
保持治具及び保持治具の製造方法
【課題】被粘着物にバリ等が付着又は混入することを防止することのできる保持治具、及び、成形工程で弾性部材に生じるバリ等を治具本体に付着させることなく容易に除去することのできる保持治具の製造方法を提供すること。
【解決手段】治具本体2と、前記治具本体2の表面に形成された、粘着性を有する弾性部材3Aと、前記弾性部材3Aに隣接するように、前記治具本体2の表面に形成された離型層4Aとを備えた保持治具1A、及び、治具本体2の表面に弾性部材3Aを成形する前に、前記弾性部材3Aが成形される弾性部材形成領域に隣接する領域に離型剤を塗布して離型層4Aを形成することを特徴とする保持治具1の製造方法。
【解決手段】治具本体2と、前記治具本体2の表面に形成された、粘着性を有する弾性部材3Aと、前記弾性部材3Aに隣接するように、前記治具本体2の表面に形成された離型層4Aとを備えた保持治具1A、及び、治具本体2の表面に弾性部材3Aを成形する前に、前記弾性部材3Aが成形される弾性部材形成領域に隣接する領域に離型剤を塗布して離型層4Aを形成することを特徴とする保持治具1の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、保持治具及び保持治具の製造方法に関し、さらに詳しくは、被粘着物にバリ等が付着又は混入することを防止することのできる保持治具、及び、成形工程で弾性部材に生じるバリ等を治具本体に付着させることなく容易に除去することのできる保持治具の製造方法に関する。
【背景技術】
【0002】
従来、例えば、チップコンデンサ等の小型部品を製造する際等に、小型部品を製造することのできる材料としての小型部品用部材等を、その表面に粘着保持することのできる保持治具が用いられている。例えば、小型部品としてチップコンデンサを例に挙げて説明すると、チップコンデンサは、それを製造することのできる材料としての角柱体又は円柱体等における軸線方向の両端部に電極が形成されて成るから、角柱体又は円柱体等を成した小型部品用部材の下端面に電極を形成する際等に、複数の小型部品用部材を同時に粘着保持することのできる保持治具が用いられる。
【0003】
このような保持治具として、例えば、「支持平板と、前記支持平板の主面に設けられ、電子部品を粘着させた状態で保持する粘着材層と、前記粘着材層の周縁部に設けられた非粘着部分又は粘着材層よりも粘着力の小さい低粘着部分と、を備えたことを特徴とする電子部品の保持治具」(特許文献1参照。)、及び、「たとえば金属または樹脂のような材料からなる板状の本体22を備え・・本体22上には、粘着膜23が形成され・・たホルダ21」(特許文献2の0029欄及び図1等参照。)が挙げられる。
【0004】
これらの保持治具及びホルダは、通常、粘着剤層若しくは粘着膜(粘着剤層等と称することがある。)を、別の場所で成形されたものを支持平板若しくは本体(支持平板等と称することがある。)に貼り付けることによって形成され、又は、支持平板等上で成形されることによって形成される(例えば、特許文献2の0031欄参照。)。
【0005】
ところが、支持平板等上で粘着剤層等を成形する場合には、成形された粘着剤層等に、金型のパーティングライン(フラッシュライン)、エジェクタピン等の間隙から逃れ出た成形材料が硬化して、所謂、バリが発生する。したがって、粘着剤層等に発生したバリを取り除く必要がある。このバリは、通常、やすりやグラインダ等ですり落とされ、又は、バリ取り機(デフラッシャー)等で切除され、すり落とされ又は切除されたバリ又はバリ屑(バリ等と称することがある。)は、支持平板等の上に落下する。そうすると、図6に示されるように、粘着剤層等43は通常粘着力を有しているから、すり落とされ又は切除されたバリ等46が支持平板等42に粘着することがある。支持平板等42上にバリ等46が付着した保持治具41を用いると、被粘着物の製造工程等において、バリ等が支持平板等42から離脱して、保持治具41の被粘着物に付着し、又は、被粘着物に混入する等の問題があった。
【0006】
これらの問題を解決するため、支持平板等上に粘着したバリ等を除去する洗浄工程、例えば、水洗工程、送風洗浄工程等を、前記バリ取り工程に続いて、又は、最終仕上げ工程として、行うこともできる。しかし、前記したように、バリ等はそれ自体粘着力を有しているから、支持平板等上に粘着したバリ等を除去するのは容易ではなく、バリ等を除去することができるとしても、バリ等を完全に除去するには、保持治具の生産性を大幅に低下させるという問題が新たに生じた。
【0007】
【特許文献1】特開2004−193366号公報
【特許文献2】特許第2682250号明細書
【発明の開示】
【発明が解決しようとする課題】
【0008】
この発明は、被粘着物にバリ等が付着又は混入することを防止することのできる保持治具を提供することを目的とする。
【0009】
また、この発明は、成形工程で弾性部材に生じるバリ等を治具本体に付着させることなく容易に除去することのできる保持治具の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
前記課題を解決するための手段として、
請求項1は、治具本体と、前記治具本体の表面に形成された、粘着性を有する弾性部材と、前記弾性部材に隣接するように、前記治具本体の表面に形成された離型層とを備えた保持治具であり、
請求項2は、治具本体の表面に弾性部材を成形する前に、前記弾性部材が成形される弾性部材形成領域に隣接する領域に離型剤を塗布して離型層を形成することを特徴とする保持治具の製造方法であり、
請求項3は、前記離型剤は、界面活性剤であることを特徴とする請求項2に記載の保持治具の製造方法であり、
請求項4は、前記離型剤は、フッ素系離型剤であることを特徴とする請求項2に記載の保持治具の製造方法である。
【発明の効果】
【0011】
この発明に係る保持治具は、治具本体の表面に形成された弾性部材に隣接するように、治具本体の表面上に形成された離型層を備えているから、弾性部材に発生するバリを除去する際及び間に、すり落とされ又は切除されたバリ及びバリ屑が落下しても、バリ及びバリ屑は離型層上に落下し、離型層にも治具本体上にも付着することはない。その結果、この発明に係る保持治具は、その被粘着物の製造等に使用されても、製造される被粘着物にバリ及びバリ屑が付着することを防止し、かつ、被粘着物にバリ及びバリ屑が混入することを防止することができる。したがって、この発明によれば、被粘着物にバリ及びバリ屑が付着又は混入することを防止することのできる保持治具を提供することができる。
【0012】
また、この発明に係る保持治具の製造方法は、治具本体の表面に弾性部材を成形する前に、治具本体の表面に予め離型層を形成するから、離型層が形成された後に、発生したバリを除去しても、すり落とされ又は切除されたバリ及びバリ屑が治具本体上に付着することはない。したがって、この発明によれば、成形工程で弾性部材に生じるバリを治具本体に付着させることなく容易に除去することのできる保持治具の製造方法を提供することができる。
【発明を実施するための最良の形態】
【0013】
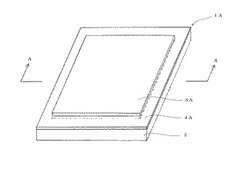
この発明に係る一実施例である保持治具を、図を参照して、説明する。図1及び図2に示されるように、保持治具1Aは、治具本体2と、治具本体2の表面に形成された弾性部材3Aと、弾性部材3Aに隣接するように、治具本体2の表面に形成された離型層4Aとを備え、弾性部材3Aの粘着力によって弾性部材3Aの表面に被粘着物を粘着保持することができる。
【0014】
この発明における被粘着物は、この発明に係る保持治具に粘着保持される必要性のある小型部品を製造することのできる材料としての小型部品用部材、例えば、小型器具用部材、小型機械要素用部材及び小型電子部品用部材等が挙げられる。また、小型部品の製造には小型部品の搬送工程等も含まれるから、被粘着物は、小型部品そのもの、例えば、小型器具、小型機械要素及び小型電子部品等も含まれる。したがって、この発明においては、小型部品と小型部品用部材とは明確に区別される必要はない。これら被粘着物の中でも、この発明に係る保持治具が粘着保持するのに好適な被粘着物として、小型電子部品及び/又は小型電子部品用部材等が挙げられる。小型電子部品及び小型電子部品用部材としては、例えば、コンデンサチップ(チップコンデンサとも称されることがある。)、インダクタチップ、抵抗体チップ、FPC、ウエハー等の完成品若しくは未完成品等、及び/又は、これらを製造することのできる、例えば、角柱体若しくは円柱体、一端部に鍔を有する角柱体若しくは円柱体、両端部に鍔を有する角柱体若しくは円柱体等が挙げられる。例えば、小型電子部品としてのチップコンデンサを製造することのできる小型電子部品用部材として、一辺の長さ約0.3mm、軸線方向長さ約0.6mmの四角柱体が挙げられる。
【0015】
この発明に係る保持治具は、例えば、このような小型電子部品及び/又は小型電子部品用部材の粘着保持用として好適である。特に、この発明に係る保持治具は、少なくとも二箇所に導電性ペーストを塗布する必要のある小型電子部品用部材の粘着保持用として、さらに好適である。なお、この発明に係る保持治具は、被粘着物の製造において、被粘着物を取り扱う際に好適に用いられ、例えば、被粘着物の各種製造工程、被粘着物の搬送工程、被粘着物の保存工程等に好適に用いられる。
【0016】
前記治具本体2は、後述する弾性部材3Aを保持又は支持する。治具本体2は、弾性部材3Aを保持又は支持することができる限り種々の設計変更に基づく各種の形態にすることができる。例えば、保持治具1における治具本体2は、図1に示されるように、方形を成す盤状体に形成されている。治具本体2における寸法の一例として、例えば、120mm×120mm×0.5mm(厚さ)の寸法を挙げることができる。
【0017】
治具本体2は、弾性部材3Aを保持又は支持可能な厚さを有していればよいが、後述する保持治具1の面精度を後述する所定範囲に容易に調整することができる点で、治具本体2は平滑な表面を有しているのがよく、さらに、治具本体2は均一な厚さを有しているのがよい。治具本体2は、弾性部材3Aを形成する面に、弾性部材3Aとの密着性を向上させるために、プライマー処理、コロナ処理、エッチング処理及び/又はプラズマ処理等が施されるのが好ましい。
【0018】
治具本体2は、弾性部材3Aを保持又は支持可能な材料で形成されればよく、例えば、ステンレス鋼及びアルミニウム等の金属製プレート、アルミニウム箔及び銅箔等の金属箔、ポリエステル、ポリイミド、ポリフェニレンスルフィド、ポリアミド、ポリカーボネート、ポリスチレン、ポリプロピレン、ポリエチレン及びポリ塩化ビニル等の樹脂フィルム又は樹脂板、和紙、合成紙及びポリエチレンラミネート紙等の紙、並びに、布、ガラス繊維及びガラス板等のセラミックス、並びに、ガラスエポキシ樹脂板等の複合材料等を挙げることができる。さらに、治具本体2として、シート状物を複数積層して成る積層体とすることもできる。治具本体2は、金属、樹脂又はセラミックスからなる硬質材料で形成されるのが好適である。
【0019】
前記弾性部材3Aは、多数の被粘着物を粘着により保持することができるように設計され、例えば、図1及び図2に示されるように、治具本体2の表面に治具本体2よりもやや小さめの方形を成す盤状体に成形されている。弾性部材3Aにおける寸法の一例として、例えば、110mm×110mm×1.5mm(厚さ)の寸法を挙げることができる。
【0020】
弾性部材3Aは、被粘着物を粘着保持することのできる粘着力を有している。具体的には、弾性部材3Aは、通常、1〜50g/mm2の粘着力を有しているのがよく、7〜50g/mm2の粘着力を有しているのがよい。
【0021】
ここで、弾性部材3Aの粘着力は、以下のようにして求める。以下の粘着力の測定方法は、出願人により案出されたので、信越ポリマー法と称する。
【0022】
まず、弾性部材3Aを水平に固定する吸着固定装置(例えば、商品名:電磁チャック、KET−1530B、カネテック(株)製)又は真空吸引チャックプレート等と、測定部先端に、直径10mmの円柱を成したステンレス鋼(SUS304)製の接触子を取り付けたデジタルフォースゲージ(商品名:ZP−50N、(株)イマダ製)とを備えた荷重測定装置を用意する。次いで、この荷重測定装置における吸着固定装置又は真空吸引チャックプレート上に弾性部材3Aを固定し、測定環境を21±1℃、湿度50±5%に設定する。次いで、20mm/minの速度で弾性部材3Aの被測定部位に接触するまで前記荷重測定装置に取り付けられた前記接触子を下降させ、次いで、この接触子を被測定部位に所定の荷重で被測定部に対して垂直に3秒間押圧する。ここで、前記所定の荷重を25g/mm2に設定する。次いで、180mm/minの速度で前記接触子を被測定部位から引き離し、このときに前記デジタルフォースゲージにより測定される引き離し荷重を読み取る。この操作を、被測定部位の複数箇所で行い、得られる複数の引き離し荷重を算術平均し、得られる平均値を弾性部材3Aの粘着力とする。なお、この測定方法は、手動で行ってもよいが、例えば、テストスタンド(例えば、商品名:VERTICAL MODEL MOTORIZED STAND シリーズ、(株)イマダ製)等の機器を用いて、自動で行ってもよい。
【0023】
弾性部材3Aは、被粘着物を粘着保持する表面が平滑であるのが好ましく、具体的には、例えば、被粘着物を粘着保持する表面の十点平均粗さRz(JIS B 0601−1994)が5μm以下であるのが好ましく、1μm以下であるのがさらに好ましく、0.5μm以下であるのが特に好ましい。弾性部材3Aの被粘着物を粘着保持する表面の十点平均粗さRzが前記範囲内であると、弾性部材3Aの表面に粘着保持する被粘着物を実質的に垂直な起立状態で粘着保持することができると共に、保持治具1Aの振動及びその他の原因により被粘着物が倒れることも粘着保持位置のずれも防止することができる。十点平均粗さRzは、カットオフ0.8mm、測定長さ2.4mm等の条件で測定する。弾性部材3Aにおける表面の十点平均粗さRzは、例えば、弾性部材3Aを形成する際に用いる金型における製品部形成面のブラスト処理等により調整することができる。
【0024】
弾性部材3Aは、通常、被粘着物を粘着保持する表面の硬度(JIS K6253[デュロメータE])が、5〜60程度であるのが好ましく、15〜45であるのがより好ましい。被粘着物を粘着保持する弾性部材3Aの表面が前記硬度の範囲内にあると、弾性部材3Aの表面に載置された被粘着物を押圧したときに、被粘着物が弾性部材3Aに若干めり込むこととなり、弾性部材3Aに若干めり込んだ状態で被粘着物が弾性部材3Aの表面に粘着保持されることになる。そうすると、弾性部材3A上に立設する被粘着物は、弾性部材3Aに若干めり込んだその底部において弾性部材3Aにより保持されることになる。故に、弾性部材3A上の被粘着物は、弾性部材3Aの粘着力と被粘着物の底部近傍の周側面が弾性部材3Aに囲繞保持されることとで、弾性部材3Aの表面上に確固として保持されることになる。
【0025】
弾性部材3Aは、所望の厚さを有していればよいが、均一な厚さを有しているのがよく、例えば、300μm以上2,000μm以下の厚さに調整される。
【0026】
弾性部材3Aを形成することのできる成形材料は後述する。
【0027】
図1及び図2に示されるように、前記離型層4Aは、弾性部材3Aに隣接するように、具体的には、弾性部材3Aを囲繞するように、弾性部材3Aの四縁すべてに接して、治具本体2の表面上に形成されている。したがって、離型層4A上にバリ及びバリ屑等が落下しても、バリ又はバリ屑は離型層4Aに付着することはなく、容易に除去されるから、保持治具1Aを被粘着物の製造等に使用しても、製造される被粘着物にバリ及びバリ屑が付着することを防止し、かつ、被粘着物にバリ及びバリ屑が混入することを防止することができる。このように、離型層4Aは、その表面が、弾性部材3Aを形成する成形材料が粘着性を有していても、この成形材料から形成されたバリ等が付着しないように、なっている。
【0028】
このような離型層4Aは、例えば、界面活性剤若しくはフッ素系離型剤、又は、界面活性剤を含む界面活性剤組成物若しくはフッ素系離型剤を含む離型剤組成物で形成された層であり、好ましくは、アニオン系界面活性剤及びノニオン系界面活性剤等の各種界面活性剤、又は、これらの各種界面活性剤を含む各種界面活性剤組成物で形成された層であり、パーフルオロアルキル基又はパーフルオロアルケニル基を含有する化合物等のフッ素系離型剤、又は、これらのフッ素系離型剤を含むフッ素系離型剤組成物で形成された層である。これらの離型剤又は離型剤組成物で離型層4Aが形成されると、離型層4Aにバリ等が付着することを防止することができ、前記界面活性剤又は界面活性剤組成物で離型層4Aが形成されると、離型層4Aにバリ等が付着することを効果的に防止することができる。これらの中でも、離型層4Aは、アニオン系界面活性剤を含む界面活性剤組成物で形成された層であるのが特に好ましい。
【0029】
離型層4Aは、すり落とされ又は切除されたバリ及びバリ屑が落下し得る領域に形成されていればよいが、図1及び図2に示されるように、離型層4Aは、弾性部材3Aが形成されていない、治具本体2の表面全体に形成されているのが、この発明の目的をよく達成することができる点で、好ましい。換言すると、治具本体2における弾性部材3A及び離型層4Aが形成される表面は、弾性部材3A及び離型層4Aによって、その全面が覆われ、治具本体2の前記表面が露出していないのが好ましい。
【0030】
離型層4Aの厚さは、弾性部材3Aの厚さと同じ厚さ、又は、弾性部材3Aの厚さよりも薄い厚さに調整されていればよいが、図1及び図2に示されるように、離型層4Aは、弾性部材3Aの厚さよりも薄く形成されるのが、離型層4A形成工程における作業性等の点で、好ましい。具体的には、離型層4Aは、1〜10μm程度の厚さに調整される。
【0031】
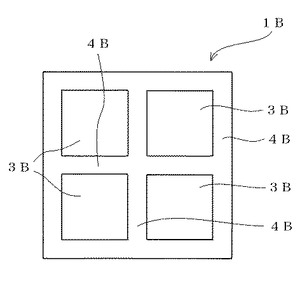
この発明に係る別の一実施例である保持治具を、図を参照して、説明する。図3に示されるように、保持治具1Bは、治具本体(図示されない。)と、治具本体の表面に形成された4個の弾性部材3Bと、4個の弾性部材3Bに隣接するように、治具本体の表面に形成された離型層4Bとを備え、4個の弾性部材3Bの表面に弾性部材3Bの粘着力によって被粘着物を粘着保持することができる。
【0032】
保持治具1Bの治具本体は前記保持治具1Aの治具本体2と基本的に同様である。
【0033】
保持治具1Bの弾性部材3Bは、治具本体の表面に、縦横2列に等間隔に配列するように、形成されている以外は、前記保持治具1Aの弾性部材3Aと基本的に同様である。
【0034】
保持治具1Bの離型層4Bは、4個の弾性部材3Bに隣接するように、治具本体の表面上に形成されている以外は、前記保持治具1Bの離型層4Aと基本的に同様である。すなわち、離型層4Bは、4個の弾性部材3Bを囲繞するように、弾性部材3Bのすべてに接して、治具本体の表面上に形成されている。したがって、保持治具1Bを被粘着物の製造等に使用しも、製造される被粘着物にバリ及びバリ屑が付着することを防止し、かつ、被粘着物にバリ及びバリ屑が混入することを防止することができる。
【0035】
この発明に係る保持治具1A及び1B(以下、両者を併せて保持治具1と称することがある。)は、治具本体2の表面に離型層4A及び4B(以下、両者を併せて離型層4と称することがある。)が形成されているから、バリを除去する際及び間に、すり落とされ又は切除されたバリ及びバリ屑が離型層4に落下しても、離型層4にも治具本体2にも付着することも粘着することもない。
【0036】
また、この発明に係る保持治具1は、被粘着物の製造に繰り返し使用することができるから、繰り返して使用する間に被粘着物同士又は被粘着物と保持治具1との接触、衝突又は摩擦等によって被粘着物等の欠落片又は磨耗粉等が生じても、これらの欠落片又は磨耗粉等が離型層4にも治具本体2にも付着することも粘着することもない。その結果、保持治具1は、被粘着物の製造等に繰り返し使用されても、製造される被粘着物に欠落片又は磨耗粉等が付着することを防止し、かつ、被粘着物に欠落片又は磨耗粉等が混入することを防止することができる。したがって、この発明によれば、被粘着物に欠落片又は磨耗粉等が付着又は混入することを防止することのできる保持治具を提供するという目的を達成することができる。
【0037】
さらに、この発明に係る保持治具1に粘着保持された被粘着物を取り外す際に、被粘着物が離型層4に例えば静電気等で付着することもなく、保持治具1に粘着保持された多数の被粘着物のほとんどを所望のように取り外すことができる。したがって、この発明によれば、粘着保持された多数の被粘着物のほとんどを所望のように取り外すことのできる保持治具を提供するという目的を達成することができる。
【0038】
この発明における保持治具1は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、治具本体2の表面に形成される弾性部材3は、1個又は4個に限定されることなく、必要に応じて、2個以上の弾性部材が形成されてもよく、また、弾性部材3の形状は、矩形に限定されず、必要に応じて、円形、楕円形、多角形又は流線形等に形成されてもよい。
【0039】
また、保持治具1の治具本体2は矩形に形成されているが、治具本体は、被粘着物の製造に適した形状であればよく、被粘着物の形状、被粘着物保持装置の形状、製造工程、作業性等に応じて、任意の形状とされる。例えば、治具本体は、正方形、長方形、五角形、六角形等の多角形、円形、楕円形、不定形、又は、これらを組み合わせた形状等の板状体が挙げられる。また、治具本体における弾性部材が形成されない他方の表面は、平面形状であっても半円筒体等の立体形状であってもよく、また、離型層が形成されてもよい。
【0040】
さらに、保持治具1においては、弾性部材3A及び3Bに離型層4が接しているが、この発明においては、離型層は、弾性部材に隣接するように治具本体の表面に形成されていればよく、例えば、治具本体と弾性部材との間に形成されるプライマー層に接し、弾性部材との間に治具本体の表面が露出していなければよい。
【0041】
保持治具1の使用方法を、以下に、簡単に説明する。保持治具1は、例えばチップコンデンサを製造する際等に、複数のチップコンデンサ本体6を弾性部材3A又は3Bの表面に粘着保持して、複数のチップコンデンサ本体6を一挙に各製造工程に適用するのに、使用される。図7に示されるように、所定の配列パターンで配列された複数のチップコンデンサ本体6を保持治具1の弾性部材3Aの表面に押圧すると、弾性部材3Aの粘着力によって、複数のチップコンデンサ本体6を立設状態に粘着保持することができる。この保持治具1Aを反転させると、複数のチップコンデンサ本体6は弾性部材3Aに懸垂状態に粘着保持された状態になる。そして、このようにして粘着保持された複数のチップコンデンサ本体6の先端部を例えば電極ペーストに浸漬させて、乾燥させると、図7に示されるように、複数のチップコンデンサ本体6の先端部に電極7を一挙に形成することができる。保持治具1の使用方法を電極7の形成を例にして説明したが、この発明に係る保持治具は、チップコンデンサにおける電極の形成以外にも、他の被粘着物の製造工程にも当然に使用することができ、また、チップコンデンサの搬送等の他の製造工程にも当然に使用することができる。
【0042】
この発明に係る保持治具1は、治具本体2の表面に、弾性部材3と離型層4とを隣接するように、形成することができれば、いかなる方法で製造されてもよいが、この発明に係る保持治具の製造方法により製造されるのが、容易に保持治具を製造することができる点で、好ましい。
【0043】
この発明に係る保持治具の製造方法は、治具本体の表面に弾性部材を成形する前に、弾性部材が成形される弾性部材形成領域に隣接する領域に離型剤を塗布して離型層を形成する方法である。弾性部材を成形する前に離型層を形成すれば、弾性部材と離型層とを隣接するように形成することができるうえ、弾性部材にバリが発生しても、すり落とされ又は切除されたバリ及びバリ屑が離型層にも治具本体にも付着することがなく、離型層上のバリ及びバリ屑を治具本体に付着させることなく容易に除去することができる。
【0044】
この製造方法において、離型層を形成する工程に供される治具本体は、前記材料を用いて、例えば前記材料から切り出されて、製造される。治具本体の表面は、研磨、研削又は切削等が施されて、その厚さが均一に調整されてもよく、また、コロナ処理、エッチング処理、プラズマ処理等が施されてもよい。
【0045】
このようにして作製された治具本体において、弾性部材が成形される弾性部材形成領域に隣接する領域に離型剤を塗布して、離型層を形成する工程は、治具本体の表面に弾性部材を成形する工程に先立って行われる。この工程に使用される離型剤は、前記各種離型剤であり、好ましくは、前記各種界面活性剤である。これらの中でも、アニオン系界面活性剤が特に好ましい。これらの各種離型剤及び各種界面活性剤は、例えば、着色剤等の各種添加剤、及び/又は、溶媒等と共に、離型剤組成物又は界面活性剤組成物とされるのが好ましい。前記溶媒は、例えば、メタノール、エタノール、プロパノール等のアルコール溶媒、水(イオン交換水、純水等を含む)等が挙げられ、前記組成物が溶媒を含有する場合には、前記各種離型剤及び各種界面活性剤の濃度は、組成物の全質量に対して、1〜10質量%であるのがよく、3〜6質量%であるのが特によい。
【0046】
前記離型剤及び界面活性剤並びにこれらの組成物(以下、離型剤等と称することがある。)は、治具本体の表面における、弾性部材が成形される弾性部材形成領域に隣接する領域、換言すると、治具本体の表面における、弾性部材が成形される弾性部材形成領域を囲繞する領域に、塗布される。離型剤等を塗布する方法は、特に限定されず、例えば、スクリーンコーティング法、スプレー法、はけ等による塗布法、繊維スポンジ素材等に含浸させて塗布する方法等が挙げられる。
【0047】
治具本体の表面に塗布された離型剤等は、その種類及び特性等に応じて、例えば、硬化又は乾燥等の処理が施されて、離型層が形成される。このとき施される処理における処理条件は、離型剤等の種類及び特性等に応じて任意に決定される。
【0048】
このようにして、弾性部材が成形される弾性部材形成領域に隣接する領域に離型層が形成された後、治具本体における表面の弾性部材形成領域に弾性部材を公知の成形方法によって成形すれば、成形時に発生したバリを除去しても、すり落とされ又は切除されたバリ及びバリ屑が離型層にも治具本体にも付着することがなく、その結果、離型層上のバリ及びバリ屑を治具本体に付着させることなく容易に除去することができる。
【0049】
この発明に係る保持治具の製造方法をより具体的に説明すると、治具本体の表面における弾性部材形成領域に隣接する領域に離型剤を塗布して、離型層を形成する工程と、保持治具の弾性部材形成領域上にゴム組成物を硬化して、治具本体の表面に成形弾性体を成形する工程と、成形弾性体に生じるバリをバリ取りする工程とを具備する製造方法である。
【0050】
この製造方法に供される治具本体は前記したとおりであり、また、この製造方法における離型層を形成する工程も前記したとおりである。
【0051】
この製造方法においては、離型層を形成する前、離型層を形成した後、又は、離型層と同時に、治具本体における表面の弾性部材形成領域にプライマー層が形成されてもよい。弾性部材形成領域にプライマー層が形成されると、治具本体と弾性部材とを強固に密着させることができる。プライマー層を形成するプライマーは、例えば、アミノシラン系シランカップリング剤、イソシアネート系シランカップリング剤、メルカプト系シランカップリング剤等のシランカップリング剤等が挙げられる。なお、このプライマー層は弾性部材形成領域と同じ大きさ又は僅かに大きく形成されるのがよい。
【0052】
この製造方法における成形弾性体を成形する工程は、離型層が形成された治具本体の表面における弾性部材形成領域に成形材料を硬化して、治具本体の表面に成形弾性体を成形する工程である。前記弾性部材形成領域に成形材料を硬化する方法としては、例えば、治具本体を金型に収納し、収納された保持治具と金型とで形成されたキャビティーに成形材料を注入して、注入された成形材料を硬化する方法が挙げられる。このような方法としては、各種成形方法を採用することができるが、成形材料を硬化して成る成形弾性体にバリが発生する成形方法であるのが、この発明の目的を十分に達成することができる点で、好ましい。このような成形方法として、例えば、分割型の金型を用いる成形方法、エジェクタピン等を備えた成形金型を用いる成形方法等が挙げられ、より具体的には、プレス成形、トランスファー成形法、射出成形法等が挙げられる。このときの成形条件は、成形材料等に応じて調整することができ、例えば、成形材料が後述する付加反応硬化型粘着性シリコーン組成物で形成される場合には、通常、80〜130℃で3〜40分加熱することにより、硬化される。また、成形材料が後述する過酸化物硬化型粘着性シリコーン組成物で形成される場合には、通常、100〜150℃で5〜20分加熱することにより、硬化される。なお、このようにして硬化された付加反応硬化型粘着性シリコーン組成物及び過酸化物硬化型粘着性シリコーン組成物は、さらに、170〜220℃、2〜10時間の条件で二次加熱されてもよい。
【0053】
このようにして、成形弾性体を成形すると、例えば、金型のパーティングライン(フラッシュライン)、エジェクタピン等の間隙から逃れ出た成形材料が硬化して、所謂、バリが発生する。具体的には、例えば、保持治具1Aの弾性部材3Aに相当する成形弾性体33Aを形成すると、図4に示されるように、バリが除去されて弾性部材3Aとなる成形弾性体33Aには、金型のゲート部分に対応するバリ35A、及び/又は、金型のパーティングライン(フラッシュライン)等に対応するバリ35B等が形成される。また、保持治具1Bの弾性部材3Bに相当する成形弾性体33Bを形成すると、図5に示されるように、バリが除去されて弾性部材3Bとなる成形弾性体33Bには、金型のランナー部分に対応するバリ35C、金型のゲート部分に対応するバリ35A、及び/又は、金型のパーティングライン(フラッシュライン)等に対応するバリ35B等が形成される。
【0054】
また、成形弾性体を成形するにあたって、保持治具と金型とで形成されたキャビティーからわずかにオーバーフローするまで、成形材料をキャビティーに注入して、成形材料中に存在する気泡等をキャビティー内から除去する手法が採られることがある。この手法においては、オーバーフローした成形材料も硬化され、キャビティー以外の部分にも成形弾性体が形成され、この不要な成形弾性体を除去する必要がある。ところが、従来の保持治具において、不要な成形弾性体を除去したときの切除物が盤状体の周縁部等に付着して除去しにくいという問題があったが、この発明に係る保持治具においては、切除物が離型層に付着することもなく、容易に切除物を除去することができる。
【0055】
この製造方法におけるバリ取りする工程は、公知の方法を採用することができ、例えば、やすり若しくはグラインダ、又は、真鍮若しくは樹脂製のへら等を用いたすり落とし法、バリ取り機(デフラッシャー)等による切除法等が挙げられる。これらのバリ取りする工程における条件等は、公知の条件を任意に選択することができきる。
【0056】
この製造方法においては、治具本体の表面における弾性部材が形成された領域以外の領域に離型層が形成されているから、成形弾性体に発生したバリを除去しても、すり落とされ又は切除されたバリ及びバリ屑が治具本体に付着することを有効に防止することができる。
【0057】
この製造方法においては、すり落とされ又は切除されたバリ及びバリ屑を離型層から除去する工程を行うこともできる。離型層上のバリ及びバリ屑は離型層に粘着していないから、通常、離型層に送風することにより、離型層上のバリ及びバリ屑を容易に除去することができる。なお、送風の代わりに水洗等を行ってもよい。
【0058】
このようにして、成形弾性体に生じたバリを除去すると、図1、図2及び図3に示されるように、すり落とされ又は切除されたバリ及びバリ屑が付着も粘着もしていない保持治具1を容易に製造することができる。
【0059】
この発明に係る保持治具における弾性部材3A及び3Bを成形することのできる材料、すなわち、この発明に係る保持治具の製造方法に使用される成形材料は、弾性部材としたときに前記粘着力を付与することのできる粘着性材料であればよく、このような粘着材料として、例えば、フッ素系樹脂又はフッ素系ゴム、フッ素系樹脂又はフッ素系ゴムを含有するフッ素系組成物、シリコーン樹脂又はシリコーンゴム、シリコーン樹脂又はシリコーンゴムを含有するシリコーン組成物、ウレタン系エラストマー、天然ゴム、スチレン−ブタジエン共重合エラストマー等の各種エラストマー等が挙げられる。この中でも、シリコーンゴム、及び/又は、シリコーンゴムを含有する付加反応硬化型粘着性シリコーン組成物及び過酸化物硬化型粘着性シリコーン組成物が好ましい。
【0060】
前記付加反応硬化型粘着性シリコーン組成物としては、シリコーン生ゴム(a)と、架橋成分(b)と、粘着力向上剤(c)と、触媒(d)と、シリカ系充填材(e)とを含有する粘着性組成物を挙げることができる。
【0061】
前記シリコーン生ゴム(a)としては、(R2SiO2/2)単位(Rは、炭化水素基を表す。)を含み、置換基を有していてもよいポリジメチルシロキサンの長鎖重合体等であればよく、例えば、付加反応により架橋可能なポリオルガノシロキサンを用いることができ、より具体的には、アルケニル基含有ポリオルガノシロキサンを用いることができ、特に、下記(1)式で示されるアルケニル基含有ポリオルガノシロキサンを好適に用いることができる。
【0062】
R1(3−a)XaSiO−(R1XSiO)m−(R12SiO)n−SiR1(3−b)Xb (1)式
ただし、(1)式中、R1は脂肪族不飽和結合を有することのない1価の炭化水素基であり、それぞれ同一であっても異なっていてもよく、Xはアルケニル含有有機基であり、それぞれ同一であっても異なっていてもよい。また、aは0〜3の整数、bは0〜3の整数、mは0以上の整数、nは100以上の整数であり、a、b及びmは同時に0とはならない。
【0063】
前記式(1)において、R1としては、炭素数1〜10の前記炭化水素基が好ましく、例えば、メチル基、エチル基、プロピル基、ブチル基等の直鎖又は分岐アルキル基、シクロヘキシル基等のシクロアルキル基、フェニル基、トリル基等のアリール基等が挙げられ、特にメチル基、フェニル基が好ましい。また、Xで示されるアルケニル基含有有機基としては、炭素数2〜10のアルケニル基含有有機基が好ましく、例えば、ビニル基、アリル基、ヘキセニル基、オクテニル基等の炭素二重結合含有炭化水素基、アクリロイルプロピル基、アクリロイルメチル基、メタクリロイルプロピル基、メタクリロイルメチル基等の(メタ)アクリロイルアルキル基、シクロヘキセニルメチル基、シクロヘキセニルエチル基、シクロヘキセニルプロピル基等のシクロアルケニルアルキル基、ビニルオキシプロピル基等を挙げることができる。
【0064】
シリコーン生ゴム(a)は、オイル状、粘土状の性状を有していてもよく、その粘度は25℃において50mPa・s以上であるのが好ましく、特に100mPa・s以上であるのが好ましい。
【0065】
シリコーン生ゴム(a)は、一種単独で用いてもよく、二種以上を混合して用いてもよよい。
【0066】
前記架橋成分(b)は、前記シリコーン生ゴム(a)と架橋反応可能な成分であり、例えば、1分子中にSi原子に結合したH原子を少なくとも2個以上、好ましくは3個以上有するSiH結合含有ポリオルガノシロキサン(以下、オルガノハイドロジェンポリシロキサンと称することもある。)を用いることができる。
【0067】
このオルガノハイドロジェンポリシロキサンとしては、直鎖状、分枝状、環状のオルガノハイドロジェンポリシロキサンの中から適宜に選択して使用することができ、例えば、下記(2)式又は(3)式で示されるオルガノハイドロジェンポリシロキサンを好適例として挙げることができる。
【0068】
HcR1(3−c)SiO−(HR1SiO)x−(R12SiO)y−SiR1(3−d)Hd (2)式
【0069】
【化1】

【0070】
前記(2)式及び(3)式において、R1は前記と同様の1価の炭化水素基であり、同一であっても異なっていてもよい。また、c及びdは0〜3の整数、x、y及びsは0以上の整数、rは1以上の整数であり、c、d及びxは同時に0とはならず、さらに、x+y≧0である。また、r+s≧3、好ましくは8≧r+s≧3である。
【0071】
これらのオルガノハイドロジェンポリシロキサンの中でも、オイル状の性状を有し、粘度が25℃において1〜5000mPa・sであるオルガノハイドロジェンポリシロキサンが好ましい。
【0072】
架橋成分(b)は、一種単独で用いてもよく、二種以上を混合して用いてもよい。
【0073】
架橋成分(b)の配合割合は、適宜に選択可能であるが、前記シリコーン生ゴム(a)がアルケニル基を含有すると共に、前記架橋成分(b)がSiH結合を含有する場合には、シリコーン生ゴム(a)中のアルケニル基に対する架橋成分(b)中のSiH結合のモル比が0.5〜20であるのが好ましく、特に1〜15の範囲であるのが好ましい。このモル比が0.5未満では、後述する硬化後の架橋密度が低くなり、弾性部材の形状を保持しにくくなることがある。一方、前記モル比が20を超えると、得られる弾性部材の粘着力が低下することがある。
【0074】
前記粘着力向上剤(c)は、粘着力を向上するために配合される成分であり、例えば、ポリオルガノシロキサンを用いることができ、特に、R23SiO1/2単位及びSiO2単位(ただし、R2は脂肪族不飽和結合を有しない1価の炭化水素基である。)を含有するものを好適に用いることができる。ここで、R2としては、炭素数1〜10の置換基が好ましく、メチル基、エチル基、プロピル基、ブチル基等の直鎖又は分岐アルキル基、シクロヘキシル基等のシクロアルキル基、フェニル基、トリル基等のアリール基等を例示でき、特にメチル基、フェニル基が好ましい。
【0075】
粘着力向上剤(c)は、一般的に粘着性をより高度に確保するために、シリコーン生ゴム(a)及び架橋成分(b)とともに架橋反応を生じない、又は、生じ難い構造を有するものが好ましい。
【0076】
粘着力向上剤(c)としてポリオルガノシロキサンを用いる場合は、R23SiO1/2単位/SiO2単位のモル比が0.6〜1.7となるものが好ましい。このモル比が0.6未満では、弾性部材の粘着性が高くなり過ぎ、又はシリコーン生ゴム(a)と相溶し難くなって、シリコーン生ゴム(a)と粘着力向上剤(c)とが分離して粘着性を発現しなくなることがある。一方、前記モル比が1.7を超えると弾性部材の粘着力が低下することがある。
【0077】
なお、このポリオルガノシロキサンは、Si原子に結合するOH基を含有していてもよく、その場合、OH基含有量が0〜4.0モル%であるのが好ましい。
【0078】
Si原子に結合するOH基を含有するものを用いる場合、前記シリコーン生ゴム(a)として、下記(4)式に示されるポリオルガノシロキサンを含有するときには、前記シリコーン生ゴム(a)と粘着力向上剤(c)とが一部縮合反応物を形成していてもよい。
【0079】
(OH)R1YSiO−(R1XSiO)p−(R12SiO)q−SiR12(OH) (4)式
ただし、(4)式中、R1は脂肪族不飽和結合を有することのない1価の前記炭化水素基であり、それぞれ同一であっても異なっていてもよく、YはR1又はアルケニル基含有有機基である。Xはアルケニル含有有機基である。また、pは1以上の整数、qは100以上の整数である。1価の炭化水素基及びアルケニル基含有有機基は前記したのと同様である。
【0080】
前記シリコーン生ゴム(a)と前記粘着力向上剤(c)との縮合反応物を形成するには、トルエン等の溶剤に溶解したシリコーン生ゴム(a)及び粘着力向上剤(c)の混合物を、アルカリ性触媒の存在下で、室温乃至還流下で反応させればよい。
【0081】
粘着力向上剤(c)は、一種単独で用いても、二種以上を混合して用いてもよい。
【0082】
粘着力向上剤(c)は、シリコーン生ゴム(a)/粘着力向上剤(c)の質量比として20/80〜80/20の範囲で用いるのが好ましく、特に、30/70〜70/30とするのが好適である。この範囲を超えて粘着力向上剤(c)が少ないと粘着性が不足しやすくなり、一方、多いと弾性部材が硬くなるとともに弾性力が強く、弾性部材が変形し難くなり、何れにおいても、小型電子部品を粘着保持しにくくなることがある。
【0083】
前記触媒(d)は、主として、前記シリコーン生ゴム(a)と前記架橋成分(b)との架橋反応を促進する触媒であり、通常、ハイドロサイレーションの触媒として使用されるものであればよく、例えば、白金化合物等が挙げられる。白金化合物としては、塩化白金酸、塩化白金酸のアルコール溶液、塩化白金酸とアルコールとの反応物、塩化白金酸とオレフィン化合物との反応物、塩化白金酸とビニル基含有シロキサンとの反応物等が挙げられる。
【0084】
触媒(d)の配合割合は、前記シリコーン生ゴム(a)と前記架橋成分(b)との合計質量に対し、白金成分として1〜5,000ppmとするのが好ましく、特に5〜2,000ppmとすることが好適である。配合割合が1ppm未満では硬化性が低下して架橋密度が低くなって弾性部材の粘着力が低下することがあり、一方、5,000ppmを超えると処理浴の使用可能時間が短くなる場合がある。
【0085】
前記シリカ系充填材(e)は、前記各成分とともに添加され、弾性部材の機械的強度を補強するとともに、弾性部材を構成する成分、特に、粘着性を付与する粘着力向上剤(c)を粘着層に分散させて、小型電子部品の確実な粘着保持に寄与する成分である。
【0086】
シリカ系充填材(e)としては、シリカ、石英紛、珪藻土等が挙げられるが、好ましくはシリカである。好適なシリカとしては、BET法により測定されるその比表面積が50m2/g以上、好ましくは100〜400m2/gのシリカを挙げることができる。このような比表面積を有するシリカが付加反応硬化型粘着性シリコーン組成物に含まれていると、弾性部材の引っ張り強度等の機械的強度を向上させることができるとともに粘着性を付与する成分が脱離し難くなり、微細な削りカスやのり残りが生じ難くなる。なお、比表面積が400m2/gを超えると、付加反応硬化型粘着性シリコーン組成物の流動特性が低下することがあり、弾性部材の製造に時間がかかるとともにコストが増大することがある。
【0087】
シリカ系充填材(e)としては、例えば、ヒュームドシリカ、焼成シリカ等の乾式法により合成されたシリカ、沈降シリカ、シリカゲル等の湿式法により合成されたシリカを挙げることができる。これらの中でも、前記比表面積を有するシリカを得やすい点で、ヒュームドシリカ、沈降シリカが好ましい。
【0088】
シリカ系充填材(e)は、一種単独で用いても、二種以上を混合して用いてもよい。また、必要に応じて、シリカ系充填材(e)の表面を、例えば、オルガノポリシロキサン、オルガノポリシラザン、クロロシラン、アルコキシシラン等の表面処理剤で処理したものを用いてもよい。
【0089】
シリカ系充填材(e)の配合割合は、前記シリコーン生ゴム(a)と前記粘着力向上剤(c)との合計100質量部に対して、1〜30質量部とするのが好ましく、5〜20質量部とするのがより好ましい。配合割合が1質量部未満であると、弾性部材の強度が低下して、十分な効果が得られ難くなり、また、使用時に微細な削りカスやのり残りが発生しやすくなることがある。一方、配合割合が30質量部を超えると、弾性部材の粘着力が低下することがある。
【0090】
さらに、この発明では、前記シリコーン生ゴム(a)から前記シリカ系充填材(e)の他に、適宜、任意成分を添加することが可能である。
【0091】
例えば、前記成分を混合する時の架橋反応を抑制するための反応制御剤を添加することができる。この反応制御剤としては、例えば、3−メチル−1−ブチン−3−オール、3−メチル−1−ペンチン−3−オール、3,5−ジメチル−1−ヘキシン−3−オール、1−エチニルシクロヘキサノール、3−メチル−3−トリメチルシロキシ−1−ブチン、3−メチル−3−トリメチルシロキシ−1−ペンチン、3,5−ジメチル−3−トリメチルシロキシ−1−ヘキシン、1−エチニル−1−トリメチルシロキシシクロヘキサン、ビス(2,2−ジメチル−3−ブチノキシ)ジメチルシラン、1,3,5,7−テトラメチル−1,3,5,7−テトラビニルシクロテトラシロキサン、1,1,3,3−テトラメチル−1,3−ジビニルジシロキサン等が挙げられる。
【0092】
この反応制御剤を添加する場合、その配合割合は、前記シリコーン生ゴム(a)と前記粘着力向上剤(c)との合計100質量部に対して、0〜5.0質量部とすることができ、特に0.05〜2.0質量部とするのが好ましい。この反応制御剤の配合割合が5.0質量部を超えると粘着性組成物の硬化時に硬化し難くなることがある。
【0093】
また、この反応制御剤の他にも、適宜、任意成分を添加することが可能であり、例えば、ポリジメチルシロキサン、ポリジメチルジフェニルシロキサン等の非反応性のポリオルガノシロキサン、塗工の際の粘度を下げるための溶剤として、トルエン、キシレン等の芳香族系溶剤、ヘキサン、オクタン、イソパラフィン等の脂肪族系溶剤、メチルエチルケトン、メチルイソブチルケトン等のケトン系溶剤、酢酸エチル、酢酸イソブチル等のエステル系溶剤、ジイソプロピルエーテル、1,4−ジオキサン等のエーテル系溶剤、又はこれらの混合溶剤、染料、顔料等を使用することができる。
【0094】
前記シリコーン生ゴム(a)、架橋成分(b)、粘着力向上剤(c)、触媒(d)及びシリカ系充填材(e)を含有する組成物としては、適宜製造してもよく、市販品を使用してもよい。市販品としては、例えば、前記シリカ系充填材(e)を含有しない組成物である信越化学工業株式会社製の商品名「KE1214」、「X−40−3098」等の「X−40系」及び「X−34−632A/B」等の「X−34系」組成物等が入手可能である。
【0095】
前記過酸化物硬化型粘着性シリコーン組成物は、シリコーン生ゴム(a)と、粘着力向上剤(c)と、シリカ系充填材(e)と、有機過酸化物(f)とを含有する粘着性組成物を挙げることができる。
【0096】
前記ゴムシリコーン生ゴム(a)としては、(R2SiO2/2)単位(Rは、炭化水素基を表す。)を含み、置換基を有していてもよいポリシロキサンの長鎖重合体等であればよく、例えば、ポリジメチルシロキサン、その置換体等が挙げられる。このシリコーン生ゴム(a)の性状、粘度等は、前記付加反応硬化型粘着性組成物に含有されるシリコーン生ゴム(a)と基本的に同様である。シリコーン生ゴム(a)は、一種単独で用いてもよく、二種以上を混合して用いてもよい。
【0097】
過酸化物硬化型粘着性シリコーン組成物に含有される粘着力向上剤(c)及びシリカ系充填材(e)は、それぞれ、前記付加反応硬化型粘着性組成物に含有される粘着力向上剤(c)及びシリカ系充填材(e)と基本的に同様である。
【0098】
過酸化物硬化型粘着性シリコーン組成物に含有される有機過酸化物(f)は、主として、シリコーン生ゴム(a)同士を、又は、シリコーン生ゴム(a)と粘着力向上剤(c)とを架橋させる硬化剤であり、例えば、ベンゾイルパーオキサイド等のジアシルパーオキサイド類、ジ−t−ブチルパーオキサイド等のジアルキルパーオキサイド類等が挙げられる。有機過酸化物(f)としては、ジアシルパーオキサイド類が好ましく、ベンゾイルパーオキサイドが特に好ましい。
【0099】
有機過酸化物(f)の配合割合は、シリコーン生ゴム(a)と粘着力向上剤(c)との合計質量に対し、0.2〜5.0質量部とするのが好ましく、特に0.5〜2.5質量部とすることが好適である。配合割合が、0.2質量部未満では硬化性が低下して架橋密度が低くなって粘着層の粘着力が低下することがあり、一方、5.0質量部を超えると、粘着性組成物によって形成されるゴム弾性部材の硬度が高くなり、粘着力が低下するという欠点が生じる場合がある。
【0100】
過酸化物硬化型粘着性シリコーン組成物には、さらに、シリコーン生ゴム(a)、粘着力向上剤(c)、シリカ系充填材(e)及び前記有機過酸化物(f)の他に、適宜、任意成分を添加することが可能である。任意成分としては、前記付加反応硬化型粘着性組成物で例示した成分が挙げられる。
【0101】
このような過酸化物硬化型粘着性シリコーン組成物としては、適宜製造してもよく、市販品を使用してもよい。市販品としては、例えば、前記有機過酸化物(f)を含有しない組成物である、信越化学工業株式会社製の商品名「KR−101−10」、「KR−120」、「KR−130」及び「KR−140」等が入手可能である。
【0102】
この発明における保持治具の製造方法は、前記した製造方法に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、治具本体の表面を脱脂処理してもよい。脱脂処理は、例えば、アセトン等の有機溶媒を用いて、定法に従って、行うことができる。
【実施例】
【0103】
(実施例1)
ステンレス鋼板(SUS304製、厚さ0.5mm)から、一辺の長さが120mmである正方形の盤状体を切り出した。この盤状体における一方の表面をアセトンで脱脂処理した後、シリコーンゴム接着用プライマー(商品名「X−33−156−20」、信越化学工業株式会社製)を弾性部材形成領域(一辺の長さが110mmの正方形、この正方形の中心と盤状体の中心とは一致している)に適量塗布して、23℃の環境中で乾燥し、プライマー層(厚さ3μm)を形成した。一方、アニオン系界面活性剤(化学名「アルキルエーテル硫酸エステルナトリウム」、商品名「ママレモン」、ライオン株式会社製)の水溶液(界面活性剤の濃度27質量%)を、前記界面活性剤の濃度が5質量%となるように水でさらに希釈して、界面活性剤組成物を調製した。プライマー層が形成された盤状体におけるプライマー層が形成されていない領域(すなわち、盤状体の周縁部)に前記界面活性剤組成物を塗布して、常温で30分間放置して乾燥し、プライマー層を囲繞する離型層(厚さ3μm)を形成した。このようにして離型層が形成された治具本体を作成した。
【0104】
作製された治具本体を金型に収納して、治具本体の弾性部材形成領域上に形成されたキャビティー(一辺の長さが110mm、厚さ1.5mmの立方体)に、前記シリコーン生ゴム(a)、架橋成分(b)、粘着力向上剤(c)及び触媒(d)を含有するシリコーンゴム(商品名「X−34−632 A/B」、信越化学工業株式会社製)99質量%及び(e)成分としてシリカ系充填材(株式会社龍森製、商品名「クリスタライト」)1質量%を含有する付加反応硬化型粘着性シリコーン組成物と、粘着力調整組成物として液状シリコーンゴム組成物(商品名「KE−1950/30 A/B」、信越化学工業株式会社製)とを配合した粘着性シリコーン組成物(付加反応硬化型粘着性シリコーン組成物:液状シリコーンゴム組成物(質量比)=90:10)をキャビティーからわずかにオーバーフローするまで注入し、120℃、10MPaの条件下、トランスファー成形し、次いで、200℃、4時間の条件下、さらに硬化させて、治具本体の表面に成形弾性体を形成した。
【0105】
成形弾性体に形成されたバリ(キャビティーからオーバーフローした粘着性シリコーン組成物の硬化物を含む。)を、ポリプロピレン樹脂からなるへらを用いたすり落とし法(具体的には、へらの先端を粘着層とバリとの境界部分に押し当てて、へらを摺動させる方法)によって、切除して、図1に示される保持治具と同様の保持治具Aを製造した。
【0106】
(実施例2)
前記界面活性剤組成物中における界面活性剤の濃度を3質量%に変更した以外は、実施例1と同様にして、保持治具Bを製造した。形成された離型層の厚さは3μmであった。
(実施例3)
前記界面活性剤組成物中における界面活性剤の濃度を10質量%に変更した以外は、実施例1と同様にして、保持治具Cを製造した。形成された離型層の厚さは3μmであった。
【0107】
(実施例4)
前記界面活性剤組成物をフッ素系離型剤(商品名「ダイフリー ME−313」、ダイキン工業株式会社製、離型剤の濃度3質量%)に変更した以外は、実施例1と同様にして、保持治具Dを製造した。形成された離型層の厚さは3μmであった。
【0108】
(比較例1)
離型層を設けなかった以外は、実施例1と同様にして、保持治具Eを製造した。
【0109】
弾性部材に発生したバリを除去する際及び間に、すり落とされ又は切除されたバリ及びバリ屑が保持治具に付着又は粘着するのか否か、すなわち、バリ取り工程におけるバリ及びバリ屑の除去容易性を評価する想定実験を、保持治具A〜Eを用いて、行った。具体的には、実施例1〜4及び比較例1において、保持治具A〜Eにおけるプライマー層が形成されていない領域(すなわち、保持治具A〜Dにおける離型層、保持治具Eにおける盤状体の周縁部)にバリ及びバリ屑(大きさが約1mm3)を適量付着させて、その表面に0.3MPaの圧力によりエアーを吹き付けた。その結果、実施例1〜4はいずれもエアーを吹き付けてから1分以内でバリ及びバリ屑を離型層上から容易に除去することができたのに対して、比較例1はエアーを吹き付けてから5分たっても盤状体の周縁部からバリ及びバリ屑を除去することができなかった。このように、実施例1〜4はいずれも離型層にバリ及びバリ屑が付着も粘着もしなかったのに対して、比較例1は離型層にバリ及びバリ屑が粘着し、除去が容易ではなかった。すなわち、実施例1〜4によれば、弾性部材に発生したバリを除去する際及び間に、すり落とされ又は切除されたバリ及びバリ屑は保持治具に付着も粘着もしないことが分った。
【0110】
次に、保持治具をチップコンデンサの製造に繰り返し用いた場合において、チップコンデンサ等の欠落片若しくは磨耗粉、ゴミ等が保持治具に付着又は粘着するのか否かを評価する想定実験を、保持治具A〜Eを用いて、行った。具体的には、保持治具A〜Eを、チップコンデンサの製造に繰り返し500回使用することを想定して、チップコンデンサの材料であるセラミックの磨耗粉として想定したアルミナ粉(株式会社不二精機製造所製)を、保持治具A〜Eにおけるプライマー層が形成されていない領域に振りかけ、次いで、これらの保持治具を180度反転することにより、アルミナ粉が除去できるか否かを評価した。その結果、実施例1〜4はいずれもアルミナ粉を容易に除去でき、アルミナ粉が粘着することも付着することがなかったのに対して、比較例1は、アルミナ粉を除去することができず、送風(エアー吹き付け条件:角度45度、風圧0.3MPa、保持治具との距離10cm)してもアルミナ粉を容易に除去することはできなかった。具体的には、保持治具Eは、風圧0.3MPaの空気を10秒間にわたって送風してもアルミナ粉を除去することができなかった。このように、実施例1〜4はいずれも離型層にアルミナ粉が付着も粘着もしなかったのに対して、比較例1は盤状体の周縁部にアルミナ粉が粘着し、除去が容易ではなかった。すなわち、実施例1〜4によれば、保持治具A〜Dを例えばチップコンデンサの製造等に繰り返し使用しても、チップコンデンサにバリ、バリ屑、チップコンデンサ等の欠落片若しくは磨耗粉及びゴミ等が付着することを防止し、かつ、チップコンデンサにこれらが混入することを防止することができることが分った。
【図面の簡単な説明】
【0111】
【図1】図1は、この発明の一実施例である保持治具を示す概略斜視図である。
【図2】図2は、図1のA−A線における断面を示す断面図である。
【図3】図3は、この発明の別の一実施例である保持治具を示す概略上面図である。
【図4】図4は、この発明の一実施例である保持治具における弾性部材を成形した時の状態を示す概略斜視図である。
【図5】図5は、この発明の別の一実施例である保持治具における弾性部材を成形した時の状態を示す概略上面図である。
【図6】図6は、従来の保持治具においてバリを除去した後の状態を示す概略斜視図である。
【図7】図7は、この発明に係る保持治具の使用方法を説明する説明図である。
【符号の説明】
【0112】
1A、1B 保持治具
2 治具本体
3A、3B 弾性部材
4A、4B 離型層
6 チップコンデンサ本体
7 電極
33 成形弾性体
35A、35B、35C バリ
41 保持治具
42 支持平板等
43 粘着剤層等
46 バリ等
【技術分野】
【0001】
本発明は、保持治具及び保持治具の製造方法に関し、さらに詳しくは、被粘着物にバリ等が付着又は混入することを防止することのできる保持治具、及び、成形工程で弾性部材に生じるバリ等を治具本体に付着させることなく容易に除去することのできる保持治具の製造方法に関する。
【背景技術】
【0002】
従来、例えば、チップコンデンサ等の小型部品を製造する際等に、小型部品を製造することのできる材料としての小型部品用部材等を、その表面に粘着保持することのできる保持治具が用いられている。例えば、小型部品としてチップコンデンサを例に挙げて説明すると、チップコンデンサは、それを製造することのできる材料としての角柱体又は円柱体等における軸線方向の両端部に電極が形成されて成るから、角柱体又は円柱体等を成した小型部品用部材の下端面に電極を形成する際等に、複数の小型部品用部材を同時に粘着保持することのできる保持治具が用いられる。
【0003】
このような保持治具として、例えば、「支持平板と、前記支持平板の主面に設けられ、電子部品を粘着させた状態で保持する粘着材層と、前記粘着材層の周縁部に設けられた非粘着部分又は粘着材層よりも粘着力の小さい低粘着部分と、を備えたことを特徴とする電子部品の保持治具」(特許文献1参照。)、及び、「たとえば金属または樹脂のような材料からなる板状の本体22を備え・・本体22上には、粘着膜23が形成され・・たホルダ21」(特許文献2の0029欄及び図1等参照。)が挙げられる。
【0004】
これらの保持治具及びホルダは、通常、粘着剤層若しくは粘着膜(粘着剤層等と称することがある。)を、別の場所で成形されたものを支持平板若しくは本体(支持平板等と称することがある。)に貼り付けることによって形成され、又は、支持平板等上で成形されることによって形成される(例えば、特許文献2の0031欄参照。)。
【0005】
ところが、支持平板等上で粘着剤層等を成形する場合には、成形された粘着剤層等に、金型のパーティングライン(フラッシュライン)、エジェクタピン等の間隙から逃れ出た成形材料が硬化して、所謂、バリが発生する。したがって、粘着剤層等に発生したバリを取り除く必要がある。このバリは、通常、やすりやグラインダ等ですり落とされ、又は、バリ取り機(デフラッシャー)等で切除され、すり落とされ又は切除されたバリ又はバリ屑(バリ等と称することがある。)は、支持平板等の上に落下する。そうすると、図6に示されるように、粘着剤層等43は通常粘着力を有しているから、すり落とされ又は切除されたバリ等46が支持平板等42に粘着することがある。支持平板等42上にバリ等46が付着した保持治具41を用いると、被粘着物の製造工程等において、バリ等が支持平板等42から離脱して、保持治具41の被粘着物に付着し、又は、被粘着物に混入する等の問題があった。
【0006】
これらの問題を解決するため、支持平板等上に粘着したバリ等を除去する洗浄工程、例えば、水洗工程、送風洗浄工程等を、前記バリ取り工程に続いて、又は、最終仕上げ工程として、行うこともできる。しかし、前記したように、バリ等はそれ自体粘着力を有しているから、支持平板等上に粘着したバリ等を除去するのは容易ではなく、バリ等を除去することができるとしても、バリ等を完全に除去するには、保持治具の生産性を大幅に低下させるという問題が新たに生じた。
【0007】
【特許文献1】特開2004−193366号公報
【特許文献2】特許第2682250号明細書
【発明の開示】
【発明が解決しようとする課題】
【0008】
この発明は、被粘着物にバリ等が付着又は混入することを防止することのできる保持治具を提供することを目的とする。
【0009】
また、この発明は、成形工程で弾性部材に生じるバリ等を治具本体に付着させることなく容易に除去することのできる保持治具の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
前記課題を解決するための手段として、
請求項1は、治具本体と、前記治具本体の表面に形成された、粘着性を有する弾性部材と、前記弾性部材に隣接するように、前記治具本体の表面に形成された離型層とを備えた保持治具であり、
請求項2は、治具本体の表面に弾性部材を成形する前に、前記弾性部材が成形される弾性部材形成領域に隣接する領域に離型剤を塗布して離型層を形成することを特徴とする保持治具の製造方法であり、
請求項3は、前記離型剤は、界面活性剤であることを特徴とする請求項2に記載の保持治具の製造方法であり、
請求項4は、前記離型剤は、フッ素系離型剤であることを特徴とする請求項2に記載の保持治具の製造方法である。
【発明の効果】
【0011】
この発明に係る保持治具は、治具本体の表面に形成された弾性部材に隣接するように、治具本体の表面上に形成された離型層を備えているから、弾性部材に発生するバリを除去する際及び間に、すり落とされ又は切除されたバリ及びバリ屑が落下しても、バリ及びバリ屑は離型層上に落下し、離型層にも治具本体上にも付着することはない。その結果、この発明に係る保持治具は、その被粘着物の製造等に使用されても、製造される被粘着物にバリ及びバリ屑が付着することを防止し、かつ、被粘着物にバリ及びバリ屑が混入することを防止することができる。したがって、この発明によれば、被粘着物にバリ及びバリ屑が付着又は混入することを防止することのできる保持治具を提供することができる。
【0012】
また、この発明に係る保持治具の製造方法は、治具本体の表面に弾性部材を成形する前に、治具本体の表面に予め離型層を形成するから、離型層が形成された後に、発生したバリを除去しても、すり落とされ又は切除されたバリ及びバリ屑が治具本体上に付着することはない。したがって、この発明によれば、成形工程で弾性部材に生じるバリを治具本体に付着させることなく容易に除去することのできる保持治具の製造方法を提供することができる。
【発明を実施するための最良の形態】
【0013】
この発明に係る一実施例である保持治具を、図を参照して、説明する。図1及び図2に示されるように、保持治具1Aは、治具本体2と、治具本体2の表面に形成された弾性部材3Aと、弾性部材3Aに隣接するように、治具本体2の表面に形成された離型層4Aとを備え、弾性部材3Aの粘着力によって弾性部材3Aの表面に被粘着物を粘着保持することができる。
【0014】
この発明における被粘着物は、この発明に係る保持治具に粘着保持される必要性のある小型部品を製造することのできる材料としての小型部品用部材、例えば、小型器具用部材、小型機械要素用部材及び小型電子部品用部材等が挙げられる。また、小型部品の製造には小型部品の搬送工程等も含まれるから、被粘着物は、小型部品そのもの、例えば、小型器具、小型機械要素及び小型電子部品等も含まれる。したがって、この発明においては、小型部品と小型部品用部材とは明確に区別される必要はない。これら被粘着物の中でも、この発明に係る保持治具が粘着保持するのに好適な被粘着物として、小型電子部品及び/又は小型電子部品用部材等が挙げられる。小型電子部品及び小型電子部品用部材としては、例えば、コンデンサチップ(チップコンデンサとも称されることがある。)、インダクタチップ、抵抗体チップ、FPC、ウエハー等の完成品若しくは未完成品等、及び/又は、これらを製造することのできる、例えば、角柱体若しくは円柱体、一端部に鍔を有する角柱体若しくは円柱体、両端部に鍔を有する角柱体若しくは円柱体等が挙げられる。例えば、小型電子部品としてのチップコンデンサを製造することのできる小型電子部品用部材として、一辺の長さ約0.3mm、軸線方向長さ約0.6mmの四角柱体が挙げられる。
【0015】
この発明に係る保持治具は、例えば、このような小型電子部品及び/又は小型電子部品用部材の粘着保持用として好適である。特に、この発明に係る保持治具は、少なくとも二箇所に導電性ペーストを塗布する必要のある小型電子部品用部材の粘着保持用として、さらに好適である。なお、この発明に係る保持治具は、被粘着物の製造において、被粘着物を取り扱う際に好適に用いられ、例えば、被粘着物の各種製造工程、被粘着物の搬送工程、被粘着物の保存工程等に好適に用いられる。
【0016】
前記治具本体2は、後述する弾性部材3Aを保持又は支持する。治具本体2は、弾性部材3Aを保持又は支持することができる限り種々の設計変更に基づく各種の形態にすることができる。例えば、保持治具1における治具本体2は、図1に示されるように、方形を成す盤状体に形成されている。治具本体2における寸法の一例として、例えば、120mm×120mm×0.5mm(厚さ)の寸法を挙げることができる。
【0017】
治具本体2は、弾性部材3Aを保持又は支持可能な厚さを有していればよいが、後述する保持治具1の面精度を後述する所定範囲に容易に調整することができる点で、治具本体2は平滑な表面を有しているのがよく、さらに、治具本体2は均一な厚さを有しているのがよい。治具本体2は、弾性部材3Aを形成する面に、弾性部材3Aとの密着性を向上させるために、プライマー処理、コロナ処理、エッチング処理及び/又はプラズマ処理等が施されるのが好ましい。
【0018】
治具本体2は、弾性部材3Aを保持又は支持可能な材料で形成されればよく、例えば、ステンレス鋼及びアルミニウム等の金属製プレート、アルミニウム箔及び銅箔等の金属箔、ポリエステル、ポリイミド、ポリフェニレンスルフィド、ポリアミド、ポリカーボネート、ポリスチレン、ポリプロピレン、ポリエチレン及びポリ塩化ビニル等の樹脂フィルム又は樹脂板、和紙、合成紙及びポリエチレンラミネート紙等の紙、並びに、布、ガラス繊維及びガラス板等のセラミックス、並びに、ガラスエポキシ樹脂板等の複合材料等を挙げることができる。さらに、治具本体2として、シート状物を複数積層して成る積層体とすることもできる。治具本体2は、金属、樹脂又はセラミックスからなる硬質材料で形成されるのが好適である。
【0019】
前記弾性部材3Aは、多数の被粘着物を粘着により保持することができるように設計され、例えば、図1及び図2に示されるように、治具本体2の表面に治具本体2よりもやや小さめの方形を成す盤状体に成形されている。弾性部材3Aにおける寸法の一例として、例えば、110mm×110mm×1.5mm(厚さ)の寸法を挙げることができる。
【0020】
弾性部材3Aは、被粘着物を粘着保持することのできる粘着力を有している。具体的には、弾性部材3Aは、通常、1〜50g/mm2の粘着力を有しているのがよく、7〜50g/mm2の粘着力を有しているのがよい。
【0021】
ここで、弾性部材3Aの粘着力は、以下のようにして求める。以下の粘着力の測定方法は、出願人により案出されたので、信越ポリマー法と称する。
【0022】
まず、弾性部材3Aを水平に固定する吸着固定装置(例えば、商品名:電磁チャック、KET−1530B、カネテック(株)製)又は真空吸引チャックプレート等と、測定部先端に、直径10mmの円柱を成したステンレス鋼(SUS304)製の接触子を取り付けたデジタルフォースゲージ(商品名:ZP−50N、(株)イマダ製)とを備えた荷重測定装置を用意する。次いで、この荷重測定装置における吸着固定装置又は真空吸引チャックプレート上に弾性部材3Aを固定し、測定環境を21±1℃、湿度50±5%に設定する。次いで、20mm/minの速度で弾性部材3Aの被測定部位に接触するまで前記荷重測定装置に取り付けられた前記接触子を下降させ、次いで、この接触子を被測定部位に所定の荷重で被測定部に対して垂直に3秒間押圧する。ここで、前記所定の荷重を25g/mm2に設定する。次いで、180mm/minの速度で前記接触子を被測定部位から引き離し、このときに前記デジタルフォースゲージにより測定される引き離し荷重を読み取る。この操作を、被測定部位の複数箇所で行い、得られる複数の引き離し荷重を算術平均し、得られる平均値を弾性部材3Aの粘着力とする。なお、この測定方法は、手動で行ってもよいが、例えば、テストスタンド(例えば、商品名:VERTICAL MODEL MOTORIZED STAND シリーズ、(株)イマダ製)等の機器を用いて、自動で行ってもよい。
【0023】
弾性部材3Aは、被粘着物を粘着保持する表面が平滑であるのが好ましく、具体的には、例えば、被粘着物を粘着保持する表面の十点平均粗さRz(JIS B 0601−1994)が5μm以下であるのが好ましく、1μm以下であるのがさらに好ましく、0.5μm以下であるのが特に好ましい。弾性部材3Aの被粘着物を粘着保持する表面の十点平均粗さRzが前記範囲内であると、弾性部材3Aの表面に粘着保持する被粘着物を実質的に垂直な起立状態で粘着保持することができると共に、保持治具1Aの振動及びその他の原因により被粘着物が倒れることも粘着保持位置のずれも防止することができる。十点平均粗さRzは、カットオフ0.8mm、測定長さ2.4mm等の条件で測定する。弾性部材3Aにおける表面の十点平均粗さRzは、例えば、弾性部材3Aを形成する際に用いる金型における製品部形成面のブラスト処理等により調整することができる。
【0024】
弾性部材3Aは、通常、被粘着物を粘着保持する表面の硬度(JIS K6253[デュロメータE])が、5〜60程度であるのが好ましく、15〜45であるのがより好ましい。被粘着物を粘着保持する弾性部材3Aの表面が前記硬度の範囲内にあると、弾性部材3Aの表面に載置された被粘着物を押圧したときに、被粘着物が弾性部材3Aに若干めり込むこととなり、弾性部材3Aに若干めり込んだ状態で被粘着物が弾性部材3Aの表面に粘着保持されることになる。そうすると、弾性部材3A上に立設する被粘着物は、弾性部材3Aに若干めり込んだその底部において弾性部材3Aにより保持されることになる。故に、弾性部材3A上の被粘着物は、弾性部材3Aの粘着力と被粘着物の底部近傍の周側面が弾性部材3Aに囲繞保持されることとで、弾性部材3Aの表面上に確固として保持されることになる。
【0025】
弾性部材3Aは、所望の厚さを有していればよいが、均一な厚さを有しているのがよく、例えば、300μm以上2,000μm以下の厚さに調整される。
【0026】
弾性部材3Aを形成することのできる成形材料は後述する。
【0027】
図1及び図2に示されるように、前記離型層4Aは、弾性部材3Aに隣接するように、具体的には、弾性部材3Aを囲繞するように、弾性部材3Aの四縁すべてに接して、治具本体2の表面上に形成されている。したがって、離型層4A上にバリ及びバリ屑等が落下しても、バリ又はバリ屑は離型層4Aに付着することはなく、容易に除去されるから、保持治具1Aを被粘着物の製造等に使用しても、製造される被粘着物にバリ及びバリ屑が付着することを防止し、かつ、被粘着物にバリ及びバリ屑が混入することを防止することができる。このように、離型層4Aは、その表面が、弾性部材3Aを形成する成形材料が粘着性を有していても、この成形材料から形成されたバリ等が付着しないように、なっている。
【0028】
このような離型層4Aは、例えば、界面活性剤若しくはフッ素系離型剤、又は、界面活性剤を含む界面活性剤組成物若しくはフッ素系離型剤を含む離型剤組成物で形成された層であり、好ましくは、アニオン系界面活性剤及びノニオン系界面活性剤等の各種界面活性剤、又は、これらの各種界面活性剤を含む各種界面活性剤組成物で形成された層であり、パーフルオロアルキル基又はパーフルオロアルケニル基を含有する化合物等のフッ素系離型剤、又は、これらのフッ素系離型剤を含むフッ素系離型剤組成物で形成された層である。これらの離型剤又は離型剤組成物で離型層4Aが形成されると、離型層4Aにバリ等が付着することを防止することができ、前記界面活性剤又は界面活性剤組成物で離型層4Aが形成されると、離型層4Aにバリ等が付着することを効果的に防止することができる。これらの中でも、離型層4Aは、アニオン系界面活性剤を含む界面活性剤組成物で形成された層であるのが特に好ましい。
【0029】
離型層4Aは、すり落とされ又は切除されたバリ及びバリ屑が落下し得る領域に形成されていればよいが、図1及び図2に示されるように、離型層4Aは、弾性部材3Aが形成されていない、治具本体2の表面全体に形成されているのが、この発明の目的をよく達成することができる点で、好ましい。換言すると、治具本体2における弾性部材3A及び離型層4Aが形成される表面は、弾性部材3A及び離型層4Aによって、その全面が覆われ、治具本体2の前記表面が露出していないのが好ましい。
【0030】
離型層4Aの厚さは、弾性部材3Aの厚さと同じ厚さ、又は、弾性部材3Aの厚さよりも薄い厚さに調整されていればよいが、図1及び図2に示されるように、離型層4Aは、弾性部材3Aの厚さよりも薄く形成されるのが、離型層4A形成工程における作業性等の点で、好ましい。具体的には、離型層4Aは、1〜10μm程度の厚さに調整される。
【0031】
この発明に係る別の一実施例である保持治具を、図を参照して、説明する。図3に示されるように、保持治具1Bは、治具本体(図示されない。)と、治具本体の表面に形成された4個の弾性部材3Bと、4個の弾性部材3Bに隣接するように、治具本体の表面に形成された離型層4Bとを備え、4個の弾性部材3Bの表面に弾性部材3Bの粘着力によって被粘着物を粘着保持することができる。
【0032】
保持治具1Bの治具本体は前記保持治具1Aの治具本体2と基本的に同様である。
【0033】
保持治具1Bの弾性部材3Bは、治具本体の表面に、縦横2列に等間隔に配列するように、形成されている以外は、前記保持治具1Aの弾性部材3Aと基本的に同様である。
【0034】
保持治具1Bの離型層4Bは、4個の弾性部材3Bに隣接するように、治具本体の表面上に形成されている以外は、前記保持治具1Bの離型層4Aと基本的に同様である。すなわち、離型層4Bは、4個の弾性部材3Bを囲繞するように、弾性部材3Bのすべてに接して、治具本体の表面上に形成されている。したがって、保持治具1Bを被粘着物の製造等に使用しも、製造される被粘着物にバリ及びバリ屑が付着することを防止し、かつ、被粘着物にバリ及びバリ屑が混入することを防止することができる。
【0035】
この発明に係る保持治具1A及び1B(以下、両者を併せて保持治具1と称することがある。)は、治具本体2の表面に離型層4A及び4B(以下、両者を併せて離型層4と称することがある。)が形成されているから、バリを除去する際及び間に、すり落とされ又は切除されたバリ及びバリ屑が離型層4に落下しても、離型層4にも治具本体2にも付着することも粘着することもない。
【0036】
また、この発明に係る保持治具1は、被粘着物の製造に繰り返し使用することができるから、繰り返して使用する間に被粘着物同士又は被粘着物と保持治具1との接触、衝突又は摩擦等によって被粘着物等の欠落片又は磨耗粉等が生じても、これらの欠落片又は磨耗粉等が離型層4にも治具本体2にも付着することも粘着することもない。その結果、保持治具1は、被粘着物の製造等に繰り返し使用されても、製造される被粘着物に欠落片又は磨耗粉等が付着することを防止し、かつ、被粘着物に欠落片又は磨耗粉等が混入することを防止することができる。したがって、この発明によれば、被粘着物に欠落片又は磨耗粉等が付着又は混入することを防止することのできる保持治具を提供するという目的を達成することができる。
【0037】
さらに、この発明に係る保持治具1に粘着保持された被粘着物を取り外す際に、被粘着物が離型層4に例えば静電気等で付着することもなく、保持治具1に粘着保持された多数の被粘着物のほとんどを所望のように取り外すことができる。したがって、この発明によれば、粘着保持された多数の被粘着物のほとんどを所望のように取り外すことのできる保持治具を提供するという目的を達成することができる。
【0038】
この発明における保持治具1は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、治具本体2の表面に形成される弾性部材3は、1個又は4個に限定されることなく、必要に応じて、2個以上の弾性部材が形成されてもよく、また、弾性部材3の形状は、矩形に限定されず、必要に応じて、円形、楕円形、多角形又は流線形等に形成されてもよい。
【0039】
また、保持治具1の治具本体2は矩形に形成されているが、治具本体は、被粘着物の製造に適した形状であればよく、被粘着物の形状、被粘着物保持装置の形状、製造工程、作業性等に応じて、任意の形状とされる。例えば、治具本体は、正方形、長方形、五角形、六角形等の多角形、円形、楕円形、不定形、又は、これらを組み合わせた形状等の板状体が挙げられる。また、治具本体における弾性部材が形成されない他方の表面は、平面形状であっても半円筒体等の立体形状であってもよく、また、離型層が形成されてもよい。
【0040】
さらに、保持治具1においては、弾性部材3A及び3Bに離型層4が接しているが、この発明においては、離型層は、弾性部材に隣接するように治具本体の表面に形成されていればよく、例えば、治具本体と弾性部材との間に形成されるプライマー層に接し、弾性部材との間に治具本体の表面が露出していなければよい。
【0041】
保持治具1の使用方法を、以下に、簡単に説明する。保持治具1は、例えばチップコンデンサを製造する際等に、複数のチップコンデンサ本体6を弾性部材3A又は3Bの表面に粘着保持して、複数のチップコンデンサ本体6を一挙に各製造工程に適用するのに、使用される。図7に示されるように、所定の配列パターンで配列された複数のチップコンデンサ本体6を保持治具1の弾性部材3Aの表面に押圧すると、弾性部材3Aの粘着力によって、複数のチップコンデンサ本体6を立設状態に粘着保持することができる。この保持治具1Aを反転させると、複数のチップコンデンサ本体6は弾性部材3Aに懸垂状態に粘着保持された状態になる。そして、このようにして粘着保持された複数のチップコンデンサ本体6の先端部を例えば電極ペーストに浸漬させて、乾燥させると、図7に示されるように、複数のチップコンデンサ本体6の先端部に電極7を一挙に形成することができる。保持治具1の使用方法を電極7の形成を例にして説明したが、この発明に係る保持治具は、チップコンデンサにおける電極の形成以外にも、他の被粘着物の製造工程にも当然に使用することができ、また、チップコンデンサの搬送等の他の製造工程にも当然に使用することができる。
【0042】
この発明に係る保持治具1は、治具本体2の表面に、弾性部材3と離型層4とを隣接するように、形成することができれば、いかなる方法で製造されてもよいが、この発明に係る保持治具の製造方法により製造されるのが、容易に保持治具を製造することができる点で、好ましい。
【0043】
この発明に係る保持治具の製造方法は、治具本体の表面に弾性部材を成形する前に、弾性部材が成形される弾性部材形成領域に隣接する領域に離型剤を塗布して離型層を形成する方法である。弾性部材を成形する前に離型層を形成すれば、弾性部材と離型層とを隣接するように形成することができるうえ、弾性部材にバリが発生しても、すり落とされ又は切除されたバリ及びバリ屑が離型層にも治具本体にも付着することがなく、離型層上のバリ及びバリ屑を治具本体に付着させることなく容易に除去することができる。
【0044】
この製造方法において、離型層を形成する工程に供される治具本体は、前記材料を用いて、例えば前記材料から切り出されて、製造される。治具本体の表面は、研磨、研削又は切削等が施されて、その厚さが均一に調整されてもよく、また、コロナ処理、エッチング処理、プラズマ処理等が施されてもよい。
【0045】
このようにして作製された治具本体において、弾性部材が成形される弾性部材形成領域に隣接する領域に離型剤を塗布して、離型層を形成する工程は、治具本体の表面に弾性部材を成形する工程に先立って行われる。この工程に使用される離型剤は、前記各種離型剤であり、好ましくは、前記各種界面活性剤である。これらの中でも、アニオン系界面活性剤が特に好ましい。これらの各種離型剤及び各種界面活性剤は、例えば、着色剤等の各種添加剤、及び/又は、溶媒等と共に、離型剤組成物又は界面活性剤組成物とされるのが好ましい。前記溶媒は、例えば、メタノール、エタノール、プロパノール等のアルコール溶媒、水(イオン交換水、純水等を含む)等が挙げられ、前記組成物が溶媒を含有する場合には、前記各種離型剤及び各種界面活性剤の濃度は、組成物の全質量に対して、1〜10質量%であるのがよく、3〜6質量%であるのが特によい。
【0046】
前記離型剤及び界面活性剤並びにこれらの組成物(以下、離型剤等と称することがある。)は、治具本体の表面における、弾性部材が成形される弾性部材形成領域に隣接する領域、換言すると、治具本体の表面における、弾性部材が成形される弾性部材形成領域を囲繞する領域に、塗布される。離型剤等を塗布する方法は、特に限定されず、例えば、スクリーンコーティング法、スプレー法、はけ等による塗布法、繊維スポンジ素材等に含浸させて塗布する方法等が挙げられる。
【0047】
治具本体の表面に塗布された離型剤等は、その種類及び特性等に応じて、例えば、硬化又は乾燥等の処理が施されて、離型層が形成される。このとき施される処理における処理条件は、離型剤等の種類及び特性等に応じて任意に決定される。
【0048】
このようにして、弾性部材が成形される弾性部材形成領域に隣接する領域に離型層が形成された後、治具本体における表面の弾性部材形成領域に弾性部材を公知の成形方法によって成形すれば、成形時に発生したバリを除去しても、すり落とされ又は切除されたバリ及びバリ屑が離型層にも治具本体にも付着することがなく、その結果、離型層上のバリ及びバリ屑を治具本体に付着させることなく容易に除去することができる。
【0049】
この発明に係る保持治具の製造方法をより具体的に説明すると、治具本体の表面における弾性部材形成領域に隣接する領域に離型剤を塗布して、離型層を形成する工程と、保持治具の弾性部材形成領域上にゴム組成物を硬化して、治具本体の表面に成形弾性体を成形する工程と、成形弾性体に生じるバリをバリ取りする工程とを具備する製造方法である。
【0050】
この製造方法に供される治具本体は前記したとおりであり、また、この製造方法における離型層を形成する工程も前記したとおりである。
【0051】
この製造方法においては、離型層を形成する前、離型層を形成した後、又は、離型層と同時に、治具本体における表面の弾性部材形成領域にプライマー層が形成されてもよい。弾性部材形成領域にプライマー層が形成されると、治具本体と弾性部材とを強固に密着させることができる。プライマー層を形成するプライマーは、例えば、アミノシラン系シランカップリング剤、イソシアネート系シランカップリング剤、メルカプト系シランカップリング剤等のシランカップリング剤等が挙げられる。なお、このプライマー層は弾性部材形成領域と同じ大きさ又は僅かに大きく形成されるのがよい。
【0052】
この製造方法における成形弾性体を成形する工程は、離型層が形成された治具本体の表面における弾性部材形成領域に成形材料を硬化して、治具本体の表面に成形弾性体を成形する工程である。前記弾性部材形成領域に成形材料を硬化する方法としては、例えば、治具本体を金型に収納し、収納された保持治具と金型とで形成されたキャビティーに成形材料を注入して、注入された成形材料を硬化する方法が挙げられる。このような方法としては、各種成形方法を採用することができるが、成形材料を硬化して成る成形弾性体にバリが発生する成形方法であるのが、この発明の目的を十分に達成することができる点で、好ましい。このような成形方法として、例えば、分割型の金型を用いる成形方法、エジェクタピン等を備えた成形金型を用いる成形方法等が挙げられ、より具体的には、プレス成形、トランスファー成形法、射出成形法等が挙げられる。このときの成形条件は、成形材料等に応じて調整することができ、例えば、成形材料が後述する付加反応硬化型粘着性シリコーン組成物で形成される場合には、通常、80〜130℃で3〜40分加熱することにより、硬化される。また、成形材料が後述する過酸化物硬化型粘着性シリコーン組成物で形成される場合には、通常、100〜150℃で5〜20分加熱することにより、硬化される。なお、このようにして硬化された付加反応硬化型粘着性シリコーン組成物及び過酸化物硬化型粘着性シリコーン組成物は、さらに、170〜220℃、2〜10時間の条件で二次加熱されてもよい。
【0053】
このようにして、成形弾性体を成形すると、例えば、金型のパーティングライン(フラッシュライン)、エジェクタピン等の間隙から逃れ出た成形材料が硬化して、所謂、バリが発生する。具体的には、例えば、保持治具1Aの弾性部材3Aに相当する成形弾性体33Aを形成すると、図4に示されるように、バリが除去されて弾性部材3Aとなる成形弾性体33Aには、金型のゲート部分に対応するバリ35A、及び/又は、金型のパーティングライン(フラッシュライン)等に対応するバリ35B等が形成される。また、保持治具1Bの弾性部材3Bに相当する成形弾性体33Bを形成すると、図5に示されるように、バリが除去されて弾性部材3Bとなる成形弾性体33Bには、金型のランナー部分に対応するバリ35C、金型のゲート部分に対応するバリ35A、及び/又は、金型のパーティングライン(フラッシュライン)等に対応するバリ35B等が形成される。
【0054】
また、成形弾性体を成形するにあたって、保持治具と金型とで形成されたキャビティーからわずかにオーバーフローするまで、成形材料をキャビティーに注入して、成形材料中に存在する気泡等をキャビティー内から除去する手法が採られることがある。この手法においては、オーバーフローした成形材料も硬化され、キャビティー以外の部分にも成形弾性体が形成され、この不要な成形弾性体を除去する必要がある。ところが、従来の保持治具において、不要な成形弾性体を除去したときの切除物が盤状体の周縁部等に付着して除去しにくいという問題があったが、この発明に係る保持治具においては、切除物が離型層に付着することもなく、容易に切除物を除去することができる。
【0055】
この製造方法におけるバリ取りする工程は、公知の方法を採用することができ、例えば、やすり若しくはグラインダ、又は、真鍮若しくは樹脂製のへら等を用いたすり落とし法、バリ取り機(デフラッシャー)等による切除法等が挙げられる。これらのバリ取りする工程における条件等は、公知の条件を任意に選択することができきる。
【0056】
この製造方法においては、治具本体の表面における弾性部材が形成された領域以外の領域に離型層が形成されているから、成形弾性体に発生したバリを除去しても、すり落とされ又は切除されたバリ及びバリ屑が治具本体に付着することを有効に防止することができる。
【0057】
この製造方法においては、すり落とされ又は切除されたバリ及びバリ屑を離型層から除去する工程を行うこともできる。離型層上のバリ及びバリ屑は離型層に粘着していないから、通常、離型層に送風することにより、離型層上のバリ及びバリ屑を容易に除去することができる。なお、送風の代わりに水洗等を行ってもよい。
【0058】
このようにして、成形弾性体に生じたバリを除去すると、図1、図2及び図3に示されるように、すり落とされ又は切除されたバリ及びバリ屑が付着も粘着もしていない保持治具1を容易に製造することができる。
【0059】
この発明に係る保持治具における弾性部材3A及び3Bを成形することのできる材料、すなわち、この発明に係る保持治具の製造方法に使用される成形材料は、弾性部材としたときに前記粘着力を付与することのできる粘着性材料であればよく、このような粘着材料として、例えば、フッ素系樹脂又はフッ素系ゴム、フッ素系樹脂又はフッ素系ゴムを含有するフッ素系組成物、シリコーン樹脂又はシリコーンゴム、シリコーン樹脂又はシリコーンゴムを含有するシリコーン組成物、ウレタン系エラストマー、天然ゴム、スチレン−ブタジエン共重合エラストマー等の各種エラストマー等が挙げられる。この中でも、シリコーンゴム、及び/又は、シリコーンゴムを含有する付加反応硬化型粘着性シリコーン組成物及び過酸化物硬化型粘着性シリコーン組成物が好ましい。
【0060】
前記付加反応硬化型粘着性シリコーン組成物としては、シリコーン生ゴム(a)と、架橋成分(b)と、粘着力向上剤(c)と、触媒(d)と、シリカ系充填材(e)とを含有する粘着性組成物を挙げることができる。
【0061】
前記シリコーン生ゴム(a)としては、(R2SiO2/2)単位(Rは、炭化水素基を表す。)を含み、置換基を有していてもよいポリジメチルシロキサンの長鎖重合体等であればよく、例えば、付加反応により架橋可能なポリオルガノシロキサンを用いることができ、より具体的には、アルケニル基含有ポリオルガノシロキサンを用いることができ、特に、下記(1)式で示されるアルケニル基含有ポリオルガノシロキサンを好適に用いることができる。
【0062】
R1(3−a)XaSiO−(R1XSiO)m−(R12SiO)n−SiR1(3−b)Xb (1)式
ただし、(1)式中、R1は脂肪族不飽和結合を有することのない1価の炭化水素基であり、それぞれ同一であっても異なっていてもよく、Xはアルケニル含有有機基であり、それぞれ同一であっても異なっていてもよい。また、aは0〜3の整数、bは0〜3の整数、mは0以上の整数、nは100以上の整数であり、a、b及びmは同時に0とはならない。
【0063】
前記式(1)において、R1としては、炭素数1〜10の前記炭化水素基が好ましく、例えば、メチル基、エチル基、プロピル基、ブチル基等の直鎖又は分岐アルキル基、シクロヘキシル基等のシクロアルキル基、フェニル基、トリル基等のアリール基等が挙げられ、特にメチル基、フェニル基が好ましい。また、Xで示されるアルケニル基含有有機基としては、炭素数2〜10のアルケニル基含有有機基が好ましく、例えば、ビニル基、アリル基、ヘキセニル基、オクテニル基等の炭素二重結合含有炭化水素基、アクリロイルプロピル基、アクリロイルメチル基、メタクリロイルプロピル基、メタクリロイルメチル基等の(メタ)アクリロイルアルキル基、シクロヘキセニルメチル基、シクロヘキセニルエチル基、シクロヘキセニルプロピル基等のシクロアルケニルアルキル基、ビニルオキシプロピル基等を挙げることができる。
【0064】
シリコーン生ゴム(a)は、オイル状、粘土状の性状を有していてもよく、その粘度は25℃において50mPa・s以上であるのが好ましく、特に100mPa・s以上であるのが好ましい。
【0065】
シリコーン生ゴム(a)は、一種単独で用いてもよく、二種以上を混合して用いてもよよい。
【0066】
前記架橋成分(b)は、前記シリコーン生ゴム(a)と架橋反応可能な成分であり、例えば、1分子中にSi原子に結合したH原子を少なくとも2個以上、好ましくは3個以上有するSiH結合含有ポリオルガノシロキサン(以下、オルガノハイドロジェンポリシロキサンと称することもある。)を用いることができる。
【0067】
このオルガノハイドロジェンポリシロキサンとしては、直鎖状、分枝状、環状のオルガノハイドロジェンポリシロキサンの中から適宜に選択して使用することができ、例えば、下記(2)式又は(3)式で示されるオルガノハイドロジェンポリシロキサンを好適例として挙げることができる。
【0068】
HcR1(3−c)SiO−(HR1SiO)x−(R12SiO)y−SiR1(3−d)Hd (2)式
【0069】
【化1】
【0070】
前記(2)式及び(3)式において、R1は前記と同様の1価の炭化水素基であり、同一であっても異なっていてもよい。また、c及びdは0〜3の整数、x、y及びsは0以上の整数、rは1以上の整数であり、c、d及びxは同時に0とはならず、さらに、x+y≧0である。また、r+s≧3、好ましくは8≧r+s≧3である。
【0071】
これらのオルガノハイドロジェンポリシロキサンの中でも、オイル状の性状を有し、粘度が25℃において1〜5000mPa・sであるオルガノハイドロジェンポリシロキサンが好ましい。
【0072】
架橋成分(b)は、一種単独で用いてもよく、二種以上を混合して用いてもよい。
【0073】
架橋成分(b)の配合割合は、適宜に選択可能であるが、前記シリコーン生ゴム(a)がアルケニル基を含有すると共に、前記架橋成分(b)がSiH結合を含有する場合には、シリコーン生ゴム(a)中のアルケニル基に対する架橋成分(b)中のSiH結合のモル比が0.5〜20であるのが好ましく、特に1〜15の範囲であるのが好ましい。このモル比が0.5未満では、後述する硬化後の架橋密度が低くなり、弾性部材の形状を保持しにくくなることがある。一方、前記モル比が20を超えると、得られる弾性部材の粘着力が低下することがある。
【0074】
前記粘着力向上剤(c)は、粘着力を向上するために配合される成分であり、例えば、ポリオルガノシロキサンを用いることができ、特に、R23SiO1/2単位及びSiO2単位(ただし、R2は脂肪族不飽和結合を有しない1価の炭化水素基である。)を含有するものを好適に用いることができる。ここで、R2としては、炭素数1〜10の置換基が好ましく、メチル基、エチル基、プロピル基、ブチル基等の直鎖又は分岐アルキル基、シクロヘキシル基等のシクロアルキル基、フェニル基、トリル基等のアリール基等を例示でき、特にメチル基、フェニル基が好ましい。
【0075】
粘着力向上剤(c)は、一般的に粘着性をより高度に確保するために、シリコーン生ゴム(a)及び架橋成分(b)とともに架橋反応を生じない、又は、生じ難い構造を有するものが好ましい。
【0076】
粘着力向上剤(c)としてポリオルガノシロキサンを用いる場合は、R23SiO1/2単位/SiO2単位のモル比が0.6〜1.7となるものが好ましい。このモル比が0.6未満では、弾性部材の粘着性が高くなり過ぎ、又はシリコーン生ゴム(a)と相溶し難くなって、シリコーン生ゴム(a)と粘着力向上剤(c)とが分離して粘着性を発現しなくなることがある。一方、前記モル比が1.7を超えると弾性部材の粘着力が低下することがある。
【0077】
なお、このポリオルガノシロキサンは、Si原子に結合するOH基を含有していてもよく、その場合、OH基含有量が0〜4.0モル%であるのが好ましい。
【0078】
Si原子に結合するOH基を含有するものを用いる場合、前記シリコーン生ゴム(a)として、下記(4)式に示されるポリオルガノシロキサンを含有するときには、前記シリコーン生ゴム(a)と粘着力向上剤(c)とが一部縮合反応物を形成していてもよい。
【0079】
(OH)R1YSiO−(R1XSiO)p−(R12SiO)q−SiR12(OH) (4)式
ただし、(4)式中、R1は脂肪族不飽和結合を有することのない1価の前記炭化水素基であり、それぞれ同一であっても異なっていてもよく、YはR1又はアルケニル基含有有機基である。Xはアルケニル含有有機基である。また、pは1以上の整数、qは100以上の整数である。1価の炭化水素基及びアルケニル基含有有機基は前記したのと同様である。
【0080】
前記シリコーン生ゴム(a)と前記粘着力向上剤(c)との縮合反応物を形成するには、トルエン等の溶剤に溶解したシリコーン生ゴム(a)及び粘着力向上剤(c)の混合物を、アルカリ性触媒の存在下で、室温乃至還流下で反応させればよい。
【0081】
粘着力向上剤(c)は、一種単独で用いても、二種以上を混合して用いてもよい。
【0082】
粘着力向上剤(c)は、シリコーン生ゴム(a)/粘着力向上剤(c)の質量比として20/80〜80/20の範囲で用いるのが好ましく、特に、30/70〜70/30とするのが好適である。この範囲を超えて粘着力向上剤(c)が少ないと粘着性が不足しやすくなり、一方、多いと弾性部材が硬くなるとともに弾性力が強く、弾性部材が変形し難くなり、何れにおいても、小型電子部品を粘着保持しにくくなることがある。
【0083】
前記触媒(d)は、主として、前記シリコーン生ゴム(a)と前記架橋成分(b)との架橋反応を促進する触媒であり、通常、ハイドロサイレーションの触媒として使用されるものであればよく、例えば、白金化合物等が挙げられる。白金化合物としては、塩化白金酸、塩化白金酸のアルコール溶液、塩化白金酸とアルコールとの反応物、塩化白金酸とオレフィン化合物との反応物、塩化白金酸とビニル基含有シロキサンとの反応物等が挙げられる。
【0084】
触媒(d)の配合割合は、前記シリコーン生ゴム(a)と前記架橋成分(b)との合計質量に対し、白金成分として1〜5,000ppmとするのが好ましく、特に5〜2,000ppmとすることが好適である。配合割合が1ppm未満では硬化性が低下して架橋密度が低くなって弾性部材の粘着力が低下することがあり、一方、5,000ppmを超えると処理浴の使用可能時間が短くなる場合がある。
【0085】
前記シリカ系充填材(e)は、前記各成分とともに添加され、弾性部材の機械的強度を補強するとともに、弾性部材を構成する成分、特に、粘着性を付与する粘着力向上剤(c)を粘着層に分散させて、小型電子部品の確実な粘着保持に寄与する成分である。
【0086】
シリカ系充填材(e)としては、シリカ、石英紛、珪藻土等が挙げられるが、好ましくはシリカである。好適なシリカとしては、BET法により測定されるその比表面積が50m2/g以上、好ましくは100〜400m2/gのシリカを挙げることができる。このような比表面積を有するシリカが付加反応硬化型粘着性シリコーン組成物に含まれていると、弾性部材の引っ張り強度等の機械的強度を向上させることができるとともに粘着性を付与する成分が脱離し難くなり、微細な削りカスやのり残りが生じ難くなる。なお、比表面積が400m2/gを超えると、付加反応硬化型粘着性シリコーン組成物の流動特性が低下することがあり、弾性部材の製造に時間がかかるとともにコストが増大することがある。
【0087】
シリカ系充填材(e)としては、例えば、ヒュームドシリカ、焼成シリカ等の乾式法により合成されたシリカ、沈降シリカ、シリカゲル等の湿式法により合成されたシリカを挙げることができる。これらの中でも、前記比表面積を有するシリカを得やすい点で、ヒュームドシリカ、沈降シリカが好ましい。
【0088】
シリカ系充填材(e)は、一種単独で用いても、二種以上を混合して用いてもよい。また、必要に応じて、シリカ系充填材(e)の表面を、例えば、オルガノポリシロキサン、オルガノポリシラザン、クロロシラン、アルコキシシラン等の表面処理剤で処理したものを用いてもよい。
【0089】
シリカ系充填材(e)の配合割合は、前記シリコーン生ゴム(a)と前記粘着力向上剤(c)との合計100質量部に対して、1〜30質量部とするのが好ましく、5〜20質量部とするのがより好ましい。配合割合が1質量部未満であると、弾性部材の強度が低下して、十分な効果が得られ難くなり、また、使用時に微細な削りカスやのり残りが発生しやすくなることがある。一方、配合割合が30質量部を超えると、弾性部材の粘着力が低下することがある。
【0090】
さらに、この発明では、前記シリコーン生ゴム(a)から前記シリカ系充填材(e)の他に、適宜、任意成分を添加することが可能である。
【0091】
例えば、前記成分を混合する時の架橋反応を抑制するための反応制御剤を添加することができる。この反応制御剤としては、例えば、3−メチル−1−ブチン−3−オール、3−メチル−1−ペンチン−3−オール、3,5−ジメチル−1−ヘキシン−3−オール、1−エチニルシクロヘキサノール、3−メチル−3−トリメチルシロキシ−1−ブチン、3−メチル−3−トリメチルシロキシ−1−ペンチン、3,5−ジメチル−3−トリメチルシロキシ−1−ヘキシン、1−エチニル−1−トリメチルシロキシシクロヘキサン、ビス(2,2−ジメチル−3−ブチノキシ)ジメチルシラン、1,3,5,7−テトラメチル−1,3,5,7−テトラビニルシクロテトラシロキサン、1,1,3,3−テトラメチル−1,3−ジビニルジシロキサン等が挙げられる。
【0092】
この反応制御剤を添加する場合、その配合割合は、前記シリコーン生ゴム(a)と前記粘着力向上剤(c)との合計100質量部に対して、0〜5.0質量部とすることができ、特に0.05〜2.0質量部とするのが好ましい。この反応制御剤の配合割合が5.0質量部を超えると粘着性組成物の硬化時に硬化し難くなることがある。
【0093】
また、この反応制御剤の他にも、適宜、任意成分を添加することが可能であり、例えば、ポリジメチルシロキサン、ポリジメチルジフェニルシロキサン等の非反応性のポリオルガノシロキサン、塗工の際の粘度を下げるための溶剤として、トルエン、キシレン等の芳香族系溶剤、ヘキサン、オクタン、イソパラフィン等の脂肪族系溶剤、メチルエチルケトン、メチルイソブチルケトン等のケトン系溶剤、酢酸エチル、酢酸イソブチル等のエステル系溶剤、ジイソプロピルエーテル、1,4−ジオキサン等のエーテル系溶剤、又はこれらの混合溶剤、染料、顔料等を使用することができる。
【0094】
前記シリコーン生ゴム(a)、架橋成分(b)、粘着力向上剤(c)、触媒(d)及びシリカ系充填材(e)を含有する組成物としては、適宜製造してもよく、市販品を使用してもよい。市販品としては、例えば、前記シリカ系充填材(e)を含有しない組成物である信越化学工業株式会社製の商品名「KE1214」、「X−40−3098」等の「X−40系」及び「X−34−632A/B」等の「X−34系」組成物等が入手可能である。
【0095】
前記過酸化物硬化型粘着性シリコーン組成物は、シリコーン生ゴム(a)と、粘着力向上剤(c)と、シリカ系充填材(e)と、有機過酸化物(f)とを含有する粘着性組成物を挙げることができる。
【0096】
前記ゴムシリコーン生ゴム(a)としては、(R2SiO2/2)単位(Rは、炭化水素基を表す。)を含み、置換基を有していてもよいポリシロキサンの長鎖重合体等であればよく、例えば、ポリジメチルシロキサン、その置換体等が挙げられる。このシリコーン生ゴム(a)の性状、粘度等は、前記付加反応硬化型粘着性組成物に含有されるシリコーン生ゴム(a)と基本的に同様である。シリコーン生ゴム(a)は、一種単独で用いてもよく、二種以上を混合して用いてもよい。
【0097】
過酸化物硬化型粘着性シリコーン組成物に含有される粘着力向上剤(c)及びシリカ系充填材(e)は、それぞれ、前記付加反応硬化型粘着性組成物に含有される粘着力向上剤(c)及びシリカ系充填材(e)と基本的に同様である。
【0098】
過酸化物硬化型粘着性シリコーン組成物に含有される有機過酸化物(f)は、主として、シリコーン生ゴム(a)同士を、又は、シリコーン生ゴム(a)と粘着力向上剤(c)とを架橋させる硬化剤であり、例えば、ベンゾイルパーオキサイド等のジアシルパーオキサイド類、ジ−t−ブチルパーオキサイド等のジアルキルパーオキサイド類等が挙げられる。有機過酸化物(f)としては、ジアシルパーオキサイド類が好ましく、ベンゾイルパーオキサイドが特に好ましい。
【0099】
有機過酸化物(f)の配合割合は、シリコーン生ゴム(a)と粘着力向上剤(c)との合計質量に対し、0.2〜5.0質量部とするのが好ましく、特に0.5〜2.5質量部とすることが好適である。配合割合が、0.2質量部未満では硬化性が低下して架橋密度が低くなって粘着層の粘着力が低下することがあり、一方、5.0質量部を超えると、粘着性組成物によって形成されるゴム弾性部材の硬度が高くなり、粘着力が低下するという欠点が生じる場合がある。
【0100】
過酸化物硬化型粘着性シリコーン組成物には、さらに、シリコーン生ゴム(a)、粘着力向上剤(c)、シリカ系充填材(e)及び前記有機過酸化物(f)の他に、適宜、任意成分を添加することが可能である。任意成分としては、前記付加反応硬化型粘着性組成物で例示した成分が挙げられる。
【0101】
このような過酸化物硬化型粘着性シリコーン組成物としては、適宜製造してもよく、市販品を使用してもよい。市販品としては、例えば、前記有機過酸化物(f)を含有しない組成物である、信越化学工業株式会社製の商品名「KR−101−10」、「KR−120」、「KR−130」及び「KR−140」等が入手可能である。
【0102】
この発明における保持治具の製造方法は、前記した製造方法に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、治具本体の表面を脱脂処理してもよい。脱脂処理は、例えば、アセトン等の有機溶媒を用いて、定法に従って、行うことができる。
【実施例】
【0103】
(実施例1)
ステンレス鋼板(SUS304製、厚さ0.5mm)から、一辺の長さが120mmである正方形の盤状体を切り出した。この盤状体における一方の表面をアセトンで脱脂処理した後、シリコーンゴム接着用プライマー(商品名「X−33−156−20」、信越化学工業株式会社製)を弾性部材形成領域(一辺の長さが110mmの正方形、この正方形の中心と盤状体の中心とは一致している)に適量塗布して、23℃の環境中で乾燥し、プライマー層(厚さ3μm)を形成した。一方、アニオン系界面活性剤(化学名「アルキルエーテル硫酸エステルナトリウム」、商品名「ママレモン」、ライオン株式会社製)の水溶液(界面活性剤の濃度27質量%)を、前記界面活性剤の濃度が5質量%となるように水でさらに希釈して、界面活性剤組成物を調製した。プライマー層が形成された盤状体におけるプライマー層が形成されていない領域(すなわち、盤状体の周縁部)に前記界面活性剤組成物を塗布して、常温で30分間放置して乾燥し、プライマー層を囲繞する離型層(厚さ3μm)を形成した。このようにして離型層が形成された治具本体を作成した。
【0104】
作製された治具本体を金型に収納して、治具本体の弾性部材形成領域上に形成されたキャビティー(一辺の長さが110mm、厚さ1.5mmの立方体)に、前記シリコーン生ゴム(a)、架橋成分(b)、粘着力向上剤(c)及び触媒(d)を含有するシリコーンゴム(商品名「X−34−632 A/B」、信越化学工業株式会社製)99質量%及び(e)成分としてシリカ系充填材(株式会社龍森製、商品名「クリスタライト」)1質量%を含有する付加反応硬化型粘着性シリコーン組成物と、粘着力調整組成物として液状シリコーンゴム組成物(商品名「KE−1950/30 A/B」、信越化学工業株式会社製)とを配合した粘着性シリコーン組成物(付加反応硬化型粘着性シリコーン組成物:液状シリコーンゴム組成物(質量比)=90:10)をキャビティーからわずかにオーバーフローするまで注入し、120℃、10MPaの条件下、トランスファー成形し、次いで、200℃、4時間の条件下、さらに硬化させて、治具本体の表面に成形弾性体を形成した。
【0105】
成形弾性体に形成されたバリ(キャビティーからオーバーフローした粘着性シリコーン組成物の硬化物を含む。)を、ポリプロピレン樹脂からなるへらを用いたすり落とし法(具体的には、へらの先端を粘着層とバリとの境界部分に押し当てて、へらを摺動させる方法)によって、切除して、図1に示される保持治具と同様の保持治具Aを製造した。
【0106】
(実施例2)
前記界面活性剤組成物中における界面活性剤の濃度を3質量%に変更した以外は、実施例1と同様にして、保持治具Bを製造した。形成された離型層の厚さは3μmであった。
(実施例3)
前記界面活性剤組成物中における界面活性剤の濃度を10質量%に変更した以外は、実施例1と同様にして、保持治具Cを製造した。形成された離型層の厚さは3μmであった。
【0107】
(実施例4)
前記界面活性剤組成物をフッ素系離型剤(商品名「ダイフリー ME−313」、ダイキン工業株式会社製、離型剤の濃度3質量%)に変更した以外は、実施例1と同様にして、保持治具Dを製造した。形成された離型層の厚さは3μmであった。
【0108】
(比較例1)
離型層を設けなかった以外は、実施例1と同様にして、保持治具Eを製造した。
【0109】
弾性部材に発生したバリを除去する際及び間に、すり落とされ又は切除されたバリ及びバリ屑が保持治具に付着又は粘着するのか否か、すなわち、バリ取り工程におけるバリ及びバリ屑の除去容易性を評価する想定実験を、保持治具A〜Eを用いて、行った。具体的には、実施例1〜4及び比較例1において、保持治具A〜Eにおけるプライマー層が形成されていない領域(すなわち、保持治具A〜Dにおける離型層、保持治具Eにおける盤状体の周縁部)にバリ及びバリ屑(大きさが約1mm3)を適量付着させて、その表面に0.3MPaの圧力によりエアーを吹き付けた。その結果、実施例1〜4はいずれもエアーを吹き付けてから1分以内でバリ及びバリ屑を離型層上から容易に除去することができたのに対して、比較例1はエアーを吹き付けてから5分たっても盤状体の周縁部からバリ及びバリ屑を除去することができなかった。このように、実施例1〜4はいずれも離型層にバリ及びバリ屑が付着も粘着もしなかったのに対して、比較例1は離型層にバリ及びバリ屑が粘着し、除去が容易ではなかった。すなわち、実施例1〜4によれば、弾性部材に発生したバリを除去する際及び間に、すり落とされ又は切除されたバリ及びバリ屑は保持治具に付着も粘着もしないことが分った。
【0110】
次に、保持治具をチップコンデンサの製造に繰り返し用いた場合において、チップコンデンサ等の欠落片若しくは磨耗粉、ゴミ等が保持治具に付着又は粘着するのか否かを評価する想定実験を、保持治具A〜Eを用いて、行った。具体的には、保持治具A〜Eを、チップコンデンサの製造に繰り返し500回使用することを想定して、チップコンデンサの材料であるセラミックの磨耗粉として想定したアルミナ粉(株式会社不二精機製造所製)を、保持治具A〜Eにおけるプライマー層が形成されていない領域に振りかけ、次いで、これらの保持治具を180度反転することにより、アルミナ粉が除去できるか否かを評価した。その結果、実施例1〜4はいずれもアルミナ粉を容易に除去でき、アルミナ粉が粘着することも付着することがなかったのに対して、比較例1は、アルミナ粉を除去することができず、送風(エアー吹き付け条件:角度45度、風圧0.3MPa、保持治具との距離10cm)してもアルミナ粉を容易に除去することはできなかった。具体的には、保持治具Eは、風圧0.3MPaの空気を10秒間にわたって送風してもアルミナ粉を除去することができなかった。このように、実施例1〜4はいずれも離型層にアルミナ粉が付着も粘着もしなかったのに対して、比較例1は盤状体の周縁部にアルミナ粉が粘着し、除去が容易ではなかった。すなわち、実施例1〜4によれば、保持治具A〜Dを例えばチップコンデンサの製造等に繰り返し使用しても、チップコンデンサにバリ、バリ屑、チップコンデンサ等の欠落片若しくは磨耗粉及びゴミ等が付着することを防止し、かつ、チップコンデンサにこれらが混入することを防止することができることが分った。
【図面の簡単な説明】
【0111】
【図1】図1は、この発明の一実施例である保持治具を示す概略斜視図である。
【図2】図2は、図1のA−A線における断面を示す断面図である。
【図3】図3は、この発明の別の一実施例である保持治具を示す概略上面図である。
【図4】図4は、この発明の一実施例である保持治具における弾性部材を成形した時の状態を示す概略斜視図である。
【図5】図5は、この発明の別の一実施例である保持治具における弾性部材を成形した時の状態を示す概略上面図である。
【図6】図6は、従来の保持治具においてバリを除去した後の状態を示す概略斜視図である。
【図7】図7は、この発明に係る保持治具の使用方法を説明する説明図である。
【符号の説明】
【0112】
1A、1B 保持治具
2 治具本体
3A、3B 弾性部材
4A、4B 離型層
6 チップコンデンサ本体
7 電極
33 成形弾性体
35A、35B、35C バリ
41 保持治具
42 支持平板等
43 粘着剤層等
46 バリ等
【特許請求の範囲】
【請求項1】
治具本体と、前記治具本体の表面に形成された、粘着性を有する弾性部材と、前記弾性部材に隣接するように、前記治具本体の表面に形成された離型層とを備えた保持治具。
【請求項2】
治具本体の表面に弾性部材を成形する前に、前記弾性部材が成形される弾性部材形成領域に隣接する領域に離型剤を塗布して、離型層を形成することを特徴とする保持治具の製造方法。
【請求項3】
前記離型剤は、界面活性剤であることを特徴とする請求項2に記載の保持治具の製造方法。
【請求項4】
前記離型剤は、フッ素系離型剤であることを特徴とする請求項2に記載の保持治具の製造方法。
【請求項1】
治具本体と、前記治具本体の表面に形成された、粘着性を有する弾性部材と、前記弾性部材に隣接するように、前記治具本体の表面に形成された離型層とを備えた保持治具。
【請求項2】
治具本体の表面に弾性部材を成形する前に、前記弾性部材が成形される弾性部材形成領域に隣接する領域に離型剤を塗布して、離型層を形成することを特徴とする保持治具の製造方法。
【請求項3】
前記離型剤は、界面活性剤であることを特徴とする請求項2に記載の保持治具の製造方法。
【請求項4】
前記離型剤は、フッ素系離型剤であることを特徴とする請求項2に記載の保持治具の製造方法。
【図1】


【図2】

【図3】
【図4】

【図5】

【図6】

【図7】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−288341(P2008−288341A)
【公開日】平成20年11月27日(2008.11.27)
【国際特許分類】
【出願番号】特願2007−130987(P2007−130987)
【出願日】平成19年5月16日(2007.5.16)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【復代理人】
【識別番号】100118809
【弁理士】
【氏名又は名称】篠田 育男
【Fターム(参考)】
【公開日】平成20年11月27日(2008.11.27)
【国際特許分類】
【出願日】平成19年5月16日(2007.5.16)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【復代理人】
【識別番号】100118809
【弁理士】
【氏名又は名称】篠田 育男
【Fターム(参考)】
[ Back to top ]