
保持治具、電極形成装置及び電極形成方法
【課題】小型部品用部材を保持したままこの小型部品用部材の少なくとも二箇所に電極を形成する工程に使用される保持治具、この保持治具を使用して小型部品用部材に電極を形成することのできる電極形成装置及び電極形成方法の提供。
【解決手段】平坦面を有する基材と、その平坦面に突出形成された、小型部品用部材を粘着保持することができる弾性保持部とを備えて成ることを特徴とする保持治具、この保持治具と導電性ペースト保持部材とを具えた電極形成装置、及び電極形成方法。
【解決手段】平坦面を有する基材と、その平坦面に突出形成された、小型部品用部材を粘着保持することができる弾性保持部とを備えて成ることを特徴とする保持治具、この保持治具と導電性ペースト保持部材とを具えた電極形成装置、及び電極形成方法。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、保持治具、電極形成装置及び電極形成方法に関し、更に詳しくは、小型部品用部材を粘着保持したままこの小型部品用部材の少なくとも二箇所に電極を形成する工程に使用される保持治具、この保持治具を使用して小型部品用部材に電極を形成することのできる電極形成装置及び電極形成方法に関する。
【背景技術】
【0002】
特許文献1には、電子部品の外部電極形成方法が開示されている。この特許文献1に開示された電極の形成方法は、特許文献1における図4に示されるように、以下の手順が採用される(特許文献1の段落番号0020及び図4参照)。
『(1)図4(a)に示すように、キャリアプレート10に複数の電子部品素体1を並べる。
(2)図1のような形状の2種類の溝(第1の溝11と第2の溝12)からなるユニットを複数個有する板状体、例えば図5のような板状体9の第2の溝12に適量の導電ペースト2を供給し、溝幅一杯のスキージを引いて該ペーストを第1の溝11に充填する。
(3)図4(b)に示すように、キャリアプレート10と板状体9の位置をあわせる。
(4)電子部品素体1の端面に連なる一方の面に電極が形成されるように、キャリアプレート10を矢印方向にスライドさせる(図4(c)参照)。
(5)端面に連なるもう一方の面に電極が形成されるように、キャリアプレート10を前とは逆の方向にスライドさせる(図4(d)参照)。
(6)電子部品素体1の端面に連なる面に塗布された導電ペーストが壁に触れない位置までスライドさせた後、キャリアプレート10を押し込み、電子部品素体の端面に導電ペーストを塗布する(図4(e)参照)。
(7)以上により、端面とこれに連なる面に導電ペーストが塗布された該素体を所定温度で焼き付けて外部電極端子とする。』
特許文献1に開示された電極形成方法によると、電子部品素体の端面とこれに連なる面に導電ペーストを塗布することにより一つの電極が形成される。通常の電子部品は2箇所にそれぞれ電極が形成される。したがって、特許文献1に開示された電極形成方法によると、一つのキャリアプレートに保持された電子部品素体の端面とこれに連なる面に導電ペーストを塗布して一つの電極を形成した後に、他のキャリアプレートに、一つの電極を形成した電子部品素体を粘着移動させて、つまり他のキャリアプレートに電子部品素体を移し替えて、次いで前記と同じ電極形成手順に従って電極を形成しなければならない。
【0003】
そうすると、特許文献1に記載の電極形成方法によると、電子部品素体に二つの電極を形成するには少なくとも二つのキャリアプレートが必要になる。しかも、一方のキャリアプレートに保持されたところの一つの電極を形成して成る電子部品素体を他方のキャリアプレートに移し替える操作が必要である。
【0004】
【特許文献1】特開平6−77099号公報
【0005】
特許文献2には「電子部品の外部電極形成方法」が開示されている。この「電子部品の外部電極形成方法」は、「電子部品を構成する素子の第1面に、当該第1面と対向する方向から導体ペーストを塗布して第1の電極部分を形成する第1形成工程と、
前記第1面に対向する前記素子の第2面に、当該第2面と対向する方向から導体ペーストを塗布して第2の電極部分を形成する第2形成工程と、
前記第1面及び前記第2面それぞれと隣り合う前記素子の第3面に、前記第1の電極部分及び前記第2の電極部分を繋ぐように第3の電極部分を形成する第3形成工程と、
当該素子を乾燥させて、前記第1の電極部分、前記第2の電極部分、及び前記第3の電極部分からなる外部電極を形成する電極形成工程と、
を備える」ことを特徴とする方法である。
【0006】
特許文献2によると、その段落番号0023、図3(D)等に示されるように、チップ30を保持する部材は保持板50とそれに設けられた粘着テープ51とからなる積層構造を有すると、認められる。特許文献2における図4及び図5を参照すると、チップ40の両端面それぞれに電極が形成される。そして、保持板50の粘着テープ51の表面に、チップ30における一方の電極形成面を、粘着させることにより、保持板50にチップ30が保持される。このように保持されたチップ30の他方の端面に次のようにして電極が形成される。すなわち、「チップ30を溝101に対向する位置であって、チップ30の先端が溝101内に挿入される位置に配置」する(特許文献2の図3(D)及び段落番号0023参照)。「チップ30の側面30a(第1面)が溝101の側壁101aに近づくように保持板50と塗布ベッド10とを相対的に移動させ(図2のステップS04、図4の(A))。このように保持板50と塗布ベッド10とを相対的に移動させると、チップの側面30aが溝101の側壁101aに当接する(図4の(A))。更に保持板50と塗布ベッド10とを相対的に移動させると、図4の(B)に示すようにチップ30が溝101に引っかかった状態になるので、チップ30が傾いた状態になる。このようにすることにより、溝101に沿って複数のチップ30を並べて作業する場合にも、各チップ30を的確に溝101の側壁101aに当接させることができる。図4の(A)及び(B)の状態にすることにより、チップ30の側面30aに電極部分301a(第1の電極部分)が形成される(第1形成工程)。続いて、チップ30の側面30b(第2面)が溝101の側壁101bに近づくように保持板50と塗布ベッド10とを相対的に移動させる(図2のステップS05、図4の(C))。このように保持板50と塗布ベッド10とを相対的に移動させると、チップの側面30bが溝101の側壁101bに当接する(図4の(C))。更に保持板50と塗布ベッド10とを相対的に移動させると、図4の(D)に示すようにチップ30が溝101に引っかかった状態になるので、チップ30が傾いた状態になる。図4の(C)及び(D)の状態にすることで、チップ30の側面30bに電極部分301b(第2の電極部分)が形成される(第2形成工程)。続いて、チップ30が溝101の中心付近に位置するように保持板50と塗布ベッド10とを相対的に移動させる(図5の(A))。その位置から、チップ30の先端が溝101の底面101c(第3面)に当接するように、保持板50と塗布ベッド10とを近づける(図5の(B))。チップ30の先端が溝101の底面101cに当接すると、電極部分301aと電極部分301bとを繋ぐ電極部分301c(第3の電極部部分)が形成される(図2のステップS06、第3形成工程)。続いて、保持板50と塗布ベッド10とを遠ざけて、チップ30を乾燥させると、電極部分301aと、電極部分301bと、電極部分301cとが繋がれた外部電極301が形成される(図5の(C)、電極形成工程)。」(特許文献2の段落番号0024〜0031参照)。
【0007】
特許文献2に記載のこのような電極形成方法によると、チップの両端部に電極部分を形成するには、保持板50に保持されたチップ30の下端面に電極部分を形成した後に、そのチップ30を他の保持板50に移し替えることにより、他の保持板50にはチップ30の電極形成端面が粘着されるとともにチップ30の他方の端面が下方に向かう状態となるように、チップ30を他の保持板50に懸垂保持しなければならなくなると観察される。また、特許文献2の図4(B)及び(D)に示されるように、保持板50に懸垂保持されたチップ30の下端側面を塗布ベッド10に接触させている状態では、チップ30が保持板50に対して僅かに傾斜している。したがって、チップ30の下端側面に導電ペーストを付着させるときに、何かの拍子に前記チップ30が保持板50から脱落し、又は脱落しないとしてもチップ30が保持板50に横倒し状態となって粘着保持されてしまうことが、懸念される。
【0008】
【特許文献2】特開2006−156811号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
この発明の課題は、一つの小型部品用部材の少なくとも二箇所に電極を形成するために、キャリアプレートに保持された小型部品用部材を他のキャリアプレートに移し替える操作を必要とせずに電極を有する小型部品を製造することのできる保持治具を提供することにある。この発明の他の課題は、一つの小型部品用部材の二箇所に電極を形成するために、キャリアプレートに保持された小型部品用部材を他のキャリアプレートに移し替える操作を必要とせずに一つの保持治具を使用することにより小型部品用部材の二箇所に電極を簡単に形成することでのできる電極形成装置を提供することにある。この発明の更に他の課題は、一つの小型部品用部材の少なくとも二箇所に電極を形成するために、キャリアプレートに保持された小型部品用部材を他のキャリアプレートに移し替える操作を必要とせずに一つの保持治具を使用することにより小型部品用部材の少なくとも二箇所に電極用の導電性ペーストを簡単に塗着することでのできる電極形成方法を提供することにある。なお、前記「導電性ペースト」はこの技術分野において「導電ペースト」と称されることもある。
【課題を解決するための手段】
【0010】
前記課題を解決するための手段として、
請求項1は、平坦面を有する基材と、その平坦面に突出形成された、小型部品用部材を粘着保持することができる弾性保持部とを備えて成ることを特徴とする保持治具であり、
請求項2は、前記弾性保持部が、前記基材の平坦面に列状に配列されてなる凸状条体である請求項1に記載の保持治具であり、
請求項3は、前記弾性保持部が、前記基材の平坦面に行列状に配列されてなる凸状柱体である請求項1に記載の保持治具であり、
請求項4は、前記弾性保持部が、前記小型部品用部材を一点で保持する凸状柱体である請求項1又は3に記載の保持治具であり、
請求項5は、前記弾性保持部が、前記小型部品用部材を複数点で保持する凸状柱体からなる前記請求項1又は3に記載の保持治具であり、
請求項6は、前記基材は、板状体と、その板状体の表面に形成された非粘着部とで形成されて成る前記請求項1〜5のいずれか1項に記載の保持治具であり、
請求項7は、前記基材は、その表面が非粘着性となるように非粘着処理がなされて成る前記請求項1〜5のいずれか1項に記載の保持治具であり、
請求項8は、前記請求項1〜7のいずれか1項に記載の保持治具と、導電性ペースト保持部材とを備え、前記導電性ペースト保持部材は、前記保持治具における弾性保持部により保持された小型部品用部材を挿入することができる間隙部を有し、この間隙部が、底面、その底面から立ち上がる壁面及びその壁面の上端から水平に延在する水平面を備えてなり、その底面、壁面及び水平面の表面が導電性ペーストを保持することを特徴とする電極形成装置であり、
請求項9は、前記請求項1〜7のいずれか1項に記載の保持治具における弾性保持部と隣接する弾性保持部との間に介装され、弾性保持部に保持された小型部品を弾性保持部から脱離させる脱離部材を有して成る前記請求項8に記載の電極形成装置であり、
請求項10は、前記請求項1〜7のいずれか1項に記載の保持治具における弾性保持部により保持された小型部品用部材の両端面、及び前記両端面に挟まれる一面における前記端面近傍を、前記請求項9に記載の導電性ペースト保持部材における間隙部における壁面、底面及び水平面に付着する導電性ペーストに順次に接触させて、前記小型部品用部材の両端面及びそれら両端面に挟まれる一面における前記両端面近傍に導電性ペーストを付着させることを特徴とする電極形成方法である。
【発明の効果】
【0011】
この発明に係る保持治具は、基材の平坦面に突出して形成され、小型部品用部材の、電極を形成しない面つまり非電極形成面を粘着保持することができる弾性保持部を備えているので、小型部品用部材を保持した状態で、その小型部品用部材の一端面を導電性ペーストに接触させ、その小型部品用部材の他端面を導電性ペーストに接触させ、また、小型部品用部材の一端面と他端面とを連絡する面における前記一端面の近傍及び他端面の近傍をそれぞれ導電性ペーストに接触させることにより小型部品用部材における一端面及びその一端面に隣接する面の前記一端面近傍に一つの電極形成用の導電性ペーストを塗布し、また前記小型部品用部材における他端面及びその他端面に隣接する面の前記他端面近傍に二つ目の電極形成用の導電性ペーストを塗布することができる。したがって、この発明によると、一つの小型部品用部材の二箇所に電極形成用の導電性ペーストを塗布するために、キャリアプレートに保持された小型部品用部材を他のキャリアプレートに移し替える操作を必要としないので、電極を有する小型部品を製造するのに有利な保持治具を提供することができる。しかも、この発明においては保持治具に保持された小型部品用部材の端面を、導電性ペーストを保持する壁面に対して平行となるように、壁面の導電性ペーストに、接触させているので、小型部品用部材の端面に均一な塗工厚みで電極形成用の導電性ペーストを付着させることができる。
【0012】
この発明に係る保持治具にあっては、弾性保持部として、基材の平坦面に行列状に凸状柱体が形成され、また、基材の平坦面に列状に凸状条体が形成されていると、多数の例えば数千個もの小型部品用部材を保持することができる。したがって、この発明によると、大量の小型部品を製造することのできる保持治具を提供することができる。
【0013】
この発明に係る保持治具にあっては、弾性保持部が小型部品用部材を一点で保持する凸状柱体であっても、複数点で保持する凸状柱体であってもよい。つまり、小型部品用部材における非電極形成面に1個又は複数個の弾性保持部で小型部品用部材が保持されることができる。複数点で弾性保持部が小型部品用部材を保持することにより、小型部品用部材が弾性保持部に保持されるときの小型部品用部材の姿勢を安定にすることができる。
【0014】
この発明に係る保持治具にあっては、基材が板状体とその板状体の表面に形成された非粘着部とで形成されていると、しかも弾性保持部が多数その基材に立設形成されていると、複数の弾性保持部それぞれに保持された小型部品用部材を同じライン上に配列することができ、電極形成のために保持治具を移動させることにより全ての小型部品用部材のいずれにおいても同じように電極を形成させることができ、しかも基材の表面に小型部品用部材が誤って接触することがあったとしても、基材表面に小型部品用部材が粘着保持されることがない。
【0015】
この発明に係る電極形成装置にあっては、この発明に係る保持治具と、導電性ペースト保持部材とを有しているので、一つの小型部品用部材の二箇所に電極形成用の導電性ペーストを付着させるために、キャリアプレートに保持された小型部品用部材を他のキャリアプレートに移し替える操作を必要とせずに一つの保持治具を使用することにより小型部品用部材の二箇所に電極形成用の導電性ペーストを簡単に付着形成させることができ、しかも、形成される電極形成用の導電性ペーストの塗工厚みを均一にさせることができる電極形成装置を提供することができる。
【0016】
更に詳述すると、この発明に係る電極形成装置を使用することにより、この発明に係る電極形成方法を実施することができる。すなわち、弾性保持部に保持された小型部品用部材の一端面を、導電性ペースト保持部材により形成された間隙部における壁面に塗設された導電性ペーストに、接触させることにより、小型部品用部材の前記一端面に電極形成用の導電性ペーストを付着形成し、同様にして小型部品用部材の他端面に電極形成用の導電性ペーストを付着形成し、弾性保持部に保持された小型部品用部材の前記一端面と他端面とに連続する面における前記一端面又は他端面の近傍を間隙部における水平面に接触させることにより、小型部品用部材における前記一端面に連続する他端面の前記一端面近傍と小型部品用部材における前記他端面に連続する前記他端面の前記他端面近傍とにそれぞれ電極形成用の導電性ペーストを付着することができる。
【発明を実施するための最良の形態】
【0017】
この発明の一例を説明しつつこの発明について具体的に説明する。
【0018】
(保持治具)
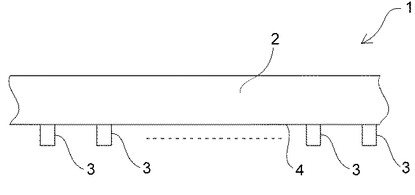
図1に一例として示されるように、保持治具1は、基材2と弾性保持部3とを有する。
【0019】
図1に示されるように、基材2は、平坦面4を有する限りその形状に特に制限がない。基材2が平坦面4を有するのは、弾性保持部3の軸線方向長さ、換言すると平坦面4に直交する方向における長さがいずれも同じである弾性保持部3を前記平坦面4に立設形成すると、弾性保持部3により小型部品用部材を同じライン上に保持することができるからである。この平坦面4は弾性保持部3を立設形成する保持治具立設形成面でもある。したがって、この基材2の弾性保持部3を立設形成する面が平坦面4である限り、基材2の他の面はどのような形状及び構造を有していてもよい。通常の場合、基材2は板状乃至板状体であるのが好ましい。
【0020】
この基材2は、それ自体を中央部で懸垂乃至支持したときに撓んで両端部が中央部よりも低い位置にならない程度の材料であればよい。このような材料として、たとえば、金属、合成樹脂、木材、セラミックス、複合材料等で形成されることができる。
【0021】
前記基材2を形成することのできる金属としてステンレス、およびアルミニウム等を挙げることができ、前記合成樹脂として、ポリエステル、ポリテトラフルオロエチレン、ポリイミド、ポリフェニレンスルフィド、ポリアミド、ポリカーボネート、ポリスチレン、ポリプロピレン、ポリエチレン、シリコーンゴム、ウレタンゴム及びポリ塩化ビニル等の樹脂フィルム、樹脂板を挙げることができ、和紙、合成紙、及びポリエチレンラミネート紙等の紙、ガラス繊維及びガラス板等のセラミックス、並びにガラスエポキシ樹脂板等の複合材料等を挙げることができる。更にこの基材は、積層体であってもよい。もっとも、基材に好適な材料としステンレス(SUS)及びシリコーンゴム等を挙げることができる。
【0022】
この基材2の表面は、非粘着性であることが好ましい。この基材2の表面が粘着性であると、小型部品用部材の表面に電極を形成する過程で、基材の表面に小型部品用部材又は小型部品が誤って付着してしまい、電極形成過程におけるトラブルその他の原因になるからである。
【0023】
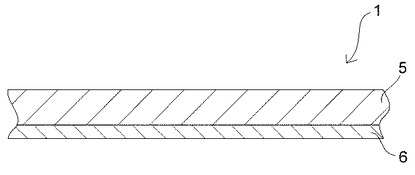
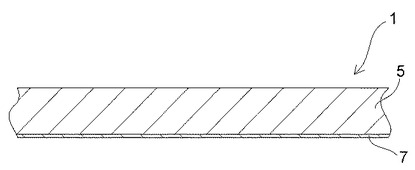
非粘着性の表面を有する基材2としては、例えば、図2に示されるように、基材2を前記材料で形成された基材本体5と、その基材本体5の表面に基材本体5の材料と同一または異なる材料で形成され、必要に応じて非粘着処理を施して成る非粘着層6とで形成されて成る、好適には板状体である基材、及び図3に示されるように、前記基材本体5の表面に非粘着処理をして成る、好適には板状体である基材等を挙げることができる。
【0024】
前記基材本体5とは同一または異なる材料としては、シリコーン樹脂、フッ素樹脂、ウレタン樹脂、これらを含む組成物等が挙げられる。前記非粘着性処理としては、粘着性材料で形成され、かつ基材本体5の表面に形成された粘着層の表面に、制限された照射量で紫外線を照射する方法、基材本体5の表面に形成された粘着層の表面に、非粘着性材料の層又は被覆膜を形成する手法、基材本体5の表面に形成された粘着層の表面を粗面化処理により粗面にする手法等を挙げることができる。なお、前記非粘着性材料は、弱粘着性材料を含む。
【0025】
この発明に係る保持治具は、基材における平坦面に、弾性保持部が立設形成される。前記平坦面の表面に立設形成される弾性保持部の数は、この保持治具の用途に応じて適宜に決定され、例えば数個〜数万個である。
【0026】
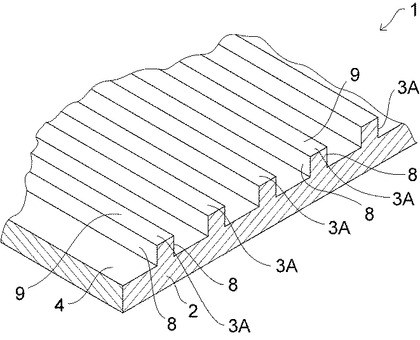
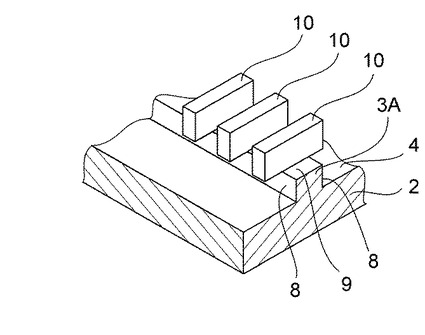
図4に示されるように、前記保持治具1は、基材2の表面に、弾性保持部として、列状に配列されてなる凸状条体3Aを有して成る。この凸状条体3Aは、基材2の平坦面4に対して立ち上がる一対の立ち上がり面8,8とそれら立ち上がり面8,8の上端を結んで形成される保持面9とで、長手軸線方向に直交する断面が略長方形である直方体に、形成されることができる。このような凸状条体3Aが形成されていると、この1本の凸状条体3Aの前記保持面9に、図5に示されるように、多数の小型部品用部材10を一挙に、粘着保持させることができる。また、この凸状条体3A一つにより保持された多数の小型部品用部材10の一つ一つに着目して見ると、いずれの小型部品用部材10においても一つの凸状条体3Aにより粘着保持されているが、この発明においては、一つの小型部品用部材10は一つの凸状条体で保持される必要はなく、複数の凸状条体で保持されることもできる。なお、図4及び図5においては、凸状条体3Aが基材2の平坦面である上面から突出して形成されたように描かれているが、この保持治具1を実際に使用するときには、平坦面が下方に向き、従って凸状条体3Aが下方に向かって突出形成されていることになる。
【0027】
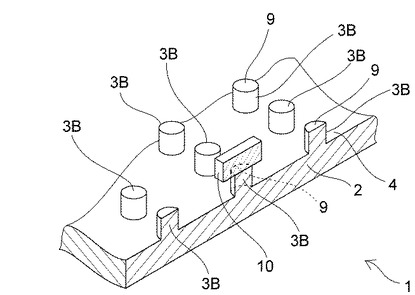
図6に示されるように、この発明における保持治具1は、基材2の平坦面4に行列状に配列されて成る凸状柱体3Bを有して成る。この凸状柱体3Bは、図6に示されるように、平坦面4に立設形成された円柱体であり、その頂面が保持面9と成っている。図6に示される例においては、一つの保持面9に一つの小型部品用部材10が粘着保持されている。平坦面4の表面に立設形成されるこの弾性保持部3Bの数は、原則的には小型部品用部材10の数に等しい。
【0028】
図6においては、弾性保持部3である一つの凸状柱体3Bは一つの小型部品用部材10を粘着保持しているが、この発明においては、一つの小型部品用部材10を保持する凸状柱体3Bの数は一つに限らず複数であっても良い。なお、図6においては、凸状柱体3Bが基材2の上面より上側になるように、描かれているが、この保持治具1を使用するときには、平坦面が下方に向き、したがって凸状柱体3Bが下方に向かって突出形成された状態となる。
【0029】
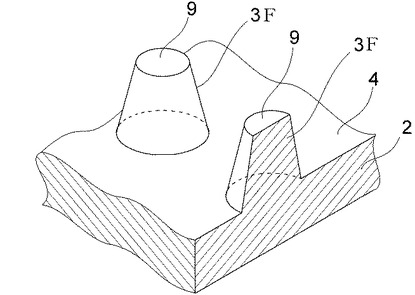
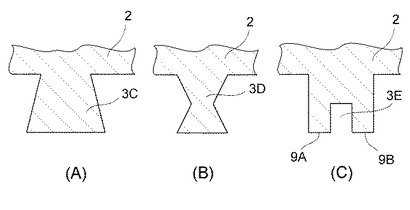
また、凸状柱体3Bの形状は円柱体であることのほかに、図7に示されるように、頂部の面積が底部の面積よりも小さな円錐台形である凸状柱体3F、図8(A)に示されるように、頂部の面積が底部の面積よりも大きな逆円錐台形である凸状柱体3C、図8(B)に示されるように、円錐台形と逆円錐台形とを連結してなる形状を有する凸状柱体3D、図8(C)に示されるように、円柱体ではあるが、頂部に切欠き部3Eを設けることにより2つの保持面9A、9Bを備えて成る形状等を採用することができる。
【0030】
この発明における弾性保持部は小型部品用部材を粘着保持し、かつ電極形成用の導電性ペーストを塗布する工程においても小型部品用部材を確固として保持し続けることができるように、形成されることが好ましい。
【0031】
この発明に係る保持治具にあっては、その弾性保持部がデュロメータA硬度で10以上80以下、好ましくは10以上50以下、特に好ましくは20以上40以下であるゴム弾性部材で形成されていると、この弾性保持部で保持された小型部品用部材の一端面又は他端面を硬質部材の表面に付着する導電性ペーストに当接するときの衝撃を緩和することができ、しかも弾性保持部の変形により小型部品用部材の姿勢を大幅に変形させることなく前記導電性ペーストに小型部品用部材の一端面又は他端面を接触させることができ、ひいては小型部品用部材に高精度で電極形成用の導電性ペーストを付着することができる。付着した電極形成用の導電性ペーストは電極形成用導電性ペースト塗布層を形成する。
【0032】
この弾性保持部の保持面は、その表面が5〜50μmの十点平均粗さRz(JIS B 0601−1994)を有しているのが好ましい。保持面の十点平均粗さRzが前記範囲にあると、小型部品用部材を弾性保持部から取り外しやすくすることができる。この効果により優れる点で、保持面の十点平均粗さRzは、7〜30μmであるのがより好ましく、10〜20μmであるのが特に好ましい。保持面の十点平均粗さRzは、後述する粘着性組成物を成形する際の成形条件、粘着性組成物に含有されるポリオルガノシロキサン系球状粉末の平均粒径及び/又はその含有量等により、所望のように調整することができる。
【0033】
この弾性保持部を形成するゴム弾性部材は、また、そのヤング率が1.0MPa以上であるのが好ましく、特には1.2MPa以上である。弾性保持部を形成するゴム弾性部材のヤング率が前記範囲内にあると、小型部品用部材を導電性ペースト保持部材の壁面または水平面に当接させたときに生じたゴム弾性部材の変形が解消して元の形状に復元し易い為好ましい。尚、前記ヤング率は、単位断面積にかかる力ΔSと単位長さでの伸びΔaを測定し、式E=ΔS/Δaにより求めることができる。ここで、前記式中、ΔSは、負荷F、ゴム弾性部材の厚さt及び幅wより、式ΔS=F/(w×t)で表され、Δaは、ゴム弾性部材の基準長さL、負荷をかけたときのゴム弾性部材の伸びΔLより、Δa=ΔL/Lで表される。ゴム弾性部材のヤング率は、引張り試験機、例えば、商品名「MODEL−1605N」(アイコーエンジニアリング株式会社製)を用いて、測定することもできる。
【0034】
ここで、小型部品としては、例えばコンデンサチップ(これはチップコンデンサとも称されることがある。)、インダクタチップ、抵抗体チップ等の小型電子部品の完成品又は未完成品を含み、その寸法は、例えば長さが2.0mm以下、幅が1.2mm以下、及び厚さが1.2mm以下の範囲内にある。また、小型部品用部材は、それに電極を形成することにより前記小型部品を形成することのできるものを挙げることができる。
【0035】
このような機能を満たす弾性保持部を形成する部材として粘着性を有するゴム弾性部材を挙げることができる。
【0036】
好適なゴム弾性部材としては、例えば式(1)で示されるポリオルガノシロキサン((a)成分と称することがある。)と、前記式(1)で示されるポリオルガノシロキサンと架橋反応可能であり、Si原子に結合した水素原子を一分子中に少なくとも2個有するSiH結合含有ポリオルガノシロキサン((b)成分と称することがある。)と、粘着力向上剤((c)成分と称することがある。)と、前記ポリオルガノシロキサン((a)成分)と前記SiH結合含有ポリオルガノシロキサン((b)成分)との架橋反応を促進する触媒である白金化合物((d)成分と称することがある。)と、(e)成分としてのシリカ系充填材とを含有する粘着性組成物を硬化してなる硬化物を挙げることができる。
【0037】
【化1】

【0038】
ただし、式(1)において、R1は不飽和結合を有することのない1価の炭化水素基であり、式(1)における複数のR1は互いに同一であっても相違していても良い。Xはアルケニル基を含有する有機基であり、式(1)における複数のXは互いに同一であっても相違していても良い。aは0〜3の整数、bは0〜3の整数、mは0以上の整数、nは100以上の整数である。a、b、及びmは同時に0となることがない。
【0039】
前記R1としては、炭素数1〜10の飽和炭化水素基が好ましく、例えばメチル基、エチル基、プロピル基、ブチル基、ペンチル基、ヘキシル基、ヘプチル基、オクチル基等のアルキル基、シクロヘキシル基等のシクロアルキル基、フェニル基、トリル基等のアリール基等を挙げることができ、中でもメチル基等の炭素数が1〜3の低級アルキル基及びフェニル基等のアリール基が好ましい。
【0040】
前記Xとしては、炭素数2〜10のアルケニル基含有有機基が好ましく、例えば、ビニル基、アリル基、ヘキセニル基、オクテニル基等の炭素二重結合含有炭化水素基、アクリロイルプロピル基、アクリロイルメチル基、メタクリロイルプロピル基、メタクリロイルメチル基等の(メタ)クリロイルアルキル基、シクロヘキセニルメチル基、シクロヘキセニルエチル基、シクロヘキセニルプロピル基等のシクロアルケニルアルキル基等を挙げることができる。
【0041】
この(a)成分は、オイル状、粘土状等の性状を有していても良く、その粘度が25℃において少なくとも50mPa・sであるのが好ましく、特に少なくとも100mPa・sであるのが好ましい。
【0042】
この(a)成分は一種単独で用いることができ、また二種以上を併用することもできる。
【0043】
前記(b)成分は、前記(a)成分と架橋することのできる成分であり、例えば、1分子中にSi原子に結合した水素原子を少なくとも2個、好ましくは少なくとも3個有するSiH結合含有ポリオルガノシロキサン(以下において、オルガノハイドロジェンポリシロキサンと称することがある。)を好適例として挙げることができる。
【0044】
このオルガノハイドロジェンポリシロキサンとしては、式(2)又は式(3)で示す化合物を挙げることができる。
【0045】
【化2】
【0046】
【化3】
【0047】
ただし、式(2)及び(3)において、R1は前記と同様の意味を有し、複数のR1は同一であっても相違していても良い。c及びdは、0〜3の整数であり、x、y及びsは0以上の整数、rは1以上の整数である。c、d、及びxは同時に0となることがなく、xとyとはx+y≧0の関係を満たす。rとsとは、r+s≧3、好ましくは8≧x+y≧3の関係を満たす。
【0048】
好適なオルガノハイドロジェンポリシロキサンは、オイル状を呈し、25℃における粘度が1〜5000mPa・sである。
【0049】
この(b)成分はその一種単独で使用することもでき、また二種以上を併用することもできる。
【0050】
この(b)成分の配合割合はこの発明の目的を阻害しないように適宜に決定することができる。この(b)成分がオルガノハイドロジェンポリシロキサンである場合には、SiH結合の(b)成分中のモル比が0.5〜20であるのが好ましく、特に1〜15であるのが好ましい。このモル比が前記下限値を下回ると、後述する硬化後の架橋密度が低下し、基材に対するゴム弾性部材の形状を保持することが困難になることがあり、前記モル比が前記上限値を上回ると、ゴム弾性部材の粘着力が低下してその表面に小型部品用部材または小型部品を粘着保持することができなくなることがある。
【0051】
前記(c)成分は、粘着力を向上させる機能乃至粘着力を調整する機能を備える限り各種の物質を採用することができ、例えばポリオルガノシロキサンが、特にR23SiO1/2単位(但し、R2は、脂肪族不飽和結合を有しない1価の炭化水素基を示す。)で示されるポリオルガノシロキサンが例示される。
【0052】
ここでR2としては、炭素数1〜10の飽和炭化水素基が好ましく、例えば、メチル基、エチル基、プロピル基、ブチル基等のアルキル基、シクロヘキシル基等のシクロアルキル基、フェニル基、トリル基等のアリール基等を挙げることができる。
【0053】
この(c)成分は、ゴム弾性部材の粘着力を向上させる機能乃至粘着力を調整する機能を有する成分であるから、前記(a)成分及び(b)成分と共に架橋反応を起こさないか、起こすのが困難である物質であるのが、好ましい。
【0054】
このような(c)成分としてポリオルガノシロキサンを採用する場合、(R23SiO1/2単位及び/又はR23SiO2単位)/SiO2単位のモル比が0.6〜1.7と成るポリオルガノシロキサンが好適である。このモル比が前記下限値より小さいと、ゴム弾性部材の粘着性が高くなり過ぎることがある。また、このモル比が前記上限値よりも大きくなると、ゴム弾性部材の粘着力が低下することがある。
【0055】
この(c)成分は、Si原子に結合するOH基を含有していても良く、その場合には、OH基含有量が多くとも4モル%にするのが良い。
【0056】
Si原子にOH基を結合するポリオルガノシロキサンを(c)成分として使用する場合には、式(4)に示されるポリオルガノシロキサンと(b)成分とが一部縮合してなる縮合反応物を(a)成分として使用することができる。
【0057】
【化4】
【0058】
ただし、R1は前記と同様の意味を有し、複数のR1は同一であっても相違していても良い。YはR1又はアルケニル基を含有する有機基である。pは1以上の整数、qは100以上の整数である。
【0059】
前記式(4)で示されるポリオルガノシロキサンと前記(c)成分との縮合反応物は、トルエン等の芳香族有機溶媒に前記式(4)で示されるポリオルガノシロキサンと前記(c)成分との混合物を、アルカリ性触媒の存在下で、室温乃至還流下で反応させることにより、得ることができる。なお、この縮合反応に供される(c)成分は一種であっても二種であっても良い。
【0060】
前記式(4)で示されるポリオルガノシロキサン((a’)成分と称することがある。)と反応させる前記(c)成分は、(a’)成分/(c)成分の質量比として20/80
〜80/20の範囲内で、使用されるのが、好ましい。この範囲外である場合に、前記(c)成分が少ないと粘着力が不足することがあり、一方、多いとゴム弾性部材が硬くなると共に弾性力が強くてゴム弾性部材が変形し難くなり、小型部品用部材を粘着保持させるのが困難になることがある。
【0061】
前記(d)成分は前記(a)成分と前記(b)成分との架橋反応を促進する触媒であり、白金化合物からなる。この(d)成分である白金化合物として、ハイドロサレーションの触媒に使用される化合物を挙げることができる。
【0062】
この(d)成分として、例えば塩化白金酸、塩化白金酸のアルコール溶液、塩化白金酸とアルコールとの反応物、塩化白金酸とオレフィン化合物との反応物、塩化白金酸とビニル基含有シロキサンとの反応物などを挙げることができる。
【0063】
この(d)成分の配合割合は、前記(a)成分と前記(c)成分との合計量に対して、白金分として1〜5000ppmとするのが好ましく、特に2〜2000ppmとするのが好ましい。
【0064】
この(d)成分の配合割合が前記範囲よりも少ないとゴム弾性部材の硬化性が低下して架橋密度が低くなって保持力が低下することがある。一方、前記範囲よりも多いと硬化が早まり成形可能時間が短くなるため、成形性に悪影響を及ぼす場合がある。
【0065】
この発明における(e)成分は、シリカ系充填材であり、シリカ、石英紛、珪藻土等が挙げられるが、好ましくはシリカであり、ゴム弾性部材の機械的強度を向上乃至調整することができ、粘着性を付与する(c)成分をゴム弾性部材中に保持して脱離し難くする。
【0066】
好適なシリカとしては、BET法により測定されるその比表面積が50m2/g以上、好ましくは100〜400m2/gのシリカを挙げることができる。このような比表面積を有するシリカが(e)成分として粘着性組成物に含まれていると、ゴム弾性部材の引っ張り強度等の機械的強度を向上させることができるとともに粘着性を付与する成分が脱離し難くなり、微細な削りカスやのり残りが生じ難くなる。なお、比表面積が400m2/gを超えると、流動特性が悪くなりゴム弾性部材の製造に時間がかかるとともにコストが増大してしまう。
【0067】
前記(e)成分として、例えばヒュームドシリカ、焼成シリカ等の乾式法により合成されたシリカ、沈降シリカ及びシリカゲル等の湿式法により合成されたシリカ等を挙げることができる。前記比表面積を有するシリカを得やすいという理由で、ヒュームドシリカ、沈降シリカが好ましい。
【0068】
この(e)成分としてのシリカはその一種を単独で使用することもできるし、また二種以上を併用することもできる。
【0069】
また、必要に応じてシリカの表面を、例えばオルガノポリシロキサン、オルガノポリシラザン、クロロシラン、アルコキシシラン等の表面処理剤で処理しておくのも好ましい。
【0070】
この(e)成分の配合割合は、前記(a)成分と(c)成分との合計量100質量部に対して1〜30質量部、特に5〜20質量部とするのが好ましい。この(e)成分の配合割合が前記範囲よりも少ないとゴム弾性部材の粘着強度が低下して充分な粘着力が得られないことがあり、また使用時に微細な削りカスやのり残りが生じ易くなることがあり、前記配合割合が前記範囲を超えると、粘着力が低下することがある。
【0071】
この発明における前記粘着性組成物は、前記(a)成分から(e)成分までの他に、この発明の目的を阻害しない範囲で適宜に任意成分を含有していても良い。
【0072】
この任意成分として、前記(a)成分から(e)成分までの各成分を混合する際に架橋反応を抑制することを目的とする反応制御剤を挙げることができる。この反応制御剤としては、例えば、3−メチル−1−ブチン−3−オール、3−メチル−1−ペンチン−3−オール、3,5−ジメチル−1−へキシン−3−オール、1−エチニルシクロヘキサノール、3−メチル−3−トリメチルシロキシ−1−ブチン、3−メチル−3−トリメチルシロキシ−1−ペンチン、3,5−ジメチル−3−トリメチルシロキシ−1−へキシン、1−エチニル−1−トリメチルシロキシシクロヘキサン、ビス(2,2−ジメチル−3−ブチノキシ)ジメチルシラン、1,3,5,7−テトラメチル−1,3,5,7−テトラビニルシクロテトラシロキサン、1,1,3,3−テトラメチル−1,3−ジビニルジシロキサン等を挙げることができる。
【0073】
このような反応制御剤を使用する場合、その配合割合は、前記(a)成分と(c)成分との合計量100質量部に対して0〜5質量部、特に0.05〜2質量部の範囲とするのが好ましい。この反応制御剤の配合割合が前記範囲の上限値を超えると粘着性組成物の硬化時に硬化が困難になることがある。
【0074】
また前記反応制御剤以外の任意成分としては、ポリジメチルシロキサン、ポリジメチルジフェニルシロキサン等の非反応性のポリオルガノシロキサン、塗工の際の粘度を下げるための溶剤として、トルエン、キシレン等の芳香族系溶剤、ヘキサン、オクタン、イソパラフィン等の脂肪族系溶剤、メチルエチルケトン、メチルイソブチルケトン等のケトン系溶剤、酢酸エチル、酢酸イソブチル等のエステル系溶剤、ジイソプロピルエーテル、1,4−ジオキサン等のエーテル系溶剤、又はこれらの混合溶剤、染料、並びに顔料等を挙げることができる。
【0075】
この発明における粘着性組成物は、以上の各成分を混合することにより得ることができる。
【0076】
この発明に係る保持治具は、この発明の電極形成装置に組み込まれて、この発明の電極形成方法に使用されることができる。
【0077】
(電極形成装置)
この発明に係る電極形成装置は、この発明に係る保持治具と、導電性ペースト保持部材とを有する。
【0078】
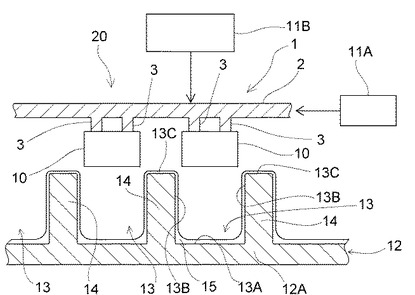
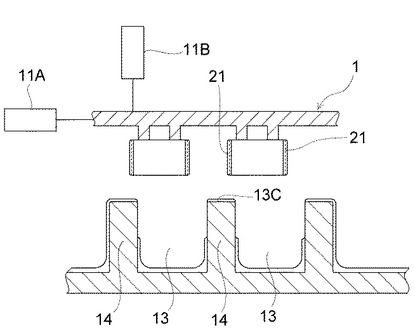
保持治具については、既に説明した通りである。図9に示されるように、この電極形成装置20においては、保持治具1は、水平方向駆動手段11Aにより水平方向に移動可能であり、また垂直方向駆動手段11Bにより垂直方向に移動可能である。この水平方向駆動手段11Aは、この保持治具1を水平方向に移動させることができる限り、様々の構造又は機構を採用することができる。この垂直方向駆動手段11Bは、この保持治具を垂直方向に移動させることができる限り、様々の構造又は機構を採用することができる。
【0079】
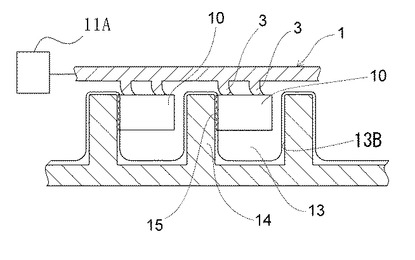
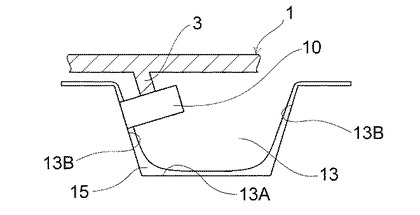
導電性ペースト保持部材12は、その一例としての図9に示されるように、基板12Aの表面に形成された多数の間隙部13を有する。この間隙部13は,底面13Aと、その底面13Aの端部から立ち上がり、互いに対向する壁面13B、13Bと、その壁面13Bの上端と隣接する間隙部13の壁面13Bの上端とを結んで水平に延在する水平面13Cとを有する。この間隙部13における相対向する一対の壁面13B同士の間隔は、小型部品用部材10がこの間隙部13内に挿入されるのに必要な寸法を有していれば良い。この間隙部13は、水平面13Cを基準にすると窪んだ空間であるので溝と称されるのであるが、底面13Aを基準面とすると間隙部13における壁面13Bと隣接する間隙部13における壁面13Bとで形成される堰堤部14と隣接する堰堤部14とに挟まれた間隙部と見ることもできる。
【0080】
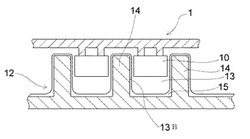
この導電性ペースト保持部材12は、その底面13A、壁面13B、及び水平面13Cそれぞれが導電性ペーストを保持することができ、小型部品用部材10に電極を形成する場合には、前記底面13A、壁面13B、及び水平面13Cそれぞれの表面に、導電性ペースト15が塗設される。
【0081】
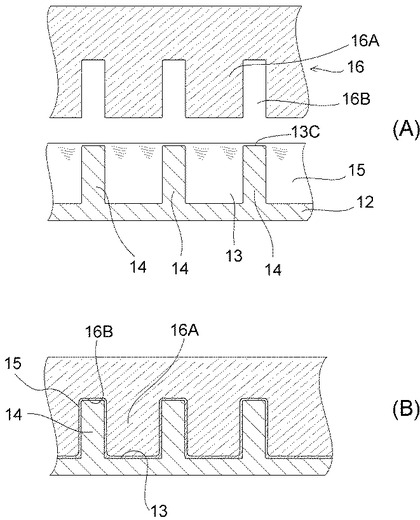
前記底面13A、壁面13B、及び水平面13Cそれぞれの表面に導電性ペースト15を塗設するには、図10(A)に示される圧搾部材16を使用するのが好ましい。この圧搾部材16は、間隙部13内に挿入された場合に、間隙部13の底面13A、及び壁面13Bに対して一定の間隙が生じるように設計された溝内挿入部16Aと、この溝内挿入部16Aと隣接する溝内挿入部16Aとの間には、基板12Aにおける堰堤部14を挿入可能とし、この堰堤部14が挿入された場合には、間隙部13の壁面13B及び水平面13Cに対して一定の間隙が生じるように設計された堰堤挿入部16Bとを有する。先ず、図10(A)に示されるように、導電性ペースト保持部材12における間隙部13内に導電性ペースト15を注入し、更に前記水平面13Cを覆う程度に導電性ペースト15を更に供給する。間隙部13の上方に圧搾部材16を用いて間隙部13内に存在する殆どの導電性ペースト15を間隙部13の外に、排出する。
【0082】
図10(A)に示されるように、間隙部13の真上に溝内挿入部16Aが、また、堰堤挿入部16Bが堰堤部14の真上に位置するように、導電性ペースト保持部材12の真上に圧搾部材16を配置する。圧搾部材16を下降させて間隙部13内に溝内挿入部16Aを挿入させ、堰堤挿入部16B内に堰堤部14を挿入させる。挿入により間隙部13内に貯留されていた導電性ペーストが溢流、排出される。挿入が完了した状態では、図10(B)に示されるように、間隙部13の内面と溝内挿入部16Aの外面とにより所定の間隙が形成され、また、堰堤挿入部16Bの内面と堰堤部14の外面とにより所定の間隙が形成され、これら間隙に導電性ペースト15が充満した状態となって残存する。
【0083】
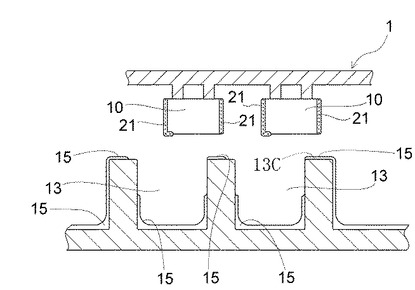
最後に、前記圧搾部材16を上昇させて間隙部13から溝内挿入部16Aを抜き取り、堰堤挿入部16B内から堰堤部14を抜き取ると、図11に示されるように、間隙部13及び堰堤部14の表面に導電性ペースト15の塗設膜が付着形成される。
【0084】
このように導電性ペースト15の塗設膜を有する導電性ペースト保持部材12と、保持治具1とを有する電極形成装置20を用いて、この発明の電極形成方法に従って、次のようにして小型部品用部材10に電極用導電性ペースト層を付着することができる。
【0085】
図9に示されるように、基材2における弾性保持部3の保持面9(参考として図5、6、7を参照)に小型部品用部材10を粘着保持させる。この例においては、1個の小型部品用部材10につき、その非電極形成面に、2個の弾性保持部3により、小型部品用部材10を懸垂状態で粘着保持している。
【0086】
図9で4本の弾性保持部3を示しているのは、電極形成方法を示すに必要な限りに留めるのであって、実際上、この保持具1にあっては、多数の弾性保持部3が基材2の平坦面に下向きに立設形成されている。
【0087】
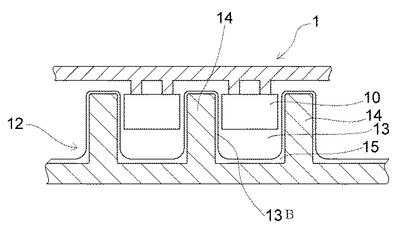
垂直方向駆動手段11Bにより、保持治具1を下降させて、図11に示されるように、間隙部13内に小型部品用部材10を挿入する。
【0088】
図12に示されるように、水平移動駆動手段11Aを駆動させて、保持治具1を水平に移動させることにより、小型部品用部材10を間隙部13内で水平に移動させる。移動した小型部品用部材10の一端面が、堰堤部14における壁面13Bに塗設された導電性ペースト15に接触する。間隙部13内における保持治具1の水平移動距離は、図11に示されるように間隙部13内に小型部品用部材10が挿入配置されたときに小型部品用部材10の一端と前記壁面13Bとで形成される間隙の寸法よりも大きく設定される。したがって、保持治具1の水平移動により小型部品用部材10の一端面が壁面13Bに押し付けられることになる。このとき、2個の弾性保持部3により小型部品用部材10を懸垂保持しているので小型部品用部材の水平移動が実現されると共に、弾性保持部3はゴム弾性部材により、特にデュロメータA硬度で10〜80であるゴム弾性部材により形成されているので、弾性保持部3は弾性的に若干の撓みを生じて小型部品用部材10の姿勢を水平に維持する。したがって、保持治具1の水平移動によって、小型部品用部材10の一端面の全体が導電性ペースト15に接触することとなり、小型部品用部材10の一端面の一部しか導電性ペースト15に接触しないといった不都合がない。つまりは、小型部品用部材10の一端面の全体に渡って均一な厚みの電極が形成されることになる。
【0089】
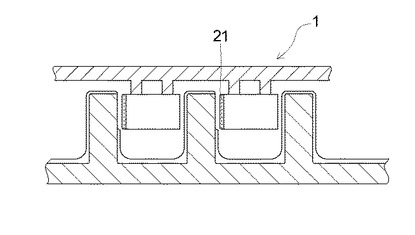
次いで、水平移動駆動手段11Aにより、保持治具1を水平に移動させて図11に示す元の挿入配置位置に戻すと、図13に示されるように、壁面13Bに保持されていた導電性ペースト15が移動することにより一端面の全体に渡って均一な塗布厚の電極形成用導電性ペースト塗布層21を形成してなる小型部品用部材10が得られる。このとき、弾性保持部3が前記ゴム弾性部材で形成されているので、小型部品用部材10を壁面13Bに当接させたときに生じたゴム弾性部材の変形が解消して元の形状に復元する。
【0090】
この後、水平移動駆動手段11Aの駆動により保持治具1を水平移動させて、小型部品用部材10の他端面を、その他端面に当接する堰堤部14に対向する堰堤部14の壁面13Bに、当接させる。
【0091】
このときにおいても、弾性保持部3は弾性的に若干の撓みを生じて小型部品用部材10の姿勢を水平に維持する。したがって、保持治具1の水平移動によって、小型部品用部材10の他端面の全体が導電性ペースト15に接触することとなり、小型部品用部材10の他端面の一部のみが導電性ペースト15に接触するといった不都合がない。つまりは、小型部品用部材10の一端面の全体に渡って均一な厚みの電極形成用導電性ペースト塗布層が形成されることになる。後の工程でこの電極形成用導電性ペースト塗布層を乾燥乃至焼成すると、小型部品用部材10の一端面に電極が形成される。
【0092】
次いで、前回と同様にして、水平移動駆動手段11Aを駆動して保持治具1を水平移動させることにより、図15に示すように、小型部品用部材10の一端面及び他端面に電極21が形成されてなる小型部品用部材10が弾性保持部3により懸垂保持された状態が実現する。
【0093】
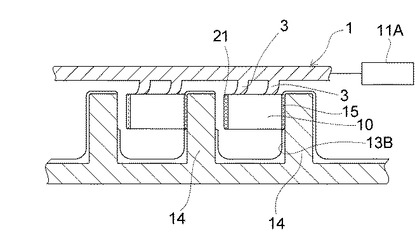
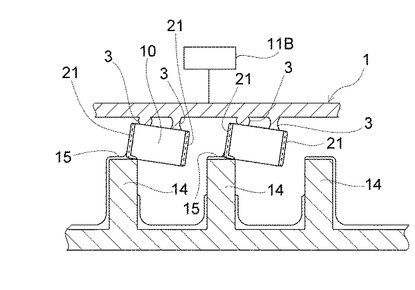
垂直移動駆動手段11Bを駆動することにより、小型部品用部材10を、その下端面が前記堰堤部14の水平面13Cよりも高い位置にまで移動させ、次いで水平移動駆動手段11Aを駆動することにより、図16に示すように、小型部品用部材10における電極21を形成している一端面に連続する下面の一部が、堰堤部14の先端面、換言すると水平面13Cの真上に位置するように、配置する。
【0094】
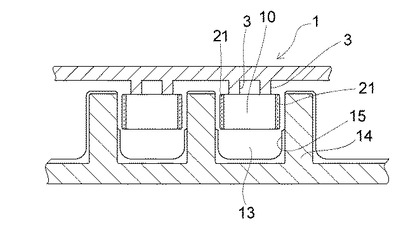
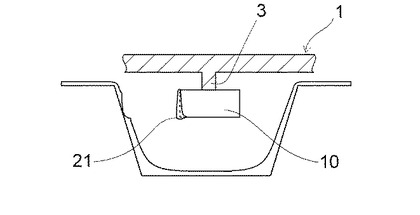
次いで、垂直移動駆動手段11Bを駆動することにより小型部品用部材10を下降させ、小型部品用部材10の下端面が前記水平面13Cよりわずかに低い位置で小型部品用部材10の下降を停止する。そうすると、図17に示されるように、小型部品用部材10の一端部が前記水平面13Cに乗り上げた状態が実現する。このとき、小型部品用部材10の上面における一端部近傍を粘着保持している弾性保持部3は、図17に示されるように、圧縮変形し、小型部品用部材10の上面における他端部近傍を粘着保持している他方の弾性保持部3は圧縮変形を僅かに受けるけれども弾性保持部3の大部分は弾性変形している。このように、弾性保持部3がゴム弾性部材で形成されていると、圧縮変形及び弾性変形が可能になり、しかも小型部品用部材を脱落させることなく小型部品用部材10が弾性保持部3により懸垂保持される。
【0095】
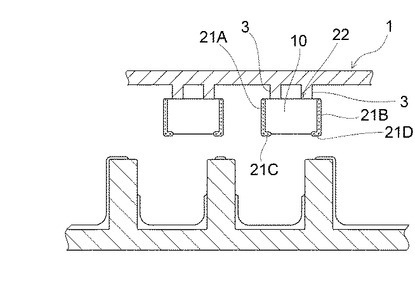
垂直移動駆動手段11Bを駆動することにより小型部品用部材10を下降させて、図17に示すように、小型部品用部材10の下端面における一端面近傍に電極形成用導電性ペースト塗布層を形成したのと同様にして、小型部品用部材10の下端面における他端面近傍に電極形成用導電性ペースト塗布層を形成する。そして、垂直移動駆動手段11Bを駆動することにより、小型部品用部材10を水平面13Cの上方に位置させる。こうして、図19に示されるように、小型部品用部材10の一端面に形成された電極形成用導電性ペースト塗布層21Aと、小型部品用部材10の下端面における前記一端面近傍に形成され、前記電極形成用導電性ペースト塗布層21Aに連続する電極形成用導電性ペースト塗布層21Bと、小型部品用部材10の他端面に形成された電極形成用導電性ペースト塗布層21Cと、小型部品用部材10の下端面における前記他端面近傍に形成され、前記電極形成用導電性ペースト塗布層21Bに連続する電極形成用導電性ペースト塗布層21Dとを有する小型部品用部材10を乾燥処理乃至焼成処理することにより前記電極形成用導電性ペースト塗布層が電極となる。電極を有する小型部品を、例えば回路基板の表面に形成された回路に組み込む場合に、回路基板における導電層と前記電極形成用導電性ペースト塗布層21Bから転化した電極及び電極形成用導電性ペースト塗布層21Dから転化した電極とが接触することになるので、この小型部品の回路基板への搭載作業が容易になる。
【0096】
垂直移動駆動手段11Bを駆動することにより小型部品用部材10を下降させて、図17に示すように、小型部品用部材10の下端面における一端面近傍に電極形成用導電性ペースト塗布層を形成したのと同様にして、小型部品用部材10の下端面における他端面近傍に電極形成用導電性ペースト塗布層を形成する。そして、垂直移動駆動手段11Bを駆動することにより、小型部品用部材10を水平面13Cの上方に位置させる。こうして、図19に示されるように、小型部品用部材10の一端面に形成された電極形成用導電性ペースト塗布層21Aと、小型部品用部材10の下端面における前記一端面近傍に形成され、前記電極形成用導電性ペースト塗布層21Aに連続する電極形成用導電性ペースト塗布層21Bと、小型部品用部材10の他端面に形成された電極形成用導電性ペースト塗布層21Cと、小型部品用部材10の下端面における前記他端面近傍に形成され、前記電極形成用導電性ペースト塗布層21Bに連続する電極形成用導電性ペースト塗布層21Dとを有する小型部品用部材10を乾燥処理乃至焼成処理することにより前記電極形成用導電性ペースト塗布層が電極となる。電極を有する小型部品を、例えば回路基板の表面に形成された回路に組み込む場合に、回路基板における導電層と前記電極形成用導電性ペースト塗布層21Bから転化した電極及び電極形成用導電性ペースト塗布層21Dから転化した電極とが接触することになるので、この小型部品の回路基板への搭載作業が容易になる。
【0097】
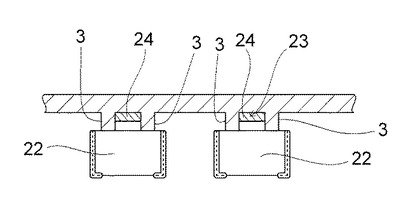
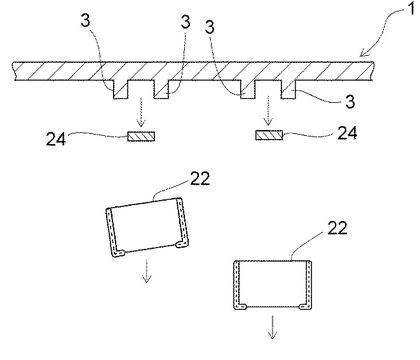
図19に示されるように、弾性保持部3により2点保持された小型部品22を弾性保持部3から取り外すには、図20に示されるように、脱離部材23を使用するのが、便利である。この脱離部材23は、基材2の平坦面4に懸垂状に立設形成されたところの、1個の小型部品22を2点で懸垂保持可能な一対の弾性保持部3,3により形成される間隙に配置される長尺状取出し部材24を多数有して成る。この長尺状取出し部材24は、全ての弾性保持部3が同じ形状をした凸状柱体である場合には、行列状に配列された弾性保持部3の列と列との間、又は行と行との間に配置され、又は全ての弾性保持部が同じ形状をした凸状条体であるときには、列状に配列された弾性保持部3の列と列との間に配置され、2個の弾性保持部3、3で保持された小型部品22の上端面を下方に押出すように垂直移動可能に、形成される。
【0098】
これら多数の長尺状取出し部材24は、前記保持治具1に装着されて前記保持治具1の垂直移動及び水平移動に伴って垂直移動及び水平移動可能に形成されていてもよく、また、前記保持治具1の上下動及び水平移動と共に移動せず、小型部品用部材10の一端面及び他端面に電極が形成された状態が完成したときに、小型部品22を保持する一対の弾性保持部3,3の間隙に挿入されるように形成されていてもよい。
【0099】
図21に示されるように、前記長尺取出し部材24が下降すると、弾性保持部3,3に保持されていた小型部品22が脱離して図示しない回収部に回収される。
【0100】
以上、この発明に係る保持治具、電極形成装置、及び電極形成方法についてその一例を参照しながら説明したが、この発明は、上記態様に限定されるものではない。
【0101】
この発明に係る保持治具における弾性保持部が凸状柱体である場合、その凸状柱体は、記述したように円柱体、円錐台であることのほかに角錐台であってもよい。また、前記弾性保持部が凸状条体である場合、その凸状条体は、それが延在する方向に直交する断面が四角形、長方形、台形等であってもよい。
【0102】
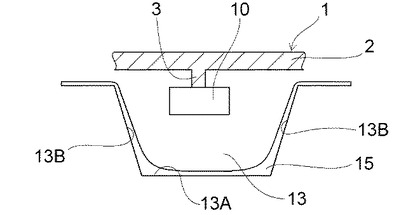
この発明に係る電極形成装置における導電性ペースト保持部材は、堰堤部を必ずしも必要とすることはなく、要するに、弾性保持部に保持された小型部品用部材を挟んで相対向すると共に、小型部品用部材を水平移動させて小型部品用部材の一端面に接触することのできる一方の壁面と、小型部品用部材を水平移動させて小型部品用部材の他端面に接触することのできる他方の壁面とを有することにより間隙部が形成される限り、様々の構造を採用することができる。間隙部における壁面は底面に対して直角に立ち上がる壁面であるに限らない。例えば図22に示されるように、底面13A、その底面13Aの両端から斜めに、間隙部13の断面が広がるように形成される一対の相対向する壁面13Bとで形成される間隙部13を挙げることができる。
【0103】
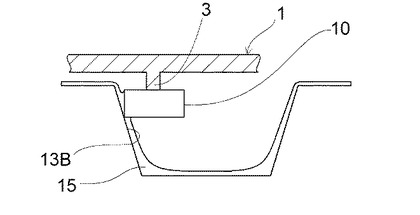
このような間隙部13に形成されていると、壁面13Bの上部ほど導電性ペースト15の塗膜が薄く、壁面13Bの下側になるほど導電性ペースト15の塗膜が厚くなる。このような状況下で、図23に示されるように、保持治具1を水平移動させて小型部品用部材10の一端面における下端部を一方の前記壁面13Bに当接させると、壁面13Bにおける下側部に塗設される導電性ペースト15の膜厚が大きいので、小型部品用部材10の下端面であって一端面近傍に導電性ペースト15が付着する。次いで、更に、保持治具1を水平移動させると、図24に示されるように、小型部品用部材10の一端面が壁面13Bの傾斜面に沿った姿勢となって導電性ペースト15に接触する。このとき、弾性保持部3はゴム弾性部材で形成されているので、それまで水平に保持されていた小型部品用部材10を斜めの姿勢へとその保持姿勢を制御することができる。この後に保持治具1を水平移動させると、図25に示されるように、壁面13Bとこれに相対向する壁面13Bとの間で、弾性保持部3に懸垂保持された小型部品用部材10における一端面及び下面であってその一端面近傍に断面L字形の電極形成用導電性ペースト塗布層21が形成される。更に保持治具1を水平移動させて、小型部品用部材10の他端面を、前記壁面13Bに相対向する壁面13Bに当接させ、小型部品用部材10の一端面に電極形成用導電性ペースト塗布層を形成したのと同様の操作にて、小型部品用部材10の他端面およびその下端面であって前記他端面近傍に電極形成用導電性ペースト塗布層を形成させる。
【0104】
この例におけるように、壁面13Bが斜面に形成されていると、保持治具1の水平移動、すなわち小型部品用部材10の水平移動によって、小型部品用部材10における一端面、他端面、下面における前記一端面の近傍、及び下面における前記他端面の近傍に電極形成用導電性ペースト塗布層を形成させることができる。
【0105】
図22〜図25で示される間隙部13は、弾性保持部3の形態として採用されたのと同様の凸状柱体であっても、又凸状条体であっても良い。
【図面の簡単な説明】
【0106】
【図1】図1は、この発明の一例である保持治具を示す断面説明図である。
【図2】図2は、保持治具における基材の一例を示す断面説明図である。
【図3】図3は、保持治具における基材の他の例を示す断面説明図である。
【図4】図4は、この発明の一例である保持治具であって、弾性保持部が凸状条体である一部切欠断面斜視説明図である。
【図5】図5は、弾性保持部が凸状条体であり、その凸状条体に小型部品用部材を粘着保持した状態を示す一部切欠断面斜視図である。
【図6】図6は、弾性保持部が凸状柱体であり、その凸状柱体に小型部品用部材を粘着保持した状態を示す一部切欠断面斜視図である。
【図7】図7は、円錐台形をした凸状柱体である弾性保持部を示す一部切欠断面斜視図である。
【図8】図8は、弾性保持部を示す断面図であり、図8(A)、図8(B)及び図8(C)は弾性保持部の断面形状の一例を示す断面図である。
【図9】図9は、この発明の一例である電極形成装置における保持治具と導電性ペースト保持部材とを示す一部断面説明図である。
【図10】図10は、導電性ペースト保持部材の表面に導電性ペーストを塗設する手法を説明する説明図であり、図10(A)は、導電性ペースト保持部材の間隙部内に導電性ペーストを満たすと共に更に堰堤部の水平面を覆う程度に導電性ペーストを満たした状態を示す説明図であり、図10(B)は、前記間隙部内に圧搾部材を挿入した状態を示す説明図である。
【図11】図11は、保持治具に保持された小型部品用部材を溝部内に挿入配置した状態を示す説明図である。
【図12】図12は、保持治具に保持された小型部品用部材の一端面を間隙部における壁面に当接した状態を示す説明図である。
【図13】図13は、一端面に電極形成用導電性ペースト塗布層を形成した小型部品用部材を間隙部内で保持治具により保持された状態を示す説明図である。
【図14】図14は、保持治具に保持された小型部品用部材の他端面を間隙部内の壁面に当接した状態を示す説明図である。
【図15】図15は、一端面及び他端面に電極形成用導電性ペースト塗布層を形成した小型部品用部材を間隙部内で保持治具により保持された状態を示す説明図である。
【図16】図16は、小型部品用部材の下端面であって一端面近傍が、間隙部における水平面の上方に位置するように、小型部品用部材を保持治具で懸垂保持する状態を示す説明図である。
【図17】図17は、小型部品用部材の下端面であって一端面近傍を、間隙部における水平面の上方に接触した状態となるように、小型部品用部材を保持治具で懸垂保持する状態を示す説明図である。
【図18】図18は、小型部品用部材の下端面であって他端面近傍が、間隙部における水平面の上方に位置するように、小型部品用部材を保持治具で懸垂保持する状態を示す説明図である。
【図19】図19は、小型部品用部材の一端面、他端面、下面であって前記一端面近傍、及び下面であって前記他端面近傍に電極形成用導電性ペースト塗布層が形成されてなる小型部品を、保持治具で懸垂保持した状態を示す説明図である。
【図20】図20は、小型部品を懸垂保持する2基の弾性保持部の間に、長尺状取出し部材を挿入配置した状態を示す説明図である。
【図21】図21は、2基の弾性保持部に懸垂保持されていた小型部品を長尺状取出し部材により弾性保持部から取り外す状態を示す説明図である。
【図22】図22は、この発明に係る電極形成装置における導電性ペースト保持部材における間隙部を形成する壁面の変形例を示す説明図である。
【図23】図23は、間隙部の壁面に塗設された導電性ペーストに、弾性保持部で保持された小型部品用部材の一端面を接触させた状態を示す説明図である。
【図24】図24は、図23に示される間隙部の壁面に塗設された導電性ペーストに、弾性保持部で保持された小型部品用部材の一端面を接触させた状態を示す説明図である。
【図25】図25は、図23に示される間隙部の壁面に塗設された導電性ペーストに、弾性保持部で保持された小型部品用部材の一端面を接触させることにより、一端面に電極形成用導電性ペースト塗布層を形成した小型部品を、間隙部内で、弾性保持部で懸垂保持する状態を示す説明図である。
【符号の説明】
【0107】
1 保持治具
2 基材
3 弾性保持部
3A 凸状条体
3B、3C、3D 凸状柱体
3E 切欠き
4 平坦面
5 基材本体
6 非粘着層
7 非粘着処理表面
8 立ち上がり面
9、9A、9B 保持面
10 小型部品用部材
11A 水平方向駆動手段
11B 垂直方向駆動手段
12 導電性ペースト保持部材
13 間隙部
13A 底面
13B 壁面
13C 水平面
14 堰堤部
15 導電性ペースト
16 圧搾部材
16A 溝内挿入部
16B 堰堤挿入部
20 電極形成装置
21、21A、21B、21C、21D 電極形成用導電性ペースト塗布層
22 小型部品
23 脱離部材
24 長尺取出し部材
【技術分野】
【0001】
この発明は、保持治具、電極形成装置及び電極形成方法に関し、更に詳しくは、小型部品用部材を粘着保持したままこの小型部品用部材の少なくとも二箇所に電極を形成する工程に使用される保持治具、この保持治具を使用して小型部品用部材に電極を形成することのできる電極形成装置及び電極形成方法に関する。
【背景技術】
【0002】
特許文献1には、電子部品の外部電極形成方法が開示されている。この特許文献1に開示された電極の形成方法は、特許文献1における図4に示されるように、以下の手順が採用される(特許文献1の段落番号0020及び図4参照)。
『(1)図4(a)に示すように、キャリアプレート10に複数の電子部品素体1を並べる。
(2)図1のような形状の2種類の溝(第1の溝11と第2の溝12)からなるユニットを複数個有する板状体、例えば図5のような板状体9の第2の溝12に適量の導電ペースト2を供給し、溝幅一杯のスキージを引いて該ペーストを第1の溝11に充填する。
(3)図4(b)に示すように、キャリアプレート10と板状体9の位置をあわせる。
(4)電子部品素体1の端面に連なる一方の面に電極が形成されるように、キャリアプレート10を矢印方向にスライドさせる(図4(c)参照)。
(5)端面に連なるもう一方の面に電極が形成されるように、キャリアプレート10を前とは逆の方向にスライドさせる(図4(d)参照)。
(6)電子部品素体1の端面に連なる面に塗布された導電ペーストが壁に触れない位置までスライドさせた後、キャリアプレート10を押し込み、電子部品素体の端面に導電ペーストを塗布する(図4(e)参照)。
(7)以上により、端面とこれに連なる面に導電ペーストが塗布された該素体を所定温度で焼き付けて外部電極端子とする。』
特許文献1に開示された電極形成方法によると、電子部品素体の端面とこれに連なる面に導電ペーストを塗布することにより一つの電極が形成される。通常の電子部品は2箇所にそれぞれ電極が形成される。したがって、特許文献1に開示された電極形成方法によると、一つのキャリアプレートに保持された電子部品素体の端面とこれに連なる面に導電ペーストを塗布して一つの電極を形成した後に、他のキャリアプレートに、一つの電極を形成した電子部品素体を粘着移動させて、つまり他のキャリアプレートに電子部品素体を移し替えて、次いで前記と同じ電極形成手順に従って電極を形成しなければならない。
【0003】
そうすると、特許文献1に記載の電極形成方法によると、電子部品素体に二つの電極を形成するには少なくとも二つのキャリアプレートが必要になる。しかも、一方のキャリアプレートに保持されたところの一つの電極を形成して成る電子部品素体を他方のキャリアプレートに移し替える操作が必要である。
【0004】
【特許文献1】特開平6−77099号公報
【0005】
特許文献2には「電子部品の外部電極形成方法」が開示されている。この「電子部品の外部電極形成方法」は、「電子部品を構成する素子の第1面に、当該第1面と対向する方向から導体ペーストを塗布して第1の電極部分を形成する第1形成工程と、
前記第1面に対向する前記素子の第2面に、当該第2面と対向する方向から導体ペーストを塗布して第2の電極部分を形成する第2形成工程と、
前記第1面及び前記第2面それぞれと隣り合う前記素子の第3面に、前記第1の電極部分及び前記第2の電極部分を繋ぐように第3の電極部分を形成する第3形成工程と、
当該素子を乾燥させて、前記第1の電極部分、前記第2の電極部分、及び前記第3の電極部分からなる外部電極を形成する電極形成工程と、
を備える」ことを特徴とする方法である。
【0006】
特許文献2によると、その段落番号0023、図3(D)等に示されるように、チップ30を保持する部材は保持板50とそれに設けられた粘着テープ51とからなる積層構造を有すると、認められる。特許文献2における図4及び図5を参照すると、チップ40の両端面それぞれに電極が形成される。そして、保持板50の粘着テープ51の表面に、チップ30における一方の電極形成面を、粘着させることにより、保持板50にチップ30が保持される。このように保持されたチップ30の他方の端面に次のようにして電極が形成される。すなわち、「チップ30を溝101に対向する位置であって、チップ30の先端が溝101内に挿入される位置に配置」する(特許文献2の図3(D)及び段落番号0023参照)。「チップ30の側面30a(第1面)が溝101の側壁101aに近づくように保持板50と塗布ベッド10とを相対的に移動させ(図2のステップS04、図4の(A))。このように保持板50と塗布ベッド10とを相対的に移動させると、チップの側面30aが溝101の側壁101aに当接する(図4の(A))。更に保持板50と塗布ベッド10とを相対的に移動させると、図4の(B)に示すようにチップ30が溝101に引っかかった状態になるので、チップ30が傾いた状態になる。このようにすることにより、溝101に沿って複数のチップ30を並べて作業する場合にも、各チップ30を的確に溝101の側壁101aに当接させることができる。図4の(A)及び(B)の状態にすることにより、チップ30の側面30aに電極部分301a(第1の電極部分)が形成される(第1形成工程)。続いて、チップ30の側面30b(第2面)が溝101の側壁101bに近づくように保持板50と塗布ベッド10とを相対的に移動させる(図2のステップS05、図4の(C))。このように保持板50と塗布ベッド10とを相対的に移動させると、チップの側面30bが溝101の側壁101bに当接する(図4の(C))。更に保持板50と塗布ベッド10とを相対的に移動させると、図4の(D)に示すようにチップ30が溝101に引っかかった状態になるので、チップ30が傾いた状態になる。図4の(C)及び(D)の状態にすることで、チップ30の側面30bに電極部分301b(第2の電極部分)が形成される(第2形成工程)。続いて、チップ30が溝101の中心付近に位置するように保持板50と塗布ベッド10とを相対的に移動させる(図5の(A))。その位置から、チップ30の先端が溝101の底面101c(第3面)に当接するように、保持板50と塗布ベッド10とを近づける(図5の(B))。チップ30の先端が溝101の底面101cに当接すると、電極部分301aと電極部分301bとを繋ぐ電極部分301c(第3の電極部部分)が形成される(図2のステップS06、第3形成工程)。続いて、保持板50と塗布ベッド10とを遠ざけて、チップ30を乾燥させると、電極部分301aと、電極部分301bと、電極部分301cとが繋がれた外部電極301が形成される(図5の(C)、電極形成工程)。」(特許文献2の段落番号0024〜0031参照)。
【0007】
特許文献2に記載のこのような電極形成方法によると、チップの両端部に電極部分を形成するには、保持板50に保持されたチップ30の下端面に電極部分を形成した後に、そのチップ30を他の保持板50に移し替えることにより、他の保持板50にはチップ30の電極形成端面が粘着されるとともにチップ30の他方の端面が下方に向かう状態となるように、チップ30を他の保持板50に懸垂保持しなければならなくなると観察される。また、特許文献2の図4(B)及び(D)に示されるように、保持板50に懸垂保持されたチップ30の下端側面を塗布ベッド10に接触させている状態では、チップ30が保持板50に対して僅かに傾斜している。したがって、チップ30の下端側面に導電ペーストを付着させるときに、何かの拍子に前記チップ30が保持板50から脱落し、又は脱落しないとしてもチップ30が保持板50に横倒し状態となって粘着保持されてしまうことが、懸念される。
【0008】
【特許文献2】特開2006−156811号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
この発明の課題は、一つの小型部品用部材の少なくとも二箇所に電極を形成するために、キャリアプレートに保持された小型部品用部材を他のキャリアプレートに移し替える操作を必要とせずに電極を有する小型部品を製造することのできる保持治具を提供することにある。この発明の他の課題は、一つの小型部品用部材の二箇所に電極を形成するために、キャリアプレートに保持された小型部品用部材を他のキャリアプレートに移し替える操作を必要とせずに一つの保持治具を使用することにより小型部品用部材の二箇所に電極を簡単に形成することでのできる電極形成装置を提供することにある。この発明の更に他の課題は、一つの小型部品用部材の少なくとも二箇所に電極を形成するために、キャリアプレートに保持された小型部品用部材を他のキャリアプレートに移し替える操作を必要とせずに一つの保持治具を使用することにより小型部品用部材の少なくとも二箇所に電極用の導電性ペーストを簡単に塗着することでのできる電極形成方法を提供することにある。なお、前記「導電性ペースト」はこの技術分野において「導電ペースト」と称されることもある。
【課題を解決するための手段】
【0010】
前記課題を解決するための手段として、
請求項1は、平坦面を有する基材と、その平坦面に突出形成された、小型部品用部材を粘着保持することができる弾性保持部とを備えて成ることを特徴とする保持治具であり、
請求項2は、前記弾性保持部が、前記基材の平坦面に列状に配列されてなる凸状条体である請求項1に記載の保持治具であり、
請求項3は、前記弾性保持部が、前記基材の平坦面に行列状に配列されてなる凸状柱体である請求項1に記載の保持治具であり、
請求項4は、前記弾性保持部が、前記小型部品用部材を一点で保持する凸状柱体である請求項1又は3に記載の保持治具であり、
請求項5は、前記弾性保持部が、前記小型部品用部材を複数点で保持する凸状柱体からなる前記請求項1又は3に記載の保持治具であり、
請求項6は、前記基材は、板状体と、その板状体の表面に形成された非粘着部とで形成されて成る前記請求項1〜5のいずれか1項に記載の保持治具であり、
請求項7は、前記基材は、その表面が非粘着性となるように非粘着処理がなされて成る前記請求項1〜5のいずれか1項に記載の保持治具であり、
請求項8は、前記請求項1〜7のいずれか1項に記載の保持治具と、導電性ペースト保持部材とを備え、前記導電性ペースト保持部材は、前記保持治具における弾性保持部により保持された小型部品用部材を挿入することができる間隙部を有し、この間隙部が、底面、その底面から立ち上がる壁面及びその壁面の上端から水平に延在する水平面を備えてなり、その底面、壁面及び水平面の表面が導電性ペーストを保持することを特徴とする電極形成装置であり、
請求項9は、前記請求項1〜7のいずれか1項に記載の保持治具における弾性保持部と隣接する弾性保持部との間に介装され、弾性保持部に保持された小型部品を弾性保持部から脱離させる脱離部材を有して成る前記請求項8に記載の電極形成装置であり、
請求項10は、前記請求項1〜7のいずれか1項に記載の保持治具における弾性保持部により保持された小型部品用部材の両端面、及び前記両端面に挟まれる一面における前記端面近傍を、前記請求項9に記載の導電性ペースト保持部材における間隙部における壁面、底面及び水平面に付着する導電性ペーストに順次に接触させて、前記小型部品用部材の両端面及びそれら両端面に挟まれる一面における前記両端面近傍に導電性ペーストを付着させることを特徴とする電極形成方法である。
【発明の効果】
【0011】
この発明に係る保持治具は、基材の平坦面に突出して形成され、小型部品用部材の、電極を形成しない面つまり非電極形成面を粘着保持することができる弾性保持部を備えているので、小型部品用部材を保持した状態で、その小型部品用部材の一端面を導電性ペーストに接触させ、その小型部品用部材の他端面を導電性ペーストに接触させ、また、小型部品用部材の一端面と他端面とを連絡する面における前記一端面の近傍及び他端面の近傍をそれぞれ導電性ペーストに接触させることにより小型部品用部材における一端面及びその一端面に隣接する面の前記一端面近傍に一つの電極形成用の導電性ペーストを塗布し、また前記小型部品用部材における他端面及びその他端面に隣接する面の前記他端面近傍に二つ目の電極形成用の導電性ペーストを塗布することができる。したがって、この発明によると、一つの小型部品用部材の二箇所に電極形成用の導電性ペーストを塗布するために、キャリアプレートに保持された小型部品用部材を他のキャリアプレートに移し替える操作を必要としないので、電極を有する小型部品を製造するのに有利な保持治具を提供することができる。しかも、この発明においては保持治具に保持された小型部品用部材の端面を、導電性ペーストを保持する壁面に対して平行となるように、壁面の導電性ペーストに、接触させているので、小型部品用部材の端面に均一な塗工厚みで電極形成用の導電性ペーストを付着させることができる。
【0012】
この発明に係る保持治具にあっては、弾性保持部として、基材の平坦面に行列状に凸状柱体が形成され、また、基材の平坦面に列状に凸状条体が形成されていると、多数の例えば数千個もの小型部品用部材を保持することができる。したがって、この発明によると、大量の小型部品を製造することのできる保持治具を提供することができる。
【0013】
この発明に係る保持治具にあっては、弾性保持部が小型部品用部材を一点で保持する凸状柱体であっても、複数点で保持する凸状柱体であってもよい。つまり、小型部品用部材における非電極形成面に1個又は複数個の弾性保持部で小型部品用部材が保持されることができる。複数点で弾性保持部が小型部品用部材を保持することにより、小型部品用部材が弾性保持部に保持されるときの小型部品用部材の姿勢を安定にすることができる。
【0014】
この発明に係る保持治具にあっては、基材が板状体とその板状体の表面に形成された非粘着部とで形成されていると、しかも弾性保持部が多数その基材に立設形成されていると、複数の弾性保持部それぞれに保持された小型部品用部材を同じライン上に配列することができ、電極形成のために保持治具を移動させることにより全ての小型部品用部材のいずれにおいても同じように電極を形成させることができ、しかも基材の表面に小型部品用部材が誤って接触することがあったとしても、基材表面に小型部品用部材が粘着保持されることがない。
【0015】
この発明に係る電極形成装置にあっては、この発明に係る保持治具と、導電性ペースト保持部材とを有しているので、一つの小型部品用部材の二箇所に電極形成用の導電性ペーストを付着させるために、キャリアプレートに保持された小型部品用部材を他のキャリアプレートに移し替える操作を必要とせずに一つの保持治具を使用することにより小型部品用部材の二箇所に電極形成用の導電性ペーストを簡単に付着形成させることができ、しかも、形成される電極形成用の導電性ペーストの塗工厚みを均一にさせることができる電極形成装置を提供することができる。
【0016】
更に詳述すると、この発明に係る電極形成装置を使用することにより、この発明に係る電極形成方法を実施することができる。すなわち、弾性保持部に保持された小型部品用部材の一端面を、導電性ペースト保持部材により形成された間隙部における壁面に塗設された導電性ペーストに、接触させることにより、小型部品用部材の前記一端面に電極形成用の導電性ペーストを付着形成し、同様にして小型部品用部材の他端面に電極形成用の導電性ペーストを付着形成し、弾性保持部に保持された小型部品用部材の前記一端面と他端面とに連続する面における前記一端面又は他端面の近傍を間隙部における水平面に接触させることにより、小型部品用部材における前記一端面に連続する他端面の前記一端面近傍と小型部品用部材における前記他端面に連続する前記他端面の前記他端面近傍とにそれぞれ電極形成用の導電性ペーストを付着することができる。
【発明を実施するための最良の形態】
【0017】
この発明の一例を説明しつつこの発明について具体的に説明する。
【0018】
(保持治具)
図1に一例として示されるように、保持治具1は、基材2と弾性保持部3とを有する。
【0019】
図1に示されるように、基材2は、平坦面4を有する限りその形状に特に制限がない。基材2が平坦面4を有するのは、弾性保持部3の軸線方向長さ、換言すると平坦面4に直交する方向における長さがいずれも同じである弾性保持部3を前記平坦面4に立設形成すると、弾性保持部3により小型部品用部材を同じライン上に保持することができるからである。この平坦面4は弾性保持部3を立設形成する保持治具立設形成面でもある。したがって、この基材2の弾性保持部3を立設形成する面が平坦面4である限り、基材2の他の面はどのような形状及び構造を有していてもよい。通常の場合、基材2は板状乃至板状体であるのが好ましい。
【0020】
この基材2は、それ自体を中央部で懸垂乃至支持したときに撓んで両端部が中央部よりも低い位置にならない程度の材料であればよい。このような材料として、たとえば、金属、合成樹脂、木材、セラミックス、複合材料等で形成されることができる。
【0021】
前記基材2を形成することのできる金属としてステンレス、およびアルミニウム等を挙げることができ、前記合成樹脂として、ポリエステル、ポリテトラフルオロエチレン、ポリイミド、ポリフェニレンスルフィド、ポリアミド、ポリカーボネート、ポリスチレン、ポリプロピレン、ポリエチレン、シリコーンゴム、ウレタンゴム及びポリ塩化ビニル等の樹脂フィルム、樹脂板を挙げることができ、和紙、合成紙、及びポリエチレンラミネート紙等の紙、ガラス繊維及びガラス板等のセラミックス、並びにガラスエポキシ樹脂板等の複合材料等を挙げることができる。更にこの基材は、積層体であってもよい。もっとも、基材に好適な材料としステンレス(SUS)及びシリコーンゴム等を挙げることができる。
【0022】
この基材2の表面は、非粘着性であることが好ましい。この基材2の表面が粘着性であると、小型部品用部材の表面に電極を形成する過程で、基材の表面に小型部品用部材又は小型部品が誤って付着してしまい、電極形成過程におけるトラブルその他の原因になるからである。
【0023】
非粘着性の表面を有する基材2としては、例えば、図2に示されるように、基材2を前記材料で形成された基材本体5と、その基材本体5の表面に基材本体5の材料と同一または異なる材料で形成され、必要に応じて非粘着処理を施して成る非粘着層6とで形成されて成る、好適には板状体である基材、及び図3に示されるように、前記基材本体5の表面に非粘着処理をして成る、好適には板状体である基材等を挙げることができる。
【0024】
前記基材本体5とは同一または異なる材料としては、シリコーン樹脂、フッ素樹脂、ウレタン樹脂、これらを含む組成物等が挙げられる。前記非粘着性処理としては、粘着性材料で形成され、かつ基材本体5の表面に形成された粘着層の表面に、制限された照射量で紫外線を照射する方法、基材本体5の表面に形成された粘着層の表面に、非粘着性材料の層又は被覆膜を形成する手法、基材本体5の表面に形成された粘着層の表面を粗面化処理により粗面にする手法等を挙げることができる。なお、前記非粘着性材料は、弱粘着性材料を含む。
【0025】
この発明に係る保持治具は、基材における平坦面に、弾性保持部が立設形成される。前記平坦面の表面に立設形成される弾性保持部の数は、この保持治具の用途に応じて適宜に決定され、例えば数個〜数万個である。
【0026】
図4に示されるように、前記保持治具1は、基材2の表面に、弾性保持部として、列状に配列されてなる凸状条体3Aを有して成る。この凸状条体3Aは、基材2の平坦面4に対して立ち上がる一対の立ち上がり面8,8とそれら立ち上がり面8,8の上端を結んで形成される保持面9とで、長手軸線方向に直交する断面が略長方形である直方体に、形成されることができる。このような凸状条体3Aが形成されていると、この1本の凸状条体3Aの前記保持面9に、図5に示されるように、多数の小型部品用部材10を一挙に、粘着保持させることができる。また、この凸状条体3A一つにより保持された多数の小型部品用部材10の一つ一つに着目して見ると、いずれの小型部品用部材10においても一つの凸状条体3Aにより粘着保持されているが、この発明においては、一つの小型部品用部材10は一つの凸状条体で保持される必要はなく、複数の凸状条体で保持されることもできる。なお、図4及び図5においては、凸状条体3Aが基材2の平坦面である上面から突出して形成されたように描かれているが、この保持治具1を実際に使用するときには、平坦面が下方に向き、従って凸状条体3Aが下方に向かって突出形成されていることになる。
【0027】
図6に示されるように、この発明における保持治具1は、基材2の平坦面4に行列状に配列されて成る凸状柱体3Bを有して成る。この凸状柱体3Bは、図6に示されるように、平坦面4に立設形成された円柱体であり、その頂面が保持面9と成っている。図6に示される例においては、一つの保持面9に一つの小型部品用部材10が粘着保持されている。平坦面4の表面に立設形成されるこの弾性保持部3Bの数は、原則的には小型部品用部材10の数に等しい。
【0028】
図6においては、弾性保持部3である一つの凸状柱体3Bは一つの小型部品用部材10を粘着保持しているが、この発明においては、一つの小型部品用部材10を保持する凸状柱体3Bの数は一つに限らず複数であっても良い。なお、図6においては、凸状柱体3Bが基材2の上面より上側になるように、描かれているが、この保持治具1を使用するときには、平坦面が下方に向き、したがって凸状柱体3Bが下方に向かって突出形成された状態となる。
【0029】
また、凸状柱体3Bの形状は円柱体であることのほかに、図7に示されるように、頂部の面積が底部の面積よりも小さな円錐台形である凸状柱体3F、図8(A)に示されるように、頂部の面積が底部の面積よりも大きな逆円錐台形である凸状柱体3C、図8(B)に示されるように、円錐台形と逆円錐台形とを連結してなる形状を有する凸状柱体3D、図8(C)に示されるように、円柱体ではあるが、頂部に切欠き部3Eを設けることにより2つの保持面9A、9Bを備えて成る形状等を採用することができる。
【0030】
この発明における弾性保持部は小型部品用部材を粘着保持し、かつ電極形成用の導電性ペーストを塗布する工程においても小型部品用部材を確固として保持し続けることができるように、形成されることが好ましい。
【0031】
この発明に係る保持治具にあっては、その弾性保持部がデュロメータA硬度で10以上80以下、好ましくは10以上50以下、特に好ましくは20以上40以下であるゴム弾性部材で形成されていると、この弾性保持部で保持された小型部品用部材の一端面又は他端面を硬質部材の表面に付着する導電性ペーストに当接するときの衝撃を緩和することができ、しかも弾性保持部の変形により小型部品用部材の姿勢を大幅に変形させることなく前記導電性ペーストに小型部品用部材の一端面又は他端面を接触させることができ、ひいては小型部品用部材に高精度で電極形成用の導電性ペーストを付着することができる。付着した電極形成用の導電性ペーストは電極形成用導電性ペースト塗布層を形成する。
【0032】
この弾性保持部の保持面は、その表面が5〜50μmの十点平均粗さRz(JIS B 0601−1994)を有しているのが好ましい。保持面の十点平均粗さRzが前記範囲にあると、小型部品用部材を弾性保持部から取り外しやすくすることができる。この効果により優れる点で、保持面の十点平均粗さRzは、7〜30μmであるのがより好ましく、10〜20μmであるのが特に好ましい。保持面の十点平均粗さRzは、後述する粘着性組成物を成形する際の成形条件、粘着性組成物に含有されるポリオルガノシロキサン系球状粉末の平均粒径及び/又はその含有量等により、所望のように調整することができる。
【0033】
この弾性保持部を形成するゴム弾性部材は、また、そのヤング率が1.0MPa以上であるのが好ましく、特には1.2MPa以上である。弾性保持部を形成するゴム弾性部材のヤング率が前記範囲内にあると、小型部品用部材を導電性ペースト保持部材の壁面または水平面に当接させたときに生じたゴム弾性部材の変形が解消して元の形状に復元し易い為好ましい。尚、前記ヤング率は、単位断面積にかかる力ΔSと単位長さでの伸びΔaを測定し、式E=ΔS/Δaにより求めることができる。ここで、前記式中、ΔSは、負荷F、ゴム弾性部材の厚さt及び幅wより、式ΔS=F/(w×t)で表され、Δaは、ゴム弾性部材の基準長さL、負荷をかけたときのゴム弾性部材の伸びΔLより、Δa=ΔL/Lで表される。ゴム弾性部材のヤング率は、引張り試験機、例えば、商品名「MODEL−1605N」(アイコーエンジニアリング株式会社製)を用いて、測定することもできる。
【0034】
ここで、小型部品としては、例えばコンデンサチップ(これはチップコンデンサとも称されることがある。)、インダクタチップ、抵抗体チップ等の小型電子部品の完成品又は未完成品を含み、その寸法は、例えば長さが2.0mm以下、幅が1.2mm以下、及び厚さが1.2mm以下の範囲内にある。また、小型部品用部材は、それに電極を形成することにより前記小型部品を形成することのできるものを挙げることができる。
【0035】
このような機能を満たす弾性保持部を形成する部材として粘着性を有するゴム弾性部材を挙げることができる。
【0036】
好適なゴム弾性部材としては、例えば式(1)で示されるポリオルガノシロキサン((a)成分と称することがある。)と、前記式(1)で示されるポリオルガノシロキサンと架橋反応可能であり、Si原子に結合した水素原子を一分子中に少なくとも2個有するSiH結合含有ポリオルガノシロキサン((b)成分と称することがある。)と、粘着力向上剤((c)成分と称することがある。)と、前記ポリオルガノシロキサン((a)成分)と前記SiH結合含有ポリオルガノシロキサン((b)成分)との架橋反応を促進する触媒である白金化合物((d)成分と称することがある。)と、(e)成分としてのシリカ系充填材とを含有する粘着性組成物を硬化してなる硬化物を挙げることができる。
【0037】
【化1】
【0038】
ただし、式(1)において、R1は不飽和結合を有することのない1価の炭化水素基であり、式(1)における複数のR1は互いに同一であっても相違していても良い。Xはアルケニル基を含有する有機基であり、式(1)における複数のXは互いに同一であっても相違していても良い。aは0〜3の整数、bは0〜3の整数、mは0以上の整数、nは100以上の整数である。a、b、及びmは同時に0となることがない。
【0039】
前記R1としては、炭素数1〜10の飽和炭化水素基が好ましく、例えばメチル基、エチル基、プロピル基、ブチル基、ペンチル基、ヘキシル基、ヘプチル基、オクチル基等のアルキル基、シクロヘキシル基等のシクロアルキル基、フェニル基、トリル基等のアリール基等を挙げることができ、中でもメチル基等の炭素数が1〜3の低級アルキル基及びフェニル基等のアリール基が好ましい。
【0040】
前記Xとしては、炭素数2〜10のアルケニル基含有有機基が好ましく、例えば、ビニル基、アリル基、ヘキセニル基、オクテニル基等の炭素二重結合含有炭化水素基、アクリロイルプロピル基、アクリロイルメチル基、メタクリロイルプロピル基、メタクリロイルメチル基等の(メタ)クリロイルアルキル基、シクロヘキセニルメチル基、シクロヘキセニルエチル基、シクロヘキセニルプロピル基等のシクロアルケニルアルキル基等を挙げることができる。
【0041】
この(a)成分は、オイル状、粘土状等の性状を有していても良く、その粘度が25℃において少なくとも50mPa・sであるのが好ましく、特に少なくとも100mPa・sであるのが好ましい。
【0042】
この(a)成分は一種単独で用いることができ、また二種以上を併用することもできる。
【0043】
前記(b)成分は、前記(a)成分と架橋することのできる成分であり、例えば、1分子中にSi原子に結合した水素原子を少なくとも2個、好ましくは少なくとも3個有するSiH結合含有ポリオルガノシロキサン(以下において、オルガノハイドロジェンポリシロキサンと称することがある。)を好適例として挙げることができる。
【0044】
このオルガノハイドロジェンポリシロキサンとしては、式(2)又は式(3)で示す化合物を挙げることができる。
【0045】
【化2】
【0046】
【化3】
【0047】
ただし、式(2)及び(3)において、R1は前記と同様の意味を有し、複数のR1は同一であっても相違していても良い。c及びdは、0〜3の整数であり、x、y及びsは0以上の整数、rは1以上の整数である。c、d、及びxは同時に0となることがなく、xとyとはx+y≧0の関係を満たす。rとsとは、r+s≧3、好ましくは8≧x+y≧3の関係を満たす。
【0048】
好適なオルガノハイドロジェンポリシロキサンは、オイル状を呈し、25℃における粘度が1〜5000mPa・sである。
【0049】
この(b)成分はその一種単独で使用することもでき、また二種以上を併用することもできる。
【0050】
この(b)成分の配合割合はこの発明の目的を阻害しないように適宜に決定することができる。この(b)成分がオルガノハイドロジェンポリシロキサンである場合には、SiH結合の(b)成分中のモル比が0.5〜20であるのが好ましく、特に1〜15であるのが好ましい。このモル比が前記下限値を下回ると、後述する硬化後の架橋密度が低下し、基材に対するゴム弾性部材の形状を保持することが困難になることがあり、前記モル比が前記上限値を上回ると、ゴム弾性部材の粘着力が低下してその表面に小型部品用部材または小型部品を粘着保持することができなくなることがある。
【0051】
前記(c)成分は、粘着力を向上させる機能乃至粘着力を調整する機能を備える限り各種の物質を採用することができ、例えばポリオルガノシロキサンが、特にR23SiO1/2単位(但し、R2は、脂肪族不飽和結合を有しない1価の炭化水素基を示す。)で示されるポリオルガノシロキサンが例示される。
【0052】
ここでR2としては、炭素数1〜10の飽和炭化水素基が好ましく、例えば、メチル基、エチル基、プロピル基、ブチル基等のアルキル基、シクロヘキシル基等のシクロアルキル基、フェニル基、トリル基等のアリール基等を挙げることができる。
【0053】
この(c)成分は、ゴム弾性部材の粘着力を向上させる機能乃至粘着力を調整する機能を有する成分であるから、前記(a)成分及び(b)成分と共に架橋反応を起こさないか、起こすのが困難である物質であるのが、好ましい。
【0054】
このような(c)成分としてポリオルガノシロキサンを採用する場合、(R23SiO1/2単位及び/又はR23SiO2単位)/SiO2単位のモル比が0.6〜1.7と成るポリオルガノシロキサンが好適である。このモル比が前記下限値より小さいと、ゴム弾性部材の粘着性が高くなり過ぎることがある。また、このモル比が前記上限値よりも大きくなると、ゴム弾性部材の粘着力が低下することがある。
【0055】
この(c)成分は、Si原子に結合するOH基を含有していても良く、その場合には、OH基含有量が多くとも4モル%にするのが良い。
【0056】
Si原子にOH基を結合するポリオルガノシロキサンを(c)成分として使用する場合には、式(4)に示されるポリオルガノシロキサンと(b)成分とが一部縮合してなる縮合反応物を(a)成分として使用することができる。
【0057】
【化4】
【0058】
ただし、R1は前記と同様の意味を有し、複数のR1は同一であっても相違していても良い。YはR1又はアルケニル基を含有する有機基である。pは1以上の整数、qは100以上の整数である。
【0059】
前記式(4)で示されるポリオルガノシロキサンと前記(c)成分との縮合反応物は、トルエン等の芳香族有機溶媒に前記式(4)で示されるポリオルガノシロキサンと前記(c)成分との混合物を、アルカリ性触媒の存在下で、室温乃至還流下で反応させることにより、得ることができる。なお、この縮合反応に供される(c)成分は一種であっても二種であっても良い。
【0060】
前記式(4)で示されるポリオルガノシロキサン((a’)成分と称することがある。)と反応させる前記(c)成分は、(a’)成分/(c)成分の質量比として20/80
〜80/20の範囲内で、使用されるのが、好ましい。この範囲外である場合に、前記(c)成分が少ないと粘着力が不足することがあり、一方、多いとゴム弾性部材が硬くなると共に弾性力が強くてゴム弾性部材が変形し難くなり、小型部品用部材を粘着保持させるのが困難になることがある。
【0061】
前記(d)成分は前記(a)成分と前記(b)成分との架橋反応を促進する触媒であり、白金化合物からなる。この(d)成分である白金化合物として、ハイドロサレーションの触媒に使用される化合物を挙げることができる。
【0062】
この(d)成分として、例えば塩化白金酸、塩化白金酸のアルコール溶液、塩化白金酸とアルコールとの反応物、塩化白金酸とオレフィン化合物との反応物、塩化白金酸とビニル基含有シロキサンとの反応物などを挙げることができる。
【0063】
この(d)成分の配合割合は、前記(a)成分と前記(c)成分との合計量に対して、白金分として1〜5000ppmとするのが好ましく、特に2〜2000ppmとするのが好ましい。
【0064】
この(d)成分の配合割合が前記範囲よりも少ないとゴム弾性部材の硬化性が低下して架橋密度が低くなって保持力が低下することがある。一方、前記範囲よりも多いと硬化が早まり成形可能時間が短くなるため、成形性に悪影響を及ぼす場合がある。
【0065】
この発明における(e)成分は、シリカ系充填材であり、シリカ、石英紛、珪藻土等が挙げられるが、好ましくはシリカであり、ゴム弾性部材の機械的強度を向上乃至調整することができ、粘着性を付与する(c)成分をゴム弾性部材中に保持して脱離し難くする。
【0066】
好適なシリカとしては、BET法により測定されるその比表面積が50m2/g以上、好ましくは100〜400m2/gのシリカを挙げることができる。このような比表面積を有するシリカが(e)成分として粘着性組成物に含まれていると、ゴム弾性部材の引っ張り強度等の機械的強度を向上させることができるとともに粘着性を付与する成分が脱離し難くなり、微細な削りカスやのり残りが生じ難くなる。なお、比表面積が400m2/gを超えると、流動特性が悪くなりゴム弾性部材の製造に時間がかかるとともにコストが増大してしまう。
【0067】
前記(e)成分として、例えばヒュームドシリカ、焼成シリカ等の乾式法により合成されたシリカ、沈降シリカ及びシリカゲル等の湿式法により合成されたシリカ等を挙げることができる。前記比表面積を有するシリカを得やすいという理由で、ヒュームドシリカ、沈降シリカが好ましい。
【0068】
この(e)成分としてのシリカはその一種を単独で使用することもできるし、また二種以上を併用することもできる。
【0069】
また、必要に応じてシリカの表面を、例えばオルガノポリシロキサン、オルガノポリシラザン、クロロシラン、アルコキシシラン等の表面処理剤で処理しておくのも好ましい。
【0070】
この(e)成分の配合割合は、前記(a)成分と(c)成分との合計量100質量部に対して1〜30質量部、特に5〜20質量部とするのが好ましい。この(e)成分の配合割合が前記範囲よりも少ないとゴム弾性部材の粘着強度が低下して充分な粘着力が得られないことがあり、また使用時に微細な削りカスやのり残りが生じ易くなることがあり、前記配合割合が前記範囲を超えると、粘着力が低下することがある。
【0071】
この発明における前記粘着性組成物は、前記(a)成分から(e)成分までの他に、この発明の目的を阻害しない範囲で適宜に任意成分を含有していても良い。
【0072】
この任意成分として、前記(a)成分から(e)成分までの各成分を混合する際に架橋反応を抑制することを目的とする反応制御剤を挙げることができる。この反応制御剤としては、例えば、3−メチル−1−ブチン−3−オール、3−メチル−1−ペンチン−3−オール、3,5−ジメチル−1−へキシン−3−オール、1−エチニルシクロヘキサノール、3−メチル−3−トリメチルシロキシ−1−ブチン、3−メチル−3−トリメチルシロキシ−1−ペンチン、3,5−ジメチル−3−トリメチルシロキシ−1−へキシン、1−エチニル−1−トリメチルシロキシシクロヘキサン、ビス(2,2−ジメチル−3−ブチノキシ)ジメチルシラン、1,3,5,7−テトラメチル−1,3,5,7−テトラビニルシクロテトラシロキサン、1,1,3,3−テトラメチル−1,3−ジビニルジシロキサン等を挙げることができる。
【0073】
このような反応制御剤を使用する場合、その配合割合は、前記(a)成分と(c)成分との合計量100質量部に対して0〜5質量部、特に0.05〜2質量部の範囲とするのが好ましい。この反応制御剤の配合割合が前記範囲の上限値を超えると粘着性組成物の硬化時に硬化が困難になることがある。
【0074】
また前記反応制御剤以外の任意成分としては、ポリジメチルシロキサン、ポリジメチルジフェニルシロキサン等の非反応性のポリオルガノシロキサン、塗工の際の粘度を下げるための溶剤として、トルエン、キシレン等の芳香族系溶剤、ヘキサン、オクタン、イソパラフィン等の脂肪族系溶剤、メチルエチルケトン、メチルイソブチルケトン等のケトン系溶剤、酢酸エチル、酢酸イソブチル等のエステル系溶剤、ジイソプロピルエーテル、1,4−ジオキサン等のエーテル系溶剤、又はこれらの混合溶剤、染料、並びに顔料等を挙げることができる。
【0075】
この発明における粘着性組成物は、以上の各成分を混合することにより得ることができる。
【0076】
この発明に係る保持治具は、この発明の電極形成装置に組み込まれて、この発明の電極形成方法に使用されることができる。
【0077】
(電極形成装置)
この発明に係る電極形成装置は、この発明に係る保持治具と、導電性ペースト保持部材とを有する。
【0078】
保持治具については、既に説明した通りである。図9に示されるように、この電極形成装置20においては、保持治具1は、水平方向駆動手段11Aにより水平方向に移動可能であり、また垂直方向駆動手段11Bにより垂直方向に移動可能である。この水平方向駆動手段11Aは、この保持治具1を水平方向に移動させることができる限り、様々の構造又は機構を採用することができる。この垂直方向駆動手段11Bは、この保持治具を垂直方向に移動させることができる限り、様々の構造又は機構を採用することができる。
【0079】
導電性ペースト保持部材12は、その一例としての図9に示されるように、基板12Aの表面に形成された多数の間隙部13を有する。この間隙部13は,底面13Aと、その底面13Aの端部から立ち上がり、互いに対向する壁面13B、13Bと、その壁面13Bの上端と隣接する間隙部13の壁面13Bの上端とを結んで水平に延在する水平面13Cとを有する。この間隙部13における相対向する一対の壁面13B同士の間隔は、小型部品用部材10がこの間隙部13内に挿入されるのに必要な寸法を有していれば良い。この間隙部13は、水平面13Cを基準にすると窪んだ空間であるので溝と称されるのであるが、底面13Aを基準面とすると間隙部13における壁面13Bと隣接する間隙部13における壁面13Bとで形成される堰堤部14と隣接する堰堤部14とに挟まれた間隙部と見ることもできる。
【0080】
この導電性ペースト保持部材12は、その底面13A、壁面13B、及び水平面13Cそれぞれが導電性ペーストを保持することができ、小型部品用部材10に電極を形成する場合には、前記底面13A、壁面13B、及び水平面13Cそれぞれの表面に、導電性ペースト15が塗設される。
【0081】
前記底面13A、壁面13B、及び水平面13Cそれぞれの表面に導電性ペースト15を塗設するには、図10(A)に示される圧搾部材16を使用するのが好ましい。この圧搾部材16は、間隙部13内に挿入された場合に、間隙部13の底面13A、及び壁面13Bに対して一定の間隙が生じるように設計された溝内挿入部16Aと、この溝内挿入部16Aと隣接する溝内挿入部16Aとの間には、基板12Aにおける堰堤部14を挿入可能とし、この堰堤部14が挿入された場合には、間隙部13の壁面13B及び水平面13Cに対して一定の間隙が生じるように設計された堰堤挿入部16Bとを有する。先ず、図10(A)に示されるように、導電性ペースト保持部材12における間隙部13内に導電性ペースト15を注入し、更に前記水平面13Cを覆う程度に導電性ペースト15を更に供給する。間隙部13の上方に圧搾部材16を用いて間隙部13内に存在する殆どの導電性ペースト15を間隙部13の外に、排出する。
【0082】
図10(A)に示されるように、間隙部13の真上に溝内挿入部16Aが、また、堰堤挿入部16Bが堰堤部14の真上に位置するように、導電性ペースト保持部材12の真上に圧搾部材16を配置する。圧搾部材16を下降させて間隙部13内に溝内挿入部16Aを挿入させ、堰堤挿入部16B内に堰堤部14を挿入させる。挿入により間隙部13内に貯留されていた導電性ペーストが溢流、排出される。挿入が完了した状態では、図10(B)に示されるように、間隙部13の内面と溝内挿入部16Aの外面とにより所定の間隙が形成され、また、堰堤挿入部16Bの内面と堰堤部14の外面とにより所定の間隙が形成され、これら間隙に導電性ペースト15が充満した状態となって残存する。
【0083】
最後に、前記圧搾部材16を上昇させて間隙部13から溝内挿入部16Aを抜き取り、堰堤挿入部16B内から堰堤部14を抜き取ると、図11に示されるように、間隙部13及び堰堤部14の表面に導電性ペースト15の塗設膜が付着形成される。
【0084】
このように導電性ペースト15の塗設膜を有する導電性ペースト保持部材12と、保持治具1とを有する電極形成装置20を用いて、この発明の電極形成方法に従って、次のようにして小型部品用部材10に電極用導電性ペースト層を付着することができる。
【0085】
図9に示されるように、基材2における弾性保持部3の保持面9(参考として図5、6、7を参照)に小型部品用部材10を粘着保持させる。この例においては、1個の小型部品用部材10につき、その非電極形成面に、2個の弾性保持部3により、小型部品用部材10を懸垂状態で粘着保持している。
【0086】
図9で4本の弾性保持部3を示しているのは、電極形成方法を示すに必要な限りに留めるのであって、実際上、この保持具1にあっては、多数の弾性保持部3が基材2の平坦面に下向きに立設形成されている。
【0087】
垂直方向駆動手段11Bにより、保持治具1を下降させて、図11に示されるように、間隙部13内に小型部品用部材10を挿入する。
【0088】
図12に示されるように、水平移動駆動手段11Aを駆動させて、保持治具1を水平に移動させることにより、小型部品用部材10を間隙部13内で水平に移動させる。移動した小型部品用部材10の一端面が、堰堤部14における壁面13Bに塗設された導電性ペースト15に接触する。間隙部13内における保持治具1の水平移動距離は、図11に示されるように間隙部13内に小型部品用部材10が挿入配置されたときに小型部品用部材10の一端と前記壁面13Bとで形成される間隙の寸法よりも大きく設定される。したがって、保持治具1の水平移動により小型部品用部材10の一端面が壁面13Bに押し付けられることになる。このとき、2個の弾性保持部3により小型部品用部材10を懸垂保持しているので小型部品用部材の水平移動が実現されると共に、弾性保持部3はゴム弾性部材により、特にデュロメータA硬度で10〜80であるゴム弾性部材により形成されているので、弾性保持部3は弾性的に若干の撓みを生じて小型部品用部材10の姿勢を水平に維持する。したがって、保持治具1の水平移動によって、小型部品用部材10の一端面の全体が導電性ペースト15に接触することとなり、小型部品用部材10の一端面の一部しか導電性ペースト15に接触しないといった不都合がない。つまりは、小型部品用部材10の一端面の全体に渡って均一な厚みの電極が形成されることになる。
【0089】
次いで、水平移動駆動手段11Aにより、保持治具1を水平に移動させて図11に示す元の挿入配置位置に戻すと、図13に示されるように、壁面13Bに保持されていた導電性ペースト15が移動することにより一端面の全体に渡って均一な塗布厚の電極形成用導電性ペースト塗布層21を形成してなる小型部品用部材10が得られる。このとき、弾性保持部3が前記ゴム弾性部材で形成されているので、小型部品用部材10を壁面13Bに当接させたときに生じたゴム弾性部材の変形が解消して元の形状に復元する。
【0090】
この後、水平移動駆動手段11Aの駆動により保持治具1を水平移動させて、小型部品用部材10の他端面を、その他端面に当接する堰堤部14に対向する堰堤部14の壁面13Bに、当接させる。
【0091】
このときにおいても、弾性保持部3は弾性的に若干の撓みを生じて小型部品用部材10の姿勢を水平に維持する。したがって、保持治具1の水平移動によって、小型部品用部材10の他端面の全体が導電性ペースト15に接触することとなり、小型部品用部材10の他端面の一部のみが導電性ペースト15に接触するといった不都合がない。つまりは、小型部品用部材10の一端面の全体に渡って均一な厚みの電極形成用導電性ペースト塗布層が形成されることになる。後の工程でこの電極形成用導電性ペースト塗布層を乾燥乃至焼成すると、小型部品用部材10の一端面に電極が形成される。
【0092】
次いで、前回と同様にして、水平移動駆動手段11Aを駆動して保持治具1を水平移動させることにより、図15に示すように、小型部品用部材10の一端面及び他端面に電極21が形成されてなる小型部品用部材10が弾性保持部3により懸垂保持された状態が実現する。
【0093】
垂直移動駆動手段11Bを駆動することにより、小型部品用部材10を、その下端面が前記堰堤部14の水平面13Cよりも高い位置にまで移動させ、次いで水平移動駆動手段11Aを駆動することにより、図16に示すように、小型部品用部材10における電極21を形成している一端面に連続する下面の一部が、堰堤部14の先端面、換言すると水平面13Cの真上に位置するように、配置する。
【0094】
次いで、垂直移動駆動手段11Bを駆動することにより小型部品用部材10を下降させ、小型部品用部材10の下端面が前記水平面13Cよりわずかに低い位置で小型部品用部材10の下降を停止する。そうすると、図17に示されるように、小型部品用部材10の一端部が前記水平面13Cに乗り上げた状態が実現する。このとき、小型部品用部材10の上面における一端部近傍を粘着保持している弾性保持部3は、図17に示されるように、圧縮変形し、小型部品用部材10の上面における他端部近傍を粘着保持している他方の弾性保持部3は圧縮変形を僅かに受けるけれども弾性保持部3の大部分は弾性変形している。このように、弾性保持部3がゴム弾性部材で形成されていると、圧縮変形及び弾性変形が可能になり、しかも小型部品用部材を脱落させることなく小型部品用部材10が弾性保持部3により懸垂保持される。
【0095】
垂直移動駆動手段11Bを駆動することにより小型部品用部材10を下降させて、図17に示すように、小型部品用部材10の下端面における一端面近傍に電極形成用導電性ペースト塗布層を形成したのと同様にして、小型部品用部材10の下端面における他端面近傍に電極形成用導電性ペースト塗布層を形成する。そして、垂直移動駆動手段11Bを駆動することにより、小型部品用部材10を水平面13Cの上方に位置させる。こうして、図19に示されるように、小型部品用部材10の一端面に形成された電極形成用導電性ペースト塗布層21Aと、小型部品用部材10の下端面における前記一端面近傍に形成され、前記電極形成用導電性ペースト塗布層21Aに連続する電極形成用導電性ペースト塗布層21Bと、小型部品用部材10の他端面に形成された電極形成用導電性ペースト塗布層21Cと、小型部品用部材10の下端面における前記他端面近傍に形成され、前記電極形成用導電性ペースト塗布層21Bに連続する電極形成用導電性ペースト塗布層21Dとを有する小型部品用部材10を乾燥処理乃至焼成処理することにより前記電極形成用導電性ペースト塗布層が電極となる。電極を有する小型部品を、例えば回路基板の表面に形成された回路に組み込む場合に、回路基板における導電層と前記電極形成用導電性ペースト塗布層21Bから転化した電極及び電極形成用導電性ペースト塗布層21Dから転化した電極とが接触することになるので、この小型部品の回路基板への搭載作業が容易になる。
【0096】
垂直移動駆動手段11Bを駆動することにより小型部品用部材10を下降させて、図17に示すように、小型部品用部材10の下端面における一端面近傍に電極形成用導電性ペースト塗布層を形成したのと同様にして、小型部品用部材10の下端面における他端面近傍に電極形成用導電性ペースト塗布層を形成する。そして、垂直移動駆動手段11Bを駆動することにより、小型部品用部材10を水平面13Cの上方に位置させる。こうして、図19に示されるように、小型部品用部材10の一端面に形成された電極形成用導電性ペースト塗布層21Aと、小型部品用部材10の下端面における前記一端面近傍に形成され、前記電極形成用導電性ペースト塗布層21Aに連続する電極形成用導電性ペースト塗布層21Bと、小型部品用部材10の他端面に形成された電極形成用導電性ペースト塗布層21Cと、小型部品用部材10の下端面における前記他端面近傍に形成され、前記電極形成用導電性ペースト塗布層21Bに連続する電極形成用導電性ペースト塗布層21Dとを有する小型部品用部材10を乾燥処理乃至焼成処理することにより前記電極形成用導電性ペースト塗布層が電極となる。電極を有する小型部品を、例えば回路基板の表面に形成された回路に組み込む場合に、回路基板における導電層と前記電極形成用導電性ペースト塗布層21Bから転化した電極及び電極形成用導電性ペースト塗布層21Dから転化した電極とが接触することになるので、この小型部品の回路基板への搭載作業が容易になる。
【0097】
図19に示されるように、弾性保持部3により2点保持された小型部品22を弾性保持部3から取り外すには、図20に示されるように、脱離部材23を使用するのが、便利である。この脱離部材23は、基材2の平坦面4に懸垂状に立設形成されたところの、1個の小型部品22を2点で懸垂保持可能な一対の弾性保持部3,3により形成される間隙に配置される長尺状取出し部材24を多数有して成る。この長尺状取出し部材24は、全ての弾性保持部3が同じ形状をした凸状柱体である場合には、行列状に配列された弾性保持部3の列と列との間、又は行と行との間に配置され、又は全ての弾性保持部が同じ形状をした凸状条体であるときには、列状に配列された弾性保持部3の列と列との間に配置され、2個の弾性保持部3、3で保持された小型部品22の上端面を下方に押出すように垂直移動可能に、形成される。
【0098】
これら多数の長尺状取出し部材24は、前記保持治具1に装着されて前記保持治具1の垂直移動及び水平移動に伴って垂直移動及び水平移動可能に形成されていてもよく、また、前記保持治具1の上下動及び水平移動と共に移動せず、小型部品用部材10の一端面及び他端面に電極が形成された状態が完成したときに、小型部品22を保持する一対の弾性保持部3,3の間隙に挿入されるように形成されていてもよい。
【0099】
図21に示されるように、前記長尺取出し部材24が下降すると、弾性保持部3,3に保持されていた小型部品22が脱離して図示しない回収部に回収される。
【0100】
以上、この発明に係る保持治具、電極形成装置、及び電極形成方法についてその一例を参照しながら説明したが、この発明は、上記態様に限定されるものではない。
【0101】
この発明に係る保持治具における弾性保持部が凸状柱体である場合、その凸状柱体は、記述したように円柱体、円錐台であることのほかに角錐台であってもよい。また、前記弾性保持部が凸状条体である場合、その凸状条体は、それが延在する方向に直交する断面が四角形、長方形、台形等であってもよい。
【0102】
この発明に係る電極形成装置における導電性ペースト保持部材は、堰堤部を必ずしも必要とすることはなく、要するに、弾性保持部に保持された小型部品用部材を挟んで相対向すると共に、小型部品用部材を水平移動させて小型部品用部材の一端面に接触することのできる一方の壁面と、小型部品用部材を水平移動させて小型部品用部材の他端面に接触することのできる他方の壁面とを有することにより間隙部が形成される限り、様々の構造を採用することができる。間隙部における壁面は底面に対して直角に立ち上がる壁面であるに限らない。例えば図22に示されるように、底面13A、その底面13Aの両端から斜めに、間隙部13の断面が広がるように形成される一対の相対向する壁面13Bとで形成される間隙部13を挙げることができる。
【0103】
このような間隙部13に形成されていると、壁面13Bの上部ほど導電性ペースト15の塗膜が薄く、壁面13Bの下側になるほど導電性ペースト15の塗膜が厚くなる。このような状況下で、図23に示されるように、保持治具1を水平移動させて小型部品用部材10の一端面における下端部を一方の前記壁面13Bに当接させると、壁面13Bにおける下側部に塗設される導電性ペースト15の膜厚が大きいので、小型部品用部材10の下端面であって一端面近傍に導電性ペースト15が付着する。次いで、更に、保持治具1を水平移動させると、図24に示されるように、小型部品用部材10の一端面が壁面13Bの傾斜面に沿った姿勢となって導電性ペースト15に接触する。このとき、弾性保持部3はゴム弾性部材で形成されているので、それまで水平に保持されていた小型部品用部材10を斜めの姿勢へとその保持姿勢を制御することができる。この後に保持治具1を水平移動させると、図25に示されるように、壁面13Bとこれに相対向する壁面13Bとの間で、弾性保持部3に懸垂保持された小型部品用部材10における一端面及び下面であってその一端面近傍に断面L字形の電極形成用導電性ペースト塗布層21が形成される。更に保持治具1を水平移動させて、小型部品用部材10の他端面を、前記壁面13Bに相対向する壁面13Bに当接させ、小型部品用部材10の一端面に電極形成用導電性ペースト塗布層を形成したのと同様の操作にて、小型部品用部材10の他端面およびその下端面であって前記他端面近傍に電極形成用導電性ペースト塗布層を形成させる。
【0104】
この例におけるように、壁面13Bが斜面に形成されていると、保持治具1の水平移動、すなわち小型部品用部材10の水平移動によって、小型部品用部材10における一端面、他端面、下面における前記一端面の近傍、及び下面における前記他端面の近傍に電極形成用導電性ペースト塗布層を形成させることができる。
【0105】
図22〜図25で示される間隙部13は、弾性保持部3の形態として採用されたのと同様の凸状柱体であっても、又凸状条体であっても良い。
【図面の簡単な説明】
【0106】
【図1】図1は、この発明の一例である保持治具を示す断面説明図である。
【図2】図2は、保持治具における基材の一例を示す断面説明図である。
【図3】図3は、保持治具における基材の他の例を示す断面説明図である。
【図4】図4は、この発明の一例である保持治具であって、弾性保持部が凸状条体である一部切欠断面斜視説明図である。
【図5】図5は、弾性保持部が凸状条体であり、その凸状条体に小型部品用部材を粘着保持した状態を示す一部切欠断面斜視図である。
【図6】図6は、弾性保持部が凸状柱体であり、その凸状柱体に小型部品用部材を粘着保持した状態を示す一部切欠断面斜視図である。
【図7】図7は、円錐台形をした凸状柱体である弾性保持部を示す一部切欠断面斜視図である。
【図8】図8は、弾性保持部を示す断面図であり、図8(A)、図8(B)及び図8(C)は弾性保持部の断面形状の一例を示す断面図である。
【図9】図9は、この発明の一例である電極形成装置における保持治具と導電性ペースト保持部材とを示す一部断面説明図である。
【図10】図10は、導電性ペースト保持部材の表面に導電性ペーストを塗設する手法を説明する説明図であり、図10(A)は、導電性ペースト保持部材の間隙部内に導電性ペーストを満たすと共に更に堰堤部の水平面を覆う程度に導電性ペーストを満たした状態を示す説明図であり、図10(B)は、前記間隙部内に圧搾部材を挿入した状態を示す説明図である。
【図11】図11は、保持治具に保持された小型部品用部材を溝部内に挿入配置した状態を示す説明図である。
【図12】図12は、保持治具に保持された小型部品用部材の一端面を間隙部における壁面に当接した状態を示す説明図である。
【図13】図13は、一端面に電極形成用導電性ペースト塗布層を形成した小型部品用部材を間隙部内で保持治具により保持された状態を示す説明図である。
【図14】図14は、保持治具に保持された小型部品用部材の他端面を間隙部内の壁面に当接した状態を示す説明図である。
【図15】図15は、一端面及び他端面に電極形成用導電性ペースト塗布層を形成した小型部品用部材を間隙部内で保持治具により保持された状態を示す説明図である。
【図16】図16は、小型部品用部材の下端面であって一端面近傍が、間隙部における水平面の上方に位置するように、小型部品用部材を保持治具で懸垂保持する状態を示す説明図である。
【図17】図17は、小型部品用部材の下端面であって一端面近傍を、間隙部における水平面の上方に接触した状態となるように、小型部品用部材を保持治具で懸垂保持する状態を示す説明図である。
【図18】図18は、小型部品用部材の下端面であって他端面近傍が、間隙部における水平面の上方に位置するように、小型部品用部材を保持治具で懸垂保持する状態を示す説明図である。
【図19】図19は、小型部品用部材の一端面、他端面、下面であって前記一端面近傍、及び下面であって前記他端面近傍に電極形成用導電性ペースト塗布層が形成されてなる小型部品を、保持治具で懸垂保持した状態を示す説明図である。
【図20】図20は、小型部品を懸垂保持する2基の弾性保持部の間に、長尺状取出し部材を挿入配置した状態を示す説明図である。
【図21】図21は、2基の弾性保持部に懸垂保持されていた小型部品を長尺状取出し部材により弾性保持部から取り外す状態を示す説明図である。
【図22】図22は、この発明に係る電極形成装置における導電性ペースト保持部材における間隙部を形成する壁面の変形例を示す説明図である。
【図23】図23は、間隙部の壁面に塗設された導電性ペーストに、弾性保持部で保持された小型部品用部材の一端面を接触させた状態を示す説明図である。
【図24】図24は、図23に示される間隙部の壁面に塗設された導電性ペーストに、弾性保持部で保持された小型部品用部材の一端面を接触させた状態を示す説明図である。
【図25】図25は、図23に示される間隙部の壁面に塗設された導電性ペーストに、弾性保持部で保持された小型部品用部材の一端面を接触させることにより、一端面に電極形成用導電性ペースト塗布層を形成した小型部品を、間隙部内で、弾性保持部で懸垂保持する状態を示す説明図である。
【符号の説明】
【0107】
1 保持治具
2 基材
3 弾性保持部
3A 凸状条体
3B、3C、3D 凸状柱体
3E 切欠き
4 平坦面
5 基材本体
6 非粘着層
7 非粘着処理表面
8 立ち上がり面
9、9A、9B 保持面
10 小型部品用部材
11A 水平方向駆動手段
11B 垂直方向駆動手段
12 導電性ペースト保持部材
13 間隙部
13A 底面
13B 壁面
13C 水平面
14 堰堤部
15 導電性ペースト
16 圧搾部材
16A 溝内挿入部
16B 堰堤挿入部
20 電極形成装置
21、21A、21B、21C、21D 電極形成用導電性ペースト塗布層
22 小型部品
23 脱離部材
24 長尺取出し部材
【特許請求の範囲】
【請求項1】
平坦面を有する基材と、その平坦面に突出形成された、小型部品用部材を粘着保持することができる弾性保持部とを備えて成ることを特徴とする保持治具。
【請求項2】
前記弾性保持部が、前記基材の平坦面に列状に配列されてなる凸状条体である請求項1に記載の保持治具。
【請求項3】
前記弾性保持部が、前記基材の平坦面に行列状に配列されてなる凸状柱体である請求項1に記載の保持治具。
【請求項4】
前記弾性保持部が、前記小型部品用部材を一点で保持する凸状柱体である請求項1又は3に記載の保持治具。
【請求項5】
前記弾性保持部が、前記小型部品用部材を複数点で保持する凸状柱体からなる前記請求項1又は3に記載の保持治具。
【請求項6】
前記基材は、板状体と、その板状体の表面に形成された非粘着部とで形成されて成る前記請求項1〜5のいずれか1項に記載の保持治具。
【請求項7】
前記基材は、その表面が非粘着性となるように非粘着処理がなされて成る前記請求項1〜5のいずれか1項に記載の保持治具。
【請求項8】
前記請求項1〜7のいずれか1項に記載の保持治具と、導電性ペースト保持部材とを備え、前記導電性ペースト保持部材は、前記保持治具における弾性保持部により保持された小型部品用部材を挿入することができる間隙部を有し、この間隙部が、底面、その底面から立ち上がる壁面及びその壁面の上端から水平に延在する水平面を備えてなり、その底面、壁面及び水平面の表面が導電性ペーストを保持することを特徴とする電極形成装置。
【請求項9】
前記請求項1〜7のいずれか1項に記載の保持治具における弾性保持部と隣接する弾性保持部との間に介装され、弾性保持部に保持された小型部品を弾性保持部から脱離させる脱離部材を有して成る前記請求項8に記載の電極形成装置。
【請求項10】
前記請求項1〜7のいずれか1項に記載の保持治具における弾性保持部により保持された小型部品用部材の両端面、及び前記両端面に挟まれる一面における前記端面近傍を、前記請求項8に記載の導電性ペースト保持部材における間隙部における壁面、底面及び水平面に付着する導電性ペーストに順次に接触させて、前記小型部品用部材の両端面及びそれら両端面に挟まれる一面における前記両端面近傍に導電性ペーストを付着させることを特徴とする電極形成方法。
【請求項1】
平坦面を有する基材と、その平坦面に突出形成された、小型部品用部材を粘着保持することができる弾性保持部とを備えて成ることを特徴とする保持治具。
【請求項2】
前記弾性保持部が、前記基材の平坦面に列状に配列されてなる凸状条体である請求項1に記載の保持治具。
【請求項3】
前記弾性保持部が、前記基材の平坦面に行列状に配列されてなる凸状柱体である請求項1に記載の保持治具。
【請求項4】
前記弾性保持部が、前記小型部品用部材を一点で保持する凸状柱体である請求項1又は3に記載の保持治具。
【請求項5】
前記弾性保持部が、前記小型部品用部材を複数点で保持する凸状柱体からなる前記請求項1又は3に記載の保持治具。
【請求項6】
前記基材は、板状体と、その板状体の表面に形成された非粘着部とで形成されて成る前記請求項1〜5のいずれか1項に記載の保持治具。
【請求項7】
前記基材は、その表面が非粘着性となるように非粘着処理がなされて成る前記請求項1〜5のいずれか1項に記載の保持治具。
【請求項8】
前記請求項1〜7のいずれか1項に記載の保持治具と、導電性ペースト保持部材とを備え、前記導電性ペースト保持部材は、前記保持治具における弾性保持部により保持された小型部品用部材を挿入することができる間隙部を有し、この間隙部が、底面、その底面から立ち上がる壁面及びその壁面の上端から水平に延在する水平面を備えてなり、その底面、壁面及び水平面の表面が導電性ペーストを保持することを特徴とする電極形成装置。
【請求項9】
前記請求項1〜7のいずれか1項に記載の保持治具における弾性保持部と隣接する弾性保持部との間に介装され、弾性保持部に保持された小型部品を弾性保持部から脱離させる脱離部材を有して成る前記請求項8に記載の電極形成装置。
【請求項10】
前記請求項1〜7のいずれか1項に記載の保持治具における弾性保持部により保持された小型部品用部材の両端面、及び前記両端面に挟まれる一面における前記端面近傍を、前記請求項8に記載の導電性ペースト保持部材における間隙部における壁面、底面及び水平面に付着する導電性ペーストに順次に接触させて、前記小型部品用部材の両端面及びそれら両端面に挟まれる一面における前記両端面近傍に導電性ペーストを付着させることを特徴とする電極形成方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【公開番号】特開2008−153310(P2008−153310A)
【公開日】平成20年7月3日(2008.7.3)
【国際特許分類】
【出願番号】特願2006−337634(P2006−337634)
【出願日】平成18年12月14日(2006.12.14)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【復代理人】
【識別番号】100118809
【弁理士】
【氏名又は名称】篠田 育男
【Fターム(参考)】
【公開日】平成20年7月3日(2008.7.3)
【国際特許分類】
【出願日】平成18年12月14日(2006.12.14)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【復代理人】
【識別番号】100118809
【弁理士】
【氏名又は名称】篠田 育男
【Fターム(参考)】
[ Back to top ]