
保護衣料のための防液性シーム
ラミネートの間に防液性シームを形成する。もっとも好ましくは、耐久性を有するシールされた防液性シームを作製する前に、シーム領域またはシール領域の厚さを減らすために、スカイビングなどの手段により、シール領域の複合布地の少なくとも一部が除去されている、シール面に複合布地構造を有するラミネートの間に防液性シームを形成する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ラミネートから作られる防液性の保護衣料の製造に関する。もっとも好ましくは、耐久性を有するシールされた防液性シームを作製する前に、スカイビングなどの手段により、シーム領域またはシール領域の布地の一部を除去することによって防液性シームが作製されている、ラミネートのシール面に複合布地構造を有するラミネートから作られる防液性の保護衣料の製造に関する。
【背景技術】
【0002】
コーティングされた布地の複合体、または布地のラミネートと、液体に対する保護バリア膜層を用いて防液性の保護衣料を製造することは、産業界でよく知られている。これらの応用で最も一般的なのは、防水通気性の衣料である。典型例は、GORETEXの登録商標のもと、W.L.Gore and Associates,Inc.から販売されているラミネート材料であり、この材料は一枚またはそれ以上の複数の布地層にラミネートされた、または接着された防水通気性フィルムを含む。これらのラミネートは衣料に加工され、GORE−TEX(登録商標)の衣服などとして販売されている。コーティングされた布地はこれらと同様の目的のため、布地の複合体に使用される。以後、単に記載の便宜上、コーティングされた布地及び保護バリア膜またはフィルムを含む、両方の積層体を総称して、「ラミネート」と呼ぶ。
【0003】
これらのラミネートの小片やパネルは、衣服や他の類似する布地構造を形成するために結合される。衣服が防液性かつ保護性を有するためには、ラミネートのパネルが接合する領域であるシームをシールする必要がある。一般的には、従来の縫製技術により最初にラミネートを縫合することによって、これらのラミネートパネルを接合する。これらの縫い合わされたシームの防液性シールは、その後、熱可塑性のホットメルト接着剤を有するシームシールテープを取り付けることにより完成する。このテープはコーティングの表面、または保護バリアフィルムの表面をシールし、縫製によって生じた穴と、ステッチの間の複数の層が接合している領域を覆うようにシールを作る。例えば、接着剤が溶融するように、熱した空気の流れを導入するノズルを用いて、シームシールテープを加熱してもよい。その後、シームを覆うようにテープを取り付け、テープが表面に良好に接着することを確実にするために、溶融した接着剤が保護層の表面に絞り出されるように、圧力のかかった一対のローラーの間隙に通す。外観上の理由から、外から見えないように、衣服の内側にシームシールテープを取り付けるのが一般的である。あまり一般的ではないが、接着や溶接もシール技術として公知技術である。
【0004】
多くの用途においては、保護層の耐久性を延長するために、または完成した衣料の外観及び着用感を改善するために、布地層を保護膜または保護コーティングの両面に用いることが望ましい。これらのラミネートは、三層構造、または三層ラミネートと呼ばれている。例えば、多くの場合快適性と外観上の理由から、防液性かつ通気性のラミネートは、編物ライナー層(すなわち着用者に触れる層)から作られ、このライナー層は触るといくらか柔らかいため、この層と接触する着用者はよりよい着用感を得ることができる。
【0005】
しかし残念なことに、複合布地構造を有する層を用いた場合に、耐久性のある防液性シールを作製するときに問題が生じるため、従来の防液性の衣服に用いることのできるライナー層は非常に限られている。ここで、「複合布地構造」とは、ファイバー構造またはフィラメント構造(モノフィラメントまたはマルチフィラメントであるかを問わない)を含む布地を指す。これらの構造は、防液性シームを形成するために、接着剤またはシーラントが保護バリア層に至って布地層のフィラメントを封止する能力を制限する、屈曲した経路を有する。本発明の目的を達するためには、ファイバーとフィラメントは同義的に用いることができると考えられ、例えばファイバーとフィラメントの中には、ステープルファイバーを含むこともできる。複合布地構造は、例えば、織物、不織物、編物、ブラシ掛けされたもの、フリースやその他起毛(すなわち、任意の適切に毛羽立てられた表面)といった形態を含むことができる。これらの複合布地構造材料は、従来のライナー層と比べて、しばしば嵩高くまたは厚くなり、着用者が快適である傾向があるためより好ましい。
【0006】
上記のように三層の布地構造、そして場合によってはより多層の布地構造を用いることが可能であるが、そのことにより防液性シームを形成することが付加的に難しくなる。シールが保護バリア層の表面に到達する必要があるだけではなく、液体が布地のファイバーに沿って吸上または浸出して防液性シームの境界を超えて外へ出ることを防ぐために、布地自体の構造がシールまたは封止されている必要がある。それゆえ、このような三層構造の布地であって、このような複合布地構造をインナーライナー層に有する布地のシームをシールすることは、現在の技術において顕著な問題となっている。
【0007】
最初の問題として、シームシールテープに熱と圧力を加えることは、一般的に、溶融した接着剤を、ライナー層を貫通させてその下の膜層と良好に接触させるために有効である(そのことにより、ライナー材料の隣接する糸条の間の空間を埋める)が、シームシールの接着剤は、糸条自体の隙間の中には浸透しないことが挙げられる。知られているように、糸条は複数のフィラメントなどからなり、隣接するフィラメントの間には隙間がある。これらの隙間は、シームから衣服の内側へ、液体が吸上または浸出する経路となる。この現象のより詳細な説明は、図1と2を参照して後で記載する。それゆえ、隣接する材料の隙間を通って、またはステッチの線に沿って並ぶ穴を通って、シームの中に入った液体の水は、ライナー材料自体の糸条にある隙間を通ってシームの外側に、横方向に吸上げられることができる。それゆえ、特に厳しい気候や過酷な条件において、シームは完全な防液性ではない。
【0008】
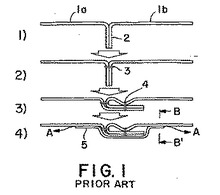
図1と2は従来のシームシール法の問題を示す。図1は、シームシールテープを取り付けることによって、従来のシームを形成する一連の工程を示す。当然のことながら、シームは一般的に、従来のミシンを用いて形成することができる。
【0009】
工程1)では、二枚の隣接する材料1a、1bがシーム2に沿って重ねられる。第二の工程2)では、シームは一列のステッチ3によって縫合される。三番目の工程3)では、シームは折り重ねられ、平らなシームを形成するため、さらに追加の一本のステッチ4が施される。重ねられた材料1a、1bの間の空間を通って、液体が浸入することができるため、このシームは防液性ではない。また、液体はステッチ3、4によって形成された穴を通って浸入することもできる。このため、シームをまたいだ両側の材料に至ってシールするように、シームの全体にホットメルトのシームテープを取り付けることが従来よりなされている。これは工程4)に示されており、ここで、シームシールテープ5はシームの全体に取り付けられている。シームシールテープの片面に塗布されたホットメルト接着剤を溶融させるために加熱した空気流を当てて、圧着ロールを用いてシームに対してシームシールテープを圧着することにより、シームシールテープは取り付けられる。この工程により、シームシールテープが下にある布帛にしっかりと接着するように、ホットメルト接着剤は布帛の糸条の中に押し込まれる。
【0010】
すでに述べたように、従来の工程の有する問題は、シームシール接着剤が、隣接する糸条の間の空間には充填されるが、糸条自体の内部にあるフィラメントなどの間の隙間に浸透しないことである。これらの隙間は、矢印Aの方向にシームを通して液体が吸上げられる経路となる。そのため、隣接する材料片の間、またはステッチの穴を通って液体はシームに浸入する。その後、特に厳しい気候条件や液体が絶えず浸透しようとする過酷な状況において、浸入した液体は矢印Aの方向に吸上げられることが可能となる。
【0011】
図2はさらにこの問題を示している。図2は、シーム領域の片側の、シームシールテープ5が材料1bに接着されている領域を横切ったB−B’の線に沿った横断面図である。材料1bは、そこにラミネートされ独立した糸条6から構成されるライナー材料を含み、それぞれの糸条は多数の独立したフィラメントなどからできている。シームシールテープ5の片側に乗せられたホットメルト接着剤7は、糸条6の間に浸透しているが、糸条の個々のフィラメントなどの間の隙間には浸透していない様子が見て分かる。液体の浸入しうる経路Aを再び示す。
【0012】
従来のシームシール工程における第二の問題は、シームをシールできるライナー層の布帛の選択が、現在非常に限られていることである。理由の一つとして、複合布地ライナー層は、接着剤をライナーの糸条の間の空間に導入し、下にある保護層と強力な結合を形成するのに、大量の熱と圧力が必要とすることである。このため、信頼性のあるシールを得るために時間がかかるだけではなく、コストもかかる。さらに、シームシールローラーの間の圧力を必要以上に高くした場合、ライナー材料自体のパターンが、布帛の表面(例えば材料1aと1b)に移され、外観を損ねるおそれがある。また、そのように高い圧力であっても、信頼性のあるシールを形成できる保証もない。
【0013】
これらの問題を切り抜けるため、シール接着剤の浸透が容易になるように、ラミネートのライナー層またはシール側に使われる布地は、比較的簡単な編物のような、いくらか開放した構造に制限されてきた。モノフィラメント、または低フィラメントカウント(例えば12−13フィラメントカウントあるいはそれ以下)の編物は、比較的開放構造を持つ、防液性の衣料向けに信頼性のあるシールができるもっとも簡単な構造であり、より複雑なマルチフィラメント布地の隙間をシールするという難題を避けるため、従来から用いられてきた。
【0014】
すでに説明した布地構造のシールにおける技術的制約を克服するために、複合布地構造に浸透しシールできる低粘度の接着剤を開発するという方向性で、非常に多くの発明がなされてきた。米国特許第6387994号で、Goreその他は、ブラシ掛けされた織物のようないくらかより複雑な構造に、接着剤が浸透してシールすることを可能とするために、接着剤の粘度を下げる方法として固体溶剤を用いることを記載している。国際公開番号WO01/26495A1で、Dunhamその他は、より複雑なあるいは厚い構造をシールしようとする試みの中で、シリコーンのような液体の熱硬化性接着剤を用いることを記載している。しかしながらこれら全ての方法は、シールすることのできる厚さや布地構造の複雑さという観点のみならず、このような衣服を簡易に製造する点でも制約から逃れられなかった。
【0015】
履物産業には、シームで接合される、比較的厚くて堅い二枚の革片の端面を作製するために用いられる、スカイビングという技術がある。スカイビングは、堅い構成部材をより簡単に接合するために革の厚さを減らし、擦れて着用者が不快になる可能性がある厚いシームになることを回避する。これらのシームは一般的には防水性ではない。甲革を堅いインソール板に接合する際、履物の製造工程のうちつり込み工程の最中に、甲革を小さい半径で加工することが生じうるが、その加工部分の革の厚さを減らすことによって、甲革のつり込み部分または余白部における革の加工性を改善するためにも、スカイビングは用いられる。防水履物の製造におけるいくつかの例として、つり込み部分の余白部に沿ってしわがよらないように、またライニングが防水性のインソール板に防水性を保持して取り付けられるように、革に加えて保護ライニングがスカイビングされてきた。しかしながら、このような構造は履物の製造に限られている。
【0016】
衣料産業において、柔軟で耐久性のある防液性シームを持つ、防液性かつ通気性のソフトシェル衣服を製造することは切望されているが、現在のところ可能となっていない。「ソフトシェル」は、着用者に快適な着用感をもたらす、織られた耐久性のアウター布地と柔らかいフリース様または他の複合布地ライニングとのラミネートのように、一種またはより複合した布地をラミネートしたものと定義される。現在のところ、入手できる防液通気性の三層ラミネート及び衣服は、シームの防液性シールを適切に行うことができるように複合数や厚さが限られた、ブラシ掛けされた織物ライナー層に限られている。代わりに、フリースライナー層を有する衣服は販売されているが、衣服の内側、または外側の、複合布地構造を通してシールすることができないため、それらのシームは防液性ではない。
【0017】
選択透過性フィルムまたは非透過性フィルムは、薬品からの保護のための化学的バリアや、化学または生物兵器に対する防護に用いられるが、そのようなフィルムを組み合わせた衣料もまた、防液性シームを有する防液通気性の衣料と同様の制約があった。これらの用途において、使用中の穿刺や磨耗からの保護のような、バリア層に付加的な保護性を付与するために、複合布地構造を有する三層(またはそれ以上)のラミネート構造を用いることは、特に望ましいと思われる。現在のところ、これらの機能を有する保護性の衣料はない。
【0018】
加えて、とりわけ衣服が耐久性のある防液性シームで作られているならば、複合布地を両面に有する三層(またはそれ以上)のラミネート構造を用いたリバーシブルの保護衣服は非常に望まれるであろう。保護ラミネートの両面に耐久性のある複合布地構造を用いた、耐久性のある防液性シームを作る方法がこれまでないため、このような布地で作られている現在のリバーシブル衣服の構造は、耐水性であるのみで、本当の意味で防液性を有する形態のものは得られていない。これらの用途においては一般的であると思われる、3MのSCOTCHGARD(登録商標)コーティングや、DuPontのTEFLON(登録商標)布地処理などのような、撥水及び防汚処理が両面に施されている場合、布地構造を貫通してシールすることはより困難である。
【0019】
このように、衣料産業においては、保護衣服における柔軟な防液性シームを形成するために、複合布地ラミネート構造をもつ二枚またはそれ以上のパネルを接合するための、信頼性があり、かつ効果的な技術が望まれている。
【0020】
「ラミネート」とは、少なくとも一層の布地の上にコートされた、または接着された、保護性のフィルムまたはコーティングを指す。
【0021】
「保護層」、「バリア層」、「機能層」または「フィルム」は、少なくとも液体の水の透過に対する、理想的には液体の薬品群の攻撃に対するバリアを提供する、フィルムまたはコーティングと定義される。少なくとも0.07barの圧力下、少なくとも3分間液体の水の透過を防ぐのであれば、その層は防液性とみなされる。保護層の材料は、好ましくは、水の透過圧が0.07barより高いことを保証する。水の透過圧は、本明細書に記載されている、「防液性シームのためのスーター試験」に関して記載されているのと同じ条件に基づいて、防液性のパネルの上で測定される。
【0022】
「シーム」とは、縫合、接着、またはその他の機械的接合によって、二枚またはそれ以上のラミネートの小片が取り外せないように接合されている領域と定義される。
【0023】
「防液性シーム」とは、試験液体に少なくとも0.07barの圧力下、少なくとも3分間曝したときに、液体が漏洩せず浸出しないシームを指す。試験液体は、少なくとも水であり、理想的には液体の薬品群であってもよい。
【0024】
「耐久性のある防液性シーム」とは、本明細書に記載されている、「耐久性のある防液性シームのための試験」に基づき、5回の洗濯機による洗濯と乾燥のサイクルの後、試験液体に少なくとも0.07barの圧力下、3分間曝したときに、液体が漏洩せず浸出しないシームと定義される。試験液体は少なくとも水であり、理想的には液体の薬品群であってもよい。
【0025】
「スカイビング」とは、二枚またはそれ以上の保護ラミネートパネル間で、シールされたシームが最終的に形成される領域のラミネートから、切断、切削、サンダー仕上げ、研磨などの方法により、材料または布地を除去することと定義される。
【発明の開示】
【発明が解決しようとする課題】
【0026】
本発明の目的は、衣服などのための新しく改良された防液性シームを提供することにある。並びに、防液性の保護衣服や類似する柔軟な布地構造を形成するために、ラミネートパネルの少なくともシールされる面の上に複合布地層があって、かかる複合布地層を有する二枚またはそれ以上のラミネートパネル間に、信頼性があり、耐久性のあるシームをシールするための改良された方法を提供することにある。本発明の改良されたシーム構造は、複合布地構造を有する従来の衣服にあった耐久性や液漏れの制約を受けない。それゆえ、本発明は、現在の技術では不可能であった、新しい種類の保護衣料を製造する可能性を提供する。
【課題を解決するための手段】
【0027】
本発明にかかる物品は、シームによって二枚またはそれ以上のラミネートパネルを接合する前に、複合布地材料の少なくとも一部を、ラミネートパネルのシール領域からスカイビングすることによって作られる。すでに説明したように、「スカイブ」、「スカイブされた」、「スカイビング」の用語は、切断、切削、サンダー仕上げ、研磨などの方法による、布地材料の選択的除去のことをいう。
【0028】
複合布地層の、シール領域の少なくとも一部における厚さを減らすために、ラミネートパネルの目的とする領域(複数の領域でもよい)の複合布地材料を選択的に除去する、どのような手法、装置、道具によっても、スカイビングは行われうる。好ましい実施態様の一例は、スカイビング装置により複合布地のスカイビングを行うことであり、そのスカイビング装置は、一枚のカッティングブレードと、材料を除去するために、そのカッティングブレードに隣接するように複合布地層の向きを合わせる材料供給機構を備えている。Fortuna GmbHから入手できる、Fortuna ES−50スカイビング装置は、スカイビング深さを微妙に調整できることから、特に布地材料の選択的除去に適しているスカイビング装置の一例である。
【0029】
本発明の衣服を製造するための好ましい方法では、通常の衣料の組立工程においてするように、保護ラミネート片をパターン化した小片へ切り抜く。その後、例えば、これから縫合するこれらの切断した小片の端部に沿ってシールする領域を特定し、それから所望の幅で複合布地材料の少なくとも一部を除去するために、これらの端部をスカイビング装置に通す。さらに、パネルの内側から布地材料の任意の領域を選択して除去することにより、ポケット、トンネル、フードなどを衣服に取り付けるための、またはそれらの代わりにパッチ、刺繍縫いのロゴやその他の特徴部を取り付けるためのシール領域を形成することができる。複合布地は本来完全に除去されている方が好ましいが、完全に除去されていなくても構わない。次のシール工程中に、残った構造の全体を容易にシールし、残存するフィラメントを封止しうるのに十分な量の複合布地が除去されていればよい。サンダー仕上げ、切削、せん段などのような、選択した領域から布地材料をスカイビングするのと代替可能な方法も、本発明の範囲内である。
【0030】
二枚またはそれ以上のラミネートパネルを縫合してシームを形成するときに、保護ラミネートパネルの上または内側のシール領域の幅は、一般的には、縫合に必要なシームの縫い代よりも広くなるように設定する。そのため、ラミネートパネルを縫合したあと、シームの縫い代に沿って両側に開放した領域が残る。耐久性のある防液性シームを形成する好ましい方法では、その後、接合したラミネートパネルにシームシールテープを取り付ける。シールテープを取り付ける前にあらかじめ、シームの縫い代に沿った両側に、開放したまたはスカイビングされた表面が少なくともいくらかの幅(例えば好ましくは2mmまたはそれ以上)になるように、シール領域(すなわちスカイビング幅)の幅、シームの縫い代の幅とシールテープの幅を設定する。シールテープの取り付けに際しては、全体のシール領域をシール接着剤で覆い、もっとも好ましくは、シール領域を超えて、残存するスカイビングされていない複合布地層の表面上に至るようにテープを若干延在させる。このように設計することは外観上もっとも好ましい。それに加えて、接着剤が布地層のスカイビングされた端部を抑え、テープが保護フィルムの表面とラミネートされた(すなわちスカイビングされていない)布地表面の両方に固着している場合には、これらのシームの耐久性が改善する。本発明における、特に好ましいシール設計の一例を挙げると、シームの縫い代を覆うシール領域の幅が約4mm、布地の上に延在するシールテープの量が約6mmである。
【0031】
スカイビング工程を行うにあたっては、シール領域の布地を可能な限り除去しておくことが好ましいが、防液性シームが形成できない程度まで、ラミネート片の上にある保護層を傷つけないように注意する。保護層の完全な状態をいたずらに損なうことなく、所望の量の布地を除去するようにスカイビング装置を調節することにより、このことは可能である。もっとも好ましい実施態様では、保護層はスカイビングによってダメージを受けていない。
【0032】
本発明の別の実施態様として、ラミネートパネルを縫合したあとにスカイビングを行うこともできる。特に、シームは二枚の保護ラミネートパネルから作ることができ、その後、シール領域の布地材料を減らすためにスカイビング工程を行うことができる。この方法を実施するときは、シームに対してダメージを与えないよう(例えば縫い糸、接着剤のビーズなど)注意しなければならない。ここでダメージを与えると、仕上がった衣料が耐久性の問題をはらむ可能性がある。
【0033】
衣料が耐久性のある防液性シームを有する場合はとりわけ、三層(またはそれ以上)のラミネートの両面に複合布地構造層をもつ保護衣料を製造できることが、非常に望まれている。例えば、本発明の一態様として、衣服の外側は織られた保護布地を含み、衣服の内側は柔らかい断熱性のフリースを含む、完全に防液性の衣服を作ることができる。その衣服は、シールの前にシーム領域のフリースをスカイビングによって除去して作られた防液性シームを有している。
【0034】
液体バリア層の両面に複合布地構造を付与して、そのバリア層を保護することによっても、リバーシブルの衣服を製造することができる。これらのリバーシブルの衣服については、使用している間に、衣服の両面がとげ、磨耗、引裂きなどの危険にさらされる可能性があるため、衣服の両面がそれらから保護されていることが望ましい。このようなリバーシブルの衣服は、これまで適用できなかった用途に、耐久性のある防液性の保護衣服を提供する機会をもたらす。例えば、デザートタンを片面、フォレストを反対面にあしらったような、二枚の異なったカモフラージュパターンは、軍用に好適に使用されると思われる。また、夜間の軍事行動のために片面に黒を、カモフラージュを反対面にすれば、特別な軍隊向けに使用されるだろう。耐久性かつ防液性の保護衣服のうち警察で使用されるものは、例えば、オレンジやその他の明るい、または反射性の色を片面に、青(またはその他の標準的な警察の制服色)を反対面にして作ることができる。狩猟用の衣服であれば、例えば水鳥や陸上の狩猟のために、それぞれ異なったパターンをとりいれることができる。これまでにここで述べたように、今日に至るまで、衣服の両面に複合布地構造を取り入れたリバーシブルの衣服は耐水性であるのみで、本当の意味で防液性のものを入手することはできなかった。
【0035】
本発明の他の実施態様として、接合されるパネルのシール領域の布地をスカイビングで除去することにより、シール面に複合布地構造を有する二層ラミネートパネルを縫合することなくシールすることが可能となる。かかる処理を経ることにより、布地自体を貫通してシールを形成することなく、二枚の保護フィルムを直接互いに接着してシールを形成できる。機械的強度を上げる目的で、シーム領域にスカイビングされていない布地の小さな領域は含まれてもよいが、防水性シールはスカイビングで露出したフィルム表面に形成されるため、スカイビングされていない布地領域をシールする必要はない。形成した防液性の接合領域にかかる応力を緩和するために、このシームの縫い代を折り重ねて接着するのが一般的である。
【発明を実施するための最良の形態】
【0036】
本発明は、複合布地構造を有する二枚またはそれ以上のラミネートパネル間に、信頼性かつ耐久性のあるシームをシールするための新しく改良された方法を提供する。本発明によれば、柔軟な防液性の保護衣料を形成することができる。本発明の改良されたシーム構造は、複合布地構造を有するラミネートから作られる従来のシームにあった、耐久性や液漏れの制約を受けない。それゆえ、本発明は、これまでの技術を用いても不可能であった、新しい種類の保護衣料を製造する可能性を提供する。
【0037】
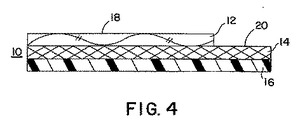
図3は、ラミネートパネルを他のラミネートパネル(不図示)に接合するための、シール面18を有する三層布地ラミネートパネル10の横断面図を示す。ラミネートパネル10は、シール面18の複合布地層12、それからバリア層14と第二の布地層16を含んでおり、第二の布地層は、複合布地を含んでも含まなくてもよい。図4は、図3の布地ラミネートパネルを示し、複合布地層12の一部は、シール領域20が露出するようにスカイビングによって除去されている。図5の横断面図に示すように、その後、二枚またはそれ以上の布地ラミネートパネルを本発明により接合する。特にここで示す実施態様では、ラミネートパネルを接合するステッチ22と、ステッチ22及びラミネートパネル10aと10bの端部の間の縫い代を押さえる、すなわち「トップステッチする」ステッチ25によって、二枚のラミネートパネル10aと10bを縫合する。シームシールテープ24は、接合されたパネルの端部とシール領域20を被覆して接着し、さらに、シール領域20を超え複合布地層12の一部の上にかかるように延在して接着する。この構造にすることにより、シール領域20のバリア層14と、複合布地(すなわちスカイビングされていない)層12の両方に、シームテープ24がしっかりと固定された領域に、耐久性のある防液性シームを作ることができる。
【0038】
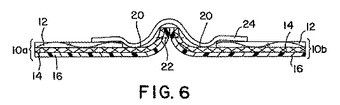
テープを用いて作られる、耐久性のある防液性シームの別の構造を図6に示す。そこではトップステッチのシームではなく、簡単なシングルステッチのシームが取り入れられている。ここでは、シームをテープでシールする工程の間、ステッチ22の先のシームの縫い代はどちらのパネル側にも倒れうるし、シームテープがシール領域のバリア層14に接着するようにシール領域20は十分に幅広くとられている。
【0039】
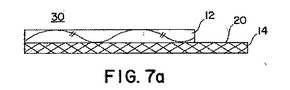
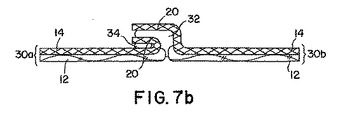
図7aと7bは、本発明の防液性シームを作るのに適した二層構造の、他の実施態様を示す。具体的には、図7aは、複合布地層12とバリア層14を有する、二層ラミネートパネル30を示しており、ここで、複合布地層12の一部は、シール領域20を露出させるためにスカイビングによって除去されている。図7bは、本発明における、接合された二枚のラミネートパネル30aと30bの横断面図を示す。この実施態様においては、接着剤32は二枚のパネルのシール領域20を接合し、その後シール領域は折り重ねられ、第二の接着剤34が、接合されたラミネートパネル構造の表面に折り重ねられた部分を固定する。
【0040】
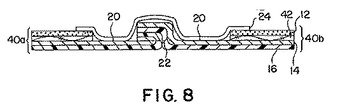
図8は、多層ラミネートパネルを接合した本発明の別の実施態様をさらに示す。この例では多層ラミネートパネルは四層ラミネートである。詳しく説明すると、四層ラミネートパネル40aと40bはラミネートパネルを接合するステッチ22で縫合されており、これらの四層ラミネートパネルは、どちらも複合布地層12、バリア層14、第二の布地層16、追加の布地層42を含む。シームシールテープ24は接合された(縫合された)パネルの端部とシール領域20を被覆して接着し、さらに、シール領域20を超え複合布地層12の一部の上にかかるように延在して接着する。この構造によれば、シームテープ24が、シール領域20のバリア層14と、複合布地(すなわちスカイビングされていない)層12の両方にしっかりと固定されているところに、耐久性のある防液性シームを作ることができる。
【0041】
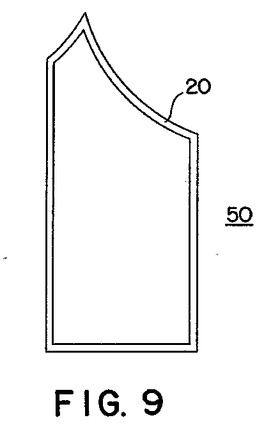
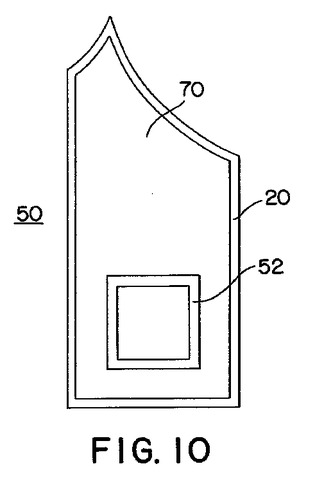
図9は、ジャケットの表パネル用の三層ラミネートパネル50の透視図である。ここでは、パネルの複合布地面70の端部すなわちシール領域20が、シールのためにあらかじめスカイビングされている。図10は、図9のラミネートパネル50の透視図であり、さらに内側にあるシール領域52は、防液性シームでラミネートパネル50にポケットを取り付ける向きに合わせて、大体長方形の形状にスカイビングして形成されている。
【0042】
図11は、この実施態様における、ジャケットパネル50と同じ三層構造の、大体長方形のポケットの形状をしているラミネートパネル60の透視図である。シール領域62は、パネル60の外周縁部の複合布地面72をスカイビングすることにより作られている。図12は、図10のジャケットパネル50を示しており、図11のポケットパネル60が内側のシール領域52の中に向きを合わせて配置されている。図示するように、防液性を付与してポケットをジャケットに取り付ける際に、ポケットのシール領域62がジャケットの内側のシール領域52に隣接するように、ポケットパネル60は配置されている。図13は、パネル間に防液性シールを作るシームテープ66を使って、ジャケットパネル50に接合されたポケットパネル60を示す。図14aは、図13のシールされたシームのG−G’線に沿った横断面図である。この図中では、シームテープ66は、ポケットパネル60のシール領域62とジャケットパネル50のシール領域52を橋渡しながらシールしている。この実施態様において、シール領域52はポケットパネル60の下に延在する。図14bは、別の実施態様における、図13のシールされたシームのG−G’線に沿った横断面図である。この図中では、シール領域52の端部は、ポケットパネルの端部60と大体揃っている。加えて、図14bには任意のステッチ線68が図示されている。これらの代替可能な配置と構造は一例に過ぎず、他の同様な代替配置及び構造も本発明の意図する範囲にある。
【0043】
ラミネートのバリア層は、保護膜、保護フィルムまたは保護コーティングであってもよい。バリア層は、ポリエステル、ポリアミド、ポリケトン、ポリスルホン、ポリカーボネート、フッ素ポリマー、ポリアクリレート、ポリエーテルエステル共重合体、ポリエーテルアミド共重合体、ポリウレタン、ポリ塩化ビニル、ポリテトラフルオロエチレンまたはポリオレフィンを含む材料群から選ばれうるが、これらに限定されるものではない。防水通気性の用途では、第一層は延伸ポリテトラフルオロエチレン(ePTFE)で形成されていることが好ましい。延伸ポリテトラフルオロエチレンは、優れた防水性と高い通気性で知られている。また、公知の方法により、ePTFEに親水性ポリマーをコーティングしてもよい。このようなラミネートは、水蒸気透過率が一日当たり1500g/m2より大きく(一日あたり3000g/m2より大きければ格別)であり、少なくとも3分間、水の浸入圧が0.07barより大きいことが好ましい。化学薬品に対する保護用途には、W.L.Gore and Associates,Inc.(Elkton,MD)から入手できる、GORE CHEM−PAK(登録商標)の布地のような、非透過性層または選択透過性層を組み合わせたラミネートが好ましい。
【0044】
本発明の衣料のシールされる面に適したラミネート層は、前述したように、複合布地を配置した布地を含んでいる。既に述べたように、複合布地構造を有する布地は、ファイバー構造、またはフィラメント構造(モノフィラメントまたはマルチフィラメントであるかを問わない)を含む。これらの構造は、防液性シームを形成するために、液体の接着剤が保護バリア層に至って布地層のフィラメントを封止する能力を制限する、屈曲した経路を有する。ここで、複合布地構造は、例えば、織物、不織物、編物、さらにブラシ掛けされ、またはフリース状の、その他起毛された(すなわち、任意の適切に毛羽立てられた表面)形状を含みうる。
【0045】
仕上がった衣料の要求される目的に応じて、複合しているかその他の状態であるかを問わず、本発明で意図するラミネートの上または内部に、追加の布地層があってもよい。
【0046】
本発明の新規な防液性シーム形成技術には、任意の適切な従来のラミネート技術を材料のラミネートに用いることができる。一例を挙げると、接合される一つのまたはそれ以上の層に、グラビアロールで接着剤をドットパターンに塗布してもよく、その後、圧着ロールに材料を通して硬化させることによりラミネーションが行われる。
【0047】
保護衣料の製造に際しては、数片の保護ラミネートをパネルに切り抜くために型紙が使用される。これらのパネルは、ジャケットの袖や、ズボンの脚部のような特徴部を用いて、立体的な物品を形成するためにシームで接合される。状況に応じて、外観と衣料の機能性を改善するために、フードやポケットのような追加の特徴部が含まれる。二枚またはそれ以上のラミネート片が合わさるところであるシームまたは接合部が防液性を有するように、切り抜いたラミネートパネルを接合できることは、衣料が本当の意味で保護的なものとするためには非常に重要である。
【0048】
選択透過性フィルムまたは非透過性フィルムは、薬品からの保護のための化学的バリアや化学または生物兵器に対する防護に用いられるが、そのようなフィルムから作られる衣料もまた、より複合した布地を使用して防液性シームで衣料を形成することが可能となれば、その恩恵にあずかれる。これらの用途においては、使用中の穿刺や磨耗からバリア層を保護するために、三層ラミネート構造を使用することが特に望ましい。
【0049】
本発明の防液性シームの形成において、任意の適切なラミネートが使用されうることは当業者にとって明らかである。他の適切な材料、スカイビング技術やシール工程もまた、本発明の範囲内として想定されることも、当業者にとって明らかである。以下の例を参照することにより、本発明の実施態様を実施例として記載する。
【実施例】
【0050】
防液性シームのためのスーター試験
保護バリア布帛、または保護バリア布帛から作られた衣服のシームが、防水性であるかどうかを決定するために、スーター試験法を使用する。この試験法は、ISO811−1981の記載に概ね基づいている。この方法は、試験サンプルの片側に対し水圧をかけて、サンプルを透過した水を目印として反対面を観察することにより、低圧力の負荷を試験サンプルに対して与える。
【0051】
シールされたシーム試験サンプルを、固定具の中にあるゴム製のガスケットの間に締め付けてシールする。その固定具は、直径3インチ(7.62cm)のサンプルの面積に対して水を供給できるようにサンプルを固定するものである。その後、サンプルの片面に対し、1psig(0.07bar)に空気で加圧して水を供給する。ラミネート布帛を試験する場合は、正面または外側に水を供給するのが普通である。シールされたシームを試験する場合、水をサンプルの外側になる面に供給し、反対面すなわちシームの裏地層に水漏れがないか観察する。
【0052】
目視で3分間、シームの端部に水が出現する兆候(浸出や水滴の出現)があるか、サンプルの反対面を観察する。水が観察されなければ、サンプルは試験に合格して防液性であるとみなされる。
【0053】
耐久性のある防液性シームのための試験
防液性シームの耐久性を決定するためには、一般的に、ISO6330:1984 Procedure No.3Bに概要が示されている条件に従って、シームサンプルを洗濯、乾燥する。具体的には、サンプルは、4ポンド(約2kg)の洗濯物と一緒にトップローディング洗濯機に入れられる。水位は中位(18ガロン、0.0681m3相当)で、熱水(140°F、60°Cに相当)を用い、10分間に設定された温水リンスサイクルと強洗濯サイクルに洗濯機を設定し、90gのTIDE(登録商標)粉末洗濯用洗剤を用いる。その後、35から45分の乾燥時間で熱風に設定した回転式乾燥機で洗濯物を乾燥する。この洗濯/乾燥サイクルを5回繰り返す。
【0054】
その後、シームサンプルは、上述の「防液性シームのためのスーター試験」を経る。水が試験で観察されなければ、サンプルは試験に合格し、耐久性のある防液性があるとみなされる。
【0055】
実施例1:以下の手順で、防液性シームを二枚のラミネート間に形成した。
【0056】
二層の布地層に挟まれた複合バリア膜を含む、三層の布地ラミネートを形成した。複合バリア膜は、ポリウレタンで被覆された微細多孔質のポリテトラフルオロエチレン(PTFE)膜の複合材料である。水蒸気透過性で無孔質のポリウレタンコーティングをePTFEに用いた米国特許第4194041号に従い、この複合材料は作製されている。約0.4mm厚、平方メートルあたり約150gの重さのナイロン/スパンデックスの織布層に、湿気硬化性のポリウレタン接着剤を多数ドット状に配置したものを用いて、この膜の片面をラミネートした。約0.6mm厚、平方メートルあたり約170gの重さのポリエステルフリース布地に、再度湿気硬化性のポリウレタン接着剤を多数ドット状に配置したものを用い、膜の反対側もラミネートした。その後、大体約0.15m×0.6mの寸法の二枚のパネルを、この三層布地ラミネートから切り出した。
【0057】
スカイビングによりフリース材料の厚さの約0.6mmを除去して、それぞれのラミネートパネルの一辺に沿って約19mm幅のシール領域を作製した。このスカイビングは、Fortunaストーンフィードローラーと湾曲した細幅のガイド片を備えた、Fortuna ES−50スカイビング装置により行った(Fortuna GmbH、Weil der Stadt,Germany)。
【0058】
その後、1cmあたり5.1ステッチに設定されたJukiミシン(型式番号DLN−415−5、Juki株式会社、東京、日本)を用いて、パネルの端部から13mmの位置を直線に縫合することにより、それらの相当するシール領域でラミネートパネルを結合した。続いて、ラミネートパネルのシームの縫い代をパネルの端部から11mm切り取った。切り取った後に生じた2mmの縫い代の端部が、それぞれのラミネートパネルのシールしない領域の布地の端部から少なくとも4mmに位置することが確実となるように、この切り取り量は決められた。
【0059】
その後、ホットメルトのポリウレタン接着剤を有する22mm幅のシームテープ(W.L.Gore and Associates,Elkton,MDから購入できるGORE SEAM(登録商標)シームテープ)をシール領域に取り付けた。シームテープの取り付けは、ポリウレタン接着剤が溶融するのに十分な温度までシームテープを加熱し、テープとシームを一対の圧着ロールの間隙を通すことにより行った。圧着ロールの間隙を通すのは、テープが保護層の表面に確実に接着するよう、溶融した接着剤を保護層の表面に押し出すためである。テープの幅は、全体のシール領域を被覆し、それぞれのラミネートパネルのシール領域を超えて約5mm広くなるように決められた。二枚のラミネートパネル間に作製されたシームを、「防液性シームのためのスーター試験」により試験し、0.07bar/3分間の条件で合格したことに基づき防液性と決定した。その後、シームを「耐久性のある防液性シームのための試験」により試験し、洗濯/乾燥サイクルの後、サンプルは再び0.07bar/3分間の条件で合格した。追加の評価として、スーター試験装置で3psi(0.22bar)/2分間という、シームにはより過酷な条件でそのサンプルを試験したが、水漏れは観察されなかった。この試験の結果から、サンプルはより過酷な条件下で耐久性のある防液性を保持していたといえる。
【0060】
実施例2:以下の点を除き、実施例1に記載された方法と同様に、防液性シームを二枚のラミネート間に形成した。
【0061】
二層の布地層に挟まれた複合バリア膜を含む、三層の布地ラミネートを形成した。約0.3mm厚、平方メートルあたり約85gの重さのポリエステル編物布地層に、湿気硬化性のポリウレタン接着剤を多数ドット状に配置したものを用いて、この膜の片面をラミネートした。約6mm厚、平方メートルあたり約200gの重さのポリエステルフリース布地に、再度湿気硬化性のポリウレタン接着剤を多数ドット状に配置したものを用い、膜の反対側もラミネートした。
【0062】
スカイビングによりフリース材料の厚さの約6mmを除去し、それぞれのラミネートパネルの一辺に沿って約19mm幅のシール領域を作製した。
【0063】
その後、ホットメルトのポリウレタン接着剤を有する25mm幅のシームテープ(W.L.Gore and Associates,Elkton,MDから購入できるGORE SEAM(登録商標)シームテープ)を、シームテープを加熱することによりシール領域に取り付けた。テープの幅は、全体のシール領域を被覆し、それぞれのラミネートパネルのシール領域を超えて約6mm広くなるように決められた。二枚のラミネートパネル間に作製されたシームを、「防液性シームのためのスーター試験」により試験し、0.07bar/3分間の条件で合格したことに基づき防液性と決定した。
【0064】
実施例3:以下の点を除き、実施例1に記載された方法と同様に、防液性シームを二枚のラミネート間に形成した。
【0065】
ラミネートは実施例1に記載したものと同一だが、三層ラミネートのフリース側をスカイビングする代わりに、ナイロン/スパンデックス織布の厚さの約0.4mmを除去し、それぞれのラミネートパネルの一辺に沿って約19mm幅のシール領域を作製した。
【0066】
二枚のラミネートパネル間に作製されたシームを、「防液性シームのためのスーター試験」により試験し、0.07bar/3分間の条件で合格したことに基づき防液性と決定した。
【0067】
実施例4:別のラミネートパネルの防液性を損なわず、別のラミネートパネルの中心で縫合された、付属部品であるラミネートパネルを以下の方法によって形成した。ラミネートパネルは実施例1に記載したものと同一の構成で、第一のパネルが大体約0.3m×0.3mの寸法であり、第二のパネルが大体約0.1m×0.1mの二枚のラミネートパネルを使用した。
【0068】
スカイビングによりフリース材料の厚さの約0.6mmを除去し、付属部品のラミネートパネルの周縁部に沿って約8mm幅のシール領域を形成した。このスカイビングは、Fortunaストーンフィードローラーと湾曲した細幅のガイド片を備えた、Fortuna ES−50スカイビング装置により行った(Fortuna GmbH、Weil der Stadt,Germany)。スカイビングによりフリース材料の厚さの約0.6mmを除去して、主たるラミネートパネルの内側に、第二の約25mm幅のシール領域を正方形の形状に形成した。この正方形のシール領域は、ストーンフィードローラーを備えた同じFortuna装置によって形成したが、このときは、湾曲した細幅のガイド片を取り除き、スカイビングする所望の領域をカッティングブレードの上で作業台に沿って平らに伸ばして形成した。
【0069】
その後、作製されるシームがフリースのシールしない領域の端部から少なくとも4mmに位置するようにして、1cmあたり5.1ステッチで、市販のJukiミシンを用いて縫合することにより、それらの相当するシール領域でラミネートパネルを結合した。
【0070】
その後、ホットメルトのポリウレタン接着剤を有する25mm幅のシームテープ(W.L.Gore and Associates,Elkton,MDから購入できるGORE SEAM(登録商標)シームテープ)をシール領域に取り付けた。シームテープの取り付けは、シームテープを加熱し、テープとシームを一対の圧着ロールの間隙を通すことにより行った。圧着ロールの間隙を通すのは、テープが保護層の表面に確実に接着するよう、溶融した接着剤を保護層の表面に押し出すためである。テープの幅は、全体のシール領域を被覆し、それぞれのラミネートパネルのシール領域を超えて約6mm広くなるように決められた。付属部品を取り付けて作製したラミネートパネルを、「防液性シームのためのスーター試験」により試験し、0.07bar/3分間の条件で合格したことに基づき防液性と決定した。
【図面の簡単な説明】
【0071】
【図1】シームシールテープを用いてシールした、従来技術のシームのうち一例の形成工程を模式的に示したものである。
【図2】図1のB−B’線に沿った、拡大した横断面図である。
【図3】スカイビング、縫合または接合前の、三層ラミネートの横断面図である。
【図4】スカイビング後で、縫合または接合する前の、三層ラミネートの横断面図である。
【図5】スカイビング、縫合及びシームテープによってシールすることにより形成した、三層ラミネートパネル間のトップステッチによる簡単なシーム配置の横断面図である。
【図6】スカイビング、縫合及びシームテープにより形成した、三層ラミネートパネル間の簡単なシーム配置の、別の実施例の横断面図である。
【図7a】シール領域を形成するために複合布地構造をスカイビングした、二層ラミネートパネルの横断面図である。
【図7b】図7aの二枚の二層ラミネートパネル間に形成した、接着して完成したシームである。
【図8】スカイビング、縫合及びシームテープによるシールによって形成した、四層ラミネートパネル間のトップステッチによる簡単なシーム構造の横断面図である。
【図9】パネルの端面すなわちシール領域をスカイビングした、ジャケットの表パネルの形状のラミネートパネルの上面透視図である。
【図10】パネルの内側にスカイビングによって追加のシール領域を形成した、図9のパネルと同様のラミネートパネルの上面透視図である。
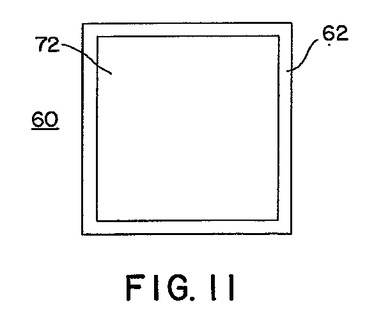
【図11】パネルの端面すなわちシール領域をスカイビングした、長方形のポケットの形状のラミネートパネルの上面透視図である。
【図12】図10のラミネートパネルの上面透視図であり、ポケットのシール領域とパネルの内側のシール領域が互いに隣接するようにして、ラミネートパネルの内側のシール領域の中に収まるように、図11のポケットパネルが置かれている。
【図13】ポケットをシームシールテープによってラミネートパネルにシールした、図12と組になった上面透視図である。
【図14a】別の実施例の図13のD−D’線に沿った横断面図である。
【図14b】別の実施例の図13のD−D’線に沿った横断面図である。
【技術分野】
【0001】
本発明は、ラミネートから作られる防液性の保護衣料の製造に関する。もっとも好ましくは、耐久性を有するシールされた防液性シームを作製する前に、スカイビングなどの手段により、シーム領域またはシール領域の布地の一部を除去することによって防液性シームが作製されている、ラミネートのシール面に複合布地構造を有するラミネートから作られる防液性の保護衣料の製造に関する。
【背景技術】
【0002】
コーティングされた布地の複合体、または布地のラミネートと、液体に対する保護バリア膜層を用いて防液性の保護衣料を製造することは、産業界でよく知られている。これらの応用で最も一般的なのは、防水通気性の衣料である。典型例は、GORETEXの登録商標のもと、W.L.Gore and Associates,Inc.から販売されているラミネート材料であり、この材料は一枚またはそれ以上の複数の布地層にラミネートされた、または接着された防水通気性フィルムを含む。これらのラミネートは衣料に加工され、GORE−TEX(登録商標)の衣服などとして販売されている。コーティングされた布地はこれらと同様の目的のため、布地の複合体に使用される。以後、単に記載の便宜上、コーティングされた布地及び保護バリア膜またはフィルムを含む、両方の積層体を総称して、「ラミネート」と呼ぶ。
【0003】
これらのラミネートの小片やパネルは、衣服や他の類似する布地構造を形成するために結合される。衣服が防液性かつ保護性を有するためには、ラミネートのパネルが接合する領域であるシームをシールする必要がある。一般的には、従来の縫製技術により最初にラミネートを縫合することによって、これらのラミネートパネルを接合する。これらの縫い合わされたシームの防液性シールは、その後、熱可塑性のホットメルト接着剤を有するシームシールテープを取り付けることにより完成する。このテープはコーティングの表面、または保護バリアフィルムの表面をシールし、縫製によって生じた穴と、ステッチの間の複数の層が接合している領域を覆うようにシールを作る。例えば、接着剤が溶融するように、熱した空気の流れを導入するノズルを用いて、シームシールテープを加熱してもよい。その後、シームを覆うようにテープを取り付け、テープが表面に良好に接着することを確実にするために、溶融した接着剤が保護層の表面に絞り出されるように、圧力のかかった一対のローラーの間隙に通す。外観上の理由から、外から見えないように、衣服の内側にシームシールテープを取り付けるのが一般的である。あまり一般的ではないが、接着や溶接もシール技術として公知技術である。
【0004】
多くの用途においては、保護層の耐久性を延長するために、または完成した衣料の外観及び着用感を改善するために、布地層を保護膜または保護コーティングの両面に用いることが望ましい。これらのラミネートは、三層構造、または三層ラミネートと呼ばれている。例えば、多くの場合快適性と外観上の理由から、防液性かつ通気性のラミネートは、編物ライナー層(すなわち着用者に触れる層)から作られ、このライナー層は触るといくらか柔らかいため、この層と接触する着用者はよりよい着用感を得ることができる。
【0005】
しかし残念なことに、複合布地構造を有する層を用いた場合に、耐久性のある防液性シールを作製するときに問題が生じるため、従来の防液性の衣服に用いることのできるライナー層は非常に限られている。ここで、「複合布地構造」とは、ファイバー構造またはフィラメント構造(モノフィラメントまたはマルチフィラメントであるかを問わない)を含む布地を指す。これらの構造は、防液性シームを形成するために、接着剤またはシーラントが保護バリア層に至って布地層のフィラメントを封止する能力を制限する、屈曲した経路を有する。本発明の目的を達するためには、ファイバーとフィラメントは同義的に用いることができると考えられ、例えばファイバーとフィラメントの中には、ステープルファイバーを含むこともできる。複合布地構造は、例えば、織物、不織物、編物、ブラシ掛けされたもの、フリースやその他起毛(すなわち、任意の適切に毛羽立てられた表面)といった形態を含むことができる。これらの複合布地構造材料は、従来のライナー層と比べて、しばしば嵩高くまたは厚くなり、着用者が快適である傾向があるためより好ましい。
【0006】
上記のように三層の布地構造、そして場合によってはより多層の布地構造を用いることが可能であるが、そのことにより防液性シームを形成することが付加的に難しくなる。シールが保護バリア層の表面に到達する必要があるだけではなく、液体が布地のファイバーに沿って吸上または浸出して防液性シームの境界を超えて外へ出ることを防ぐために、布地自体の構造がシールまたは封止されている必要がある。それゆえ、このような三層構造の布地であって、このような複合布地構造をインナーライナー層に有する布地のシームをシールすることは、現在の技術において顕著な問題となっている。
【0007】
最初の問題として、シームシールテープに熱と圧力を加えることは、一般的に、溶融した接着剤を、ライナー層を貫通させてその下の膜層と良好に接触させるために有効である(そのことにより、ライナー材料の隣接する糸条の間の空間を埋める)が、シームシールの接着剤は、糸条自体の隙間の中には浸透しないことが挙げられる。知られているように、糸条は複数のフィラメントなどからなり、隣接するフィラメントの間には隙間がある。これらの隙間は、シームから衣服の内側へ、液体が吸上または浸出する経路となる。この現象のより詳細な説明は、図1と2を参照して後で記載する。それゆえ、隣接する材料の隙間を通って、またはステッチの線に沿って並ぶ穴を通って、シームの中に入った液体の水は、ライナー材料自体の糸条にある隙間を通ってシームの外側に、横方向に吸上げられることができる。それゆえ、特に厳しい気候や過酷な条件において、シームは完全な防液性ではない。
【0008】
図1と2は従来のシームシール法の問題を示す。図1は、シームシールテープを取り付けることによって、従来のシームを形成する一連の工程を示す。当然のことながら、シームは一般的に、従来のミシンを用いて形成することができる。
【0009】
工程1)では、二枚の隣接する材料1a、1bがシーム2に沿って重ねられる。第二の工程2)では、シームは一列のステッチ3によって縫合される。三番目の工程3)では、シームは折り重ねられ、平らなシームを形成するため、さらに追加の一本のステッチ4が施される。重ねられた材料1a、1bの間の空間を通って、液体が浸入することができるため、このシームは防液性ではない。また、液体はステッチ3、4によって形成された穴を通って浸入することもできる。このため、シームをまたいだ両側の材料に至ってシールするように、シームの全体にホットメルトのシームテープを取り付けることが従来よりなされている。これは工程4)に示されており、ここで、シームシールテープ5はシームの全体に取り付けられている。シームシールテープの片面に塗布されたホットメルト接着剤を溶融させるために加熱した空気流を当てて、圧着ロールを用いてシームに対してシームシールテープを圧着することにより、シームシールテープは取り付けられる。この工程により、シームシールテープが下にある布帛にしっかりと接着するように、ホットメルト接着剤は布帛の糸条の中に押し込まれる。
【0010】
すでに述べたように、従来の工程の有する問題は、シームシール接着剤が、隣接する糸条の間の空間には充填されるが、糸条自体の内部にあるフィラメントなどの間の隙間に浸透しないことである。これらの隙間は、矢印Aの方向にシームを通して液体が吸上げられる経路となる。そのため、隣接する材料片の間、またはステッチの穴を通って液体はシームに浸入する。その後、特に厳しい気候条件や液体が絶えず浸透しようとする過酷な状況において、浸入した液体は矢印Aの方向に吸上げられることが可能となる。
【0011】
図2はさらにこの問題を示している。図2は、シーム領域の片側の、シームシールテープ5が材料1bに接着されている領域を横切ったB−B’の線に沿った横断面図である。材料1bは、そこにラミネートされ独立した糸条6から構成されるライナー材料を含み、それぞれの糸条は多数の独立したフィラメントなどからできている。シームシールテープ5の片側に乗せられたホットメルト接着剤7は、糸条6の間に浸透しているが、糸条の個々のフィラメントなどの間の隙間には浸透していない様子が見て分かる。液体の浸入しうる経路Aを再び示す。
【0012】
従来のシームシール工程における第二の問題は、シームをシールできるライナー層の布帛の選択が、現在非常に限られていることである。理由の一つとして、複合布地ライナー層は、接着剤をライナーの糸条の間の空間に導入し、下にある保護層と強力な結合を形成するのに、大量の熱と圧力が必要とすることである。このため、信頼性のあるシールを得るために時間がかかるだけではなく、コストもかかる。さらに、シームシールローラーの間の圧力を必要以上に高くした場合、ライナー材料自体のパターンが、布帛の表面(例えば材料1aと1b)に移され、外観を損ねるおそれがある。また、そのように高い圧力であっても、信頼性のあるシールを形成できる保証もない。
【0013】
これらの問題を切り抜けるため、シール接着剤の浸透が容易になるように、ラミネートのライナー層またはシール側に使われる布地は、比較的簡単な編物のような、いくらか開放した構造に制限されてきた。モノフィラメント、または低フィラメントカウント(例えば12−13フィラメントカウントあるいはそれ以下)の編物は、比較的開放構造を持つ、防液性の衣料向けに信頼性のあるシールができるもっとも簡単な構造であり、より複雑なマルチフィラメント布地の隙間をシールするという難題を避けるため、従来から用いられてきた。
【0014】
すでに説明した布地構造のシールにおける技術的制約を克服するために、複合布地構造に浸透しシールできる低粘度の接着剤を開発するという方向性で、非常に多くの発明がなされてきた。米国特許第6387994号で、Goreその他は、ブラシ掛けされた織物のようないくらかより複雑な構造に、接着剤が浸透してシールすることを可能とするために、接着剤の粘度を下げる方法として固体溶剤を用いることを記載している。国際公開番号WO01/26495A1で、Dunhamその他は、より複雑なあるいは厚い構造をシールしようとする試みの中で、シリコーンのような液体の熱硬化性接着剤を用いることを記載している。しかしながらこれら全ての方法は、シールすることのできる厚さや布地構造の複雑さという観点のみならず、このような衣服を簡易に製造する点でも制約から逃れられなかった。
【0015】
履物産業には、シームで接合される、比較的厚くて堅い二枚の革片の端面を作製するために用いられる、スカイビングという技術がある。スカイビングは、堅い構成部材をより簡単に接合するために革の厚さを減らし、擦れて着用者が不快になる可能性がある厚いシームになることを回避する。これらのシームは一般的には防水性ではない。甲革を堅いインソール板に接合する際、履物の製造工程のうちつり込み工程の最中に、甲革を小さい半径で加工することが生じうるが、その加工部分の革の厚さを減らすことによって、甲革のつり込み部分または余白部における革の加工性を改善するためにも、スカイビングは用いられる。防水履物の製造におけるいくつかの例として、つり込み部分の余白部に沿ってしわがよらないように、またライニングが防水性のインソール板に防水性を保持して取り付けられるように、革に加えて保護ライニングがスカイビングされてきた。しかしながら、このような構造は履物の製造に限られている。
【0016】
衣料産業において、柔軟で耐久性のある防液性シームを持つ、防液性かつ通気性のソフトシェル衣服を製造することは切望されているが、現在のところ可能となっていない。「ソフトシェル」は、着用者に快適な着用感をもたらす、織られた耐久性のアウター布地と柔らかいフリース様または他の複合布地ライニングとのラミネートのように、一種またはより複合した布地をラミネートしたものと定義される。現在のところ、入手できる防液通気性の三層ラミネート及び衣服は、シームの防液性シールを適切に行うことができるように複合数や厚さが限られた、ブラシ掛けされた織物ライナー層に限られている。代わりに、フリースライナー層を有する衣服は販売されているが、衣服の内側、または外側の、複合布地構造を通してシールすることができないため、それらのシームは防液性ではない。
【0017】
選択透過性フィルムまたは非透過性フィルムは、薬品からの保護のための化学的バリアや、化学または生物兵器に対する防護に用いられるが、そのようなフィルムを組み合わせた衣料もまた、防液性シームを有する防液通気性の衣料と同様の制約があった。これらの用途において、使用中の穿刺や磨耗からの保護のような、バリア層に付加的な保護性を付与するために、複合布地構造を有する三層(またはそれ以上)のラミネート構造を用いることは、特に望ましいと思われる。現在のところ、これらの機能を有する保護性の衣料はない。
【0018】
加えて、とりわけ衣服が耐久性のある防液性シームで作られているならば、複合布地を両面に有する三層(またはそれ以上)のラミネート構造を用いたリバーシブルの保護衣服は非常に望まれるであろう。保護ラミネートの両面に耐久性のある複合布地構造を用いた、耐久性のある防液性シームを作る方法がこれまでないため、このような布地で作られている現在のリバーシブル衣服の構造は、耐水性であるのみで、本当の意味で防液性を有する形態のものは得られていない。これらの用途においては一般的であると思われる、3MのSCOTCHGARD(登録商標)コーティングや、DuPontのTEFLON(登録商標)布地処理などのような、撥水及び防汚処理が両面に施されている場合、布地構造を貫通してシールすることはより困難である。
【0019】
このように、衣料産業においては、保護衣服における柔軟な防液性シームを形成するために、複合布地ラミネート構造をもつ二枚またはそれ以上のパネルを接合するための、信頼性があり、かつ効果的な技術が望まれている。
【0020】
「ラミネート」とは、少なくとも一層の布地の上にコートされた、または接着された、保護性のフィルムまたはコーティングを指す。
【0021】
「保護層」、「バリア層」、「機能層」または「フィルム」は、少なくとも液体の水の透過に対する、理想的には液体の薬品群の攻撃に対するバリアを提供する、フィルムまたはコーティングと定義される。少なくとも0.07barの圧力下、少なくとも3分間液体の水の透過を防ぐのであれば、その層は防液性とみなされる。保護層の材料は、好ましくは、水の透過圧が0.07barより高いことを保証する。水の透過圧は、本明細書に記載されている、「防液性シームのためのスーター試験」に関して記載されているのと同じ条件に基づいて、防液性のパネルの上で測定される。
【0022】
「シーム」とは、縫合、接着、またはその他の機械的接合によって、二枚またはそれ以上のラミネートの小片が取り外せないように接合されている領域と定義される。
【0023】
「防液性シーム」とは、試験液体に少なくとも0.07barの圧力下、少なくとも3分間曝したときに、液体が漏洩せず浸出しないシームを指す。試験液体は、少なくとも水であり、理想的には液体の薬品群であってもよい。
【0024】
「耐久性のある防液性シーム」とは、本明細書に記載されている、「耐久性のある防液性シームのための試験」に基づき、5回の洗濯機による洗濯と乾燥のサイクルの後、試験液体に少なくとも0.07barの圧力下、3分間曝したときに、液体が漏洩せず浸出しないシームと定義される。試験液体は少なくとも水であり、理想的には液体の薬品群であってもよい。
【0025】
「スカイビング」とは、二枚またはそれ以上の保護ラミネートパネル間で、シールされたシームが最終的に形成される領域のラミネートから、切断、切削、サンダー仕上げ、研磨などの方法により、材料または布地を除去することと定義される。
【発明の開示】
【発明が解決しようとする課題】
【0026】
本発明の目的は、衣服などのための新しく改良された防液性シームを提供することにある。並びに、防液性の保護衣服や類似する柔軟な布地構造を形成するために、ラミネートパネルの少なくともシールされる面の上に複合布地層があって、かかる複合布地層を有する二枚またはそれ以上のラミネートパネル間に、信頼性があり、耐久性のあるシームをシールするための改良された方法を提供することにある。本発明の改良されたシーム構造は、複合布地構造を有する従来の衣服にあった耐久性や液漏れの制約を受けない。それゆえ、本発明は、現在の技術では不可能であった、新しい種類の保護衣料を製造する可能性を提供する。
【課題を解決するための手段】
【0027】
本発明にかかる物品は、シームによって二枚またはそれ以上のラミネートパネルを接合する前に、複合布地材料の少なくとも一部を、ラミネートパネルのシール領域からスカイビングすることによって作られる。すでに説明したように、「スカイブ」、「スカイブされた」、「スカイビング」の用語は、切断、切削、サンダー仕上げ、研磨などの方法による、布地材料の選択的除去のことをいう。
【0028】
複合布地層の、シール領域の少なくとも一部における厚さを減らすために、ラミネートパネルの目的とする領域(複数の領域でもよい)の複合布地材料を選択的に除去する、どのような手法、装置、道具によっても、スカイビングは行われうる。好ましい実施態様の一例は、スカイビング装置により複合布地のスカイビングを行うことであり、そのスカイビング装置は、一枚のカッティングブレードと、材料を除去するために、そのカッティングブレードに隣接するように複合布地層の向きを合わせる材料供給機構を備えている。Fortuna GmbHから入手できる、Fortuna ES−50スカイビング装置は、スカイビング深さを微妙に調整できることから、特に布地材料の選択的除去に適しているスカイビング装置の一例である。
【0029】
本発明の衣服を製造するための好ましい方法では、通常の衣料の組立工程においてするように、保護ラミネート片をパターン化した小片へ切り抜く。その後、例えば、これから縫合するこれらの切断した小片の端部に沿ってシールする領域を特定し、それから所望の幅で複合布地材料の少なくとも一部を除去するために、これらの端部をスカイビング装置に通す。さらに、パネルの内側から布地材料の任意の領域を選択して除去することにより、ポケット、トンネル、フードなどを衣服に取り付けるための、またはそれらの代わりにパッチ、刺繍縫いのロゴやその他の特徴部を取り付けるためのシール領域を形成することができる。複合布地は本来完全に除去されている方が好ましいが、完全に除去されていなくても構わない。次のシール工程中に、残った構造の全体を容易にシールし、残存するフィラメントを封止しうるのに十分な量の複合布地が除去されていればよい。サンダー仕上げ、切削、せん段などのような、選択した領域から布地材料をスカイビングするのと代替可能な方法も、本発明の範囲内である。
【0030】
二枚またはそれ以上のラミネートパネルを縫合してシームを形成するときに、保護ラミネートパネルの上または内側のシール領域の幅は、一般的には、縫合に必要なシームの縫い代よりも広くなるように設定する。そのため、ラミネートパネルを縫合したあと、シームの縫い代に沿って両側に開放した領域が残る。耐久性のある防液性シームを形成する好ましい方法では、その後、接合したラミネートパネルにシームシールテープを取り付ける。シールテープを取り付ける前にあらかじめ、シームの縫い代に沿った両側に、開放したまたはスカイビングされた表面が少なくともいくらかの幅(例えば好ましくは2mmまたはそれ以上)になるように、シール領域(すなわちスカイビング幅)の幅、シームの縫い代の幅とシールテープの幅を設定する。シールテープの取り付けに際しては、全体のシール領域をシール接着剤で覆い、もっとも好ましくは、シール領域を超えて、残存するスカイビングされていない複合布地層の表面上に至るようにテープを若干延在させる。このように設計することは外観上もっとも好ましい。それに加えて、接着剤が布地層のスカイビングされた端部を抑え、テープが保護フィルムの表面とラミネートされた(すなわちスカイビングされていない)布地表面の両方に固着している場合には、これらのシームの耐久性が改善する。本発明における、特に好ましいシール設計の一例を挙げると、シームの縫い代を覆うシール領域の幅が約4mm、布地の上に延在するシールテープの量が約6mmである。
【0031】
スカイビング工程を行うにあたっては、シール領域の布地を可能な限り除去しておくことが好ましいが、防液性シームが形成できない程度まで、ラミネート片の上にある保護層を傷つけないように注意する。保護層の完全な状態をいたずらに損なうことなく、所望の量の布地を除去するようにスカイビング装置を調節することにより、このことは可能である。もっとも好ましい実施態様では、保護層はスカイビングによってダメージを受けていない。
【0032】
本発明の別の実施態様として、ラミネートパネルを縫合したあとにスカイビングを行うこともできる。特に、シームは二枚の保護ラミネートパネルから作ることができ、その後、シール領域の布地材料を減らすためにスカイビング工程を行うことができる。この方法を実施するときは、シームに対してダメージを与えないよう(例えば縫い糸、接着剤のビーズなど)注意しなければならない。ここでダメージを与えると、仕上がった衣料が耐久性の問題をはらむ可能性がある。
【0033】
衣料が耐久性のある防液性シームを有する場合はとりわけ、三層(またはそれ以上)のラミネートの両面に複合布地構造層をもつ保護衣料を製造できることが、非常に望まれている。例えば、本発明の一態様として、衣服の外側は織られた保護布地を含み、衣服の内側は柔らかい断熱性のフリースを含む、完全に防液性の衣服を作ることができる。その衣服は、シールの前にシーム領域のフリースをスカイビングによって除去して作られた防液性シームを有している。
【0034】
液体バリア層の両面に複合布地構造を付与して、そのバリア層を保護することによっても、リバーシブルの衣服を製造することができる。これらのリバーシブルの衣服については、使用している間に、衣服の両面がとげ、磨耗、引裂きなどの危険にさらされる可能性があるため、衣服の両面がそれらから保護されていることが望ましい。このようなリバーシブルの衣服は、これまで適用できなかった用途に、耐久性のある防液性の保護衣服を提供する機会をもたらす。例えば、デザートタンを片面、フォレストを反対面にあしらったような、二枚の異なったカモフラージュパターンは、軍用に好適に使用されると思われる。また、夜間の軍事行動のために片面に黒を、カモフラージュを反対面にすれば、特別な軍隊向けに使用されるだろう。耐久性かつ防液性の保護衣服のうち警察で使用されるものは、例えば、オレンジやその他の明るい、または反射性の色を片面に、青(またはその他の標準的な警察の制服色)を反対面にして作ることができる。狩猟用の衣服であれば、例えば水鳥や陸上の狩猟のために、それぞれ異なったパターンをとりいれることができる。これまでにここで述べたように、今日に至るまで、衣服の両面に複合布地構造を取り入れたリバーシブルの衣服は耐水性であるのみで、本当の意味で防液性のものを入手することはできなかった。
【0035】
本発明の他の実施態様として、接合されるパネルのシール領域の布地をスカイビングで除去することにより、シール面に複合布地構造を有する二層ラミネートパネルを縫合することなくシールすることが可能となる。かかる処理を経ることにより、布地自体を貫通してシールを形成することなく、二枚の保護フィルムを直接互いに接着してシールを形成できる。機械的強度を上げる目的で、シーム領域にスカイビングされていない布地の小さな領域は含まれてもよいが、防水性シールはスカイビングで露出したフィルム表面に形成されるため、スカイビングされていない布地領域をシールする必要はない。形成した防液性の接合領域にかかる応力を緩和するために、このシームの縫い代を折り重ねて接着するのが一般的である。
【発明を実施するための最良の形態】
【0036】
本発明は、複合布地構造を有する二枚またはそれ以上のラミネートパネル間に、信頼性かつ耐久性のあるシームをシールするための新しく改良された方法を提供する。本発明によれば、柔軟な防液性の保護衣料を形成することができる。本発明の改良されたシーム構造は、複合布地構造を有するラミネートから作られる従来のシームにあった、耐久性や液漏れの制約を受けない。それゆえ、本発明は、これまでの技術を用いても不可能であった、新しい種類の保護衣料を製造する可能性を提供する。
【0037】
図3は、ラミネートパネルを他のラミネートパネル(不図示)に接合するための、シール面18を有する三層布地ラミネートパネル10の横断面図を示す。ラミネートパネル10は、シール面18の複合布地層12、それからバリア層14と第二の布地層16を含んでおり、第二の布地層は、複合布地を含んでも含まなくてもよい。図4は、図3の布地ラミネートパネルを示し、複合布地層12の一部は、シール領域20が露出するようにスカイビングによって除去されている。図5の横断面図に示すように、その後、二枚またはそれ以上の布地ラミネートパネルを本発明により接合する。特にここで示す実施態様では、ラミネートパネルを接合するステッチ22と、ステッチ22及びラミネートパネル10aと10bの端部の間の縫い代を押さえる、すなわち「トップステッチする」ステッチ25によって、二枚のラミネートパネル10aと10bを縫合する。シームシールテープ24は、接合されたパネルの端部とシール領域20を被覆して接着し、さらに、シール領域20を超え複合布地層12の一部の上にかかるように延在して接着する。この構造にすることにより、シール領域20のバリア層14と、複合布地(すなわちスカイビングされていない)層12の両方に、シームテープ24がしっかりと固定された領域に、耐久性のある防液性シームを作ることができる。
【0038】
テープを用いて作られる、耐久性のある防液性シームの別の構造を図6に示す。そこではトップステッチのシームではなく、簡単なシングルステッチのシームが取り入れられている。ここでは、シームをテープでシールする工程の間、ステッチ22の先のシームの縫い代はどちらのパネル側にも倒れうるし、シームテープがシール領域のバリア層14に接着するようにシール領域20は十分に幅広くとられている。
【0039】
図7aと7bは、本発明の防液性シームを作るのに適した二層構造の、他の実施態様を示す。具体的には、図7aは、複合布地層12とバリア層14を有する、二層ラミネートパネル30を示しており、ここで、複合布地層12の一部は、シール領域20を露出させるためにスカイビングによって除去されている。図7bは、本発明における、接合された二枚のラミネートパネル30aと30bの横断面図を示す。この実施態様においては、接着剤32は二枚のパネルのシール領域20を接合し、その後シール領域は折り重ねられ、第二の接着剤34が、接合されたラミネートパネル構造の表面に折り重ねられた部分を固定する。
【0040】
図8は、多層ラミネートパネルを接合した本発明の別の実施態様をさらに示す。この例では多層ラミネートパネルは四層ラミネートである。詳しく説明すると、四層ラミネートパネル40aと40bはラミネートパネルを接合するステッチ22で縫合されており、これらの四層ラミネートパネルは、どちらも複合布地層12、バリア層14、第二の布地層16、追加の布地層42を含む。シームシールテープ24は接合された(縫合された)パネルの端部とシール領域20を被覆して接着し、さらに、シール領域20を超え複合布地層12の一部の上にかかるように延在して接着する。この構造によれば、シームテープ24が、シール領域20のバリア層14と、複合布地(すなわちスカイビングされていない)層12の両方にしっかりと固定されているところに、耐久性のある防液性シームを作ることができる。
【0041】
図9は、ジャケットの表パネル用の三層ラミネートパネル50の透視図である。ここでは、パネルの複合布地面70の端部すなわちシール領域20が、シールのためにあらかじめスカイビングされている。図10は、図9のラミネートパネル50の透視図であり、さらに内側にあるシール領域52は、防液性シームでラミネートパネル50にポケットを取り付ける向きに合わせて、大体長方形の形状にスカイビングして形成されている。
【0042】
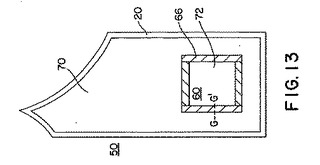
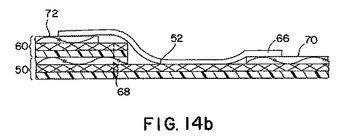
図11は、この実施態様における、ジャケットパネル50と同じ三層構造の、大体長方形のポケットの形状をしているラミネートパネル60の透視図である。シール領域62は、パネル60の外周縁部の複合布地面72をスカイビングすることにより作られている。図12は、図10のジャケットパネル50を示しており、図11のポケットパネル60が内側のシール領域52の中に向きを合わせて配置されている。図示するように、防液性を付与してポケットをジャケットに取り付ける際に、ポケットのシール領域62がジャケットの内側のシール領域52に隣接するように、ポケットパネル60は配置されている。図13は、パネル間に防液性シールを作るシームテープ66を使って、ジャケットパネル50に接合されたポケットパネル60を示す。図14aは、図13のシールされたシームのG−G’線に沿った横断面図である。この図中では、シームテープ66は、ポケットパネル60のシール領域62とジャケットパネル50のシール領域52を橋渡しながらシールしている。この実施態様において、シール領域52はポケットパネル60の下に延在する。図14bは、別の実施態様における、図13のシールされたシームのG−G’線に沿った横断面図である。この図中では、シール領域52の端部は、ポケットパネルの端部60と大体揃っている。加えて、図14bには任意のステッチ線68が図示されている。これらの代替可能な配置と構造は一例に過ぎず、他の同様な代替配置及び構造も本発明の意図する範囲にある。
【0043】
ラミネートのバリア層は、保護膜、保護フィルムまたは保護コーティングであってもよい。バリア層は、ポリエステル、ポリアミド、ポリケトン、ポリスルホン、ポリカーボネート、フッ素ポリマー、ポリアクリレート、ポリエーテルエステル共重合体、ポリエーテルアミド共重合体、ポリウレタン、ポリ塩化ビニル、ポリテトラフルオロエチレンまたはポリオレフィンを含む材料群から選ばれうるが、これらに限定されるものではない。防水通気性の用途では、第一層は延伸ポリテトラフルオロエチレン(ePTFE)で形成されていることが好ましい。延伸ポリテトラフルオロエチレンは、優れた防水性と高い通気性で知られている。また、公知の方法により、ePTFEに親水性ポリマーをコーティングしてもよい。このようなラミネートは、水蒸気透過率が一日当たり1500g/m2より大きく(一日あたり3000g/m2より大きければ格別)であり、少なくとも3分間、水の浸入圧が0.07barより大きいことが好ましい。化学薬品に対する保護用途には、W.L.Gore and Associates,Inc.(Elkton,MD)から入手できる、GORE CHEM−PAK(登録商標)の布地のような、非透過性層または選択透過性層を組み合わせたラミネートが好ましい。
【0044】
本発明の衣料のシールされる面に適したラミネート層は、前述したように、複合布地を配置した布地を含んでいる。既に述べたように、複合布地構造を有する布地は、ファイバー構造、またはフィラメント構造(モノフィラメントまたはマルチフィラメントであるかを問わない)を含む。これらの構造は、防液性シームを形成するために、液体の接着剤が保護バリア層に至って布地層のフィラメントを封止する能力を制限する、屈曲した経路を有する。ここで、複合布地構造は、例えば、織物、不織物、編物、さらにブラシ掛けされ、またはフリース状の、その他起毛された(すなわち、任意の適切に毛羽立てられた表面)形状を含みうる。
【0045】
仕上がった衣料の要求される目的に応じて、複合しているかその他の状態であるかを問わず、本発明で意図するラミネートの上または内部に、追加の布地層があってもよい。
【0046】
本発明の新規な防液性シーム形成技術には、任意の適切な従来のラミネート技術を材料のラミネートに用いることができる。一例を挙げると、接合される一つのまたはそれ以上の層に、グラビアロールで接着剤をドットパターンに塗布してもよく、その後、圧着ロールに材料を通して硬化させることによりラミネーションが行われる。
【0047】
保護衣料の製造に際しては、数片の保護ラミネートをパネルに切り抜くために型紙が使用される。これらのパネルは、ジャケットの袖や、ズボンの脚部のような特徴部を用いて、立体的な物品を形成するためにシームで接合される。状況に応じて、外観と衣料の機能性を改善するために、フードやポケットのような追加の特徴部が含まれる。二枚またはそれ以上のラミネート片が合わさるところであるシームまたは接合部が防液性を有するように、切り抜いたラミネートパネルを接合できることは、衣料が本当の意味で保護的なものとするためには非常に重要である。
【0048】
選択透過性フィルムまたは非透過性フィルムは、薬品からの保護のための化学的バリアや化学または生物兵器に対する防護に用いられるが、そのようなフィルムから作られる衣料もまた、より複合した布地を使用して防液性シームで衣料を形成することが可能となれば、その恩恵にあずかれる。これらの用途においては、使用中の穿刺や磨耗からバリア層を保護するために、三層ラミネート構造を使用することが特に望ましい。
【0049】
本発明の防液性シームの形成において、任意の適切なラミネートが使用されうることは当業者にとって明らかである。他の適切な材料、スカイビング技術やシール工程もまた、本発明の範囲内として想定されることも、当業者にとって明らかである。以下の例を参照することにより、本発明の実施態様を実施例として記載する。
【実施例】
【0050】
防液性シームのためのスーター試験
保護バリア布帛、または保護バリア布帛から作られた衣服のシームが、防水性であるかどうかを決定するために、スーター試験法を使用する。この試験法は、ISO811−1981の記載に概ね基づいている。この方法は、試験サンプルの片側に対し水圧をかけて、サンプルを透過した水を目印として反対面を観察することにより、低圧力の負荷を試験サンプルに対して与える。
【0051】
シールされたシーム試験サンプルを、固定具の中にあるゴム製のガスケットの間に締め付けてシールする。その固定具は、直径3インチ(7.62cm)のサンプルの面積に対して水を供給できるようにサンプルを固定するものである。その後、サンプルの片面に対し、1psig(0.07bar)に空気で加圧して水を供給する。ラミネート布帛を試験する場合は、正面または外側に水を供給するのが普通である。シールされたシームを試験する場合、水をサンプルの外側になる面に供給し、反対面すなわちシームの裏地層に水漏れがないか観察する。
【0052】
目視で3分間、シームの端部に水が出現する兆候(浸出や水滴の出現)があるか、サンプルの反対面を観察する。水が観察されなければ、サンプルは試験に合格して防液性であるとみなされる。
【0053】
耐久性のある防液性シームのための試験
防液性シームの耐久性を決定するためには、一般的に、ISO6330:1984 Procedure No.3Bに概要が示されている条件に従って、シームサンプルを洗濯、乾燥する。具体的には、サンプルは、4ポンド(約2kg)の洗濯物と一緒にトップローディング洗濯機に入れられる。水位は中位(18ガロン、0.0681m3相当)で、熱水(140°F、60°Cに相当)を用い、10分間に設定された温水リンスサイクルと強洗濯サイクルに洗濯機を設定し、90gのTIDE(登録商標)粉末洗濯用洗剤を用いる。その後、35から45分の乾燥時間で熱風に設定した回転式乾燥機で洗濯物を乾燥する。この洗濯/乾燥サイクルを5回繰り返す。
【0054】
その後、シームサンプルは、上述の「防液性シームのためのスーター試験」を経る。水が試験で観察されなければ、サンプルは試験に合格し、耐久性のある防液性があるとみなされる。
【0055】
実施例1:以下の手順で、防液性シームを二枚のラミネート間に形成した。
【0056】
二層の布地層に挟まれた複合バリア膜を含む、三層の布地ラミネートを形成した。複合バリア膜は、ポリウレタンで被覆された微細多孔質のポリテトラフルオロエチレン(PTFE)膜の複合材料である。水蒸気透過性で無孔質のポリウレタンコーティングをePTFEに用いた米国特許第4194041号に従い、この複合材料は作製されている。約0.4mm厚、平方メートルあたり約150gの重さのナイロン/スパンデックスの織布層に、湿気硬化性のポリウレタン接着剤を多数ドット状に配置したものを用いて、この膜の片面をラミネートした。約0.6mm厚、平方メートルあたり約170gの重さのポリエステルフリース布地に、再度湿気硬化性のポリウレタン接着剤を多数ドット状に配置したものを用い、膜の反対側もラミネートした。その後、大体約0.15m×0.6mの寸法の二枚のパネルを、この三層布地ラミネートから切り出した。
【0057】
スカイビングによりフリース材料の厚さの約0.6mmを除去して、それぞれのラミネートパネルの一辺に沿って約19mm幅のシール領域を作製した。このスカイビングは、Fortunaストーンフィードローラーと湾曲した細幅のガイド片を備えた、Fortuna ES−50スカイビング装置により行った(Fortuna GmbH、Weil der Stadt,Germany)。
【0058】
その後、1cmあたり5.1ステッチに設定されたJukiミシン(型式番号DLN−415−5、Juki株式会社、東京、日本)を用いて、パネルの端部から13mmの位置を直線に縫合することにより、それらの相当するシール領域でラミネートパネルを結合した。続いて、ラミネートパネルのシームの縫い代をパネルの端部から11mm切り取った。切り取った後に生じた2mmの縫い代の端部が、それぞれのラミネートパネルのシールしない領域の布地の端部から少なくとも4mmに位置することが確実となるように、この切り取り量は決められた。
【0059】
その後、ホットメルトのポリウレタン接着剤を有する22mm幅のシームテープ(W.L.Gore and Associates,Elkton,MDから購入できるGORE SEAM(登録商標)シームテープ)をシール領域に取り付けた。シームテープの取り付けは、ポリウレタン接着剤が溶融するのに十分な温度までシームテープを加熱し、テープとシームを一対の圧着ロールの間隙を通すことにより行った。圧着ロールの間隙を通すのは、テープが保護層の表面に確実に接着するよう、溶融した接着剤を保護層の表面に押し出すためである。テープの幅は、全体のシール領域を被覆し、それぞれのラミネートパネルのシール領域を超えて約5mm広くなるように決められた。二枚のラミネートパネル間に作製されたシームを、「防液性シームのためのスーター試験」により試験し、0.07bar/3分間の条件で合格したことに基づき防液性と決定した。その後、シームを「耐久性のある防液性シームのための試験」により試験し、洗濯/乾燥サイクルの後、サンプルは再び0.07bar/3分間の条件で合格した。追加の評価として、スーター試験装置で3psi(0.22bar)/2分間という、シームにはより過酷な条件でそのサンプルを試験したが、水漏れは観察されなかった。この試験の結果から、サンプルはより過酷な条件下で耐久性のある防液性を保持していたといえる。
【0060】
実施例2:以下の点を除き、実施例1に記載された方法と同様に、防液性シームを二枚のラミネート間に形成した。
【0061】
二層の布地層に挟まれた複合バリア膜を含む、三層の布地ラミネートを形成した。約0.3mm厚、平方メートルあたり約85gの重さのポリエステル編物布地層に、湿気硬化性のポリウレタン接着剤を多数ドット状に配置したものを用いて、この膜の片面をラミネートした。約6mm厚、平方メートルあたり約200gの重さのポリエステルフリース布地に、再度湿気硬化性のポリウレタン接着剤を多数ドット状に配置したものを用い、膜の反対側もラミネートした。
【0062】
スカイビングによりフリース材料の厚さの約6mmを除去し、それぞれのラミネートパネルの一辺に沿って約19mm幅のシール領域を作製した。
【0063】
その後、ホットメルトのポリウレタン接着剤を有する25mm幅のシームテープ(W.L.Gore and Associates,Elkton,MDから購入できるGORE SEAM(登録商標)シームテープ)を、シームテープを加熱することによりシール領域に取り付けた。テープの幅は、全体のシール領域を被覆し、それぞれのラミネートパネルのシール領域を超えて約6mm広くなるように決められた。二枚のラミネートパネル間に作製されたシームを、「防液性シームのためのスーター試験」により試験し、0.07bar/3分間の条件で合格したことに基づき防液性と決定した。
【0064】
実施例3:以下の点を除き、実施例1に記載された方法と同様に、防液性シームを二枚のラミネート間に形成した。
【0065】
ラミネートは実施例1に記載したものと同一だが、三層ラミネートのフリース側をスカイビングする代わりに、ナイロン/スパンデックス織布の厚さの約0.4mmを除去し、それぞれのラミネートパネルの一辺に沿って約19mm幅のシール領域を作製した。
【0066】
二枚のラミネートパネル間に作製されたシームを、「防液性シームのためのスーター試験」により試験し、0.07bar/3分間の条件で合格したことに基づき防液性と決定した。
【0067】
実施例4:別のラミネートパネルの防液性を損なわず、別のラミネートパネルの中心で縫合された、付属部品であるラミネートパネルを以下の方法によって形成した。ラミネートパネルは実施例1に記載したものと同一の構成で、第一のパネルが大体約0.3m×0.3mの寸法であり、第二のパネルが大体約0.1m×0.1mの二枚のラミネートパネルを使用した。
【0068】
スカイビングによりフリース材料の厚さの約0.6mmを除去し、付属部品のラミネートパネルの周縁部に沿って約8mm幅のシール領域を形成した。このスカイビングは、Fortunaストーンフィードローラーと湾曲した細幅のガイド片を備えた、Fortuna ES−50スカイビング装置により行った(Fortuna GmbH、Weil der Stadt,Germany)。スカイビングによりフリース材料の厚さの約0.6mmを除去して、主たるラミネートパネルの内側に、第二の約25mm幅のシール領域を正方形の形状に形成した。この正方形のシール領域は、ストーンフィードローラーを備えた同じFortuna装置によって形成したが、このときは、湾曲した細幅のガイド片を取り除き、スカイビングする所望の領域をカッティングブレードの上で作業台に沿って平らに伸ばして形成した。
【0069】
その後、作製されるシームがフリースのシールしない領域の端部から少なくとも4mmに位置するようにして、1cmあたり5.1ステッチで、市販のJukiミシンを用いて縫合することにより、それらの相当するシール領域でラミネートパネルを結合した。
【0070】
その後、ホットメルトのポリウレタン接着剤を有する25mm幅のシームテープ(W.L.Gore and Associates,Elkton,MDから購入できるGORE SEAM(登録商標)シームテープ)をシール領域に取り付けた。シームテープの取り付けは、シームテープを加熱し、テープとシームを一対の圧着ロールの間隙を通すことにより行った。圧着ロールの間隙を通すのは、テープが保護層の表面に確実に接着するよう、溶融した接着剤を保護層の表面に押し出すためである。テープの幅は、全体のシール領域を被覆し、それぞれのラミネートパネルのシール領域を超えて約6mm広くなるように決められた。付属部品を取り付けて作製したラミネートパネルを、「防液性シームのためのスーター試験」により試験し、0.07bar/3分間の条件で合格したことに基づき防液性と決定した。
【図面の簡単な説明】
【0071】
【図1】シームシールテープを用いてシールした、従来技術のシームのうち一例の形成工程を模式的に示したものである。
【図2】図1のB−B’線に沿った、拡大した横断面図である。
【図3】スカイビング、縫合または接合前の、三層ラミネートの横断面図である。
【図4】スカイビング後で、縫合または接合する前の、三層ラミネートの横断面図である。
【図5】スカイビング、縫合及びシームテープによってシールすることにより形成した、三層ラミネートパネル間のトップステッチによる簡単なシーム配置の横断面図である。
【図6】スカイビング、縫合及びシームテープにより形成した、三層ラミネートパネル間の簡単なシーム配置の、別の実施例の横断面図である。
【図7a】シール領域を形成するために複合布地構造をスカイビングした、二層ラミネートパネルの横断面図である。
【図7b】図7aの二枚の二層ラミネートパネル間に形成した、接着して完成したシームである。
【図8】スカイビング、縫合及びシームテープによるシールによって形成した、四層ラミネートパネル間のトップステッチによる簡単なシーム構造の横断面図である。
【図9】パネルの端面すなわちシール領域をスカイビングした、ジャケットの表パネルの形状のラミネートパネルの上面透視図である。
【図10】パネルの内側にスカイビングによって追加のシール領域を形成した、図9のパネルと同様のラミネートパネルの上面透視図である。
【図11】パネルの端面すなわちシール領域をスカイビングした、長方形のポケットの形状のラミネートパネルの上面透視図である。
【図12】図10のラミネートパネルの上面透視図であり、ポケットのシール領域とパネルの内側のシール領域が互いに隣接するようにして、ラミネートパネルの内側のシール領域の中に収まるように、図11のポケットパネルが置かれている。
【図13】ポケットをシームシールテープによってラミネートパネルにシールした、図12と組になった上面透視図である。
【図14a】別の実施例の図13のD−D’線に沿った横断面図である。
【図14b】別の実施例の図13のD−D’線に沿った横断面図である。
【特許請求の範囲】
【請求項1】
(1)少なくとも二枚のラミネートパネルであって、該ラミネートパネルの各々が、
(a)ある厚さを有する少なくとも一層の布地材料と、
(b)該布地材料に付着した少なくとも一層の防液性バリア層と、
(c)各々のラミネートパネルの少なくとも一部の上にあるシール領域であって、
該布地材料の厚さの一部を除去することにより、該シール領域の少なくとも一部の厚さが該ラミネートの残部の厚さよりも薄い、シール領域と
を含む、少なくとも二枚のラミネートパネル、及び、
(2)該少なくとも二枚のラミネートパネルの該シール領域同士を接合している少なくとも一つの防液性シーム、
を含む、シームされた物品。
【請求項2】
該少なくとも一つのシームが、
(a)該ラミネートパネルの該シール領域において縫合されたステッチ、
(b)該縫合されたステッチを被覆し、該シール領域を覆うように該ラミネートパネルに接着するシームテープ、
を含む、請求項1に記載のシームされた物品。
【請求項3】
該少なくとも一つのシームが、溶接されているシームを含む、請求項1に記載のシームされた物品。
【請求項4】
該少なくとも一つのシームが、接着されているシームを含む、請求項1に記載のシームされた物品。
【請求項5】
布地材料の該少なくとも一層が、織物、不織物及び編物からなる一群から選択される構造を有する、請求項1に記載のシームされた物品。
【請求項6】
布地材料の該少なくとも一層がさらに、ブラシ掛けされ、フリース状の、または起毛された少なくとも一種の材料を含む、請求項5に記載のシームされた物品。
【請求項7】
該防液性バリア層が、ポリエステル、ポリアミド、ポリケトン、ポリスルホン、ポリカーボネート、フッ素ポリマー、ポリアクリレート、ポリエーテルエステル共重合体、ポリエーテルアミド共重合体、ポリウレタン、ポリ塩化ビニル、ポリテトラフルオロエチレン、及びポリオレフィンからなる材料群から選択される、請求項1に記載のシームされた物品。
【請求項8】
該防液性バリア層が延伸ポリテトラフルオロエチレンを含む、請求項1に記載のシームされた物品。
【請求項9】
衣服の形態をとる、請求項1に記載のシームされた物品。
【請求項10】
ジャケットの形態をとる、請求項1に記載のシームされた物品。
【請求項11】
該物品がソフトシェル構造を含む、請求項1に記載のシームされた物品。
【請求項12】
該物品がリバーシブル衣服である、請求項1に記載のシームされた物品。
【請求項13】
該少なくとも一つの防液性シームが、耐久性のある防液性である、請求項1に記載のシームされた物品。
【請求項14】
該シームテープが、シール領域を超えて、該少なくとも二枚のラミネートパネルの一部を覆い延在し、かつ、これに接着している、請求項2に記載の物品。
【請求項15】
(1)少なくとも二枚のラミネートパネルであって、該ラミネートパネルの各々が、
(a)ある厚さを有する少なくとも一層の布地材料と、
(b)該布地材料に付着した少なくとも一層の防液性バリア層とを含むものを用意し、
(2)該布地材料の少なくとも一部をスカイビングすることにより、その厚みの少なくとも一部を除去することで、該少なくとも二枚のラミネートパネルの各々に、少なくとも一部の厚さが該ラミネートの残部の厚さよりも薄いシール領域を形成し、そして、
(3)該少なくとも二枚のラミネートパネルの該シール領域同士を、その間に少なくとも一つの防液性のシームを形成することにより接合する、
ことを含む、ラミネートパネルを接合する方法。
【請求項1】
(1)少なくとも二枚のラミネートパネルであって、該ラミネートパネルの各々が、
(a)ある厚さを有する少なくとも一層の布地材料と、
(b)該布地材料に付着した少なくとも一層の防液性バリア層と、
(c)各々のラミネートパネルの少なくとも一部の上にあるシール領域であって、
該布地材料の厚さの一部を除去することにより、該シール領域の少なくとも一部の厚さが該ラミネートの残部の厚さよりも薄い、シール領域と
を含む、少なくとも二枚のラミネートパネル、及び、
(2)該少なくとも二枚のラミネートパネルの該シール領域同士を接合している少なくとも一つの防液性シーム、
を含む、シームされた物品。
【請求項2】
該少なくとも一つのシームが、
(a)該ラミネートパネルの該シール領域において縫合されたステッチ、
(b)該縫合されたステッチを被覆し、該シール領域を覆うように該ラミネートパネルに接着するシームテープ、
を含む、請求項1に記載のシームされた物品。
【請求項3】
該少なくとも一つのシームが、溶接されているシームを含む、請求項1に記載のシームされた物品。
【請求項4】
該少なくとも一つのシームが、接着されているシームを含む、請求項1に記載のシームされた物品。
【請求項5】
布地材料の該少なくとも一層が、織物、不織物及び編物からなる一群から選択される構造を有する、請求項1に記載のシームされた物品。
【請求項6】
布地材料の該少なくとも一層がさらに、ブラシ掛けされ、フリース状の、または起毛された少なくとも一種の材料を含む、請求項5に記載のシームされた物品。
【請求項7】
該防液性バリア層が、ポリエステル、ポリアミド、ポリケトン、ポリスルホン、ポリカーボネート、フッ素ポリマー、ポリアクリレート、ポリエーテルエステル共重合体、ポリエーテルアミド共重合体、ポリウレタン、ポリ塩化ビニル、ポリテトラフルオロエチレン、及びポリオレフィンからなる材料群から選択される、請求項1に記載のシームされた物品。
【請求項8】
該防液性バリア層が延伸ポリテトラフルオロエチレンを含む、請求項1に記載のシームされた物品。
【請求項9】
衣服の形態をとる、請求項1に記載のシームされた物品。
【請求項10】
ジャケットの形態をとる、請求項1に記載のシームされた物品。
【請求項11】
該物品がソフトシェル構造を含む、請求項1に記載のシームされた物品。
【請求項12】
該物品がリバーシブル衣服である、請求項1に記載のシームされた物品。
【請求項13】
該少なくとも一つの防液性シームが、耐久性のある防液性である、請求項1に記載のシームされた物品。
【請求項14】
該シームテープが、シール領域を超えて、該少なくとも二枚のラミネートパネルの一部を覆い延在し、かつ、これに接着している、請求項2に記載の物品。
【請求項15】
(1)少なくとも二枚のラミネートパネルであって、該ラミネートパネルの各々が、
(a)ある厚さを有する少なくとも一層の布地材料と、
(b)該布地材料に付着した少なくとも一層の防液性バリア層とを含むものを用意し、
(2)該布地材料の少なくとも一部をスカイビングすることにより、その厚みの少なくとも一部を除去することで、該少なくとも二枚のラミネートパネルの各々に、少なくとも一部の厚さが該ラミネートの残部の厚さよりも薄いシール領域を形成し、そして、
(3)該少なくとも二枚のラミネートパネルの該シール領域同士を、その間に少なくとも一つの防液性のシームを形成することにより接合する、
ことを含む、ラミネートパネルを接合する方法。
【図1】

【図2】

【図3】

【図4】
【図5】

【図6】
【図7a】
【図7b】
【図8】
【図9】
【図10】
【図11】
【図12】

【図13】
【図14a】

【図14b】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7a】
【図7b】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14a】
【図14b】
【公表番号】特表2007−509245(P2007−509245A)
【公表日】平成19年4月12日(2007.4.12)
【国際特許分類】
【出願番号】特願2006−535651(P2006−535651)
【出願日】平成16年10月14日(2004.10.14)
【国際出願番号】PCT/US2004/033896
【国際公開番号】WO2005/037542
【国際公開日】平成17年4月28日(2005.4.28)
【出願人】(598123677)ゴア エンタープライズ ホールディングス,インコーポレイティド (279)
【Fターム(参考)】
【公表日】平成19年4月12日(2007.4.12)
【国際特許分類】
【出願日】平成16年10月14日(2004.10.14)
【国際出願番号】PCT/US2004/033896
【国際公開番号】WO2005/037542
【国際公開日】平成17年4月28日(2005.4.28)
【出願人】(598123677)ゴア エンタープライズ ホールディングス,インコーポレイティド (279)
【Fターム(参考)】
[ Back to top ]