
保持治具及び半導体ウェーハの研削方法

【課題】 保護シートの使用に伴う問題を解消することのできる保持治具及び半導体ウェーハの研削方法を提供する。
【解決手段】 半導体ウェーハWのバックグラインド装置10を、架台11の作業面に設置されたテーブル13と、テーブル13にチャックテーブル15を介して搭載された複数の保持治具20と、保持治具20に保持された半導体ウェーハWの裏面を研削処理する研削装置30と、研削された半導体ウェーハW用の洗浄装置40とから構成する。各保持治具20を、基板21の表面に凹み形成される凹み穴22と、凹み穴22の底面に配列して突設される複数の支持突起23と、凹み穴22を被覆して複数の支持突起23に支持され、半導体ウェーハWを着脱自在に密着保持する変形可能な密着フィルム24と、密着フィルム24に被覆された凹み穴22内の空気を外部に導く排気路25とから構成する。
【解決手段】 半導体ウェーハWのバックグラインド装置10を、架台11の作業面に設置されたテーブル13と、テーブル13にチャックテーブル15を介して搭載された複数の保持治具20と、保持治具20に保持された半導体ウェーハWの裏面を研削処理する研削装置30と、研削された半導体ウェーハW用の洗浄装置40とから構成する。各保持治具20を、基板21の表面に凹み形成される凹み穴22と、凹み穴22の底面に配列して突設される複数の支持突起23と、凹み穴22を被覆して複数の支持突起23に支持され、半導体ウェーハWを着脱自在に密着保持する変形可能な密着フィルム24と、密着フィルム24に被覆された凹み穴22内の空気を外部に導く排気路25とから構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体ウェーハのバックグラインド工程等で使用される保持治具及び半導体ウェーハの研削方法に関するものである。
【背景技術】
【0002】
半導体ウェーハは、半導体製造の前工程では反らないように、例えば300mmタイプの場合には、約775μmの厚さにされているが、この肉厚のままでは、薄片化が必要な近年の半導体パッケージには適さないので、バックグラインド工程と呼ばれる工程において裏面の研削処理で場合により100μm以下に薄くされ、その後、ダイシング工程で個々のチップに分離される。
【0003】
半導体ウェーハWのバックグラインド工程においては、先ず、半導体ウェーハWの回路が形成されたパターン形成面を保護するために柔軟な保護シート(BGシートともいう)1を貼着してその大きさが半導体ウェーハWよりも僅かに大きくなるようカット(図6参照)し、半導体ウェーハWをバックグラインド装置にセットしてそのテーブルを回転させ、研削装置の作業領域に半導体ウェーハWを配置して位置決めする。
【0004】
保護シート1は、例えばエチレン酢酸ビニル共重合体や軟質ポリ塩化ビニルを基材とした50〜200μmの厚さを有するフィルムに、アクリル系、ウレタン系、ブタジエン系、シリコーン系等の紫外線(UV)硬化型、非UV硬化型の粘着層が10〜60μmの厚さで積層されることにより形成され、バックグラインド工程後に剥離されて使用後には再使用されることなく廃棄される。
【0005】
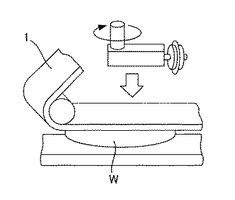
研削装置30の作業領域に半導体ウェーハWを配置して位置決めした後、半導体ウェーハWの裏面を回転砥石33で研削(図7参照)し、その後、半導体ウェーハWの裏面を化学薬品41により約1μm程度エッチングして研削に伴うダメージ層を除去(図8参照)することにより、半導体ウェーハWを薄片化する(特許文献1参照)。
【0006】
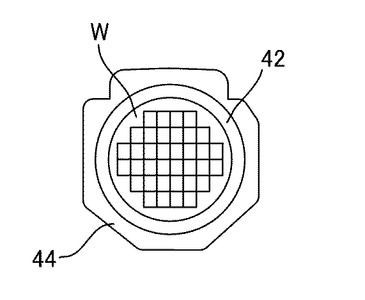
こうして半導体ウェーハWを薄片化した後、半導体ウェーハWのエッチングされた裏面を中空のキャリア治具44にダイシング工程で使用される粘着テープ、具体的にはUVテープ42を介して固定するとともに、半導体ウェーハWのパターン形成面から保護シート1を剥離テープ43により剥離(図9参照)し、キャリア治具44に支持された半導体ウェーハW(図10参照)をブレードと呼ばれる砥石により個々のチップに分離する。
【特許文献1】特開2005‐93882号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで、半導体ウェーハWは、100μm程度の厚さまでは自己支持性を有しているので、単数複数の吸着孔を有する吸着パッドに上方から吸着されても、支持や搬送が可能であった。
しかしながら、半導体ウェーハWが50μm程度かそれ以下の厚さまで研削された場合には、半導体ウェーハWの自己支持性が不十分となり、強度が低下するので、吸着パッドの吸着孔から離れた位置が重力で撓んでしまい、半導体ウェーハWが割れてしまうことが多い。
【0008】
この半導体ウェーハWの割れを防止する手段として、半導体ウェーハWに保護シート1を貼着する方法が考えられるが、例え半導体ウェーハWに保護シート1を貼着しても、通常の柔軟な保護シート1では十分な強度を維持することができず、重力による撓みが発生することとなる。また、剛性の保護シート1を使用する方法も考えられるが、この場合には、半導体ウェーハWから保護シート1を剥離する際、半導体ウェーハWの強度が小さい厚さ方向(面に対し垂直方向)に引張力が作用するので、半導体ウェーハWの破損するおそれが大きくなる。
【0009】
従来における半導体ウェーハWのバックグラインド工程後の操作においては、以上のように極薄化された半導体ウェーハWが重力で撓み、破損を招くおそれがあるので、これを防止するため、半導体ウェーハWの全面を吸着支持することのできる特別なハンドリング構造の搬送装置を使用しなければならないという問題がある。また、半導体ウェーハWのバックグラインド工程で一度使用した保護シート1は、再利用することが困難で廃棄処分するしかないので、廃棄物の大量発生を抑制することができないという大きな問題がある。
【0010】
本発明は上記に鑑みなされたもので、保護シートの使用に伴う問題を解消することのできる保持治具及び半導体ウェーハの研削方法を提供することを目的としている。
【課題を解決するための手段】
【0011】
本発明においては上記課題を解決するため、半導体ウェーハを保持する保持治具であって、
剛性の基板に形成される凹部と、この凹部に配列して設けられる複数の支持突起と、凹部を被覆して複数の支持突起に支持され、半導体ウェーハを着脱自在に密着保持する変形可能な密着フィルム層と、この密着フィルム層に被覆された凹部内の気体を外部に導く排気路とを含んでなることを特徴としている。
【0012】
なお、凹部を負圧にして密着フィルム層を変形させる負圧源を含むことが好ましい。
また、密着フィルム層は帯電防止剤を含むことができる。
また、複数の支持突起の配列ピッチを0.2〜2.0mmとすることができる。
また、支持突起の幅を0.05〜1.0mmとすることができる。
また、支持突起の高さを0.05〜0.5mmとすることができる。
【0013】
また、密着フィルム層の厚さを20〜200μmとすることができる。
また、密着フィルム層の引張り破断強度を5MPa以上とすることができる。
また、密着フィルム層の引張り破断伸びを500%以上とすることができる。
また、密着フィルム層の常温の曲げ弾性率を10〜100MPaとすることができる。 また、本発明においては、請求項1ないし10いずれかに記載の保持治具を半導体ウェ ーハの研削工程で用いることを特徴としている。
【0014】
また、本発明においては上記課題を解決するため、請求項1ないし10いずれかに記載の保持治具の密着フィルム層に半導体ウェーハの回路が形成された表面を接触させて密着保持させ、半導体ウェーハの裏面を所定の厚さまで研削することを特徴としている。
なお、半導体ウェーハの裏面を所定の厚さまで研削した後、保持治具に半導体ウェーハを密着保持させたまま、半導体ウェーハの裏面をさらにエッチング処理することができる。
【0015】
ここで、特許請求の範囲における半導体ウェーハは、口径200mmタイプや300mmタイプ等を特に問うものではない。この半導体ウェーハには、結晶方位を判別したり、整列を容易化するオリフラやノッチが適宜形成される。また、保持治具やその基板は、平面視で円形、楕円形、矩形、多角形等に形成することができる。また、凹部、密着フィルム層、及び排気路は、単数複数を特に問うものではない。
【0016】
凹部は、平面視で円形、楕円形、矩形、多角形等に形成することができる。また、複数の支持突起は、凹部に規則的に配列されるものでも良いし、不規則に配列されるものでも良い。この複数の支持突起は、凹部と一体構造でも良いし、別体の構造にすることもできる。支持突起は、円錐台形、角柱形、角錐台形等に形成することができる。さらに、密着フィルム層は、半導体ウェーハに対応する大きさであれば、同じ大きさでも良いし、半導体ウェーハより大きくても良い。
【発明の効果】
【0017】
本発明によれば、半導体ウェーハ用の保護シートを使用することなく半導体ウェーハの研削工程を行うことができるので、保護シートの使用に伴う問題、例えば保護シートの廃棄に伴う廃棄物の増加、糊残りに伴う半導体ウェーハの導通不良や汚染という問題を有効に解消することができるという効果がある。
【0018】
また、単なるフィルムやシートではなく、粘着性に優れる密着フィルム層を使用するので、例え半導体ウェーハを100μm未満の薄さに薄片化しても、密着フィルム層の密着作用により半導体ウェーハの位置ずれや破損を防ぐことができる。
また、密着フィルム層に帯電防止剤を設ければ、半導体ウェーハの静電気破壊を抑制することができる。
【0019】
また、複数の支持突起の配列ピッチを0.2〜2.0mmとすれば、保持治具の反復使用時に密着フィルム層が破断したり、裂けたりするおそれがなく、しかも、半導体ウェーハの研削後における厚さばらつきを小さくすることができる。
また、支持突起の幅(太さ)を0.05〜1.0mmとすれば、半導体ウェーハの取り外し時に密着フィルム層に支持突起が孔を空けて損傷させたり、支持突起自体の強度低下を招くことがない。また、支持突起部分の半導体ウェーハに対する密着力が過剰に大きくなり、半導体ウェーハの取り外しが困難になるのを防ぐことができる。
【0020】
また、支持突起の高さを0.05〜0.5mmとすれば、密着フィルム層から半導体ウェーハを簡単に取り外すことができ、しかも、バックグラインド時に支持突起部分の半導体ウェ−ハが必要以上に研削されたり、密着フィルム層が必要以上に伸ばされて半導体ウェーハの密着に支障を来たすおそれを排除することが可能になる。
【0021】
また、密着フィルム層の厚さを20〜200μmとすれば、密着フィルム層の耐久性を向上させ、しかも、半導体ウェーハのパターン形成面の凹凸に追従させ、研削液等の浸入に伴う半導体ウェーハの汚染を抑制することが可能になる。また、密着フィルム層から半導体ウェーハを迅速に取り外すことが可能になる。
また、密着フィルム層の引張り破断強度を5MPa以上とすれば、密着フィルム層が変形時に破断するおそれを排除することができる。
【0022】
また、密着フィルム層の引張り破断伸びを500%以上とすれば、変形時に密着フィルム層が複数の支持突起に確実に追従し、破断するおそれがない。
さらに、密着フィルム層の常温の曲げ弾性率を10〜100MPaとすれば、密着フィルム層の支持突起に支持されている部分以外の部分が撓み、密着フィルム層に対する半導体ウェーハの密着に支障を来たすおそれがなく、しかも、密着フィルム層に対する半導体ウェーハの着脱が困難になるのを防ぐこともできる。
【発明を実施するための最良の形態】
【0023】
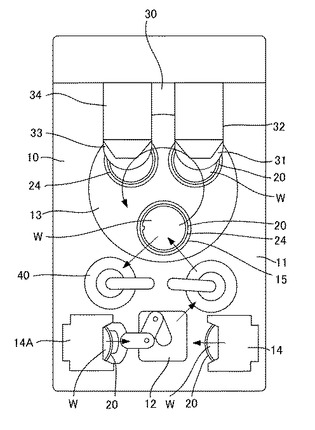
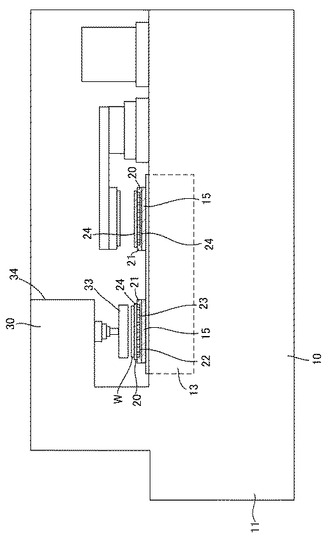
以下、図面を参照して本発明の好ましい実施の形態を説明すると、本実施形態における半導体ウェーハのバックグラインド装置10は、図1ないし図3に示すように、架台11に設置されたテーブル13と、このテーブル13にチャックテーブル15を介し回転可能に搭載された複数の保持治具20と、保持治具20に保持された半導体ウェーハWの裏面を粗研削と仕上げ研削を通じて研削処理する研削装置30と、研削処理された半導体ウェーハW用の洗浄装置40とを備え、約775μmの厚さを有する口径300mmタイプの半導体ウェーハWをバックグラインドして100μm以下の厚さに薄片化するよう機能する。
【0024】
架台11は、図1や図2に示すように、前後方向(図1の上下方向)に長く形成され、作業面の前部中央にハンドリング装置12が設置されるとともに、作業面の略中央部に平面円形のテーブル13が上部の露出した状態で回転可能に設置されており、作業面の後部には、テーブル13の表面後部に上方から対向する研削装置30が立設される。ハンドリング装置12の左右両側部には、バックグラインド前の厚い半導体ウェーハWを複数枚整列収納したウェーハカセット14と、バックグラインド後の薄い半導体ウェーハWを整列収納するウェーハカセット14Aとがそれぞれ搭載される。
【0025】
テーブル13は、図1や図2に示すように、例えば所定の材料を使用して円板形に形成され、その露出した上部表面の周方向には複数のチャックテーブル15が間隔をおき回転可能に支持されるとともに、各チャックテーブル15には保持治具20が着脱自在に搭載されており、所定の回転角度で回転(図1の矢印参照)して保持治具20の位置をハンドリング装置12方向や研削装置30方向に変更するよう機能する。
【0026】
チャックテーブル15は、例えばステンレス製の枠体に多孔質セラミックス製の円板が嵌合されることにより平坦な平面円形に構成され、架台11内の図示しない真空装置の減圧に基づき、半導体ウェーハWを粘着保持した保持治具20を着脱自在に吸着保持するよう機能する。このチャックテーブル15における保持治具20の排気路25に対応する位置には、密着フィルム24に被覆された凹み穴22内を減圧しないよう目止めが施される。
【0027】
複数の保持治具20は、図1に示すように、例えば粗研削用の半導体ウェーハWを保持する保持治具20と、仕上げ研削用の半導体ウェーハWを保持する保持治具20と、待機中の半導体ウェーハW等を保持する保持治具20とを備えて形成される。
【0028】
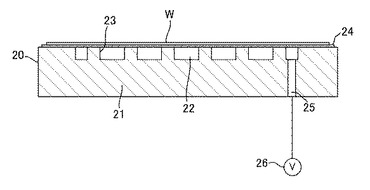
各保持治具20は、図3に示すように、チャックテーブル15の表面に搭載される剛性の基板21と、この基板21に形成される凹み穴22と、この凹み穴22に突設される複数の支持突起23と、凹み穴22を被覆して複数の支持突起23に支持され、半導体ウェーハWの表面であるパターン形成面を着脱自在に密着保持する変形可能な密着フィルム24と、この密着フィルム24に被覆された凹み穴22内の空気を外部に導き、密着フィルム24を変形させて半導体ウェーハWの剥離を可能にする排気路25とを備えた簡素な構造に構成され、必要に応じてウェーハカセット14・14Aや基板収納容器(例えば、FOUPやFOSB等)に収納される。
【0029】
基板21は、所定の材料を使用して0.5〜2.0mm程度の厚さを有する平坦な薄板に形成され、半導体ウェーハWよりも僅かに大きい平面円形とされる。この基板21の材料としては、例えばアルミニウム合金、マグネシウム合金、ステンレス等の金属材料、ポリアミド(PA)、ポリカーボネート(PC)、ポリプロピレン(PP)、アクリル、ポリ塩化ビニル等の樹脂成形材料、ガラスがあげられる。
【0030】
これら基板21の材料は、自由に選択することができるが、保持治具20や基板21の剛性確保の観点から、ASTM D74の方法に基づき、好ましくは1GPa以上の曲げ弾性率を得ることができるのが好ましい。これは、曲げ弾性率が1GPa未満の場合には、基板21の肉厚を厚くしなければならず、ウェーハカセット14・14Aや基板収納容器への収納の際に不都合を来たすからである。
【0031】
基板21の厚さは好ましくは0.5〜2.0mmの範囲、より好ましくは0.8〜1.5mm程度とされるが、これは、基板21の厚さが0.5mm未満の場合には、薄片化された半導体ウェーハWのハンドリング時に半導体ウェーハWが撓んだり、折曲して破損するからである。逆に、基板21の厚さが2.0mmを超える場合には、ウェーハカセット14・14Aや基板収納容器に対する出し入れ時に引っかかり、支障を来たすからである。
【0032】
凹み穴22は、基板21の表面周縁部を除く大部分に浅く凹み形成され、半導体ウェーハW以上の大きさの平面円形とされる。この凹み穴22は、好ましくは0.05〜0.5mm、より好ましくは0.2mm程度の深さ(すなわち、突起高さ)に形成され、その底面には、密着フィルム24を下方から支持する複数の支持突起23が並設される。
【0033】
複数の支持突起23は、例えば凹み穴22の底面に成形法、サンドブラスト法、エッチング法等により間隔をおき規則的に配列され、各支持突起23が凹み穴22の深さと略同じ高さ、長さの円柱形に形成される。
【0034】
密着フィルム24は、例えばエチレン‐メチルメタクリレート、シリコーンゴム、ウレタン系エラストマー、直鎖状低密度ポリエチレン(LLPE)、エチレン−メチルメタクリレート共重合物、オレフィン系熱可塑性エラストマー、プロピレン−オレフィン共重合物等を使用して半導体ウェーハWよりも大きい平面円形の薄膜に成形され、基板21の表面周縁部に接着されるとともに、複数の支持突起23の平坦な表面に接着されており、凹み穴22を被覆してその底面との間に空気流通用の空間を区画する。密着フィルム24の材料としては、上記に列挙した中でも、可撓性、施工性、粘着特性に優れるエチレン‐メチルメタクリレートが最適である。
【0035】
排気路25は、図2や図3に示すように、基板21の下部外側に穿孔されてその下流部が真空ポンプ26に剥離用テーブルや剥離用ハンド等を介し着脱自在に接続されており、真空ポンプ26の駆動に基づき、密着フィルム24に被覆された凹み穴22内の空気を外部に排気して負圧化するよう機能する。そして、この空気の排気により、平坦な密着フィルム24は、複数の支持突起23に追従しながら凹み穴22の底面方向に凹凸に変形し、半導体ウェーハWのパターン形成面から部分的に離隔して密着状態の半導体ウェーハWの剥離を容易化する。
【0036】
排気路25の大きさは、特に限定されるものではないが、バックグラインド作業に悪影響を及ぼさないよう2mm以下であることが好ましい。また、剥離用テーブルや剥離用ハンドは、図示しないが、真空ポンプ26と共にバックグラインド装置10の外部に設置されており、バックグラインド装置10から搬出された保持治具20の基板21を着脱自在に搭載する。
【0037】
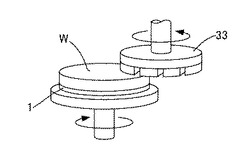
研削装置30は、図1や図2に示すように、半導体ウェーハWの裏面に上方から♯320〜360程度の回転砥石31で研削液を介し粗研削処理を施す粗研削装置32と、この粗研削装置32に隣接配置されて粗研削処理された半導体ウェーハWの裏面に上方から♯2000程度の回転砥石33で研削液を介し仕上げ研削処理を施す仕上げ研削装置34とを備えて構成される。
【0038】
ところで、保持治具20の支持突起23と密着フィルム24とは、保持治具20の損傷を防止したり、バックグラインド作業の円滑化や容易化等を図る観点から以下の特徴を有することが好ましい。
【0039】
先ず、複数の支持突起23のピッチ(支持突起23の中心から他の支持突起23の中心までの距離)は、好ましくは0.2〜2.0mm、より好ましくは1mm程度が最適である。これは、支持突起23と支持突起23との間隔が0.2mm未満の場合には、半導体ウェーハWの剥離時に密着フィルム24が過剰に引き伸ばされるので、繰り返し使用時に密着フィルム24が破断したり、裂けたりするおそれがあるからである。逆に、支持突起23と支持突起23との間隔が2.0mmを超える場合には、支持突起23上とそれ以外の部分とで半導体ウェーハWの研削後における厚さばらつきが非常に大きくなるからである。
【0040】
なお、複数の支持突起23のピッチは、0.2〜2.0mmの範囲で自由に変更することができるが、支持突起23が太い場合には、密着フィルム24からの半導体ウェーハWの剥離を容易にする観点からピッチを拡大することが好ましい。
【0041】
各支持突起23は、幅が好ましくは0.05〜1.0mm、より好ましくは0.4mm程度であり、高さが好ましくは0.05〜0.5mm、より好ましくは0.2mmが最適である。支持突起23の幅が0.05〜1.0mmの範囲なのは、支持突起23の幅が0.05mm未満の場合には、半導体ウェーハWの剥離時に密着フィルム24に支持突起23が孔を空けて損傷させたり、支持突起23自体の強度低下を招くという理由に基づく。
【0042】
逆に、支持突起23の幅が1.0mmを超える場合には、支持突起部分の半導体ウェーハWに対する密着力が必要以上に大きくなり、半導体ウェーハWの剥離が困難になるという理由に基づく。
【0043】
支持突起23の高さが0.05〜0.5mmの範囲なのは、支持突起23の高さが0.05mm未満の場合には、密着フィルム24から半導体ウェーハWを剥離することが困難になるという理由に基づく。逆に、支持突起23の高さが0.5mmを超える場合には、バックグラインド時に支持突起部分の半導体ウェーハWが必要以上に研削されたり、密着フィルム24が必要以上に伸ばされて半導体ウェーハWの密着に支障を来たすおそれがあるという理由に基づく。
【0044】
次に、密着フィルム24であるが、この密着フィルム24の厚さは好ましくは20〜200μm、より好ましくは50〜100μmであるのが最適である。これは、密着フィルム24の厚さが20μm未満の場合には、繰り返し使用時の耐久性に乏しく、しかも、半導体ウェーハWのパターン形成面の凹凸に追従することができないので、バックグラインド時に密着フィルム24と半導体ウェーハWとの間に研削液が浸入し、半導体ウェーハWのパターン形成面の汚染を招くからである。
【0045】
逆に、密着フィルム24の厚さが200μmを超える場合には、半導体ウェーハWのパターン形成面の凹凸に追従することができるものの、密着フィルム24から半導体ウェーハWを剥離する作業に長時間を要するからである。
【0046】
密着フィルム24の引張り破断強度は、JIS K7127の試験方法に基づき、好ましくは5MPa以上、より好ましくは9MPa以上であるのが好適である。これは、密着フィルム24の引張り破断強度が5MPa未満の場合には、変形時に密着フィルム24が破断するおそれがあるからである。
【0047】
密着フィルム層の引張り破断伸びは、JIS K7127の試験方法に基づき、好ましくは500%以上、より好ましくは600%以上であるのが好適である。これは、密着フィルム層の引張り破断伸びが500%未満の場合には、変形時に密着フィルム24が支持突起23に追従することができず、破断するおそれがあるからである。
【0048】
密着フィルム24の常温の曲げ弾性率は、ASTM D74の方法に基づき、好ましくは10〜100MPaの範囲内、より好ましくは27MPaが良い。これは、密着フィルム24の曲げ弾性率が10MPa未満の場合には、密着フィルム24の支持突起23に支持されている部分以外の部分が重力で下方に撓んでしまい、密着フィルム24に対する半導体ウェーハWの密着に支障を来たすという理由に基づく。逆に、密着フィルム24の曲げ弾性率が100MPaを超える場合には、密着フィルム24の変形に支障を来たし、密着フィルム24に対する半導体ウェーハWの着脱が困難になるという理由に基づく。
【0049】
密着フィルム24のせん断密着力は、縦30mm×横30mm×厚さ3mmの大きさを有する周知のガラス板に密着フィルム24を貼り巻き付けてシリコンウェーハのミラー面上に配置し、ガラス板と密着フィルム24の全体に900gの荷重を5秒間加え、ガラス板をウェーハと平行に荷重を加えて押圧した場合に、動き出した時の荷重が好ましくは20N以上、より好ましくは35N以上になるのが良い。
【0050】
これは、動き出した時の荷重が20N未満の場合には、半導体ウェーハWの裏面の粗研削が終了して仕上げ研削に移り、半導体ウェーハWに対する研削装置30の回転砥石3133の圧力が開放されて回転可能な状態となる際、密着フィルム24から半導体ウェーハWが剥離して破損するおそれがあるという理由に基づく。
【0051】
密着フィルム24の密着力は、ウェーハ上に幅25mmにカットした密着フィルム24を配置し、この密着フィルム24をシリコンウェーハのミラー面上に空気が侵入しないようにゴムローラで圧着し、20分後に密着フィルム24を300mm/分の速度で180°の角度を付けて剥離した際、剥離強度が好ましくは2N/25mm以下、より好ましくは1N/25mm以下になるのが最適である。
【0052】
これは、剥離強度が2N/25mmを超える場合には、保持治具20から空気を排気しても、密着フィルム24から半導体ウェーハWが剥離し難く、バックグラインドの終了した半導体ウェーハWの取り外しに支障を来たすからである。
【0053】
なお、密着フィルム24から半導体ウェーハWを剥離する際、剥離帯電の生じることがあるが、この剥離帯電を防止したい場合には、製造時の密着フィルム24に、導電カーボン、カーボンナノチューブ、高分子型の帯電防止剤、導電性ポリマー等を適宜配合しても良いし、これらの配合された別の層を積層しても良い。その他の部分については、従来例と同様である。
【0054】
上記において、半導体ウェーハWをバックグラインドにより100μm以下の厚さに薄片化し、ダイシング工程で個々のチップに分離する場合には、先ず、ウェーハカセット14に、予め半導体ウェーハWのパターン形成面を密着保持した保持治具20を収納してバックグラインド装置10にセットし、ウェーハカセット14からテーブル13のチャックテーブル15上に保持治具20をハンドリング装置12により移載し、チャックテーブル15に保持治具20を対向させて減圧保持させる。
【0055】
チャックテーブル15に保持治具20が保持されると、テーブル13が回転して保持治具20をハンドリング装置12側から研削装置30側に搬送するとともに、チャックテーブル15と共に保持治具20が回転し、研削装置30が回転する半導体ウェーハWの裏面を粗研削装置32と仕上げ研削装置34の回転砥石31・33で順次研削し、半導体ウェーハWが薄片化された後、ウェーハカセット14Aが保持治具20を収納する。
【0056】
係る研削の際、半導体ウェーハWは、密着フィルム24が上記した物性を有しているので、確実に密着され、例え回転砥石31・33により研削されても、密着状態の解除されることがない。また、研削処理の間、密着フィルム24に半導体ウェーハWが何らの動力やエネルギー無しに密着保持されるので、設備やコストの大幅な削減が期待できる。そしてその後、必要に応じ、半導体ウェーハWの裏面が化学薬品41により約1μm程度エッチングされ、研削に伴うダメージ層が除去される。このダメージ層の除去により、薄片化されたチップの強度が向上し、半導体の信頼性が向上する。
【0057】
次いで、半導体ウェーハWのエッチングされた裏面が中空のキャリア治具44にダイシング工程で使用される別の粘着テープであるダイシングテープを介して固定されるとともに、半導体ウェーハWが保持治具20から取り外される。具体的には、剥離用テーブルや剥離用ハンド等を介して接続された真空ポンプ26が駆動して保持治具20の密着フィルム24を凹み穴22の底面方向に凹凸に変形させることにより、半導体ウェーハWが容易に剥離可能となるので、保持治具20から簡単に取り外すことができる。
【0058】
半導体ウェーハWをダイシングテープによりキャリア治具44に支持(図10参照)させたら、ダイシングテープの余剰部をカットすることにより、キャリア治具44の中空部に配置された半導体ウェーハWを砥石により個々のチップに分離することができる。
【0059】
上記構成によれば、使い捨ての保護シート1の代わりに反復使用可能な保持治具20を使用するので、半導体ウェーハWのパターン形成面に保護シート1を一枚毎に貼着する必要が全くない。したがって、保護シート1の廃棄に伴う廃棄物の増加を防止したり、保護シート1の材料を選択する自由度が狭められるという問題を確実に解消することができる。
【0060】
また、密着フィルム24には粘着剤が使用されていないので、いわゆる「糊残り」の生じることが全くない。また、保護シート1を省略することができるので、糊残りの発生することがあり得ず、半導体ウェーハWのパターン形成面に残留した粘着剤が導通不良の原因となるおそれをきわめて有効に排除することができる。
【0061】
また、例え半導体ウェーハWを75μm以下の薄さに薄片化しても、密着フィルム24の密着力により半導体ウェーハWの破損防止が大いに期待できる。また、密着フィルム24が単なるエラストマーではなく、エラストマーフィルムであるので、弾性変形領域内で確実に繰り返し使用することができ、しかも、エラストマーフィルムを20〜50μmの厚さとすれば、半導体ウェーハWの取り外し時間を短縮することが可能になる。
【0062】
また、凹み穴22の底面に、密着フィルム24を接着支持する複数の支持突起23を配列するので、密着フィルム24が広範囲に亘って過剰に大きく凹んだり、半導体ウェーハWの姿勢が崩れて傾斜したり、位置ずれして脱落するのを確実に防止することが可能になる。
【0063】
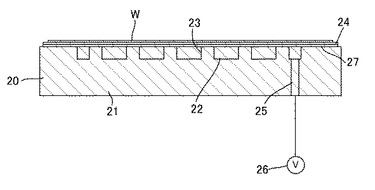
次に、図4は本発明の他の実施形態を示すもので、この場合には、保持治具20の密着フィルム24に、弾性変形可能な帯電防止層27を半導体ウェーハWに接触しないように裏面側から積層して接着し、密着フィルム24と帯電防止層27とを一体化するようにしている。
【0064】
帯電防止層27は、例えばエチレン‐メチルメタクリレート製のフィルムや薄いエラストマー等からなり、側鎖に化学式1で示される第四級アンモニウム塩を有する帯電防止性の樹脂、有機導電性ポリマー、金属酸化物、及び又はカーボンが添加される。その他の部分については、上記実施形態と同様であるので説明を省略する。
【0065】
【化1】

【0066】
本実施形態においても上記実施形態と同様の作用効果が期待でき、しかも、密着フィルム24に、静電気の蓄積しにくい帯電防止層27を加えて多層構造にするので、剥離帯電の防止の他、密着フィルム24の多様化を図ったり、耐久性を向上させることができるのは明らかである。
【0067】
なお、上記実施形態では凹み穴22を被覆する密着フィルム24を単に示したが、密着フィルム24に、黒色、濃紺、茶色等の暗色を着色し、光の反射により画像解析に支障を来たしたり、汚れが顕在化するのを防止するようにしても良い。さらに、半導体ウェーハWの裏面を化学薬品41でエッチングしたが、排水処理の容易なポリッシュによりダメージ層を除去しても良い。
【実施例】
【0068】
以下、本発明に係る保持治具を半導体ウェーハのバックグラインド装置に使用して300mmタイプの半導体ウェーハをバックグラインドした実施例を説明する。
先ず、図3又は図4に示す保持治具を表1に示すように構成を異ならせて実施例1から実施例17まで製造し、各保持治具を半導体ウェーハのバックグラインド装置におけるチャックテーブルに支持させて300mmタイプの半導体ウェーハをバックグラインドし、繰り返し耐久性、取り外し時間、研削液の浸入、ウェーハ保持力、ウェーハ厚さ、ウェーハ厚さばらつきの評価項目について評価した。
【0069】
【表1】
【0070】
表1に示す密着フィルムの引張り破断強度、引張り破断伸び、曲げ弾性率、せん断密着力、密着力については、実施形態中に記載した方法により求めた。また、表1に示す基板及び密着フィルムの材料については、以下の通りとした。
【0071】
ユーピロン(登録商標)E−2000R〔曲げ弾性率2.3GPa(ISO178で測
定)〕
ポリカーボネート(表1ではPCの略称で表示)(三菱エンジ
ニアリングプラスチックス製)
WH302 エチレン‐メチルメタクリレート共重合物(住友化学製)
KE941‐U シリコーンゴム(信越化学工業製)
KE742‐U シリコーンゴム(信越化学工業製)
T3712 プロピレン‐オレフィン共重合物(住友化学製)
KE1950‐20 シリコーンゴム(信越化学工業製)
FS370 直鎖低密度ポリエチレン(住友化学製)
プラチロンU01 ウレタン系エラストマー(バイエル製)
【0072】
評価方法
繰り返し耐久性:n=5とし、775μmの厚さを有する300mmタイプの半導体ウ
ェーハを設定値の75μmまで研削し、破損が生じた回数の最小値を
示すこととした。破損が生じなければ、100回まで繰り返した。
取り外し時間:真空ポンプを駆動して保持治具の密着フィルムを変形させ、半導体 ウェーハが取り外し可能になるまでの時間を示した。
研削液の浸入:研削後の保持治具における研削液の浸入痕の最大浸入距離を示した。
ウェーハ保持力:保持治具の密着フィルムに半導体ウェーハを密着保持させるとともに 、両面から真空チャックにより固定し、引き剥がし方向に引っ張った 際の強さを示した。
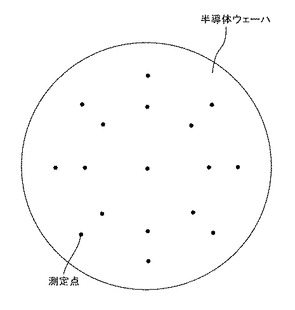
ウェーハ厚さ:図5に示すように、研削後の半導体ウェーハの17点の厚さを測定し、
平均値で示した。
ウェーハ厚さばらつき:図5に示すように、研削後の半導体ウェーハの17点の厚さを
測定し、最大値−最小値の一番大きな値を示した。
【0073】
評価結果
実施例1の場合には、支持突起のピッチ、支持突起の幅、支持突起の高さ、密着フィルムの厚さ、破断強度、破断伸び、曲げ弾性率、せん断密着力、密着力の全てが好ましい範囲にあり、繰り返し耐久性に優れる結果を得た。また、半導体ウェーハの取り外しに要する時間も非常に短く、研削液の浸入も問題の無いレベルであり、ウェーハ保持力も十分に強く、ウェーハ厚さは調整可能な範囲であり、ウェーハ厚さばらつきも十分に小さくすることができた。
【0074】
実施例2の場合には、実施例1と比較すると、支持突起のピッチを好ましい範囲内で小さくするとともに、支持突起の幅、支持突起の高さを好ましい範囲内で小さくしたことにより、取り外し時間が僅かに長くなった。しかしながら、十分使用に耐えうる範囲内であり、しかも、厚さばらつきに関しては、実施例1より僅かではあるが良好な結果を得た。
【0075】
実施例3の場合には、好ましい範囲から支持突起のピッチを外して小さくし、支持突起の幅、支持突起の高さを好ましい範囲内で小さくしたので、取り外し時間が7秒になった。しかしながら、ウェーハ厚さばらつきについては、さらに改善傾向にあるのを確認した。
【0076】
実施例4の場合には、支持突起のピッチ、支持突起の幅、支持突起の高さを好ましい範囲から外して小さくし、密着フィルムの厚さを好ましい範囲内で小さくしたので、取り外し時間が11秒になり、研削液の浸入も2mmと大きくなった。しかし、ウェーハ厚さばらつきについては、さらに改善傾向にあるのを確認した。
【0077】
実施例5の場合には、支持突起のピッチを1mmに戻し、支持突起の幅、支持突起の高さ、密着フィルムの厚さを好ましい範囲内で小さくした。実施例1と比較すると、取り外し時間が長くなり、研削液の浸入度合いも大きくなったが、実用上十分な結果を得ることができた。
【0078】
実施例6の場合には、実施例1と比較し、支持突起のピッチ、支持突起の幅、支持突起の高さを好ましい範囲内で大きくした。その結果、取り外しに要する時間が著しく改善し、又ウェーハ厚さが厚めとなったものの、調整可能な範囲であった。
【0079】
実施例7の場合には、支持突起のピッチ、支持突起の幅、支持突起の高さを好ましい範囲から外して大きくした。その結果、取り外し時間は1秒以下で非常に良好であったが、繰り返し耐久性では、一番短いもので84回目で破損を確認した。また、ウェーハ厚さが調整可能な範囲ではあるが、厚めとなり、厚さばらつきも11μmになった。
【0080】
実施例8の場合には、実施例1と比較し、密着フィルムの厚さのみ好ましい範囲内で小さくした。その結果、取り外し時間は著しく改善した。また、研削液の浸入は2mmとなったが、問題無い範囲であった。
【0081】
実施例9の場合には、実施例1と比較し、密着フィルムの厚さのみ好ましい範囲を外して小さくした。取り外し時間は良好だったが、繰り返し耐久性では、最短66回目で破損を確認した。また、研削液の浸入は4mmとなり、この範囲に形成されたチップが有る場合には、洗浄を要するのを確認した。
【0082】
実施例10の場合には、実施例1と比較し、密着フィルムの厚さを好ましい範囲内で厚くした。その結果、取り外し時間が34秒と長めになったが、研削液の浸入が1mm未満と良好であり、他の特性についても好結果を得た。
【0083】
実施例11の場合には、実施例10よりもさらに密着フィルムを厚くして好ましい範囲外とした。その結果、研削液の侵入については、1mm未満で良好であったが、取り外しに要する時間が68秒になった。
【0084】
実施例12の場合には、密着フィルムの材質を変更した。これに伴い、破断強度が好ましい範囲内で小さくなり、破断伸びが好ましい範囲を外れて小さくなった。実施例1と比較すると、繰り返し耐久性のみが58回と劣る結果となった。
【0085】
実施例13の場合には、密着フィルムの材質を変更するとともに、破断強度、破断伸びを好ましい範囲から外して小さくした。その結果、繰り返し耐久性が32回であり、実施例12よりも劣る結果となった。
【0086】
実施例14の場合には、密着フィルムの材質を変更した。これに伴い、破断強度が好ましい範囲から外れて小さくなり、曲げ弾性率が好ましい範囲内で小さくなったが、破断伸びが好ましい範囲で大きく向上した。また、実施例1と比較すると、繰り返し耐久性は45回と劣るものの、研削液の浸入は1mm未満であり、非常に良好な結果を得た。
【0087】
実施例15の場合には、密着フィルム材質を変更して曲げ弾性率を好ましい範囲から外して小さくしたものの、破断伸びを900%に向上させた。その結果、研削液の浸入は1m未満で非常に良好であったが、取り外しに要する時間が72秒になった。
【0088】
実施例16の場合には、密着フィルムの材料を変更し、曲げ弾性率が好ましい範囲を超えて大きくなるようにした。その結果、研削液の浸入度合いが5mmと大きく、ウェーハの洗浄を要した。
【0089】
実施例17の場合には、密着フィルムの材料を変更して曲げ弾性率が好ましい範囲を超えて大きくなるようにし、せん断密着力を好ましい範囲から外して小さくした。その結果、研削液の浸入が35mmになり、ウェーハの洗浄を余儀なくされた。
【図面の簡単な説明】
【0090】
【図1】本発明に係る保持治具及び半導体ウェーハの研削方法の実施形態におけるバックグラインド装置を模式的に示す平面説明図である。
【図2】本発明に係る保持治具及び半導体ウェーハの研削方法の実施形態におけるバックグラインド装置を模式的に示す側面説明図である。
【図3】本発明に係る保持治具の実施形態を模式的に示す断面説明図である。
【図4】本発明に係る保持治具の他の実施形態を模式的に示す断面説明図である。
【図5】本発明に係る保持治具の実施例において、ウェーハの厚さ・ばらつきの測定点を示す平面説明図である。
【図6】半導体ウェーハのパターン形成面に保護シートを密着する状態を示す斜視説明図である。
【図7】半導体ウェーハの裏面を回転砥石でバックグラインドする状態を示す斜視説明図である。
【図8】半導体ウェーハの損傷した裏面を化学薬品でエッチングする状態を示す斜視説明図である。
【図9】半導体ウェーハのパターン形成面から保護シートを剥離する状態を示す斜視説明図である。
【図10】ダイシング工程でキャリア治具にUVテープを貼着する状態を示す平面説明図である。
【符号の説明】
【0091】
1 保護テープ
10 バックグラインド装置
13 テーブル
15 チャックテーブル
20 保持治具
21 基板
22 凹み穴(凹部)
23 支持突起
24 密着フィルム(密着フィルム層)
25 排気路
26 真空ポンプ(負圧源)
27 帯電防止層
30 研削装置
32 粗研削装置
34 仕上げ研削装置
W 半導体ウェーハ
【技術分野】
【0001】
本発明は、半導体ウェーハのバックグラインド工程等で使用される保持治具及び半導体ウェーハの研削方法に関するものである。
【背景技術】
【0002】
半導体ウェーハは、半導体製造の前工程では反らないように、例えば300mmタイプの場合には、約775μmの厚さにされているが、この肉厚のままでは、薄片化が必要な近年の半導体パッケージには適さないので、バックグラインド工程と呼ばれる工程において裏面の研削処理で場合により100μm以下に薄くされ、その後、ダイシング工程で個々のチップに分離される。
【0003】
半導体ウェーハWのバックグラインド工程においては、先ず、半導体ウェーハWの回路が形成されたパターン形成面を保護するために柔軟な保護シート(BGシートともいう)1を貼着してその大きさが半導体ウェーハWよりも僅かに大きくなるようカット(図6参照)し、半導体ウェーハWをバックグラインド装置にセットしてそのテーブルを回転させ、研削装置の作業領域に半導体ウェーハWを配置して位置決めする。
【0004】
保護シート1は、例えばエチレン酢酸ビニル共重合体や軟質ポリ塩化ビニルを基材とした50〜200μmの厚さを有するフィルムに、アクリル系、ウレタン系、ブタジエン系、シリコーン系等の紫外線(UV)硬化型、非UV硬化型の粘着層が10〜60μmの厚さで積層されることにより形成され、バックグラインド工程後に剥離されて使用後には再使用されることなく廃棄される。
【0005】
研削装置30の作業領域に半導体ウェーハWを配置して位置決めした後、半導体ウェーハWの裏面を回転砥石33で研削(図7参照)し、その後、半導体ウェーハWの裏面を化学薬品41により約1μm程度エッチングして研削に伴うダメージ層を除去(図8参照)することにより、半導体ウェーハWを薄片化する(特許文献1参照)。
【0006】
こうして半導体ウェーハWを薄片化した後、半導体ウェーハWのエッチングされた裏面を中空のキャリア治具44にダイシング工程で使用される粘着テープ、具体的にはUVテープ42を介して固定するとともに、半導体ウェーハWのパターン形成面から保護シート1を剥離テープ43により剥離(図9参照)し、キャリア治具44に支持された半導体ウェーハW(図10参照)をブレードと呼ばれる砥石により個々のチップに分離する。
【特許文献1】特開2005‐93882号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで、半導体ウェーハWは、100μm程度の厚さまでは自己支持性を有しているので、単数複数の吸着孔を有する吸着パッドに上方から吸着されても、支持や搬送が可能であった。
しかしながら、半導体ウェーハWが50μm程度かそれ以下の厚さまで研削された場合には、半導体ウェーハWの自己支持性が不十分となり、強度が低下するので、吸着パッドの吸着孔から離れた位置が重力で撓んでしまい、半導体ウェーハWが割れてしまうことが多い。
【0008】
この半導体ウェーハWの割れを防止する手段として、半導体ウェーハWに保護シート1を貼着する方法が考えられるが、例え半導体ウェーハWに保護シート1を貼着しても、通常の柔軟な保護シート1では十分な強度を維持することができず、重力による撓みが発生することとなる。また、剛性の保護シート1を使用する方法も考えられるが、この場合には、半導体ウェーハWから保護シート1を剥離する際、半導体ウェーハWの強度が小さい厚さ方向(面に対し垂直方向)に引張力が作用するので、半導体ウェーハWの破損するおそれが大きくなる。
【0009】
従来における半導体ウェーハWのバックグラインド工程後の操作においては、以上のように極薄化された半導体ウェーハWが重力で撓み、破損を招くおそれがあるので、これを防止するため、半導体ウェーハWの全面を吸着支持することのできる特別なハンドリング構造の搬送装置を使用しなければならないという問題がある。また、半導体ウェーハWのバックグラインド工程で一度使用した保護シート1は、再利用することが困難で廃棄処分するしかないので、廃棄物の大量発生を抑制することができないという大きな問題がある。
【0010】
本発明は上記に鑑みなされたもので、保護シートの使用に伴う問題を解消することのできる保持治具及び半導体ウェーハの研削方法を提供することを目的としている。
【課題を解決するための手段】
【0011】
本発明においては上記課題を解決するため、半導体ウェーハを保持する保持治具であって、
剛性の基板に形成される凹部と、この凹部に配列して設けられる複数の支持突起と、凹部を被覆して複数の支持突起に支持され、半導体ウェーハを着脱自在に密着保持する変形可能な密着フィルム層と、この密着フィルム層に被覆された凹部内の気体を外部に導く排気路とを含んでなることを特徴としている。
【0012】
なお、凹部を負圧にして密着フィルム層を変形させる負圧源を含むことが好ましい。
また、密着フィルム層は帯電防止剤を含むことができる。
また、複数の支持突起の配列ピッチを0.2〜2.0mmとすることができる。
また、支持突起の幅を0.05〜1.0mmとすることができる。
また、支持突起の高さを0.05〜0.5mmとすることができる。
【0013】
また、密着フィルム層の厚さを20〜200μmとすることができる。
また、密着フィルム層の引張り破断強度を5MPa以上とすることができる。
また、密着フィルム層の引張り破断伸びを500%以上とすることができる。
また、密着フィルム層の常温の曲げ弾性率を10〜100MPaとすることができる。 また、本発明においては、請求項1ないし10いずれかに記載の保持治具を半導体ウェ ーハの研削工程で用いることを特徴としている。
【0014】
また、本発明においては上記課題を解決するため、請求項1ないし10いずれかに記載の保持治具の密着フィルム層に半導体ウェーハの回路が形成された表面を接触させて密着保持させ、半導体ウェーハの裏面を所定の厚さまで研削することを特徴としている。
なお、半導体ウェーハの裏面を所定の厚さまで研削した後、保持治具に半導体ウェーハを密着保持させたまま、半導体ウェーハの裏面をさらにエッチング処理することができる。
【0015】
ここで、特許請求の範囲における半導体ウェーハは、口径200mmタイプや300mmタイプ等を特に問うものではない。この半導体ウェーハには、結晶方位を判別したり、整列を容易化するオリフラやノッチが適宜形成される。また、保持治具やその基板は、平面視で円形、楕円形、矩形、多角形等に形成することができる。また、凹部、密着フィルム層、及び排気路は、単数複数を特に問うものではない。
【0016】
凹部は、平面視で円形、楕円形、矩形、多角形等に形成することができる。また、複数の支持突起は、凹部に規則的に配列されるものでも良いし、不規則に配列されるものでも良い。この複数の支持突起は、凹部と一体構造でも良いし、別体の構造にすることもできる。支持突起は、円錐台形、角柱形、角錐台形等に形成することができる。さらに、密着フィルム層は、半導体ウェーハに対応する大きさであれば、同じ大きさでも良いし、半導体ウェーハより大きくても良い。
【発明の効果】
【0017】
本発明によれば、半導体ウェーハ用の保護シートを使用することなく半導体ウェーハの研削工程を行うことができるので、保護シートの使用に伴う問題、例えば保護シートの廃棄に伴う廃棄物の増加、糊残りに伴う半導体ウェーハの導通不良や汚染という問題を有効に解消することができるという効果がある。
【0018】
また、単なるフィルムやシートではなく、粘着性に優れる密着フィルム層を使用するので、例え半導体ウェーハを100μm未満の薄さに薄片化しても、密着フィルム層の密着作用により半導体ウェーハの位置ずれや破損を防ぐことができる。
また、密着フィルム層に帯電防止剤を設ければ、半導体ウェーハの静電気破壊を抑制することができる。
【0019】
また、複数の支持突起の配列ピッチを0.2〜2.0mmとすれば、保持治具の反復使用時に密着フィルム層が破断したり、裂けたりするおそれがなく、しかも、半導体ウェーハの研削後における厚さばらつきを小さくすることができる。
また、支持突起の幅(太さ)を0.05〜1.0mmとすれば、半導体ウェーハの取り外し時に密着フィルム層に支持突起が孔を空けて損傷させたり、支持突起自体の強度低下を招くことがない。また、支持突起部分の半導体ウェーハに対する密着力が過剰に大きくなり、半導体ウェーハの取り外しが困難になるのを防ぐことができる。
【0020】
また、支持突起の高さを0.05〜0.5mmとすれば、密着フィルム層から半導体ウェーハを簡単に取り外すことができ、しかも、バックグラインド時に支持突起部分の半導体ウェ−ハが必要以上に研削されたり、密着フィルム層が必要以上に伸ばされて半導体ウェーハの密着に支障を来たすおそれを排除することが可能になる。
【0021】
また、密着フィルム層の厚さを20〜200μmとすれば、密着フィルム層の耐久性を向上させ、しかも、半導体ウェーハのパターン形成面の凹凸に追従させ、研削液等の浸入に伴う半導体ウェーハの汚染を抑制することが可能になる。また、密着フィルム層から半導体ウェーハを迅速に取り外すことが可能になる。
また、密着フィルム層の引張り破断強度を5MPa以上とすれば、密着フィルム層が変形時に破断するおそれを排除することができる。
【0022】
また、密着フィルム層の引張り破断伸びを500%以上とすれば、変形時に密着フィルム層が複数の支持突起に確実に追従し、破断するおそれがない。
さらに、密着フィルム層の常温の曲げ弾性率を10〜100MPaとすれば、密着フィルム層の支持突起に支持されている部分以外の部分が撓み、密着フィルム層に対する半導体ウェーハの密着に支障を来たすおそれがなく、しかも、密着フィルム層に対する半導体ウェーハの着脱が困難になるのを防ぐこともできる。
【発明を実施するための最良の形態】
【0023】
以下、図面を参照して本発明の好ましい実施の形態を説明すると、本実施形態における半導体ウェーハのバックグラインド装置10は、図1ないし図3に示すように、架台11に設置されたテーブル13と、このテーブル13にチャックテーブル15を介し回転可能に搭載された複数の保持治具20と、保持治具20に保持された半導体ウェーハWの裏面を粗研削と仕上げ研削を通じて研削処理する研削装置30と、研削処理された半導体ウェーハW用の洗浄装置40とを備え、約775μmの厚さを有する口径300mmタイプの半導体ウェーハWをバックグラインドして100μm以下の厚さに薄片化するよう機能する。
【0024】
架台11は、図1や図2に示すように、前後方向(図1の上下方向)に長く形成され、作業面の前部中央にハンドリング装置12が設置されるとともに、作業面の略中央部に平面円形のテーブル13が上部の露出した状態で回転可能に設置されており、作業面の後部には、テーブル13の表面後部に上方から対向する研削装置30が立設される。ハンドリング装置12の左右両側部には、バックグラインド前の厚い半導体ウェーハWを複数枚整列収納したウェーハカセット14と、バックグラインド後の薄い半導体ウェーハWを整列収納するウェーハカセット14Aとがそれぞれ搭載される。
【0025】
テーブル13は、図1や図2に示すように、例えば所定の材料を使用して円板形に形成され、その露出した上部表面の周方向には複数のチャックテーブル15が間隔をおき回転可能に支持されるとともに、各チャックテーブル15には保持治具20が着脱自在に搭載されており、所定の回転角度で回転(図1の矢印参照)して保持治具20の位置をハンドリング装置12方向や研削装置30方向に変更するよう機能する。
【0026】
チャックテーブル15は、例えばステンレス製の枠体に多孔質セラミックス製の円板が嵌合されることにより平坦な平面円形に構成され、架台11内の図示しない真空装置の減圧に基づき、半導体ウェーハWを粘着保持した保持治具20を着脱自在に吸着保持するよう機能する。このチャックテーブル15における保持治具20の排気路25に対応する位置には、密着フィルム24に被覆された凹み穴22内を減圧しないよう目止めが施される。
【0027】
複数の保持治具20は、図1に示すように、例えば粗研削用の半導体ウェーハWを保持する保持治具20と、仕上げ研削用の半導体ウェーハWを保持する保持治具20と、待機中の半導体ウェーハW等を保持する保持治具20とを備えて形成される。
【0028】
各保持治具20は、図3に示すように、チャックテーブル15の表面に搭載される剛性の基板21と、この基板21に形成される凹み穴22と、この凹み穴22に突設される複数の支持突起23と、凹み穴22を被覆して複数の支持突起23に支持され、半導体ウェーハWの表面であるパターン形成面を着脱自在に密着保持する変形可能な密着フィルム24と、この密着フィルム24に被覆された凹み穴22内の空気を外部に導き、密着フィルム24を変形させて半導体ウェーハWの剥離を可能にする排気路25とを備えた簡素な構造に構成され、必要に応じてウェーハカセット14・14Aや基板収納容器(例えば、FOUPやFOSB等)に収納される。
【0029】
基板21は、所定の材料を使用して0.5〜2.0mm程度の厚さを有する平坦な薄板に形成され、半導体ウェーハWよりも僅かに大きい平面円形とされる。この基板21の材料としては、例えばアルミニウム合金、マグネシウム合金、ステンレス等の金属材料、ポリアミド(PA)、ポリカーボネート(PC)、ポリプロピレン(PP)、アクリル、ポリ塩化ビニル等の樹脂成形材料、ガラスがあげられる。
【0030】
これら基板21の材料は、自由に選択することができるが、保持治具20や基板21の剛性確保の観点から、ASTM D74の方法に基づき、好ましくは1GPa以上の曲げ弾性率を得ることができるのが好ましい。これは、曲げ弾性率が1GPa未満の場合には、基板21の肉厚を厚くしなければならず、ウェーハカセット14・14Aや基板収納容器への収納の際に不都合を来たすからである。
【0031】
基板21の厚さは好ましくは0.5〜2.0mmの範囲、より好ましくは0.8〜1.5mm程度とされるが、これは、基板21の厚さが0.5mm未満の場合には、薄片化された半導体ウェーハWのハンドリング時に半導体ウェーハWが撓んだり、折曲して破損するからである。逆に、基板21の厚さが2.0mmを超える場合には、ウェーハカセット14・14Aや基板収納容器に対する出し入れ時に引っかかり、支障を来たすからである。
【0032】
凹み穴22は、基板21の表面周縁部を除く大部分に浅く凹み形成され、半導体ウェーハW以上の大きさの平面円形とされる。この凹み穴22は、好ましくは0.05〜0.5mm、より好ましくは0.2mm程度の深さ(すなわち、突起高さ)に形成され、その底面には、密着フィルム24を下方から支持する複数の支持突起23が並設される。
【0033】
複数の支持突起23は、例えば凹み穴22の底面に成形法、サンドブラスト法、エッチング法等により間隔をおき規則的に配列され、各支持突起23が凹み穴22の深さと略同じ高さ、長さの円柱形に形成される。
【0034】
密着フィルム24は、例えばエチレン‐メチルメタクリレート、シリコーンゴム、ウレタン系エラストマー、直鎖状低密度ポリエチレン(LLPE)、エチレン−メチルメタクリレート共重合物、オレフィン系熱可塑性エラストマー、プロピレン−オレフィン共重合物等を使用して半導体ウェーハWよりも大きい平面円形の薄膜に成形され、基板21の表面周縁部に接着されるとともに、複数の支持突起23の平坦な表面に接着されており、凹み穴22を被覆してその底面との間に空気流通用の空間を区画する。密着フィルム24の材料としては、上記に列挙した中でも、可撓性、施工性、粘着特性に優れるエチレン‐メチルメタクリレートが最適である。
【0035】
排気路25は、図2や図3に示すように、基板21の下部外側に穿孔されてその下流部が真空ポンプ26に剥離用テーブルや剥離用ハンド等を介し着脱自在に接続されており、真空ポンプ26の駆動に基づき、密着フィルム24に被覆された凹み穴22内の空気を外部に排気して負圧化するよう機能する。そして、この空気の排気により、平坦な密着フィルム24は、複数の支持突起23に追従しながら凹み穴22の底面方向に凹凸に変形し、半導体ウェーハWのパターン形成面から部分的に離隔して密着状態の半導体ウェーハWの剥離を容易化する。
【0036】
排気路25の大きさは、特に限定されるものではないが、バックグラインド作業に悪影響を及ぼさないよう2mm以下であることが好ましい。また、剥離用テーブルや剥離用ハンドは、図示しないが、真空ポンプ26と共にバックグラインド装置10の外部に設置されており、バックグラインド装置10から搬出された保持治具20の基板21を着脱自在に搭載する。
【0037】
研削装置30は、図1や図2に示すように、半導体ウェーハWの裏面に上方から♯320〜360程度の回転砥石31で研削液を介し粗研削処理を施す粗研削装置32と、この粗研削装置32に隣接配置されて粗研削処理された半導体ウェーハWの裏面に上方から♯2000程度の回転砥石33で研削液を介し仕上げ研削処理を施す仕上げ研削装置34とを備えて構成される。
【0038】
ところで、保持治具20の支持突起23と密着フィルム24とは、保持治具20の損傷を防止したり、バックグラインド作業の円滑化や容易化等を図る観点から以下の特徴を有することが好ましい。
【0039】
先ず、複数の支持突起23のピッチ(支持突起23の中心から他の支持突起23の中心までの距離)は、好ましくは0.2〜2.0mm、より好ましくは1mm程度が最適である。これは、支持突起23と支持突起23との間隔が0.2mm未満の場合には、半導体ウェーハWの剥離時に密着フィルム24が過剰に引き伸ばされるので、繰り返し使用時に密着フィルム24が破断したり、裂けたりするおそれがあるからである。逆に、支持突起23と支持突起23との間隔が2.0mmを超える場合には、支持突起23上とそれ以外の部分とで半導体ウェーハWの研削後における厚さばらつきが非常に大きくなるからである。
【0040】
なお、複数の支持突起23のピッチは、0.2〜2.0mmの範囲で自由に変更することができるが、支持突起23が太い場合には、密着フィルム24からの半導体ウェーハWの剥離を容易にする観点からピッチを拡大することが好ましい。
【0041】
各支持突起23は、幅が好ましくは0.05〜1.0mm、より好ましくは0.4mm程度であり、高さが好ましくは0.05〜0.5mm、より好ましくは0.2mmが最適である。支持突起23の幅が0.05〜1.0mmの範囲なのは、支持突起23の幅が0.05mm未満の場合には、半導体ウェーハWの剥離時に密着フィルム24に支持突起23が孔を空けて損傷させたり、支持突起23自体の強度低下を招くという理由に基づく。
【0042】
逆に、支持突起23の幅が1.0mmを超える場合には、支持突起部分の半導体ウェーハWに対する密着力が必要以上に大きくなり、半導体ウェーハWの剥離が困難になるという理由に基づく。
【0043】
支持突起23の高さが0.05〜0.5mmの範囲なのは、支持突起23の高さが0.05mm未満の場合には、密着フィルム24から半導体ウェーハWを剥離することが困難になるという理由に基づく。逆に、支持突起23の高さが0.5mmを超える場合には、バックグラインド時に支持突起部分の半導体ウェーハWが必要以上に研削されたり、密着フィルム24が必要以上に伸ばされて半導体ウェーハWの密着に支障を来たすおそれがあるという理由に基づく。
【0044】
次に、密着フィルム24であるが、この密着フィルム24の厚さは好ましくは20〜200μm、より好ましくは50〜100μmであるのが最適である。これは、密着フィルム24の厚さが20μm未満の場合には、繰り返し使用時の耐久性に乏しく、しかも、半導体ウェーハWのパターン形成面の凹凸に追従することができないので、バックグラインド時に密着フィルム24と半導体ウェーハWとの間に研削液が浸入し、半導体ウェーハWのパターン形成面の汚染を招くからである。
【0045】
逆に、密着フィルム24の厚さが200μmを超える場合には、半導体ウェーハWのパターン形成面の凹凸に追従することができるものの、密着フィルム24から半導体ウェーハWを剥離する作業に長時間を要するからである。
【0046】
密着フィルム24の引張り破断強度は、JIS K7127の試験方法に基づき、好ましくは5MPa以上、より好ましくは9MPa以上であるのが好適である。これは、密着フィルム24の引張り破断強度が5MPa未満の場合には、変形時に密着フィルム24が破断するおそれがあるからである。
【0047】
密着フィルム層の引張り破断伸びは、JIS K7127の試験方法に基づき、好ましくは500%以上、より好ましくは600%以上であるのが好適である。これは、密着フィルム層の引張り破断伸びが500%未満の場合には、変形時に密着フィルム24が支持突起23に追従することができず、破断するおそれがあるからである。
【0048】
密着フィルム24の常温の曲げ弾性率は、ASTM D74の方法に基づき、好ましくは10〜100MPaの範囲内、より好ましくは27MPaが良い。これは、密着フィルム24の曲げ弾性率が10MPa未満の場合には、密着フィルム24の支持突起23に支持されている部分以外の部分が重力で下方に撓んでしまい、密着フィルム24に対する半導体ウェーハWの密着に支障を来たすという理由に基づく。逆に、密着フィルム24の曲げ弾性率が100MPaを超える場合には、密着フィルム24の変形に支障を来たし、密着フィルム24に対する半導体ウェーハWの着脱が困難になるという理由に基づく。
【0049】
密着フィルム24のせん断密着力は、縦30mm×横30mm×厚さ3mmの大きさを有する周知のガラス板に密着フィルム24を貼り巻き付けてシリコンウェーハのミラー面上に配置し、ガラス板と密着フィルム24の全体に900gの荷重を5秒間加え、ガラス板をウェーハと平行に荷重を加えて押圧した場合に、動き出した時の荷重が好ましくは20N以上、より好ましくは35N以上になるのが良い。
【0050】
これは、動き出した時の荷重が20N未満の場合には、半導体ウェーハWの裏面の粗研削が終了して仕上げ研削に移り、半導体ウェーハWに対する研削装置30の回転砥石3133の圧力が開放されて回転可能な状態となる際、密着フィルム24から半導体ウェーハWが剥離して破損するおそれがあるという理由に基づく。
【0051】
密着フィルム24の密着力は、ウェーハ上に幅25mmにカットした密着フィルム24を配置し、この密着フィルム24をシリコンウェーハのミラー面上に空気が侵入しないようにゴムローラで圧着し、20分後に密着フィルム24を300mm/分の速度で180°の角度を付けて剥離した際、剥離強度が好ましくは2N/25mm以下、より好ましくは1N/25mm以下になるのが最適である。
【0052】
これは、剥離強度が2N/25mmを超える場合には、保持治具20から空気を排気しても、密着フィルム24から半導体ウェーハWが剥離し難く、バックグラインドの終了した半導体ウェーハWの取り外しに支障を来たすからである。
【0053】
なお、密着フィルム24から半導体ウェーハWを剥離する際、剥離帯電の生じることがあるが、この剥離帯電を防止したい場合には、製造時の密着フィルム24に、導電カーボン、カーボンナノチューブ、高分子型の帯電防止剤、導電性ポリマー等を適宜配合しても良いし、これらの配合された別の層を積層しても良い。その他の部分については、従来例と同様である。
【0054】
上記において、半導体ウェーハWをバックグラインドにより100μm以下の厚さに薄片化し、ダイシング工程で個々のチップに分離する場合には、先ず、ウェーハカセット14に、予め半導体ウェーハWのパターン形成面を密着保持した保持治具20を収納してバックグラインド装置10にセットし、ウェーハカセット14からテーブル13のチャックテーブル15上に保持治具20をハンドリング装置12により移載し、チャックテーブル15に保持治具20を対向させて減圧保持させる。
【0055】
チャックテーブル15に保持治具20が保持されると、テーブル13が回転して保持治具20をハンドリング装置12側から研削装置30側に搬送するとともに、チャックテーブル15と共に保持治具20が回転し、研削装置30が回転する半導体ウェーハWの裏面を粗研削装置32と仕上げ研削装置34の回転砥石31・33で順次研削し、半導体ウェーハWが薄片化された後、ウェーハカセット14Aが保持治具20を収納する。
【0056】
係る研削の際、半導体ウェーハWは、密着フィルム24が上記した物性を有しているので、確実に密着され、例え回転砥石31・33により研削されても、密着状態の解除されることがない。また、研削処理の間、密着フィルム24に半導体ウェーハWが何らの動力やエネルギー無しに密着保持されるので、設備やコストの大幅な削減が期待できる。そしてその後、必要に応じ、半導体ウェーハWの裏面が化学薬品41により約1μm程度エッチングされ、研削に伴うダメージ層が除去される。このダメージ層の除去により、薄片化されたチップの強度が向上し、半導体の信頼性が向上する。
【0057】
次いで、半導体ウェーハWのエッチングされた裏面が中空のキャリア治具44にダイシング工程で使用される別の粘着テープであるダイシングテープを介して固定されるとともに、半導体ウェーハWが保持治具20から取り外される。具体的には、剥離用テーブルや剥離用ハンド等を介して接続された真空ポンプ26が駆動して保持治具20の密着フィルム24を凹み穴22の底面方向に凹凸に変形させることにより、半導体ウェーハWが容易に剥離可能となるので、保持治具20から簡単に取り外すことができる。
【0058】
半導体ウェーハWをダイシングテープによりキャリア治具44に支持(図10参照)させたら、ダイシングテープの余剰部をカットすることにより、キャリア治具44の中空部に配置された半導体ウェーハWを砥石により個々のチップに分離することができる。
【0059】
上記構成によれば、使い捨ての保護シート1の代わりに反復使用可能な保持治具20を使用するので、半導体ウェーハWのパターン形成面に保護シート1を一枚毎に貼着する必要が全くない。したがって、保護シート1の廃棄に伴う廃棄物の増加を防止したり、保護シート1の材料を選択する自由度が狭められるという問題を確実に解消することができる。
【0060】
また、密着フィルム24には粘着剤が使用されていないので、いわゆる「糊残り」の生じることが全くない。また、保護シート1を省略することができるので、糊残りの発生することがあり得ず、半導体ウェーハWのパターン形成面に残留した粘着剤が導通不良の原因となるおそれをきわめて有効に排除することができる。
【0061】
また、例え半導体ウェーハWを75μm以下の薄さに薄片化しても、密着フィルム24の密着力により半導体ウェーハWの破損防止が大いに期待できる。また、密着フィルム24が単なるエラストマーではなく、エラストマーフィルムであるので、弾性変形領域内で確実に繰り返し使用することができ、しかも、エラストマーフィルムを20〜50μmの厚さとすれば、半導体ウェーハWの取り外し時間を短縮することが可能になる。
【0062】
また、凹み穴22の底面に、密着フィルム24を接着支持する複数の支持突起23を配列するので、密着フィルム24が広範囲に亘って過剰に大きく凹んだり、半導体ウェーハWの姿勢が崩れて傾斜したり、位置ずれして脱落するのを確実に防止することが可能になる。
【0063】
次に、図4は本発明の他の実施形態を示すもので、この場合には、保持治具20の密着フィルム24に、弾性変形可能な帯電防止層27を半導体ウェーハWに接触しないように裏面側から積層して接着し、密着フィルム24と帯電防止層27とを一体化するようにしている。
【0064】
帯電防止層27は、例えばエチレン‐メチルメタクリレート製のフィルムや薄いエラストマー等からなり、側鎖に化学式1で示される第四級アンモニウム塩を有する帯電防止性の樹脂、有機導電性ポリマー、金属酸化物、及び又はカーボンが添加される。その他の部分については、上記実施形態と同様であるので説明を省略する。
【0065】
【化1】
【0066】
本実施形態においても上記実施形態と同様の作用効果が期待でき、しかも、密着フィルム24に、静電気の蓄積しにくい帯電防止層27を加えて多層構造にするので、剥離帯電の防止の他、密着フィルム24の多様化を図ったり、耐久性を向上させることができるのは明らかである。
【0067】
なお、上記実施形態では凹み穴22を被覆する密着フィルム24を単に示したが、密着フィルム24に、黒色、濃紺、茶色等の暗色を着色し、光の反射により画像解析に支障を来たしたり、汚れが顕在化するのを防止するようにしても良い。さらに、半導体ウェーハWの裏面を化学薬品41でエッチングしたが、排水処理の容易なポリッシュによりダメージ層を除去しても良い。
【実施例】
【0068】
以下、本発明に係る保持治具を半導体ウェーハのバックグラインド装置に使用して300mmタイプの半導体ウェーハをバックグラインドした実施例を説明する。
先ず、図3又は図4に示す保持治具を表1に示すように構成を異ならせて実施例1から実施例17まで製造し、各保持治具を半導体ウェーハのバックグラインド装置におけるチャックテーブルに支持させて300mmタイプの半導体ウェーハをバックグラインドし、繰り返し耐久性、取り外し時間、研削液の浸入、ウェーハ保持力、ウェーハ厚さ、ウェーハ厚さばらつきの評価項目について評価した。
【0069】
【表1】
【0070】
表1に示す密着フィルムの引張り破断強度、引張り破断伸び、曲げ弾性率、せん断密着力、密着力については、実施形態中に記載した方法により求めた。また、表1に示す基板及び密着フィルムの材料については、以下の通りとした。
【0071】
ユーピロン(登録商標)E−2000R〔曲げ弾性率2.3GPa(ISO178で測
定)〕
ポリカーボネート(表1ではPCの略称で表示)(三菱エンジ
ニアリングプラスチックス製)
WH302 エチレン‐メチルメタクリレート共重合物(住友化学製)
KE941‐U シリコーンゴム(信越化学工業製)
KE742‐U シリコーンゴム(信越化学工業製)
T3712 プロピレン‐オレフィン共重合物(住友化学製)
KE1950‐20 シリコーンゴム(信越化学工業製)
FS370 直鎖低密度ポリエチレン(住友化学製)
プラチロンU01 ウレタン系エラストマー(バイエル製)
【0072】
評価方法
繰り返し耐久性:n=5とし、775μmの厚さを有する300mmタイプの半導体ウ
ェーハを設定値の75μmまで研削し、破損が生じた回数の最小値を
示すこととした。破損が生じなければ、100回まで繰り返した。
取り外し時間:真空ポンプを駆動して保持治具の密着フィルムを変形させ、半導体 ウェーハが取り外し可能になるまでの時間を示した。
研削液の浸入:研削後の保持治具における研削液の浸入痕の最大浸入距離を示した。
ウェーハ保持力:保持治具の密着フィルムに半導体ウェーハを密着保持させるとともに 、両面から真空チャックにより固定し、引き剥がし方向に引っ張った 際の強さを示した。
ウェーハ厚さ:図5に示すように、研削後の半導体ウェーハの17点の厚さを測定し、
平均値で示した。
ウェーハ厚さばらつき:図5に示すように、研削後の半導体ウェーハの17点の厚さを
測定し、最大値−最小値の一番大きな値を示した。
【0073】
評価結果
実施例1の場合には、支持突起のピッチ、支持突起の幅、支持突起の高さ、密着フィルムの厚さ、破断強度、破断伸び、曲げ弾性率、せん断密着力、密着力の全てが好ましい範囲にあり、繰り返し耐久性に優れる結果を得た。また、半導体ウェーハの取り外しに要する時間も非常に短く、研削液の浸入も問題の無いレベルであり、ウェーハ保持力も十分に強く、ウェーハ厚さは調整可能な範囲であり、ウェーハ厚さばらつきも十分に小さくすることができた。
【0074】
実施例2の場合には、実施例1と比較すると、支持突起のピッチを好ましい範囲内で小さくするとともに、支持突起の幅、支持突起の高さを好ましい範囲内で小さくしたことにより、取り外し時間が僅かに長くなった。しかしながら、十分使用に耐えうる範囲内であり、しかも、厚さばらつきに関しては、実施例1より僅かではあるが良好な結果を得た。
【0075】
実施例3の場合には、好ましい範囲から支持突起のピッチを外して小さくし、支持突起の幅、支持突起の高さを好ましい範囲内で小さくしたので、取り外し時間が7秒になった。しかしながら、ウェーハ厚さばらつきについては、さらに改善傾向にあるのを確認した。
【0076】
実施例4の場合には、支持突起のピッチ、支持突起の幅、支持突起の高さを好ましい範囲から外して小さくし、密着フィルムの厚さを好ましい範囲内で小さくしたので、取り外し時間が11秒になり、研削液の浸入も2mmと大きくなった。しかし、ウェーハ厚さばらつきについては、さらに改善傾向にあるのを確認した。
【0077】
実施例5の場合には、支持突起のピッチを1mmに戻し、支持突起の幅、支持突起の高さ、密着フィルムの厚さを好ましい範囲内で小さくした。実施例1と比較すると、取り外し時間が長くなり、研削液の浸入度合いも大きくなったが、実用上十分な結果を得ることができた。
【0078】
実施例6の場合には、実施例1と比較し、支持突起のピッチ、支持突起の幅、支持突起の高さを好ましい範囲内で大きくした。その結果、取り外しに要する時間が著しく改善し、又ウェーハ厚さが厚めとなったものの、調整可能な範囲であった。
【0079】
実施例7の場合には、支持突起のピッチ、支持突起の幅、支持突起の高さを好ましい範囲から外して大きくした。その結果、取り外し時間は1秒以下で非常に良好であったが、繰り返し耐久性では、一番短いもので84回目で破損を確認した。また、ウェーハ厚さが調整可能な範囲ではあるが、厚めとなり、厚さばらつきも11μmになった。
【0080】
実施例8の場合には、実施例1と比較し、密着フィルムの厚さのみ好ましい範囲内で小さくした。その結果、取り外し時間は著しく改善した。また、研削液の浸入は2mmとなったが、問題無い範囲であった。
【0081】
実施例9の場合には、実施例1と比較し、密着フィルムの厚さのみ好ましい範囲を外して小さくした。取り外し時間は良好だったが、繰り返し耐久性では、最短66回目で破損を確認した。また、研削液の浸入は4mmとなり、この範囲に形成されたチップが有る場合には、洗浄を要するのを確認した。
【0082】
実施例10の場合には、実施例1と比較し、密着フィルムの厚さを好ましい範囲内で厚くした。その結果、取り外し時間が34秒と長めになったが、研削液の浸入が1mm未満と良好であり、他の特性についても好結果を得た。
【0083】
実施例11の場合には、実施例10よりもさらに密着フィルムを厚くして好ましい範囲外とした。その結果、研削液の侵入については、1mm未満で良好であったが、取り外しに要する時間が68秒になった。
【0084】
実施例12の場合には、密着フィルムの材質を変更した。これに伴い、破断強度が好ましい範囲内で小さくなり、破断伸びが好ましい範囲を外れて小さくなった。実施例1と比較すると、繰り返し耐久性のみが58回と劣る結果となった。
【0085】
実施例13の場合には、密着フィルムの材質を変更するとともに、破断強度、破断伸びを好ましい範囲から外して小さくした。その結果、繰り返し耐久性が32回であり、実施例12よりも劣る結果となった。
【0086】
実施例14の場合には、密着フィルムの材質を変更した。これに伴い、破断強度が好ましい範囲から外れて小さくなり、曲げ弾性率が好ましい範囲内で小さくなったが、破断伸びが好ましい範囲で大きく向上した。また、実施例1と比較すると、繰り返し耐久性は45回と劣るものの、研削液の浸入は1mm未満であり、非常に良好な結果を得た。
【0087】
実施例15の場合には、密着フィルム材質を変更して曲げ弾性率を好ましい範囲から外して小さくしたものの、破断伸びを900%に向上させた。その結果、研削液の浸入は1m未満で非常に良好であったが、取り外しに要する時間が72秒になった。
【0088】
実施例16の場合には、密着フィルムの材料を変更し、曲げ弾性率が好ましい範囲を超えて大きくなるようにした。その結果、研削液の浸入度合いが5mmと大きく、ウェーハの洗浄を要した。
【0089】
実施例17の場合には、密着フィルムの材料を変更して曲げ弾性率が好ましい範囲を超えて大きくなるようにし、せん断密着力を好ましい範囲から外して小さくした。その結果、研削液の浸入が35mmになり、ウェーハの洗浄を余儀なくされた。
【図面の簡単な説明】
【0090】
【図1】本発明に係る保持治具及び半導体ウェーハの研削方法の実施形態におけるバックグラインド装置を模式的に示す平面説明図である。
【図2】本発明に係る保持治具及び半導体ウェーハの研削方法の実施形態におけるバックグラインド装置を模式的に示す側面説明図である。
【図3】本発明に係る保持治具の実施形態を模式的に示す断面説明図である。
【図4】本発明に係る保持治具の他の実施形態を模式的に示す断面説明図である。
【図5】本発明に係る保持治具の実施例において、ウェーハの厚さ・ばらつきの測定点を示す平面説明図である。
【図6】半導体ウェーハのパターン形成面に保護シートを密着する状態を示す斜視説明図である。
【図7】半導体ウェーハの裏面を回転砥石でバックグラインドする状態を示す斜視説明図である。
【図8】半導体ウェーハの損傷した裏面を化学薬品でエッチングする状態を示す斜視説明図である。
【図9】半導体ウェーハのパターン形成面から保護シートを剥離する状態を示す斜視説明図である。
【図10】ダイシング工程でキャリア治具にUVテープを貼着する状態を示す平面説明図である。
【符号の説明】
【0091】
1 保護テープ
10 バックグラインド装置
13 テーブル
15 チャックテーブル
20 保持治具
21 基板
22 凹み穴(凹部)
23 支持突起
24 密着フィルム(密着フィルム層)
25 排気路
26 真空ポンプ(負圧源)
27 帯電防止層
30 研削装置
32 粗研削装置
34 仕上げ研削装置
W 半導体ウェーハ
【特許請求の範囲】
【請求項1】
半導体ウェーハを保持する保持治具であって、剛性の基板に形成される凹部と、この凹部に配列して設けられる複数の支持突起と、凹部を被覆して複数の支持突起に支持され、半導体ウェーハを着脱自在に密着保持する変形可能な密着フィルム層と、この密着フィルム層に被覆された凹部内の気体を外部に導く排気路とを含んでなることを特徴とする保持治具。
【請求項2】
凹部を負圧にして密着フィルム層を変形させる負圧源を含んでなる請求項1記載の保持治具。
【請求項3】
密着フィルム層は帯電防止剤を含んでなる請求項1又は2記載の保持治具。
【請求項4】
複数の支持突起の配列ピッチを0.2〜2.0mmとした請求項1、2、又は3記載の保持治具。
【請求項5】
支持突起の幅を0.05〜1.0mmとした請求項1ないし4いずれかに記載の保持治具。
【請求項6】
支持突起の高さを0.05〜0.5mmとした請求項1ないし5いずれかに記載の保持治具。
【請求項7】
密着フィルム層の厚さを20〜200μmとした請求項1ないし6いずれかに記載の保持治具。
【請求項8】
密着フィルム層の引張り破断強度を5MPa以上とした請求項1ないし7いずれかに記載の保持治具。
【請求項9】
密着フィルム層の引張り破断伸びを500%以上とした請求項1ないし8いずれかに記載の保持治具。
【請求項10】
密着フィルム層の常温の曲げ弾性率を10〜100MPaとした請求項1ないし9いずれかに記載の保持治具。
【請求項11】
半導体ウェーハの研削工程で用いられることを特徴とする請求項1ないし10いずれかに記載の保持治具。
【請求項12】
請求項1ないし10いずれかに記載の保持治具の密着フィルム層に半導体ウェーハの回路が形成された表面を接触させて密着保持させ、半導体ウェーハの裏面を所定の厚さまで研削することを特徴とする半導体ウェーハの研削方法。
【請求項13】
半導体ウェーハの裏面を所定の厚さまで研削した後、保持治具に半導体ウェーハを密着保持させたまま、半導体ウェーハの裏面をさらにエッチング処理する請求項12記載の半導体ウェーハの研削方法。
【請求項1】
半導体ウェーハを保持する保持治具であって、剛性の基板に形成される凹部と、この凹部に配列して設けられる複数の支持突起と、凹部を被覆して複数の支持突起に支持され、半導体ウェーハを着脱自在に密着保持する変形可能な密着フィルム層と、この密着フィルム層に被覆された凹部内の気体を外部に導く排気路とを含んでなることを特徴とする保持治具。
【請求項2】
凹部を負圧にして密着フィルム層を変形させる負圧源を含んでなる請求項1記載の保持治具。
【請求項3】
密着フィルム層は帯電防止剤を含んでなる請求項1又は2記載の保持治具。
【請求項4】
複数の支持突起の配列ピッチを0.2〜2.0mmとした請求項1、2、又は3記載の保持治具。
【請求項5】
支持突起の幅を0.05〜1.0mmとした請求項1ないし4いずれかに記載の保持治具。
【請求項6】
支持突起の高さを0.05〜0.5mmとした請求項1ないし5いずれかに記載の保持治具。
【請求項7】
密着フィルム層の厚さを20〜200μmとした請求項1ないし6いずれかに記載の保持治具。
【請求項8】
密着フィルム層の引張り破断強度を5MPa以上とした請求項1ないし7いずれかに記載の保持治具。
【請求項9】
密着フィルム層の引張り破断伸びを500%以上とした請求項1ないし8いずれかに記載の保持治具。
【請求項10】
密着フィルム層の常温の曲げ弾性率を10〜100MPaとした請求項1ないし9いずれかに記載の保持治具。
【請求項11】
半導体ウェーハの研削工程で用いられることを特徴とする請求項1ないし10いずれかに記載の保持治具。
【請求項12】
請求項1ないし10いずれかに記載の保持治具の密着フィルム層に半導体ウェーハの回路が形成された表面を接触させて密着保持させ、半導体ウェーハの裏面を所定の厚さまで研削することを特徴とする半導体ウェーハの研削方法。
【請求項13】
半導体ウェーハの裏面を所定の厚さまで研削した後、保持治具に半導体ウェーハを密着保持させたまま、半導体ウェーハの裏面をさらにエッチング処理する請求項12記載の半導体ウェーハの研削方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】

【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2007−250738(P2007−250738A)
【公開日】平成19年9月27日(2007.9.27)
【国際特許分類】
【出願番号】特願2006−70816(P2006−70816)
【出願日】平成18年3月15日(2006.3.15)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
【公開日】平成19年9月27日(2007.9.27)
【国際特許分類】
【出願日】平成18年3月15日(2006.3.15)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
[ Back to top ]