスの領域に備えられることを特徴とする、請求項1から23のいずれか一項に記載の装置。
【請求項25】
送風空気流が、前記第1ローラと前記第2ローラとの間の移送領域に備えられることを特徴とする、請求項1から24のいずれか一項に記載の装置。
【請求項26】
前記供給デバイスの領域で、前記送風空気流を発生するための要素が、前記供給デバイスの直下に及び/又は直上に固定して配置されることを特徴とする、請求項1から25のいずれか一項に記載の装置。
【請求項27】
前記送風空気源が、前記供給デバイスの内側に配置されることを特徴とする、請求項1から26のいずれか一項に記載の装置。
【請求項28】
前記送風空気流が、前記供給デバイスの空気透過性表面を介して又は空気通過開口部を介して、前記第1ローラの方向に流れることを特徴とする、請求項1から27のいずれか一項に記載の装置。
【請求項29】
送風空気流源が、各ニッパデバイスの直下で及び/又は直上で、前記第1ローラと前記第2ローラとの間の移送領域に配置されることを特徴とする、請求項1から28のいずれか一項に記載の装置。
【請求項30】
前記供給デバイスと前記第1ローラとの間で、スクリーン要素が前記繊維材料の上方に配置されることを特徴とする、請求項1から29のいずれか一項に記載の装置。
【請求項31】
前記供給デバイスと前記第1ローラとの間で、それぞれのスクリーン要素が前記繊維材料の横方向に配置されることを特徴とする、請求項1から30のいずれか一項に記載の装置。
【請求項32】
前記空気流のための空気案内要素があることを特徴とする、請求項1から31のいずれか一項に記載の装置。
【請求項33】
前記少なくとも二つの回転可能に装着されるローラ(12、13)が、少なくとも一つの旋回ロータと少なくとも一つのコーミングロータとを包含することを特徴とする、請求項1から32のいずれか一項に記載の装置。
【請求項34】
前記旋回ロータ(12)と前記コーミングロータ(13)とが、反対方向の回転(それぞれ12aと13a)を有することを特徴とする、請求項1から33のいずれか一項に記載の装置。
【請求項35】
前記供給された繊維束(301、302)の吸引を支援するために、少なくとも一つの送風デバイスが、前記供給デバイス(8;10、11、27a、27b、28a、28b)から前記第1ローラ(12)への前記繊維束(301)の移送領域で、及び/又は前記第1ローラ(12)から前記第2ローラ(13)への前記繊維材料(302)の移送領域で、挟持デバイス(18、19、20;21、22、23)と関連付けられることを特徴とする、請求項1から34のいずれか一項に記載の装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6a】
【図6b】
【図7a】
【図7b】
【図8a】
【図8b】
【図8c】
【図9a】
【図9b】
【図9c】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6a】
【図6b】
【図7a】
【図7b】
【図8a】
【図8b】
【図8c】
【図9a】
【図9b】
【図9c】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2009−13575(P2009−13575A)
【公開日】平成21年1月22日(2009.1.22)
【国際特許分類】
【出願番号】特願2008−169149(P2008−169149)
【出願日】平成20年6月27日(2008.6.27)
【出願人】(590002323)ツリュツラー ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト (85)
【Fターム(参考)】
【公開日】平成21年1月22日(2009.1.22)
【国際特許分類】
【出願日】平成20年6月27日(2008.6.27)
【出願人】(590002323)ツリュツラー ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト (85)
【Fターム(参考)】
[ Back to top ]