
供給装置
【課題】適切なタイミングで物品を供給する。
【解決手段】供給装置10は、冷菓XA1を搬送するバケットコンベア2の搬送面3aの上方に、バケットコンベア2の流れ方向と交差するように配置される環状の第一のベルト13と、この第一のベルト13からバケットコンベア2の搬送面3aに突出するように設けられ、第一のベルト13が走行することによって、バケットコンベア2の搬送面3a上の冷菓XA1を押し進める押し部材16と、を備えている。第一のベルト13は、バケットコンベア2の下流側に近付く方向で、かつバケットコンベア2の搬送面3aの側方に配置されるフィンガーコンベア4の方向に傾けた方向に走行する進行領域13aを有する。
【解決手段】供給装置10は、冷菓XA1を搬送するバケットコンベア2の搬送面3aの上方に、バケットコンベア2の流れ方向と交差するように配置される環状の第一のベルト13と、この第一のベルト13からバケットコンベア2の搬送面3aに突出するように設けられ、第一のベルト13が走行することによって、バケットコンベア2の搬送面3a上の冷菓XA1を押し進める押し部材16と、を備えている。第一のベルト13は、バケットコンベア2の下流側に近付く方向で、かつバケットコンベア2の搬送面3aの側方に配置されるフィンガーコンベア4の方向に傾けた方向に走行する進行領域13aを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、物品を供給する供給装置に関する。
【背景技術】
【0002】
スティック型を呈するアイスクリーム等の冷菓を製造するバイターラインは、大別して、複数の冷菓をモールドでまとめて成型する工程と、成型された冷菓を順次搬送する工程と、搬送された冷菓をピロー包装機等の包装機で順次包装する工程と、等を備えている。
【0003】
冷菓の搬送は、複数のバケットからなるバケットコンベアと、バケットコンベアと直交するように配置された複数のフィンガーからなるフィンガーコンベアと、によって行われる(例えば、特許文献1参照)。
【0004】
バケットコンベアは、複数の冷菓をそれらの長手方向が流れ方向に直交するように流れ方向に並べて搬送し、フィンガーコンベアに供給する。バケットコンベアからフィンガーコンベアへの冷菓の供給は、バケットをフィンガーコンベアの方向に傾けて、冷菓を落下させることによって行われる。フィンガーコンベアは、複数の冷菓をそれらの長手方向が流れ方向に沿うように流れ方向に並べて搬送し、包装機に順次供給する。このように、互いに直交するように配置されたバケットコンベアおよびフィンガーコンベアを用いることで、冷菓を適切な姿勢で包装機に供給できる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実開平03−123806号公報(第1図(A)および第2図参照)
【発明の概要】
【発明が解決しようとする課題】
【0006】
このようなバイターラインでは、包装機の処理スピードを状況に応じて変化させることがある。この場合、包装機の処理スピードの変化に合わせ、バケットコンベアやフィンガーコンベアの走行スピードを変化させる。しかしながら、バケットコンベアやフィンガーコンベアの走行スピードを変化させた場合であっても、バケットコンベアからフィンガーコンベアへ冷菓を供給する際、バケットを傾けて冷菓を落下させているので、バケットに対する冷菓の溶着や滑り性の影響や冷菓の落下中にフィンガーコンベアの走行スピードが変化した場合において、走行スピードの変化したフィンガーコンベアに適切なタイミングで冷菓を供給できないおそれがある。このような問題は、冷菓の場合に限られず、その他の食品や日用品等の各種物品の場合に共通して存在する。
【0007】
本発明は、上記課題を鑑みてなされたものであり、適切なタイミングで物品を供給できる供給装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
(1)本発明は、物品を搬送する搬送装置の搬送面の上方に該搬送装置の流れ方向と交差するように配置される環状走行体であって、前記搬送装置の下流側に近付く方向で、かつ前記搬送面の側方に配置される受入先の方向に傾けた方向に走行する進行領域を有する環状走行体と、前記環状走行体の前記進行領域から前記搬送面に突出するように設けられ、前記環状走行体が走行することによって、前記搬送面上の物品を押し進める押し部材と、を備えることを特徴とする、供給装置である。
【0009】
本発明によれば、環状走行体が走行することによって、搬送面に対する物品の滑り性の影響とは無関係に、(特に、物品が冷菓の場合には、搬送面に対する冷菓の溶着の影響とは無関係に、)搬送面上の物品が押し部材に強制的に受入先に押し進められる。これにより、環状走行体の走行スピードを所望の値に変化させることで、適切なタイミングで物品を供給できるから、受入先の処理スピードの変化に対応できる。すなわち、受入先の処理スピードが変化した場合であっても、環状走行体の走行スピードを所望の値に変化させることで、搬送面上から受入先に物品を確実に供給できる。
【0010】
なお、環状走行体の走行スピードは、受入先の処理スピードに応じた搬送装置の走行スピードに対応させることになる。具体的に、環状走行体の走行スピードは、ベクトル分解後の搬送装置の流れ方向成分が、搬送装置の走行スピードと同一または同程度となるように設定することになる。ここでいう同程度とは、押し部材が搬送装置の搬送面を横切る際に、搬送面上の物品を押し進め続けることができなくなるまで、搬送装置に対してズレることがない程度のことをいう。
【0011】
(2)本発明はまた、前記搬送面は、前記受入先側が上方となるように傾けて配置され、前記環状走行体は、前記搬送面の傾きに応じて、前記受入先側が上方となるように傾けて配置されることを特徴とする、上記(1)に記載の供給装置である。
【0012】
上記発明によれば、傾けて配置された搬送面上に置かれた物品には、押し部材側に重力が掛かる。これにより、環状走行体が走行した場合、物品は押し部材と一体となって移動する。すなわち、押し部材に押し進められている物品が、押し部材から離れて、所望するタイミングより早く受入先に供給されることが防止される。
【0013】
(3)本発明はまた、前記環状走行体の前記進行領域から前記搬送面に突出するように設けられ、前記環状走行体が走行することによって、前記押し部材によって押し進められる前記搬送面上の物品に追従し、該物品を前記搬送装置の上流側から支持する支持部材を備えることを特徴とする、上記(1)または(2)に記載の供給装置である。
【0014】
上記発明によれば、物品における搬送装置の上流側、すなわち物品の側方が支持部材によって支持されるので、押し部材によって押される箇所を中心に物品が回転することが防止される。
【0015】
(4)本発明はまた、前記環状走行体として、前記複数の押し部材が設けられた第一の環状走行体と、前記第一の環状走行体に並設され、前記複数の支持部材が設けられた第二の環状走行体と、を備えることを特徴とする、上記(3)に記載の供給装置である。
【0016】
上記発明によれば、押し部材および支持部材の物品から離反するタイミングを個別に設計できる。これにより、物品の長さ、受入先の形状等の状況に応じた設計が可能となる。すなわち、支持部材の物品から離反するタイミングを、押し部材の物品から離反するタイミングよりも早めとなるように設計できる。例えば、支持部材が物品から離反する際に、旋回する支持部材の先端が物品と接触してしまう場合には、支持部材の物品から離反するタイミングを、押し部材の物品から離反するタイミングよりも早めとなるように設計することができる。
【0017】
(5)本発明はまた、前記第一の環状走行体が着脱可能に取り付けられる第一の支持体と、前記第二の環状走行体が着脱可能に取り付けられる第二の支持体と、を備え、前記第一の支持体に対する前記第一の環状走行体の取付け位置、または前記第二の支持体に対する前記第二の環状走行体の取付け位置に応じて、前記押し部材および前記支持部材の互いの間隔が変化することを特徴とする、上記(4)に記載の供給装置である。
【0018】
上記発明によれば、押し部材および支持部材の互いの間隔を変化させることで、種々の大きさの物品に対応できる。
【発明の効果】
【0019】
本発明の上記(1)〜(5)に記載の供給装置によれば、適切なタイミングで物品を供給できる。
【図面の簡単な説明】
【0020】
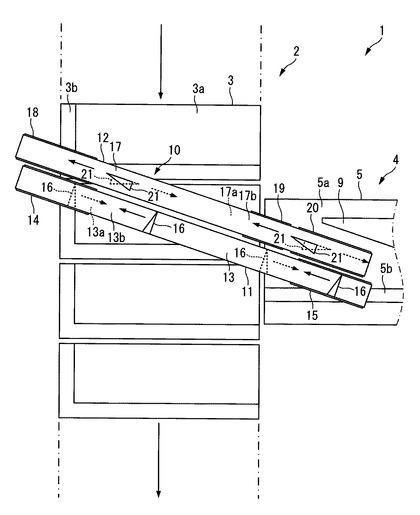
【図1】本発明に係る供給装置を備えるバイターラインにおける搬送工程の部分を示す上面図である。
【図2】(A)は、図1に示すバイターラインにおける搬送工程の部分をバケットコンベアの下流側から視た正面図であり、(B)は、(A)に示す押しユニットをバケットコンベアの下流側から視た正面図であり、(C)は、(A)に示す支持ユニットをバケットコンベアの下流側から視た正面図である。
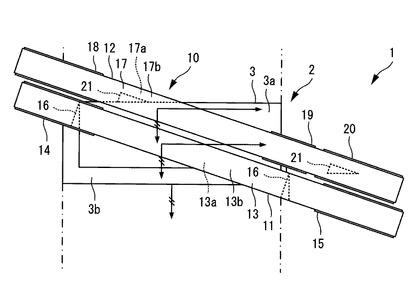
【図3】図1に示すバイターラインにおける搬送工程の部分を示す上面図であり、バケットコンベアの走行スピードと、第一および第二のベルトの走行スピードと、の関係を示す。
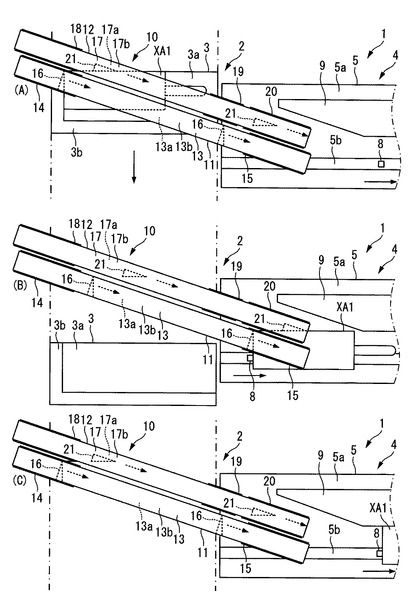
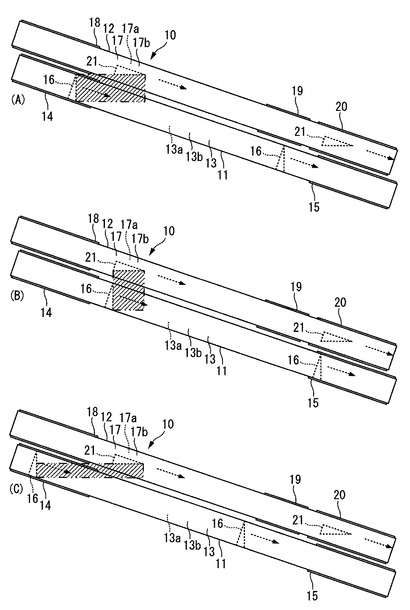
【図4】(A)〜(C)は、図1に示すバイターラインにおける搬送工程の部分を示す上面図であり、供給装置の動作手順を示す。
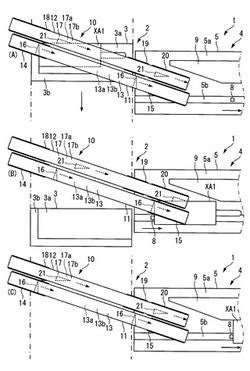
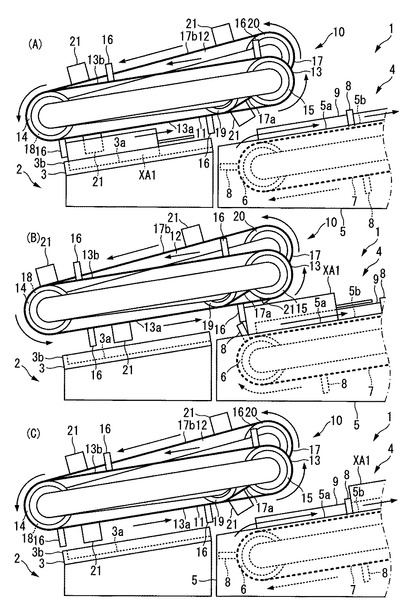
【図5】(A)〜(C)は、図1に示すバイターラインにおける搬送工程の部分をバケットコンベアの下流側から視た正面図であり、供給装置の動作手順を示す。
【図6】(A)〜(C)は、図1に示す供給装置の上面図であり、押し部材および支持部材の互いの間隔の関係を種々のパターンに変化させた場合を示す。(A)は、以下の実施形態において説明する場合を示し、(B)は、(A)に示す場合から押し部材および支持部材の互いの間隔を小さく変化させた場合を示し、(C)は、(A)に示す場合から押し部材および支持部材の互いの間隔を大きく変化させた場合を示す。
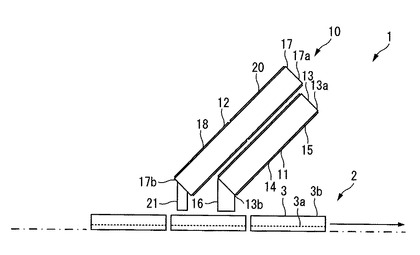
【図7】別の形態の供給装置を、バケットコンベアのフィンガーコンベアとは反対の側方側から視た側面図である。
【発明を実施するための形態】
【0021】
以下、図面を参照して、本発明に係る供給装置について詳細に説明する。
【0022】
まず、図1〜図5を用いて供給装置10の構成について説明する。図1は、バイターライン1における搬送工程の部分を示す上面図である。図2(A)は、バイターライン1における搬送工程の部分をバケットコンベア2の下流側から視た正面図である。図2(B)は、押しユニット11をバケットコンベア2の下流側から視た正面図である。図2(C)は、支持ユニット12をバケットコンベア2の下流側から視た正面図である。図3は、バイターライン1における搬送工程の部分を示す上面図であり、バケットコンベア2の走行スピードと、第一および第二のベルト13,17の走行スピードと、の関係を示す。図4(A)〜(C)は、バイターライン1における搬送工程の部分を示す上面図であり、供給装置10の動作手順を示す。図5(A)〜(C)は、バイターライン1における搬送工程の部分をバケットコンベア2の下流側から視た正面図であり、供給装置10の動作手順を示す。なお、各図において、図面の簡略化のため、一部の構成要件の図示を適宜省略する。
【0023】
図1〜図5に示す供給装置10は、スティック型を呈するアイスクリーム等の冷菓XA1を製造するバイターライン1で使用される。バイターライン1は、冷菓XA1をモールド(図示省略)で成型する工程と、成型された冷菓XA1を搬送する工程(搬送工程ということもある。)と、搬送された冷菓XA1をピロー包装機(図示省略)で包装する工程と、等を備えている。なお、本実施形態では、冷菓XA1を搬送する場合を例に説明するが、本発明は、その他の食品や日用品等の各種物品を搬送する場合に適用できる。ピロー包装機の詳細は、特開2009−137628号公報の図2および図3等を参照されたい。
【0024】
バイターライン1における搬送工程には、バケットコンベア2と、フィンガーコンベア4と、本発明に係る供給装置10と、が設けられている。
【0025】
バケットコンベア2は、一列に並べられた複数のバケット3を備えている。各バケット3は、搬送面3aと、この搬送面3aにおけるバケットコンベア2の下流側(図1、図3および図4における下方側、図2および図5における手前側)から、フィンガーコンベア4とは反対の側方側(図1〜図5における左側)に延びるL字型のガイド部3bと、を備えている。搬送面3aには、バケットコンベア2の上流において、先の工程から冷菓XA1が置かれる。ガイド部3bは、搬送面3aに置かれた冷菓XA1をガイドする。各バケット3は、搬送面3aのフィンガーコンベア4側(図1〜図5における右側)が上方となるように傾けて配置され、スプロケットおよび環状のチェーン(いずれも図示省略)によって走行する。
【0026】
このようなバケットコンベア2は、先の工程から引き継いだ複数の冷菓XA1を、それらの長手方向が流れ方向に直交するように各バケット3に個別に収容して搬送する。
【0027】
フィンガーコンベア4は、バケットコンベア2の下流において、バケットコンベア2と直交するように、バケットコンベア2の側方からピロー包装機(図示省略)に向けて配置される。このフィンガーコンベア4は、バケット3の搬送面3aに連続する搬送面5aを備える筐体5と、この筐体5内に収容されたスプロケット6および環状のチェーン7と、搬送面5aに形成されたスリット5bから搬送面5a上に突出するようにチェーン7に取り付けられ、チェーン7と共に走行する複数のフィンガー8と、搬送面5aにおけるスリット5bに沿って設けられたガイド部9と、を備えている。
【0028】
搬送面5aは、バケットコンベア2側(図1〜図5における左側)が下方となり、ピロー包装機(図示省略)側(図1〜図5における右側)が上方となるように傾けて配置されている。スリット5bは、フィンガー8が突出可能な幅を有し、バケットコンベア2側の上流からピロー包装機側の下流までの長さを有する。スプロケット6は、上流側および下流側の少なくとも2箇所に回転可能に配置されている。このスプロケット6は、モータ等の動力源(図示省略)に接続され、その動力源からの動力によって回転し、チェーン7を走行させる。チェーン7は、上流側および下流側において、スプロケット6に引っ掛けられている。このチェーン7は、スプロケット6の回転により走行する。フィンガー8は、チェーン7と共に走行することで、搬送面5a上の冷菓XA1を、バケットコンベア2側からピロー包装機に向けて押し進める。
【0029】
このようなフィンガーコンベア4は、バケットコンベア2から引き継いだ複数の冷菓XA1を、それらの長手方向が流れ方向に沿うように流れ方向に並べて搬送する。
【0030】
供給装置10は、バケットコンベア2の下流において、バケットコンベア2で搬送された冷菓XA1を、強制的にフィンガーコンベア4の上流に供給する。この供給装置10は、バケットコンベア2の搬送面3a上の冷菓XA1を、フィンガーコンベア4の搬送面5a上に押し進める押しユニット11と、この押しユニット11に押し進められる冷菓XA1を支持する支持ユニット12と、の2つのユニットから構成される。
【0031】
押しユニット11は、バケットコンベア2の搬送面3aの上方からフィンガーコンベア4の搬送面5aの上方にわたって、バケットコンベア2の流れ方向と斜めに交差するように配置される環状の第一のベルト13と、押しユニット11の上流側(図1〜図5における左側)および下流側(図1〜図5における右側)の合計2箇所に回転可能に配置され、第一のベルト13が引っ掛けられるプーリ14,15と、第一のベルト13の外周面に設けられ、バケットコンベア2の搬送面3a上の冷菓XA1を押し進める複数の押し部材16と、を備えている。
【0032】
支持ユニット12は、押しユニット11と並設するように、バケットコンベア2の搬送面3aの上方からフィンガーコンベア4の搬送面5aの上方にわたって、バケットコンベア2の流れ方向と斜めに交差するように配置される環状の第二のベルト17と、支持ユニット12の上流側(図1〜図5における左側)、中間箇所、および下流側(図1〜図5における右側)の合計3箇所に回転可能に配置され、第二のベルト17が引っ掛けられるプーリ18,19,20と、第二のベルト17の外周面に設けられ、押しユニット11に押し進められる冷菓XA1を支持する支持部材21と、を備えている。
【0033】
以下、押しユニット11および支持ユニット12の各構成要件を説明する。なお、各構成要件の動作は、図示を省略する制御装置によって統括的に制御される。
【0034】
(第一のベルト)第一のベルト13は、バケットコンベア2の下流側(図1、図3および図4における下方側、図2および図5における手前側)に近付く方向で、かつフィンガーコンベア4の方向(図1〜図5における右方向)に傾けた方向(図1、図3および図4における右下方向、図2および図5における右手前方向)に走行する進行領域13aと、バケットコンベア2の上流側(図1、図3および図4における上方側、図2および図5における奥側)に近付く方向で、かつフィンガーコンベア4と反対の方向(図1〜図5における左方向)に傾けた方向(図1、図3および図4における左上方向、図2および図5における左奥方向)に走行する退行領域13bと、が無端で連結されて循環するように走行する第一の環状走行体である。
【0035】
具体的に、第一のベルト13は、押しユニット11の上流側(図1〜図5における左側)に配置されたプーリ14の下部から、押しユニット11の下流側(図1〜図5における右側)に配置されたプーリ15の下部に進行領域13aが延びて、プーリ15で折り返す。また、プーリ15の上部からプーリ14の上部に退行領域13bが延びて、プーリ14で折り返す。この第一のベルト13は、バケットコンベア2の搬送面3aの傾きに応じて、フィンガーコンベア4側が上方となるように傾けて配置されている。
【0036】
第一のベルト13の内周面には、全域にわたって複数の凹凸(図示省略)が形成されている。この凹凸は、第一のベルト13がプーリ14,15に引っ掛けられている場合に、後述するプーリ14、15の凹凸(図示省略)と噛み合う。凹凸が噛み合っていることで、プーリ14,15のいずれかの回転により、第一のベルト13が走行する。
【0037】
第一のベルト13の走行スピードは、ベクトル分解後のバケットコンベア2の流れ方向成分が、バケットコンベア2の走行スピードと同一または同程度となるように設定されている。ここでいう同程度とは、押し部材16がバケットコンベア2の搬送面3aを横切る際に、搬送面3a上の冷菓XA1を押し進め続けることができなくなるまで、バケットコンベア2に対してズレることがない程度のことをいう。
【0038】
(プーリ)プーリ14,15は、第一のベルト13が着脱可能に取り付けられる第一の支持体である。プーリ14,15の外周には、全域にわたって複数の凹凸(図示省略)が形成されている。この凹凸は、各プーリ14,15に第一のベルト13が引っ掛けられている場合に、第一のベルト13の凹凸(図示省略)と噛み合う。プーリ14,15は、第一のベルト13との組合せで用いられる。これらプーリ14,15のうち少なくとも一つがモータ等の動力源(図示省略)に接続され、その動力源からの動力によって回転し、第一のベルト13を走行させる。プーリ14,15のうち、動力源に接続されていないものは、第一のベルト13の走行と共に回転する。
【0039】
(押し部材)複数(本実施形態では4個)の押し部材16は、所定の一定の間隔で第一のベルト13の外周面に対し、直交するように設けられている。これら複数の押し部材16は、進行領域13aにおいて、バケットコンベア2の搬送面3aに向けて突出する。各押し部材16は、第一のベルト13が走行することによって、バケットコンベア2の搬送面3a上の冷菓XA1を、フィンガーコンベア4の搬送面5a上に押し進める。
【0040】
(第二のベルト)第二のベルト17は、バケットコンベア2の下流側(図1、図3および図4における下方側、図2および図5における手前側)に近付く方向で、かつフィンガーコンベア4の方向(図1〜図5における右方向)に傾けた方向(図1、図3および図4における右下方向、図2および図5における右手前方向)に走行する進行領域17aと、バケットコンベア2の上流側(図1、図3および図4における上方側、図2および図5における奥側)に近付く方向で、かつフィンガーコンベア4と反対の方向(図1〜図5における左方向)に傾けた方向(図1、図3および図4における左上方向、図2および図5における左奥方向)に走行する退行領域17bと、が無端で連結されて循環するように走行する第二の環状走行体である。
【0041】
具体的に、第二のベルト17は、支持ユニット12の上流側(図1〜図5における左側)に配置されたプーリ18の下部から、支持ユニット12の中間箇所に配置されたプーリ19の下部を経由して、支持ユニット12の下流側(図1〜図5における右側)に配置されたプーリ20の下部に進行領域17aが延びて、プーリ20で折り返す。また、プーリ20の上部からプーリ18の上部に退行領域17bが延びて、プーリ18で折り返す。この第二のベルト17は、バケットコンベア2の搬送面3aの傾きに応じて、フィンガーコンベア4側が上方となるように傾けて配置されている。
【0042】
第二のベルト17は、バケットコンベア2の下流において、第一のベルト13に並設されている。第二のベルト17は、第一のベルト13と比較して、バケットコンベア2の上流側に配置されている。
【0043】
第一および第二のベルト13,17は、互いに長さが同一である。ただし、フィンガーコンベア4の搬送面5aの上方において、第二のベルト17の進行領域17aが、第一のベルト13の進行領域13aと比較して、搬送面5aから早く離反するように配置されている。
【0044】
また、第一および第二のベルト13,17は、互いに連動して走行し、速度が同一である。具体的に、第二のベルト17の走行スピードは、ベクトル分解後のバケットコンベア2の流れ方向成分が、バケットコンベア2の走行スピードと同一または同程度となるように設定されている。ここでいう同程度とは、支持部材21がバケットコンベア2の搬送面3aを横切る際に、搬送面3a上の冷菓XA1を支持できなくなるまで、バケットコンベア2に対してズレることがない程度のことをいう。
【0045】
第二のベルト17の内周面には、全域にわたって複数の凹凸(図示省略)が形成されている。この凹凸は、第二のベルト17がプーリ18〜20に引っ掛けられている場合に、後述するプーリ18〜20の凹凸(図示省略)と噛み合う。凹凸が噛み合っていることで、プーリ18〜20のいずれかの回転により、第二のベルト17が走行する。
【0046】
(プーリ)プーリ18〜20は、第二のベルト17が着脱可能に取り付けられる第二の支持体である。プーリ18〜20の外周には、全域にわたって複数の凹凸(図示省略)が形成されている。この凹凸は、各プーリ18〜20に第二のベルト17が引っ掛けられている場合に、第二のベルト17の凹凸(図示省略)と噛み合う。プーリ18〜20は、第二のベルト17との組合せで用いられる。これらプーリ18〜20のうち少なくとも一つがモータ等の動力源(図示省略)に接続され、その動力源からの動力によって回転し、第二のベルト17を走行させる。プーリ18〜20のうち、動力源に接続されていないものは、第二のベルト17の走行と共に回転する。
【0047】
(支持部材)複数(本実施形態では4個)の支持部材21は、所定の一定の間隔で第二のベルト17の外周面に対し、直交するように設けられている。これら複数の支持部材21は、進行領域17aにおいて、バケットコンベア2の搬送面3aに向けて突出する。各支持部材21は、第二のベルト17が走行することによって、搬送面3a上を押し部材16によって押し進められる冷菓XA1に追従し、その冷菓XA1を、バケットコンベア2の上流側(図1、図3および図4における上方側、図2および図5における奥側)から支持する。
【0048】
次に、バイターライン1における搬送工程に設けられた各構成要件の動作手順について、図4および図5に基づいて説明する。
【0049】
第一のベルト13は、所望の一定のスピードで走行する。第一のベルト13が走行することによって、進行領域13aにおける押し部材16は、バケットコンベア2の搬送面3aの上方において、バケットコンベア2の下流側(図1、図3および図4における下方側、図2および図5における手前側)に近付く方向で、かつフィンガーコンベア4の方向(図1〜図5における右方向)に傾けた方向(図1、図3および図4における右下方向、図2および図5における右手前方向)に走行する。進行領域13aにおいて走行する押し部材16は、走行するバケットコンベア2の搬送面3a上の冷菓XA1を、フィンガーコンベア4の搬送面5a上に押し進める(図4(A)→図4(B)、図5(A)→図5(B)参照)。
【0050】
第二のベルト17は、第一のベルト13に連動して、所望の一定のスピードで走行する。第二のベルト17が走行することによって、進行領域17aにおける支持部材21は、バケットコンベア2の搬送面3aの上方において、バケットコンベア2の下流側(図1、図3および図4における下方側、図2および図5における手前側)に近付く方向で、かつフィンガーコンベア4の方向(図1〜図5における右方向)に傾けた方向(図1、図3および図4における右下方向、図2および図5における右手前方向)に走行する。進行領域13aにおいて走行する支持部材21は、走行するバケットコンベア2の搬送面3a上を押し部材16によって押し進められる冷菓XA1に追従し、その冷菓XA1を、バケットコンベア2の上流側(図1、図3および図4における上方側、図2および図5における奥側)から支持する(図4(A)→図4(B)、図5(A)→図5(B)参照)。
【0051】
フィンガーコンベア4の搬送面5aの上方に到達した支持部材21は、押し部材16に先立って上方に移動して、冷菓XA1から離反する(図5(B)参照)。支持部材21が離反した冷菓XA1は、フィンガーコンベア4のガイド部9によって、バケットコンベア2の上流側(図1、図3および図4における上方側、図2および図5における奥側)から支持される。
【0052】
フィンガーコンベア4のフィンガー8は、搬送面5a上を下流側(図1〜図5における右側)に走行する。搬送面5a上を走行するフィンガー8は、フィンガーコンベア4の搬送面5a上に到達した冷菓XA1を、押し部材16と共に、フィンガーコンベア4の下流側(図1〜図5における右側)に押し進める(図4(B)および図5(B)参照)。
【0053】
その後、押し部材16は、支持部材21に続いて上方に移動して、冷菓XA1から離反する(図示省略)。押し部材16が離反した冷菓XA1は、フィンガーコンベア4のフィンガー8のみによって、フィンガーコンベア4の下流側(図1〜図5における右側)に押し進められる(図4(C)および図5(C)参照)。
【0054】
次に、押し部材16および支持部材21の互いの間隔による影響について、図6に基づいて説明する。図6(A)〜図6(B)は、供給装置10の上面図であり、押し部材16および支持部材21の互いの間隔の関係を種々のパターンに変化させた場合を示す。具体的に、図6(A)は、上記実施形態の場合を示す。図6(B)は、図6(A)に示す場合から押し部材16および支持部材21の互いの間隔を小さく変化させた場合を示す。図6(C)は、図6(A)に示す場合から押し部材16および支持部材21の互いの間隔を大きく変化させた場合を示す。
【0055】
図6(B)に示すように、上記実施形態の場合と比較して押し部材16および支持部材21の互いの間隔を小さくした場合、押し部材16によって確実に押せる冷菓XA1の幅(図面における斜線部の縦方向の長さ)が、上記実施形態の場合よりも大きくなり、支持部材21によって確実に支持できる冷菓XA1の長さ(図面における斜線部の横方向の長さ)が、上記実施形態の場合よりも小さくなる。
【0056】
図6(C)に示すように、上記実施形態の場合と比較して押し部材16および支持部材21の互いの間隔を大きくした場合、押し部材16によって確実に押せる冷菓XA1の幅(図面における斜線部の縦方向の長さ)が、上記実施形態の場合よりも小さくなり、支持部材21によって確実に支持できる冷菓XA1の長さ(図面における斜線部の横方向の長さ)が、上記実施形態の場合よりも大きくなる。
【0057】
なお、実際には、押し部材16によって押せる冷菓XA1の幅は、図面における斜線部の縦方向の長さよりも大きい。また、実際には、支持部材21によって支持できる冷菓XA1の長さは、図面における斜線部の横方向の長さよりも大きい(図4(A)参照)。
【0058】
このように、供給装置10によれば、第一のベルト13が走行することによって、バケットコンベア2の搬送面3aに対する冷菓XA1の溶着や滑り性の影響とは無関係に、搬送面3a上の冷菓XA1が押し部材16に強制的にフィンガーコンベア4の搬送面5a上に押し進められる。これにより、第一のベルト13の走行スピードを所望の値に変化させることで、適切なタイミングで冷菓XA1を供給できるから、フィンガーコンベア4の走行スピードの変化に対応できる。すなわち、フィンガーコンベア4の走行スピードが変化した場合であっても、第一のベルト13の走行スピードを所望の値に変化させることで、バケットコンベア2の搬送面3a上からフィンガーコンベア4の搬送面5a上に冷菓XA1を確実に供給できる。
【0059】
また、傾けて配置されたバケットコンベア2の搬送面3a上に置かれた冷菓XA1には、押し部材16側に重力が掛かる。これにより、第一のベルト13が走行した場合、冷菓XA1は押し部材16と一体となって移動する。すなわち、押し部材16に押し進められている冷菓XA1が、押し部材16から離れて、所望するタイミングより早くフィンガーコンベア4の搬送面5a上に供給されることが防止される。
【0060】
さらに、冷菓XA1におけるバケットコンベア2の上流側、すなわち、冷菓XA1の側方が支持部材21によって支持されるので、押し部材16によって押される箇所を中心に冷菓XA1が回転することが防止される。
【0061】
そして、押しユニット11および支持ユニット12が独立しているから、第一および第二のベルト13,17の長さを個別に設計できる。すなわち、押し部材16および支持部材21の物品XA1から離反するタイミングを個別に設計できる。これにより、フィンガーコンベア4の形状等の状況に応じた設計が可能となる。例えば、本実施形態のように、フィンガーコンベア4の搬送面5a上において冷菓XA1を押し進める必要があると共に、冷菓XA1の側方を支持することが不要な場合(図5(B)参照)、各ベルト13,17のフィンガーコンベア4の搬送面5a上における長さを、第二のベルト17の長さを第一のベルト13の長さよりも短く設計できる。すなわち、支持部材21の冷菓XA1から離反するタイミングを、押し部材16の冷菓XA1から離反するタイミングよりも早めとなるように設計できる。
【0062】
次いで、第一のベルト13がプーリ14,15に着脱可能に取り付けられ、第二のベルト17がプーリ18〜20に着脱可能に取り付けられるので、プーリ14,15に対する第一のベルト13の取付け位置、またはプーリ18〜20に対する第二のベルト17の取付け位置に応じて、押し部材16および支持部材21の互いの間隔が変化する。押し部材16および支持部材21の互いの間隔を変化させることで、種々の大きさの冷菓XA1に対応できる。
【0063】
また、冷菓XA1の長さを変更した場合であっても、押し部材16および支持部材21の互いの間隔を変更することによって、冷菓XA1を確実に支持することができる。
【0064】
本発明は、上記実施形態に限られるものではなく、その趣旨および技術思想を逸脱しない範囲で種々の変形が可能である。
【0065】
すなわち、上記実施形態において、押しユニット11および支持ユニット12を一体のものとして備えるようにしてもよい。すなわち、第一および第二のベルト13,17を、一つのベルトで構成するようにしてもよい。
【0066】
あるいは、上記実施形態において、各構成要件の数量、形状、大きさは適宜変更できる。例えば、プーリ14,15,18〜20の数量が挙げられる。また、押し部材16や支持部材21の数量が挙げられる。この場合、押し部材16および支持部材21は、それぞれが同じ数量であり、各押し部材16の間隔、および各支持部材21の間隔が、それぞれ一定であることが要件となる。
【0067】
あるいは、上記実施形態において、第一および第二のベルト13,17は、バケットコンベア2の搬送面3aと平行に配置されているが、図7に示すように、バケットコンベア2の流れ方向に傾けて配置されるようにしてもよい。
【0068】
あるいは、上記実施形態において、冷菓XA1の供給元となる搬送装置として、バケットコンベア2を採用することに限定されず、サーボループ装置等を採用できる。サーボループ装置の詳細は、特開2000−053235号公報の図1等を参照されたい。
【0069】
あるいは、上記実施形態において、冷菓XA1の受入先となる搬送装置として、フィンガーコンベア4を採用することに限定されず、バーコンベア、サイドフィンガーコンベア、もしくはプレートコンベア等を採用できる。バーコンベアの詳細は、実開昭63−123403号公報の図1等を参照されたい。サイドフィンガーコンベアの詳細は、特開2001−010605号公報の図3等を参照されたい。プレートコンベアの詳細は、特開2011−006212号公報の段落[0024]および図3等を参照されたい。
【0070】
あるいは、上記実施形態において、冷菓XA1を包装する包装機として、ピロー包装機(図示省略)を採用することに限定されず、三方シール機、もしくは四方シール機等を採用できる。三方シール機の詳細は、特開2000−168743号公報の図3等を参照されたい。四方シール機の詳細は、特開平08−282731号公報の図4等を参照されたい。
【符号の説明】
【0071】
1 バイターライン
2 バケットコンベア
3 バケット
3a 搬送面
3b ガイド部
4 フィンガーコンベア
5 筐体
5a 搬送面
5b スリット
6 スプロケット
7 チェーン
8 フィンガー
9 ガイド部
10 供給装置
11 押しユニット
12 支持ユニット
13 第一のベルト(第一の環状走行体)
13a 進行領域
13b 退行領域
14,15 プーリ(第一の支持体)
16 押し部材
17 第二のベルト(第二の環状走行体)
17a 進行領域
17b 退行領域
18,19,20 プーリ(第二の支持体)
21 支持部材
XA1 冷菓
【技術分野】
【0001】
本発明は、物品を供給する供給装置に関する。
【背景技術】
【0002】
スティック型を呈するアイスクリーム等の冷菓を製造するバイターラインは、大別して、複数の冷菓をモールドでまとめて成型する工程と、成型された冷菓を順次搬送する工程と、搬送された冷菓をピロー包装機等の包装機で順次包装する工程と、等を備えている。
【0003】
冷菓の搬送は、複数のバケットからなるバケットコンベアと、バケットコンベアと直交するように配置された複数のフィンガーからなるフィンガーコンベアと、によって行われる(例えば、特許文献1参照)。
【0004】
バケットコンベアは、複数の冷菓をそれらの長手方向が流れ方向に直交するように流れ方向に並べて搬送し、フィンガーコンベアに供給する。バケットコンベアからフィンガーコンベアへの冷菓の供給は、バケットをフィンガーコンベアの方向に傾けて、冷菓を落下させることによって行われる。フィンガーコンベアは、複数の冷菓をそれらの長手方向が流れ方向に沿うように流れ方向に並べて搬送し、包装機に順次供給する。このように、互いに直交するように配置されたバケットコンベアおよびフィンガーコンベアを用いることで、冷菓を適切な姿勢で包装機に供給できる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実開平03−123806号公報(第1図(A)および第2図参照)
【発明の概要】
【発明が解決しようとする課題】
【0006】
このようなバイターラインでは、包装機の処理スピードを状況に応じて変化させることがある。この場合、包装機の処理スピードの変化に合わせ、バケットコンベアやフィンガーコンベアの走行スピードを変化させる。しかしながら、バケットコンベアやフィンガーコンベアの走行スピードを変化させた場合であっても、バケットコンベアからフィンガーコンベアへ冷菓を供給する際、バケットを傾けて冷菓を落下させているので、バケットに対する冷菓の溶着や滑り性の影響や冷菓の落下中にフィンガーコンベアの走行スピードが変化した場合において、走行スピードの変化したフィンガーコンベアに適切なタイミングで冷菓を供給できないおそれがある。このような問題は、冷菓の場合に限られず、その他の食品や日用品等の各種物品の場合に共通して存在する。
【0007】
本発明は、上記課題を鑑みてなされたものであり、適切なタイミングで物品を供給できる供給装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
(1)本発明は、物品を搬送する搬送装置の搬送面の上方に該搬送装置の流れ方向と交差するように配置される環状走行体であって、前記搬送装置の下流側に近付く方向で、かつ前記搬送面の側方に配置される受入先の方向に傾けた方向に走行する進行領域を有する環状走行体と、前記環状走行体の前記進行領域から前記搬送面に突出するように設けられ、前記環状走行体が走行することによって、前記搬送面上の物品を押し進める押し部材と、を備えることを特徴とする、供給装置である。
【0009】
本発明によれば、環状走行体が走行することによって、搬送面に対する物品の滑り性の影響とは無関係に、(特に、物品が冷菓の場合には、搬送面に対する冷菓の溶着の影響とは無関係に、)搬送面上の物品が押し部材に強制的に受入先に押し進められる。これにより、環状走行体の走行スピードを所望の値に変化させることで、適切なタイミングで物品を供給できるから、受入先の処理スピードの変化に対応できる。すなわち、受入先の処理スピードが変化した場合であっても、環状走行体の走行スピードを所望の値に変化させることで、搬送面上から受入先に物品を確実に供給できる。
【0010】
なお、環状走行体の走行スピードは、受入先の処理スピードに応じた搬送装置の走行スピードに対応させることになる。具体的に、環状走行体の走行スピードは、ベクトル分解後の搬送装置の流れ方向成分が、搬送装置の走行スピードと同一または同程度となるように設定することになる。ここでいう同程度とは、押し部材が搬送装置の搬送面を横切る際に、搬送面上の物品を押し進め続けることができなくなるまで、搬送装置に対してズレることがない程度のことをいう。
【0011】
(2)本発明はまた、前記搬送面は、前記受入先側が上方となるように傾けて配置され、前記環状走行体は、前記搬送面の傾きに応じて、前記受入先側が上方となるように傾けて配置されることを特徴とする、上記(1)に記載の供給装置である。
【0012】
上記発明によれば、傾けて配置された搬送面上に置かれた物品には、押し部材側に重力が掛かる。これにより、環状走行体が走行した場合、物品は押し部材と一体となって移動する。すなわち、押し部材に押し進められている物品が、押し部材から離れて、所望するタイミングより早く受入先に供給されることが防止される。
【0013】
(3)本発明はまた、前記環状走行体の前記進行領域から前記搬送面に突出するように設けられ、前記環状走行体が走行することによって、前記押し部材によって押し進められる前記搬送面上の物品に追従し、該物品を前記搬送装置の上流側から支持する支持部材を備えることを特徴とする、上記(1)または(2)に記載の供給装置である。
【0014】
上記発明によれば、物品における搬送装置の上流側、すなわち物品の側方が支持部材によって支持されるので、押し部材によって押される箇所を中心に物品が回転することが防止される。
【0015】
(4)本発明はまた、前記環状走行体として、前記複数の押し部材が設けられた第一の環状走行体と、前記第一の環状走行体に並設され、前記複数の支持部材が設けられた第二の環状走行体と、を備えることを特徴とする、上記(3)に記載の供給装置である。
【0016】
上記発明によれば、押し部材および支持部材の物品から離反するタイミングを個別に設計できる。これにより、物品の長さ、受入先の形状等の状況に応じた設計が可能となる。すなわち、支持部材の物品から離反するタイミングを、押し部材の物品から離反するタイミングよりも早めとなるように設計できる。例えば、支持部材が物品から離反する際に、旋回する支持部材の先端が物品と接触してしまう場合には、支持部材の物品から離反するタイミングを、押し部材の物品から離反するタイミングよりも早めとなるように設計することができる。
【0017】
(5)本発明はまた、前記第一の環状走行体が着脱可能に取り付けられる第一の支持体と、前記第二の環状走行体が着脱可能に取り付けられる第二の支持体と、を備え、前記第一の支持体に対する前記第一の環状走行体の取付け位置、または前記第二の支持体に対する前記第二の環状走行体の取付け位置に応じて、前記押し部材および前記支持部材の互いの間隔が変化することを特徴とする、上記(4)に記載の供給装置である。
【0018】
上記発明によれば、押し部材および支持部材の互いの間隔を変化させることで、種々の大きさの物品に対応できる。
【発明の効果】
【0019】
本発明の上記(1)〜(5)に記載の供給装置によれば、適切なタイミングで物品を供給できる。
【図面の簡単な説明】
【0020】
【図1】本発明に係る供給装置を備えるバイターラインにおける搬送工程の部分を示す上面図である。
【図2】(A)は、図1に示すバイターラインにおける搬送工程の部分をバケットコンベアの下流側から視た正面図であり、(B)は、(A)に示す押しユニットをバケットコンベアの下流側から視た正面図であり、(C)は、(A)に示す支持ユニットをバケットコンベアの下流側から視た正面図である。
【図3】図1に示すバイターラインにおける搬送工程の部分を示す上面図であり、バケットコンベアの走行スピードと、第一および第二のベルトの走行スピードと、の関係を示す。
【図4】(A)〜(C)は、図1に示すバイターラインにおける搬送工程の部分を示す上面図であり、供給装置の動作手順を示す。
【図5】(A)〜(C)は、図1に示すバイターラインにおける搬送工程の部分をバケットコンベアの下流側から視た正面図であり、供給装置の動作手順を示す。
【図6】(A)〜(C)は、図1に示す供給装置の上面図であり、押し部材および支持部材の互いの間隔の関係を種々のパターンに変化させた場合を示す。(A)は、以下の実施形態において説明する場合を示し、(B)は、(A)に示す場合から押し部材および支持部材の互いの間隔を小さく変化させた場合を示し、(C)は、(A)に示す場合から押し部材および支持部材の互いの間隔を大きく変化させた場合を示す。
【図7】別の形態の供給装置を、バケットコンベアのフィンガーコンベアとは反対の側方側から視た側面図である。
【発明を実施するための形態】
【0021】
以下、図面を参照して、本発明に係る供給装置について詳細に説明する。
【0022】
まず、図1〜図5を用いて供給装置10の構成について説明する。図1は、バイターライン1における搬送工程の部分を示す上面図である。図2(A)は、バイターライン1における搬送工程の部分をバケットコンベア2の下流側から視た正面図である。図2(B)は、押しユニット11をバケットコンベア2の下流側から視た正面図である。図2(C)は、支持ユニット12をバケットコンベア2の下流側から視た正面図である。図3は、バイターライン1における搬送工程の部分を示す上面図であり、バケットコンベア2の走行スピードと、第一および第二のベルト13,17の走行スピードと、の関係を示す。図4(A)〜(C)は、バイターライン1における搬送工程の部分を示す上面図であり、供給装置10の動作手順を示す。図5(A)〜(C)は、バイターライン1における搬送工程の部分をバケットコンベア2の下流側から視た正面図であり、供給装置10の動作手順を示す。なお、各図において、図面の簡略化のため、一部の構成要件の図示を適宜省略する。
【0023】
図1〜図5に示す供給装置10は、スティック型を呈するアイスクリーム等の冷菓XA1を製造するバイターライン1で使用される。バイターライン1は、冷菓XA1をモールド(図示省略)で成型する工程と、成型された冷菓XA1を搬送する工程(搬送工程ということもある。)と、搬送された冷菓XA1をピロー包装機(図示省略)で包装する工程と、等を備えている。なお、本実施形態では、冷菓XA1を搬送する場合を例に説明するが、本発明は、その他の食品や日用品等の各種物品を搬送する場合に適用できる。ピロー包装機の詳細は、特開2009−137628号公報の図2および図3等を参照されたい。
【0024】
バイターライン1における搬送工程には、バケットコンベア2と、フィンガーコンベア4と、本発明に係る供給装置10と、が設けられている。
【0025】
バケットコンベア2は、一列に並べられた複数のバケット3を備えている。各バケット3は、搬送面3aと、この搬送面3aにおけるバケットコンベア2の下流側(図1、図3および図4における下方側、図2および図5における手前側)から、フィンガーコンベア4とは反対の側方側(図1〜図5における左側)に延びるL字型のガイド部3bと、を備えている。搬送面3aには、バケットコンベア2の上流において、先の工程から冷菓XA1が置かれる。ガイド部3bは、搬送面3aに置かれた冷菓XA1をガイドする。各バケット3は、搬送面3aのフィンガーコンベア4側(図1〜図5における右側)が上方となるように傾けて配置され、スプロケットおよび環状のチェーン(いずれも図示省略)によって走行する。
【0026】
このようなバケットコンベア2は、先の工程から引き継いだ複数の冷菓XA1を、それらの長手方向が流れ方向に直交するように各バケット3に個別に収容して搬送する。
【0027】
フィンガーコンベア4は、バケットコンベア2の下流において、バケットコンベア2と直交するように、バケットコンベア2の側方からピロー包装機(図示省略)に向けて配置される。このフィンガーコンベア4は、バケット3の搬送面3aに連続する搬送面5aを備える筐体5と、この筐体5内に収容されたスプロケット6および環状のチェーン7と、搬送面5aに形成されたスリット5bから搬送面5a上に突出するようにチェーン7に取り付けられ、チェーン7と共に走行する複数のフィンガー8と、搬送面5aにおけるスリット5bに沿って設けられたガイド部9と、を備えている。
【0028】
搬送面5aは、バケットコンベア2側(図1〜図5における左側)が下方となり、ピロー包装機(図示省略)側(図1〜図5における右側)が上方となるように傾けて配置されている。スリット5bは、フィンガー8が突出可能な幅を有し、バケットコンベア2側の上流からピロー包装機側の下流までの長さを有する。スプロケット6は、上流側および下流側の少なくとも2箇所に回転可能に配置されている。このスプロケット6は、モータ等の動力源(図示省略)に接続され、その動力源からの動力によって回転し、チェーン7を走行させる。チェーン7は、上流側および下流側において、スプロケット6に引っ掛けられている。このチェーン7は、スプロケット6の回転により走行する。フィンガー8は、チェーン7と共に走行することで、搬送面5a上の冷菓XA1を、バケットコンベア2側からピロー包装機に向けて押し進める。
【0029】
このようなフィンガーコンベア4は、バケットコンベア2から引き継いだ複数の冷菓XA1を、それらの長手方向が流れ方向に沿うように流れ方向に並べて搬送する。
【0030】
供給装置10は、バケットコンベア2の下流において、バケットコンベア2で搬送された冷菓XA1を、強制的にフィンガーコンベア4の上流に供給する。この供給装置10は、バケットコンベア2の搬送面3a上の冷菓XA1を、フィンガーコンベア4の搬送面5a上に押し進める押しユニット11と、この押しユニット11に押し進められる冷菓XA1を支持する支持ユニット12と、の2つのユニットから構成される。
【0031】
押しユニット11は、バケットコンベア2の搬送面3aの上方からフィンガーコンベア4の搬送面5aの上方にわたって、バケットコンベア2の流れ方向と斜めに交差するように配置される環状の第一のベルト13と、押しユニット11の上流側(図1〜図5における左側)および下流側(図1〜図5における右側)の合計2箇所に回転可能に配置され、第一のベルト13が引っ掛けられるプーリ14,15と、第一のベルト13の外周面に設けられ、バケットコンベア2の搬送面3a上の冷菓XA1を押し進める複数の押し部材16と、を備えている。
【0032】
支持ユニット12は、押しユニット11と並設するように、バケットコンベア2の搬送面3aの上方からフィンガーコンベア4の搬送面5aの上方にわたって、バケットコンベア2の流れ方向と斜めに交差するように配置される環状の第二のベルト17と、支持ユニット12の上流側(図1〜図5における左側)、中間箇所、および下流側(図1〜図5における右側)の合計3箇所に回転可能に配置され、第二のベルト17が引っ掛けられるプーリ18,19,20と、第二のベルト17の外周面に設けられ、押しユニット11に押し進められる冷菓XA1を支持する支持部材21と、を備えている。
【0033】
以下、押しユニット11および支持ユニット12の各構成要件を説明する。なお、各構成要件の動作は、図示を省略する制御装置によって統括的に制御される。
【0034】
(第一のベルト)第一のベルト13は、バケットコンベア2の下流側(図1、図3および図4における下方側、図2および図5における手前側)に近付く方向で、かつフィンガーコンベア4の方向(図1〜図5における右方向)に傾けた方向(図1、図3および図4における右下方向、図2および図5における右手前方向)に走行する進行領域13aと、バケットコンベア2の上流側(図1、図3および図4における上方側、図2および図5における奥側)に近付く方向で、かつフィンガーコンベア4と反対の方向(図1〜図5における左方向)に傾けた方向(図1、図3および図4における左上方向、図2および図5における左奥方向)に走行する退行領域13bと、が無端で連結されて循環するように走行する第一の環状走行体である。
【0035】
具体的に、第一のベルト13は、押しユニット11の上流側(図1〜図5における左側)に配置されたプーリ14の下部から、押しユニット11の下流側(図1〜図5における右側)に配置されたプーリ15の下部に進行領域13aが延びて、プーリ15で折り返す。また、プーリ15の上部からプーリ14の上部に退行領域13bが延びて、プーリ14で折り返す。この第一のベルト13は、バケットコンベア2の搬送面3aの傾きに応じて、フィンガーコンベア4側が上方となるように傾けて配置されている。
【0036】
第一のベルト13の内周面には、全域にわたって複数の凹凸(図示省略)が形成されている。この凹凸は、第一のベルト13がプーリ14,15に引っ掛けられている場合に、後述するプーリ14、15の凹凸(図示省略)と噛み合う。凹凸が噛み合っていることで、プーリ14,15のいずれかの回転により、第一のベルト13が走行する。
【0037】
第一のベルト13の走行スピードは、ベクトル分解後のバケットコンベア2の流れ方向成分が、バケットコンベア2の走行スピードと同一または同程度となるように設定されている。ここでいう同程度とは、押し部材16がバケットコンベア2の搬送面3aを横切る際に、搬送面3a上の冷菓XA1を押し進め続けることができなくなるまで、バケットコンベア2に対してズレることがない程度のことをいう。
【0038】
(プーリ)プーリ14,15は、第一のベルト13が着脱可能に取り付けられる第一の支持体である。プーリ14,15の外周には、全域にわたって複数の凹凸(図示省略)が形成されている。この凹凸は、各プーリ14,15に第一のベルト13が引っ掛けられている場合に、第一のベルト13の凹凸(図示省略)と噛み合う。プーリ14,15は、第一のベルト13との組合せで用いられる。これらプーリ14,15のうち少なくとも一つがモータ等の動力源(図示省略)に接続され、その動力源からの動力によって回転し、第一のベルト13を走行させる。プーリ14,15のうち、動力源に接続されていないものは、第一のベルト13の走行と共に回転する。
【0039】
(押し部材)複数(本実施形態では4個)の押し部材16は、所定の一定の間隔で第一のベルト13の外周面に対し、直交するように設けられている。これら複数の押し部材16は、進行領域13aにおいて、バケットコンベア2の搬送面3aに向けて突出する。各押し部材16は、第一のベルト13が走行することによって、バケットコンベア2の搬送面3a上の冷菓XA1を、フィンガーコンベア4の搬送面5a上に押し進める。
【0040】
(第二のベルト)第二のベルト17は、バケットコンベア2の下流側(図1、図3および図4における下方側、図2および図5における手前側)に近付く方向で、かつフィンガーコンベア4の方向(図1〜図5における右方向)に傾けた方向(図1、図3および図4における右下方向、図2および図5における右手前方向)に走行する進行領域17aと、バケットコンベア2の上流側(図1、図3および図4における上方側、図2および図5における奥側)に近付く方向で、かつフィンガーコンベア4と反対の方向(図1〜図5における左方向)に傾けた方向(図1、図3および図4における左上方向、図2および図5における左奥方向)に走行する退行領域17bと、が無端で連結されて循環するように走行する第二の環状走行体である。
【0041】
具体的に、第二のベルト17は、支持ユニット12の上流側(図1〜図5における左側)に配置されたプーリ18の下部から、支持ユニット12の中間箇所に配置されたプーリ19の下部を経由して、支持ユニット12の下流側(図1〜図5における右側)に配置されたプーリ20の下部に進行領域17aが延びて、プーリ20で折り返す。また、プーリ20の上部からプーリ18の上部に退行領域17bが延びて、プーリ18で折り返す。この第二のベルト17は、バケットコンベア2の搬送面3aの傾きに応じて、フィンガーコンベア4側が上方となるように傾けて配置されている。
【0042】
第二のベルト17は、バケットコンベア2の下流において、第一のベルト13に並設されている。第二のベルト17は、第一のベルト13と比較して、バケットコンベア2の上流側に配置されている。
【0043】
第一および第二のベルト13,17は、互いに長さが同一である。ただし、フィンガーコンベア4の搬送面5aの上方において、第二のベルト17の進行領域17aが、第一のベルト13の進行領域13aと比較して、搬送面5aから早く離反するように配置されている。
【0044】
また、第一および第二のベルト13,17は、互いに連動して走行し、速度が同一である。具体的に、第二のベルト17の走行スピードは、ベクトル分解後のバケットコンベア2の流れ方向成分が、バケットコンベア2の走行スピードと同一または同程度となるように設定されている。ここでいう同程度とは、支持部材21がバケットコンベア2の搬送面3aを横切る際に、搬送面3a上の冷菓XA1を支持できなくなるまで、バケットコンベア2に対してズレることがない程度のことをいう。
【0045】
第二のベルト17の内周面には、全域にわたって複数の凹凸(図示省略)が形成されている。この凹凸は、第二のベルト17がプーリ18〜20に引っ掛けられている場合に、後述するプーリ18〜20の凹凸(図示省略)と噛み合う。凹凸が噛み合っていることで、プーリ18〜20のいずれかの回転により、第二のベルト17が走行する。
【0046】
(プーリ)プーリ18〜20は、第二のベルト17が着脱可能に取り付けられる第二の支持体である。プーリ18〜20の外周には、全域にわたって複数の凹凸(図示省略)が形成されている。この凹凸は、各プーリ18〜20に第二のベルト17が引っ掛けられている場合に、第二のベルト17の凹凸(図示省略)と噛み合う。プーリ18〜20は、第二のベルト17との組合せで用いられる。これらプーリ18〜20のうち少なくとも一つがモータ等の動力源(図示省略)に接続され、その動力源からの動力によって回転し、第二のベルト17を走行させる。プーリ18〜20のうち、動力源に接続されていないものは、第二のベルト17の走行と共に回転する。
【0047】
(支持部材)複数(本実施形態では4個)の支持部材21は、所定の一定の間隔で第二のベルト17の外周面に対し、直交するように設けられている。これら複数の支持部材21は、進行領域17aにおいて、バケットコンベア2の搬送面3aに向けて突出する。各支持部材21は、第二のベルト17が走行することによって、搬送面3a上を押し部材16によって押し進められる冷菓XA1に追従し、その冷菓XA1を、バケットコンベア2の上流側(図1、図3および図4における上方側、図2および図5における奥側)から支持する。
【0048】
次に、バイターライン1における搬送工程に設けられた各構成要件の動作手順について、図4および図5に基づいて説明する。
【0049】
第一のベルト13は、所望の一定のスピードで走行する。第一のベルト13が走行することによって、進行領域13aにおける押し部材16は、バケットコンベア2の搬送面3aの上方において、バケットコンベア2の下流側(図1、図3および図4における下方側、図2および図5における手前側)に近付く方向で、かつフィンガーコンベア4の方向(図1〜図5における右方向)に傾けた方向(図1、図3および図4における右下方向、図2および図5における右手前方向)に走行する。進行領域13aにおいて走行する押し部材16は、走行するバケットコンベア2の搬送面3a上の冷菓XA1を、フィンガーコンベア4の搬送面5a上に押し進める(図4(A)→図4(B)、図5(A)→図5(B)参照)。
【0050】
第二のベルト17は、第一のベルト13に連動して、所望の一定のスピードで走行する。第二のベルト17が走行することによって、進行領域17aにおける支持部材21は、バケットコンベア2の搬送面3aの上方において、バケットコンベア2の下流側(図1、図3および図4における下方側、図2および図5における手前側)に近付く方向で、かつフィンガーコンベア4の方向(図1〜図5における右方向)に傾けた方向(図1、図3および図4における右下方向、図2および図5における右手前方向)に走行する。進行領域13aにおいて走行する支持部材21は、走行するバケットコンベア2の搬送面3a上を押し部材16によって押し進められる冷菓XA1に追従し、その冷菓XA1を、バケットコンベア2の上流側(図1、図3および図4における上方側、図2および図5における奥側)から支持する(図4(A)→図4(B)、図5(A)→図5(B)参照)。
【0051】
フィンガーコンベア4の搬送面5aの上方に到達した支持部材21は、押し部材16に先立って上方に移動して、冷菓XA1から離反する(図5(B)参照)。支持部材21が離反した冷菓XA1は、フィンガーコンベア4のガイド部9によって、バケットコンベア2の上流側(図1、図3および図4における上方側、図2および図5における奥側)から支持される。
【0052】
フィンガーコンベア4のフィンガー8は、搬送面5a上を下流側(図1〜図5における右側)に走行する。搬送面5a上を走行するフィンガー8は、フィンガーコンベア4の搬送面5a上に到達した冷菓XA1を、押し部材16と共に、フィンガーコンベア4の下流側(図1〜図5における右側)に押し進める(図4(B)および図5(B)参照)。
【0053】
その後、押し部材16は、支持部材21に続いて上方に移動して、冷菓XA1から離反する(図示省略)。押し部材16が離反した冷菓XA1は、フィンガーコンベア4のフィンガー8のみによって、フィンガーコンベア4の下流側(図1〜図5における右側)に押し進められる(図4(C)および図5(C)参照)。
【0054】
次に、押し部材16および支持部材21の互いの間隔による影響について、図6に基づいて説明する。図6(A)〜図6(B)は、供給装置10の上面図であり、押し部材16および支持部材21の互いの間隔の関係を種々のパターンに変化させた場合を示す。具体的に、図6(A)は、上記実施形態の場合を示す。図6(B)は、図6(A)に示す場合から押し部材16および支持部材21の互いの間隔を小さく変化させた場合を示す。図6(C)は、図6(A)に示す場合から押し部材16および支持部材21の互いの間隔を大きく変化させた場合を示す。
【0055】
図6(B)に示すように、上記実施形態の場合と比較して押し部材16および支持部材21の互いの間隔を小さくした場合、押し部材16によって確実に押せる冷菓XA1の幅(図面における斜線部の縦方向の長さ)が、上記実施形態の場合よりも大きくなり、支持部材21によって確実に支持できる冷菓XA1の長さ(図面における斜線部の横方向の長さ)が、上記実施形態の場合よりも小さくなる。
【0056】
図6(C)に示すように、上記実施形態の場合と比較して押し部材16および支持部材21の互いの間隔を大きくした場合、押し部材16によって確実に押せる冷菓XA1の幅(図面における斜線部の縦方向の長さ)が、上記実施形態の場合よりも小さくなり、支持部材21によって確実に支持できる冷菓XA1の長さ(図面における斜線部の横方向の長さ)が、上記実施形態の場合よりも大きくなる。
【0057】
なお、実際には、押し部材16によって押せる冷菓XA1の幅は、図面における斜線部の縦方向の長さよりも大きい。また、実際には、支持部材21によって支持できる冷菓XA1の長さは、図面における斜線部の横方向の長さよりも大きい(図4(A)参照)。
【0058】
このように、供給装置10によれば、第一のベルト13が走行することによって、バケットコンベア2の搬送面3aに対する冷菓XA1の溶着や滑り性の影響とは無関係に、搬送面3a上の冷菓XA1が押し部材16に強制的にフィンガーコンベア4の搬送面5a上に押し進められる。これにより、第一のベルト13の走行スピードを所望の値に変化させることで、適切なタイミングで冷菓XA1を供給できるから、フィンガーコンベア4の走行スピードの変化に対応できる。すなわち、フィンガーコンベア4の走行スピードが変化した場合であっても、第一のベルト13の走行スピードを所望の値に変化させることで、バケットコンベア2の搬送面3a上からフィンガーコンベア4の搬送面5a上に冷菓XA1を確実に供給できる。
【0059】
また、傾けて配置されたバケットコンベア2の搬送面3a上に置かれた冷菓XA1には、押し部材16側に重力が掛かる。これにより、第一のベルト13が走行した場合、冷菓XA1は押し部材16と一体となって移動する。すなわち、押し部材16に押し進められている冷菓XA1が、押し部材16から離れて、所望するタイミングより早くフィンガーコンベア4の搬送面5a上に供給されることが防止される。
【0060】
さらに、冷菓XA1におけるバケットコンベア2の上流側、すなわち、冷菓XA1の側方が支持部材21によって支持されるので、押し部材16によって押される箇所を中心に冷菓XA1が回転することが防止される。
【0061】
そして、押しユニット11および支持ユニット12が独立しているから、第一および第二のベルト13,17の長さを個別に設計できる。すなわち、押し部材16および支持部材21の物品XA1から離反するタイミングを個別に設計できる。これにより、フィンガーコンベア4の形状等の状況に応じた設計が可能となる。例えば、本実施形態のように、フィンガーコンベア4の搬送面5a上において冷菓XA1を押し進める必要があると共に、冷菓XA1の側方を支持することが不要な場合(図5(B)参照)、各ベルト13,17のフィンガーコンベア4の搬送面5a上における長さを、第二のベルト17の長さを第一のベルト13の長さよりも短く設計できる。すなわち、支持部材21の冷菓XA1から離反するタイミングを、押し部材16の冷菓XA1から離反するタイミングよりも早めとなるように設計できる。
【0062】
次いで、第一のベルト13がプーリ14,15に着脱可能に取り付けられ、第二のベルト17がプーリ18〜20に着脱可能に取り付けられるので、プーリ14,15に対する第一のベルト13の取付け位置、またはプーリ18〜20に対する第二のベルト17の取付け位置に応じて、押し部材16および支持部材21の互いの間隔が変化する。押し部材16および支持部材21の互いの間隔を変化させることで、種々の大きさの冷菓XA1に対応できる。
【0063】
また、冷菓XA1の長さを変更した場合であっても、押し部材16および支持部材21の互いの間隔を変更することによって、冷菓XA1を確実に支持することができる。
【0064】
本発明は、上記実施形態に限られるものではなく、その趣旨および技術思想を逸脱しない範囲で種々の変形が可能である。
【0065】
すなわち、上記実施形態において、押しユニット11および支持ユニット12を一体のものとして備えるようにしてもよい。すなわち、第一および第二のベルト13,17を、一つのベルトで構成するようにしてもよい。
【0066】
あるいは、上記実施形態において、各構成要件の数量、形状、大きさは適宜変更できる。例えば、プーリ14,15,18〜20の数量が挙げられる。また、押し部材16や支持部材21の数量が挙げられる。この場合、押し部材16および支持部材21は、それぞれが同じ数量であり、各押し部材16の間隔、および各支持部材21の間隔が、それぞれ一定であることが要件となる。
【0067】
あるいは、上記実施形態において、第一および第二のベルト13,17は、バケットコンベア2の搬送面3aと平行に配置されているが、図7に示すように、バケットコンベア2の流れ方向に傾けて配置されるようにしてもよい。
【0068】
あるいは、上記実施形態において、冷菓XA1の供給元となる搬送装置として、バケットコンベア2を採用することに限定されず、サーボループ装置等を採用できる。サーボループ装置の詳細は、特開2000−053235号公報の図1等を参照されたい。
【0069】
あるいは、上記実施形態において、冷菓XA1の受入先となる搬送装置として、フィンガーコンベア4を採用することに限定されず、バーコンベア、サイドフィンガーコンベア、もしくはプレートコンベア等を採用できる。バーコンベアの詳細は、実開昭63−123403号公報の図1等を参照されたい。サイドフィンガーコンベアの詳細は、特開2001−010605号公報の図3等を参照されたい。プレートコンベアの詳細は、特開2011−006212号公報の段落[0024]および図3等を参照されたい。
【0070】
あるいは、上記実施形態において、冷菓XA1を包装する包装機として、ピロー包装機(図示省略)を採用することに限定されず、三方シール機、もしくは四方シール機等を採用できる。三方シール機の詳細は、特開2000−168743号公報の図3等を参照されたい。四方シール機の詳細は、特開平08−282731号公報の図4等を参照されたい。
【符号の説明】
【0071】
1 バイターライン
2 バケットコンベア
3 バケット
3a 搬送面
3b ガイド部
4 フィンガーコンベア
5 筐体
5a 搬送面
5b スリット
6 スプロケット
7 チェーン
8 フィンガー
9 ガイド部
10 供給装置
11 押しユニット
12 支持ユニット
13 第一のベルト(第一の環状走行体)
13a 進行領域
13b 退行領域
14,15 プーリ(第一の支持体)
16 押し部材
17 第二のベルト(第二の環状走行体)
17a 進行領域
17b 退行領域
18,19,20 プーリ(第二の支持体)
21 支持部材
XA1 冷菓
【特許請求の範囲】
【請求項1】
物品を搬送する搬送装置の搬送面の上方に該搬送装置の流れ方向と交差するように配置される環状走行体であって、前記搬送装置の下流側に近付く方向で、かつ前記搬送面の側方に配置される受入先の方向に傾けた方向に走行する進行領域を有する環状走行体と、
前記環状走行体の前記進行領域から前記搬送面に突出するように設けられ、前記環状走行体が走行することによって、前記搬送面上の物品を押し進める押し部材と、を備えることを特徴とする、
供給装置。
【請求項2】
前記搬送面は、前記受入先側が上方となるように傾けて配置され、
前記環状走行体は、前記搬送面の傾きに応じて、前記受入先側が上方となるように傾けて配置されることを特徴とする、
請求項1に記載の供給装置。
【請求項3】
前記環状走行体の前記進行領域から前記搬送面に突出するように設けられ、前記環状走行体が走行することによって、前記押し部材によって押し進められる前記搬送面上の物品に追従し、該物品を前記搬送装置の上流側から支持する支持部材を備えることを特徴とする、
請求項1または2に記載の供給装置。
【請求項4】
前記環状走行体として、
前記複数の押し部材が設けられた第一の環状走行体と、
前記第一の環状走行体に並設され、前記複数の支持部材が設けられた第二の環状走行体と、を備えることを特徴とする、
請求項3に記載の供給装置。
【請求項5】
前記第一の環状走行体が着脱可能に取り付けられる第一の支持体と、
前記第二の環状走行体が着脱可能に取り付けられる第二の支持体と、を備え、
前記第一の支持体に対する前記第一の環状走行体の取付け位置、または前記第二の支持体に対する前記第二の環状走行体の取付け位置に応じて、前記押し部材および前記支持部材の互いの間隔が変化することを特徴とする、
請求項4に記載の供給装置。
【請求項1】
物品を搬送する搬送装置の搬送面の上方に該搬送装置の流れ方向と交差するように配置される環状走行体であって、前記搬送装置の下流側に近付く方向で、かつ前記搬送面の側方に配置される受入先の方向に傾けた方向に走行する進行領域を有する環状走行体と、
前記環状走行体の前記進行領域から前記搬送面に突出するように設けられ、前記環状走行体が走行することによって、前記搬送面上の物品を押し進める押し部材と、を備えることを特徴とする、
供給装置。
【請求項2】
前記搬送面は、前記受入先側が上方となるように傾けて配置され、
前記環状走行体は、前記搬送面の傾きに応じて、前記受入先側が上方となるように傾けて配置されることを特徴とする、
請求項1に記載の供給装置。
【請求項3】
前記環状走行体の前記進行領域から前記搬送面に突出するように設けられ、前記環状走行体が走行することによって、前記押し部材によって押し進められる前記搬送面上の物品に追従し、該物品を前記搬送装置の上流側から支持する支持部材を備えることを特徴とする、
請求項1または2に記載の供給装置。
【請求項4】
前記環状走行体として、
前記複数の押し部材が設けられた第一の環状走行体と、
前記第一の環状走行体に並設され、前記複数の支持部材が設けられた第二の環状走行体と、を備えることを特徴とする、
請求項3に記載の供給装置。
【請求項5】
前記第一の環状走行体が着脱可能に取り付けられる第一の支持体と、
前記第二の環状走行体が着脱可能に取り付けられる第二の支持体と、を備え、
前記第一の支持体に対する前記第一の環状走行体の取付け位置、または前記第二の支持体に対する前記第二の環状走行体の取付け位置に応じて、前記押し部材および前記支持部材の互いの間隔が変化することを特徴とする、
請求項4に記載の供給装置。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−197156(P2012−197156A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−63619(P2011−63619)
【出願日】平成23年3月23日(2011.3.23)
【出願人】(000206093)大森機械工業株式会社 (138)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月23日(2011.3.23)
【出願人】(000206093)大森機械工業株式会社 (138)
【Fターム(参考)】
[ Back to top ]