
供給装置

【課題】動作が停止された時点で原料が残ることによる無駄をなくすことができる、供給装置を提供する。
【解決手段】供給装置1は、調整停止機能を有している。調整停止機能がオンにされると、混合ユニット19、供給配管26および成形機ホッパ27内における原料の貯留量および操作パネルの操作によって設定された製品重量に基づいて、混合ユニット19、供給配管26および成形機ホッパ27内に残量を残すことなく、調整停止機能がオンにされた時点で操作パネルに表示されていた停止タイミングで供給装置1および成形機2の動作が停止されるように、オン後に成形機2に供給されるべき原料の量である残供給量が設定される。そして、その設定された残供給量に基づいて、供給装置1の動作が停止される。
【解決手段】供給装置1は、調整停止機能を有している。調整停止機能がオンにされると、混合ユニット19、供給配管26および成形機ホッパ27内における原料の貯留量および操作パネルの操作によって設定された製品重量に基づいて、混合ユニット19、供給配管26および成形機ホッパ27内に残量を残すことなく、調整停止機能がオンにされた時点で操作パネルに表示されていた停止タイミングで供給装置1および成形機2の動作が停止されるように、オン後に成形機2に供給されるべき原料の量である残供給量が設定される。そして、その設定された残供給量に基づいて、供給装置1の動作が停止される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、成形機などの加工機に加工品の原料を供給する供給装置に関する。
【背景技術】
【0002】
たとえば、樹脂成形品を製造する成形機には、樹脂ペレット、粉砕材、マスターバッチおよび添加剤などの各原料を計量し、その計量された原料を混合する計量混合装置が接続される。
【0003】
計量混合装置は、複数の原料ホッパを備えている。各原料ホッパには、各原料タンクから原料が気力輸送によって供給される。また、計量混合装置には、各原料タンクから供給される原料を計量する計量ホッパが備えられている。計量ホッパには、各原料の計量に基づいて、複数の原料が所定の配合比率で供給される。そして、計量ホッパから混合ユニットに所定の配合比率の原料が供給され、混合ユニットにおいて、その原料が十分に混ぜ合わされる。こうして得られる原料の混合物は、配管を通して、成形機に供給される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−107472号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
成形機で所定数の樹脂成形品が製造されると、成形機の動作が停止されるとともに、計量混合装置の動作が停止される。計量混合装置の動作が停止された時点で、混合ユニットや成形機と接続される配管内に原料が残る。たとえば、成形機に供給すべき原料の配合比率が変更になった場合、新たな配合比率の原料の供給が開始される前に、混合ユニット内などに残された原料を廃棄しなければならず、原料が無駄になる。
【0006】
本発明の目的は、動作が停止された時点で原料が残ることによる無駄をなくすことができる、供給装置を提供することである。
【課題を解決するための手段】
【0007】
前記の目的を達成するため、本発明は、供給装置において、加工品を製造する加工機に加工品の原料を輸送する輸送手段と、前記輸送手段によって前記加工機に輸送される原料を一時的に貯留する貯留手段と、原料の質量を計量して、その計量された原料を前記貯留手段に供給し、1回の計量およびその計量された原料の供給を1バッチ動作として、バッチ動作を繰り返し実行する供給手段と、前記貯留手段に貯留されている原料の量を検出する貯留量検出手段と、前記加工機における加工品の製造を停止する条件を設定する停止条件設定手段と、前記貯留量検出手段によって検出される貯留量および前記加工機で1個の加工品の製造に使用される原料の量に基づいて、前記停止条件設定手段によって設定された条件が満たされ、かつ、前記貯留手段に原料が残らないように、前記停止条件設定手段による条件の設定後に前記加工機に供給されるべき原料の量である残供給量を設定する残供給量設定手段と、前記残供給量設定手段によって設定された残供給量に基づいて、前記輸送手段および前記供給手段の動作を停止させる停止制御手段と、前記加工機における加工品の製造の停止前の複数のバッチ動作で、前記供給手段から前記貯留手段に供給される原料の供給量を、前記貯留手段に原料が残らないように調節する供給量調整手段とを備えることを特徴としている。
【0008】
加工機で製造される加工品の原料は、供給手段により貯留手段に供給される。供給手段は、1回の計量およびその計量された原料の供給を1バッチ動作として、バッチ動作を繰り返し実行する。そして、原料は、貯留手段で一時的に貯留された後、輸送手段により加工機に輸送される。貯留手段に貯留されている原料の量は、貯留量検出手段によって検出される。
【0009】
この供給装置は、停止条件設定手段を有している。停止条件設定手段により、加工機における加工品の製造を停止する条件が設定される。この条件が設定されると、貯留手段に原料を残すことなく、供給装置の動作を停止させる機能である調整停止機能がオンになる。
【0010】
調整停止機能のために、供給装置は、残供給量設定手段を有している。残供給量設定手段により、貯留量検出手段によって検出される貯留量および加工機で加工品の製造に使用される原料の量に基づいて、停止条件設定手段による条件の設定後に加工機に供給されるべき原料の量である残供給量が求められる。具体的には、残供給量は、停止条件設定手段によって設定された条件が満たされ、かつ、貯留手段に原料が残らないように設定される。そして、その設定された残供給量に基づいて、輸送手段および供給手段の動作が停止される。
【0011】
また、この供給装置は、供給量調整手段を有している。供給量調整手段により、供給手段から貯留手段に供給される原料の供給量が調整される。このときの供給量は、加工機における加工品の製造の停止前の複数のバッチ動作で、貯留手段に原料が残らない量に調整される。
【0012】
これにより、輸送手段および供給手段の動作の停止後に、貯留手段に原料が残ることを防止できる。言い換えれば、貯留手段に貯留されている原料が使い切られた状態で、輸送手段および供給手段の動作を停止させることができる。そのため、貯留手段に原料が残ることによる無駄をなくすことができる。その結果、加工品の製造に要する原料コストを低減することができる。
【0013】
供給調整手段は、複数のバッチ動作の各バッチ動作で貯留手段に供給される原料の質量である個別供給量がいずれも供給手段において計測可能な最小計量値以上となるように、各バッチ動作での個別供給量を調整することが好ましい。
【0014】
これにより、各バッチ動作において、個別供給量の原料を精度よく計量することができる。
【0015】
供給装置は、停止条件設定手段による条件の設定後に、当該条件を変更する条件変更手段を備えることが好ましい。
【0016】
この場合、停止条件設定手段による条件の設定後に、その条件を変更することができる。たとえば、停止条件設定手段による条件の設定後に、加工機における加工品の製造数に過不足が生じた場合に、その過不足を解消するように、加工機における加工品の製造を停止する条件を変更することができる。
【0017】
停止条件設定手段によって設定された条件が変更されると、変更後の条件に基づいて残供給量が補正され、その補正後の残供給量に基づいて、輸送手段および供給手段の動作が停止されることが好ましい。
【0018】
これにより、条件が変更されても、貯留手段に貯留されている原料が使い切られた状態で、輸送手段および供給手段の動作を停止させることができる。
【0019】
また、輸送手段は、複数の加工機に対応して複数設けられていてもよい。この場合、各加工機ごとに加工品の製造を停止する条件が設定され、その設定された各条件が満たされ、かつ、貯留手段に原料が残らないように、停止条件設定手段による各条件の設定後に各加工機に供給されるべき原料の量である残供給量が演算されることが好ましい。そして、各加工機ごとに演算された残供給量に基づいて、各輸送手段および供給手段の動作が停止されることが好ましい。
【0020】
これにより、複数の加工機に原料を供給する構成であっても、貯留手段に貯留されている原料が使い切られた状態で、輸送手段および供給手段の動作を停止させることができる。
【0021】
供給装置は、輸送手段および供給手段の停止後に、貯留手段を清掃する清掃手段をさらに備えていてもよい。
【0022】
たとえば、貯留手段に供給される原料が複数種類の粉粒体を配合してなり、加工機に供給すべき原料における粉粒体の配合比率が頻繁に変更される場合、供給装置に清掃手段が備えられていることが好ましい。
【0023】
粉粒体の配合比率が変更される前に、清掃手段によって貯留手段が清掃されるので、配合比率の変更後の原料に変更前の原料が混ざることを防止でき、変更後の原料を用いて、良質な加工品を製造することができる。
【0024】
供給手段は、粉砕材を含む複数種類の粉粒体を配合してなる原料を貯留手段に供給し、供給装置は、粉砕材が収容される粉砕材収容手段と、粉砕材収容手段に収容されている粉砕材の量を検出する粉砕材量検出手段と、粉砕剤量検出手段によって検出される粉砕材の量に応じて、原料中の粉砕材の配合量を変更する配合変更手段とをさらに備えてもよい。
【発明の効果】
【0025】
本発明によれば、貯留手段に原料が残ることによる無駄をなくすことができる。その結果、加工品の製造に要する原料コストを低減することができる。
【図面の簡単な説明】
【0026】
【図1】図1は、本発明の一実施形態に係る供給装置が用いられた成形システムの構成図である。
【図2】図2は、操作パネルの画面の第1の例を示す図である。
【図3】図3は、供給装置の電気的構成を示すブロック図である。
【図4】図4は、調整停止処理のフローチャート(その1)である。
【図5】図5は、調整停止処理のフローチャート(その2)である。
【図6】図6は、操作パネルの画面の第2の例を示す図である。
【図7】図7は、操作パネルの画面の第3の例を示す図である。
【図8】図8は、粉砕材調整処理のフローチャートである。
【図9】図9は、自動清掃処理のフローチャート(その1)である。
【図10】図10は、自動清掃処理のフローチャート(その2)である。
【図11】図11は、1つの供給装置に複数の成形機が接続された構成を示す図である。
【図12】図12は、1つの供給装置に複数の成形機が接続された構成における供給動作の流れを示すフローチャート(その1)である。
【図13】図13は、1つの供給装置に複数の成形機が接続された構成における供給動作の流れを示すフローチャート(その2)である。
【図14】図14は、1つの供給装置に複数の成形機が接続された構成における供給動作の流れを示すフローチャート(その3)である。
【発明を実施するための形態】
【0027】
以下では、本発明の実施の形態について、添付図面を参照しつつ詳細に説明する。
【0028】
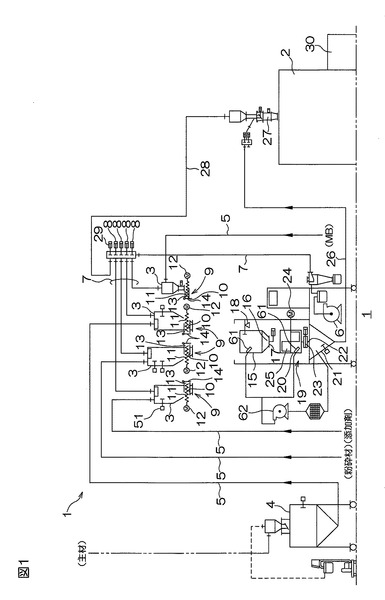
図1は、本発明の一実施形態に係る供給装置が用いられた成形システムの構成図である。
【0029】
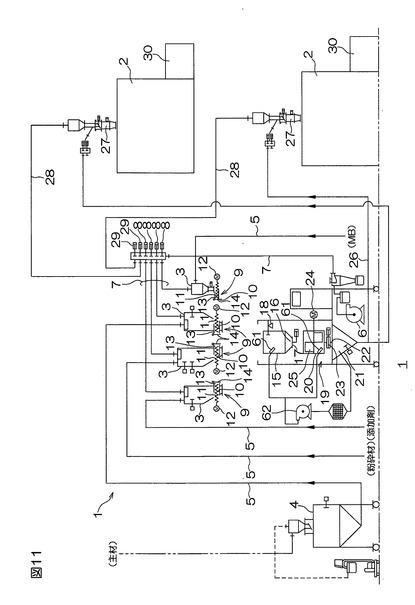
この成形システムでは、供給装置1が成形機2に接続されている。供給装置1では、たとえば、樹脂ペレット(主材)、粉砕材、マスターバッチおよび添加剤の各原料(粉粒体)が所定の配合比率で混合される。そして、その混合された原料が供給装置1から成形機2に供給され、成形機2において、樹脂成形品が製造される。
【0030】
供給装置1は、4つの原料ホッパ3を備えている。4つの原料ホッパ3には、それぞれ樹脂ペレット(主材)、粉砕材、マスターバッチおよび添加剤が気力輸送によって供給される。具体的には、4つの原料ホッパ3には、それぞれ樹脂ペレット(主材)、粉砕材、マスターバッチおよび添加剤が貯留される原料タンク4から延びる原料供給ライン5が接続されている。また、各原料ホッパ3には、ブロワ6から延びる吸気ライン7が接続されている。吸気ライン7の途中部には、吸気バルブ8が介装されている。
【0031】
ブロワ6が作動している状態で、吸気バルブ8が開かれると、原料ホッパ3内の空気が吸気ライン7に吸引されて、原料タンク4に貯留されている原料が原料供給ライン5を介して原料ホッパ3に供給される。
【0032】
なお、図1では、1つの原料タンク4のみが図示されている。また、原料ホッパ3の数は、4つに限らず、3つ以下であってもよいし、5つ以上であってもよい。
【0033】
各原料ホッパ3には、スクリューフィーダ9が設けられている。スクリューフィーダ9は、原料ホッパ3内と連通する供給管10と、供給管10内に配置されるスクリューオーガ11と、スクリューオーガ11を回転させるためのフィードモータ12と、供給管10の先端開口13を開閉するゲートシャッタ14とを備えている。
【0034】
原料ホッパ3内の原料は、供給管10に流入する。ゲートシャッタ14が開かれた状態で、フィードモータ12がオンされると、スクリューオーガ11が回転し、スクリューオーガ11により、原料が供給管10内を先端開口13に向けて送られる。供給管10の先端開口13に達した原料は、先端開口13から落下する。
【0035】
供給管10から落下する原料は、計量ホッパ15に受け取られる。計量ホッパ15の下部は、先細り形状をなしている。計量ホッパ15の下端は、排出口16として開放されている。そして、計量ホッパ15には、排出口16を開閉するゲートシャッタ17が設けられている。また、計量ホッパ15には、計量ホッパ15内に貯留されている原料の質量を計測するためのロードセル18が設けられている。
【0036】
ゲートシャッタ17が閉じられた状態で、供給管10から落下する原料が計量ホッパ15に受け取られることにより、計量ホッパ15内に原料が貯留される。そして、計量ホッパ15内に原料が貯留されている状態で、ゲートシャッタ17が開かれると、計量ホッパ15内の原料が排出口16を介して落下する。
【0037】
計量ホッパ15の下方には、混合ユニット19が配置されている。混合ユニット19は、ミキサ20と、ミキサ20の下方に配置される供給ホッパ21と、ミキサ20と供給ホッパ21とを接続する接続管22と、接続管22を開閉するためのシャッタバルブ23とを備えている。
【0038】
計量ホッパ15から落下する原料は、ミキサ20に受け取られる。シャッタバルブ23が閉じられた状態で、計量ホッパ15から落下する原料がミキサ20に受け取られることにより、ミキサ20内に原料が貯留される。ミキサ20内には、攪拌モータ24によって回転駆動される攪拌翼25が収容されている。ミキサ20内に貯留された原料は、攪拌翼25の回転によって攪拌される。この攪拌によってミキサ20内の原料が十分に混ざり合うと、シャッタバルブ23が開かれて、その混合された原料が接続管22を介して供給ホッパ21に供給される。
【0039】
供給ホッパ21の下端部には、供給配管26の一端部が接続されている。
【0040】
一方、成形機2は、成形機ホッパ27を備えている。供給配管26の他端部は、成形機ホッパ27に接続されている。また。成形機ホッパ27には、ブロワ6から延びる吸気ライン28が接続されている。吸気ライン28の途中部には、吸気バルブ29が介装されている。
【0041】
ブロワ6が作動している状態で、吸気バルブ29が開かれると、成形機ホッパ27内の空気が吸気ライン28に吸引されて、供給ホッパ21に貯留されている原料が供給配管26を介して成形機ホッパ27に供給される。そして、成形機2では、成形機ホッパ27から成形金型に原料が供給されて、その原料からなる樹脂成形品が製造される。
【0042】
また、成形機2には、樹脂成形品の製造により生じる粉砕材を回収して収容する粉砕材収容器30が設けられている。粉砕材収容器30に回収された粉砕材は、粉砕材を貯留する原料ホッパ3に送られるようになっている。
【0043】
なお、4つの吸気ライン7および吸気ライン28は、その途中部で集合し、1つのラインとしてブロワ6に接続されている。吸気バルブ8は、4つの吸気ライン7の互いに分離した部分に介装されている。また、吸気バルブ29は、吸気ライン7から分離した部分に介装されている。
【0044】
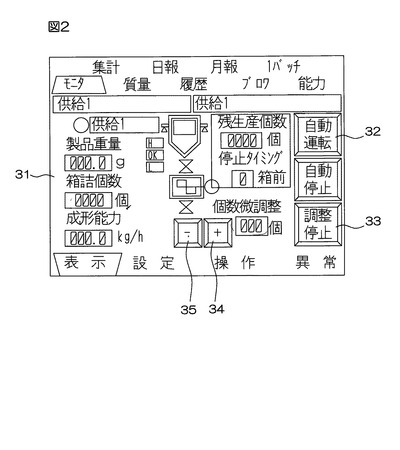
図2は、操作パネルの画面の第1の例を示す図である。
【0045】
供給装置1は、タッチパネル付ディスプレイからなる操作パネル31を備えている。
【0046】
操作パネル31には、供給装置1の動作に関する各種の情報が表示される。その表示される情報には、たとえば、成形機2で製造される樹脂成形品の1個あたりの重量(質量)である製品重量、1つの箱に詰められる樹脂成形品の個数である箱詰個数および成形機2における成形能力(単位時間あたりに使用される原料の質量)が表示される。これらの情報は、図2に示される画面とは別の画面において、操作パネル31の操作によって入力することができる。また、その別の画面において、樹脂ペレット、粉砕材、マスターバッチおよび添加剤の配合比率を設定することができる。さらに、操作パネル31には、現時点で混合ユニット19、供給配管26および成形機ホッパ27内に貯留されている原料のみを使用して製造可能な樹脂成形品の個数である残生産個数が表示される。
【0047】
供給装置1は、混合ユニット19、供給配管26および成形機ホッパ27内に原料を残すことなく、供給装置1および成形機2の動作を停止させる機能である調整停止機能を有している。そして、操作パネル31には、調整停止機能による供給装置1および成形機2の動作の停止のタイミングが表示される。また、操作パネル31には、調整停止機能を設定するための自動運転ボタン32および調整停止ボタン33が表示される。自動運転ボタン32が押された後、調整停止ボタン33が押されると、調整停止機能がオンになる。調整停止機能は、自動運転ボタン32の長押し(たとえば、2秒間以上押し続ける)により解除(オフ)することができる。さらに、調整停止機能の使用中に成形機2で製造されるべき樹脂成形品の個数を微調整するための増加ボタン(「+」ボタン)34および減少ボタン(「−」ボタン)35が表示される。
【0048】
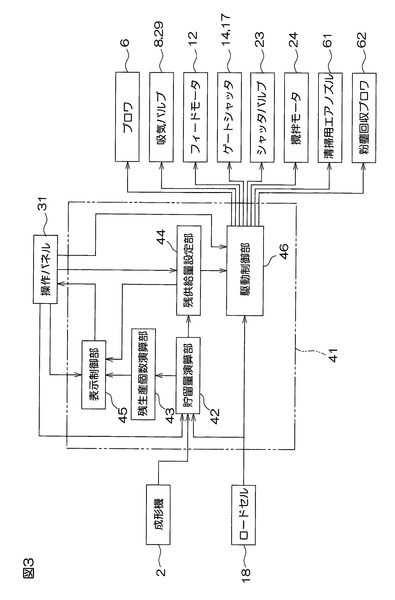
図3は、供給装置の電気的構成を示すブロック図である。
【0049】
供給装置1は、CPU,RAMおよびROMなどを含むマイクロコンピュータからなる制御部41を備えている。
【0050】
制御部41には、ロードセル18の検出信号が入力されるようになっている。また、制御部41には、操作パネル31が電気的に接続されており、操作パネル31の操作信号が入力されるようになっている。さらに、制御部41には、成形機2の動作状態(運転中、停止中)を表す信号などが成形機2から入力されるようになっている。
【0051】
制御部41は、貯留量演算部42、残生産個数演算部43、残供給量設定部44、表示制御部45および駆動制御部46を、CPUによるプログラム処理によってソフトウエア的に実現される機能処理部として有している。
【0052】
貯留量演算部42は、成形機2から入力される信号、ロードセル18から入力される検出信号および操作パネル31から入力される操作信号に基づいて、混合ユニット19、供給配管26および成形機ホッパ27内に貯留されている原料の質量である貯留量を演算する。具体的には、貯留量演算部42は、ロードセル18の検出信号に基づいて、計量ホッパ15で計量された原料の総質量(質量の合計値)をRAMに格納する。また、貯留量演算部42は、成形機2の動作状態を常に監視している。そして、貯留量演算部42は、操作パネル31の操作によって設定された製品重量および成形能力に基づいて、供給装置1および成形機2の動作開始から成形機2で使用された原料の総質量を演算し、その総質量を計量ホッパ15で計量された原料の総質量から減じることにより、貯留量を演算する。
【0053】
残生産個数演算部43は、貯留量演算部42によって演算された貯留量および操作パネル31の操作により設定された製品重量に基づいて、その演算された貯留量の原料のみを使用して製造可能な樹脂成形品の個数である残生産個数を演算する。
【0054】
残供給量設定部44は、貯留量演算部42によって演算された貯留量、後述する1バッチ動作で計量ホッパ15から混合ユニット19に供給される原料の質量ならびに操作パネル31の操作によって設定された製品重量および箱詰個数に基づいて、調整停止機能によって供給装置1および成形機2の動作が停止されるまでに成形機2で樹脂成形品の詰められた箱が何箱作られるかを演算する。具体的には、貯留量演算部42によって演算された貯留量に後述する調整バッチ動作(たとえば、3バッチ動作)で計量ホッパ15から混合ユニット19に供給される原料の質量(合計量)が加えられ、その加算値を製品重量および箱詰個数の乗算値で除して得られる商が、調整停止機能によって供給装置1および成形機2の動作が停止されるまでに作られる箱数とされる。
【0055】
また、残供給量設定部44は、貯留量演算部42によって演算された貯留量、後述する1バッチ動作で計量ホッパ15から混合ユニット19に供給される原料の質量ならびに操作パネル31の操作によって設定された製品重量および箱詰個数に基づいて、調整停止機能によって供給装置1および成形機2の動作が停止されるまでに供給装置1から成形機2に供給されるべき原料の量である残供給量を設定する。具体的には、貯留量演算部42によって演算された貯留量に後述する調整バッチ動作(たとえば、3バッチ動作)で計量ホッパ15から混合ユニット19に供給される原料の質量(合計量)が加えられ、その加算値が製品重量および箱詰個数の乗算値で除される。そして、この除算により得られる余りを合計量から減算して得られる値が残供給量とされる。
【0056】
表示制御部45は、残生産個数演算部43によって演算された残生産個数を操作パネル31に表示させる。また、残供給量設定部44によって演算された箱数を調整停止機能による停止タイミングとして操作パネル31に表示させる。
【0057】
駆動制御部46は、ロードセル18の検出信号、操作パネル31の操作によって設定された配合比率および残供給量設定部44によって設定された残供給量に基づいて、ブロワ6、吸気バルブ8,29、フィードモータ12、ゲートシャッタ14,17、シャッタバルブ23および攪拌モータ24の駆動を制御する。
【0058】
この制御により、樹脂ペレット、粉砕材、マスターバッチおよび添加剤の各原料が所定の配合比率で混合されて、その混合された原料が供給装置1から成形機2に供給される。具体的には、供給装置1および成形機2の動作が開始されると、制御部41により、計量ホッパ15に1バッチ量の原料を計量する要求(バッチ計量要求)が出される。このバッチ計量要求が出されると、駆動制御部46により、所定の配合比率に基づいて、各原料ホッパ3から計量ホッパ15に供給されるべき各原料の質量である目標量が設定される。その後、ロードセル18の検出信号が参照されつつ、フィードモータ12およびゲートシャッタ14が制御されることにより、1つの原料ホッパ3から計量ホッパ15に原料が計量されつつ供給され、目標量の原料が計量ホッパ15に供給されると、その供給が停止される。次いで、別の1つの原料ホッパ3から計量ホッパ15への原料の供給が開始され、目標量の原料が計量ホッパ15に供給されると、その供給が停止される。このようにして、各原料ホッパ3から計量ホッパ15に目標量の原料が供給されると、計量ホッパ15内に所定の配合比率の原料が計量ホッパ15内に貯留される。その後、ゲートシャッタ17が開かれることにより、計量ホッパ15内の原料は、混合ユニット19に供給される。以上の動作を1バッチ動作として、バッチ動作が繰り返される。各バッチ動作で混合ユニット19に供給される原料は、シャッタバルブ23が開かれて、ブロワ6が駆動された状態で吸気バルブ29が開かれることにより、供給配管26を介して成形機ホッパ27に輸送される。
【0059】
供給装置1から成形機2への原料の供給中、操作パネル31に調整停止機能による停止タイミングが表示されている。自動運転ボタン32が押されると、操作パネル31に表示されている停止タイミングが点滅する。この状態で、調整停止ボタン33が押されると、調整停止機能がオンになる。そして、調整停止ボタン33が押された後、残供給量設定部44によって設定された残供給量の原料が計量ホッパ15から混合ユニット19に供給され、そのすべての原料が混合ユニット19から成形機2に供給されると、供給装置1の動作が停止される。その後、成形機ホッパ27内の原料がすべて使い切られると、成形機2の動作が停止される。
【0060】
調整停止機能によって供給装置1および成形機2の動作が停止される場合には、供給装置1および成形機2の動作が停止される直前の最終バッチ動作において、計量ホッパ15において計量される原料の質量が予め定められた最小計量値を下回る場合が想定される。この場合、計量ホッパ15における原料の計量の精度を保証することができない。
【0061】
たとえば、計量ホッパ15における樹脂ペレット、粉砕材、マスターバッチおよび添加剤の最小計量値がそれぞれ500g、100g、20gおよび15gである場合を想定する。また、1バッチ動作で計量ホッパ15から混合ユニット19に供給される原料の質量が3000gであり、樹脂ペレット、粉砕材、マスターバッチおよび添加剤の配合比率が樹脂ペレット:粉砕材:マスターバッチ:添加剤=66:30:3:1であるとする。この場合、通常の1バッチ動作では、1980gの樹脂ペレット、900gの粉砕材、90gのマスターバッチおよび30gの添加剤が計量ホッパ15から混合ユニット19に供給される。そして、通常のバッチ動作が繰り返され、最終バッチ動作で計量ホッパ15から混合ユニット19に供給されるべき原料の質量が100gである場合を想定すると、66gの樹脂ペレット、30gの粉砕材、3gのマスターバッチおよび1gの添加剤を計量ホッパ15で計量しなければならず、各原料の計量精度を保証することができない。
【0062】
そこで、供給装置1および成形機2の動作停止前の複数のバッチ動作が調整バッチ動作とされて、各調整バッチ動作で計量ホッパ15に供給される各原料の質量が最小計量値を下回らないように調整される。
【0063】
たとえば、最終バッチ動作を含む3バッチ動作が調整バッチ動作とされる。前述の想定下では、調整バッチ動作で計量ホッパ15から混合ユニット19に供給されるべき樹脂ペレット、粉砕材、マスターバッチおよび添加剤の合計質量は、それぞれ4026g、1830g、183gおよび61gである。そこで、各調整バッチ動作で計量ホッパ15から混合ユニット19に供給されるべき樹脂ペレット、粉砕材、マスターバッチおよび添加剤の質量は、合計質量が3で割られる(1/3にされる)ことにより、それぞれ1342g、610g、61gおよび20g(1バッチ動作のみ、21g)に設定される。これにより、計量ホッパ15における各原料の計量精度を保証することができる。
【0064】
また、調整停止機能のオン中(使用中)に、操作パネル31に表示される増加ボタン34または減少ボタン35が押されると、残供給量設定部44により、その時点で設定されている残供給量が補正される。たとえば、増加ボタン34の押操作により、供給装置1および成形機2の停止までに成形機2で製造されるべき樹脂成形品の個数が50個増やされると、50個分の樹脂成形品の製造に必要な原料の質量分だけ残供給量が増加される。そして、補正後の残供給量に基づいて、供給装置1および成形機2の動作が停止される。ただし、最終バッチ動作が開始された後は、増加ボタン34または減少ボタン35が無効にされる。
【0065】
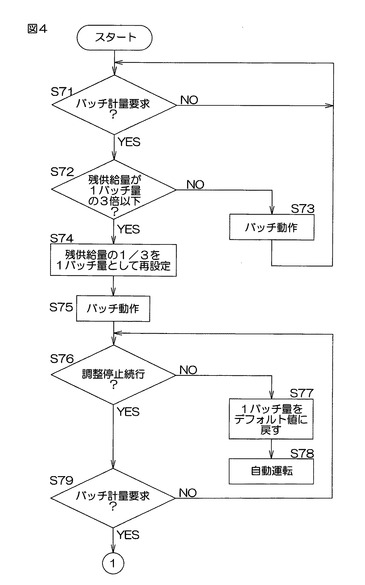
図4および図5は、調整停止機能のフローチャートである。
【0066】
供給装置1および成形機2の動作中に、操作パネル31の調整停止ボタン33が押されると、図4および図5に示される調整停止処理が実行される。
【0067】
なお、以下の調整停止処理では、調整停止を最終の3バッチ動作で実行する例を挙げて説明する。
【0068】
調整停止処理が実行されると、計量ホッパ15へのバッチ計量要求があるか否かが判断される(ステップS71)。
【0069】
計量ホッパ15内に原料が残っているとき、または計量ホッパ15から混合ユニット19への原料の供給途中であるときなど、バッチ計量要求が入力されていない場合には、次のバッチ計量要求が入力されるまでの間、バッチ計量要求があるか否かの判断が繰り返し実行される(ステップS71のNO)。
【0070】
バッチ計量要求が入力されると(ステップS71のYES)、残供給量設定部44が参照されて、供給装置1および成形機2の動作が停止されるまでに供給装置1から成形機2に供給されるべき残供給量が調べられる。
【0071】
そして、残供給量が1バッチ量の3倍以下か否かが判断される(S72)。1バッチ量の値は、制御部41のRAMに予め格納されており、デフォルト値として、たとえば、3000gが設定されている。
【0072】
残供給量が1バッチ量の3倍より多いと判断された場合(ステップS72のNO)には、計量ホッパ15に1バッチ量の原料が供給され、上記したバッチ動作が実行される(ステップS73)。
【0073】
このバッチ動作は、バッチ計量要求があり、残供給量が1バッチ量の3倍以下になるまでの間、繰り返し実行される。つまり、供給装置1および成形機2の動作途中に調整停止ボタン33が押されても、残供給量が1バッチ量の3倍以下になるまでは、通常の1バッチ量に基づいてバッチ動作が実行される。
【0074】
そして、残供給量が1バッチ量の3倍以下であると判断された場合(ステップS72のYES)には、残供給量が3で割られた値を新たな1バッチ量として、制御部41のRAMに格納する(ステップS74)。
【0075】
次いで、新たな1バッチ量に基づいて、計量ホッパ15に1バッチ量の原料が供給され、上記したバッチ動作が実行される(ステップS75)。
【0076】
その後、調整停止処理が続行されるか否かが判断される(ステップS76)。この判断は、たとえば、前回のバッチ動作から当該処理が実行されるまでの間に、操作パネル31の自動運転ボタン32が長押し(たとえば、2秒以上)され、調整停止処理が解除されるか否かにより実行される。
【0077】
調整停止処理が解除された場合(ステップS76のNO)には、制御部41のRAMに格納されている1バッチ量の値が、デフォルト値に戻される(ステップS77)。
【0078】
その後、デフォルト値の1バッチ量に基づいて、自動運転が開始される(ステップS78)。
【0079】
調整停止処理が続行される場合(ステップS76のYES)には、次のバッチ計量要求が入力されたか否かが判断され(ステップS79)、次のバッチ計量要求が入力されるまでの間、調整停止処理が続行されるか否かの判断、およびバッチ計量要求があるか否かの判断が繰り返し実行される(ステップS71のNO)。
【0080】
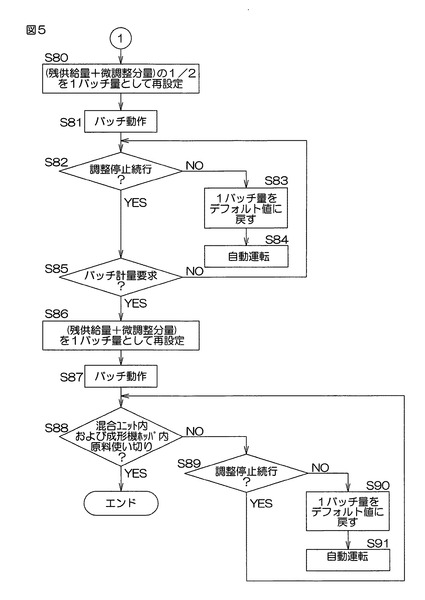
バッチ計量要求が入力されると(ステップS79のYES)、残供給量に微調整分量を足し合わせ、その値が2で割られた値を新たな1バッチ量として、制御部のRAMに格納する(ステップS80)。
【0081】
微調整分量は、たとえば、前回のバッチ動作で成形された成形品のうち、不良と判断されて除外された成形品の数を重量に換算した分量であり、前回のバッチ動作から当該処理までの間に、操作パネル31の増加ボタン34および減少ボタン35が押されることにより設定される数量に基づいて換算される。
【0082】
次いで、新たな1バッチ量に基づいて、計量ホッパ15に1バッチ量の原料が供給され、上記したバッチ動作が実行される(ステップS81)。
【0083】
その後、調整停止処理が続行されるか否かが判断される(ステップS82)。この判断は、たとえば、前回のバッチ動作から当該処理が実行されるまでの間に、操作パネル31の自動運転ボタン32が長押し(たとえば、2秒以上)され、調整停止処理が解除されるか否かにより実行される。
【0084】
調整停止処理が解除された場合(ステップS82のNO)には、制御部41のRAMに格納されている1バッチ量の値が、デフォルト値に戻される(ステップS83)。
【0085】
その後、デフォルト値の1バッチ量に基づいて、自動運転が開始される(ステップS84)。
【0086】
調整停止処理が続行される場合(ステップS82のYES)には、次のバッチ計量要求が入力されたか否かが判断され(ステップS85)、次のバッチ計量要求が入力されるまでの間、調整停止処理が続行されるか否かの判断、およびバッチ計量要求があるか否かの判断が繰り返し実行される(ステップS85のNO)。
【0087】
バッチ計量要求が入力されると(ステップS85のYES)、残供給量に微調整分量を足し合わせた値を新たな1バッチ量として、制御部のRAMに格納する(ステップS86)。
【0088】
微調整分量は、たとえば、前回のバッチ動作で成形された成形品のうち、不良と判断されて除外された成形品の数を重量に換算した分量であり、前回のバッチ動作から当該処理までの間に、操作パネル31の増加ボタン34および減少ボタン35が押されることにより設定される数量に基づいて換算される。
【0089】
次いで、新たな1バッチ量に基づいて、計量ホッパ15に1バッチ量の原料が供給され、上記したバッチ動作が実行される(ステップS87)。
【0090】
その後、混合ユニット19内および成形機ホッパ27内の原料が使い切られたか否かが判断される(ステップS88)。すなわち、混合ユニット19内の原料がすべて成形機ホッパ27に供給され、かつ、成形機ホッパ27内の原料がすべて成形機2による成形に使用されたか否かが判断される。この判断は、たとえば、デフォルトの1バッチ量の原料がすべて成形に使用されるまでの時間が経過するまで処理を待機させることにより、原料が使い切られたことを判断してもよいし、また、混合ユニット19内および成形機ホッパ27内に原料を検知するレベルセンサを設け、そのレベルセンサからの空検知信号の入力により、原料が使い切られたことを判断してもよい。
【0091】
混合ユニット19内および成形機ホッパ27内の原料が使用途中である場合(ステップS88のNO)には、その原料が使い切られるまでの間、調整停止処理の解除操作の受付が許容される(ステップS89)。
【0092】
混合ユニット19内および成形機ホッパ27内の原料が使い切られるまでの間に調整停止処理が解除された場合(ステップS89のNO)には、制御部41のRAMに格納されている1バッチ量の値が、デフォルト値に戻される(ステップS90)。
【0093】
その後、デフォルト値の1バッチ量に基づいて、自動運転が開始される(ステップS91)。
【0094】
一方、調整停止処理が解除されず(ステップS89のYES)、かつ、混合ユニット19内および成形機ホッパ27内の原料が使い切られると(ステップS88のYES)、調整停止処理が完了し、供給装置1および成形機2が停止する。
【0095】
なお、以上の調整停止処理の説明では、最終の3バッチ動作によって混合ユニット19内および成形機ホッパ27内の原料が使い切られる処理を例に挙げたが、最終バッチから数えて2または4以上の複数のバッチ動作で原料が使い切られる調整停止処理が採用されてもよい。この場合、調整停止処理が実行されるバッチ動作(調整バッチ動作)の回数は、計量ホッパ15に供給される各原料の計量精度が保証されるように設定される。
【0096】
以上のように、成形機2で製造される樹脂成形品の原料は、原料ホッパ3から計量ホッパ15に供給される。計量ホッパ15に供給された原料は、混合ユニット19および供給配管26を経由して、気力輸送により成形機2に輸送される。
【0097】
供給装置1は、調整停止機能を有している。調整停止機能がオンにされると、混合ユニット19、供給配管26および成形機ホッパ27内における原料の貯留量および操作パネル31の操作によって設定された製品重量に基づいて、混合ユニット19、供給配管26および成形機ホッパ27内に残量を残すことなく、調整停止機能がオンにされた時点で操作パネル31に表示されていた停止タイミングで供給装置1および成形機2の動作が停止されるように、オン後に成形機2に供給されるべき原料の量である残供給量が設定される。そして、その設定された残供給量に基づいて、供給装置1の動作が停止される。
【0098】
これにより、供給装置1の動作の停止後に、混合ユニット19、供給配管26および成形機ホッパ27内に原料が残ることを防止できる。言い換えれば、混合ユニット19、供給配管26および成形機ホッパ27内に貯留されている原料が使い切られた状態で、供給装置1の動作を停止させることができる。そのため、混合ユニット19、供給配管26および成形機ホッパ27に原料が残ることによる無駄をなくすことができる。その結果、樹脂成形品の製造に要する原料コストを低減することができる。
【0099】
また、供給装置1および成形機2の動作停止前の複数のバッチ動作を調整バッチ動作として、各調整バッチ動作で計量ホッパ15に供給される各原料の質量が最小計量値を下回らないように調整される。
【0100】
これにより、各バッチ動作において、各原料の質量を精度よく計量することができる。
【0101】
さらに、調整停止機能の使用中に、供給装置1および成形機2の停止までに成形機2で製造されるべき樹脂成形品の個数を変更することができる。たとえば、調整停止機能がオンされた後に、成形機2における樹脂成形品の製造数に過不足が生じた場合に、その過不足を解消するように、成形機2における樹脂成形品の製造個数を変更することができる。
【0102】
成形機2における樹脂成形品の製造個数が変更されると、変更後の条件に基づいて残供給量が補正され、その補正後の残供給量に基づいて、供給装置1および成形機2の動作が停止される。
【0103】
これにより、成形機2における樹脂成形品の製造個数が変更されても、計量ホッパ15に貯留されている原料が使い切られた状態で、供給装置1および成形機2の動作を停止させることができる。
【0104】
以上、本発明の一実施形態を説明したが、本発明は、他の形態で実施することもできる。
【0105】
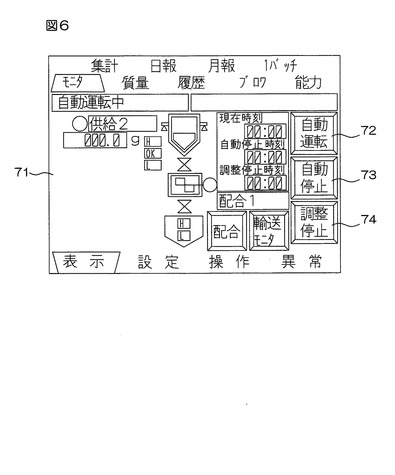
図6は、操作パネルの画面の第2の例を示す図である。
【0106】
図6に示される操作パネル71には、供給装置1の動作に関する各種の情報が表示される。操作パネル71には、たとえば、現時点で混合ユニット19、供給配管26および成形機ホッパ27内に貯留されている原料の量が表示される。
【0107】
また、操作パネル71は、図6に示される画面とは別の画面において、樹脂ペレット、粉砕材、マスターバッチおよび添加剤の配合比率を設定することができる。
【0108】
そして、操作パネル71には、自動運転機能および調整停止機能を設定するための自動運転ボタン72、自動運転停止ボタン73および調整停止ボタン74が表示される。自動運転ボタンが押されると、自動運転機能がオンになる。また、自動運転停止ボタン73が押されると、自動運転機能がオフになる。さらに、自動運転ボタン72が押された後、調整停止ボタン74が押されると、調整停止機能がオンになる。調整停止機能は、自動運転ボタン72の長押し(たとえば、2秒間以上押し続ける)により解除(オフ)することができる。
【0109】
さらに、操作パネル71には、現在時刻、自動運転機能がオンであるときに供給装置1および成形機2の運転が停止されると予測される時刻である自動停止時刻、ならびに、調整停止機能により供給装置1および成形機2の運転が停止される時刻である調整停止時刻が表示される。
【0110】
調整停止時刻は、図6に示される画面とは別の画面において設定することができる。調整停止時刻が設定されると、その時刻に供給装置1および成形機2の運転が停止し、かつ、原料が残らないように調整停止処理が実行される。
【0111】
具体的には、調整停止時刻が設定されると、現在時刻から調整停止時刻までの間に成形可能な原料の重量が算出される。言い換えれば、調整停止時刻が原料の残供給量(図4および図5参照)に換算される。これにより、調整停止時刻が設定されると、図4および図5に示す調整停止処理が実行される。
【0112】
このような操作パネル71が採用された供給装置1では、予め調整停止時刻を設定しておくことにより、調整停止時刻に供給装置1および成形機2を確実に停止させることができる。そのため、供給装置1および成形機2の運転時間を容易に管理することができる。
【0113】
図7は、操作パネルの画面の第3の例を示す図である。
【0114】
図7に示される操作パネル81には、図6に示される操作パネル71に表示される現在時刻、自動停止時刻および調整停止時刻に代えて、自動停止個数および調整停止個数が表示される。
【0115】
自動停止個数は、自動運転機能がオンであるときに供給装置1および成形機2により生産される成形品の個数である。
【0116】
また、調整停止個数は、調整停止機能がオンであるときに、供給装置1および成形機により生産される個数である。
【0117】
調整停止個数は、図7に示される画面とは別の画面において設定することができる。調整停止個数が設定されると、その個数分だけ成形品を成形したときに、供給装置1および成形機2の運転が停止し、かつ、原料が残らないように調整停止処理が実行される。
【0118】
具体的には、調整停止個数が設定されると、その個数を成形するのに必要な原料の重量が算出される。言い換えれば、調整停止個数が原料の残供給量(図4および図5参照)に換算される。これにより、調整停止個数が設定されると、図4および図5に示す調整停止処理が実行される。
【0119】
このような操作パネル81が採用された供給装置1では、予め調整停止個数を設定しておくことにより、調整停止個数が生産(成形)された段階で、供給装置1および成形機2を確実に停止させることができる。そのため、所望する個数の成形品を確実に成形することができる。
【0120】
なお、上記の実施形態では、図2、図6および図7に示されるように、成形品の箱詰め個数、時刻または成形品の個数のいずれかにより調整停止処理を実行するとしたが、調整停止処理は、重量に基づいて設定されてもよい。
【0121】
たとえば、操作パネル31(71,81)に調整停止重量が表示されており、供給装置1および成形機2の運転中に、指定した重量分だけ成形品を成形したい場合には、その調整停止重量を設定する。これにより、その設定された調整停止重量分だけの成形品が成形された段階で、供給装置1および成形機2の運転を停止することができる。そのため、所望する重量の成形品を確実に成形することができる。
【0122】
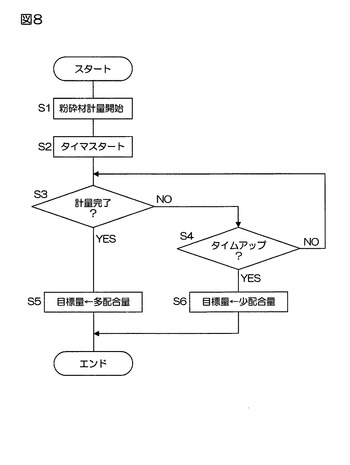
図8は、粉砕材調整処理のフローチャートである。
【0123】
供給装置1から成形機2に供給される原料中の粉砕材の目標量を原料ホッパ3内の粉砕材の残量に応じて調整するために、駆動制御部46により、図8に示される粉砕材調整処理が実行されてもよい。
【0124】
粉砕材を収容する原料ホッパ3から計量ホッパ15への粉砕材の供給が開始されると、ロードセル18により、計量ホッパ15に供給された粉砕材の質量が計量される(ステップS1:粉砕材計量開始)。
【0125】
また、原料ホッパ3から計量ホッパ15への粉砕材の供給の開始と同時に、制御部41に内蔵されるタイマがスタートされる(ステップS2)。
【0126】
その後、目標量の粉砕材が計量ホッパ15に供給されたか否かが調べられる。すなわち、計量ホッパ15における粉砕材の計量が完了したか否かが調べられる(ステップS3)。供給装置1の動作の開始直後は、粉砕材の目標量として、操作パネル31から設定された配合比率に応じた量が設定される。
【0127】
つづいて、タイマが参照されて、粉砕材の供給の開始から一定時間が経過(タイムアップ)したか否かが調べられる(ステップS4)。
【0128】
粉砕材の計量が完了するか、または、タイマによって一定時間が計測されるまでの間は、粉砕材の計量が完了したか否かの判断およびタイマによって一定時間が計測されたか否かの判断が繰り返し行われる。
【0129】
そして、原料ホッパ3内に十分な量の粉砕材が貯留されている場合、目標量の粉砕材が原料ホッパ3から計量ホッパ15に比較的短時間で供給されるので、タイマによって一定時間が計測される前に、粉砕材の計量が完了する(ステップS3のYES)。この場合、次のバッチ動作における粉砕材の目標量が1バッチ動作で供給される原料から成形機2で発生する粉砕材の量よりも少し多い量(多配合量)に設定されて(ステップS5)、粉砕材調整処理が終了する。
【0130】
一方、原料ホッパ3内の粉砕材の貯留量が少ないと、目標量の粉砕材が原料ホッパ3から計量ホッパ15に供給されるのに時間がかかり、粉砕材の計量が完了する前に、タイマによって一定時間が計測される(ステップS3のNO)。この場合には、次のバッチ動作における粉砕材の目標量が1バッチ動作で供給される原料から成形機2で発生する粉砕材の量よりも少し少ない量(少配合量)に設定されて(ステップS6)、粉砕材調整処理が終了する。
【0131】
このように、原料ホッパ3内の粉砕材の貯留量が多い場合には、粉砕材の目標量が多配合量に設定される。そのため、以後のバッチ動作の繰り返しに伴って、原料ホッパ3内の粉砕材の貯留量が減少する。そして、原料ホッパ3内の粉砕材の貯留量がある程度まで少なくなると、粉砕材の目標量が少配合量に設定されるので、以後のバッチ動作の繰り返しに伴って、原料ホッパ3内の粉砕材の貯留量が増加する。
【0132】
その結果、原料ホッパ3内の粉砕材の貯留量を可及的に少なく維持することができながら、供給装置1から成形機2に供給される原料中に少配合量以上の粉砕材を配合することができる。
【0133】
成形機2で製造される樹脂成形品が変更になると、それに伴って、成形機2に供給すべき原料が変更される。変更後の樹脂成形品の原料に変更前の樹脂成形品の製造時に発生する粉砕材が混入することを防止するため、原料が変更されるときには、粉砕材を貯留する原料ホッパ3の清掃が必要となる。このとき、原料ホッパ3内の粉砕材の貯留量が少ないと、原料ホッパ3の清掃に要する時間および手間を軽減することができる。
【0134】
また、原料に粉砕材が配合される場合と配合されない場合とが生じると、色味の違いなどの品質むらが生じる。成形機2に供給される原料中に少配合量以上の粉砕材が常に配合されるので、そのような品質むらの発生を防止することができる。
【0135】
なお、図1に示されるように、粉砕材が貯留される原料ホッパ3には、原料ホッパ3内の粉砕材のレベルが所定の満杯レベルに達したことを検出する満杯レベルセンサ51と、原料ホッパ3内の粉砕材のレベルが満杯レベルよりも高い異常レベルに達したことを検出する異常レベルセンサ52とが設けられている。そして、原料ホッパ3内の粉砕材のレベルが満杯レベルに達すると、粉砕材収容器30から原料ホッパ3への粉砕材の輸送が停止される。そのため、原料ホッパ3の上部は、常に空の状態である。よって、成形機2の動作の停止後に、粉砕材収容器30に収容されている粉砕材を原料ホッパ3に回収することができる。
【0136】
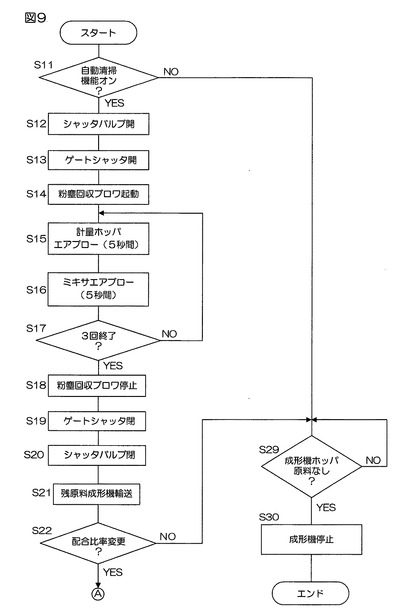
図9,10は、自動清掃処理のフローチャートである。
【0137】
供給装置1は、その動作停止後に計量ホッパ15および混合ユニット19内を自動的に清掃する機能を有していてもよい。この機能を有する場合、駆動制御部46には、図3に示されるように、清掃用エアノズル61および粉塵回収ブロワ62が制御対象として接続される。清掃用エアノズル61は、図1に示されるように、計量ホッパ15の上部およびミキサ20に、それぞれ計量ホッパ15内およびミキサ20内にエアをブローすることができるように設けられている。そして、供給装置1の動作の停止後に、駆動制御部46により、図9,10に示される自動清掃処理が実行される。
【0138】
図9を参照して、自動清掃処理では、まず、自動清掃機能がオンにされているか否かが判断される(ステップS11)。自動清掃機能のオン/オフは、操作パネル31から設定することができる。
【0139】
自動清掃機能がオンにされている場合には(ステップS11のYES)、シャッタバルブ23が開かれる(ステップS12)。また、ゲートシャッタ17が開かれる(ステップS13)。これにより、計量ホッパ15内と混合ユニット19内(ミキサ20、供給ホッパ21および接続管22内)とが連通する。
【0140】
また、粉塵回収ブロワ62が起動される(ステップS14)。
【0141】
そして、計量ホッパ15に設けられた清掃用エアノズル61から計量ホッパ15の内面にエアが吹き付けられる(ステップS15:計量ホッパエアブロー)。これにより、計量ホッパ15の内面に付着している原料がエアとともに混合ユニット19(ミキサ20)内に流れ込む。このエアブローは、たとえば、5秒間にわたって行われる。
【0142】
つづいて、ミキサ20に設けられた清掃用エアノズル61からミキサ20内にエアが吹き付けられる(ステップS16:ミキサエアブロー)。これにより、ミキサ20内の原料が接続管22を介して供給ホッパ21内に流れ込む。このエアブローは、たとえば、5秒間にわたって行われる。
【0143】
計量ホッパ15およびミキサ20内へのエアブローは、3回ずつ繰り返される。その結果、計量ホッパ15、ミキサ20および接続管22内に付着していた原料が供給ホッパ21内に集められる。また、粉塵回収ブロワ62が駆動されているので、エアブローによって計量ホッパ15およびミキサ20内で舞い上がった原料は、粉塵回収ブロワ62に吸引されて回収される。
【0144】
計量ホッパ15およびミキサ20内へのエアブローが3回ずつ繰り返されると(ステップS17のYES)、粉塵回収ブロワ62の駆動が停止される(ステップS18)。また、ゲートシャッタ17が閉じられ(ステップS19)、シャッタバルブ23が閉じられる(ステップS20)。
【0145】
そして、供給ホッパ21内に集められた原料が成形機2に送られる(ステップS21)。
【0146】
その後、成形機2に供給されるべき原料の配合比率が変更されるか否かが判断される(ステップS22)。
【0147】
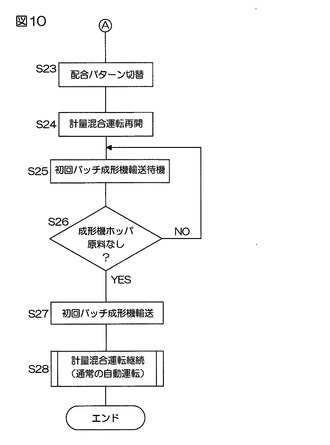
配合比率が変更される場合には(ステップS22のYES)、図10に示されるように、変更後の配合比率に基づいて、各原料の目標量が設定される(ステップS23)。
【0148】
そして、各目標量の原料を計量ホッパ15および混合ユニット19で混合させる動作が再開され(ステップS24:計量混合運転再開)、変更後の配合比率で混合された原料が供給ホッパ21内に溜められる。
【0149】
供給ホッパ21内に溜められた原料は、直ちには成形機2に輸送されず、その輸送は、成形機2に備えられる成形機ホッパ27内の原料がなくなるまで待機される(ステップS25:初回バッチ成形機輸送待機)。
【0150】
そして、成形機ホッパ27内から原料がなくなると(ステップS26のYES)、供給ホッパ21内に貯留されている原料が成形機ホッパ27に輸送される(ステップS27:初回バッチ成形機輸送)。その後は、バッチ動作が繰り返され、バッチ動作ごとに、供給装置1から成形機2に原料が供給される(ステップS28)。そして、自動清掃処理が終了する。
【0151】
一方、配合比率が変更されない場合は(ステップS22のNO)、図9に示されるように、成形機ホッパ27内に原料がなくなったか否かが繰り返し調べられる(ステップS29)。そして、成形機ホッパ27内から原料がなくなると(ステップS29のYES)、成形機2の動作が停止されて(ステップS30)、自動清掃処理が終了する。
【0152】
また、自動清掃機能がオフにされている場合は(ステップS1のNO)、成形機ホッパ27内から原料がなくなると(ステップS29のYES)、成形機2の動作が停止されて(ステップS30)、自動清掃処理が終了する。
【0153】
このように、原料の配合比率が変更される前に、計量ホッパ15および混合ユニット19内が自動的に清掃されるので、配合比率の変更後の原料に変更前の原料が混ざることを防止できる。よって、配合比率の変更後の原料を用いて、良質な樹脂成形品を製造することができる。
【0154】
また、調整停止機能により、供給装置1の動作が停止された時点で計量ホッパ15および混合ユニット19内に原料が残っていないので、計量ホッパ15および混合ユニット19内の清掃に先立って、計量ホッパ15および混合ユニット19内から原料を排出する必要がない。よって、供給装置1の動作の停止後、計量ホッパ15および混合ユニット19内の清掃を即座に開始することができる。その結果、供給装置1の動作の停止後から動作の再開までに要する時間を短縮することができる。
【0155】
なお、この自動清掃時に、ブロワ6が粉塵回収ブロワ62として使用されてもよい。たとえば、接続口を有する取付板が計量ホッパ15の上部開口を覆うように取り付けられ、接続口が吸引管を介してブロワ6に接続されて、ブロワ6が駆動されることにより、計量ホッパ15内などで舞い上がった原料が接続口を介して回収されてもよい。もちろん、ブロワ6と奮進回収ブロワ62とが別々に設けられてもよい。
【0156】
図11は、1つの供給装置に複数の成形機が接続された構成を示す図である。
【0157】
図11に示されるように、1つの供給装置1に2つ以上の成形機2が接続されてもよい。
【0158】
図11に示される成形システムでは、供給ホッパ21の下端部に、供給配管26の一端部が接続されている。供給配管26は、その途中部が分岐して、各他端部が2つの成形機ホッパ27にそれぞれ接続されている。
【0159】
一方、各成形機ホッパ27には、ブロワ6から延びる吸気ライン28がそれぞれ接続されている。各吸気ライン28の途中部には、吸気バルブ29が介装されている。
【0160】
図12,13,14は、1つの供給装置に複数の成形機が接続された構成における供給動作の流れを示すフローチャートである。
【0161】
1つの供給装置1に2つ以上の成形機2が接続された構成において、たとえば、1つの成形機2に対する調整停止機能がオンにされた場合、各成形機2への原料の供給は、図12〜14に示されるフローチャートに従って実行される。
【0162】
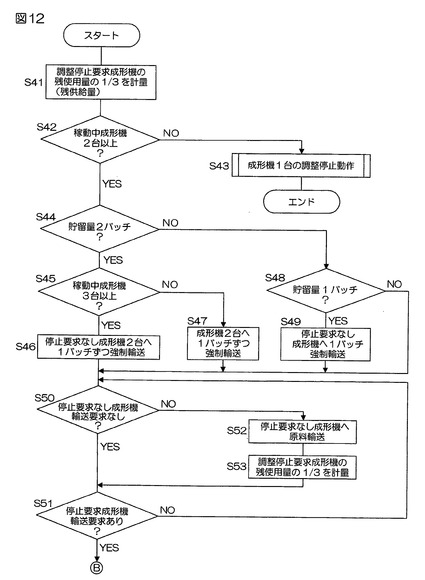
図12を参照して、まず、調整停止機能によって停止される成形機(以下「調整停止要求成形機」という。)2における残使用量、つまり図3に示される残供給量設定部44によって設定される残供給量の1/3が計量ホッパ15において計量される(ステップS41)。
【0163】
次に、複数の成形機2のうちの稼働中の成形機2が2つ(2台)以上であるか否かが調べられる(ステップS42)。
【0164】
稼働中の成形機2が調整停止要求成形機2の1つのみである場合には(ステップS42のNO)、図3を参照しつつ説明した調整停止動作(調整停止機能がオンされたときの動作)が行われて(ステップS43)、供給装置1の動作が停止する。
【0165】
稼働中の成形機2が2つ以上である場合には(ステップS42のYES)、その時点における供給装置1内の貯留量(混合ユニット19、供給配管26および成形機ホッパ27内に貯留されている原料の質量)が2バッチ動作分の量であるか否かが判断される(ステップS44)。
【0166】
貯留量が2バッチ動作分の量である場合には(ステップS44のYES)、稼働中の成形機2が3つ(3台)以上であるか否かが調べられる(ステップS45)
稼働中の成形機2が3つ以上であれば(ステップS45のYES)、供給装置1から調整停止要求成形機2以外の稼働中の2つの成形機(以下「停止要求なし成形機」という。)2に、それぞれ1バッチ分の原料が強制的に輸送される(ステップS46)。
【0167】
稼働中の成形機2が2つであれば(ステップS45のNO)、供給装置1から調整停止要求成形機2および停止要求なし成形機2に、それぞれ1バッチ分の原料が強制的に輸送される(ステップS47)。
【0168】
供給装置1内の貯留量が2バッチ動作分の量でない場合には(ステップS44のNO)、その貯留量が1バッチ動作分であるか否かが判断される(ステップS48)。
【0169】
貯留量が1バッチ動作分の量である場合には(ステップS48のYES)、供給装置1から停止要求なし成形機2に、バッチ分の原料が強制的に輸送される(ステップS49)。
【0170】
一方、貯留量が1バッチ動作分の量でない場合には(ステップS48のNO)、供給装置1から成形機2への原料の強制的な輸送は行われない。
【0171】
その後は、停止要求なし成形機2から原料の輸送(供給)の要求がないかどうかが監視される(ステップS50)。また、停止要求成形機2から原料の輸送の要求があるかどうかが監視される(ステップS51)。
【0172】
停止要求成形機2からの原料の輸送の要求が出される前に、停止要求なし成形機2から原料の輸送の要求があると(ステップS50のNO)、先に計量されている残供給量の1/3の量の原料が停止要求なし成形機2に輸送される(ステップS52)。そして、残供給量の1/3が計量ホッパ15において再び計量される(ステップS53)。
【0173】
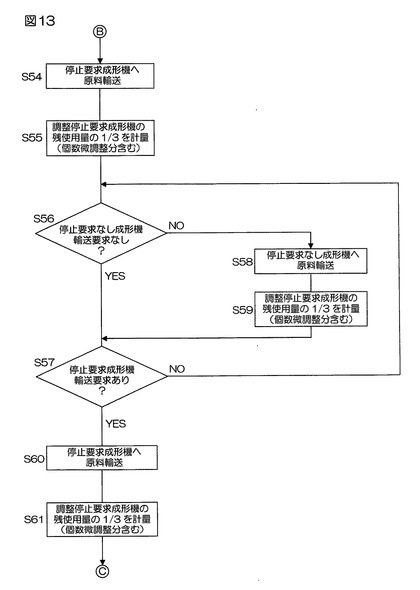
停止要求成形機2から原料の輸送の要求が出されると(ステップS51のYES)、図13に示されるように、先に計量されている残供給量の1/3の量の原料が停止要求成形機2に輸送される(ステップS54)。そして、残供給量の1/3が計量ホッパ15において再び計量される(ステップS55)。
【0174】
その後は、停止要求なし成形機2から原料の輸送(供給)の要求がないかどうかが再び監視される(ステップS56)。また、停止要求成形機2から原料の輸送の要求があるかどうかが再び監視される(ステップS57)。
【0175】
停止要求成形機2からの原料の輸送の要求が出される前に、停止要求なし成形機2から原料の輸送の要求があると(ステップS56のNO)、先に計量されている残供給量の1/3の量の原料が停止要求なし成形機2に輸送される(ステップS58)。そして、残供給量の1/3が計量ホッパ15において再び計量される(ステップS59)。
【0176】
停止要求成形機2から原料の輸送の要求が出されると(ステップS57のYES)、先に計量されている残供給量の1/3の量の原料が停止要求成形機2に輸送される(ステップS60)。そして、残供給量の1/3が計量ホッパ15において再び計量される(ステップS61)。
【0177】
その後、図14に示されるように、停止要求なし成形機2から原料の輸送(供給)の要求がないかどうかが再び監視される(ステップS62)。また、停止要求成形機2から原料の輸送の要求があるかどうかが再び監視される(ステップS63)。
【0178】
停止要求成形機2からの原料の輸送の要求が出される前に、停止要求なし成形機2から原料の輸送の要求があると(ステップS62のNO)、先に計量されている残供給量の1/3の量の原料が停止要求なし成形機2に輸送される(ステップS64)。そして、残供給量の1/3が計量ホッパ15において再び計量される(ステップS65)。
【0179】
停止要求成形機2から原料の輸送の要求が出されると(ステップS63のYES)、先に計量されている残供給量の1/3の量の原料が停止要求成形機2に輸送される(ステップS66)。その結果、停止要求成形機2への残供給量の原料の供給が達成される。
【0180】
その後は、供給装置1において、停止要求なし成形機2への原料の供給のための通常のバッチ動作(通常の自動運転)が再開される(ステップS67)。
【0181】
そして、停止要求成形機2の成形機ホッパ27内の原料がなくなると(ステップS68のYES)、停止要求成形機2の動作が停止される(ステップS69)。
【0182】
このように、1つの供給装置1に2つ以上の成形機2が接続された構成においても、1つまたは複数の停止要求成形機2に対する調整停止機能を使用することができ、停止要求なし成形機2への原料の供給が阻害されることなく、供給装置1から停止要求成形機2に残供給量の原料を過不足なく供給することができる。
【0183】
なお、調整停止機能により、残供給量に所定の残量を加えた量の原料が供給装置1から成形機2に供給されてもよい。すなわち、供給装置1から成形機2に残供給量の原料が過不足なく供給されるのではなく、供給装置1の動作停止後に、成形機ホッパ27内に所定の残量の原料が意図的に残るように、残供給量よりも少し多い量の原料が供給装置1から成形機2に供給されてもよい。この場合においても、供給装置1の混合ユニット19および供給配管26内に原料が残らないので、計量ホッパ15および混合ユニット19内の自動清掃を実行することができる。
【0184】
操作パネル31には、調整停止機能によって成形機2の動作が停止されるまでの時間(生産終了までの時間)などが表示されてもよい。
【0185】
供給装置1と成形機2とが信号線で接続されずに、供給装置1および成形機2が稼働されることがある。この場合、供給装置1の制御部41には、成形機2の動作状態を表す信号が入力されないので、貯留量演算部42により、成形機2が正常に動作していると仮定されて、混合ユニット19、供給配管26および成形機ホッパ27内に貯留されている原料の質量である貯留量が演算されるとよい。
【0186】
その他、特許請求の範囲に記載された事項の範囲で種々の設計変更を施すことが可能である。
【符号の説明】
【0187】
1 供給装置
2 成形機(加工機)
3 原料ホッパ(供給手段、粉砕材収容手段)
6 ブロワ(輸送手段)
15 計量ホッパ(供給手段)
19 混合ユニット(貯留手段)
20 ミキサ(貯留手段)
21 供給ホッパ(貯留手段)
22 接続管(貯留手段)
26 供給配管(貯留手段)
27 成形機ホッパ(貯留手段)
28 吸気ライン(輸送手段)
29 吸気バルブ(輸送手段)
32 自動運転ボタン(停止条件設定手段)
33 調整停止ボタン(停止条件設定手段)
34 増加ボタン(条件変更手段)
35 減少ボタン(条件変更手段)
41 制御部
42 貯留量演算部(貯留量検出手段)
44 残供給量設定部(残供給量設定手段、供給量調整手段、補正手段)
46 駆動制御部(停止制御手段、配合変更手段)
61 清掃用エアノズル(清掃手段)
62 粉塵回収ブロワ(清掃手段)
72 自動運転ボタン(停止条件設定手段)
74 調整停止ボタン(停止条件設定手段)
【技術分野】
【0001】
本発明は、成形機などの加工機に加工品の原料を供給する供給装置に関する。
【背景技術】
【0002】
たとえば、樹脂成形品を製造する成形機には、樹脂ペレット、粉砕材、マスターバッチおよび添加剤などの各原料を計量し、その計量された原料を混合する計量混合装置が接続される。
【0003】
計量混合装置は、複数の原料ホッパを備えている。各原料ホッパには、各原料タンクから原料が気力輸送によって供給される。また、計量混合装置には、各原料タンクから供給される原料を計量する計量ホッパが備えられている。計量ホッパには、各原料の計量に基づいて、複数の原料が所定の配合比率で供給される。そして、計量ホッパから混合ユニットに所定の配合比率の原料が供給され、混合ユニットにおいて、その原料が十分に混ぜ合わされる。こうして得られる原料の混合物は、配管を通して、成形機に供給される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−107472号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
成形機で所定数の樹脂成形品が製造されると、成形機の動作が停止されるとともに、計量混合装置の動作が停止される。計量混合装置の動作が停止された時点で、混合ユニットや成形機と接続される配管内に原料が残る。たとえば、成形機に供給すべき原料の配合比率が変更になった場合、新たな配合比率の原料の供給が開始される前に、混合ユニット内などに残された原料を廃棄しなければならず、原料が無駄になる。
【0006】
本発明の目的は、動作が停止された時点で原料が残ることによる無駄をなくすことができる、供給装置を提供することである。
【課題を解決するための手段】
【0007】
前記の目的を達成するため、本発明は、供給装置において、加工品を製造する加工機に加工品の原料を輸送する輸送手段と、前記輸送手段によって前記加工機に輸送される原料を一時的に貯留する貯留手段と、原料の質量を計量して、その計量された原料を前記貯留手段に供給し、1回の計量およびその計量された原料の供給を1バッチ動作として、バッチ動作を繰り返し実行する供給手段と、前記貯留手段に貯留されている原料の量を検出する貯留量検出手段と、前記加工機における加工品の製造を停止する条件を設定する停止条件設定手段と、前記貯留量検出手段によって検出される貯留量および前記加工機で1個の加工品の製造に使用される原料の量に基づいて、前記停止条件設定手段によって設定された条件が満たされ、かつ、前記貯留手段に原料が残らないように、前記停止条件設定手段による条件の設定後に前記加工機に供給されるべき原料の量である残供給量を設定する残供給量設定手段と、前記残供給量設定手段によって設定された残供給量に基づいて、前記輸送手段および前記供給手段の動作を停止させる停止制御手段と、前記加工機における加工品の製造の停止前の複数のバッチ動作で、前記供給手段から前記貯留手段に供給される原料の供給量を、前記貯留手段に原料が残らないように調節する供給量調整手段とを備えることを特徴としている。
【0008】
加工機で製造される加工品の原料は、供給手段により貯留手段に供給される。供給手段は、1回の計量およびその計量された原料の供給を1バッチ動作として、バッチ動作を繰り返し実行する。そして、原料は、貯留手段で一時的に貯留された後、輸送手段により加工機に輸送される。貯留手段に貯留されている原料の量は、貯留量検出手段によって検出される。
【0009】
この供給装置は、停止条件設定手段を有している。停止条件設定手段により、加工機における加工品の製造を停止する条件が設定される。この条件が設定されると、貯留手段に原料を残すことなく、供給装置の動作を停止させる機能である調整停止機能がオンになる。
【0010】
調整停止機能のために、供給装置は、残供給量設定手段を有している。残供給量設定手段により、貯留量検出手段によって検出される貯留量および加工機で加工品の製造に使用される原料の量に基づいて、停止条件設定手段による条件の設定後に加工機に供給されるべき原料の量である残供給量が求められる。具体的には、残供給量は、停止条件設定手段によって設定された条件が満たされ、かつ、貯留手段に原料が残らないように設定される。そして、その設定された残供給量に基づいて、輸送手段および供給手段の動作が停止される。
【0011】
また、この供給装置は、供給量調整手段を有している。供給量調整手段により、供給手段から貯留手段に供給される原料の供給量が調整される。このときの供給量は、加工機における加工品の製造の停止前の複数のバッチ動作で、貯留手段に原料が残らない量に調整される。
【0012】
これにより、輸送手段および供給手段の動作の停止後に、貯留手段に原料が残ることを防止できる。言い換えれば、貯留手段に貯留されている原料が使い切られた状態で、輸送手段および供給手段の動作を停止させることができる。そのため、貯留手段に原料が残ることによる無駄をなくすことができる。その結果、加工品の製造に要する原料コストを低減することができる。
【0013】
供給調整手段は、複数のバッチ動作の各バッチ動作で貯留手段に供給される原料の質量である個別供給量がいずれも供給手段において計測可能な最小計量値以上となるように、各バッチ動作での個別供給量を調整することが好ましい。
【0014】
これにより、各バッチ動作において、個別供給量の原料を精度よく計量することができる。
【0015】
供給装置は、停止条件設定手段による条件の設定後に、当該条件を変更する条件変更手段を備えることが好ましい。
【0016】
この場合、停止条件設定手段による条件の設定後に、その条件を変更することができる。たとえば、停止条件設定手段による条件の設定後に、加工機における加工品の製造数に過不足が生じた場合に、その過不足を解消するように、加工機における加工品の製造を停止する条件を変更することができる。
【0017】
停止条件設定手段によって設定された条件が変更されると、変更後の条件に基づいて残供給量が補正され、その補正後の残供給量に基づいて、輸送手段および供給手段の動作が停止されることが好ましい。
【0018】
これにより、条件が変更されても、貯留手段に貯留されている原料が使い切られた状態で、輸送手段および供給手段の動作を停止させることができる。
【0019】
また、輸送手段は、複数の加工機に対応して複数設けられていてもよい。この場合、各加工機ごとに加工品の製造を停止する条件が設定され、その設定された各条件が満たされ、かつ、貯留手段に原料が残らないように、停止条件設定手段による各条件の設定後に各加工機に供給されるべき原料の量である残供給量が演算されることが好ましい。そして、各加工機ごとに演算された残供給量に基づいて、各輸送手段および供給手段の動作が停止されることが好ましい。
【0020】
これにより、複数の加工機に原料を供給する構成であっても、貯留手段に貯留されている原料が使い切られた状態で、輸送手段および供給手段の動作を停止させることができる。
【0021】
供給装置は、輸送手段および供給手段の停止後に、貯留手段を清掃する清掃手段をさらに備えていてもよい。
【0022】
たとえば、貯留手段に供給される原料が複数種類の粉粒体を配合してなり、加工機に供給すべき原料における粉粒体の配合比率が頻繁に変更される場合、供給装置に清掃手段が備えられていることが好ましい。
【0023】
粉粒体の配合比率が変更される前に、清掃手段によって貯留手段が清掃されるので、配合比率の変更後の原料に変更前の原料が混ざることを防止でき、変更後の原料を用いて、良質な加工品を製造することができる。
【0024】
供給手段は、粉砕材を含む複数種類の粉粒体を配合してなる原料を貯留手段に供給し、供給装置は、粉砕材が収容される粉砕材収容手段と、粉砕材収容手段に収容されている粉砕材の量を検出する粉砕材量検出手段と、粉砕剤量検出手段によって検出される粉砕材の量に応じて、原料中の粉砕材の配合量を変更する配合変更手段とをさらに備えてもよい。
【発明の効果】
【0025】
本発明によれば、貯留手段に原料が残ることによる無駄をなくすことができる。その結果、加工品の製造に要する原料コストを低減することができる。
【図面の簡単な説明】
【0026】
【図1】図1は、本発明の一実施形態に係る供給装置が用いられた成形システムの構成図である。
【図2】図2は、操作パネルの画面の第1の例を示す図である。
【図3】図3は、供給装置の電気的構成を示すブロック図である。
【図4】図4は、調整停止処理のフローチャート(その1)である。
【図5】図5は、調整停止処理のフローチャート(その2)である。
【図6】図6は、操作パネルの画面の第2の例を示す図である。
【図7】図7は、操作パネルの画面の第3の例を示す図である。
【図8】図8は、粉砕材調整処理のフローチャートである。
【図9】図9は、自動清掃処理のフローチャート(その1)である。
【図10】図10は、自動清掃処理のフローチャート(その2)である。
【図11】図11は、1つの供給装置に複数の成形機が接続された構成を示す図である。
【図12】図12は、1つの供給装置に複数の成形機が接続された構成における供給動作の流れを示すフローチャート(その1)である。
【図13】図13は、1つの供給装置に複数の成形機が接続された構成における供給動作の流れを示すフローチャート(その2)である。
【図14】図14は、1つの供給装置に複数の成形機が接続された構成における供給動作の流れを示すフローチャート(その3)である。
【発明を実施するための形態】
【0027】
以下では、本発明の実施の形態について、添付図面を参照しつつ詳細に説明する。
【0028】
図1は、本発明の一実施形態に係る供給装置が用いられた成形システムの構成図である。
【0029】
この成形システムでは、供給装置1が成形機2に接続されている。供給装置1では、たとえば、樹脂ペレット(主材)、粉砕材、マスターバッチおよび添加剤の各原料(粉粒体)が所定の配合比率で混合される。そして、その混合された原料が供給装置1から成形機2に供給され、成形機2において、樹脂成形品が製造される。
【0030】
供給装置1は、4つの原料ホッパ3を備えている。4つの原料ホッパ3には、それぞれ樹脂ペレット(主材)、粉砕材、マスターバッチおよび添加剤が気力輸送によって供給される。具体的には、4つの原料ホッパ3には、それぞれ樹脂ペレット(主材)、粉砕材、マスターバッチおよび添加剤が貯留される原料タンク4から延びる原料供給ライン5が接続されている。また、各原料ホッパ3には、ブロワ6から延びる吸気ライン7が接続されている。吸気ライン7の途中部には、吸気バルブ8が介装されている。
【0031】
ブロワ6が作動している状態で、吸気バルブ8が開かれると、原料ホッパ3内の空気が吸気ライン7に吸引されて、原料タンク4に貯留されている原料が原料供給ライン5を介して原料ホッパ3に供給される。
【0032】
なお、図1では、1つの原料タンク4のみが図示されている。また、原料ホッパ3の数は、4つに限らず、3つ以下であってもよいし、5つ以上であってもよい。
【0033】
各原料ホッパ3には、スクリューフィーダ9が設けられている。スクリューフィーダ9は、原料ホッパ3内と連通する供給管10と、供給管10内に配置されるスクリューオーガ11と、スクリューオーガ11を回転させるためのフィードモータ12と、供給管10の先端開口13を開閉するゲートシャッタ14とを備えている。
【0034】
原料ホッパ3内の原料は、供給管10に流入する。ゲートシャッタ14が開かれた状態で、フィードモータ12がオンされると、スクリューオーガ11が回転し、スクリューオーガ11により、原料が供給管10内を先端開口13に向けて送られる。供給管10の先端開口13に達した原料は、先端開口13から落下する。
【0035】
供給管10から落下する原料は、計量ホッパ15に受け取られる。計量ホッパ15の下部は、先細り形状をなしている。計量ホッパ15の下端は、排出口16として開放されている。そして、計量ホッパ15には、排出口16を開閉するゲートシャッタ17が設けられている。また、計量ホッパ15には、計量ホッパ15内に貯留されている原料の質量を計測するためのロードセル18が設けられている。
【0036】
ゲートシャッタ17が閉じられた状態で、供給管10から落下する原料が計量ホッパ15に受け取られることにより、計量ホッパ15内に原料が貯留される。そして、計量ホッパ15内に原料が貯留されている状態で、ゲートシャッタ17が開かれると、計量ホッパ15内の原料が排出口16を介して落下する。
【0037】
計量ホッパ15の下方には、混合ユニット19が配置されている。混合ユニット19は、ミキサ20と、ミキサ20の下方に配置される供給ホッパ21と、ミキサ20と供給ホッパ21とを接続する接続管22と、接続管22を開閉するためのシャッタバルブ23とを備えている。
【0038】
計量ホッパ15から落下する原料は、ミキサ20に受け取られる。シャッタバルブ23が閉じられた状態で、計量ホッパ15から落下する原料がミキサ20に受け取られることにより、ミキサ20内に原料が貯留される。ミキサ20内には、攪拌モータ24によって回転駆動される攪拌翼25が収容されている。ミキサ20内に貯留された原料は、攪拌翼25の回転によって攪拌される。この攪拌によってミキサ20内の原料が十分に混ざり合うと、シャッタバルブ23が開かれて、その混合された原料が接続管22を介して供給ホッパ21に供給される。
【0039】
供給ホッパ21の下端部には、供給配管26の一端部が接続されている。
【0040】
一方、成形機2は、成形機ホッパ27を備えている。供給配管26の他端部は、成形機ホッパ27に接続されている。また。成形機ホッパ27には、ブロワ6から延びる吸気ライン28が接続されている。吸気ライン28の途中部には、吸気バルブ29が介装されている。
【0041】
ブロワ6が作動している状態で、吸気バルブ29が開かれると、成形機ホッパ27内の空気が吸気ライン28に吸引されて、供給ホッパ21に貯留されている原料が供給配管26を介して成形機ホッパ27に供給される。そして、成形機2では、成形機ホッパ27から成形金型に原料が供給されて、その原料からなる樹脂成形品が製造される。
【0042】
また、成形機2には、樹脂成形品の製造により生じる粉砕材を回収して収容する粉砕材収容器30が設けられている。粉砕材収容器30に回収された粉砕材は、粉砕材を貯留する原料ホッパ3に送られるようになっている。
【0043】
なお、4つの吸気ライン7および吸気ライン28は、その途中部で集合し、1つのラインとしてブロワ6に接続されている。吸気バルブ8は、4つの吸気ライン7の互いに分離した部分に介装されている。また、吸気バルブ29は、吸気ライン7から分離した部分に介装されている。
【0044】
図2は、操作パネルの画面の第1の例を示す図である。
【0045】
供給装置1は、タッチパネル付ディスプレイからなる操作パネル31を備えている。
【0046】
操作パネル31には、供給装置1の動作に関する各種の情報が表示される。その表示される情報には、たとえば、成形機2で製造される樹脂成形品の1個あたりの重量(質量)である製品重量、1つの箱に詰められる樹脂成形品の個数である箱詰個数および成形機2における成形能力(単位時間あたりに使用される原料の質量)が表示される。これらの情報は、図2に示される画面とは別の画面において、操作パネル31の操作によって入力することができる。また、その別の画面において、樹脂ペレット、粉砕材、マスターバッチおよび添加剤の配合比率を設定することができる。さらに、操作パネル31には、現時点で混合ユニット19、供給配管26および成形機ホッパ27内に貯留されている原料のみを使用して製造可能な樹脂成形品の個数である残生産個数が表示される。
【0047】
供給装置1は、混合ユニット19、供給配管26および成形機ホッパ27内に原料を残すことなく、供給装置1および成形機2の動作を停止させる機能である調整停止機能を有している。そして、操作パネル31には、調整停止機能による供給装置1および成形機2の動作の停止のタイミングが表示される。また、操作パネル31には、調整停止機能を設定するための自動運転ボタン32および調整停止ボタン33が表示される。自動運転ボタン32が押された後、調整停止ボタン33が押されると、調整停止機能がオンになる。調整停止機能は、自動運転ボタン32の長押し(たとえば、2秒間以上押し続ける)により解除(オフ)することができる。さらに、調整停止機能の使用中に成形機2で製造されるべき樹脂成形品の個数を微調整するための増加ボタン(「+」ボタン)34および減少ボタン(「−」ボタン)35が表示される。
【0048】
図3は、供給装置の電気的構成を示すブロック図である。
【0049】
供給装置1は、CPU,RAMおよびROMなどを含むマイクロコンピュータからなる制御部41を備えている。
【0050】
制御部41には、ロードセル18の検出信号が入力されるようになっている。また、制御部41には、操作パネル31が電気的に接続されており、操作パネル31の操作信号が入力されるようになっている。さらに、制御部41には、成形機2の動作状態(運転中、停止中)を表す信号などが成形機2から入力されるようになっている。
【0051】
制御部41は、貯留量演算部42、残生産個数演算部43、残供給量設定部44、表示制御部45および駆動制御部46を、CPUによるプログラム処理によってソフトウエア的に実現される機能処理部として有している。
【0052】
貯留量演算部42は、成形機2から入力される信号、ロードセル18から入力される検出信号および操作パネル31から入力される操作信号に基づいて、混合ユニット19、供給配管26および成形機ホッパ27内に貯留されている原料の質量である貯留量を演算する。具体的には、貯留量演算部42は、ロードセル18の検出信号に基づいて、計量ホッパ15で計量された原料の総質量(質量の合計値)をRAMに格納する。また、貯留量演算部42は、成形機2の動作状態を常に監視している。そして、貯留量演算部42は、操作パネル31の操作によって設定された製品重量および成形能力に基づいて、供給装置1および成形機2の動作開始から成形機2で使用された原料の総質量を演算し、その総質量を計量ホッパ15で計量された原料の総質量から減じることにより、貯留量を演算する。
【0053】
残生産個数演算部43は、貯留量演算部42によって演算された貯留量および操作パネル31の操作により設定された製品重量に基づいて、その演算された貯留量の原料のみを使用して製造可能な樹脂成形品の個数である残生産個数を演算する。
【0054】
残供給量設定部44は、貯留量演算部42によって演算された貯留量、後述する1バッチ動作で計量ホッパ15から混合ユニット19に供給される原料の質量ならびに操作パネル31の操作によって設定された製品重量および箱詰個数に基づいて、調整停止機能によって供給装置1および成形機2の動作が停止されるまでに成形機2で樹脂成形品の詰められた箱が何箱作られるかを演算する。具体的には、貯留量演算部42によって演算された貯留量に後述する調整バッチ動作(たとえば、3バッチ動作)で計量ホッパ15から混合ユニット19に供給される原料の質量(合計量)が加えられ、その加算値を製品重量および箱詰個数の乗算値で除して得られる商が、調整停止機能によって供給装置1および成形機2の動作が停止されるまでに作られる箱数とされる。
【0055】
また、残供給量設定部44は、貯留量演算部42によって演算された貯留量、後述する1バッチ動作で計量ホッパ15から混合ユニット19に供給される原料の質量ならびに操作パネル31の操作によって設定された製品重量および箱詰個数に基づいて、調整停止機能によって供給装置1および成形機2の動作が停止されるまでに供給装置1から成形機2に供給されるべき原料の量である残供給量を設定する。具体的には、貯留量演算部42によって演算された貯留量に後述する調整バッチ動作(たとえば、3バッチ動作)で計量ホッパ15から混合ユニット19に供給される原料の質量(合計量)が加えられ、その加算値が製品重量および箱詰個数の乗算値で除される。そして、この除算により得られる余りを合計量から減算して得られる値が残供給量とされる。
【0056】
表示制御部45は、残生産個数演算部43によって演算された残生産個数を操作パネル31に表示させる。また、残供給量設定部44によって演算された箱数を調整停止機能による停止タイミングとして操作パネル31に表示させる。
【0057】
駆動制御部46は、ロードセル18の検出信号、操作パネル31の操作によって設定された配合比率および残供給量設定部44によって設定された残供給量に基づいて、ブロワ6、吸気バルブ8,29、フィードモータ12、ゲートシャッタ14,17、シャッタバルブ23および攪拌モータ24の駆動を制御する。
【0058】
この制御により、樹脂ペレット、粉砕材、マスターバッチおよび添加剤の各原料が所定の配合比率で混合されて、その混合された原料が供給装置1から成形機2に供給される。具体的には、供給装置1および成形機2の動作が開始されると、制御部41により、計量ホッパ15に1バッチ量の原料を計量する要求(バッチ計量要求)が出される。このバッチ計量要求が出されると、駆動制御部46により、所定の配合比率に基づいて、各原料ホッパ3から計量ホッパ15に供給されるべき各原料の質量である目標量が設定される。その後、ロードセル18の検出信号が参照されつつ、フィードモータ12およびゲートシャッタ14が制御されることにより、1つの原料ホッパ3から計量ホッパ15に原料が計量されつつ供給され、目標量の原料が計量ホッパ15に供給されると、その供給が停止される。次いで、別の1つの原料ホッパ3から計量ホッパ15への原料の供給が開始され、目標量の原料が計量ホッパ15に供給されると、その供給が停止される。このようにして、各原料ホッパ3から計量ホッパ15に目標量の原料が供給されると、計量ホッパ15内に所定の配合比率の原料が計量ホッパ15内に貯留される。その後、ゲートシャッタ17が開かれることにより、計量ホッパ15内の原料は、混合ユニット19に供給される。以上の動作を1バッチ動作として、バッチ動作が繰り返される。各バッチ動作で混合ユニット19に供給される原料は、シャッタバルブ23が開かれて、ブロワ6が駆動された状態で吸気バルブ29が開かれることにより、供給配管26を介して成形機ホッパ27に輸送される。
【0059】
供給装置1から成形機2への原料の供給中、操作パネル31に調整停止機能による停止タイミングが表示されている。自動運転ボタン32が押されると、操作パネル31に表示されている停止タイミングが点滅する。この状態で、調整停止ボタン33が押されると、調整停止機能がオンになる。そして、調整停止ボタン33が押された後、残供給量設定部44によって設定された残供給量の原料が計量ホッパ15から混合ユニット19に供給され、そのすべての原料が混合ユニット19から成形機2に供給されると、供給装置1の動作が停止される。その後、成形機ホッパ27内の原料がすべて使い切られると、成形機2の動作が停止される。
【0060】
調整停止機能によって供給装置1および成形機2の動作が停止される場合には、供給装置1および成形機2の動作が停止される直前の最終バッチ動作において、計量ホッパ15において計量される原料の質量が予め定められた最小計量値を下回る場合が想定される。この場合、計量ホッパ15における原料の計量の精度を保証することができない。
【0061】
たとえば、計量ホッパ15における樹脂ペレット、粉砕材、マスターバッチおよび添加剤の最小計量値がそれぞれ500g、100g、20gおよび15gである場合を想定する。また、1バッチ動作で計量ホッパ15から混合ユニット19に供給される原料の質量が3000gであり、樹脂ペレット、粉砕材、マスターバッチおよび添加剤の配合比率が樹脂ペレット:粉砕材:マスターバッチ:添加剤=66:30:3:1であるとする。この場合、通常の1バッチ動作では、1980gの樹脂ペレット、900gの粉砕材、90gのマスターバッチおよび30gの添加剤が計量ホッパ15から混合ユニット19に供給される。そして、通常のバッチ動作が繰り返され、最終バッチ動作で計量ホッパ15から混合ユニット19に供給されるべき原料の質量が100gである場合を想定すると、66gの樹脂ペレット、30gの粉砕材、3gのマスターバッチおよび1gの添加剤を計量ホッパ15で計量しなければならず、各原料の計量精度を保証することができない。
【0062】
そこで、供給装置1および成形機2の動作停止前の複数のバッチ動作が調整バッチ動作とされて、各調整バッチ動作で計量ホッパ15に供給される各原料の質量が最小計量値を下回らないように調整される。
【0063】
たとえば、最終バッチ動作を含む3バッチ動作が調整バッチ動作とされる。前述の想定下では、調整バッチ動作で計量ホッパ15から混合ユニット19に供給されるべき樹脂ペレット、粉砕材、マスターバッチおよび添加剤の合計質量は、それぞれ4026g、1830g、183gおよび61gである。そこで、各調整バッチ動作で計量ホッパ15から混合ユニット19に供給されるべき樹脂ペレット、粉砕材、マスターバッチおよび添加剤の質量は、合計質量が3で割られる(1/3にされる)ことにより、それぞれ1342g、610g、61gおよび20g(1バッチ動作のみ、21g)に設定される。これにより、計量ホッパ15における各原料の計量精度を保証することができる。
【0064】
また、調整停止機能のオン中(使用中)に、操作パネル31に表示される増加ボタン34または減少ボタン35が押されると、残供給量設定部44により、その時点で設定されている残供給量が補正される。たとえば、増加ボタン34の押操作により、供給装置1および成形機2の停止までに成形機2で製造されるべき樹脂成形品の個数が50個増やされると、50個分の樹脂成形品の製造に必要な原料の質量分だけ残供給量が増加される。そして、補正後の残供給量に基づいて、供給装置1および成形機2の動作が停止される。ただし、最終バッチ動作が開始された後は、増加ボタン34または減少ボタン35が無効にされる。
【0065】
図4および図5は、調整停止機能のフローチャートである。
【0066】
供給装置1および成形機2の動作中に、操作パネル31の調整停止ボタン33が押されると、図4および図5に示される調整停止処理が実行される。
【0067】
なお、以下の調整停止処理では、調整停止を最終の3バッチ動作で実行する例を挙げて説明する。
【0068】
調整停止処理が実行されると、計量ホッパ15へのバッチ計量要求があるか否かが判断される(ステップS71)。
【0069】
計量ホッパ15内に原料が残っているとき、または計量ホッパ15から混合ユニット19への原料の供給途中であるときなど、バッチ計量要求が入力されていない場合には、次のバッチ計量要求が入力されるまでの間、バッチ計量要求があるか否かの判断が繰り返し実行される(ステップS71のNO)。
【0070】
バッチ計量要求が入力されると(ステップS71のYES)、残供給量設定部44が参照されて、供給装置1および成形機2の動作が停止されるまでに供給装置1から成形機2に供給されるべき残供給量が調べられる。
【0071】
そして、残供給量が1バッチ量の3倍以下か否かが判断される(S72)。1バッチ量の値は、制御部41のRAMに予め格納されており、デフォルト値として、たとえば、3000gが設定されている。
【0072】
残供給量が1バッチ量の3倍より多いと判断された場合(ステップS72のNO)には、計量ホッパ15に1バッチ量の原料が供給され、上記したバッチ動作が実行される(ステップS73)。
【0073】
このバッチ動作は、バッチ計量要求があり、残供給量が1バッチ量の3倍以下になるまでの間、繰り返し実行される。つまり、供給装置1および成形機2の動作途中に調整停止ボタン33が押されても、残供給量が1バッチ量の3倍以下になるまでは、通常の1バッチ量に基づいてバッチ動作が実行される。
【0074】
そして、残供給量が1バッチ量の3倍以下であると判断された場合(ステップS72のYES)には、残供給量が3で割られた値を新たな1バッチ量として、制御部41のRAMに格納する(ステップS74)。
【0075】
次いで、新たな1バッチ量に基づいて、計量ホッパ15に1バッチ量の原料が供給され、上記したバッチ動作が実行される(ステップS75)。
【0076】
その後、調整停止処理が続行されるか否かが判断される(ステップS76)。この判断は、たとえば、前回のバッチ動作から当該処理が実行されるまでの間に、操作パネル31の自動運転ボタン32が長押し(たとえば、2秒以上)され、調整停止処理が解除されるか否かにより実行される。
【0077】
調整停止処理が解除された場合(ステップS76のNO)には、制御部41のRAMに格納されている1バッチ量の値が、デフォルト値に戻される(ステップS77)。
【0078】
その後、デフォルト値の1バッチ量に基づいて、自動運転が開始される(ステップS78)。
【0079】
調整停止処理が続行される場合(ステップS76のYES)には、次のバッチ計量要求が入力されたか否かが判断され(ステップS79)、次のバッチ計量要求が入力されるまでの間、調整停止処理が続行されるか否かの判断、およびバッチ計量要求があるか否かの判断が繰り返し実行される(ステップS71のNO)。
【0080】
バッチ計量要求が入力されると(ステップS79のYES)、残供給量に微調整分量を足し合わせ、その値が2で割られた値を新たな1バッチ量として、制御部のRAMに格納する(ステップS80)。
【0081】
微調整分量は、たとえば、前回のバッチ動作で成形された成形品のうち、不良と判断されて除外された成形品の数を重量に換算した分量であり、前回のバッチ動作から当該処理までの間に、操作パネル31の増加ボタン34および減少ボタン35が押されることにより設定される数量に基づいて換算される。
【0082】
次いで、新たな1バッチ量に基づいて、計量ホッパ15に1バッチ量の原料が供給され、上記したバッチ動作が実行される(ステップS81)。
【0083】
その後、調整停止処理が続行されるか否かが判断される(ステップS82)。この判断は、たとえば、前回のバッチ動作から当該処理が実行されるまでの間に、操作パネル31の自動運転ボタン32が長押し(たとえば、2秒以上)され、調整停止処理が解除されるか否かにより実行される。
【0084】
調整停止処理が解除された場合(ステップS82のNO)には、制御部41のRAMに格納されている1バッチ量の値が、デフォルト値に戻される(ステップS83)。
【0085】
その後、デフォルト値の1バッチ量に基づいて、自動運転が開始される(ステップS84)。
【0086】
調整停止処理が続行される場合(ステップS82のYES)には、次のバッチ計量要求が入力されたか否かが判断され(ステップS85)、次のバッチ計量要求が入力されるまでの間、調整停止処理が続行されるか否かの判断、およびバッチ計量要求があるか否かの判断が繰り返し実行される(ステップS85のNO)。
【0087】
バッチ計量要求が入力されると(ステップS85のYES)、残供給量に微調整分量を足し合わせた値を新たな1バッチ量として、制御部のRAMに格納する(ステップS86)。
【0088】
微調整分量は、たとえば、前回のバッチ動作で成形された成形品のうち、不良と判断されて除外された成形品の数を重量に換算した分量であり、前回のバッチ動作から当該処理までの間に、操作パネル31の増加ボタン34および減少ボタン35が押されることにより設定される数量に基づいて換算される。
【0089】
次いで、新たな1バッチ量に基づいて、計量ホッパ15に1バッチ量の原料が供給され、上記したバッチ動作が実行される(ステップS87)。
【0090】
その後、混合ユニット19内および成形機ホッパ27内の原料が使い切られたか否かが判断される(ステップS88)。すなわち、混合ユニット19内の原料がすべて成形機ホッパ27に供給され、かつ、成形機ホッパ27内の原料がすべて成形機2による成形に使用されたか否かが判断される。この判断は、たとえば、デフォルトの1バッチ量の原料がすべて成形に使用されるまでの時間が経過するまで処理を待機させることにより、原料が使い切られたことを判断してもよいし、また、混合ユニット19内および成形機ホッパ27内に原料を検知するレベルセンサを設け、そのレベルセンサからの空検知信号の入力により、原料が使い切られたことを判断してもよい。
【0091】
混合ユニット19内および成形機ホッパ27内の原料が使用途中である場合(ステップS88のNO)には、その原料が使い切られるまでの間、調整停止処理の解除操作の受付が許容される(ステップS89)。
【0092】
混合ユニット19内および成形機ホッパ27内の原料が使い切られるまでの間に調整停止処理が解除された場合(ステップS89のNO)には、制御部41のRAMに格納されている1バッチ量の値が、デフォルト値に戻される(ステップS90)。
【0093】
その後、デフォルト値の1バッチ量に基づいて、自動運転が開始される(ステップS91)。
【0094】
一方、調整停止処理が解除されず(ステップS89のYES)、かつ、混合ユニット19内および成形機ホッパ27内の原料が使い切られると(ステップS88のYES)、調整停止処理が完了し、供給装置1および成形機2が停止する。
【0095】
なお、以上の調整停止処理の説明では、最終の3バッチ動作によって混合ユニット19内および成形機ホッパ27内の原料が使い切られる処理を例に挙げたが、最終バッチから数えて2または4以上の複数のバッチ動作で原料が使い切られる調整停止処理が採用されてもよい。この場合、調整停止処理が実行されるバッチ動作(調整バッチ動作)の回数は、計量ホッパ15に供給される各原料の計量精度が保証されるように設定される。
【0096】
以上のように、成形機2で製造される樹脂成形品の原料は、原料ホッパ3から計量ホッパ15に供給される。計量ホッパ15に供給された原料は、混合ユニット19および供給配管26を経由して、気力輸送により成形機2に輸送される。
【0097】
供給装置1は、調整停止機能を有している。調整停止機能がオンにされると、混合ユニット19、供給配管26および成形機ホッパ27内における原料の貯留量および操作パネル31の操作によって設定された製品重量に基づいて、混合ユニット19、供給配管26および成形機ホッパ27内に残量を残すことなく、調整停止機能がオンにされた時点で操作パネル31に表示されていた停止タイミングで供給装置1および成形機2の動作が停止されるように、オン後に成形機2に供給されるべき原料の量である残供給量が設定される。そして、その設定された残供給量に基づいて、供給装置1の動作が停止される。
【0098】
これにより、供給装置1の動作の停止後に、混合ユニット19、供給配管26および成形機ホッパ27内に原料が残ることを防止できる。言い換えれば、混合ユニット19、供給配管26および成形機ホッパ27内に貯留されている原料が使い切られた状態で、供給装置1の動作を停止させることができる。そのため、混合ユニット19、供給配管26および成形機ホッパ27に原料が残ることによる無駄をなくすことができる。その結果、樹脂成形品の製造に要する原料コストを低減することができる。
【0099】
また、供給装置1および成形機2の動作停止前の複数のバッチ動作を調整バッチ動作として、各調整バッチ動作で計量ホッパ15に供給される各原料の質量が最小計量値を下回らないように調整される。
【0100】
これにより、各バッチ動作において、各原料の質量を精度よく計量することができる。
【0101】
さらに、調整停止機能の使用中に、供給装置1および成形機2の停止までに成形機2で製造されるべき樹脂成形品の個数を変更することができる。たとえば、調整停止機能がオンされた後に、成形機2における樹脂成形品の製造数に過不足が生じた場合に、その過不足を解消するように、成形機2における樹脂成形品の製造個数を変更することができる。
【0102】
成形機2における樹脂成形品の製造個数が変更されると、変更後の条件に基づいて残供給量が補正され、その補正後の残供給量に基づいて、供給装置1および成形機2の動作が停止される。
【0103】
これにより、成形機2における樹脂成形品の製造個数が変更されても、計量ホッパ15に貯留されている原料が使い切られた状態で、供給装置1および成形機2の動作を停止させることができる。
【0104】
以上、本発明の一実施形態を説明したが、本発明は、他の形態で実施することもできる。
【0105】
図6は、操作パネルの画面の第2の例を示す図である。
【0106】
図6に示される操作パネル71には、供給装置1の動作に関する各種の情報が表示される。操作パネル71には、たとえば、現時点で混合ユニット19、供給配管26および成形機ホッパ27内に貯留されている原料の量が表示される。
【0107】
また、操作パネル71は、図6に示される画面とは別の画面において、樹脂ペレット、粉砕材、マスターバッチおよび添加剤の配合比率を設定することができる。
【0108】
そして、操作パネル71には、自動運転機能および調整停止機能を設定するための自動運転ボタン72、自動運転停止ボタン73および調整停止ボタン74が表示される。自動運転ボタンが押されると、自動運転機能がオンになる。また、自動運転停止ボタン73が押されると、自動運転機能がオフになる。さらに、自動運転ボタン72が押された後、調整停止ボタン74が押されると、調整停止機能がオンになる。調整停止機能は、自動運転ボタン72の長押し(たとえば、2秒間以上押し続ける)により解除(オフ)することができる。
【0109】
さらに、操作パネル71には、現在時刻、自動運転機能がオンであるときに供給装置1および成形機2の運転が停止されると予測される時刻である自動停止時刻、ならびに、調整停止機能により供給装置1および成形機2の運転が停止される時刻である調整停止時刻が表示される。
【0110】
調整停止時刻は、図6に示される画面とは別の画面において設定することができる。調整停止時刻が設定されると、その時刻に供給装置1および成形機2の運転が停止し、かつ、原料が残らないように調整停止処理が実行される。
【0111】
具体的には、調整停止時刻が設定されると、現在時刻から調整停止時刻までの間に成形可能な原料の重量が算出される。言い換えれば、調整停止時刻が原料の残供給量(図4および図5参照)に換算される。これにより、調整停止時刻が設定されると、図4および図5に示す調整停止処理が実行される。
【0112】
このような操作パネル71が採用された供給装置1では、予め調整停止時刻を設定しておくことにより、調整停止時刻に供給装置1および成形機2を確実に停止させることができる。そのため、供給装置1および成形機2の運転時間を容易に管理することができる。
【0113】
図7は、操作パネルの画面の第3の例を示す図である。
【0114】
図7に示される操作パネル81には、図6に示される操作パネル71に表示される現在時刻、自動停止時刻および調整停止時刻に代えて、自動停止個数および調整停止個数が表示される。
【0115】
自動停止個数は、自動運転機能がオンであるときに供給装置1および成形機2により生産される成形品の個数である。
【0116】
また、調整停止個数は、調整停止機能がオンであるときに、供給装置1および成形機により生産される個数である。
【0117】
調整停止個数は、図7に示される画面とは別の画面において設定することができる。調整停止個数が設定されると、その個数分だけ成形品を成形したときに、供給装置1および成形機2の運転が停止し、かつ、原料が残らないように調整停止処理が実行される。
【0118】
具体的には、調整停止個数が設定されると、その個数を成形するのに必要な原料の重量が算出される。言い換えれば、調整停止個数が原料の残供給量(図4および図5参照)に換算される。これにより、調整停止個数が設定されると、図4および図5に示す調整停止処理が実行される。
【0119】
このような操作パネル81が採用された供給装置1では、予め調整停止個数を設定しておくことにより、調整停止個数が生産(成形)された段階で、供給装置1および成形機2を確実に停止させることができる。そのため、所望する個数の成形品を確実に成形することができる。
【0120】
なお、上記の実施形態では、図2、図6および図7に示されるように、成形品の箱詰め個数、時刻または成形品の個数のいずれかにより調整停止処理を実行するとしたが、調整停止処理は、重量に基づいて設定されてもよい。
【0121】
たとえば、操作パネル31(71,81)に調整停止重量が表示されており、供給装置1および成形機2の運転中に、指定した重量分だけ成形品を成形したい場合には、その調整停止重量を設定する。これにより、その設定された調整停止重量分だけの成形品が成形された段階で、供給装置1および成形機2の運転を停止することができる。そのため、所望する重量の成形品を確実に成形することができる。
【0122】
図8は、粉砕材調整処理のフローチャートである。
【0123】
供給装置1から成形機2に供給される原料中の粉砕材の目標量を原料ホッパ3内の粉砕材の残量に応じて調整するために、駆動制御部46により、図8に示される粉砕材調整処理が実行されてもよい。
【0124】
粉砕材を収容する原料ホッパ3から計量ホッパ15への粉砕材の供給が開始されると、ロードセル18により、計量ホッパ15に供給された粉砕材の質量が計量される(ステップS1:粉砕材計量開始)。
【0125】
また、原料ホッパ3から計量ホッパ15への粉砕材の供給の開始と同時に、制御部41に内蔵されるタイマがスタートされる(ステップS2)。
【0126】
その後、目標量の粉砕材が計量ホッパ15に供給されたか否かが調べられる。すなわち、計量ホッパ15における粉砕材の計量が完了したか否かが調べられる(ステップS3)。供給装置1の動作の開始直後は、粉砕材の目標量として、操作パネル31から設定された配合比率に応じた量が設定される。
【0127】
つづいて、タイマが参照されて、粉砕材の供給の開始から一定時間が経過(タイムアップ)したか否かが調べられる(ステップS4)。
【0128】
粉砕材の計量が完了するか、または、タイマによって一定時間が計測されるまでの間は、粉砕材の計量が完了したか否かの判断およびタイマによって一定時間が計測されたか否かの判断が繰り返し行われる。
【0129】
そして、原料ホッパ3内に十分な量の粉砕材が貯留されている場合、目標量の粉砕材が原料ホッパ3から計量ホッパ15に比較的短時間で供給されるので、タイマによって一定時間が計測される前に、粉砕材の計量が完了する(ステップS3のYES)。この場合、次のバッチ動作における粉砕材の目標量が1バッチ動作で供給される原料から成形機2で発生する粉砕材の量よりも少し多い量(多配合量)に設定されて(ステップS5)、粉砕材調整処理が終了する。
【0130】
一方、原料ホッパ3内の粉砕材の貯留量が少ないと、目標量の粉砕材が原料ホッパ3から計量ホッパ15に供給されるのに時間がかかり、粉砕材の計量が完了する前に、タイマによって一定時間が計測される(ステップS3のNO)。この場合には、次のバッチ動作における粉砕材の目標量が1バッチ動作で供給される原料から成形機2で発生する粉砕材の量よりも少し少ない量(少配合量)に設定されて(ステップS6)、粉砕材調整処理が終了する。
【0131】
このように、原料ホッパ3内の粉砕材の貯留量が多い場合には、粉砕材の目標量が多配合量に設定される。そのため、以後のバッチ動作の繰り返しに伴って、原料ホッパ3内の粉砕材の貯留量が減少する。そして、原料ホッパ3内の粉砕材の貯留量がある程度まで少なくなると、粉砕材の目標量が少配合量に設定されるので、以後のバッチ動作の繰り返しに伴って、原料ホッパ3内の粉砕材の貯留量が増加する。
【0132】
その結果、原料ホッパ3内の粉砕材の貯留量を可及的に少なく維持することができながら、供給装置1から成形機2に供給される原料中に少配合量以上の粉砕材を配合することができる。
【0133】
成形機2で製造される樹脂成形品が変更になると、それに伴って、成形機2に供給すべき原料が変更される。変更後の樹脂成形品の原料に変更前の樹脂成形品の製造時に発生する粉砕材が混入することを防止するため、原料が変更されるときには、粉砕材を貯留する原料ホッパ3の清掃が必要となる。このとき、原料ホッパ3内の粉砕材の貯留量が少ないと、原料ホッパ3の清掃に要する時間および手間を軽減することができる。
【0134】
また、原料に粉砕材が配合される場合と配合されない場合とが生じると、色味の違いなどの品質むらが生じる。成形機2に供給される原料中に少配合量以上の粉砕材が常に配合されるので、そのような品質むらの発生を防止することができる。
【0135】
なお、図1に示されるように、粉砕材が貯留される原料ホッパ3には、原料ホッパ3内の粉砕材のレベルが所定の満杯レベルに達したことを検出する満杯レベルセンサ51と、原料ホッパ3内の粉砕材のレベルが満杯レベルよりも高い異常レベルに達したことを検出する異常レベルセンサ52とが設けられている。そして、原料ホッパ3内の粉砕材のレベルが満杯レベルに達すると、粉砕材収容器30から原料ホッパ3への粉砕材の輸送が停止される。そのため、原料ホッパ3の上部は、常に空の状態である。よって、成形機2の動作の停止後に、粉砕材収容器30に収容されている粉砕材を原料ホッパ3に回収することができる。
【0136】
図9,10は、自動清掃処理のフローチャートである。
【0137】
供給装置1は、その動作停止後に計量ホッパ15および混合ユニット19内を自動的に清掃する機能を有していてもよい。この機能を有する場合、駆動制御部46には、図3に示されるように、清掃用エアノズル61および粉塵回収ブロワ62が制御対象として接続される。清掃用エアノズル61は、図1に示されるように、計量ホッパ15の上部およびミキサ20に、それぞれ計量ホッパ15内およびミキサ20内にエアをブローすることができるように設けられている。そして、供給装置1の動作の停止後に、駆動制御部46により、図9,10に示される自動清掃処理が実行される。
【0138】
図9を参照して、自動清掃処理では、まず、自動清掃機能がオンにされているか否かが判断される(ステップS11)。自動清掃機能のオン/オフは、操作パネル31から設定することができる。
【0139】
自動清掃機能がオンにされている場合には(ステップS11のYES)、シャッタバルブ23が開かれる(ステップS12)。また、ゲートシャッタ17が開かれる(ステップS13)。これにより、計量ホッパ15内と混合ユニット19内(ミキサ20、供給ホッパ21および接続管22内)とが連通する。
【0140】
また、粉塵回収ブロワ62が起動される(ステップS14)。
【0141】
そして、計量ホッパ15に設けられた清掃用エアノズル61から計量ホッパ15の内面にエアが吹き付けられる(ステップS15:計量ホッパエアブロー)。これにより、計量ホッパ15の内面に付着している原料がエアとともに混合ユニット19(ミキサ20)内に流れ込む。このエアブローは、たとえば、5秒間にわたって行われる。
【0142】
つづいて、ミキサ20に設けられた清掃用エアノズル61からミキサ20内にエアが吹き付けられる(ステップS16:ミキサエアブロー)。これにより、ミキサ20内の原料が接続管22を介して供給ホッパ21内に流れ込む。このエアブローは、たとえば、5秒間にわたって行われる。
【0143】
計量ホッパ15およびミキサ20内へのエアブローは、3回ずつ繰り返される。その結果、計量ホッパ15、ミキサ20および接続管22内に付着していた原料が供給ホッパ21内に集められる。また、粉塵回収ブロワ62が駆動されているので、エアブローによって計量ホッパ15およびミキサ20内で舞い上がった原料は、粉塵回収ブロワ62に吸引されて回収される。
【0144】
計量ホッパ15およびミキサ20内へのエアブローが3回ずつ繰り返されると(ステップS17のYES)、粉塵回収ブロワ62の駆動が停止される(ステップS18)。また、ゲートシャッタ17が閉じられ(ステップS19)、シャッタバルブ23が閉じられる(ステップS20)。
【0145】
そして、供給ホッパ21内に集められた原料が成形機2に送られる(ステップS21)。
【0146】
その後、成形機2に供給されるべき原料の配合比率が変更されるか否かが判断される(ステップS22)。
【0147】
配合比率が変更される場合には(ステップS22のYES)、図10に示されるように、変更後の配合比率に基づいて、各原料の目標量が設定される(ステップS23)。
【0148】
そして、各目標量の原料を計量ホッパ15および混合ユニット19で混合させる動作が再開され(ステップS24:計量混合運転再開)、変更後の配合比率で混合された原料が供給ホッパ21内に溜められる。
【0149】
供給ホッパ21内に溜められた原料は、直ちには成形機2に輸送されず、その輸送は、成形機2に備えられる成形機ホッパ27内の原料がなくなるまで待機される(ステップS25:初回バッチ成形機輸送待機)。
【0150】
そして、成形機ホッパ27内から原料がなくなると(ステップS26のYES)、供給ホッパ21内に貯留されている原料が成形機ホッパ27に輸送される(ステップS27:初回バッチ成形機輸送)。その後は、バッチ動作が繰り返され、バッチ動作ごとに、供給装置1から成形機2に原料が供給される(ステップS28)。そして、自動清掃処理が終了する。
【0151】
一方、配合比率が変更されない場合は(ステップS22のNO)、図9に示されるように、成形機ホッパ27内に原料がなくなったか否かが繰り返し調べられる(ステップS29)。そして、成形機ホッパ27内から原料がなくなると(ステップS29のYES)、成形機2の動作が停止されて(ステップS30)、自動清掃処理が終了する。
【0152】
また、自動清掃機能がオフにされている場合は(ステップS1のNO)、成形機ホッパ27内から原料がなくなると(ステップS29のYES)、成形機2の動作が停止されて(ステップS30)、自動清掃処理が終了する。
【0153】
このように、原料の配合比率が変更される前に、計量ホッパ15および混合ユニット19内が自動的に清掃されるので、配合比率の変更後の原料に変更前の原料が混ざることを防止できる。よって、配合比率の変更後の原料を用いて、良質な樹脂成形品を製造することができる。
【0154】
また、調整停止機能により、供給装置1の動作が停止された時点で計量ホッパ15および混合ユニット19内に原料が残っていないので、計量ホッパ15および混合ユニット19内の清掃に先立って、計量ホッパ15および混合ユニット19内から原料を排出する必要がない。よって、供給装置1の動作の停止後、計量ホッパ15および混合ユニット19内の清掃を即座に開始することができる。その結果、供給装置1の動作の停止後から動作の再開までに要する時間を短縮することができる。
【0155】
なお、この自動清掃時に、ブロワ6が粉塵回収ブロワ62として使用されてもよい。たとえば、接続口を有する取付板が計量ホッパ15の上部開口を覆うように取り付けられ、接続口が吸引管を介してブロワ6に接続されて、ブロワ6が駆動されることにより、計量ホッパ15内などで舞い上がった原料が接続口を介して回収されてもよい。もちろん、ブロワ6と奮進回収ブロワ62とが別々に設けられてもよい。
【0156】
図11は、1つの供給装置に複数の成形機が接続された構成を示す図である。
【0157】
図11に示されるように、1つの供給装置1に2つ以上の成形機2が接続されてもよい。
【0158】
図11に示される成形システムでは、供給ホッパ21の下端部に、供給配管26の一端部が接続されている。供給配管26は、その途中部が分岐して、各他端部が2つの成形機ホッパ27にそれぞれ接続されている。
【0159】
一方、各成形機ホッパ27には、ブロワ6から延びる吸気ライン28がそれぞれ接続されている。各吸気ライン28の途中部には、吸気バルブ29が介装されている。
【0160】
図12,13,14は、1つの供給装置に複数の成形機が接続された構成における供給動作の流れを示すフローチャートである。
【0161】
1つの供給装置1に2つ以上の成形機2が接続された構成において、たとえば、1つの成形機2に対する調整停止機能がオンにされた場合、各成形機2への原料の供給は、図12〜14に示されるフローチャートに従って実行される。
【0162】
図12を参照して、まず、調整停止機能によって停止される成形機(以下「調整停止要求成形機」という。)2における残使用量、つまり図3に示される残供給量設定部44によって設定される残供給量の1/3が計量ホッパ15において計量される(ステップS41)。
【0163】
次に、複数の成形機2のうちの稼働中の成形機2が2つ(2台)以上であるか否かが調べられる(ステップS42)。
【0164】
稼働中の成形機2が調整停止要求成形機2の1つのみである場合には(ステップS42のNO)、図3を参照しつつ説明した調整停止動作(調整停止機能がオンされたときの動作)が行われて(ステップS43)、供給装置1の動作が停止する。
【0165】
稼働中の成形機2が2つ以上である場合には(ステップS42のYES)、その時点における供給装置1内の貯留量(混合ユニット19、供給配管26および成形機ホッパ27内に貯留されている原料の質量)が2バッチ動作分の量であるか否かが判断される(ステップS44)。
【0166】
貯留量が2バッチ動作分の量である場合には(ステップS44のYES)、稼働中の成形機2が3つ(3台)以上であるか否かが調べられる(ステップS45)
稼働中の成形機2が3つ以上であれば(ステップS45のYES)、供給装置1から調整停止要求成形機2以外の稼働中の2つの成形機(以下「停止要求なし成形機」という。)2に、それぞれ1バッチ分の原料が強制的に輸送される(ステップS46)。
【0167】
稼働中の成形機2が2つであれば(ステップS45のNO)、供給装置1から調整停止要求成形機2および停止要求なし成形機2に、それぞれ1バッチ分の原料が強制的に輸送される(ステップS47)。
【0168】
供給装置1内の貯留量が2バッチ動作分の量でない場合には(ステップS44のNO)、その貯留量が1バッチ動作分であるか否かが判断される(ステップS48)。
【0169】
貯留量が1バッチ動作分の量である場合には(ステップS48のYES)、供給装置1から停止要求なし成形機2に、バッチ分の原料が強制的に輸送される(ステップS49)。
【0170】
一方、貯留量が1バッチ動作分の量でない場合には(ステップS48のNO)、供給装置1から成形機2への原料の強制的な輸送は行われない。
【0171】
その後は、停止要求なし成形機2から原料の輸送(供給)の要求がないかどうかが監視される(ステップS50)。また、停止要求成形機2から原料の輸送の要求があるかどうかが監視される(ステップS51)。
【0172】
停止要求成形機2からの原料の輸送の要求が出される前に、停止要求なし成形機2から原料の輸送の要求があると(ステップS50のNO)、先に計量されている残供給量の1/3の量の原料が停止要求なし成形機2に輸送される(ステップS52)。そして、残供給量の1/3が計量ホッパ15において再び計量される(ステップS53)。
【0173】
停止要求成形機2から原料の輸送の要求が出されると(ステップS51のYES)、図13に示されるように、先に計量されている残供給量の1/3の量の原料が停止要求成形機2に輸送される(ステップS54)。そして、残供給量の1/3が計量ホッパ15において再び計量される(ステップS55)。
【0174】
その後は、停止要求なし成形機2から原料の輸送(供給)の要求がないかどうかが再び監視される(ステップS56)。また、停止要求成形機2から原料の輸送の要求があるかどうかが再び監視される(ステップS57)。
【0175】
停止要求成形機2からの原料の輸送の要求が出される前に、停止要求なし成形機2から原料の輸送の要求があると(ステップS56のNO)、先に計量されている残供給量の1/3の量の原料が停止要求なし成形機2に輸送される(ステップS58)。そして、残供給量の1/3が計量ホッパ15において再び計量される(ステップS59)。
【0176】
停止要求成形機2から原料の輸送の要求が出されると(ステップS57のYES)、先に計量されている残供給量の1/3の量の原料が停止要求成形機2に輸送される(ステップS60)。そして、残供給量の1/3が計量ホッパ15において再び計量される(ステップS61)。
【0177】
その後、図14に示されるように、停止要求なし成形機2から原料の輸送(供給)の要求がないかどうかが再び監視される(ステップS62)。また、停止要求成形機2から原料の輸送の要求があるかどうかが再び監視される(ステップS63)。
【0178】
停止要求成形機2からの原料の輸送の要求が出される前に、停止要求なし成形機2から原料の輸送の要求があると(ステップS62のNO)、先に計量されている残供給量の1/3の量の原料が停止要求なし成形機2に輸送される(ステップS64)。そして、残供給量の1/3が計量ホッパ15において再び計量される(ステップS65)。
【0179】
停止要求成形機2から原料の輸送の要求が出されると(ステップS63のYES)、先に計量されている残供給量の1/3の量の原料が停止要求成形機2に輸送される(ステップS66)。その結果、停止要求成形機2への残供給量の原料の供給が達成される。
【0180】
その後は、供給装置1において、停止要求なし成形機2への原料の供給のための通常のバッチ動作(通常の自動運転)が再開される(ステップS67)。
【0181】
そして、停止要求成形機2の成形機ホッパ27内の原料がなくなると(ステップS68のYES)、停止要求成形機2の動作が停止される(ステップS69)。
【0182】
このように、1つの供給装置1に2つ以上の成形機2が接続された構成においても、1つまたは複数の停止要求成形機2に対する調整停止機能を使用することができ、停止要求なし成形機2への原料の供給が阻害されることなく、供給装置1から停止要求成形機2に残供給量の原料を過不足なく供給することができる。
【0183】
なお、調整停止機能により、残供給量に所定の残量を加えた量の原料が供給装置1から成形機2に供給されてもよい。すなわち、供給装置1から成形機2に残供給量の原料が過不足なく供給されるのではなく、供給装置1の動作停止後に、成形機ホッパ27内に所定の残量の原料が意図的に残るように、残供給量よりも少し多い量の原料が供給装置1から成形機2に供給されてもよい。この場合においても、供給装置1の混合ユニット19および供給配管26内に原料が残らないので、計量ホッパ15および混合ユニット19内の自動清掃を実行することができる。
【0184】
操作パネル31には、調整停止機能によって成形機2の動作が停止されるまでの時間(生産終了までの時間)などが表示されてもよい。
【0185】
供給装置1と成形機2とが信号線で接続されずに、供給装置1および成形機2が稼働されることがある。この場合、供給装置1の制御部41には、成形機2の動作状態を表す信号が入力されないので、貯留量演算部42により、成形機2が正常に動作していると仮定されて、混合ユニット19、供給配管26および成形機ホッパ27内に貯留されている原料の質量である貯留量が演算されるとよい。
【0186】
その他、特許請求の範囲に記載された事項の範囲で種々の設計変更を施すことが可能である。
【符号の説明】
【0187】
1 供給装置
2 成形機(加工機)
3 原料ホッパ(供給手段、粉砕材収容手段)
6 ブロワ(輸送手段)
15 計量ホッパ(供給手段)
19 混合ユニット(貯留手段)
20 ミキサ(貯留手段)
21 供給ホッパ(貯留手段)
22 接続管(貯留手段)
26 供給配管(貯留手段)
27 成形機ホッパ(貯留手段)
28 吸気ライン(輸送手段)
29 吸気バルブ(輸送手段)
32 自動運転ボタン(停止条件設定手段)
33 調整停止ボタン(停止条件設定手段)
34 増加ボタン(条件変更手段)
35 減少ボタン(条件変更手段)
41 制御部
42 貯留量演算部(貯留量検出手段)
44 残供給量設定部(残供給量設定手段、供給量調整手段、補正手段)
46 駆動制御部(停止制御手段、配合変更手段)
61 清掃用エアノズル(清掃手段)
62 粉塵回収ブロワ(清掃手段)
72 自動運転ボタン(停止条件設定手段)
74 調整停止ボタン(停止条件設定手段)
【特許請求の範囲】
【請求項1】
加工品を製造する加工機に加工品の原料を輸送する輸送手段と、
前記輸送手段によって前記加工機に輸送される原料を一時的に貯留する貯留手段と、
原料の質量を計量して、その計量された原料を前記貯留手段に供給し、1回の計量およびその計量された原料の供給を1バッチ動作として、バッチ動作を繰り返し実行する供給手段と、
前記貯留手段に貯留されている原料の量を検出する貯留量検出手段と、
前記加工機における加工品の製造を停止する条件を設定する停止条件設定手段と、
前記貯留量検出手段によって検出される貯留量および前記加工機で加工品の製造に使用される原料の量に基づいて、前記停止条件設定手段によって設定された条件が満たされ、かつ、前記貯留手段に原料が残らないように、前記停止条件設定手段による条件の設定後に前記加工機に供給されるべき原料の量である残供給量を設定する残供給量設定手段と、
前記残供給量設定手段によって設定された残供給量に基づいて、前記輸送手段および前記供給手段の動作を停止させる停止制御手段と、
前記加工機における加工品の製造の停止前の複数のバッチ動作で、前記供給手段から前記貯留手段に供給される原料の供給量を、前記貯留手段に原料が残らないように調節する供給量調整手段とを含む、供給装置。
【請求項2】
前記供給量調整手段は、複数のバッチ動作の各バッチ動作で前記貯留手段に供給される原料の質量である個別供給量がいずれも前記供給手段において計測可能な最小計量値以上となるように、各バッチ動作での個別供給量を調整することを特徴とする、請求項1に記載の供給装置。
【請求項3】
前記停止条件設定手段による条件の設定後に、当該条件を変更する条件変更手段と、
前記条件変更手段による変更後の条件に基づいて、前記残供給量設定手段により演算された残供給量を実質的に補正する補正手段とをさらに含み、
前記停止制御手段は、前記補正手段によって補正された残供給量に基づいて、前記輸送手段および前記供給手段の動作を停止させる、請求項1または2に記載の供給装置。
【請求項4】
前記輸送手段は、複数の前記加工機に対応して複数設けられており、
前記停止条件設定手段は、各前記加工機ごとに加工品の製造を停止する条件を設定し、
前記残供給量設定手段は、前記停止条件設定手段によって設定された各条件が満たされ、かつ、前記貯留手段に原料が残らないように、前記停止条件設定手段による各条件の設定後に各前記加工機に供給されるべき原料の量である残供給量を演算し、
前記停止制御手段は、前記残供給量設定手段によって各前記加工機ごとに演算された残供給量に基づいて、各前記輸送手段および前記供給手段の動作を停止させる、請求項1〜3のいずれか一項に記載の供給装置。
【請求項5】
前記輸送手段および前記供給手段の停止後に、前記貯留手段を清掃する清掃手段をさらに含む、請求項1〜4のいずれか一項に記載の供給装置。
【請求項6】
前記供給手段は、複数種類の粉粒体を配合してなる原料を前記貯留手段に供給し、
前記清掃手段による清掃の前後で粉粒体の配合比率が変更される、請求項5に記載の供給装置。
【請求項7】
前記供給手段は、粉砕材を含む複数種類の粉粒体を配合してなる原料を前記貯留手段に供給し、
粉砕材が収容される粉砕材収容手段と、
前記粉砕材収容手段に収容されている粉砕材の量を検出する粉砕材量検出手段と、
前記粉砕剤量検出手段によって検出される粉砕材の量に応じて、原料中の粉砕材の配合量を変更する配合変更手段とをさらに含む、請求項1〜6のいずれか一項に記載の供給装置。
【請求項1】
加工品を製造する加工機に加工品の原料を輸送する輸送手段と、
前記輸送手段によって前記加工機に輸送される原料を一時的に貯留する貯留手段と、
原料の質量を計量して、その計量された原料を前記貯留手段に供給し、1回の計量およびその計量された原料の供給を1バッチ動作として、バッチ動作を繰り返し実行する供給手段と、
前記貯留手段に貯留されている原料の量を検出する貯留量検出手段と、
前記加工機における加工品の製造を停止する条件を設定する停止条件設定手段と、
前記貯留量検出手段によって検出される貯留量および前記加工機で加工品の製造に使用される原料の量に基づいて、前記停止条件設定手段によって設定された条件が満たされ、かつ、前記貯留手段に原料が残らないように、前記停止条件設定手段による条件の設定後に前記加工機に供給されるべき原料の量である残供給量を設定する残供給量設定手段と、
前記残供給量設定手段によって設定された残供給量に基づいて、前記輸送手段および前記供給手段の動作を停止させる停止制御手段と、
前記加工機における加工品の製造の停止前の複数のバッチ動作で、前記供給手段から前記貯留手段に供給される原料の供給量を、前記貯留手段に原料が残らないように調節する供給量調整手段とを含む、供給装置。
【請求項2】
前記供給量調整手段は、複数のバッチ動作の各バッチ動作で前記貯留手段に供給される原料の質量である個別供給量がいずれも前記供給手段において計測可能な最小計量値以上となるように、各バッチ動作での個別供給量を調整することを特徴とする、請求項1に記載の供給装置。
【請求項3】
前記停止条件設定手段による条件の設定後に、当該条件を変更する条件変更手段と、
前記条件変更手段による変更後の条件に基づいて、前記残供給量設定手段により演算された残供給量を実質的に補正する補正手段とをさらに含み、
前記停止制御手段は、前記補正手段によって補正された残供給量に基づいて、前記輸送手段および前記供給手段の動作を停止させる、請求項1または2に記載の供給装置。
【請求項4】
前記輸送手段は、複数の前記加工機に対応して複数設けられており、
前記停止条件設定手段は、各前記加工機ごとに加工品の製造を停止する条件を設定し、
前記残供給量設定手段は、前記停止条件設定手段によって設定された各条件が満たされ、かつ、前記貯留手段に原料が残らないように、前記停止条件設定手段による各条件の設定後に各前記加工機に供給されるべき原料の量である残供給量を演算し、
前記停止制御手段は、前記残供給量設定手段によって各前記加工機ごとに演算された残供給量に基づいて、各前記輸送手段および前記供給手段の動作を停止させる、請求項1〜3のいずれか一項に記載の供給装置。
【請求項5】
前記輸送手段および前記供給手段の停止後に、前記貯留手段を清掃する清掃手段をさらに含む、請求項1〜4のいずれか一項に記載の供給装置。
【請求項6】
前記供給手段は、複数種類の粉粒体を配合してなる原料を前記貯留手段に供給し、
前記清掃手段による清掃の前後で粉粒体の配合比率が変更される、請求項5に記載の供給装置。
【請求項7】
前記供給手段は、粉砕材を含む複数種類の粉粒体を配合してなる原料を前記貯留手段に供給し、
粉砕材が収容される粉砕材収容手段と、
前記粉砕材収容手段に収容されている粉砕材の量を検出する粉砕材量検出手段と、
前記粉砕剤量検出手段によって検出される粉砕材の量に応じて、原料中の粉砕材の配合量を変更する配合変更手段とをさらに含む、請求項1〜6のいずれか一項に記載の供給装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2012−176599(P2012−176599A)
【公開日】平成24年9月13日(2012.9.13)
【国際特許分類】
【出願番号】特願2011−139126(P2011−139126)
【出願日】平成23年6月23日(2011.6.23)
【出願人】(000129183)株式会社カワタ (120)
【Fターム(参考)】
【公開日】平成24年9月13日(2012.9.13)
【国際特許分類】
【出願日】平成23年6月23日(2011.6.23)
【出願人】(000129183)株式会社カワタ (120)
【Fターム(参考)】
[ Back to top ]