
修理方法及び一体型翼車
【課題】根本部7の機械的強度を維持しつつ、摩擦接合により補修翼33の基端面を根本部7の先端面に高精度に接合させて、動翼5の修理精度を十分に向上させること。
【解決手段】結合ボルト15の締め付けによって第1サポート部材9と第2サポート部材11を一体的に結合させ、かつサブ結合ボルト29の締め付けによって第1サポート部材と第2サポート部材からあるサポートユニットUをディスク3に一体的に結合させ、基端面が根本部7の先端面よりも大きくなるように余肉33eを有した補修翼33を用い、摩擦接合により補修翼33の基端面を根本部7の先端面及びサポートユニットUの頂面に接合させること。
【解決手段】結合ボルト15の締め付けによって第1サポート部材9と第2サポート部材11を一体的に結合させ、かつサブ結合ボルト29の締め付けによって第1サポート部材と第2サポート部材からあるサポートユニットUをディスク3に一体的に結合させ、基端面が根本部7の先端面よりも大きくなるように余肉33eを有した補修翼33を用い、摩擦接合により補修翼33の基端面を根本部7の先端面及びサポートユニットUの頂面に接合させること。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一体型翼車(ブリスク)の動翼を修理する修理方法等に関する。
【背景技術】
【0002】
近年、航空機エンジンの分野においては、機械的強度及び軽量性の向上を図るために、ディスクと動翼を一体型構造にした一体型翼車(ブリスク)が圧縮機又はタービンのロータとして適用されるようになっている。それに伴い、一体型翼車の動翼の修理に関しても種々の開発がなされており、本願の出願人も一体型翼車の動翼を修理する修理方法について開発して出願し、その出願内容も公開されている(特許文献1参照)。そして、その先行技術に係る修理方法について簡単に説明すると、次のようになる。
【0003】
まず、動翼の根本部(翼根部)を残しつつ、動翼に生じた欠陥(損傷部)を除去する。そして、根本部の翼面形状に対応する支持面を有した複数のサポート部材を用い、ティグ溶接等により複数のサポート部材同士を一体的に結合させると共に、ティグ溶接等により複数のサポート部材からなるサポートユニットを一体型翼車のディスクに一体的に結合させる。これにより、複数のサポート部材の支持面により根本部を包囲した状態で支持することができる。
【0004】
続いて、基端面が根本部の先端面と同じ大きさの補修翼を用い、根本部の先端面及びサポートユニットの頂面を同一面(同一平面)上に位置させた状態で、摩擦接合により補修翼の基端面を根本部の先端面に接合させる。これにより、補修翼と根本部とサポートユニットとからなる接合体を形成することができる。
【0005】
最後に、機械加工によって接合体からポートユニットを除去して、接合体を動翼の元の形状に仕上げる。これにより、一体型翼車を元の状態に復元することができる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−39746号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、摩擦接合により補修翼の基端面を根本部の先端面に高精度に接合させて、動翼の修理精度の向上を図るには、ティグ溶接等による溶接部(溶接領域)を十分に確保して、摩擦接合中において、複数のサポート部材の支持面より根本部の翼面を強固に支持する必要がある。一方、ティグ溶接等による溶接部を大きくすると、溶接時における熱伝導によって根本部の金属組織が変化して、根本部の機械的強度の低下を招くおそれがある。つまり、根本部の機械的強度を維持しつつ、摩擦接合により補修翼の基端面を根本部の先端面に高精度に接合させて、動翼の修理精度を向上させることは容易でないという問題がある。
【0008】
なお、前述の問題は、一体型翼車の動翼の修理だけでなく、一体型翼車の動翼を含む、金属部品における部品ベースから突出した突出部材の修理についても生じるものである。
【0009】
そこで、本発明は、前述の問題を解決することができる、新規な構成の修理方法等を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の第1の特徴(本願の請求項1又は請求項2に係る発明の特徴)は、一体型翼車(金属部品の1つ)の動翼を修理する修理方法において、前記動翼の根本部(翼根部)を残しつつ、前記動翼に生じた欠陥(損傷部)を除去する欠陥除去工程(損傷部除去工程)と、前記欠陥除去工程の終了後に、前記根本部の翼面形状(側面形状の1つ)に対応する支持面を有した複数のサポート部材を用い、結合ネジの締め付けによって複数の前記サポート部材同士を一体的に結合させ、かつサブ結合ネジの締め付けによって複数の前記サポート部材からなるサポートユニットを前記一体型翼車のディスクに一体的に結合させることにより、複数の前記サポート部材の前記支持面により前記根本部の翼面を包囲した状態で支持するサポート工程と、前記サポート工程の終了後に、基端面が前記根本部の先端面よりも大きくなるように余肉(余肉部)を有した補修翼(補修部品の1つ)を用い、前記根本部の先端面及び前記サポートユニットの頂面を同一面上に位置させた状態で、摩擦接合により前記補修翼の基端面を前記根本部の先端面及び前記サポートユニットの頂面に接合させることにより、前記補修翼と前記根本部と前記サポートユニットとからなる接合体を形成する摩擦接合工程と、前記摩擦接合工程の終了後に、前記接合体から前記サポートユニット及び前記補修翼の前記余肉を除去して、前記接合体を前記動翼の元の形状に仕上げることにより、前記一体型翼車を元の状態に復元する仕上げ工程と、を具備したことを要旨とする。
【0011】
第1の特徴によると、基端面が前記根本部の先端面よりも大きくなるように前記余肉を有した前記補修翼を用い、摩擦接合により前記補修翼の基端面を前記根本部の先端面だけでなく、前記サポートユニットの頂面に接合させているため、摩擦接合中において、前記補修翼の基端面と前記ディスクの外周面との協働により前記根本部だけでなく、前記サポートユニット(複数の前記サポート部材)を挟持することになる。これにより、ティグ溶接等の溶接法によることなく、前記結合ネジ及び前記サブ結合ネジを締め付けるだけで、摩擦接合中(摩擦接合工程中)において、複数の前記サポート部材の支持面より前記根本部の翼面を強固に支持することができる。
【0012】
本発明の第2の特徴(本願の請求項3に係る発明の特徴)は、航空機エンジンに用いられ、ディスクと、前記ディスクの外周面に等間隔に一体形成された複数の動翼とを備えた一体型翼車(ブリスク)において、少なくともいずれかの前記動翼は、第1の特徴からなる修理方法に基づいて修理されたものであることを要旨とする。
【0013】
本発明の第3の特徴(本願の請求項4又は請求項5に係る発明の特徴)は、金属部品における部品ベースから突出した突出部材を修理する修理方法において、前記突出部材の根本部を残しつつ、前記突出部材に生じた欠陥(損傷部)を除去する欠陥除去工程(損傷部除去工程)と、前記欠陥除去工程の終了後に、前記根本部の側面形状に対応する支持面を有した複数のサポート部材を用い、結合ネジの締め付けによって複数の前記サポート部材同士を一体的に結合させ、かつサブ結合ネジの締め付けによって複数の前記サポート部材からなるサポートユニットを前記部品ベースに一体的に結合させることにより、複数の前記サポート部材の前記支持面により前記根本部の側面を包囲した状態で支持するサポート工程と、前記サポート工程の終了後に、基端面が前記根本部の先端面よりも大きくなるように余肉(余肉部)を有した補修部品を用い、前記根本部の先端面及び前記サポートユニットの頂面を同一面上に位置させた状態で、摩擦接合により前記補修部品の基端面を前記根本部の先端面及び前記サポートユニットの頂面に接合させることにより、前記補修部品と前記根本部と前記サポートユニットとからなる接合体を形成する摩擦接合工程と、前記摩擦接合工程の終了後に、前記接合体から前記サポートユニット及び前記補修部品の前記余肉を除去して、前記接合体を前記突出部材の元の形状に仕上げることにより、前記金属部品を元の状態に復元する仕上げ工程と、を具備したことを要旨とする。
【0014】
なお、「金属部品」とは、一体型翼車を含む意であって、「ベース部品」とは、一体型翼車のディスクを含む意であって、「突出部材」とは、一体型翼車の動翼の含む意である。
【0015】
第3の特徴によると、基端面が前記根本部の先端面よりも大きくなるように前記余肉を有した前記補修部品を用い、摩擦接合により前記補修部品の基端面を前記根本部の先端面だけでなく、前記サポートユニットの頂面に接合させているため、摩擦接合中に、前記補修部品の基端面と前記ディスクの外周面との協働により前記根本部だけでなく、前記サポートユニット(複数の前記サポート部材)を挟持することになる。これにより、ティグ溶接等の溶接法によることなく、前記結合ネジ及び前記サブ結合ネジを締め付けるだけで、摩擦接合中(摩擦接合工程中)において、複数の前記サポート部材の支持面より前記根本部の側面を強固に支持することができる。
【発明の効果】
【0016】
本願の請求項1から請求項3のうちのいずれかの請求項に記載の発明によれば、ティグ溶接等の溶接法によることなく、前記結合ネジ及び前記サブ結合ネジを締め付けるだけで、摩擦接合中において、複数の前記サポート部材の支持面より前記根本部の翼面を強固に支持することができるため、前記根本部の機械的強度を維持しつつ、摩擦接合により前記補修翼の基端面を前記根本部の先端面に高精度に接合させて、前記動翼の修理精度を十分に向上させることができる。
【0017】
本願の請求項4又は請求項5に記載の発明によれば、ティグ溶接等の溶接法によることなく、前記結合ネジ及び前記サブ結合ネジを締め付けるだけで、摩擦接合中において、複数の前記サポート部材の支持面より前記根本部の側面を強固に支持することができるため、前記根本部の機械的強度を維持しつつ、摩擦接合により前記補修部品の基端面を前記根本部の先端面に高精度に接合させて、前記突出部材の修理精度を十分に向上させることができる。
【図面の簡単な説明】
【0018】
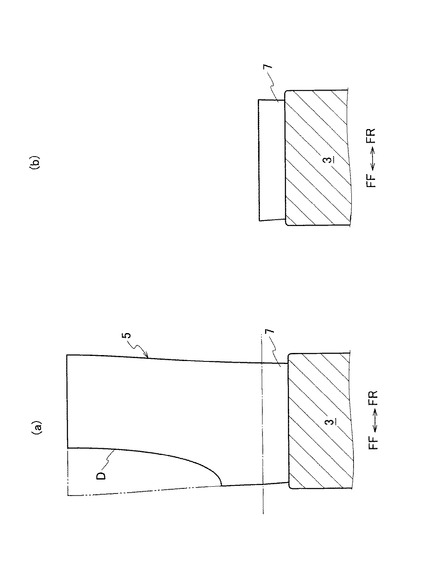
【図1】図1(a)は、本発明の実施形態に係る修理方法に基づいて修理される前の動翼を示す模式的な図、図1(b)は、本発明の実施形態に係る修理方法における欠陥除去工程を説明する模式的な図である。
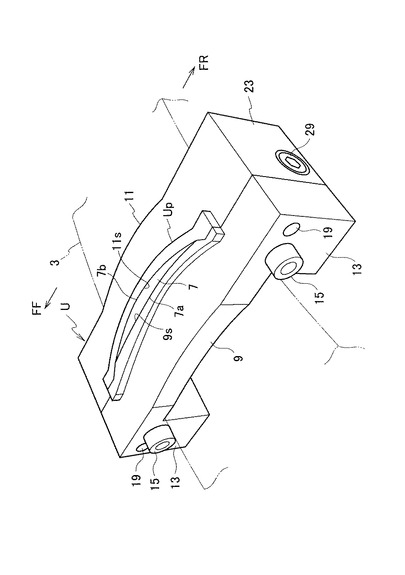
【図2】図2は、本発明の実施形態に係る修理方法におけるサポート工程を説明する斜視図である。
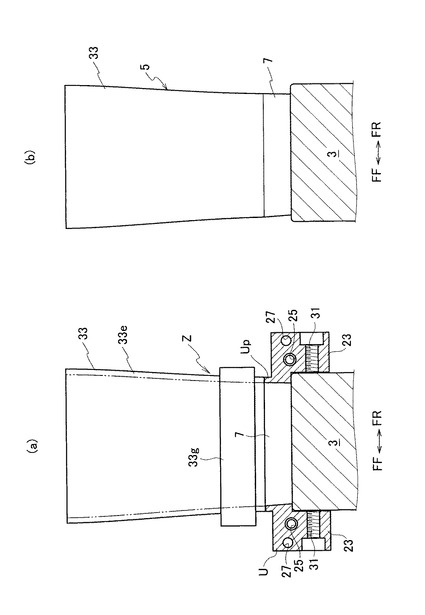
【図3】図3(a)は、本発明の実施形態に係る修理方法におけるサポート工程を説明する模式的な図、図3(b)は、本発明の実施形態に係る修理方法における摩擦接合工程を示す模式的な図である。
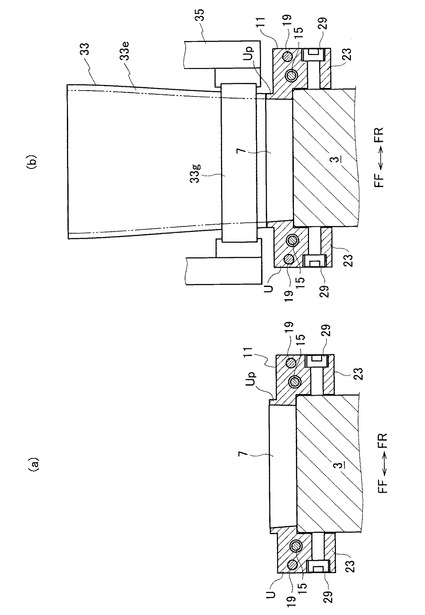
【図4】図4(a)は、本発明の実施形態に係る修理方法における摩擦接合工程を説明する模式的な図、図4(b)は、本発明の実施形態に係る修理方法における仕上げ工程を説明する模式的な図である。
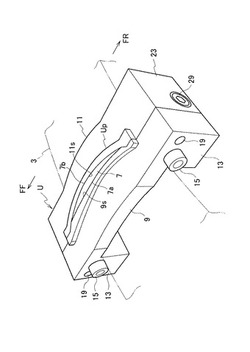
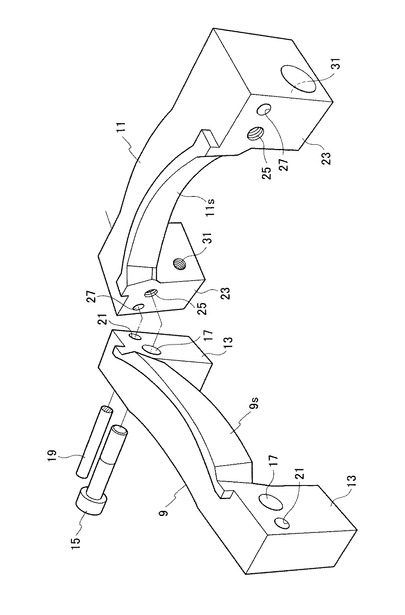
【図5】図5は、本発明の実施形態に係る修理方法に用いられる第1サポート部材と第2サポート部材の斜視図である。
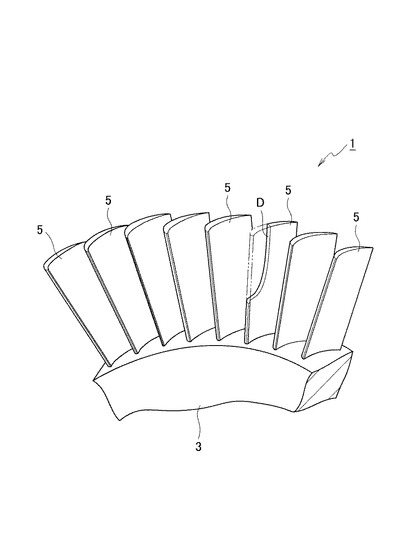
【図6】図6は、本発明の実施形態に係る修理方法の修理対象である一体型翼車の部分斜視図である。
【発明を実施するための形態】
【0019】
以下、図1から図6を参照して、本発明の実施形態に係る修理方法の修理対象である一体型翼車、本発明の実施形態に係る修理方法に用いられる第1サポート部材と第2サポート部材、本発明の実施形態に係る修理方法の具体的な内容等について順次説明する。なお、図面中、「FF」は、前方向を、「FR」は、後方向をそれぞれ指してある。
【0020】
図6に示すように、本発明の実施形態に係る修理方法の修理対象である一体型翼車(ブリスク)1は、航空機エンジンの圧縮機又はタービンに用いられるものであって、ニッケル合金又はチタン合金により構成されている。また、一体型翼車1は、円形状のディスク3と、ディスク3の外周面に間隔を置いて一体形成された複数枚の動翼5とからなっている。ここで、各動翼5は、基端側に、根本部(翼根部)7を有している。
【0021】
続いて、図5を参照して、第1サポート部材9と第2サポート部材11の具体的な構成について説明する。
【0022】
図5に示すように、第1サポート部材9は、ステンレス鋼により構成されてあって、根本部7の腹側翼面7aを支持する第1支持面9sを有している。また、第1サポート部材9の両端側には、ディスク3の周縁(前側周縁又は後側周縁)に当接可能な第1突出片13がそれぞれ形成されている。そして、第1サポート部材9の両端部には、結合ボルト(結合ネジの一例)15を挿通可能な挿通穴(ボルト穴)17がそれぞれ形成されており、第1サポート部材9における各挿通穴17に隣接した位置には、位置決めピン19を係合可能なピン穴21が形成されている。
【0023】
第2サポート部材11は、ステンレス鋼により構成されてあって、根本部7の背側翼面7bを支持する第2支持面11sを有している。また、第2サポート部材11の両端側には、ディスク3の周縁(前側周縁又は後側周縁)に当接可能な第2突出片23がそれぞれ形成されている。そして、第2サポート部材11の両端部には、第1サポート部材9の挿通穴17に整合可能かつ結合ボルト15と螺合可能なネジ穴25がそれぞれ形成されており、第2サポート部材11における各ネジ穴25に隣接する位置には、第1サポート部材9のピン穴21に整合可能かつ位置決めピン19を係合可能なピン穴27が形成されている。更に、各第2突出片23には、サブ結合ボルト(サブ結合ネジの一例)29と螺合可能なネジ穴31がそれぞれ形成されている(図2参照)。
【0024】
続いて、図1から図4を参照して、本発明の実施形態に係る修理方法の具体的な内容について説明する。
【0025】
本発明の実施形態に係る修理方法は、一体型翼車1の動翼5を修理する修理方法であって、欠陥除去工程(損傷部除去工程)、サポート工程、摩擦接合工程、及び仕上げ工程を具備している。そして、各工程の具体的な内容は、次のようになる。
【0026】
(i)欠陥除去工程
図1(a)(b)に示すように、動翼5の根本部(翼根部)7を残しつつ、動翼5に生じた欠陥(損傷部)Dを機械加工によって除去する。なお、残した根本部7は、ディスク3の外周面から所定の長さになっている。
【0027】
(ii)サポート工程
欠陥除去工程の終了後に、図2及び図3(a)に示すように、一方の第1突出片13をディスク3の前側周縁に当接させ、かつ他方の第1突出片13をディスク3の後側周縁に当接させるように、第1サポート部材9をディスク3にセットする。また、一方の第2突出片23をディスク3の前側周縁に当接させ、かつ他方の第2突出片23をディスク3の後側周縁に当接させるように、第2サポート部材11をディスク3にセットする。次に、一対の位置決めピン19を対応関係にある第1サポート部材9のピン穴21及び第2サポート部材11のピン穴27に係合させる。そして、一対の結合ボルト15を対応関係にある第1サポート部材9の挿通穴17にそれぞれ挿通させた状態で、一対の結合ボルト15を対応関係にある第2サポート部材11のネジ穴25にそれぞれ螺合させて締め付けることにより、第1サポート部材9と第2サポート部材11を一体的に結合させる。更に、一対のサブ結合ボルト29を対応関係にある第2サポート部材11のネジ穴31にそれぞれ螺合させて締め付けることにより、一対のサブ結合ボルト29の先端部によってディスク3の周縁を前後から押圧(挟持)して、第1サポート部材9と第2サポート部材11からあるサポートユニットUをディスク3に一体的に結合させる。これにより、第1サポート部材9の第1支持面9s及び第2サポート部材11の第2支持面11sにより根本部7の翼面(腹側翼面7a及び背側翼面7b)を包囲した状態で支持することができる。
【0028】
ここで、サポートユニットUの頂面側には、根本部7の翼面7a,7bの先端側周縁を包囲する突出部Upが形成されている。
【0029】
(iii)摩擦接合工程
サポート工程の終了後に、図3(b)に示すように、ディスク3を摩擦接合装置(大部分図示省略)にセットする。また、基端面が根本部7の先端面よりも大きくなるように余肉33eを有しかつ外周面に被保持部33gが形成された補修翼33を用い、摩擦接合装置のホルダ35によって補修翼33の被保持部33gを保持することにより、補修翼33を摩擦接合装置にセットする。ここで、補修翼33は、ニッケル合金又はチタン合金により構成されており、補修翼33の基端面の輪郭(輪郭形状)は、サポートユニットUの突出部Upの先端面の輪郭と同じになっている。
【0030】
そして、補修翼33の基端面を根本部7の先端面及びサポートユニットUの頂面に押付けながら、補修翼33を同一面(同一平面)内において往復摺動させることにより、根本部7の先端面及びサポートユニットUの頂面を同一面上に位置させた状態で、摩擦接合(具体的には、線形摩擦接合)により補修翼33の基端面を根本部7の先端面及びサポートユニットUの頂面に接合させる。これにより、補修翼33と根本部7とサポートユニットUとからなる接合体Zを形成することができる。
【0031】
(iv)仕上げ工程
摩擦接合工程の終了後に、図4(a)に示すように、一対の位置決めピン15を対応関係にある第1サポート部材9のピン穴21及び第2サポート部材11のピン穴27からそれぞれ離脱させる。また、一対の結合ボルト15を緩めて、対応関係にある第2サポート部材11のネジ穴25からそれぞれ離脱させると共に、一対のサブ結合ボルト29を緩めて、対応関係にある第2サポート部材11のネジ穴31からそれぞれ離脱させる。そして、機械加工によって接合体ZからサポートユニットU及び補修翼33の余肉33eを除去して、接合体Zを動翼5の元の形状に仕上げる。これにより、一体型翼車1を元の状態に復元することができる。
【0032】
なお、補修翼33の基端面とサポートユニットUの頂面との接合部を機械加工によって除去するだけで、サポートユニットUを接合体Zから除去することができるようになっている。
【0033】
以上により、本発明の実施形態に係る修理方法の一連の工程が終了する。
【0034】
続いて、本発明の実施形態の作用及び効果について説明する。
【0035】
基端面が根本部7の先端面よりも大きくなるように余肉33eを有した補修翼33を用い、摩擦接合により補修翼33の基端面を根本部7の先端面だけでなく、サポートユニットUの頂面に接合させているため、摩擦接合中において、補修翼33の基端面とディスク3の外周面との協働により根本部7だけでなく、サポートユニットU(第1サポート部材9と第2サポート部材11)を挟持することができる。これにより、ティグ溶接等の溶接法によることなく、結合ボルト15及びサブ結合ボルト29を締め付けるだけで、摩擦接合中(摩擦接合工程中)において、第1サポート部材9の第1支持面9s及び第2サポート部材11の第2支持面11sより根本部7の翼面7a,7bを強固に支持することができる。
【0036】
従って、本発明の実施形態によれば、根本部7の機械的強度を維持しつつ、摩擦接合により補修翼33の基端面を根本部7の先端面に高精度に接合させて、動翼5の修理精度を十分に向上させることができる。
【0037】
なお、本発明は、前述の実施形態の説明に限られるものではなく、本発明の実施形態に係る修理方法を一体型翼車1の動翼5以外の金属部品の突出部材の修理に適用する等、その他、種々の態様で実施可能である。また、本発明に包含される権利範囲は、本願発明の実施形態に係る修理方法に基づいて修理された動翼5を備えた一体型翼車1(換言すれば、復元された一体型翼車1)に及ぶ等、これらの実施形態に限定されないものである。
【符号の説明】
【0038】
1 一体型翼車
3 ディスク
5 動翼
D 欠陥
7 根本部
7a 翼根部の腹側翼面
7b 翼根部の背側翼面
9 第1サポート部材
9s 第1支持面
11 第2サポート部材
11s 第2支持面
13 第1突出片
15 結合ボルト
17 挿通穴
19 位置決めピン
21 ピン穴
23 第2突出片
25 ネジ穴
27 ピン穴
29 サブ結合ボルト
31 ネジ穴
U サポートユニット
Up サポートユニットの突出部
Z 接合体
33 補修翼
33e 補修翼の余肉
33g 補修翼の被保持部
35 摩擦接合装置のホルダ
【技術分野】
【0001】
本発明は、一体型翼車(ブリスク)の動翼を修理する修理方法等に関する。
【背景技術】
【0002】
近年、航空機エンジンの分野においては、機械的強度及び軽量性の向上を図るために、ディスクと動翼を一体型構造にした一体型翼車(ブリスク)が圧縮機又はタービンのロータとして適用されるようになっている。それに伴い、一体型翼車の動翼の修理に関しても種々の開発がなされており、本願の出願人も一体型翼車の動翼を修理する修理方法について開発して出願し、その出願内容も公開されている(特許文献1参照)。そして、その先行技術に係る修理方法について簡単に説明すると、次のようになる。
【0003】
まず、動翼の根本部(翼根部)を残しつつ、動翼に生じた欠陥(損傷部)を除去する。そして、根本部の翼面形状に対応する支持面を有した複数のサポート部材を用い、ティグ溶接等により複数のサポート部材同士を一体的に結合させると共に、ティグ溶接等により複数のサポート部材からなるサポートユニットを一体型翼車のディスクに一体的に結合させる。これにより、複数のサポート部材の支持面により根本部を包囲した状態で支持することができる。
【0004】
続いて、基端面が根本部の先端面と同じ大きさの補修翼を用い、根本部の先端面及びサポートユニットの頂面を同一面(同一平面)上に位置させた状態で、摩擦接合により補修翼の基端面を根本部の先端面に接合させる。これにより、補修翼と根本部とサポートユニットとからなる接合体を形成することができる。
【0005】
最後に、機械加工によって接合体からポートユニットを除去して、接合体を動翼の元の形状に仕上げる。これにより、一体型翼車を元の状態に復元することができる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−39746号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、摩擦接合により補修翼の基端面を根本部の先端面に高精度に接合させて、動翼の修理精度の向上を図るには、ティグ溶接等による溶接部(溶接領域)を十分に確保して、摩擦接合中において、複数のサポート部材の支持面より根本部の翼面を強固に支持する必要がある。一方、ティグ溶接等による溶接部を大きくすると、溶接時における熱伝導によって根本部の金属組織が変化して、根本部の機械的強度の低下を招くおそれがある。つまり、根本部の機械的強度を維持しつつ、摩擦接合により補修翼の基端面を根本部の先端面に高精度に接合させて、動翼の修理精度を向上させることは容易でないという問題がある。
【0008】
なお、前述の問題は、一体型翼車の動翼の修理だけでなく、一体型翼車の動翼を含む、金属部品における部品ベースから突出した突出部材の修理についても生じるものである。
【0009】
そこで、本発明は、前述の問題を解決することができる、新規な構成の修理方法等を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の第1の特徴(本願の請求項1又は請求項2に係る発明の特徴)は、一体型翼車(金属部品の1つ)の動翼を修理する修理方法において、前記動翼の根本部(翼根部)を残しつつ、前記動翼に生じた欠陥(損傷部)を除去する欠陥除去工程(損傷部除去工程)と、前記欠陥除去工程の終了後に、前記根本部の翼面形状(側面形状の1つ)に対応する支持面を有した複数のサポート部材を用い、結合ネジの締め付けによって複数の前記サポート部材同士を一体的に結合させ、かつサブ結合ネジの締め付けによって複数の前記サポート部材からなるサポートユニットを前記一体型翼車のディスクに一体的に結合させることにより、複数の前記サポート部材の前記支持面により前記根本部の翼面を包囲した状態で支持するサポート工程と、前記サポート工程の終了後に、基端面が前記根本部の先端面よりも大きくなるように余肉(余肉部)を有した補修翼(補修部品の1つ)を用い、前記根本部の先端面及び前記サポートユニットの頂面を同一面上に位置させた状態で、摩擦接合により前記補修翼の基端面を前記根本部の先端面及び前記サポートユニットの頂面に接合させることにより、前記補修翼と前記根本部と前記サポートユニットとからなる接合体を形成する摩擦接合工程と、前記摩擦接合工程の終了後に、前記接合体から前記サポートユニット及び前記補修翼の前記余肉を除去して、前記接合体を前記動翼の元の形状に仕上げることにより、前記一体型翼車を元の状態に復元する仕上げ工程と、を具備したことを要旨とする。
【0011】
第1の特徴によると、基端面が前記根本部の先端面よりも大きくなるように前記余肉を有した前記補修翼を用い、摩擦接合により前記補修翼の基端面を前記根本部の先端面だけでなく、前記サポートユニットの頂面に接合させているため、摩擦接合中において、前記補修翼の基端面と前記ディスクの外周面との協働により前記根本部だけでなく、前記サポートユニット(複数の前記サポート部材)を挟持することになる。これにより、ティグ溶接等の溶接法によることなく、前記結合ネジ及び前記サブ結合ネジを締め付けるだけで、摩擦接合中(摩擦接合工程中)において、複数の前記サポート部材の支持面より前記根本部の翼面を強固に支持することができる。
【0012】
本発明の第2の特徴(本願の請求項3に係る発明の特徴)は、航空機エンジンに用いられ、ディスクと、前記ディスクの外周面に等間隔に一体形成された複数の動翼とを備えた一体型翼車(ブリスク)において、少なくともいずれかの前記動翼は、第1の特徴からなる修理方法に基づいて修理されたものであることを要旨とする。
【0013】
本発明の第3の特徴(本願の請求項4又は請求項5に係る発明の特徴)は、金属部品における部品ベースから突出した突出部材を修理する修理方法において、前記突出部材の根本部を残しつつ、前記突出部材に生じた欠陥(損傷部)を除去する欠陥除去工程(損傷部除去工程)と、前記欠陥除去工程の終了後に、前記根本部の側面形状に対応する支持面を有した複数のサポート部材を用い、結合ネジの締め付けによって複数の前記サポート部材同士を一体的に結合させ、かつサブ結合ネジの締め付けによって複数の前記サポート部材からなるサポートユニットを前記部品ベースに一体的に結合させることにより、複数の前記サポート部材の前記支持面により前記根本部の側面を包囲した状態で支持するサポート工程と、前記サポート工程の終了後に、基端面が前記根本部の先端面よりも大きくなるように余肉(余肉部)を有した補修部品を用い、前記根本部の先端面及び前記サポートユニットの頂面を同一面上に位置させた状態で、摩擦接合により前記補修部品の基端面を前記根本部の先端面及び前記サポートユニットの頂面に接合させることにより、前記補修部品と前記根本部と前記サポートユニットとからなる接合体を形成する摩擦接合工程と、前記摩擦接合工程の終了後に、前記接合体から前記サポートユニット及び前記補修部品の前記余肉を除去して、前記接合体を前記突出部材の元の形状に仕上げることにより、前記金属部品を元の状態に復元する仕上げ工程と、を具備したことを要旨とする。
【0014】
なお、「金属部品」とは、一体型翼車を含む意であって、「ベース部品」とは、一体型翼車のディスクを含む意であって、「突出部材」とは、一体型翼車の動翼の含む意である。
【0015】
第3の特徴によると、基端面が前記根本部の先端面よりも大きくなるように前記余肉を有した前記補修部品を用い、摩擦接合により前記補修部品の基端面を前記根本部の先端面だけでなく、前記サポートユニットの頂面に接合させているため、摩擦接合中に、前記補修部品の基端面と前記ディスクの外周面との協働により前記根本部だけでなく、前記サポートユニット(複数の前記サポート部材)を挟持することになる。これにより、ティグ溶接等の溶接法によることなく、前記結合ネジ及び前記サブ結合ネジを締め付けるだけで、摩擦接合中(摩擦接合工程中)において、複数の前記サポート部材の支持面より前記根本部の側面を強固に支持することができる。
【発明の効果】
【0016】
本願の請求項1から請求項3のうちのいずれかの請求項に記載の発明によれば、ティグ溶接等の溶接法によることなく、前記結合ネジ及び前記サブ結合ネジを締め付けるだけで、摩擦接合中において、複数の前記サポート部材の支持面より前記根本部の翼面を強固に支持することができるため、前記根本部の機械的強度を維持しつつ、摩擦接合により前記補修翼の基端面を前記根本部の先端面に高精度に接合させて、前記動翼の修理精度を十分に向上させることができる。
【0017】
本願の請求項4又は請求項5に記載の発明によれば、ティグ溶接等の溶接法によることなく、前記結合ネジ及び前記サブ結合ネジを締め付けるだけで、摩擦接合中において、複数の前記サポート部材の支持面より前記根本部の側面を強固に支持することができるため、前記根本部の機械的強度を維持しつつ、摩擦接合により前記補修部品の基端面を前記根本部の先端面に高精度に接合させて、前記突出部材の修理精度を十分に向上させることができる。
【図面の簡単な説明】
【0018】
【図1】図1(a)は、本発明の実施形態に係る修理方法に基づいて修理される前の動翼を示す模式的な図、図1(b)は、本発明の実施形態に係る修理方法における欠陥除去工程を説明する模式的な図である。
【図2】図2は、本発明の実施形態に係る修理方法におけるサポート工程を説明する斜視図である。
【図3】図3(a)は、本発明の実施形態に係る修理方法におけるサポート工程を説明する模式的な図、図3(b)は、本発明の実施形態に係る修理方法における摩擦接合工程を示す模式的な図である。
【図4】図4(a)は、本発明の実施形態に係る修理方法における摩擦接合工程を説明する模式的な図、図4(b)は、本発明の実施形態に係る修理方法における仕上げ工程を説明する模式的な図である。
【図5】図5は、本発明の実施形態に係る修理方法に用いられる第1サポート部材と第2サポート部材の斜視図である。
【図6】図6は、本発明の実施形態に係る修理方法の修理対象である一体型翼車の部分斜視図である。
【発明を実施するための形態】
【0019】
以下、図1から図6を参照して、本発明の実施形態に係る修理方法の修理対象である一体型翼車、本発明の実施形態に係る修理方法に用いられる第1サポート部材と第2サポート部材、本発明の実施形態に係る修理方法の具体的な内容等について順次説明する。なお、図面中、「FF」は、前方向を、「FR」は、後方向をそれぞれ指してある。
【0020】
図6に示すように、本発明の実施形態に係る修理方法の修理対象である一体型翼車(ブリスク)1は、航空機エンジンの圧縮機又はタービンに用いられるものであって、ニッケル合金又はチタン合金により構成されている。また、一体型翼車1は、円形状のディスク3と、ディスク3の外周面に間隔を置いて一体形成された複数枚の動翼5とからなっている。ここで、各動翼5は、基端側に、根本部(翼根部)7を有している。
【0021】
続いて、図5を参照して、第1サポート部材9と第2サポート部材11の具体的な構成について説明する。
【0022】
図5に示すように、第1サポート部材9は、ステンレス鋼により構成されてあって、根本部7の腹側翼面7aを支持する第1支持面9sを有している。また、第1サポート部材9の両端側には、ディスク3の周縁(前側周縁又は後側周縁)に当接可能な第1突出片13がそれぞれ形成されている。そして、第1サポート部材9の両端部には、結合ボルト(結合ネジの一例)15を挿通可能な挿通穴(ボルト穴)17がそれぞれ形成されており、第1サポート部材9における各挿通穴17に隣接した位置には、位置決めピン19を係合可能なピン穴21が形成されている。
【0023】
第2サポート部材11は、ステンレス鋼により構成されてあって、根本部7の背側翼面7bを支持する第2支持面11sを有している。また、第2サポート部材11の両端側には、ディスク3の周縁(前側周縁又は後側周縁)に当接可能な第2突出片23がそれぞれ形成されている。そして、第2サポート部材11の両端部には、第1サポート部材9の挿通穴17に整合可能かつ結合ボルト15と螺合可能なネジ穴25がそれぞれ形成されており、第2サポート部材11における各ネジ穴25に隣接する位置には、第1サポート部材9のピン穴21に整合可能かつ位置決めピン19を係合可能なピン穴27が形成されている。更に、各第2突出片23には、サブ結合ボルト(サブ結合ネジの一例)29と螺合可能なネジ穴31がそれぞれ形成されている(図2参照)。
【0024】
続いて、図1から図4を参照して、本発明の実施形態に係る修理方法の具体的な内容について説明する。
【0025】
本発明の実施形態に係る修理方法は、一体型翼車1の動翼5を修理する修理方法であって、欠陥除去工程(損傷部除去工程)、サポート工程、摩擦接合工程、及び仕上げ工程を具備している。そして、各工程の具体的な内容は、次のようになる。
【0026】
(i)欠陥除去工程
図1(a)(b)に示すように、動翼5の根本部(翼根部)7を残しつつ、動翼5に生じた欠陥(損傷部)Dを機械加工によって除去する。なお、残した根本部7は、ディスク3の外周面から所定の長さになっている。
【0027】
(ii)サポート工程
欠陥除去工程の終了後に、図2及び図3(a)に示すように、一方の第1突出片13をディスク3の前側周縁に当接させ、かつ他方の第1突出片13をディスク3の後側周縁に当接させるように、第1サポート部材9をディスク3にセットする。また、一方の第2突出片23をディスク3の前側周縁に当接させ、かつ他方の第2突出片23をディスク3の後側周縁に当接させるように、第2サポート部材11をディスク3にセットする。次に、一対の位置決めピン19を対応関係にある第1サポート部材9のピン穴21及び第2サポート部材11のピン穴27に係合させる。そして、一対の結合ボルト15を対応関係にある第1サポート部材9の挿通穴17にそれぞれ挿通させた状態で、一対の結合ボルト15を対応関係にある第2サポート部材11のネジ穴25にそれぞれ螺合させて締め付けることにより、第1サポート部材9と第2サポート部材11を一体的に結合させる。更に、一対のサブ結合ボルト29を対応関係にある第2サポート部材11のネジ穴31にそれぞれ螺合させて締め付けることにより、一対のサブ結合ボルト29の先端部によってディスク3の周縁を前後から押圧(挟持)して、第1サポート部材9と第2サポート部材11からあるサポートユニットUをディスク3に一体的に結合させる。これにより、第1サポート部材9の第1支持面9s及び第2サポート部材11の第2支持面11sにより根本部7の翼面(腹側翼面7a及び背側翼面7b)を包囲した状態で支持することができる。
【0028】
ここで、サポートユニットUの頂面側には、根本部7の翼面7a,7bの先端側周縁を包囲する突出部Upが形成されている。
【0029】
(iii)摩擦接合工程
サポート工程の終了後に、図3(b)に示すように、ディスク3を摩擦接合装置(大部分図示省略)にセットする。また、基端面が根本部7の先端面よりも大きくなるように余肉33eを有しかつ外周面に被保持部33gが形成された補修翼33を用い、摩擦接合装置のホルダ35によって補修翼33の被保持部33gを保持することにより、補修翼33を摩擦接合装置にセットする。ここで、補修翼33は、ニッケル合金又はチタン合金により構成されており、補修翼33の基端面の輪郭(輪郭形状)は、サポートユニットUの突出部Upの先端面の輪郭と同じになっている。
【0030】
そして、補修翼33の基端面を根本部7の先端面及びサポートユニットUの頂面に押付けながら、補修翼33を同一面(同一平面)内において往復摺動させることにより、根本部7の先端面及びサポートユニットUの頂面を同一面上に位置させた状態で、摩擦接合(具体的には、線形摩擦接合)により補修翼33の基端面を根本部7の先端面及びサポートユニットUの頂面に接合させる。これにより、補修翼33と根本部7とサポートユニットUとからなる接合体Zを形成することができる。
【0031】
(iv)仕上げ工程
摩擦接合工程の終了後に、図4(a)に示すように、一対の位置決めピン15を対応関係にある第1サポート部材9のピン穴21及び第2サポート部材11のピン穴27からそれぞれ離脱させる。また、一対の結合ボルト15を緩めて、対応関係にある第2サポート部材11のネジ穴25からそれぞれ離脱させると共に、一対のサブ結合ボルト29を緩めて、対応関係にある第2サポート部材11のネジ穴31からそれぞれ離脱させる。そして、機械加工によって接合体ZからサポートユニットU及び補修翼33の余肉33eを除去して、接合体Zを動翼5の元の形状に仕上げる。これにより、一体型翼車1を元の状態に復元することができる。
【0032】
なお、補修翼33の基端面とサポートユニットUの頂面との接合部を機械加工によって除去するだけで、サポートユニットUを接合体Zから除去することができるようになっている。
【0033】
以上により、本発明の実施形態に係る修理方法の一連の工程が終了する。
【0034】
続いて、本発明の実施形態の作用及び効果について説明する。
【0035】
基端面が根本部7の先端面よりも大きくなるように余肉33eを有した補修翼33を用い、摩擦接合により補修翼33の基端面を根本部7の先端面だけでなく、サポートユニットUの頂面に接合させているため、摩擦接合中において、補修翼33の基端面とディスク3の外周面との協働により根本部7だけでなく、サポートユニットU(第1サポート部材9と第2サポート部材11)を挟持することができる。これにより、ティグ溶接等の溶接法によることなく、結合ボルト15及びサブ結合ボルト29を締め付けるだけで、摩擦接合中(摩擦接合工程中)において、第1サポート部材9の第1支持面9s及び第2サポート部材11の第2支持面11sより根本部7の翼面7a,7bを強固に支持することができる。
【0036】
従って、本発明の実施形態によれば、根本部7の機械的強度を維持しつつ、摩擦接合により補修翼33の基端面を根本部7の先端面に高精度に接合させて、動翼5の修理精度を十分に向上させることができる。
【0037】
なお、本発明は、前述の実施形態の説明に限られるものではなく、本発明の実施形態に係る修理方法を一体型翼車1の動翼5以外の金属部品の突出部材の修理に適用する等、その他、種々の態様で実施可能である。また、本発明に包含される権利範囲は、本願発明の実施形態に係る修理方法に基づいて修理された動翼5を備えた一体型翼車1(換言すれば、復元された一体型翼車1)に及ぶ等、これらの実施形態に限定されないものである。
【符号の説明】
【0038】
1 一体型翼車
3 ディスク
5 動翼
D 欠陥
7 根本部
7a 翼根部の腹側翼面
7b 翼根部の背側翼面
9 第1サポート部材
9s 第1支持面
11 第2サポート部材
11s 第2支持面
13 第1突出片
15 結合ボルト
17 挿通穴
19 位置決めピン
21 ピン穴
23 第2突出片
25 ネジ穴
27 ピン穴
29 サブ結合ボルト
31 ネジ穴
U サポートユニット
Up サポートユニットの突出部
Z 接合体
33 補修翼
33e 補修翼の余肉
33g 補修翼の被保持部
35 摩擦接合装置のホルダ
【特許請求の範囲】
【請求項1】
一体型翼車の動翼を修理する修理方法において、
前記動翼の根本部を残しつつ、前記動翼に生じた欠陥を除去する欠陥除去工程と、
前記欠陥除去工程の終了後に、前記根本部の翼面形状に対応する支持面を有した複数のサポート部材を用い、結合ネジの締め付けによって複数の前記サポート部材同士を一体的に結合させ、かつサブ結合ネジの締め付けによって複数の前記サポート部材からなるサポートユニットを前記一体型翼車のディスクに一体的に結合させることにより、複数の前記サポート部材の前記支持面により前記根本部の翼面を包囲した状態で支持するサポート工程と、
前記サポート工程の終了後に、基端面が前記根本部の先端面よりも大きくなるように余肉を有した補修翼を用い、前記根本部の先端面及び前記サポートユニットの頂面を同一面上に位置させた状態で、摩擦接合により前記補修翼の基端面を前記根本部の先端面及び前記サポートユニットの頂面に接合させることにより、前記補修翼と前記根本部と前記サポートユニットとからなる接合体を形成する摩擦接合工程と、
前記摩擦接合工程の終了後に、前記接合体から前記サポートユニット及び前記補修翼の前記余肉を除去して、前記接合体を前記動翼の元の形状に仕上げることにより、前記一体型翼車を元の状態に復元する仕上げ工程と、を具備したことを特徴とする修理方法。
【請求項2】
前記摩擦接合工程に用いられる前記補修翼の基端面の輪郭は、前記サポートユニットの頂面側に形成されかつ前記根本部の翼面の先端側周縁を包囲する突出部の先端面の輪郭と同じであることを特徴とする請求項1に記載の修理方法。
【請求項3】
航空機エンジンに用いられ、ディスクと、前記ディスクの外周面に等間隔に一体形成された複数の動翼とを備えた一体型翼車において、
少なくともいずれかの前記動翼は、請求項1又は請求項2に記載の修理方法に基づいて修理されたものであることを特徴とする一体型翼車。
【請求項4】
金属部品における部品ベースから突出した突出部材を修理する修理方法において、
前記突出部材の根本部を残しつつ、前記突出部材に生じた欠陥を除去する欠陥除去工程と、
前記欠陥除去工程の終了後に、前記根本部の側面形状に対応する支持面を有した複数のサポート部材を用い、結合ネジの締め付けによって複数の前記サポート部材同士を一体的に結合させ、かつサブ結合ネジの締め付けによって複数の前記サポート部材からなるサポートユニットを前記部品ベースに一体的に結合させることにより、複数の前記サポート部材の前記支持面により前記根本部の側面を包囲した状態で支持するサポート工程と、
前記サポート工程の終了後に、基端面が前記根本部の先端面よりも大きくなるように余肉を有した補修部品を用い、前記根本部の先端面及び前記サポートユニットの頂面を同一面上に位置させた状態で、摩擦接合により前記補修部品の基端面を前記根本部の先端面及び前記サポートユニットの頂面に接合させることにより、前記補修部品と前記根本部と前記サポートユニットとからなる接合体を形成する摩擦接合工程と、
前記摩擦接合工程の終了後に、前記接合体から前記サポートユニット及び前記補修部品の前記余肉を除去して、前記接合体を前記突出部材の元の形状に仕上げることにより、前記金属部品を元の状態に復元する仕上げ工程と、を具備したことを特徴とする修理方法。
【請求項5】
前記摩擦接合工程に用いられる前記補修部品の基端面の輪郭は、前記サポートユニットの頂面側に形成されかつ前記根元部の側面の先端側周縁を包囲する突出部の先端面の輪郭と同じであることを特徴とする請求項4に記載の修理方法。
【請求項1】
一体型翼車の動翼を修理する修理方法において、
前記動翼の根本部を残しつつ、前記動翼に生じた欠陥を除去する欠陥除去工程と、
前記欠陥除去工程の終了後に、前記根本部の翼面形状に対応する支持面を有した複数のサポート部材を用い、結合ネジの締め付けによって複数の前記サポート部材同士を一体的に結合させ、かつサブ結合ネジの締め付けによって複数の前記サポート部材からなるサポートユニットを前記一体型翼車のディスクに一体的に結合させることにより、複数の前記サポート部材の前記支持面により前記根本部の翼面を包囲した状態で支持するサポート工程と、
前記サポート工程の終了後に、基端面が前記根本部の先端面よりも大きくなるように余肉を有した補修翼を用い、前記根本部の先端面及び前記サポートユニットの頂面を同一面上に位置させた状態で、摩擦接合により前記補修翼の基端面を前記根本部の先端面及び前記サポートユニットの頂面に接合させることにより、前記補修翼と前記根本部と前記サポートユニットとからなる接合体を形成する摩擦接合工程と、
前記摩擦接合工程の終了後に、前記接合体から前記サポートユニット及び前記補修翼の前記余肉を除去して、前記接合体を前記動翼の元の形状に仕上げることにより、前記一体型翼車を元の状態に復元する仕上げ工程と、を具備したことを特徴とする修理方法。
【請求項2】
前記摩擦接合工程に用いられる前記補修翼の基端面の輪郭は、前記サポートユニットの頂面側に形成されかつ前記根本部の翼面の先端側周縁を包囲する突出部の先端面の輪郭と同じであることを特徴とする請求項1に記載の修理方法。
【請求項3】
航空機エンジンに用いられ、ディスクと、前記ディスクの外周面に等間隔に一体形成された複数の動翼とを備えた一体型翼車において、
少なくともいずれかの前記動翼は、請求項1又は請求項2に記載の修理方法に基づいて修理されたものであることを特徴とする一体型翼車。
【請求項4】
金属部品における部品ベースから突出した突出部材を修理する修理方法において、
前記突出部材の根本部を残しつつ、前記突出部材に生じた欠陥を除去する欠陥除去工程と、
前記欠陥除去工程の終了後に、前記根本部の側面形状に対応する支持面を有した複数のサポート部材を用い、結合ネジの締め付けによって複数の前記サポート部材同士を一体的に結合させ、かつサブ結合ネジの締め付けによって複数の前記サポート部材からなるサポートユニットを前記部品ベースに一体的に結合させることにより、複数の前記サポート部材の前記支持面により前記根本部の側面を包囲した状態で支持するサポート工程と、
前記サポート工程の終了後に、基端面が前記根本部の先端面よりも大きくなるように余肉を有した補修部品を用い、前記根本部の先端面及び前記サポートユニットの頂面を同一面上に位置させた状態で、摩擦接合により前記補修部品の基端面を前記根本部の先端面及び前記サポートユニットの頂面に接合させることにより、前記補修部品と前記根本部と前記サポートユニットとからなる接合体を形成する摩擦接合工程と、
前記摩擦接合工程の終了後に、前記接合体から前記サポートユニット及び前記補修部品の前記余肉を除去して、前記接合体を前記突出部材の元の形状に仕上げることにより、前記金属部品を元の状態に復元する仕上げ工程と、を具備したことを特徴とする修理方法。
【請求項5】
前記摩擦接合工程に用いられる前記補修部品の基端面の輪郭は、前記サポートユニットの頂面側に形成されかつ前記根元部の側面の先端側周縁を包囲する突出部の先端面の輪郭と同じであることを特徴とする請求項4に記載の修理方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−17720(P2012−17720A)
【公開日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願番号】特願2010−156878(P2010−156878)
【出願日】平成22年7月9日(2010.7.9)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願日】平成22年7月9日(2010.7.9)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]