
便座装置および便座装置の製造方法
【課題】容易にバリを取り除くことができる、あるいは外観を向上させることができる便座装置および便座装置の製造方法を提供することを目的とする。
【解決手段】上板と底板とを備え、前記上板と前記底板とを溶着により接合した便座装置であって、前記上板と前記底板とを前記溶着する際に接合部において軟化してはみ出した基材と、前記上板および底板と、の固着を抑制する処理が、前記上板および底板の外面の少なくとも一部に施されたことを特徴とする便座装置が提供される。
【解決手段】上板と底板とを備え、前記上板と前記底板とを溶着により接合した便座装置であって、前記上板と前記底板とを前記溶着する際に接合部において軟化してはみ出した基材と、前記上板および底板と、の固着を抑制する処理が、前記上板および底板の外面の少なくとも一部に施されたことを特徴とする便座装置が提供される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明の態様は、一般的に、便座装置および便座装置の製造方法に関し、具体的には上板と底板とにより形成された便座装置および便座装置の製造方法に関する。
【背景技術】
【0002】
底板と、この底板に被せて振動溶着法により一体化する着座面板と、を備えた便座がある(特許文献1)。底板と着座面板とを振動溶着法により一体化させると、接合面部分にバリが発生する場合がある。
【0003】
これに対して、特許文献1に記載された便座によれば、底板の突き合わせ部及び着座面板の重合代のそれぞれを振動溶着時の加圧によって撓み変形できるようにすると共に、これらの突き合わせ部と重合代のそれぞれを自由端とするような底板溶着治具、面板溶着治具の構成とする。そのため、底板と着座面板を接合したときには便座の中に隠れてしまう接合リブ部分のみに溶着時のバリが発生するだけで、底板と着座面板の外周縁の接合部分は溶着されないままでバリの発生がなく、且つ、接合部の隙間を解消しつつ、バリ取り等の工程が不要となり生産性の向上が図られる。
【0004】
しかしながら、底板または着座面板のそれぞれの部位の少なくとも一方を、振動溶着時の加圧によって撓み変形可能な肉厚としているため、撓みの状況によっては段差などにより便座の外観を損なうおそれがある。特許文献1については、この点において改善の余地がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10−165331号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、かかる課題の認識に基づいてなされたものであり、容易にバリを取り除くことができる、あるいは外観を向上させることができる便座装置および便座装置の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
第1の発明は、上板と底板とを備え、前記上板と前記底板とを溶着により接合した便座装置であって、前記上板と前記底板とを前記溶着する際に接合部において軟化してはみ出した基材と、前記上板および底板と、の固着を抑制する処理が、前記上板および底板の外面の少なくとも一部に施されたことを特徴とする便座装置である。
【0008】
この便座装置によれば、上板および底板の少なくともいずれかの基材が溶着時に軟化してはみ出すことにより形成されたバリと、上板および底板と、の固着を抑制する処理が、上板および底板の外面の少なくとも一部の所定領域に施されている。そのため、溶着時に発生したバリは、上板および底板の外面の少なくとも一部の所定領域には固着しない、あるいは固着し難い。
【0009】
溶着時に軟化した基材は、底板および上板により加圧されつつ底板および上板の外面から突出してバリを形成する。そのため、底板および上板の外面から突出したバリの肉厚は、より薄い。したがって、底板および上板の外面から突出したバリをより容易に取り除くことができる。これらによれば、便座装置の外観を向上させることができる。
【0010】
底板および上板の外面から突出したバリを取り除いた後でも、底板と上板との間には、軟化して充填された基材がその後硬化して介在したままである。そのため、底板と上板とは、充填された基材を介して互いに強固に固定されている。また、底板および上板の外面から突出したバリを取り除いた後でも、底板と上板との間には、軟化して充填された後に硬化した基材が表面に至るまで介在したままで隙間が無く、底板と上板の間の隙間に汚れが溜まったり、便座装置の内部に向かって水や汚れが浸入することを確実に抑制することができる。
【0011】
また、第2の発明は、第1の発明において、前記抑制する処理は、前記少なくとも一部に被覆された表面層を含むことを特徴とする便座装置である。
【0012】
この便座装置によれば、上板および底板の外面の少なくとも一部の所定領域には、表面層が設けられている。そのため、バリと表面層との固着を抑制することができる。つまり、振動溶着時に発生したバリは、上板および底板の外面の少なくとも一部の所定領域に形成された表面層には固着しない、あるいは固着し難い。したがって、底板および上板の外面から突出したバリをより容易に取り除くことができる。
【0013】
本発明の便座装置によれば、表面層の材料などを適宜選択することにより、底板および上板の表面に例えば加色などの装飾性を付加することができる。また、例えば、底板および上板の表面を陶器調に仕上げることができる。表面層が撥水性や撥油性などを有する材料により形成された場合には、表面層は、上板および底板の表面を被覆しているため、便座装置の清潔性を向上させることができる。
【0014】
また、第3の発明は、第1または第2の発明において、前記表面層と、前記上板および底板と、の間に接着層が設けられたことを特徴とする便座装置である。
この便座装置によれば、表面層と、上板および底板と、の間には、接着層が介在している。そのため、底板と表面層との密着性、および上板と表面層との密着性を確保することができる。また、上板と表面層との固定、および底板と表面層との固定をより強固にすることができる。
【0015】
また、第4の発明は、第1〜第3のいずれか1つの発明において、前記上板および底板の少なくともいずれかは、前記接合部において対向する方向に向かって突出した突起部を有することを特徴とする便座装置である。
【0016】
この便座装置によれば、突起部を設けることにより、底板と上板との間の距離は、この突出部において最も短い。つまり、底板と上板との間の間隔は、突出部において絞られている。
【0017】
底板および上板の外面から突出したバリの肉厚は、上板および底板のいずれも突起部を有していない場合の基材よりも薄い。そのため、底板および上板の外面から突出した部分のバリだけをより容易に取り除くことができる。つまり、底板および上板の外面よりも内側に充填された基材は、底板および上板の外面から突出した部分のバリを取り除く際にはほとんど影響を受けない。
【0018】
これによれば、底板および上板の外面から突出したバリを取り除いた後でも、底板と上板との間において、軟化しその後硬化した基材をより確実に充填させたままにしておくことができる。また、接合部の突起部の周囲には、接合部における隙間よりも広い空間が存在する。そして、底板および上板の外面から突出したバリを取り除いた後でも、空間には、軟化しその後硬化した基材が充填されたままである。そのため、底板と上板とを、軟化しその後硬化した基材を介してより強固に固定することができる。
【0019】
また、第5の発明は、第1〜第4のいずれか1つの発明において、前記抑制する処理は、前記少なくとも一部に形成された凹凸面を含むことを特徴とする便座装置である。
【0020】
この便座装置によれば、凹凸面を形成することにより、底板および上板の外面から突出したバリと凹凸面との接触面積は、凹凸面が形成されていない場合よりも狭い。そのため、バリは、底板および上板の外面にはより固着し難い。これにより、底板および上板の外面から突出したバリをより容易に取り除くことができる。
【0021】
また、凹凸面に表面層が積層された場合には、表面層は、凹凸面の形状に沿うように底板および上板にそれぞれ固定される。その結果、表面層の表面には、凹凸面の形状に沿うように凹凸面が形成される。そのため、バリは、表面層にはさらに固着し難い。これにより、底板および上板の外面から突出したバリをさらに容易に取り除くことができる。
【0022】
また、第6の発明は、上板と底板とを溶着により接合する便座装置の製造方法であって、前記上板と前記底板とを前記溶着する際に軟化してはみ出した基材と、前記上板および底板と、の固着を抑制する処理を前記上板および底板の外面の少なくとも一部に施し、前記上板と底板とを接触させつつ接合部を加熱して軟化した基材を前記上板および底板の外面からはみ出させ、前記はみ出した前記基材を取り除くことを特徴とする便座装置の製造方法である。
【0023】
この便座装置の製造方法によれば、振動溶着時に発生したバリが上板および底板の外面の少なくとも一部の所定領域に形成された表面層には固着しない、あるいは固着し難い便座装置を製造できる。そのため、底板および上板の外面から突出したバリをより容易に取り除くことができる。これにより、便座装置の外観を向上させることができる。
【発明の効果】
【0024】
本発明の態様によれば、容易にバリを取り除くことができる、あるいは外観を向上させることができる便座装置および便座装置の製造方法が提供される。
【図面の簡単な説明】
【0025】
【図1】本発明の実施の形態にかかる便座装置を表す分解模式図である。
【図2】本実施形態にかかる便座装置を表す斜視模式図である。
【図3】本実施形態にかかる便座装置の製造方法を説明するための断面模式図である。
【図4】本実施形態にかかる便座装置のバリ除去後の接合部を拡大して眺めた拡大模式図である。
【図5】本実施形態の変形例にかかる便座装置を表す断面模式図である。
【図6】本実施形態の他の変形例にかかる便座装置を表す断面模式図である。
【図7】本実施形態のさらに他の変形例にかかる便座装置を表す断面模式図である。
【図8】本実施形態のさらに他の変形例にかかる便座装置を表す断面模式図である。
【図9】本実施形態のさらに他の変形例にかかる便座装置を表す断面模式図である。
【発明を実施するための形態】
【0026】
以下、本発明の実施の形態について図面を参照しつつ説明する。なお、各図面中、同様の構成要素には同一の符号を付して詳細な説明は適宜省略する。
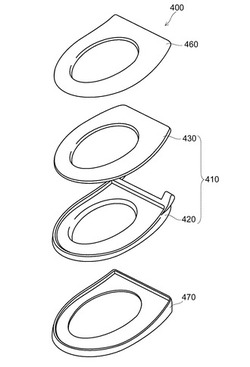
図1は、本発明の実施の形態にかかる便座装置を表す分解模式図である。
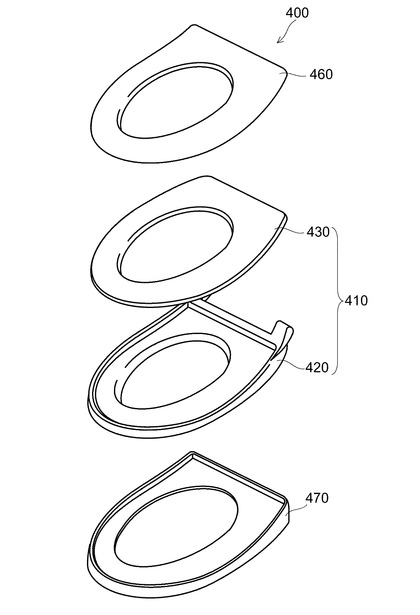
また、図2は、本実施形態にかかる便座装置を表す斜視模式図である。
【0027】
本実施形態にかかる便座装置400は、底板420と上板430とを有する便座基材410を備える。底板420および上板430は、便座装置400に座る使用者の体重を支える役割を有し、例えばポリプロピレン(PP:polypropylene)等の樹脂により形成される。底板420と上板430との固定は、溶着により行うことができる。溶着の方法としては、振動溶着や、超音波溶着や、レーザ溶着や、熱板溶着などを挙げることができる。あるいは、底板420と上板430との接触面に配設された電線に電流を流すことで発生する熱により、底板420と上板430とを溶着し固定することができる。
以下、底板420と上板430とが振動溶着により固定される場合を例に挙げて説明する。
【0028】
底板420と上板430との固定を振動溶着により行う場合には、上板430と底板420との接合部(溶着部)において、上板430と底板420とが接触した状態で振動を加える。こうすることにより、接合部において、上板430と底板420の少なくともいずれかの基材が摩擦熱で加熱されて軟化(「溶融」も含む)する。軟化した基材は、接合部の側方に広がり、底板420および上板430の外面から外側へ、すなわち便座装置400の外側へ突出する場合がある。このように軟化して外側に突出した基材は、バリを形成する。このようなバリが形成されると、便座装置400の外観が損なわれるおそれがある。
【0029】
これに対して、本実施形態にかかる便座装置400では、振動溶着時に発生したバリは、上板430および底板420の外面の少なくとも一部の所定領域には固着しない、あるいは固着し難い。つまり、上板430および底板420の外面の少なくとも一部の所定領域には、振動溶着時に発生したバリと上板430および底板420との固着を抑制する処理が施されている。
【0030】
より具体的には、本実施形態にかかる便座装置400は、上板430に積層された表面層460と、底板420に積層された表面層470と、を有する。表面層460、470は、例えばフィルム状に形成されている。表面層460は、図2に表したように、便座装置400が組み立てられた状態において、上板430の表面を被覆する。一方、表面層470は、図2に表したように、便座装置400が組み立てられた状態において、底板420の表面を被覆する。
【0031】
上板430と表面層460との固定、および底板420と表面層470との固定は、例えばインサート成形により行うことができる。なお、図1に表した表面層460、470は、上板430および底板420の表面にそれぞれ沿うように予め形成されているが、本発明はこの具体例のみに限定されるわけではない。つまり、表面層460、470は、上板430および底板420の表面にそれぞれ沿うように予め形成されていなくともよい。例えば、表面層460、470は、上板430および底板420のモールド成形と同時に上板430および底板420の表面にそれぞれ沿うように成形されてもよい。この場合には、例えばインモールド成形により上板430と表面層460との固定、および底板420と表面層470との固定が行われる。
【0032】
あるいは、上板430と表面層460との固定、および底板420と表面層470との固定については、例えば真空圧着により行うことができる。これによれば、表面層460に皺がよったり、上板430と表面層460との間に空気が入り込んだりすることを抑制することができる。
このように、上板430と底板420とを接合する前に、表面層460、470は、上板430および底板420にそれぞれ予め固定されている。
【0033】
なお、表面層460、470は、必ずしも上板430、底板420の外側の表面の全体を被覆する必要はない。例えば、表面層460、470は、上板430、420の外側の表面のうちの、接合部の近傍のみを被覆するように設けてもよい。
【0034】
表面層460、470は、便座基材410の材料(例えばポリプロピレン)よりも融点が高く、便座基材410との相溶性がより低い材料により形成されている。ここで、本願明細書において「相溶性」とは、「二種類または多種類の物質が相互に親和性を有し、溶液または混和物を形成する性質」をいうものとする。より具体的には、表面層460、470は、例えば、撥水性や撥油性などを有する材料や、オレフィン系以外の材料などにより形成されている。このような材料により形成された表面層460、470としては、例えば、シリコーン系フィルムや、フッ素系フィルムや、アクリル系フィルムなどが挙げられる。
【0035】
なお、表面層460、470は、フィルム状に形成されていることに限定されるわけではない。表面層460、470は、撥水性や撥油性などを有する材料や、オレフィン系以外の材料をベースとした塗料を塗布されたものであってもよい。これによれば、底板420および上板430の表面に例えば加色などの装飾性を付加することができる。また、例えば、底板420および上板430の表面を陶器調に仕上げることができる。あるいは、表面層460、470は、撥水皮膜や撥水性を有するスプレーなどによりコーティングされたものであってもよい。
【0036】
このように、上板430および底板420の外面の少なくとも一部に表面層460、470を設けることにより、溶着時に発生したバリと上板430および底板420との固着を抑制することができる。そのため、底板420および上板430の外面から突出したバリとなる基材450は、底板420や上板430の表面に固着しない。したがって、バリとなる基材450が硬化した後に、容易に取り除くことができる。また、便座装置400の外観を向上させることができる。さらに、撥水性や撥油性などを有する材料により形成された表面層460、470が便座基材410の表面を被覆しているため、便座装置400の清潔性を向上させることができる。
【0037】
次に、本実施形態にかかる便座装置400の製造方法について、図面を参照しつつ説明する。
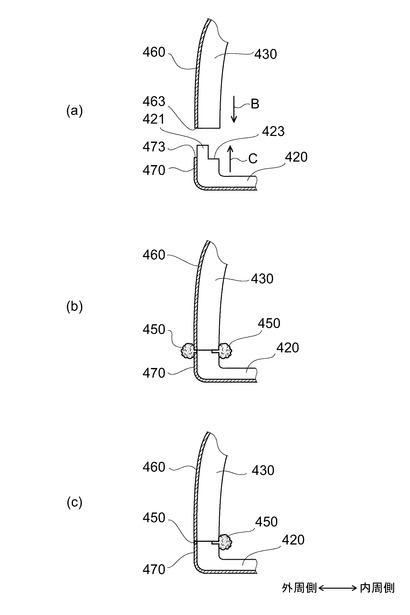
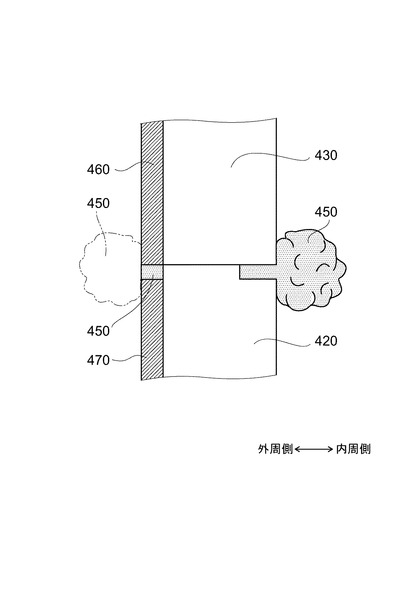
図3は、本実施形態にかかる便座装置の製造方法を説明するための断面模式図である。 また、図4は、本実施形態にかかる便座装置のバリ除去後の接合部を拡大して眺めた拡大模式図である。
なお、図3および図4は、図2に表したA−A切断面における断面模式図である。
【0038】
底板420は、図3(a)に表したように、上板430との接合部において、底板420と上板430との溶着の際の溶着代となるリブ421を有する。リブ421は、底板420の端部から上方(上板430の側)に向かって突出している。その結果、底板420は、リブ421の上端部よりも低い位置に形成された段差部423を有する。段差部423は、表面層470の上端部473と同じ高さとなるように形成されている。
【0039】
まず、底板420と上板430とを振動溶着により接合する前に、例えばインサート成形などにより表面層460、470を上板430および底板420にそれぞれ予め固定しておく。続いて、図3(a)に表した矢印B、Cのように、表面層460を固定した上板430と、表面層470を固定した底板420と、を互いに接触する方向に加圧する。そして、上板430および底板420を加圧しつつ、上板430および底板420の少なくともいずれかを水平方向に振動させる。
【0040】
そうすると、上板430と底板420との接合部において、摩擦熱が発生する。その摩擦熱により、リブ421の先端部は次第に軟化していく。このとき、リブ421の先端部は、より細い形状を有するため、振動エネルギーは、リブ421の先端部に集中する。そのため、リブ421の先端部は、より短時間で効率的に軟化する。
【0041】
そして、リブ421の先端部が軟化するにつれて、図3(b)に表したように、上板430と底板420との少なくともいずれかの基材が軟化して接合部の側方に広がる。その結果、接合部から外周側および内周側に広がった基材450は、底板420と上板430との間に充填され、底板420および上板430の外面および内面から突出する。なお、本願明細書では、軟化した基材450が空間に隙間無く満たされた状態だけではなく、表面層460が基材450により固定される程度に、その基材450が空間に満たされた状態も「充填」の範囲に含まれるものとする。
【0042】
底板420と上板430との間に軟化した基材450が充填されると、上板430および底板420の振動を停止させる。このとき、表面層470の上端部473(図3(a)参照)と表面層460の下端部463(図3(a)参照)との間には、図4に表したように、軟化した基材450が介在し充填されている。つまり、表面層470の上端部473と、表面層460の下端部463と、は互いに直接的には接触していない。これにより、振動溶着において、表面層460と表面層470とが互いの摩擦により損傷することを防止することができる。
【0043】
また、底板420および上板430の外面から突出した基材450はバリを形成し、図3(b)および図4(二点鎖線参照)に表したように、表面層460、470の表面と接触する。ここで、図1および図2に関して前述したように、表面層460、470は、便座基材410の材料よりも融点が高く、便座基材410との相溶性がより低い材料により形成されている。つまり、バリとなる基材450と表面層460、470との相溶性は、より低い。そのため、基材450は、表面層460、470の表面には固着しない、あるいは固着し難い。したがって、図3(c)および図4に表したように、底板420および上板430の外面から突出したバリとなる基材450が硬化した後に、容易に取り除くことができる。
【0044】
軟化した基材450は、底板420および上板430により加圧されつつ底板420および上板430の外面から突出する。そのため、底板420および上板430の外面から突出した基材450の肉厚は、より薄い。したがって、底板420および上板430の外面から突出した基材450をより容易に取り除くことができる。これらによれば、上板430と底板420との間には、接合部の隙間が無くなり、便座装置400の外観を向上させることができる。
【0045】
また、底板420および上板430の外面から突出した基材450を取り除いた後でも、表面層470の上端部473と表面層460の下端部463との間、および底板420と上板430との間には、基材450が介在したままである。そのため、底板420と上板430とは、基材450を介して互いに強固に固定されている。また、底板420および上板430の外面から突出したバリとなる基材450を取り除いた後でも、表面層470の上端部473と表面層460の下端部463との間には、軟化した後に硬化した基材450が表面に至るまで隙間なく充填されたままである。そのため、表面層470と表面層460との間、および底板420と上板430の間の隙間から便座装置400の内部に向かって水や汚れが浸入したり、その隙間に汚れが溜まることを確実に抑制することができる。
【0046】
なお、本実施形態では、底板420がリブ421を有する場合を例に挙げて説明したが、これだけに限定されるわけではない。例えば、上板430が、底板420と上板430との溶着の際の溶着代となるリブを有していてもよい。この場合には、そのリブは、底板420と上板430との接合部において、上板430の端部から下方(底板420の側)に向かって延在する。
【0047】
次に、本実施形態の変形例にかかる便座装置について、図面を参照しつつ説明する。
図5は、本実施形態の変形例にかかる便座装置を表す断面模式図である。
なお、図5は、図2に表したA−A切断面における断面模式図である。
【0048】
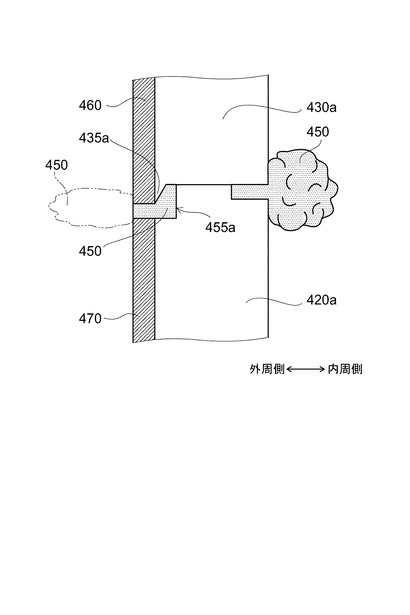
本具体例の上板430aは、図5に表したように、接合部の外側の端部から下方(底板420aの側)に向かって突出した突起部435aを有する。一方、本具体例の底板420aは、上板430aのようには突起部を有していない。
【0049】
上板430aは、接合部の外側の端部から底板420aに向かって突出した突起部435aを有するため、底板420aと上板430aとの間の距離は、接合部の外側の端部すなわち表面層460、470の部分において最も短い。つまり、本具体例では、底板420aと上板430aとの間の距離は、接合部の外側へ向かうにつれて短くなっている。言い換えれば、底板420aと上板430aとの間の間隔は、接合部の外側の端部において絞られている。
【0050】
これによれば、底板420aおよび上板430aの外面から突出したバリとなる基材450の肉厚は、図5に二点鎖線で表したバリとなる基材450のように、上板430aが突起部435aを有していない場合(図4参照)よりも薄い。そのため、底板420aおよび上板430aの外面から突出したバリとなる基材450だけをより容易に取り除くことができる。つまり、表面層460、470よりも内側に充填された基材450は、底板420aおよび上板430aの外面から突出したバリとなる基材450を取り除く際にはほとんど影響を受けない。
【0051】
これによれば、底板420aおよび上板430aの外面から突出したバリとなる基材450を取り除いた後でも、表面層470の上端部473(図3(a)参照)と表面層460の下端部463(図3(a)参照)との間、および底板420aと上板430aとの間において、軟化した後に硬化した基材450をより確実に表面に至るまで隙間なく充填させたままにしておくことができる。また、表面層460、470よりも内側には、接合部の外側の端部における隙間よりも広い空間455aが存在する。そして、底板420aおよび上板430aの外面から突出したバリとなる基材450を取り除いた後でも、空間455aには、軟化した後に硬化した基材450が充填されたままである。そのため、底板420aと上板430aとを基材450を介してより強固に固定することができる。
【0052】
なお、本具体例では、上板430aが突起部435aを有し、底板420aが突起部を有していない場合を例に挙げて説明したが、これだけに限定されるわけではない。例えば、底板420aが突起部を有し、上板430aが突起部を有してしなくともよい。この場合には、底板420aは、接合部の外側の端部から上方(上板430aの側)に向かって突出した突起部を有する。
【0053】
図6は、本実施形態の他の変形例にかかる便座装置を表す断面模式図である。
なお、図6は、図2に表したA−A切断面における断面模式図である。
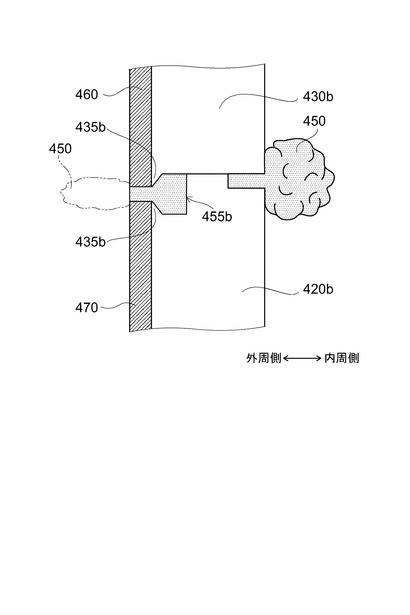
本具体例の上板430bは、図6に表したように、接合部の外側の端部から下方(底板420bの側)に向かって突出した突起部435bを有する。また、本具体例の底板420bは、接合部の外側の端部から上方(上板430bの側)に向かって突出した突起部425bを有する。
【0054】
上板430bは、接合部の外側の端部から底板420bに向かって突出した突起部435bを有し、底板420bは、接合部の外側の端部から上板430bに向かって突出した突起部425bを有するため、底板420bと上板430bとの間の距離は、接合部の外側の端部すなわち表面層460、470の部分において最も短い。つまり、本具体例では、図5に関して前述した具体例と同様に、底板420bと上板430bとの間の距離は、接合部の外側へ向かうにつれて短くなっている。
【0055】
これによれば、底板420bおよび上板430bの外面から突出したバリとなる基材450の肉厚は、図6に二点鎖線で表したバリとなる基材450のように、上板430bが突起部435bを有していない場合、および底板420bが突起部425bを有していない場合(図4参照)よりも薄い。そのため、底板420bおよび上板430bの外面から突出したバリとなる基材450だけをより容易に取り除くことができ、上板430bと底板420bとの接合部の表面を良好な面に形成できる。つまり、表面層460、470よりも内側に充填された基材450は、底板420bおよび上板430bの外面から突出したバリとなる基材450を取り除く際にはほとんど影響を受けない。
【0056】
これによれば、底板420bおよび上板430bの外面から突出したバリとなる基材450を取り除いた後でも、表面層470の上端部473(図3(a)参照)と表面層460の下端部463(図3(a)参照)との間、および底板420bと上板430bとの間において、軟化した後に硬化した基材450をより確実に充填させたままにしておくことができる。また、表面層460、470よりも内側には、接合部の外側の端部における隙間よりも広い空間455bが存在する。この空間455bは、図5に関して前述した空間455aよりも広い。そして、底板420bおよび上板430bの外面から突出したバリとなる基材450を取り除いた後でも、その空間455bには、軟化した後に硬化した基材450が充填されたままである。そのため、底板420bと上板430bとを、軟化しその後硬化した基材450を介してさらに強固に固定することができる。
【0057】
図7は、本実施形態のさらに他の変形例にかかる便座装置を表す断面模式図である。
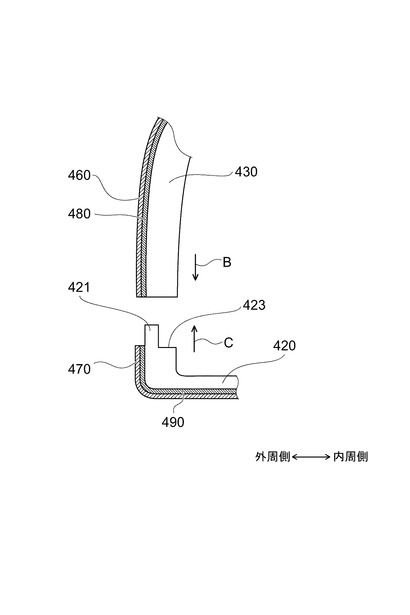
本変形例では、底板420と表面層470との間に接着層490が設けられている。また、上板430と表面層460との間には接着層480が設けられている。接着層480、490は、例えば塩素化PPフィルムなどにより形成されている。また、接着層480、490の厚さは、例えば約10ミクロン(μm)程度である。
【0058】
本具体例の便座装置の製造方法としては、例えば、まず、表面層460と接着層480とを積層し固定させたフィルム状の積層体、および表面層470と接着層490とを積層し固定させたフィルム状の積層体を形成する。続いて、底板420と上板430とを振動溶着により接合する前に、例えばインサート成形などにより前述したフィルム状の積層体を上板430および底板420にそれぞれ予め固定する。
【0059】
続いて、図7に表した矢印B、Cのように、フィルム状の積層体を固定した上板430と、フィルム状の積層体を固定した底板420と、を互いに接触する方向に加圧する。そして、上板430および底板420を加圧しつつ、上板430および底板420の少なくともいずれかを水平方向に振動させる。これにより、本具体例の便座装置を製造することができる。
【0060】
本具体例によれば、底板420と表面層470との密着性、および上板430と表面層460との密着性を確保することができる。より具体的に説明すると、前述したように、上板430および底板420の外面の少なくとも一部の所定領域には、振動溶着時に軟化した基材450と上板430および底板420との固着を抑制する処理が施されている。本実施形態にかかる便座装置400は、上板430に積層される表面層460と、底板420に積層される表面層470と、を備える。表面層460、470は、上板430および底板420との相溶性がより低い材料により形成されている。
【0061】
これに対して、本変形例では、底板420と表面層470との間に接着層490が設けられ、上板430と表面層460との間には接着層480が設けられている。そのため、底板420と表面層470との密着性、および上板430と表面層460との密着性を確保し、上板430と表面層460との固定、および底板420と表面層470との固定をより強固にすることができる。
【0062】
なお、底板420と表面層470との密着性、および上板430と表面層460との密着性を確保するための方法としては、接着層480、490を設けることに限定されるわけではない。例えば、上板430および底板420の外面を比較的粗い面としてもよい。これによれば、底板420と表面層470との接着面積、および上板430と表面層460との接着面積がより広くなるため、底板420と表面層470との密着性、および上板430と表面層460との密着性を確保することができる。
【0063】
図8は、本実施形態のさらに他の変形例にかかる便座装置を表す断面模式図である。
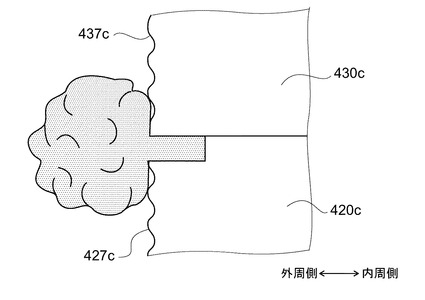
本具体例の底板420cの外面の少なくとも一部の所定領域には、凹凸面427cが形成されている。また、本具体例の上板430cの外面の少なくとも一部の所定領域には、凹凸面437cが形成されている。凹凸面427c、437cの表面粗さは、例えば十点平均粗さRz100程度である。
【0064】
これによれば、底板420および上板430の外面から突出したバリとなる基材450と凹凸面427c、437cとの接触面積は、凹凸面427c、437cが形成されていない場合よりも狭い。そのため、バリとなる基材450は、底板420および上板430の外面にはより固着し難い。これにより、底板420および上板430の外面から突出したバリとなる基材450をより容易に取り除くことができる。
【0065】
また、本具体例にかかる便座装置は、図1および図2に関して前述した便座装置と同様に、上板430cに積層された表面層と、底板420cに積層された表面層と、を備えていてもよい。この場合、表面層は、凹凸面427c、437cの形状に沿うように底板420cおよび上板430cにそれぞれ固定される。その結果、表面層の表面には、凹凸面427c、437cの形状に沿うように凹凸面が形成される。そのため、バリとなる基材450は、表面層にはさらに固着し難い。これにより、底板420および上板430の外面から突出したバリとなる基材450をさらに容易に取り除くことができる。
【0066】
図9は、本実施形態のさらに他の変形例にかかる便座装置を表す断面模式図である。
本具体例の表面層460aの外面の少なくとも一部の所定領域には、凹凸面461aが形成されている。また、本具体例の表面層470aの外面の少なくとも一部の所定領域には、凹凸面471aが形成されている。凹凸面461a、471aの表面粗さは、例えば十点平均粗さRz100程度である。これによれば、図8に関して前述した具体例と同様に、バリとなる基材450は、表面層460a、470aにはより固着し難い。これにより、底板420および上板430の外面から突出したバリとなる基材450をより容易に取り除くことができる。
【0067】
以上説明したように、本実施形態によれば、上板430および底板420の外面の少なくとも一部の所定領域には、振動溶着時に発生したバリと上板430および底板420との固着を抑制する処理が施されている。そのため、底板420および上板430の外面から突出したバリとなる基材450を容易に取り除くことができる。また、便座装置400の外観を向上させることができる。
【0068】
以上、本発明の実施の形態について説明した。しかし、本発明はこれらの記述に限定されるものではない。前述の実施の形態に関して、当業者が適宜設計変更を加えたものも、本発明の特徴を備えている限り、本発明の範囲に包含される。例えば、便座装置400などが備える各要素の形状、寸法、材質、配置などや表面層460、470の設置形態などは、例示したものに限定されるわけではなく適宜変更することができる。
また、前述した各実施の形態が備える各要素は、技術的に可能な限りにおいて組み合わせることができ、これらを組み合わせたものも本発明の特徴を含む限り本発明の範囲に包含される。
【符号の説明】
【0069】
400 便座装置、 410 便座基材、 420 底板、 420a 底板、 420b 底板、 420c 底板、 421 リブ、 423 段差部、 425b 突起部、 427c 凹凸面、 430 上板、 430a 上板、 430b 上板、 430c 上板、 435a 突起部、 435b 突起部、 437c 凹凸面、 450 基材(バリ)、 455a 空間、 455b 空間、 460 表面層、 460a 表面層、 461a 凹凸面、 463 下端部、 470 表面層、 470a 表面層、 471a 凹凸面、 473 上端部、 480 接着層、 490 接着層
【技術分野】
【0001】
本発明の態様は、一般的に、便座装置および便座装置の製造方法に関し、具体的には上板と底板とにより形成された便座装置および便座装置の製造方法に関する。
【背景技術】
【0002】
底板と、この底板に被せて振動溶着法により一体化する着座面板と、を備えた便座がある(特許文献1)。底板と着座面板とを振動溶着法により一体化させると、接合面部分にバリが発生する場合がある。
【0003】
これに対して、特許文献1に記載された便座によれば、底板の突き合わせ部及び着座面板の重合代のそれぞれを振動溶着時の加圧によって撓み変形できるようにすると共に、これらの突き合わせ部と重合代のそれぞれを自由端とするような底板溶着治具、面板溶着治具の構成とする。そのため、底板と着座面板を接合したときには便座の中に隠れてしまう接合リブ部分のみに溶着時のバリが発生するだけで、底板と着座面板の外周縁の接合部分は溶着されないままでバリの発生がなく、且つ、接合部の隙間を解消しつつ、バリ取り等の工程が不要となり生産性の向上が図られる。
【0004】
しかしながら、底板または着座面板のそれぞれの部位の少なくとも一方を、振動溶着時の加圧によって撓み変形可能な肉厚としているため、撓みの状況によっては段差などにより便座の外観を損なうおそれがある。特許文献1については、この点において改善の余地がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10−165331号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、かかる課題の認識に基づいてなされたものであり、容易にバリを取り除くことができる、あるいは外観を向上させることができる便座装置および便座装置の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
第1の発明は、上板と底板とを備え、前記上板と前記底板とを溶着により接合した便座装置であって、前記上板と前記底板とを前記溶着する際に接合部において軟化してはみ出した基材と、前記上板および底板と、の固着を抑制する処理が、前記上板および底板の外面の少なくとも一部に施されたことを特徴とする便座装置である。
【0008】
この便座装置によれば、上板および底板の少なくともいずれかの基材が溶着時に軟化してはみ出すことにより形成されたバリと、上板および底板と、の固着を抑制する処理が、上板および底板の外面の少なくとも一部の所定領域に施されている。そのため、溶着時に発生したバリは、上板および底板の外面の少なくとも一部の所定領域には固着しない、あるいは固着し難い。
【0009】
溶着時に軟化した基材は、底板および上板により加圧されつつ底板および上板の外面から突出してバリを形成する。そのため、底板および上板の外面から突出したバリの肉厚は、より薄い。したがって、底板および上板の外面から突出したバリをより容易に取り除くことができる。これらによれば、便座装置の外観を向上させることができる。
【0010】
底板および上板の外面から突出したバリを取り除いた後でも、底板と上板との間には、軟化して充填された基材がその後硬化して介在したままである。そのため、底板と上板とは、充填された基材を介して互いに強固に固定されている。また、底板および上板の外面から突出したバリを取り除いた後でも、底板と上板との間には、軟化して充填された後に硬化した基材が表面に至るまで介在したままで隙間が無く、底板と上板の間の隙間に汚れが溜まったり、便座装置の内部に向かって水や汚れが浸入することを確実に抑制することができる。
【0011】
また、第2の発明は、第1の発明において、前記抑制する処理は、前記少なくとも一部に被覆された表面層を含むことを特徴とする便座装置である。
【0012】
この便座装置によれば、上板および底板の外面の少なくとも一部の所定領域には、表面層が設けられている。そのため、バリと表面層との固着を抑制することができる。つまり、振動溶着時に発生したバリは、上板および底板の外面の少なくとも一部の所定領域に形成された表面層には固着しない、あるいは固着し難い。したがって、底板および上板の外面から突出したバリをより容易に取り除くことができる。
【0013】
本発明の便座装置によれば、表面層の材料などを適宜選択することにより、底板および上板の表面に例えば加色などの装飾性を付加することができる。また、例えば、底板および上板の表面を陶器調に仕上げることができる。表面層が撥水性や撥油性などを有する材料により形成された場合には、表面層は、上板および底板の表面を被覆しているため、便座装置の清潔性を向上させることができる。
【0014】
また、第3の発明は、第1または第2の発明において、前記表面層と、前記上板および底板と、の間に接着層が設けられたことを特徴とする便座装置である。
この便座装置によれば、表面層と、上板および底板と、の間には、接着層が介在している。そのため、底板と表面層との密着性、および上板と表面層との密着性を確保することができる。また、上板と表面層との固定、および底板と表面層との固定をより強固にすることができる。
【0015】
また、第4の発明は、第1〜第3のいずれか1つの発明において、前記上板および底板の少なくともいずれかは、前記接合部において対向する方向に向かって突出した突起部を有することを特徴とする便座装置である。
【0016】
この便座装置によれば、突起部を設けることにより、底板と上板との間の距離は、この突出部において最も短い。つまり、底板と上板との間の間隔は、突出部において絞られている。
【0017】
底板および上板の外面から突出したバリの肉厚は、上板および底板のいずれも突起部を有していない場合の基材よりも薄い。そのため、底板および上板の外面から突出した部分のバリだけをより容易に取り除くことができる。つまり、底板および上板の外面よりも内側に充填された基材は、底板および上板の外面から突出した部分のバリを取り除く際にはほとんど影響を受けない。
【0018】
これによれば、底板および上板の外面から突出したバリを取り除いた後でも、底板と上板との間において、軟化しその後硬化した基材をより確実に充填させたままにしておくことができる。また、接合部の突起部の周囲には、接合部における隙間よりも広い空間が存在する。そして、底板および上板の外面から突出したバリを取り除いた後でも、空間には、軟化しその後硬化した基材が充填されたままである。そのため、底板と上板とを、軟化しその後硬化した基材を介してより強固に固定することができる。
【0019】
また、第5の発明は、第1〜第4のいずれか1つの発明において、前記抑制する処理は、前記少なくとも一部に形成された凹凸面を含むことを特徴とする便座装置である。
【0020】
この便座装置によれば、凹凸面を形成することにより、底板および上板の外面から突出したバリと凹凸面との接触面積は、凹凸面が形成されていない場合よりも狭い。そのため、バリは、底板および上板の外面にはより固着し難い。これにより、底板および上板の外面から突出したバリをより容易に取り除くことができる。
【0021】
また、凹凸面に表面層が積層された場合には、表面層は、凹凸面の形状に沿うように底板および上板にそれぞれ固定される。その結果、表面層の表面には、凹凸面の形状に沿うように凹凸面が形成される。そのため、バリは、表面層にはさらに固着し難い。これにより、底板および上板の外面から突出したバリをさらに容易に取り除くことができる。
【0022】
また、第6の発明は、上板と底板とを溶着により接合する便座装置の製造方法であって、前記上板と前記底板とを前記溶着する際に軟化してはみ出した基材と、前記上板および底板と、の固着を抑制する処理を前記上板および底板の外面の少なくとも一部に施し、前記上板と底板とを接触させつつ接合部を加熱して軟化した基材を前記上板および底板の外面からはみ出させ、前記はみ出した前記基材を取り除くことを特徴とする便座装置の製造方法である。
【0023】
この便座装置の製造方法によれば、振動溶着時に発生したバリが上板および底板の外面の少なくとも一部の所定領域に形成された表面層には固着しない、あるいは固着し難い便座装置を製造できる。そのため、底板および上板の外面から突出したバリをより容易に取り除くことができる。これにより、便座装置の外観を向上させることができる。
【発明の効果】
【0024】
本発明の態様によれば、容易にバリを取り除くことができる、あるいは外観を向上させることができる便座装置および便座装置の製造方法が提供される。
【図面の簡単な説明】
【0025】
【図1】本発明の実施の形態にかかる便座装置を表す分解模式図である。
【図2】本実施形態にかかる便座装置を表す斜視模式図である。
【図3】本実施形態にかかる便座装置の製造方法を説明するための断面模式図である。
【図4】本実施形態にかかる便座装置のバリ除去後の接合部を拡大して眺めた拡大模式図である。
【図5】本実施形態の変形例にかかる便座装置を表す断面模式図である。
【図6】本実施形態の他の変形例にかかる便座装置を表す断面模式図である。
【図7】本実施形態のさらに他の変形例にかかる便座装置を表す断面模式図である。
【図8】本実施形態のさらに他の変形例にかかる便座装置を表す断面模式図である。
【図9】本実施形態のさらに他の変形例にかかる便座装置を表す断面模式図である。
【発明を実施するための形態】
【0026】
以下、本発明の実施の形態について図面を参照しつつ説明する。なお、各図面中、同様の構成要素には同一の符号を付して詳細な説明は適宜省略する。
図1は、本発明の実施の形態にかかる便座装置を表す分解模式図である。
また、図2は、本実施形態にかかる便座装置を表す斜視模式図である。
【0027】
本実施形態にかかる便座装置400は、底板420と上板430とを有する便座基材410を備える。底板420および上板430は、便座装置400に座る使用者の体重を支える役割を有し、例えばポリプロピレン(PP:polypropylene)等の樹脂により形成される。底板420と上板430との固定は、溶着により行うことができる。溶着の方法としては、振動溶着や、超音波溶着や、レーザ溶着や、熱板溶着などを挙げることができる。あるいは、底板420と上板430との接触面に配設された電線に電流を流すことで発生する熱により、底板420と上板430とを溶着し固定することができる。
以下、底板420と上板430とが振動溶着により固定される場合を例に挙げて説明する。
【0028】
底板420と上板430との固定を振動溶着により行う場合には、上板430と底板420との接合部(溶着部)において、上板430と底板420とが接触した状態で振動を加える。こうすることにより、接合部において、上板430と底板420の少なくともいずれかの基材が摩擦熱で加熱されて軟化(「溶融」も含む)する。軟化した基材は、接合部の側方に広がり、底板420および上板430の外面から外側へ、すなわち便座装置400の外側へ突出する場合がある。このように軟化して外側に突出した基材は、バリを形成する。このようなバリが形成されると、便座装置400の外観が損なわれるおそれがある。
【0029】
これに対して、本実施形態にかかる便座装置400では、振動溶着時に発生したバリは、上板430および底板420の外面の少なくとも一部の所定領域には固着しない、あるいは固着し難い。つまり、上板430および底板420の外面の少なくとも一部の所定領域には、振動溶着時に発生したバリと上板430および底板420との固着を抑制する処理が施されている。
【0030】
より具体的には、本実施形態にかかる便座装置400は、上板430に積層された表面層460と、底板420に積層された表面層470と、を有する。表面層460、470は、例えばフィルム状に形成されている。表面層460は、図2に表したように、便座装置400が組み立てられた状態において、上板430の表面を被覆する。一方、表面層470は、図2に表したように、便座装置400が組み立てられた状態において、底板420の表面を被覆する。
【0031】
上板430と表面層460との固定、および底板420と表面層470との固定は、例えばインサート成形により行うことができる。なお、図1に表した表面層460、470は、上板430および底板420の表面にそれぞれ沿うように予め形成されているが、本発明はこの具体例のみに限定されるわけではない。つまり、表面層460、470は、上板430および底板420の表面にそれぞれ沿うように予め形成されていなくともよい。例えば、表面層460、470は、上板430および底板420のモールド成形と同時に上板430および底板420の表面にそれぞれ沿うように成形されてもよい。この場合には、例えばインモールド成形により上板430と表面層460との固定、および底板420と表面層470との固定が行われる。
【0032】
あるいは、上板430と表面層460との固定、および底板420と表面層470との固定については、例えば真空圧着により行うことができる。これによれば、表面層460に皺がよったり、上板430と表面層460との間に空気が入り込んだりすることを抑制することができる。
このように、上板430と底板420とを接合する前に、表面層460、470は、上板430および底板420にそれぞれ予め固定されている。
【0033】
なお、表面層460、470は、必ずしも上板430、底板420の外側の表面の全体を被覆する必要はない。例えば、表面層460、470は、上板430、420の外側の表面のうちの、接合部の近傍のみを被覆するように設けてもよい。
【0034】
表面層460、470は、便座基材410の材料(例えばポリプロピレン)よりも融点が高く、便座基材410との相溶性がより低い材料により形成されている。ここで、本願明細書において「相溶性」とは、「二種類または多種類の物質が相互に親和性を有し、溶液または混和物を形成する性質」をいうものとする。より具体的には、表面層460、470は、例えば、撥水性や撥油性などを有する材料や、オレフィン系以外の材料などにより形成されている。このような材料により形成された表面層460、470としては、例えば、シリコーン系フィルムや、フッ素系フィルムや、アクリル系フィルムなどが挙げられる。
【0035】
なお、表面層460、470は、フィルム状に形成されていることに限定されるわけではない。表面層460、470は、撥水性や撥油性などを有する材料や、オレフィン系以外の材料をベースとした塗料を塗布されたものであってもよい。これによれば、底板420および上板430の表面に例えば加色などの装飾性を付加することができる。また、例えば、底板420および上板430の表面を陶器調に仕上げることができる。あるいは、表面層460、470は、撥水皮膜や撥水性を有するスプレーなどによりコーティングされたものであってもよい。
【0036】
このように、上板430および底板420の外面の少なくとも一部に表面層460、470を設けることにより、溶着時に発生したバリと上板430および底板420との固着を抑制することができる。そのため、底板420および上板430の外面から突出したバリとなる基材450は、底板420や上板430の表面に固着しない。したがって、バリとなる基材450が硬化した後に、容易に取り除くことができる。また、便座装置400の外観を向上させることができる。さらに、撥水性や撥油性などを有する材料により形成された表面層460、470が便座基材410の表面を被覆しているため、便座装置400の清潔性を向上させることができる。
【0037】
次に、本実施形態にかかる便座装置400の製造方法について、図面を参照しつつ説明する。
図3は、本実施形態にかかる便座装置の製造方法を説明するための断面模式図である。 また、図4は、本実施形態にかかる便座装置のバリ除去後の接合部を拡大して眺めた拡大模式図である。
なお、図3および図4は、図2に表したA−A切断面における断面模式図である。
【0038】
底板420は、図3(a)に表したように、上板430との接合部において、底板420と上板430との溶着の際の溶着代となるリブ421を有する。リブ421は、底板420の端部から上方(上板430の側)に向かって突出している。その結果、底板420は、リブ421の上端部よりも低い位置に形成された段差部423を有する。段差部423は、表面層470の上端部473と同じ高さとなるように形成されている。
【0039】
まず、底板420と上板430とを振動溶着により接合する前に、例えばインサート成形などにより表面層460、470を上板430および底板420にそれぞれ予め固定しておく。続いて、図3(a)に表した矢印B、Cのように、表面層460を固定した上板430と、表面層470を固定した底板420と、を互いに接触する方向に加圧する。そして、上板430および底板420を加圧しつつ、上板430および底板420の少なくともいずれかを水平方向に振動させる。
【0040】
そうすると、上板430と底板420との接合部において、摩擦熱が発生する。その摩擦熱により、リブ421の先端部は次第に軟化していく。このとき、リブ421の先端部は、より細い形状を有するため、振動エネルギーは、リブ421の先端部に集中する。そのため、リブ421の先端部は、より短時間で効率的に軟化する。
【0041】
そして、リブ421の先端部が軟化するにつれて、図3(b)に表したように、上板430と底板420との少なくともいずれかの基材が軟化して接合部の側方に広がる。その結果、接合部から外周側および内周側に広がった基材450は、底板420と上板430との間に充填され、底板420および上板430の外面および内面から突出する。なお、本願明細書では、軟化した基材450が空間に隙間無く満たされた状態だけではなく、表面層460が基材450により固定される程度に、その基材450が空間に満たされた状態も「充填」の範囲に含まれるものとする。
【0042】
底板420と上板430との間に軟化した基材450が充填されると、上板430および底板420の振動を停止させる。このとき、表面層470の上端部473(図3(a)参照)と表面層460の下端部463(図3(a)参照)との間には、図4に表したように、軟化した基材450が介在し充填されている。つまり、表面層470の上端部473と、表面層460の下端部463と、は互いに直接的には接触していない。これにより、振動溶着において、表面層460と表面層470とが互いの摩擦により損傷することを防止することができる。
【0043】
また、底板420および上板430の外面から突出した基材450はバリを形成し、図3(b)および図4(二点鎖線参照)に表したように、表面層460、470の表面と接触する。ここで、図1および図2に関して前述したように、表面層460、470は、便座基材410の材料よりも融点が高く、便座基材410との相溶性がより低い材料により形成されている。つまり、バリとなる基材450と表面層460、470との相溶性は、より低い。そのため、基材450は、表面層460、470の表面には固着しない、あるいは固着し難い。したがって、図3(c)および図4に表したように、底板420および上板430の外面から突出したバリとなる基材450が硬化した後に、容易に取り除くことができる。
【0044】
軟化した基材450は、底板420および上板430により加圧されつつ底板420および上板430の外面から突出する。そのため、底板420および上板430の外面から突出した基材450の肉厚は、より薄い。したがって、底板420および上板430の外面から突出した基材450をより容易に取り除くことができる。これらによれば、上板430と底板420との間には、接合部の隙間が無くなり、便座装置400の外観を向上させることができる。
【0045】
また、底板420および上板430の外面から突出した基材450を取り除いた後でも、表面層470の上端部473と表面層460の下端部463との間、および底板420と上板430との間には、基材450が介在したままである。そのため、底板420と上板430とは、基材450を介して互いに強固に固定されている。また、底板420および上板430の外面から突出したバリとなる基材450を取り除いた後でも、表面層470の上端部473と表面層460の下端部463との間には、軟化した後に硬化した基材450が表面に至るまで隙間なく充填されたままである。そのため、表面層470と表面層460との間、および底板420と上板430の間の隙間から便座装置400の内部に向かって水や汚れが浸入したり、その隙間に汚れが溜まることを確実に抑制することができる。
【0046】
なお、本実施形態では、底板420がリブ421を有する場合を例に挙げて説明したが、これだけに限定されるわけではない。例えば、上板430が、底板420と上板430との溶着の際の溶着代となるリブを有していてもよい。この場合には、そのリブは、底板420と上板430との接合部において、上板430の端部から下方(底板420の側)に向かって延在する。
【0047】
次に、本実施形態の変形例にかかる便座装置について、図面を参照しつつ説明する。
図5は、本実施形態の変形例にかかる便座装置を表す断面模式図である。
なお、図5は、図2に表したA−A切断面における断面模式図である。
【0048】
本具体例の上板430aは、図5に表したように、接合部の外側の端部から下方(底板420aの側)に向かって突出した突起部435aを有する。一方、本具体例の底板420aは、上板430aのようには突起部を有していない。
【0049】
上板430aは、接合部の外側の端部から底板420aに向かって突出した突起部435aを有するため、底板420aと上板430aとの間の距離は、接合部の外側の端部すなわち表面層460、470の部分において最も短い。つまり、本具体例では、底板420aと上板430aとの間の距離は、接合部の外側へ向かうにつれて短くなっている。言い換えれば、底板420aと上板430aとの間の間隔は、接合部の外側の端部において絞られている。
【0050】
これによれば、底板420aおよび上板430aの外面から突出したバリとなる基材450の肉厚は、図5に二点鎖線で表したバリとなる基材450のように、上板430aが突起部435aを有していない場合(図4参照)よりも薄い。そのため、底板420aおよび上板430aの外面から突出したバリとなる基材450だけをより容易に取り除くことができる。つまり、表面層460、470よりも内側に充填された基材450は、底板420aおよび上板430aの外面から突出したバリとなる基材450を取り除く際にはほとんど影響を受けない。
【0051】
これによれば、底板420aおよび上板430aの外面から突出したバリとなる基材450を取り除いた後でも、表面層470の上端部473(図3(a)参照)と表面層460の下端部463(図3(a)参照)との間、および底板420aと上板430aとの間において、軟化した後に硬化した基材450をより確実に表面に至るまで隙間なく充填させたままにしておくことができる。また、表面層460、470よりも内側には、接合部の外側の端部における隙間よりも広い空間455aが存在する。そして、底板420aおよび上板430aの外面から突出したバリとなる基材450を取り除いた後でも、空間455aには、軟化した後に硬化した基材450が充填されたままである。そのため、底板420aと上板430aとを基材450を介してより強固に固定することができる。
【0052】
なお、本具体例では、上板430aが突起部435aを有し、底板420aが突起部を有していない場合を例に挙げて説明したが、これだけに限定されるわけではない。例えば、底板420aが突起部を有し、上板430aが突起部を有してしなくともよい。この場合には、底板420aは、接合部の外側の端部から上方(上板430aの側)に向かって突出した突起部を有する。
【0053】
図6は、本実施形態の他の変形例にかかる便座装置を表す断面模式図である。
なお、図6は、図2に表したA−A切断面における断面模式図である。
本具体例の上板430bは、図6に表したように、接合部の外側の端部から下方(底板420bの側)に向かって突出した突起部435bを有する。また、本具体例の底板420bは、接合部の外側の端部から上方(上板430bの側)に向かって突出した突起部425bを有する。
【0054】
上板430bは、接合部の外側の端部から底板420bに向かって突出した突起部435bを有し、底板420bは、接合部の外側の端部から上板430bに向かって突出した突起部425bを有するため、底板420bと上板430bとの間の距離は、接合部の外側の端部すなわち表面層460、470の部分において最も短い。つまり、本具体例では、図5に関して前述した具体例と同様に、底板420bと上板430bとの間の距離は、接合部の外側へ向かうにつれて短くなっている。
【0055】
これによれば、底板420bおよび上板430bの外面から突出したバリとなる基材450の肉厚は、図6に二点鎖線で表したバリとなる基材450のように、上板430bが突起部435bを有していない場合、および底板420bが突起部425bを有していない場合(図4参照)よりも薄い。そのため、底板420bおよび上板430bの外面から突出したバリとなる基材450だけをより容易に取り除くことができ、上板430bと底板420bとの接合部の表面を良好な面に形成できる。つまり、表面層460、470よりも内側に充填された基材450は、底板420bおよび上板430bの外面から突出したバリとなる基材450を取り除く際にはほとんど影響を受けない。
【0056】
これによれば、底板420bおよび上板430bの外面から突出したバリとなる基材450を取り除いた後でも、表面層470の上端部473(図3(a)参照)と表面層460の下端部463(図3(a)参照)との間、および底板420bと上板430bとの間において、軟化した後に硬化した基材450をより確実に充填させたままにしておくことができる。また、表面層460、470よりも内側には、接合部の外側の端部における隙間よりも広い空間455bが存在する。この空間455bは、図5に関して前述した空間455aよりも広い。そして、底板420bおよび上板430bの外面から突出したバリとなる基材450を取り除いた後でも、その空間455bには、軟化した後に硬化した基材450が充填されたままである。そのため、底板420bと上板430bとを、軟化しその後硬化した基材450を介してさらに強固に固定することができる。
【0057】
図7は、本実施形態のさらに他の変形例にかかる便座装置を表す断面模式図である。
本変形例では、底板420と表面層470との間に接着層490が設けられている。また、上板430と表面層460との間には接着層480が設けられている。接着層480、490は、例えば塩素化PPフィルムなどにより形成されている。また、接着層480、490の厚さは、例えば約10ミクロン(μm)程度である。
【0058】
本具体例の便座装置の製造方法としては、例えば、まず、表面層460と接着層480とを積層し固定させたフィルム状の積層体、および表面層470と接着層490とを積層し固定させたフィルム状の積層体を形成する。続いて、底板420と上板430とを振動溶着により接合する前に、例えばインサート成形などにより前述したフィルム状の積層体を上板430および底板420にそれぞれ予め固定する。
【0059】
続いて、図7に表した矢印B、Cのように、フィルム状の積層体を固定した上板430と、フィルム状の積層体を固定した底板420と、を互いに接触する方向に加圧する。そして、上板430および底板420を加圧しつつ、上板430および底板420の少なくともいずれかを水平方向に振動させる。これにより、本具体例の便座装置を製造することができる。
【0060】
本具体例によれば、底板420と表面層470との密着性、および上板430と表面層460との密着性を確保することができる。より具体的に説明すると、前述したように、上板430および底板420の外面の少なくとも一部の所定領域には、振動溶着時に軟化した基材450と上板430および底板420との固着を抑制する処理が施されている。本実施形態にかかる便座装置400は、上板430に積層される表面層460と、底板420に積層される表面層470と、を備える。表面層460、470は、上板430および底板420との相溶性がより低い材料により形成されている。
【0061】
これに対して、本変形例では、底板420と表面層470との間に接着層490が設けられ、上板430と表面層460との間には接着層480が設けられている。そのため、底板420と表面層470との密着性、および上板430と表面層460との密着性を確保し、上板430と表面層460との固定、および底板420と表面層470との固定をより強固にすることができる。
【0062】
なお、底板420と表面層470との密着性、および上板430と表面層460との密着性を確保するための方法としては、接着層480、490を設けることに限定されるわけではない。例えば、上板430および底板420の外面を比較的粗い面としてもよい。これによれば、底板420と表面層470との接着面積、および上板430と表面層460との接着面積がより広くなるため、底板420と表面層470との密着性、および上板430と表面層460との密着性を確保することができる。
【0063】
図8は、本実施形態のさらに他の変形例にかかる便座装置を表す断面模式図である。
本具体例の底板420cの外面の少なくとも一部の所定領域には、凹凸面427cが形成されている。また、本具体例の上板430cの外面の少なくとも一部の所定領域には、凹凸面437cが形成されている。凹凸面427c、437cの表面粗さは、例えば十点平均粗さRz100程度である。
【0064】
これによれば、底板420および上板430の外面から突出したバリとなる基材450と凹凸面427c、437cとの接触面積は、凹凸面427c、437cが形成されていない場合よりも狭い。そのため、バリとなる基材450は、底板420および上板430の外面にはより固着し難い。これにより、底板420および上板430の外面から突出したバリとなる基材450をより容易に取り除くことができる。
【0065】
また、本具体例にかかる便座装置は、図1および図2に関して前述した便座装置と同様に、上板430cに積層された表面層と、底板420cに積層された表面層と、を備えていてもよい。この場合、表面層は、凹凸面427c、437cの形状に沿うように底板420cおよび上板430cにそれぞれ固定される。その結果、表面層の表面には、凹凸面427c、437cの形状に沿うように凹凸面が形成される。そのため、バリとなる基材450は、表面層にはさらに固着し難い。これにより、底板420および上板430の外面から突出したバリとなる基材450をさらに容易に取り除くことができる。
【0066】
図9は、本実施形態のさらに他の変形例にかかる便座装置を表す断面模式図である。
本具体例の表面層460aの外面の少なくとも一部の所定領域には、凹凸面461aが形成されている。また、本具体例の表面層470aの外面の少なくとも一部の所定領域には、凹凸面471aが形成されている。凹凸面461a、471aの表面粗さは、例えば十点平均粗さRz100程度である。これによれば、図8に関して前述した具体例と同様に、バリとなる基材450は、表面層460a、470aにはより固着し難い。これにより、底板420および上板430の外面から突出したバリとなる基材450をより容易に取り除くことができる。
【0067】
以上説明したように、本実施形態によれば、上板430および底板420の外面の少なくとも一部の所定領域には、振動溶着時に発生したバリと上板430および底板420との固着を抑制する処理が施されている。そのため、底板420および上板430の外面から突出したバリとなる基材450を容易に取り除くことができる。また、便座装置400の外観を向上させることができる。
【0068】
以上、本発明の実施の形態について説明した。しかし、本発明はこれらの記述に限定されるものではない。前述の実施の形態に関して、当業者が適宜設計変更を加えたものも、本発明の特徴を備えている限り、本発明の範囲に包含される。例えば、便座装置400などが備える各要素の形状、寸法、材質、配置などや表面層460、470の設置形態などは、例示したものに限定されるわけではなく適宜変更することができる。
また、前述した各実施の形態が備える各要素は、技術的に可能な限りにおいて組み合わせることができ、これらを組み合わせたものも本発明の特徴を含む限り本発明の範囲に包含される。
【符号の説明】
【0069】
400 便座装置、 410 便座基材、 420 底板、 420a 底板、 420b 底板、 420c 底板、 421 リブ、 423 段差部、 425b 突起部、 427c 凹凸面、 430 上板、 430a 上板、 430b 上板、 430c 上板、 435a 突起部、 435b 突起部、 437c 凹凸面、 450 基材(バリ)、 455a 空間、 455b 空間、 460 表面層、 460a 表面層、 461a 凹凸面、 463 下端部、 470 表面層、 470a 表面層、 471a 凹凸面、 473 上端部、 480 接着層、 490 接着層
【特許請求の範囲】
【請求項1】
上板と底板とを備え、前記上板と前記底板とを溶着により接合した便座装置であって、
前記上板と前記底板とを前記溶着する際に接合部において軟化してはみ出した基材と、前記上板および底板と、の固着を抑制する処理が、前記上板および底板の外面の少なくとも一部に施されたことを特徴とする便座装置。
【請求項2】
前記抑制する処理は、前記少なくとも一部に被覆された表面層を含むことを特徴とする請求項1記載の便座装置。
【請求項3】
前記表面層と、前記上板および底板と、の間に接着層が設けられたことを特徴とする請求項2記載の便座装置。
【請求項4】
前記上板および底板の少なくともいずれかは、前記接合部において対向する方向に向かって突出した突起部を有することを特徴とする請求項1〜3のいずれか1つに記載の便座装置。
【請求項5】
前記抑制する処理は、前記少なくとも一部に形成された凹凸面を含むことを特徴とする請求項1〜4のいずれか1つに記載の便座装置。
【請求項6】
上板と底板とを溶着により接合する便座装置の製造方法であって、
前記上板と前記底板とを前記溶着する際に軟化してはみ出した基材と、前記上板および底板と、の固着を抑制する処理を前記上板および底板の外面の少なくとも一部に施し、
前記上板と底板とを接触させつつ接合部を加熱して軟化した基材を前記上板および底板の外面からはみ出させ、
前記はみ出した前記基材を取り除くことを特徴とする便座装置の製造方法。
【請求項1】
上板と底板とを備え、前記上板と前記底板とを溶着により接合した便座装置であって、
前記上板と前記底板とを前記溶着する際に接合部において軟化してはみ出した基材と、前記上板および底板と、の固着を抑制する処理が、前記上板および底板の外面の少なくとも一部に施されたことを特徴とする便座装置。
【請求項2】
前記抑制する処理は、前記少なくとも一部に被覆された表面層を含むことを特徴とする請求項1記載の便座装置。
【請求項3】
前記表面層と、前記上板および底板と、の間に接着層が設けられたことを特徴とする請求項2記載の便座装置。
【請求項4】
前記上板および底板の少なくともいずれかは、前記接合部において対向する方向に向かって突出した突起部を有することを特徴とする請求項1〜3のいずれか1つに記載の便座装置。
【請求項5】
前記抑制する処理は、前記少なくとも一部に形成された凹凸面を含むことを特徴とする請求項1〜4のいずれか1つに記載の便座装置。
【請求項6】
上板と底板とを溶着により接合する便座装置の製造方法であって、
前記上板と前記底板とを前記溶着する際に軟化してはみ出した基材と、前記上板および底板と、の固着を抑制する処理を前記上板および底板の外面の少なくとも一部に施し、
前記上板と底板とを接触させつつ接合部を加熱して軟化した基材を前記上板および底板の外面からはみ出させ、
前記はみ出した前記基材を取り除くことを特徴とする便座装置の製造方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−194127(P2011−194127A)
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願番号】特願2010−66268(P2010−66268)
【出願日】平成22年3月23日(2010.3.23)
【出願人】(000010087)TOTO株式会社 (3,889)
【Fターム(参考)】
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願日】平成22年3月23日(2010.3.23)
【出願人】(000010087)TOTO株式会社 (3,889)
【Fターム(参考)】
[ Back to top ]