
便座の製造方法とそれを使用した便座
【課題】接合部の強度と防水性能の高い便座の製造方法を提供する。
【解決手段】金属製の上部便座ケーシング310と樹脂製の下部便座ケーシング320の相互の外周縁と内周縁の先端が当接するように積層し、電磁誘導加熱装置510により上部便座ケーシング310の外周縁と内周縁を発熱させることにより下部便座ケーシング320の外周縁と内周縁の少なくとも一部を溶融し、押圧装置520により上部便座ケーシング310を下部便座ケーシング320に押圧することにより、上部便座ケーシング310と下部便座ケーシング320の外周縁と内周縁を溶着する。
【解決手段】金属製の上部便座ケーシング310と樹脂製の下部便座ケーシング320の相互の外周縁と内周縁の先端が当接するように積層し、電磁誘導加熱装置510により上部便座ケーシング310の外周縁と内周縁を発熱させることにより下部便座ケーシング320の外周縁と内周縁の少なくとも一部を溶融し、押圧装置520により上部便座ケーシング310を下部便座ケーシング320に押圧することにより、上部便座ケーシング310と下部便座ケーシング320の外周縁と内周縁を溶着する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は便座装置等に使用する便座の製造方法に関するものである。
【背景技術】
【0002】
従来、この種の便座の製造方法は、樹脂製の下ケースの内周縁と外周縁の所定箇所に係止用の爪状突起と位置決め用のリブ状突起とを所定の間隔を設けて形成し、金属製の上ケースには内周縁と外周縁の略全周を水平方向に屈曲させて接合片を形成し、接合片のリブ状突起に対応する位置には固定穴を形成し、下ケースと上ケースを対向させて、下ケースのリブ状突起を上ケースの固定穴に挿入して人力で押圧することにより、上ケースの接合片が下ケースの爪状突起と係合して上ケースと下ケースが一体化できる。また、下ケースの内周縁と外周縁には溝が形成されており溝にチューブ状のシール材を予め挿入しておくことにより、上ケースと下ケースの接合部はシール材でシールされ防水機能が付与されている(例えば、特許文献1参照)。
【0003】
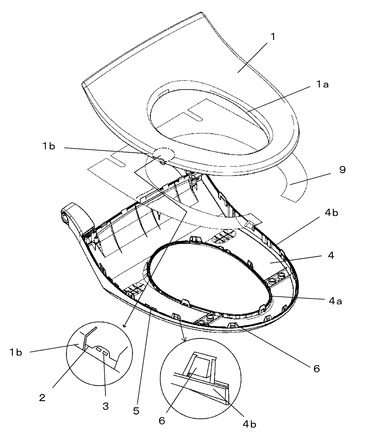
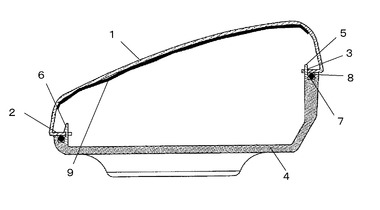
図10は、特許文献1に記載された従来の便座の製造方法を示すもので組み立て前の状態を示すものであり、図11は便座の組み立て後の断面を示すものである。図に示すように、上ケース1の内周縁1aと外周縁1bには接合片2が形成されており、接合片2の所定箇所には固定穴3が開口している。下ケース4の内周縁4aと外周縁4bには所定箇所に爪状突起5とリブ状突起6が形成されている。また、下ケース4の内周縁4aと外周縁4bには溝7が形成されており、溝7にはシール材8が挿入されている。また上ケース1の内面には便座ヒータ9が接着されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−104762号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、前記従来の構成および製造方法では、上ケースと下ケースとの結合は接合片と爪状突起との係合により成されるものであり、しかも人力により組み立て作業を行うため、部品の寸法精度や作業者の作業内容により、接合部の強度や接合状態にバラツキが発生しやすく、便座に着座した使用者の体重により接合部が微妙に動くことにより異音が発生する使用上の不都合や、接合部に隙間が生じて防水性能が低下して漏電が発生する安全面での不都合や、隙間にごみが付着することにより発生する衛生面での不都合など、未だ改善の余地があった。
【0006】
本発明は、前記従来の課題を解決するもので、接合部の強度と防水性能の高い便座を簡単な設備を使用して実施する便座の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記従来の課題を解決するために、本発明の便座の製造方法は、金属を含む材料で形成した環状の上部便座ケーシングと、樹脂材料で形成した環状の下部便座ケーシングと、を含み、上部便座ケーシングの外周部と内周部は下方に向けて屈曲した外周縁と内周縁とを備え、下部便座ケーシングの外周部と内周部は上方に向けて屈曲した外周縁と内周縁とを備え、上部便座ケーシングと下部便座ケーシングの相互の外周縁と内周縁の先端が当接するように積層し、上部便座ケーシングの外周縁と内周縁に近接して電磁誘導加熱装置を設置し、電磁誘導加熱装置により上部便座ケーシングの外周縁と内周縁を発熱させることに
より下部便座ケーシングの外周縁と内周縁の一部を溶融し、押圧装置により上部便座ケーシングを下部便座ケーシングに押圧することにより、下部便座ケーシングの溶融した外周縁と内周縁に上部便座ケーシングの外周縁と内周縁を嵌入した後、冷却固化することにより、上部便座ケーシングと下部便座ケーシングを接合する便座の製造方法である。
【0008】
これにより、上部便座ケーシングと下部便座ケーシングの内周縁と外周縁は樹脂により溶着接合されるため、強い接合強度が得られるとともに、接合部は完全な密着構造となるため高い防水性能を得ることができ、このような接合性能の高い便座を電磁誘導加熱装置と押圧装置という簡単な設備使用して実施することができる。
【発明の効果】
【0009】
本発明の便座の製造方法は簡単な製造設備を使用して接合性能の高い便座を製造することができる。
【図面の簡単な説明】
【0010】
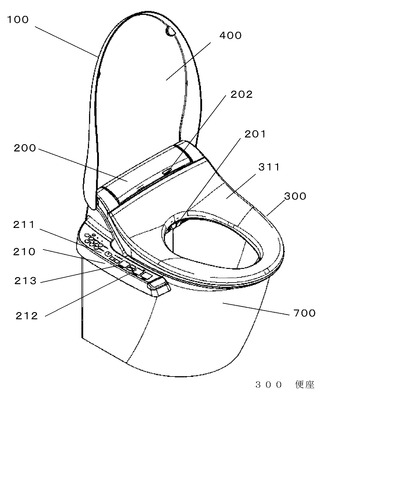
【図1】本発明の実施の形態1における便座の製造方法で製造した便座を搭載した便座装置の外観を示す斜視図
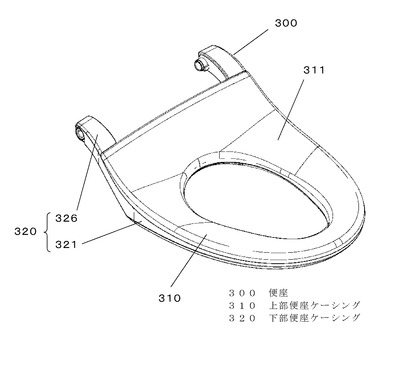
【図2】本発明の実施の形態1における便座の完成状態の外観を示す斜視図
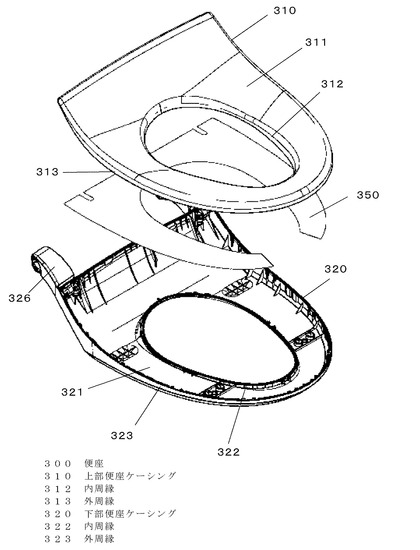
【図3】本発明の実施の形態1における便座の部材構成を示す斜視図
【図4】同便座の上部便座ケーシングと下部便座ケーシングの部品状態の要部断面を示す斜視図
【図5】同便座の上部便座ケーシングと下部便座ケーシングの組み合せ状態の要部断面を示す斜視図
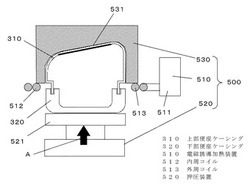
【図6】本発明の実施の形態1における便座の接合設備を示す模式図
【図7】本発明の実施の形態1における便座の完成状態を示す断面図
【図8】本発明の実施の形態2における便座の部品状態の要部断面を示す斜視図
【図9】本発明の実施の形態3における便座の部品状態の要部断面を示す斜視図
【図10】従来の便座の製造方法における便座の部品状態を示す斜視図
【図11】従来の便座の製造方法における便座の完成状態を示す断面図
【発明を実施するための形態】
【0011】
第1の発明は、金属を含む材料で形成した環状の上部便座ケーシングと、樹脂材料で形成した環状の下部便座ケーシングと、を含み、前記上部便座ケーシングの外周部と内周部は下方に向けて屈曲した外周縁と内周縁とを備え、前記下部便座ケーシングの外周部と内周部は上方に向けて屈曲した外周縁と内周縁とを備え、前記上部便座ケーシングと前記下部便座ケーシングの相互の前記外周縁と前記内周縁の先端が当接するように積層し、前記上部便座ケーシングの前記外周縁と前記内周縁に近接して電磁誘導加熱装置を設置し、前記電磁誘導加熱装置により前記上部便座ケーシングの前記外周縁と前記内周縁を発熱させることにより前記下部便座ケーシングの前記外周縁と前記内周縁の一部を溶融し、押圧装置により前記上部便座ケーシングを前記下部便座ケーシングに押圧することにより、前記下部便座ケーシングの溶融した前記外周縁と前記内周縁に前記上部便座ケーシングの前記外周縁と前記内周縁を嵌入した後、冷却固化することにより、前記上部便座ケーシングと前記下部便座ケーシングを接合する便座の製造方法である。
【0012】
これにより、上部便座ケーシングと下部便座ケーシングの内周縁と外周縁は樹脂により溶着接合されるため、強い接合強度が得られるとともに、接合部は完全な密着構造となるため高い防水性能を得ることができ、このような接合性能の高い便座を電磁誘導加熱装置と押圧装置という簡単な設備使用して実施することができる。
【0013】
第2の発明は、特に、第1の発明において、前記電磁誘導加熱装置は、前記上部便座ケ
ーシングの前記外周縁と前記内周縁の先端部に近接して周回する加熱コイルを備えたものである。
【0014】
これにより、溶着接合する上部便座ケーシングの外周縁と内周縁の先端部のみを加熱することができるため、上部便座ケーシングの他の部分を高温に曝すことが抑制できるため、変形や変質が発生することを抑制することができる。
【0015】
第3の発明は、特に第1または第2の発明において、前記上部便座ケーシングの前記外周縁と前記内周縁の少なくとも一方に、接合後の前記上部便座ケーシングと前記下部便座ケーシングの離脱を防止するアンカー部を備えたものである。
【0016】
これにより、上部便座ケーシングと下部便座ケーシングの接合強度をより高めることができる。
【0017】
第4の発明は、特に第3の発明において、前記アンカー部は、前記上部便座ケーシングの前記外周縁と前記内周縁に横方向に突出した突出部で構成したものである。
【0018】
これにより、簡単な構造でアンカー部を形成することができ、上部便座ケーシングと下部便座ケーシングの接合強度を容易に高めることができる。
【0019】
第5の発明は、特に第3の発明において、前記アンカー部は、前記上部便座ケーシングの前記外周縁と前記内周縁の複数箇所に設けた貫通孔で構成したものである。
【0020】
これにより、簡単な構造でアンカー部を形成することができ、特に樹脂が貫通孔を貫通して接合するため接合部の信頼性を向上することができる。
【0021】
第6の発明は、特に第1〜第5のいずれか1つの発明において、前記下部便座ケーシングの前記外周縁と前記内周縁の少なくとも一部の端面に、前記上部便座ケーシングの外周縁と内周縁の少なくとも一部が挿入できる挿入溝があらかじめ形成されたものである。
【0022】
これにより、上部便座ケーシングと下部便座ケーシングとの位置あわせが容易となり、製造効率と組み立て精度を向上することができる。
【0023】
第7の発明は、金属製の前記上部便座ケーシングと、樹脂材料で成型した前記下部便座ケーシングとを備え、第1〜第6のいずれか1つの便座の製造方法で製造した便座である。
【0024】
これにより、簡単な製造方法で接合強度と防水性能の高い便座を得ることができる。
【0025】
第8の発明は、特に第7の発明において、前記上部便座ケーシングの裏面に便座ヒータを設置したものである。
【0026】
これにより、暖房便座等に使用する高品質の便座を製造することができる。
【0027】
(実施の形態1)
図1は本実施の形態における便座の製造方法で製造した便座を搭載した便座装置の外観を示す斜視図である。
【0028】
<1>便座装置の構成
図1に示すように、便座装置100は、本体200、便座300、便蓋400により構
成され、便器700の上面に設置される。
【0029】
本体200には、便座300および便蓋400が回動機構を介して開閉可能に取り付けられている。図1に示すように便蓋400を開放した状態においては、便蓋400は便座装置100の最後部に位置するように起立し、便蓋400を閉蓋した状態では便座300の上面と本体200の一部を隠蔽する。便座300は図1に示すように便器700の上面に載置された状態から、便蓋400と同様に本体の前面部に起立する。
【0030】
また、本体200には、図示しない洗浄水供給機構(図示せず)、熱交換器(図示せず)、洗浄ノズル201等からなる洗浄機構と、乾燥ユニット(図示せず)と、制御部(図示せず)等が内蔵される。
【0031】
本体200の前面部には着座センサ202が設置してある。この着座センサ202は非接触式着座センサであり反射型の赤外線センサである。すなわち、発光部から赤外線を発光し人体によって反射された赤外線を受光部が受光検出することにより、便座300上に使用者が着座していることを検知する。
【0032】
また、洗浄水供給機構と熱交換器は洗浄ノズル201に接続されており、水道配管から供給される洗浄水を熱交換器で加熱することにより温水を洗浄ノズルに供給し、洗浄ノズル201から使用者の局部に向けて洗浄水を噴出し、使用者の局部を洗浄するものである。洗浄ノズル201はお尻を洗浄するお尻洗浄ノズル部と女性の局部を洗浄するビデノズル部を備えている。
【0033】
また、乾燥ユニットは洗浄水により濡れた局部に向けて温風を噴出し、局部を乾燥することができる。
【0034】
なお、洗浄機構と乾燥ユニットは便座装置の必須構成要素ではなく、これらの構成要素を具備しない便座装置でもよい。
【0035】
また、本体200の側部より前方に突出するように袖部210が設けてあり、袖部210の上面には操作部211が設けてあり便座装置の各機能を操作する複数の操作スイッチ212と表示手段213が設置されている。
【0036】
<2>便座の構成
図2は本実施の形態における便座の完成状態を示す斜視図であり、図3は本発明の本実施の形態における便座の部材構成を示す斜視図であり、図4は便座の上部便座ケーシングと下部便座ケーシングの部品状態の要部断面を示す斜視図であり、図5は便座の上部便座ケーシングと下部便座ケーシングの組み合せ状態の要部断面を示す斜視図である。
【0037】
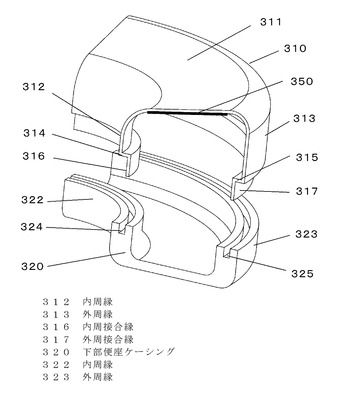
図2および図3に示すように、便座300は、表面にポリエステル樹脂により化粧処理されたプレコート鋼板により形成された略楕円形状の環状の上部便座ケーシング310と、上部便座ケーシング310の裏面に粘着した略馬蹄形状の便座ヒータ350、熱可塑性樹脂により形成された略楕円形状の環状の下部便座ケーシング320を主構成部品として構成され内部が中空の環状に形成されている。
【0038】
なお、便座300は前記主構成部材に加え、図示しない温度検知手段であるサーミスタと、過昇防止手段であるサーモスタットと、サーミスタおよびサーモスタットを固定する固定手段やリード線等の補助構成部材が内蔵されている。
【0039】
上部便座ケーシング310は、厚さ約0.5mmの両面にポリエステル樹脂がプレコー
トされたプレコート鋼板をプレス加工等により略楕円の環状に成型されている。図4に示すように、上部便座ケーシング310の断面は略山型状であり、上面部は着座に適した緩い曲面の着座面311が形成されており、内周縁312と外周縁313の先端部は対向するように内方に向かって略水平方向に屈曲された屈曲部314、315から略鉛直に屈曲した内周接合縁316と外周接合縁317が形成されている。
【0040】
便座ヒータ350は、前部の一部が切り取られた略馬蹄状に形成されている。便座ヒータ350は、アルミニウムからなる2枚の金属箔の間に、線状ヒータを蛇行させて配設して構成されている。便座ヒータ350は着座面311を加熱できるように線状ヒータを配設あり、特に着座した使用者の大腿部と臀部が快適に加熱されるように場所によって密度を変えて配設してある。
【0041】
下部便座ケーシング320は熱可塑性の樹脂材料を使用した成型品であり、平面形状が上部便座ケーシング310と略同形状の本体部321と、本体部321の両側後方に斜め上方に突出した腕部326で構成されている。
【0042】
本体部321の内周縁322と外周縁323の先端部は略鉛直に形成されており、内周縁322と外周縁323の上端面には全周に亘って内周接合溝324と外周接合溝325が形成されている。
【0043】
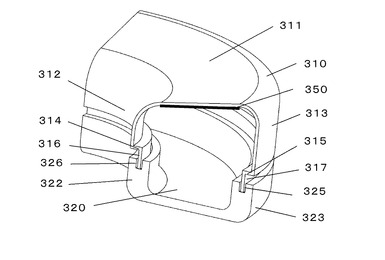
上部便座ケーシング310と下部便座ケーシング320を上下に組み合わせた場合、上部便座ケーシング310の内周接合縁316と外周接合縁317が、下部便座ケーシング320の内周接合溝324と外周接合溝325中に挿入できるように形成されている。
【0044】
<3>便座の製造工程
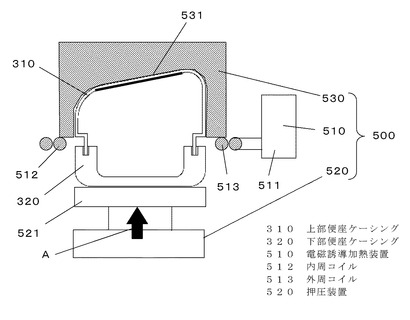
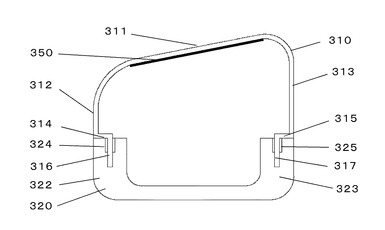
図6は便座の製造方法における接合設備を示す模式図であり、図7は便座の完成状態を示す断面図
ある。
【0045】
便座300の製造における第1の工程は準備工程である。準備工程においては便座300に内蔵させる部材を予め上部便座ケーシング310に設置する作業であり、主構成部材である便座ヒータ350と補助構成部材であるサーミスタ、サーモスタットを設置する。
【0046】
具体的には上部便座ケーシング310の着座面311の裏面に便座ヒータ350を粘着し、便座ヒータ350の表面に予めリード線が接続されたサーミスタとサーモスタットをアルミテープ等の固定手段で固定する。
【0047】
第2の工程は接合工程である。接合工程においては2つの異なる作業を同時に行う工程であり、接合部を加熱する作業と接合部を押圧する作業を同時に行うものであり、この工程では専用の接合設備が必須である。
【0048】
図6に示すように、接合設備500は上部便座ケーシング310の内周接合縁316と外周接合縁317を加熱する電磁誘導加熱装置510と、上部便座ケーシング310と下部便座ケーシング320とを押し付ける押圧装置520と、上部便座ケーシング310を所定の位置に固定する固定治具530を備えている。
【0049】
電磁誘導加熱装置510は本体511と内周コイル512と外周コイル513で構成されており、上部便座ケーシング310を固定治具530に固定した状態で、内周コイル512は上部便座ケーシング310内周接合縁316に近接した位置を環状に周回して設置されており、外周コイル513は外周接合縁317に近接した位置を環状に周回して設置
されている。内周コイル512と外周コイル513は銅製のパイプで形成されておりパイプの内部に冷却水を流して冷却する構成となっている。内周コイル512と外周コイル513は本体511とは電気的に接続されており、本体511より電力が供給される。
【0050】
押圧装置520は油圧によりベッド521が上下に可動し、ベッド521上に載置した下部便座ケーシング320を上方に移動させることにより、上部便座ケーシング310と下部便座ケーシング320との接合部に圧力を加えることができる。
【0051】
固定治具530は耐熱性の樹脂で形成されており、中央部に設けられた凹陥部531は上部便座ケーシング310の着座面311と内周縁312と外周縁313の形状に合わせて形成されており、上部便座ケーシング310は凹陥部531内に収容され固定される構成となっている。
【0052】
図6に示すように、上部便座ケーシング310の内周接合縁316と外周接合縁317を、それぞれ下部便座ケーシング320の内周接続溝324と外周接続溝325に挿入した状態で、上部便座ケーシング310を固定治具530の凹陥部531に収容し、押圧装置520のベッド521の高さを調節して上部便座ケーシング310と下部便座ケーシング320との仮固定を行う。
【0053】
仮固定の状態で、電磁誘導加熱装置510の本体511から内周コイル512と外周コイル513に通電を開始するとともに、押圧装置520のベッド521を矢印Aで示すように上昇させる。
【0054】
電磁誘導加熱装置510の内周コイル512と外周コイル513に電流が流れることによりにより磁力線が発生し、上部便座ケーシングの内周接合縁316と外周接合縁317の内部に渦電流が発生し、渦電流と内周接合縁316と外周接合縁317の抵抗により内周接合縁316と外周接合縁317自体が発熱昇温する。
【0055】
内周接合縁316と外周接合縁317で発熱した熱により下部便座ケーシング320の内周接続溝324と外周接続溝325の主に底部の樹脂が溶融するとともに、押圧装置520により加えられる圧力により上部便座ケーシング310の内周接合縁316と外周接合縁317は下部便座ケーシング320の内周接続溝324と外周接続溝325の奥の方に進行し、図7に示すように上部便座ケーシング310の屈曲部314、315が下部便座ケーシング320の内周縁322と外周縁323の端面に当接することにより進行は停止する。
【0056】
この時点で電磁誘導加熱装置510の通電を停止させる。通電を開始してから停止するまでは数秒間である。溶融した樹脂の温度が降下した時点で便座300を接合設備500から取り出すことにより、上部便座ケーシング310と下部便座ケーシング320は内周縁と外周縁の全周に亘って接合されている。
【0057】
以上のように、本実施の形態のおける便座の製造方法において、特に電磁誘導加熱装置510を使用した接合工程が特徴的な工程であり、電磁誘導加熱装置510により上部便座ケーシング310自体を発熱させることにより、下部便座ケーシング320の樹脂を溶融して溶着するものである。
【0058】
樹脂の溶融に必要な熱を、樹脂に直接接触している上部便座ケーシング310の内周接合縁316と外周接合縁317から発熱させることにより、外部への無駄な放熱を抑制することができるため、高い省エネルギーの効果を得ることができる。
【0059】
しかも、下部便座ケーシング320の内部から必要最小限度の発熱量により内部のみを溶融させることが可能となり、下部便座ケーシング320の外面の変形や変色等の外観上関わる不都合の発生を抑制することができる。
【0060】
また、下部便座ケーシング320を溶融して上部便座ケーシング310と全周に亘り接合することができるため、接合部の密着性が高く機密性や防水性の高い便座を製造することができる。特に、塗装処理が施されていないプレコート鋼板の切断面を樹脂でカバーすることができるため、上部便座ケーシング310の切断面からの腐食を抑制することができ耐久性を向上することができる。
【0061】
なお、本実施の形態においては、上部便座ケーシングの材料としてポリエステル樹脂のプレコート鋼板を採用したが、これに限るものではなく、プレコートの材質は他の樹脂材料でもよい。また、プレコート鋼板に限らず、鋼板や亜鉛メッキ鋼板またはアルミニウム板等を使用してプレス加工後に塗装を施したものや、ステンレス板等の他の材料を使用してもよい。
【0062】
(実施の形態2)
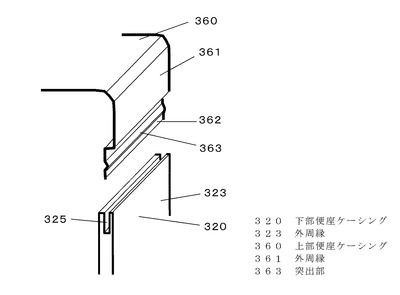
図8は実施の形態2における上部便座ケーシング360の外周縁361と下部便座ケーシング320の外周縁323の要部断面を示す斜視図である。
【0063】
本実施の形態が実施の形態1と異なる点は、外周縁361の外周接合縁362に横方向に突出した突出部363を形成したことであり、下部便座ケーシング320は実施の形態1と同様な構成である。
【0064】
外周接合縁362に突出部363を設けたことにより、溶融した下部便座ケーシング320の樹脂が突出部363に沿って固化し、上部便座ケーシング360と下部便座ケーシング320との引き離しに対する強度の強いアンカー部が形成され、便座の不用意な分離や破損を抑制することができる。
【0065】
また、実施の形態1と同様に、塗装処理が施されていないプレコート鋼板の切断面を溶融した樹脂の最も奥に配置することができるため、上部便座ケーシング310の切断面の腐食を確実に抑制することができ耐久性を向上することができる。
【0066】
なお、本実施の形態においては、突出部363は外周接合縁362にのみ形成したが、これに限るものではなく、外周接続縁と内周接続縁の両方に形成してもよく、また、内周接続縁にのみ形成してもよい。
【0067】
また、形成範囲は接続縁の全周に亘って形成することに限るものではなく一部に範囲にのみ設けてもよい。突出部を設ける部位や範囲は実際の接合強度を考慮して決定すればよい。
【0068】
(実施の形態3)
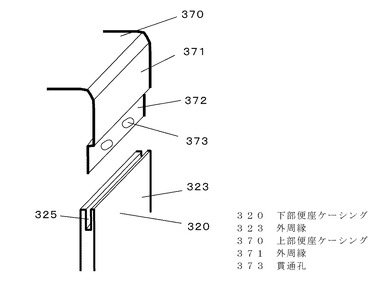
図9は実施の形態3における上部便座ケーシング370の外周縁371と下部便座ケーシング320の外周縁323の要部断面を示す斜視図である。
【0069】
本実施の形態が実施の形態1および2と異なる点は、外周縁371の外周接合縁372に複数の貫通孔373を設置したことであり、下部便座ケーシング320は実施の形態1と同様な構成である。
【0070】
外周接合縁372に複数の貫通孔373を設けたことにより、溶融した下部便座ケーシ
ング320の樹脂が貫通孔373を貫通して固化し、上部便座ケーシング370と下部便座ケーシング320との引き離しに対するより高い強度のアンカー部が形成され便座の不用意な分解や破損を抑制することができる。
【0071】
なお、本実施の形態においては、貫通孔373は外周接合縁372にのみ配置したが、これに限るものではなく、外周接続縁と内周接続縁の両方に配置してもよく、また、内周接続縁にのみ配置してもよい。
【0072】
また、貫通孔は接続縁の全周に亘って均等に配置することに限るものではなく一部の範囲にのみ設けてもよい。
【産業上の利用可能性】
【0073】
以上のように、本発明にかかる便座の製造方法は、金属部品と樹脂部品を密着して接合することが可能となるので、防水性能が要求される水を使用する家電機器等の用途にも適用できる。
【符号の説明】
【0074】
300 便座
310、360、370 上部便座ケーシング
312 内周縁
313、361、371 外周縁
316 内周接合縁
317 外周接合縁
320 下部便座ケーシング
322 内周縁
323 外周縁
363 突出部
373 貫通孔
510 電磁誘導加熱装置
512 内周コイル
513 外周コイル
520 押圧装置
【技術分野】
【0001】
本発明は便座装置等に使用する便座の製造方法に関するものである。
【背景技術】
【0002】
従来、この種の便座の製造方法は、樹脂製の下ケースの内周縁と外周縁の所定箇所に係止用の爪状突起と位置決め用のリブ状突起とを所定の間隔を設けて形成し、金属製の上ケースには内周縁と外周縁の略全周を水平方向に屈曲させて接合片を形成し、接合片のリブ状突起に対応する位置には固定穴を形成し、下ケースと上ケースを対向させて、下ケースのリブ状突起を上ケースの固定穴に挿入して人力で押圧することにより、上ケースの接合片が下ケースの爪状突起と係合して上ケースと下ケースが一体化できる。また、下ケースの内周縁と外周縁には溝が形成されており溝にチューブ状のシール材を予め挿入しておくことにより、上ケースと下ケースの接合部はシール材でシールされ防水機能が付与されている(例えば、特許文献1参照)。
【0003】
図10は、特許文献1に記載された従来の便座の製造方法を示すもので組み立て前の状態を示すものであり、図11は便座の組み立て後の断面を示すものである。図に示すように、上ケース1の内周縁1aと外周縁1bには接合片2が形成されており、接合片2の所定箇所には固定穴3が開口している。下ケース4の内周縁4aと外周縁4bには所定箇所に爪状突起5とリブ状突起6が形成されている。また、下ケース4の内周縁4aと外周縁4bには溝7が形成されており、溝7にはシール材8が挿入されている。また上ケース1の内面には便座ヒータ9が接着されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−104762号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、前記従来の構成および製造方法では、上ケースと下ケースとの結合は接合片と爪状突起との係合により成されるものであり、しかも人力により組み立て作業を行うため、部品の寸法精度や作業者の作業内容により、接合部の強度や接合状態にバラツキが発生しやすく、便座に着座した使用者の体重により接合部が微妙に動くことにより異音が発生する使用上の不都合や、接合部に隙間が生じて防水性能が低下して漏電が発生する安全面での不都合や、隙間にごみが付着することにより発生する衛生面での不都合など、未だ改善の余地があった。
【0006】
本発明は、前記従来の課題を解決するもので、接合部の強度と防水性能の高い便座を簡単な設備を使用して実施する便座の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記従来の課題を解決するために、本発明の便座の製造方法は、金属を含む材料で形成した環状の上部便座ケーシングと、樹脂材料で形成した環状の下部便座ケーシングと、を含み、上部便座ケーシングの外周部と内周部は下方に向けて屈曲した外周縁と内周縁とを備え、下部便座ケーシングの外周部と内周部は上方に向けて屈曲した外周縁と内周縁とを備え、上部便座ケーシングと下部便座ケーシングの相互の外周縁と内周縁の先端が当接するように積層し、上部便座ケーシングの外周縁と内周縁に近接して電磁誘導加熱装置を設置し、電磁誘導加熱装置により上部便座ケーシングの外周縁と内周縁を発熱させることに
より下部便座ケーシングの外周縁と内周縁の一部を溶融し、押圧装置により上部便座ケーシングを下部便座ケーシングに押圧することにより、下部便座ケーシングの溶融した外周縁と内周縁に上部便座ケーシングの外周縁と内周縁を嵌入した後、冷却固化することにより、上部便座ケーシングと下部便座ケーシングを接合する便座の製造方法である。
【0008】
これにより、上部便座ケーシングと下部便座ケーシングの内周縁と外周縁は樹脂により溶着接合されるため、強い接合強度が得られるとともに、接合部は完全な密着構造となるため高い防水性能を得ることができ、このような接合性能の高い便座を電磁誘導加熱装置と押圧装置という簡単な設備使用して実施することができる。
【発明の効果】
【0009】
本発明の便座の製造方法は簡単な製造設備を使用して接合性能の高い便座を製造することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施の形態1における便座の製造方法で製造した便座を搭載した便座装置の外観を示す斜視図
【図2】本発明の実施の形態1における便座の完成状態の外観を示す斜視図
【図3】本発明の実施の形態1における便座の部材構成を示す斜視図
【図4】同便座の上部便座ケーシングと下部便座ケーシングの部品状態の要部断面を示す斜視図
【図5】同便座の上部便座ケーシングと下部便座ケーシングの組み合せ状態の要部断面を示す斜視図
【図6】本発明の実施の形態1における便座の接合設備を示す模式図
【図7】本発明の実施の形態1における便座の完成状態を示す断面図
【図8】本発明の実施の形態2における便座の部品状態の要部断面を示す斜視図
【図9】本発明の実施の形態3における便座の部品状態の要部断面を示す斜視図
【図10】従来の便座の製造方法における便座の部品状態を示す斜視図
【図11】従来の便座の製造方法における便座の完成状態を示す断面図
【発明を実施するための形態】
【0011】
第1の発明は、金属を含む材料で形成した環状の上部便座ケーシングと、樹脂材料で形成した環状の下部便座ケーシングと、を含み、前記上部便座ケーシングの外周部と内周部は下方に向けて屈曲した外周縁と内周縁とを備え、前記下部便座ケーシングの外周部と内周部は上方に向けて屈曲した外周縁と内周縁とを備え、前記上部便座ケーシングと前記下部便座ケーシングの相互の前記外周縁と前記内周縁の先端が当接するように積層し、前記上部便座ケーシングの前記外周縁と前記内周縁に近接して電磁誘導加熱装置を設置し、前記電磁誘導加熱装置により前記上部便座ケーシングの前記外周縁と前記内周縁を発熱させることにより前記下部便座ケーシングの前記外周縁と前記内周縁の一部を溶融し、押圧装置により前記上部便座ケーシングを前記下部便座ケーシングに押圧することにより、前記下部便座ケーシングの溶融した前記外周縁と前記内周縁に前記上部便座ケーシングの前記外周縁と前記内周縁を嵌入した後、冷却固化することにより、前記上部便座ケーシングと前記下部便座ケーシングを接合する便座の製造方法である。
【0012】
これにより、上部便座ケーシングと下部便座ケーシングの内周縁と外周縁は樹脂により溶着接合されるため、強い接合強度が得られるとともに、接合部は完全な密着構造となるため高い防水性能を得ることができ、このような接合性能の高い便座を電磁誘導加熱装置と押圧装置という簡単な設備使用して実施することができる。
【0013】
第2の発明は、特に、第1の発明において、前記電磁誘導加熱装置は、前記上部便座ケ
ーシングの前記外周縁と前記内周縁の先端部に近接して周回する加熱コイルを備えたものである。
【0014】
これにより、溶着接合する上部便座ケーシングの外周縁と内周縁の先端部のみを加熱することができるため、上部便座ケーシングの他の部分を高温に曝すことが抑制できるため、変形や変質が発生することを抑制することができる。
【0015】
第3の発明は、特に第1または第2の発明において、前記上部便座ケーシングの前記外周縁と前記内周縁の少なくとも一方に、接合後の前記上部便座ケーシングと前記下部便座ケーシングの離脱を防止するアンカー部を備えたものである。
【0016】
これにより、上部便座ケーシングと下部便座ケーシングの接合強度をより高めることができる。
【0017】
第4の発明は、特に第3の発明において、前記アンカー部は、前記上部便座ケーシングの前記外周縁と前記内周縁に横方向に突出した突出部で構成したものである。
【0018】
これにより、簡単な構造でアンカー部を形成することができ、上部便座ケーシングと下部便座ケーシングの接合強度を容易に高めることができる。
【0019】
第5の発明は、特に第3の発明において、前記アンカー部は、前記上部便座ケーシングの前記外周縁と前記内周縁の複数箇所に設けた貫通孔で構成したものである。
【0020】
これにより、簡単な構造でアンカー部を形成することができ、特に樹脂が貫通孔を貫通して接合するため接合部の信頼性を向上することができる。
【0021】
第6の発明は、特に第1〜第5のいずれか1つの発明において、前記下部便座ケーシングの前記外周縁と前記内周縁の少なくとも一部の端面に、前記上部便座ケーシングの外周縁と内周縁の少なくとも一部が挿入できる挿入溝があらかじめ形成されたものである。
【0022】
これにより、上部便座ケーシングと下部便座ケーシングとの位置あわせが容易となり、製造効率と組み立て精度を向上することができる。
【0023】
第7の発明は、金属製の前記上部便座ケーシングと、樹脂材料で成型した前記下部便座ケーシングとを備え、第1〜第6のいずれか1つの便座の製造方法で製造した便座である。
【0024】
これにより、簡単な製造方法で接合強度と防水性能の高い便座を得ることができる。
【0025】
第8の発明は、特に第7の発明において、前記上部便座ケーシングの裏面に便座ヒータを設置したものである。
【0026】
これにより、暖房便座等に使用する高品質の便座を製造することができる。
【0027】
(実施の形態1)
図1は本実施の形態における便座の製造方法で製造した便座を搭載した便座装置の外観を示す斜視図である。
【0028】
<1>便座装置の構成
図1に示すように、便座装置100は、本体200、便座300、便蓋400により構
成され、便器700の上面に設置される。
【0029】
本体200には、便座300および便蓋400が回動機構を介して開閉可能に取り付けられている。図1に示すように便蓋400を開放した状態においては、便蓋400は便座装置100の最後部に位置するように起立し、便蓋400を閉蓋した状態では便座300の上面と本体200の一部を隠蔽する。便座300は図1に示すように便器700の上面に載置された状態から、便蓋400と同様に本体の前面部に起立する。
【0030】
また、本体200には、図示しない洗浄水供給機構(図示せず)、熱交換器(図示せず)、洗浄ノズル201等からなる洗浄機構と、乾燥ユニット(図示せず)と、制御部(図示せず)等が内蔵される。
【0031】
本体200の前面部には着座センサ202が設置してある。この着座センサ202は非接触式着座センサであり反射型の赤外線センサである。すなわち、発光部から赤外線を発光し人体によって反射された赤外線を受光部が受光検出することにより、便座300上に使用者が着座していることを検知する。
【0032】
また、洗浄水供給機構と熱交換器は洗浄ノズル201に接続されており、水道配管から供給される洗浄水を熱交換器で加熱することにより温水を洗浄ノズルに供給し、洗浄ノズル201から使用者の局部に向けて洗浄水を噴出し、使用者の局部を洗浄するものである。洗浄ノズル201はお尻を洗浄するお尻洗浄ノズル部と女性の局部を洗浄するビデノズル部を備えている。
【0033】
また、乾燥ユニットは洗浄水により濡れた局部に向けて温風を噴出し、局部を乾燥することができる。
【0034】
なお、洗浄機構と乾燥ユニットは便座装置の必須構成要素ではなく、これらの構成要素を具備しない便座装置でもよい。
【0035】
また、本体200の側部より前方に突出するように袖部210が設けてあり、袖部210の上面には操作部211が設けてあり便座装置の各機能を操作する複数の操作スイッチ212と表示手段213が設置されている。
【0036】
<2>便座の構成
図2は本実施の形態における便座の完成状態を示す斜視図であり、図3は本発明の本実施の形態における便座の部材構成を示す斜視図であり、図4は便座の上部便座ケーシングと下部便座ケーシングの部品状態の要部断面を示す斜視図であり、図5は便座の上部便座ケーシングと下部便座ケーシングの組み合せ状態の要部断面を示す斜視図である。
【0037】
図2および図3に示すように、便座300は、表面にポリエステル樹脂により化粧処理されたプレコート鋼板により形成された略楕円形状の環状の上部便座ケーシング310と、上部便座ケーシング310の裏面に粘着した略馬蹄形状の便座ヒータ350、熱可塑性樹脂により形成された略楕円形状の環状の下部便座ケーシング320を主構成部品として構成され内部が中空の環状に形成されている。
【0038】
なお、便座300は前記主構成部材に加え、図示しない温度検知手段であるサーミスタと、過昇防止手段であるサーモスタットと、サーミスタおよびサーモスタットを固定する固定手段やリード線等の補助構成部材が内蔵されている。
【0039】
上部便座ケーシング310は、厚さ約0.5mmの両面にポリエステル樹脂がプレコー
トされたプレコート鋼板をプレス加工等により略楕円の環状に成型されている。図4に示すように、上部便座ケーシング310の断面は略山型状であり、上面部は着座に適した緩い曲面の着座面311が形成されており、内周縁312と外周縁313の先端部は対向するように内方に向かって略水平方向に屈曲された屈曲部314、315から略鉛直に屈曲した内周接合縁316と外周接合縁317が形成されている。
【0040】
便座ヒータ350は、前部の一部が切り取られた略馬蹄状に形成されている。便座ヒータ350は、アルミニウムからなる2枚の金属箔の間に、線状ヒータを蛇行させて配設して構成されている。便座ヒータ350は着座面311を加熱できるように線状ヒータを配設あり、特に着座した使用者の大腿部と臀部が快適に加熱されるように場所によって密度を変えて配設してある。
【0041】
下部便座ケーシング320は熱可塑性の樹脂材料を使用した成型品であり、平面形状が上部便座ケーシング310と略同形状の本体部321と、本体部321の両側後方に斜め上方に突出した腕部326で構成されている。
【0042】
本体部321の内周縁322と外周縁323の先端部は略鉛直に形成されており、内周縁322と外周縁323の上端面には全周に亘って内周接合溝324と外周接合溝325が形成されている。
【0043】
上部便座ケーシング310と下部便座ケーシング320を上下に組み合わせた場合、上部便座ケーシング310の内周接合縁316と外周接合縁317が、下部便座ケーシング320の内周接合溝324と外周接合溝325中に挿入できるように形成されている。
【0044】
<3>便座の製造工程
図6は便座の製造方法における接合設備を示す模式図であり、図7は便座の完成状態を示す断面図
ある。
【0045】
便座300の製造における第1の工程は準備工程である。準備工程においては便座300に内蔵させる部材を予め上部便座ケーシング310に設置する作業であり、主構成部材である便座ヒータ350と補助構成部材であるサーミスタ、サーモスタットを設置する。
【0046】
具体的には上部便座ケーシング310の着座面311の裏面に便座ヒータ350を粘着し、便座ヒータ350の表面に予めリード線が接続されたサーミスタとサーモスタットをアルミテープ等の固定手段で固定する。
【0047】
第2の工程は接合工程である。接合工程においては2つの異なる作業を同時に行う工程であり、接合部を加熱する作業と接合部を押圧する作業を同時に行うものであり、この工程では専用の接合設備が必須である。
【0048】
図6に示すように、接合設備500は上部便座ケーシング310の内周接合縁316と外周接合縁317を加熱する電磁誘導加熱装置510と、上部便座ケーシング310と下部便座ケーシング320とを押し付ける押圧装置520と、上部便座ケーシング310を所定の位置に固定する固定治具530を備えている。
【0049】
電磁誘導加熱装置510は本体511と内周コイル512と外周コイル513で構成されており、上部便座ケーシング310を固定治具530に固定した状態で、内周コイル512は上部便座ケーシング310内周接合縁316に近接した位置を環状に周回して設置されており、外周コイル513は外周接合縁317に近接した位置を環状に周回して設置
されている。内周コイル512と外周コイル513は銅製のパイプで形成されておりパイプの内部に冷却水を流して冷却する構成となっている。内周コイル512と外周コイル513は本体511とは電気的に接続されており、本体511より電力が供給される。
【0050】
押圧装置520は油圧によりベッド521が上下に可動し、ベッド521上に載置した下部便座ケーシング320を上方に移動させることにより、上部便座ケーシング310と下部便座ケーシング320との接合部に圧力を加えることができる。
【0051】
固定治具530は耐熱性の樹脂で形成されており、中央部に設けられた凹陥部531は上部便座ケーシング310の着座面311と内周縁312と外周縁313の形状に合わせて形成されており、上部便座ケーシング310は凹陥部531内に収容され固定される構成となっている。
【0052】
図6に示すように、上部便座ケーシング310の内周接合縁316と外周接合縁317を、それぞれ下部便座ケーシング320の内周接続溝324と外周接続溝325に挿入した状態で、上部便座ケーシング310を固定治具530の凹陥部531に収容し、押圧装置520のベッド521の高さを調節して上部便座ケーシング310と下部便座ケーシング320との仮固定を行う。
【0053】
仮固定の状態で、電磁誘導加熱装置510の本体511から内周コイル512と外周コイル513に通電を開始するとともに、押圧装置520のベッド521を矢印Aで示すように上昇させる。
【0054】
電磁誘導加熱装置510の内周コイル512と外周コイル513に電流が流れることによりにより磁力線が発生し、上部便座ケーシングの内周接合縁316と外周接合縁317の内部に渦電流が発生し、渦電流と内周接合縁316と外周接合縁317の抵抗により内周接合縁316と外周接合縁317自体が発熱昇温する。
【0055】
内周接合縁316と外周接合縁317で発熱した熱により下部便座ケーシング320の内周接続溝324と外周接続溝325の主に底部の樹脂が溶融するとともに、押圧装置520により加えられる圧力により上部便座ケーシング310の内周接合縁316と外周接合縁317は下部便座ケーシング320の内周接続溝324と外周接続溝325の奥の方に進行し、図7に示すように上部便座ケーシング310の屈曲部314、315が下部便座ケーシング320の内周縁322と外周縁323の端面に当接することにより進行は停止する。
【0056】
この時点で電磁誘導加熱装置510の通電を停止させる。通電を開始してから停止するまでは数秒間である。溶融した樹脂の温度が降下した時点で便座300を接合設備500から取り出すことにより、上部便座ケーシング310と下部便座ケーシング320は内周縁と外周縁の全周に亘って接合されている。
【0057】
以上のように、本実施の形態のおける便座の製造方法において、特に電磁誘導加熱装置510を使用した接合工程が特徴的な工程であり、電磁誘導加熱装置510により上部便座ケーシング310自体を発熱させることにより、下部便座ケーシング320の樹脂を溶融して溶着するものである。
【0058】
樹脂の溶融に必要な熱を、樹脂に直接接触している上部便座ケーシング310の内周接合縁316と外周接合縁317から発熱させることにより、外部への無駄な放熱を抑制することができるため、高い省エネルギーの効果を得ることができる。
【0059】
しかも、下部便座ケーシング320の内部から必要最小限度の発熱量により内部のみを溶融させることが可能となり、下部便座ケーシング320の外面の変形や変色等の外観上関わる不都合の発生を抑制することができる。
【0060】
また、下部便座ケーシング320を溶融して上部便座ケーシング310と全周に亘り接合することができるため、接合部の密着性が高く機密性や防水性の高い便座を製造することができる。特に、塗装処理が施されていないプレコート鋼板の切断面を樹脂でカバーすることができるため、上部便座ケーシング310の切断面からの腐食を抑制することができ耐久性を向上することができる。
【0061】
なお、本実施の形態においては、上部便座ケーシングの材料としてポリエステル樹脂のプレコート鋼板を採用したが、これに限るものではなく、プレコートの材質は他の樹脂材料でもよい。また、プレコート鋼板に限らず、鋼板や亜鉛メッキ鋼板またはアルミニウム板等を使用してプレス加工後に塗装を施したものや、ステンレス板等の他の材料を使用してもよい。
【0062】
(実施の形態2)
図8は実施の形態2における上部便座ケーシング360の外周縁361と下部便座ケーシング320の外周縁323の要部断面を示す斜視図である。
【0063】
本実施の形態が実施の形態1と異なる点は、外周縁361の外周接合縁362に横方向に突出した突出部363を形成したことであり、下部便座ケーシング320は実施の形態1と同様な構成である。
【0064】
外周接合縁362に突出部363を設けたことにより、溶融した下部便座ケーシング320の樹脂が突出部363に沿って固化し、上部便座ケーシング360と下部便座ケーシング320との引き離しに対する強度の強いアンカー部が形成され、便座の不用意な分離や破損を抑制することができる。
【0065】
また、実施の形態1と同様に、塗装処理が施されていないプレコート鋼板の切断面を溶融した樹脂の最も奥に配置することができるため、上部便座ケーシング310の切断面の腐食を確実に抑制することができ耐久性を向上することができる。
【0066】
なお、本実施の形態においては、突出部363は外周接合縁362にのみ形成したが、これに限るものではなく、外周接続縁と内周接続縁の両方に形成してもよく、また、内周接続縁にのみ形成してもよい。
【0067】
また、形成範囲は接続縁の全周に亘って形成することに限るものではなく一部に範囲にのみ設けてもよい。突出部を設ける部位や範囲は実際の接合強度を考慮して決定すればよい。
【0068】
(実施の形態3)
図9は実施の形態3における上部便座ケーシング370の外周縁371と下部便座ケーシング320の外周縁323の要部断面を示す斜視図である。
【0069】
本実施の形態が実施の形態1および2と異なる点は、外周縁371の外周接合縁372に複数の貫通孔373を設置したことであり、下部便座ケーシング320は実施の形態1と同様な構成である。
【0070】
外周接合縁372に複数の貫通孔373を設けたことにより、溶融した下部便座ケーシ
ング320の樹脂が貫通孔373を貫通して固化し、上部便座ケーシング370と下部便座ケーシング320との引き離しに対するより高い強度のアンカー部が形成され便座の不用意な分解や破損を抑制することができる。
【0071】
なお、本実施の形態においては、貫通孔373は外周接合縁372にのみ配置したが、これに限るものではなく、外周接続縁と内周接続縁の両方に配置してもよく、また、内周接続縁にのみ配置してもよい。
【0072】
また、貫通孔は接続縁の全周に亘って均等に配置することに限るものではなく一部の範囲にのみ設けてもよい。
【産業上の利用可能性】
【0073】
以上のように、本発明にかかる便座の製造方法は、金属部品と樹脂部品を密着して接合することが可能となるので、防水性能が要求される水を使用する家電機器等の用途にも適用できる。
【符号の説明】
【0074】
300 便座
310、360、370 上部便座ケーシング
312 内周縁
313、361、371 外周縁
316 内周接合縁
317 外周接合縁
320 下部便座ケーシング
322 内周縁
323 外周縁
363 突出部
373 貫通孔
510 電磁誘導加熱装置
512 内周コイル
513 外周コイル
520 押圧装置
【特許請求の範囲】
【請求項1】
金属を含む材料で形成した環状の上部便座ケーシングと、
樹脂材料で形成した環状の下部便座ケーシングと、を含み、
前記上部便座ケーシングの外周部と内周部は下方に向けて屈曲した外周縁と内周縁とを備え、
前記下部便座ケーシングの外周部と内周部は上方に向けて屈曲した外周縁と内周縁とを備え、
前記上部便座ケーシングと前記下部便座ケーシングの相互の前記外周縁と前記内周縁の先端が当接するように積層し、
前記上部便座ケーシングの前記外周縁と前記内周縁に近接して電磁誘導加熱装置を設置し、
前記電磁誘導加熱装置により前記上部便座ケーシングの前記外周縁と前記内周縁を発熱させることにより前記下部便座ケーシングの前記外周縁と前記内周縁の一部を溶融し、
押圧装置により前記上部便座ケーシングを前記下部便座ケーシングに押圧することにより、前記下部便座ケーシングの溶融した前記外周縁と前記内周縁に前記上部便座ケーシングの前記外周縁と前記内周縁を嵌入した後、冷却固化することにより、前記上部便座ケーシングと前記下部便座ケーシングを接合する、
便座の製造方法。
【請求項2】
前記電磁誘導加熱装置は、前記上部便座ケーシングの前記外周縁と前記内周縁の先端部に近接して周回する加熱コイルを備えた、
請求項1に記載の便座の製造方法。
【請求項3】
前記上部便座ケーシングの前記外周縁と前記内周縁の少なくとも一方に、接合後の前記上部便座ケーシングと前記下部便座ケーシングの離脱を防止するアンカー部を備えた、
請求項1または2に記載の便座の製造方法。
【請求項4】
前記アンカー部は、前記上部便座ケーシングの前記外周縁と前記内周縁に横方向に突出した突出部で構成した、
請求項3に記載の便座の製造方法。
【請求項5】
前記アンカー部は、前記上部便座ケーシングの前記外周縁と前記内周縁の複数箇所に設けた貫通孔で構成した、
請求項3記載の便座の製造方法。
【請求項6】
前記下部便座ケーシングの前記外周縁と前記内周縁の少なくとも一部の端面に、前記上部便座ケーシングの外周縁と内周縁の少なくとも一部が挿入できる挿入溝があらかじめ形成された、
請求項1〜5のいずれか1項に記載の便座の製造方法。
【請求項7】
金属製の前記上部便座ケーシングと、
樹脂材料で成型した前記下部便座ケーシングと、を備え、
請求項1〜6のいずれか1項に記載の便座の製造方法で製造した、
便座。
【請求項8】
前記上部便座ケーシングの裏面に便座ヒータを設置した、
請求項7に記載の便座。
【請求項1】
金属を含む材料で形成した環状の上部便座ケーシングと、
樹脂材料で形成した環状の下部便座ケーシングと、を含み、
前記上部便座ケーシングの外周部と内周部は下方に向けて屈曲した外周縁と内周縁とを備え、
前記下部便座ケーシングの外周部と内周部は上方に向けて屈曲した外周縁と内周縁とを備え、
前記上部便座ケーシングと前記下部便座ケーシングの相互の前記外周縁と前記内周縁の先端が当接するように積層し、
前記上部便座ケーシングの前記外周縁と前記内周縁に近接して電磁誘導加熱装置を設置し、
前記電磁誘導加熱装置により前記上部便座ケーシングの前記外周縁と前記内周縁を発熱させることにより前記下部便座ケーシングの前記外周縁と前記内周縁の一部を溶融し、
押圧装置により前記上部便座ケーシングを前記下部便座ケーシングに押圧することにより、前記下部便座ケーシングの溶融した前記外周縁と前記内周縁に前記上部便座ケーシングの前記外周縁と前記内周縁を嵌入した後、冷却固化することにより、前記上部便座ケーシングと前記下部便座ケーシングを接合する、
便座の製造方法。
【請求項2】
前記電磁誘導加熱装置は、前記上部便座ケーシングの前記外周縁と前記内周縁の先端部に近接して周回する加熱コイルを備えた、
請求項1に記載の便座の製造方法。
【請求項3】
前記上部便座ケーシングの前記外周縁と前記内周縁の少なくとも一方に、接合後の前記上部便座ケーシングと前記下部便座ケーシングの離脱を防止するアンカー部を備えた、
請求項1または2に記載の便座の製造方法。
【請求項4】
前記アンカー部は、前記上部便座ケーシングの前記外周縁と前記内周縁に横方向に突出した突出部で構成した、
請求項3に記載の便座の製造方法。
【請求項5】
前記アンカー部は、前記上部便座ケーシングの前記外周縁と前記内周縁の複数箇所に設けた貫通孔で構成した、
請求項3記載の便座の製造方法。
【請求項6】
前記下部便座ケーシングの前記外周縁と前記内周縁の少なくとも一部の端面に、前記上部便座ケーシングの外周縁と内周縁の少なくとも一部が挿入できる挿入溝があらかじめ形成された、
請求項1〜5のいずれか1項に記載の便座の製造方法。
【請求項7】
金属製の前記上部便座ケーシングと、
樹脂材料で成型した前記下部便座ケーシングと、を備え、
請求項1〜6のいずれか1項に記載の便座の製造方法で製造した、
便座。
【請求項8】
前記上部便座ケーシングの裏面に便座ヒータを設置した、
請求項7に記載の便座。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−235956(P2012−235956A)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願番号】特願2011−108008(P2011−108008)
【出願日】平成23年5月13日(2011.5.13)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願日】平成23年5月13日(2011.5.13)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]