
個別化された車両部品、特に量産で製造される量産部品から成る個別化された外殻部品を製造するための方法、並びにこの方法により製造された外殻部品
車両部品、特に車両用の外殻部品を製造するための方法であって、この際、出発材料から、3次元的に予備成形されて半分仕上がった又は仕上がった量産部品、特に量産外殻部品が、大量生産で仕上げられる車両タイプのために製造される。引き続き、一側面から量産部品(1)に対して押し付けられて同時に量産部品(1)に対して相対的に移動されるピン状の変形工具(4)を用い、3次元輪郭(2)が後から量産部品(1)内に刻み込まれることにより、予備成形された量産部品(1)から、個別化された部品が製造される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特許請求項1の前提部に記載した、車両用の外殻部品(アウタシェル部品)を製造するための方法、並びに、特許請求項31に記載した、この方法により製造された外殻部品に関する。
【背景技術】
【0002】
エンジンフード、ルーフ、フェンダ、サイドパート、トランクルームカバーなどのような車両車体部品(車両ボディパーツ)は、通常、深絞り成形により平坦な出発金属板から製造される。深絞りプレス加工の工具は、周知のごとく極めて高価であり、それにより製造個数が比較的多くの場合にだけ採算に合うかたちで使用され得る。また従来の深絞りプレス加工を用いて製造可能な金属板幾何学形状はそれらの複雑性に関して制限されている。しかし車両デザイナは、従来の深絞り工具ではいつも対応可能であるとは言えない益々と幅広いレイアウトの可能性を要求する。現代の車両デザインは、例えば、凸状の構成部品部分と凹状の構成部品部分との間の移行部により、並びに、部分的に極めて狭い曲率半径を有する強く強調されたキャラクタライン或いはエッジにより際立っている。既にここで従来の深絞り法は製造技術の限界にぶつかっていることになる。
【0003】
全く別の手法として所謂「ダイレス・フォーミング・テクノロジー」があり、この技術は例えば特許文献1から知られている。その名前が既に物語っているように、金属板変形が「ダイレス」即ち従来の意味における型を用いないで行われる。ダイレス・フォーミングでは、特許文献1に記載されているように、平坦な金属板素材がその縁領域において保持装置内に締付固定される。加工のためには変形ピンが使用され、この変形ピンは締付固定されている金属板素材に対して実質的に垂直に配設されていて、X方向及びY方向において移動可能である。送込みピンの移動によるか又は保持装置内に締付固定されている金属板素材の垂直移動によりZ方向における送込み運動も可能である。
【0004】
ダイレス・フォーミングの基本原理は、特許文献1から知られているように、平坦な金属板素材、即ち予備成形されていない金属板が、変形ピンを用い、3次元構成部品へと変形されるということにある。そのために変形ピンは金属板素材に対して押し付けられる。全金属板素材の屈曲形状の又は螺旋形状の運びにより、平坦な金属板素材から、変形ピンの送込みの増加により、3次元金属板部品が製造され得る。ダイレス・フォーミング法の長所は、従来の深絞り法と比べ、極めて複雑な構成部品幾何学形状も製造され得るということにある。
【0005】
しかし、特許文献1に記載されているダイレス・フォーミング法の本質的な欠点は、極めて長い製造時間である。大きくて複雑な金属板部品、例えば車両の車体部品がそうであるが、それを平坦な金属板素材からダイレス・フォーミング法で製造しようとすると、これには極端に時間がかかってしまう。特許文献1に記載されているダイレス・フォーミング法では変形ピンが輪郭ごとに屈曲形状で又は螺旋形状で全金属板素材をたどって運ばれる必要があり、このことは、従来の深絞りと比べ、極めて長くかかってしまう。車両の車体部品、例えばエンジンフードの製造は、従来の深絞り法を用いると、数秒、或いはほんの一瞬で終わる。特許文献1で記載されているようにそのような車体部品を完全にダイレス・フォーミング法で製造しようとすると、多くの分数、構成部品によるが、数時間に至るまでかかってしまうことがある。
【0006】
ダイレス・フォーミング法を適用して完全な構成部品を製造する際に発生する他の問題は、金属板の成形を増加する場合、即ち「痕跡ごと」に変形する場合、金属板の結晶構造に極めて強い変化が生じるということにある。平坦な即ち予備成形されていない出発金属板から完全に「ダイレス・フォーミング法」により製造される比較的複雑な車体部品では様々な強さの表面粗さが発生することが試験により示された。構成部品表面の粗さは、多くの場合、とても強く、金属板部品がその製造後に通常では直接的に塗装することができず塗装前に手間と費用をかけて例えば表面のこて加工や研磨加工により又は別の「平滑加工」により後加工されなくてはならない。全体的に見てダイレス・フォーミング・テクノロジーは今まで数多くの未解決問題に直面してきた。従ってダイレス・フォーミング法は、自動車(モータビークル)構造、特に車体部品の量産においてこれまで成功を収めることはできなかった。
【0007】
上述のように、従来の深絞り法では任意に複雑な車体デザインが製造されないというジレンマがある。他の問題は、深絞り法では、高価な工具に基づき、大規模な量産、即ち所定の最低ロット値以降においてのみ採算が合うということにある。
【0008】
特にプレミアム車両において多くの顧客は極めて特殊な装備要望をもち、これらの装置要望は、通常に提供されている特別装備プログラムではもはや満足されるものではない。それにより多くの車両製造者は個々の車両タイプにおいて既に今日において所謂「個別車両或いは少量生産車両」を提供している。しかし車体領域においてこれらの個別車両或いは少量生産車両は、多くの場合、通常の量産車両とは区別されない又は区別されたとしても極めて僅かである。その理由は、車体外殻の個別構成が今までコストに見合うかたちでは可能でなかったためである。この種の車両における「個別化(インディヴィジュアリゼーション)」は、今日では、従来の量産車両と比べ、多くの場合、内部空間用の通常とは異なる材料の提供、並びに通常とは異なる色の提供に限られている。
【0009】
【特許文献1】米国特許第6216508B1号明細書
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明の課題は、構成部品、特に車両用の外殻部品、特に少量生産車両或いは最少量生産車両用の外殻部品が、顧客要望に応じて個別的であり同時に低コストで製造可能である方法を提示すること、並びに、これらの要求がかなえられる外殻部品を創作することである。
【課題を解決するための手段】
【0011】
前記の課題は、特許請求項1並びに特許請求項31に各々記載した措置により解決される。本発明の有利な更なる構成及び他の構成は下位請求項に記載されている。
【0012】
ダイレス・フォーミング法の基本原理は既述のように周知であり、例えば冒頭で述べた特許文献1に記載されている。また、たとえ本発明がその核として特許文献1に記載された方法に向けられていなくても、特許文献1の全技術内容が本特許出願の対象であることをここではっきりと指摘しておく。つまり本特許出願の審査においては、必要に応じ、特許文献1で開示されている全ての構成が、単独のものとして、又は特許文献1の別の構成との組み合わせとして、又は本明細書の別の構成との組み合わせとして考慮されるべきである。従ってダイレス・フォーミング法自体について全ての詳細を本明細書では詳しく説明しないものとする。
【0013】
本発明に関する以下の説明は、第1に、金属板から成る量産外殻部品に関するものであるが、本発明が金属板から成る加工品(ワークピース)に限定されるものではないということをはっきりと指摘しておく。本発明の適用は、基本的に、ストラクチャ部品のような全ての種類の構成部品において可能である。また本発明は、金属板から成る構成部品に限定されるものでもない。つまり本発明の適用は、プラスチックから成る加工品、特に熱可塑性プラスチック又は別の材料から成る部品においても可能である。
【0014】
本発明の核は、第1に、量産で製造される「量産外殻部品(シリーズアウタシェルパーツ)」が、量産外殻部品に対して押し付けられ且つ量産外殻部品に対して相対的に移動される「変形工具」を用いた後加工により「個別化(インディビジュアライズ)」されることによって個別の顧客要望を適えることにある。
【0015】
特許文献1に対する本質的な違いは、「予備成形された量産部品」の全体として、特許文献1に記載された方法で製造されたものではなく、例えば深絞り成形のような別の製造方法により製造されたものにおいて、後加工が行われるということにある。この予備成形された量産部品の1つの部分領域又は複数の部分領域だけが上述の変形工具を用いて後加工されるのであり、全体としての量産部品を対象としているものではない。
【0016】
既に半分仕上がった又は仕上がった未加工車体部品を意味し得る、予備成形された「量産部品」に対し、未加工車体への組込前に「後加工」により追加的に従来の量産車両とは異なる「幾何学形状(ジオメトリ)」或いは「輪郭(アウトライン)」が刻み込まれる。フロントフード、トランクリッド、ドア、サイドパート、フェンダ、ルーフなどのような半分仕上がった又は仕上がった未加工車体部品には、そのようにして、キャラクタラインや文字列などが刻み込まれ得る。更に、既に量産外殻部品に設けられているキャラクタラインや構成部品エッジがなぞられ又はより深くされ得て、従って、従来の量産車両のために使用されていた量産外郭部品において可能であるよりも或いはそうであるよりもより強くそれらが際立たされ得る。従来の量産外殻部品から、変形工具を用いたこの種の後加工により無限数のデザイン変化が達成され得て、以前では可能と思われはしなかったほどに低コストによってである。つまり少量生産における量産類似車両又は個別車両として提供されるために、特に高価格の車両において存在する顧客の個別化に関する要望がより良く適えられ得る。車両はそのような差別化により個別の「デザイン特徴」を獲得し、従って各々の車両タイプの残りの車両から視覚的に明らかに際立っている。
【0017】
特許文献1に記載されているようにダイレス・フォーミングにより平坦な出発金属板から完全な金属板部品を製造することと異なり、既に「予備成形」されている金属板部品(量産外殻部品)を単に後加工することで冒頭に記載した表面問題が発生しないことを試行が示した。つまり、特に例えばキャラクタラインの製造時又は既に存在する構成部品ストラクチャの強調時という「僅かな」後加工時には、金属板の結晶構造における変化が発生しても比較的僅かである。本発明に従う後加工により製造されたそのようなキャラクタラインの領域における表面品質は良好であり、従来技術において必要であるような手間と費用のかかる表面後処理は不必要である。つまり構成部品は、後加工の後、直接的に従来の塗装プロセスに供給され得る。
【0018】
本発明は少量生産車両用又は個別車両用の外殻部品の製造にだけ制限されているわけではない。車両はその製品ライフサイクルの経過中に頻繁に「モデル改訂」所謂「フェースリフト」にふされる。モデル改訂の枠内では、時折、車両の外殻部品もある程度の範囲内で改訂される或いはより気に入られるように構成される。この際、以前では、新たなプレス工具を手に入れる或いは手元にあるプレス工具を新たなデザインに対応して適合させることが必要であり、このことは定期的に極めて高い工具コストと結び付いていた。以下でより詳細に説明する方法を用い、「古い」プレス工具により製造された外殻部品を改訂する或いは後加工することが可能である。この手法で、追加的なキャラクタラインやビードなどが「古い外殻部品」内に刻み込まれ得て、このことは、以前の場合はそうであったよりも遥かに少ないコストを伴う「モデル改訂」を可能にする。
【0019】
本発明の他の本質的な長所は、既に存在する製造ストリート内に、対応する「後加工ステーション」を問題なく組み込むことができるということにある。個別車両又は個別化された車両又はモデル改訂のために設けられている量産部品は「後加工ステーション」で後加工される。従来の量産車両用の量産部品は後加工されることなく後加工ステーションを通過する。当然のことであるが、本発明に従う後加工は製造ストリート外でも別個の加工ステーションにおいて可能である。
【0020】
既述のように本発明に従う方法の基本原理は、例えばピン状或いはロッド状或いは針状に構成され得る変形工具を用い、3次元輪郭を金属板部品内に刻み込みということにある。その変形工具は以下「変形ピン」と称するものとするが、このことは所定の工具形式の意味で制限を成すものとして理解されるべきではない。
【0021】
「変形ピン」は、構成部品の後加工時、例えば先端として又は丸められた先端として形成され得るその端部を用い、構成部品に対して押し付けられる。同時に構成部品と変形ピンは互いに相対的にスライドされる。それにより、変形ピンの端部の幾何学形状に対応し、及び、加工すべき構成部品の押圧力並びに「締付固定状態或いは支持状態」に依存し、「内側への湾曲或いは外側への湾曲」又は極めて一般的に述べると3次元輪郭が製造される。製造すべき輪郭は、例えば、溝の形状、隆起の形状、又は別の形状などを有し得る。
【0022】
本発明は、「ワンカーブ後加工」も、特定の範囲内で「インクレメンタル後加工(増加式後加工)」も含んでいる
【0023】
「ワンカーブ後加工」では使用される変形工具が後加工すべき構成部品に当てがわれ、構成部品に対して押し付けられ、引き続き変形工具は唯一の移動運動により構成部品に対して相対的に移動される。つまり、変形工具が「途中休止せずに一気に」移動されることにより後加工が行われ、それにより所望の幾何学形状、例えばビードやキャラクタラインなどが構成部品内に刻み込まれる。
【0024】
それに対し「インクレメンタル後加工(増加式後加工)」では変形工具が後加工すべき構成部品に対して相対的に幾度も移動され、増加して送込みが成される。最初の後加工工程で製造された例えばビードのような幾何学形状は、対応的な送込み運動(後加工すべき構成部品に対して実質的に垂直なものである)により、更なる後加工工程でより深くされる即ちより強く際立たされ得る。それに対して選択的に又は補足的に、最初の後加工工程で製造された例えばビードのような幾何学形状は、構成部品に対して相対的に且つ最初の後加工工程の移動方向に対して実質的に横方向(左右方向)に変形工具を僅かにスライドさせることにより「幅広」とされ、このようにしてより強く際立たされ得る。変形ピンの屈曲状の案内により又は近傍に相並んで位置する「加工トラジェクトリ(加工軌道)」の反復された運びにより、例えばエンジンフードの「パワードーム」の際立たされた吸気路、又は極めて一般的なストラクチャの高みなどのような比較的大きな3次元湾曲部も製造され得る。
【0025】
しかし、既述のように本発明の核は、特許文献1におけるようにダイレス・フォーミング法の手法による完全な車体部品の製造にあるわけではない;これには時間がかかりすぎて採算のとれるものではない。つまり本発明の核は、特に未加工車体部品において半分仕上がった又は仕上がった構成部品における個々の領域の「後からの」加工、即ち個別化にある。
【0026】
この関連で「仕上がった」とは、未加工車体部品が塗装のために仕上がっているが、その前にはまだ、1つの構成部品領域又は複数の構成部品領域において後加工が施されるということを意味する。また原則的に、既に塗装の仕上がった量産外殻構成部品を本発明に従う後加工により「個別化する」或いは差別化することも想定可能である。「半分仕上がった」とは、未加工車体部品が本発明による後加工後にまだ更に例えば表面の後処理や構成部品縁の切断或いは面取りや穴の穿孔やねじ切りなどにより後加工され、それに引き続き初めて塗装されるということを意味する。
【0027】
本発明に従う後加工前、量産外殻部品又は未加工車体部品は保持装置内に締付固定される。この保持装置は例えば多数の個々の「保持点」或いは「保持部分」により形成されている。また、吸盤状の保持要素を使用することも可能である。吸盤状の保持要素は、締付固定時及び加工中、外殻金属板部品の損傷の危険、特に構成部品表面の損傷の危険を減少させるという長所をもち、その理由は、加工品が2つの保持要素間で挟持されるのではなく負圧により固定されるためである。
【0028】
加工品、即ち量産外殻部品は、好ましくは、後加工前に、縁領域におけるその幾何学形状が後加工により変化されないように締付固定される。別に表現すると、後加工により、車体内に外殻部品を後で取り付けることで生じる接続寸法或いは隙間寸法は「普通の量産車両」に関して変化されるべきではないということである。
【0029】
「後から」製造すべき構成部品幾何学形状の複雑性に応じ、量産外殻部品は、後加工中、例えばその縁領域において保持装置を用いてのみ保持され得る。特に比較的「鋭い」エッジの場合、強い面傾斜を有する複雑な構成部品幾何学形状或いは3次元輪郭において、1つの又は複数の「カウンタホルダ(対抗支持器)」或いは支持要素が使用され得る。そのようなカウンタホルダ或いは支持要素は、変形ピンに対向位置する側から即ち「背後から」量産外殻部品に対して押し付けられる。カウンタホルダとしてはエッジ形状の又は湾曲された「支持要素」が使用され得る。それに対して選択的にカウンタホルダは「母型(凹型)」の形式も担い得て、この母型は、製造すべき3次元輪郭に対応する「ネガティブフォーム」を有する。しかしそのようなカウンタホルダを必然的に使用する必要はない。
【0030】
2つのカウンタホルダが使用される場合、好ましくは、製造すべき幾何学形状に並び、一方のカウンタホルダが変形工具の移動方向において左側に、そして他方のカウンタホルダがその移動方向において右側に配設されている。カウンタホルダの互いの間隔の選択或いは変更により、及び、製造すべき幾何学形状からのカウンタホルダの側方の間隔により、製造すべき幾何学形状がそのフォームに関して影響され得て、このことは後で更に詳細に説明される。
【0031】
変形ピンは、例えば、滑らかで凸状に湾曲された工具先端を有し得る。変形ピンは対称又は非対称であり得る。工具先端は、回転可能に備えられた球によっても形成され得て、この球は量産外殻部品の加工時に量産外殻部品上を回転進行し、それにより成形領域における量産外殻部品の機械的な負担が減少される。それに対して選択的に「ロールピン」も使用され得て、このロールピンでは、工具先端がホイールにより或いはローラにより形成されている。また多重ピン或いは多数アーム状の変形ピンも使用され得る。しかし変形ピンは必ずしも丸い或いは丸められた先端をもたなくてはならないわけではない。つまり、比較的鋭いエッジ状に形成された先端を有する変形ピンも使用され得る。それに対して選択的に、先端は、平たく延びているように、又はホイール形状に、又はすき形状に、又は船体に類似したように形成され得る。面研磨された工具先端を有する変形ピンも想定可能である。
【0032】
変形ピンは必ずしも鋼材或いは工具鋼材から構成される必要はない。プラスチック、木材、氷、砂、コンクリート、又は別の材料から成る変形ピンも想定可能である。変形ピンの工具先端は、硬化(焼入れ)されたり、硬化(焼入れ)されなかったり、コーティングされたり、コーティングされなかったりすることが可能である。工具先端には、例えば耐磨耗性のシンプルコーティング又はハイブリッドコーテリングが設けられ得る。この際、変形ピンは、所望の「形状結果」を達成するために、6つまでの軸線をもって構成部品に対して相対的に案内され得る。変形ピン或いは変形ピンの工具先端は、後加工中、変形ピンの縦軸線の回りでも回転或いは往復動され得る。
【0033】
変形ピンは潤滑材を用いて又は潤滑材を用いないで使用され得る。例えば変形ピン内には潤滑システムが組込可能である。潤滑システムは変形ピンの外側にも配設され得る。潤滑システムは、「加工個所」即ち変形ピンが量産外殻部品に接する個所が常に十分に潤滑液体で供給されることをもたらす。潤滑液体としては潤滑油が使用され得る。
【0034】
更に、工具先端が加工過程中に位置調節可能である変形ピンが使用され得る。例えば、工具ピンの移動方向に対して横方向(左右方向)において工具先端の幅が加工過程中に変更され得ることが意図され得る。このようにして唯一の作動工程により可変の「幅」を有する幾何学形状が製造され得る。
【0035】
変形ピンが後加工中に量産外殻部品に対して相対的に運動される移動速度は、一定である必要はない。つまり移動速度は量産外殻部品の現在の「変形度」に依存して変更され得る。変形度がより小さい場合にはより大きな移動速度が、変形度がより大きい場合にはより小さな移動速度が選択され得る。
【0036】
変形ピンも「加工品」も、加工中、必要に応じて加熱又は冷却され得る又は周囲温度をもち得る。金属板から成る量産外殻部品において、しかし特にプラスチックから成る「加工品」において、変形ピン或いは変形ピンの工具先端を量産外殻部品の加工中に加熱することは有利であり得る。変形ピンの加熱は、加工品の変形すべき領域内への熱入力を導き、それによりその延性が増加され、このことは変形を容易化させる。特にプラスチック部品ではそれにより変形が容易化される。
【0037】
また、それに対して選択的に又は追加的に、直接的に量産外殻部品は後加工中に予熱或いは加熱され得る。量産外殻部品は、熱風、放射放熱器、レーザ、又は別の熱源により暖められ得る。量産外殻部品は、後加工中、材料固有の「軟化温度」の下まじかまで予熱され、及び/又は、加熱された変形ピン又は係合点における追加加熱を用い、局部的に適切な「変形温度」へと加熱され得る。
【0038】
加工品は、後加工前、別の方法によっても予備処理され得る。例えば、照射、コーティング、エッチング、硬化(焼入れ)、粗面加工、平滑加工、研磨、潤滑液体噴射、又は研削され得る。加工品は、後加工前、砂噴射によっても予備処理され得る。
【0039】
量産外殻部品の後加工は、好ましくは完全自動式で制御されて行われる。変形ピンは、特許文献1におけるものと類似してCNC工具機械の加工工具としてか、又は適切にプログラミングされた加工ロボットのアームに配設され得る。当然のことであるが、そのような「加工ステーション」は他の「工具」を有し得て、例えばレーザ切断装置であり、このレーザ切断装置を用い、外殻金属板部品が追加的に切断され得る。
【発明を実施するための最良の形態】
【0040】
次に図面と関連して本発明を詳細に説明する。
【実施例1】
【0041】
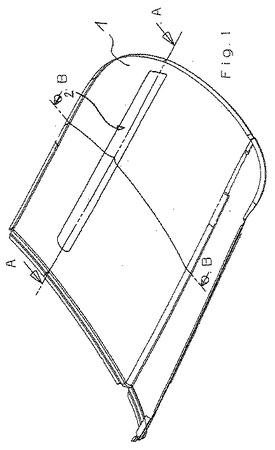
図1は車両の量産外殻金属板部品(シリーズアウタパネルシートメタルパーツ)1を示している。図1の量産外殻金属板部品1は「ドアアウタパネル」に係るものである。量産外殻金属板部品1には「後から」成形隆起部(フォームビード)2が作り込まれていて、これについて、後続する図面との関連で更に詳細に説明する。
【0042】
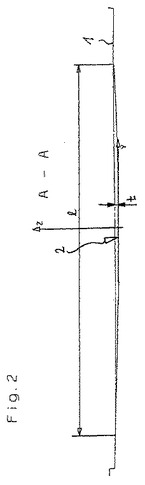
図2は、図1の切断線A−Aに沿った外殻部品1の断面を示している。成形隆起部2は長さlと深さtを有する。成形隆起部2の深さtは、図2のz軸線の範囲でその最大値を有し、成形隆起部2の端部に向かって減少している。
【0043】
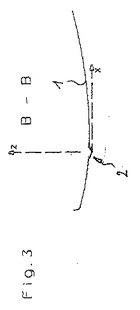
図3は、図1の切断線B−Bに沿った外殻部品1の横断面を示している。ここでは、成形隆起部2が相対的に鋭いエッジを有することが見てとれる。強く強調されたこの種のキャラクタラインは従来の深絞り法では製造困難或いは製造不可能である。
【0044】
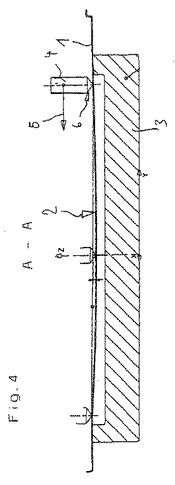
図4は、概要として量産外殻部品1の後加工過程を示している。量産外殻部品1は、ここで詳細には描かれていない保持装置3内に締付固定される即ち保持装置3にフィックスされる。ここで示されている実施形態において量産外殻部品1はその縁領域においてのみ保持装置3に固定されている。引き続き、変形ピン4が量産外殻部品1に対して導かれ、量産外殻部品1に対して予め定められた押付力で押し付けられる。次のステップにおいて変形ピン4は量産外殻部品1に対して相対的に矢印5の方向に移動される。同時に量産外殻部品1に対して相対的に変形ピン4の「送込み運動」が行われ、それにより成形隆起部2が変形ピン4の先端6により量産外殻部品1内に刻み込まれる。
【0045】
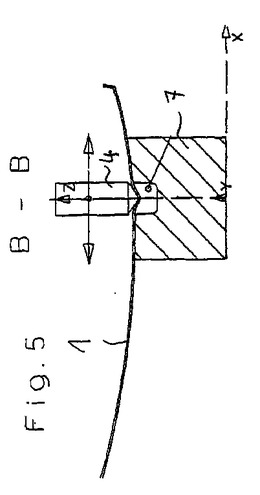
図5は、母型(凹型)状のカウンタホルダ(対抗支持器)7を用い、量産外殻部品1において変形ピン4に対抗位置する側から対抗して押し付けが成される実施形態を示している。つまり量産外殻部品1は母型状のカウンタホルダ7により支持され、このことは、図5に描かれているように鋭いエッジの輪郭の製造を問題なく可能にする。母型状のカウンタホルダは、構成部品特有の工具に係るもの、又は、別の量産外殻構成部品の個別化の際にも使用され得る「汎用工具」に係るものである。
【0046】
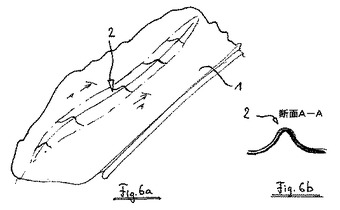
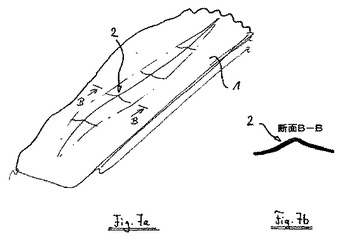
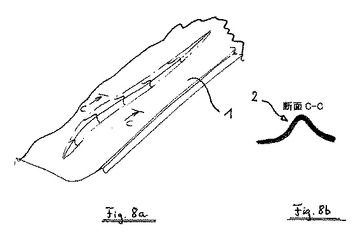
図6〜図8は、後から量産外殻部品1内に刻み込まれた成形隆起部2の様々な横断面A−A、B−B、C−Cを示している。
【0047】
図6bは、切断線A−Aに沿った横断面を示している。図6aと図6bは、強く強調された成形隆起部2が後から量産外殻部品1内に刻み込まれた実施形態を示していて、その際、成形隆起部2の「先端」はソフトに丸められている。
【0048】
図7bは、切断線B−Bに沿った横断面を示している。この領域において成形隆起部2はより小さな強さで強調されている。ここで成形隆起部2の「先端」は図6bと比べるとより大きな曲率半径を有している。
【0049】
図8bは、切断線C−Cに沿った横断面を示している。この領域において成形隆起部2は再びより強く強調されている。図6bにおけるものと類似し、成形隆起部2の「先端」は比較的小さな曲率半径を有している。
【0050】
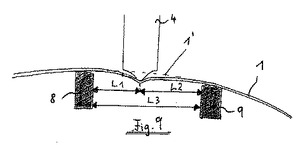
図9は、量産外殻部品1が、後加工中、実質的に同じ幅の2つのカウンタホルダ8、9により、変形ピン4に対抗位置する側から支持される実施形態を示している。符号1’により後加工前の量産外殻部品の輪郭が示唆されている。ここで変形ピン4の「先端」は、図10で示されている変形ピン4におけるよりも強く強調されている。カウンタホルダ8は、製造すべき成形隆起部の「中央」から或いは変形ピン4の先端から間隔L1をもって配置されていて、カウンタホルダ9は間隔L2をもって配置されている。従ってカウンタホルダ8、9は間隔L3を有し、この間隔L3は間隔L1と間隔L2の合計と同じである。ここでL1はL2よりも小さい。つまり支持作用は変形ピン4の先端の位置に関して非対称に行われる。間隔L1、L2、或いはL3の変更により、量産外殻部品1の支持状態或いは締付固定状態が変更され、それに起因し、製造すべき成形隆起部の形状も変更され得る。
【0051】
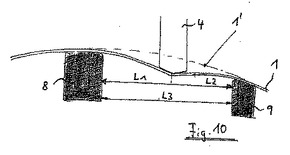
図10は、カウンタホルダ8がカウンタホルダ9よりも幅広である実施形態を示している。ここで支持作用は、変形ピン4の先端に関して僅かに非対称性をもって行われる。つまりここでL1はL2よりもほんの僅かだけ大きい。図9と比べ、ここで変形ピン4の先端はとがってなく、このことは、対応的に強調の強さがより少ない成形隆起部2をもたらす。
【0052】
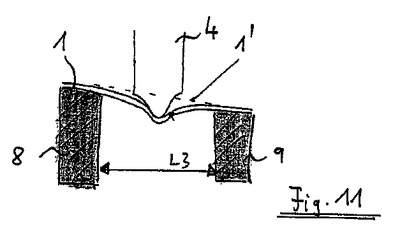
図11は、カウンタホルダ8、9が互いに比較的僅かな間隔L3で配置されている実施形態を示している。このことは、図面から見てとれるように、比較的大きな変形度、及び、比較的強く強調された成形隆起部の製造を可能とする。
【0053】
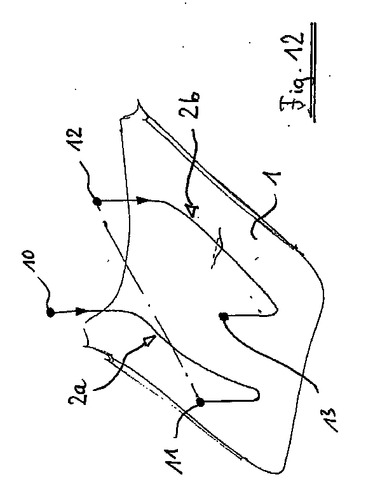
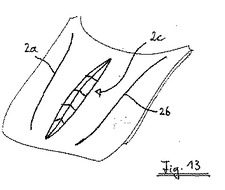
図12は、例えばエンジンフードである量産外殻部品1の例において変形工具の移動経路を示していて、ここでエンジンフードには2つのキャラクタライン2a、2bが刻み込まれる。ここでは移動運動の「スタートポイント」として記される空間点10から出発し、変形工具(非図示)は先ず量産外殻部品1に向かって下降する。それから変形工具は、量産外殻部品1に対して適切な押付力を加えながら、押し付けられた状態で、製造すべきキャラクタライン2aに沿って移動される。キャラクタライン2aの製造後、変形工具は上昇され、空間点11に到達する。そこから変形工具は空間点12へと移動される。引き続き、変形工具は新たに量産外殻部品1に向かって下降され、製造すべきキャラクタライン2bに沿って移動される。キャラクタライン2bの製造後、変形工具は上昇され、空間点13に到達する。
【0054】
図13は、キャラクタライン2a及び2bの製造後の図12の「エンジンフード」を示している。同じ移動の後、追加的に中央の隆起部2cがエンジンフード金属板に刻み込まれ、この隆起部2は、図6〜図8に描かれているように、上方に向かってエンジンフードから突出している。
【0055】
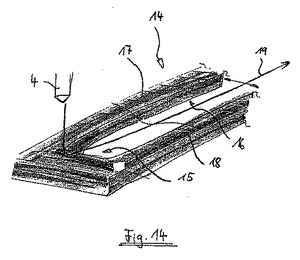
図14は母型(凹型)14を示していて、母型14は、図13の成形隆起部2cのような成形隆起部を製造するために使用され得る。母型14は量産外殻部品(ここでは非図示)に対して押し付けられ、つまり変形工具4に対向位置する側からである。母型14は、変形工具4から量産外殻部品に加えられた力を部分的に支持するために設けられている。母型14は図14におけるようにU字形状、つまり一方側で開いていることが可能である。それに対して選択的に母型14は、長穴を有するプレートと比較可能であるが、閉じていてもよい。しかし本発明は決して所定の母型形状に制限されるものではなく、全ての母型形状を網羅するものである。図14から見てとれるように、母型14の内側縁は変形工具4の「進入領域」において斜め内側に向かって面取りされている。それに対し、母型14の側方領域16において内側縁は母型14の支持面17、18に対して実質的に垂直であり、それらの支持面17、18は、後加工過程中に「背後から」量産外殻部品に対して押し付けられ、その際、変形工具により加えられた力を支持する。念のため、変形工具の移動経路19について述べるべきであり、つまりこの移動経路19は実質的に母型14の両脚に対して中央のところで延びている。
【図面の簡単な説明】
【0056】
【図1】本発明に従う後加工により製造された成形隆起部を有する外殻部品を示す図である。
【図2】図1の外殻部品の断面図である。
【図3】図1の外殻部品の断面図である。
【図4】本発明に従う量産外殻部品の後加工の基本原理を示す図である。
【図5】母型状のカウンタホルダを使用した本発明に従う後加工の基本原理を示す図である。
【図6】予備製造された構成部品内に後から刻み込まれた成形隆起部の横断面を示す図である。
【図7】予備製造された構成部品内に後から刻み込まれた成形隆起部の横断面を示す図である。
【図8】予備製造された構成部品内に後から刻み込まれた成形隆起部の横断面を示す図である。
【図9】後加工すべき構成部品がカウンタホルダにより支持される実施形態を示す図である。
【図10】後加工すべき構成部品がカウンタホルダにより支持される実施形態を示す図である。
【図11】後加工すべき構成部品がカウンタホルダにより支持される実施形態を示す図である。
【図12】変形工具の可能な移動運動の概要を示す図である。
【図13】ボンネットが後加工される実施形態を示す図である。
【図14】母型状のカウンタホルダを示す図である。
【符号の説明】
【0057】
1 量産外殻金属板部品
1’ 量産外殻金属板部品の後加工前の輪郭
2 成形隆起部
2a、2b キャラクタライン
2c 成形隆起部
3 保持装置
4 変形ピン
5 変形ピンの移動方向
6 変形ピンの先端
7〜9 カウンタホルダ
10〜13 空間点
14 母型
15 変形工具の進入領域
16 母型の側方領域
17、18 母型の支持面
19 変形工具の移動経路
【技術分野】
【0001】
本発明は、特許請求項1の前提部に記載した、車両用の外殻部品(アウタシェル部品)を製造するための方法、並びに、特許請求項31に記載した、この方法により製造された外殻部品に関する。
【背景技術】
【0002】
エンジンフード、ルーフ、フェンダ、サイドパート、トランクルームカバーなどのような車両車体部品(車両ボディパーツ)は、通常、深絞り成形により平坦な出発金属板から製造される。深絞りプレス加工の工具は、周知のごとく極めて高価であり、それにより製造個数が比較的多くの場合にだけ採算に合うかたちで使用され得る。また従来の深絞りプレス加工を用いて製造可能な金属板幾何学形状はそれらの複雑性に関して制限されている。しかし車両デザイナは、従来の深絞り工具ではいつも対応可能であるとは言えない益々と幅広いレイアウトの可能性を要求する。現代の車両デザインは、例えば、凸状の構成部品部分と凹状の構成部品部分との間の移行部により、並びに、部分的に極めて狭い曲率半径を有する強く強調されたキャラクタライン或いはエッジにより際立っている。既にここで従来の深絞り法は製造技術の限界にぶつかっていることになる。
【0003】
全く別の手法として所謂「ダイレス・フォーミング・テクノロジー」があり、この技術は例えば特許文献1から知られている。その名前が既に物語っているように、金属板変形が「ダイレス」即ち従来の意味における型を用いないで行われる。ダイレス・フォーミングでは、特許文献1に記載されているように、平坦な金属板素材がその縁領域において保持装置内に締付固定される。加工のためには変形ピンが使用され、この変形ピンは締付固定されている金属板素材に対して実質的に垂直に配設されていて、X方向及びY方向において移動可能である。送込みピンの移動によるか又は保持装置内に締付固定されている金属板素材の垂直移動によりZ方向における送込み運動も可能である。
【0004】
ダイレス・フォーミングの基本原理は、特許文献1から知られているように、平坦な金属板素材、即ち予備成形されていない金属板が、変形ピンを用い、3次元構成部品へと変形されるということにある。そのために変形ピンは金属板素材に対して押し付けられる。全金属板素材の屈曲形状の又は螺旋形状の運びにより、平坦な金属板素材から、変形ピンの送込みの増加により、3次元金属板部品が製造され得る。ダイレス・フォーミング法の長所は、従来の深絞り法と比べ、極めて複雑な構成部品幾何学形状も製造され得るということにある。
【0005】
しかし、特許文献1に記載されているダイレス・フォーミング法の本質的な欠点は、極めて長い製造時間である。大きくて複雑な金属板部品、例えば車両の車体部品がそうであるが、それを平坦な金属板素材からダイレス・フォーミング法で製造しようとすると、これには極端に時間がかかってしまう。特許文献1に記載されているダイレス・フォーミング法では変形ピンが輪郭ごとに屈曲形状で又は螺旋形状で全金属板素材をたどって運ばれる必要があり、このことは、従来の深絞りと比べ、極めて長くかかってしまう。車両の車体部品、例えばエンジンフードの製造は、従来の深絞り法を用いると、数秒、或いはほんの一瞬で終わる。特許文献1で記載されているようにそのような車体部品を完全にダイレス・フォーミング法で製造しようとすると、多くの分数、構成部品によるが、数時間に至るまでかかってしまうことがある。
【0006】
ダイレス・フォーミング法を適用して完全な構成部品を製造する際に発生する他の問題は、金属板の成形を増加する場合、即ち「痕跡ごと」に変形する場合、金属板の結晶構造に極めて強い変化が生じるということにある。平坦な即ち予備成形されていない出発金属板から完全に「ダイレス・フォーミング法」により製造される比較的複雑な車体部品では様々な強さの表面粗さが発生することが試験により示された。構成部品表面の粗さは、多くの場合、とても強く、金属板部品がその製造後に通常では直接的に塗装することができず塗装前に手間と費用をかけて例えば表面のこて加工や研磨加工により又は別の「平滑加工」により後加工されなくてはならない。全体的に見てダイレス・フォーミング・テクノロジーは今まで数多くの未解決問題に直面してきた。従ってダイレス・フォーミング法は、自動車(モータビークル)構造、特に車体部品の量産においてこれまで成功を収めることはできなかった。
【0007】
上述のように、従来の深絞り法では任意に複雑な車体デザインが製造されないというジレンマがある。他の問題は、深絞り法では、高価な工具に基づき、大規模な量産、即ち所定の最低ロット値以降においてのみ採算が合うということにある。
【0008】
特にプレミアム車両において多くの顧客は極めて特殊な装備要望をもち、これらの装置要望は、通常に提供されている特別装備プログラムではもはや満足されるものではない。それにより多くの車両製造者は個々の車両タイプにおいて既に今日において所謂「個別車両或いは少量生産車両」を提供している。しかし車体領域においてこれらの個別車両或いは少量生産車両は、多くの場合、通常の量産車両とは区別されない又は区別されたとしても極めて僅かである。その理由は、車体外殻の個別構成が今までコストに見合うかたちでは可能でなかったためである。この種の車両における「個別化(インディヴィジュアリゼーション)」は、今日では、従来の量産車両と比べ、多くの場合、内部空間用の通常とは異なる材料の提供、並びに通常とは異なる色の提供に限られている。
【0009】
【特許文献1】米国特許第6216508B1号明細書
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明の課題は、構成部品、特に車両用の外殻部品、特に少量生産車両或いは最少量生産車両用の外殻部品が、顧客要望に応じて個別的であり同時に低コストで製造可能である方法を提示すること、並びに、これらの要求がかなえられる外殻部品を創作することである。
【課題を解決するための手段】
【0011】
前記の課題は、特許請求項1並びに特許請求項31に各々記載した措置により解決される。本発明の有利な更なる構成及び他の構成は下位請求項に記載されている。
【0012】
ダイレス・フォーミング法の基本原理は既述のように周知であり、例えば冒頭で述べた特許文献1に記載されている。また、たとえ本発明がその核として特許文献1に記載された方法に向けられていなくても、特許文献1の全技術内容が本特許出願の対象であることをここではっきりと指摘しておく。つまり本特許出願の審査においては、必要に応じ、特許文献1で開示されている全ての構成が、単独のものとして、又は特許文献1の別の構成との組み合わせとして、又は本明細書の別の構成との組み合わせとして考慮されるべきである。従ってダイレス・フォーミング法自体について全ての詳細を本明細書では詳しく説明しないものとする。
【0013】
本発明に関する以下の説明は、第1に、金属板から成る量産外殻部品に関するものであるが、本発明が金属板から成る加工品(ワークピース)に限定されるものではないということをはっきりと指摘しておく。本発明の適用は、基本的に、ストラクチャ部品のような全ての種類の構成部品において可能である。また本発明は、金属板から成る構成部品に限定されるものでもない。つまり本発明の適用は、プラスチックから成る加工品、特に熱可塑性プラスチック又は別の材料から成る部品においても可能である。
【0014】
本発明の核は、第1に、量産で製造される「量産外殻部品(シリーズアウタシェルパーツ)」が、量産外殻部品に対して押し付けられ且つ量産外殻部品に対して相対的に移動される「変形工具」を用いた後加工により「個別化(インディビジュアライズ)」されることによって個別の顧客要望を適えることにある。
【0015】
特許文献1に対する本質的な違いは、「予備成形された量産部品」の全体として、特許文献1に記載された方法で製造されたものではなく、例えば深絞り成形のような別の製造方法により製造されたものにおいて、後加工が行われるということにある。この予備成形された量産部品の1つの部分領域又は複数の部分領域だけが上述の変形工具を用いて後加工されるのであり、全体としての量産部品を対象としているものではない。
【0016】
既に半分仕上がった又は仕上がった未加工車体部品を意味し得る、予備成形された「量産部品」に対し、未加工車体への組込前に「後加工」により追加的に従来の量産車両とは異なる「幾何学形状(ジオメトリ)」或いは「輪郭(アウトライン)」が刻み込まれる。フロントフード、トランクリッド、ドア、サイドパート、フェンダ、ルーフなどのような半分仕上がった又は仕上がった未加工車体部品には、そのようにして、キャラクタラインや文字列などが刻み込まれ得る。更に、既に量産外殻部品に設けられているキャラクタラインや構成部品エッジがなぞられ又はより深くされ得て、従って、従来の量産車両のために使用されていた量産外郭部品において可能であるよりも或いはそうであるよりもより強くそれらが際立たされ得る。従来の量産外殻部品から、変形工具を用いたこの種の後加工により無限数のデザイン変化が達成され得て、以前では可能と思われはしなかったほどに低コストによってである。つまり少量生産における量産類似車両又は個別車両として提供されるために、特に高価格の車両において存在する顧客の個別化に関する要望がより良く適えられ得る。車両はそのような差別化により個別の「デザイン特徴」を獲得し、従って各々の車両タイプの残りの車両から視覚的に明らかに際立っている。
【0017】
特許文献1に記載されているようにダイレス・フォーミングにより平坦な出発金属板から完全な金属板部品を製造することと異なり、既に「予備成形」されている金属板部品(量産外殻部品)を単に後加工することで冒頭に記載した表面問題が発生しないことを試行が示した。つまり、特に例えばキャラクタラインの製造時又は既に存在する構成部品ストラクチャの強調時という「僅かな」後加工時には、金属板の結晶構造における変化が発生しても比較的僅かである。本発明に従う後加工により製造されたそのようなキャラクタラインの領域における表面品質は良好であり、従来技術において必要であるような手間と費用のかかる表面後処理は不必要である。つまり構成部品は、後加工の後、直接的に従来の塗装プロセスに供給され得る。
【0018】
本発明は少量生産車両用又は個別車両用の外殻部品の製造にだけ制限されているわけではない。車両はその製品ライフサイクルの経過中に頻繁に「モデル改訂」所謂「フェースリフト」にふされる。モデル改訂の枠内では、時折、車両の外殻部品もある程度の範囲内で改訂される或いはより気に入られるように構成される。この際、以前では、新たなプレス工具を手に入れる或いは手元にあるプレス工具を新たなデザインに対応して適合させることが必要であり、このことは定期的に極めて高い工具コストと結び付いていた。以下でより詳細に説明する方法を用い、「古い」プレス工具により製造された外殻部品を改訂する或いは後加工することが可能である。この手法で、追加的なキャラクタラインやビードなどが「古い外殻部品」内に刻み込まれ得て、このことは、以前の場合はそうであったよりも遥かに少ないコストを伴う「モデル改訂」を可能にする。
【0019】
本発明の他の本質的な長所は、既に存在する製造ストリート内に、対応する「後加工ステーション」を問題なく組み込むことができるということにある。個別車両又は個別化された車両又はモデル改訂のために設けられている量産部品は「後加工ステーション」で後加工される。従来の量産車両用の量産部品は後加工されることなく後加工ステーションを通過する。当然のことであるが、本発明に従う後加工は製造ストリート外でも別個の加工ステーションにおいて可能である。
【0020】
既述のように本発明に従う方法の基本原理は、例えばピン状或いはロッド状或いは針状に構成され得る変形工具を用い、3次元輪郭を金属板部品内に刻み込みということにある。その変形工具は以下「変形ピン」と称するものとするが、このことは所定の工具形式の意味で制限を成すものとして理解されるべきではない。
【0021】
「変形ピン」は、構成部品の後加工時、例えば先端として又は丸められた先端として形成され得るその端部を用い、構成部品に対して押し付けられる。同時に構成部品と変形ピンは互いに相対的にスライドされる。それにより、変形ピンの端部の幾何学形状に対応し、及び、加工すべき構成部品の押圧力並びに「締付固定状態或いは支持状態」に依存し、「内側への湾曲或いは外側への湾曲」又は極めて一般的に述べると3次元輪郭が製造される。製造すべき輪郭は、例えば、溝の形状、隆起の形状、又は別の形状などを有し得る。
【0022】
本発明は、「ワンカーブ後加工」も、特定の範囲内で「インクレメンタル後加工(増加式後加工)」も含んでいる
【0023】
「ワンカーブ後加工」では使用される変形工具が後加工すべき構成部品に当てがわれ、構成部品に対して押し付けられ、引き続き変形工具は唯一の移動運動により構成部品に対して相対的に移動される。つまり、変形工具が「途中休止せずに一気に」移動されることにより後加工が行われ、それにより所望の幾何学形状、例えばビードやキャラクタラインなどが構成部品内に刻み込まれる。
【0024】
それに対し「インクレメンタル後加工(増加式後加工)」では変形工具が後加工すべき構成部品に対して相対的に幾度も移動され、増加して送込みが成される。最初の後加工工程で製造された例えばビードのような幾何学形状は、対応的な送込み運動(後加工すべき構成部品に対して実質的に垂直なものである)により、更なる後加工工程でより深くされる即ちより強く際立たされ得る。それに対して選択的に又は補足的に、最初の後加工工程で製造された例えばビードのような幾何学形状は、構成部品に対して相対的に且つ最初の後加工工程の移動方向に対して実質的に横方向(左右方向)に変形工具を僅かにスライドさせることにより「幅広」とされ、このようにしてより強く際立たされ得る。変形ピンの屈曲状の案内により又は近傍に相並んで位置する「加工トラジェクトリ(加工軌道)」の反復された運びにより、例えばエンジンフードの「パワードーム」の際立たされた吸気路、又は極めて一般的なストラクチャの高みなどのような比較的大きな3次元湾曲部も製造され得る。
【0025】
しかし、既述のように本発明の核は、特許文献1におけるようにダイレス・フォーミング法の手法による完全な車体部品の製造にあるわけではない;これには時間がかかりすぎて採算のとれるものではない。つまり本発明の核は、特に未加工車体部品において半分仕上がった又は仕上がった構成部品における個々の領域の「後からの」加工、即ち個別化にある。
【0026】
この関連で「仕上がった」とは、未加工車体部品が塗装のために仕上がっているが、その前にはまだ、1つの構成部品領域又は複数の構成部品領域において後加工が施されるということを意味する。また原則的に、既に塗装の仕上がった量産外殻構成部品を本発明に従う後加工により「個別化する」或いは差別化することも想定可能である。「半分仕上がった」とは、未加工車体部品が本発明による後加工後にまだ更に例えば表面の後処理や構成部品縁の切断或いは面取りや穴の穿孔やねじ切りなどにより後加工され、それに引き続き初めて塗装されるということを意味する。
【0027】
本発明に従う後加工前、量産外殻部品又は未加工車体部品は保持装置内に締付固定される。この保持装置は例えば多数の個々の「保持点」或いは「保持部分」により形成されている。また、吸盤状の保持要素を使用することも可能である。吸盤状の保持要素は、締付固定時及び加工中、外殻金属板部品の損傷の危険、特に構成部品表面の損傷の危険を減少させるという長所をもち、その理由は、加工品が2つの保持要素間で挟持されるのではなく負圧により固定されるためである。
【0028】
加工品、即ち量産外殻部品は、好ましくは、後加工前に、縁領域におけるその幾何学形状が後加工により変化されないように締付固定される。別に表現すると、後加工により、車体内に外殻部品を後で取り付けることで生じる接続寸法或いは隙間寸法は「普通の量産車両」に関して変化されるべきではないということである。
【0029】
「後から」製造すべき構成部品幾何学形状の複雑性に応じ、量産外殻部品は、後加工中、例えばその縁領域において保持装置を用いてのみ保持され得る。特に比較的「鋭い」エッジの場合、強い面傾斜を有する複雑な構成部品幾何学形状或いは3次元輪郭において、1つの又は複数の「カウンタホルダ(対抗支持器)」或いは支持要素が使用され得る。そのようなカウンタホルダ或いは支持要素は、変形ピンに対向位置する側から即ち「背後から」量産外殻部品に対して押し付けられる。カウンタホルダとしてはエッジ形状の又は湾曲された「支持要素」が使用され得る。それに対して選択的にカウンタホルダは「母型(凹型)」の形式も担い得て、この母型は、製造すべき3次元輪郭に対応する「ネガティブフォーム」を有する。しかしそのようなカウンタホルダを必然的に使用する必要はない。
【0030】
2つのカウンタホルダが使用される場合、好ましくは、製造すべき幾何学形状に並び、一方のカウンタホルダが変形工具の移動方向において左側に、そして他方のカウンタホルダがその移動方向において右側に配設されている。カウンタホルダの互いの間隔の選択或いは変更により、及び、製造すべき幾何学形状からのカウンタホルダの側方の間隔により、製造すべき幾何学形状がそのフォームに関して影響され得て、このことは後で更に詳細に説明される。
【0031】
変形ピンは、例えば、滑らかで凸状に湾曲された工具先端を有し得る。変形ピンは対称又は非対称であり得る。工具先端は、回転可能に備えられた球によっても形成され得て、この球は量産外殻部品の加工時に量産外殻部品上を回転進行し、それにより成形領域における量産外殻部品の機械的な負担が減少される。それに対して選択的に「ロールピン」も使用され得て、このロールピンでは、工具先端がホイールにより或いはローラにより形成されている。また多重ピン或いは多数アーム状の変形ピンも使用され得る。しかし変形ピンは必ずしも丸い或いは丸められた先端をもたなくてはならないわけではない。つまり、比較的鋭いエッジ状に形成された先端を有する変形ピンも使用され得る。それに対して選択的に、先端は、平たく延びているように、又はホイール形状に、又はすき形状に、又は船体に類似したように形成され得る。面研磨された工具先端を有する変形ピンも想定可能である。
【0032】
変形ピンは必ずしも鋼材或いは工具鋼材から構成される必要はない。プラスチック、木材、氷、砂、コンクリート、又は別の材料から成る変形ピンも想定可能である。変形ピンの工具先端は、硬化(焼入れ)されたり、硬化(焼入れ)されなかったり、コーティングされたり、コーティングされなかったりすることが可能である。工具先端には、例えば耐磨耗性のシンプルコーティング又はハイブリッドコーテリングが設けられ得る。この際、変形ピンは、所望の「形状結果」を達成するために、6つまでの軸線をもって構成部品に対して相対的に案内され得る。変形ピン或いは変形ピンの工具先端は、後加工中、変形ピンの縦軸線の回りでも回転或いは往復動され得る。
【0033】
変形ピンは潤滑材を用いて又は潤滑材を用いないで使用され得る。例えば変形ピン内には潤滑システムが組込可能である。潤滑システムは変形ピンの外側にも配設され得る。潤滑システムは、「加工個所」即ち変形ピンが量産外殻部品に接する個所が常に十分に潤滑液体で供給されることをもたらす。潤滑液体としては潤滑油が使用され得る。
【0034】
更に、工具先端が加工過程中に位置調節可能である変形ピンが使用され得る。例えば、工具ピンの移動方向に対して横方向(左右方向)において工具先端の幅が加工過程中に変更され得ることが意図され得る。このようにして唯一の作動工程により可変の「幅」を有する幾何学形状が製造され得る。
【0035】
変形ピンが後加工中に量産外殻部品に対して相対的に運動される移動速度は、一定である必要はない。つまり移動速度は量産外殻部品の現在の「変形度」に依存して変更され得る。変形度がより小さい場合にはより大きな移動速度が、変形度がより大きい場合にはより小さな移動速度が選択され得る。
【0036】
変形ピンも「加工品」も、加工中、必要に応じて加熱又は冷却され得る又は周囲温度をもち得る。金属板から成る量産外殻部品において、しかし特にプラスチックから成る「加工品」において、変形ピン或いは変形ピンの工具先端を量産外殻部品の加工中に加熱することは有利であり得る。変形ピンの加熱は、加工品の変形すべき領域内への熱入力を導き、それによりその延性が増加され、このことは変形を容易化させる。特にプラスチック部品ではそれにより変形が容易化される。
【0037】
また、それに対して選択的に又は追加的に、直接的に量産外殻部品は後加工中に予熱或いは加熱され得る。量産外殻部品は、熱風、放射放熱器、レーザ、又は別の熱源により暖められ得る。量産外殻部品は、後加工中、材料固有の「軟化温度」の下まじかまで予熱され、及び/又は、加熱された変形ピン又は係合点における追加加熱を用い、局部的に適切な「変形温度」へと加熱され得る。
【0038】
加工品は、後加工前、別の方法によっても予備処理され得る。例えば、照射、コーティング、エッチング、硬化(焼入れ)、粗面加工、平滑加工、研磨、潤滑液体噴射、又は研削され得る。加工品は、後加工前、砂噴射によっても予備処理され得る。
【0039】
量産外殻部品の後加工は、好ましくは完全自動式で制御されて行われる。変形ピンは、特許文献1におけるものと類似してCNC工具機械の加工工具としてか、又は適切にプログラミングされた加工ロボットのアームに配設され得る。当然のことであるが、そのような「加工ステーション」は他の「工具」を有し得て、例えばレーザ切断装置であり、このレーザ切断装置を用い、外殻金属板部品が追加的に切断され得る。
【発明を実施するための最良の形態】
【0040】
次に図面と関連して本発明を詳細に説明する。
【実施例1】
【0041】
図1は車両の量産外殻金属板部品(シリーズアウタパネルシートメタルパーツ)1を示している。図1の量産外殻金属板部品1は「ドアアウタパネル」に係るものである。量産外殻金属板部品1には「後から」成形隆起部(フォームビード)2が作り込まれていて、これについて、後続する図面との関連で更に詳細に説明する。
【0042】
図2は、図1の切断線A−Aに沿った外殻部品1の断面を示している。成形隆起部2は長さlと深さtを有する。成形隆起部2の深さtは、図2のz軸線の範囲でその最大値を有し、成形隆起部2の端部に向かって減少している。
【0043】
図3は、図1の切断線B−Bに沿った外殻部品1の横断面を示している。ここでは、成形隆起部2が相対的に鋭いエッジを有することが見てとれる。強く強調されたこの種のキャラクタラインは従来の深絞り法では製造困難或いは製造不可能である。
【0044】
図4は、概要として量産外殻部品1の後加工過程を示している。量産外殻部品1は、ここで詳細には描かれていない保持装置3内に締付固定される即ち保持装置3にフィックスされる。ここで示されている実施形態において量産外殻部品1はその縁領域においてのみ保持装置3に固定されている。引き続き、変形ピン4が量産外殻部品1に対して導かれ、量産外殻部品1に対して予め定められた押付力で押し付けられる。次のステップにおいて変形ピン4は量産外殻部品1に対して相対的に矢印5の方向に移動される。同時に量産外殻部品1に対して相対的に変形ピン4の「送込み運動」が行われ、それにより成形隆起部2が変形ピン4の先端6により量産外殻部品1内に刻み込まれる。
【0045】
図5は、母型(凹型)状のカウンタホルダ(対抗支持器)7を用い、量産外殻部品1において変形ピン4に対抗位置する側から対抗して押し付けが成される実施形態を示している。つまり量産外殻部品1は母型状のカウンタホルダ7により支持され、このことは、図5に描かれているように鋭いエッジの輪郭の製造を問題なく可能にする。母型状のカウンタホルダは、構成部品特有の工具に係るもの、又は、別の量産外殻構成部品の個別化の際にも使用され得る「汎用工具」に係るものである。
【0046】
図6〜図8は、後から量産外殻部品1内に刻み込まれた成形隆起部2の様々な横断面A−A、B−B、C−Cを示している。
【0047】
図6bは、切断線A−Aに沿った横断面を示している。図6aと図6bは、強く強調された成形隆起部2が後から量産外殻部品1内に刻み込まれた実施形態を示していて、その際、成形隆起部2の「先端」はソフトに丸められている。
【0048】
図7bは、切断線B−Bに沿った横断面を示している。この領域において成形隆起部2はより小さな強さで強調されている。ここで成形隆起部2の「先端」は図6bと比べるとより大きな曲率半径を有している。
【0049】
図8bは、切断線C−Cに沿った横断面を示している。この領域において成形隆起部2は再びより強く強調されている。図6bにおけるものと類似し、成形隆起部2の「先端」は比較的小さな曲率半径を有している。
【0050】
図9は、量産外殻部品1が、後加工中、実質的に同じ幅の2つのカウンタホルダ8、9により、変形ピン4に対抗位置する側から支持される実施形態を示している。符号1’により後加工前の量産外殻部品の輪郭が示唆されている。ここで変形ピン4の「先端」は、図10で示されている変形ピン4におけるよりも強く強調されている。カウンタホルダ8は、製造すべき成形隆起部の「中央」から或いは変形ピン4の先端から間隔L1をもって配置されていて、カウンタホルダ9は間隔L2をもって配置されている。従ってカウンタホルダ8、9は間隔L3を有し、この間隔L3は間隔L1と間隔L2の合計と同じである。ここでL1はL2よりも小さい。つまり支持作用は変形ピン4の先端の位置に関して非対称に行われる。間隔L1、L2、或いはL3の変更により、量産外殻部品1の支持状態或いは締付固定状態が変更され、それに起因し、製造すべき成形隆起部の形状も変更され得る。
【0051】
図10は、カウンタホルダ8がカウンタホルダ9よりも幅広である実施形態を示している。ここで支持作用は、変形ピン4の先端に関して僅かに非対称性をもって行われる。つまりここでL1はL2よりもほんの僅かだけ大きい。図9と比べ、ここで変形ピン4の先端はとがってなく、このことは、対応的に強調の強さがより少ない成形隆起部2をもたらす。
【0052】
図11は、カウンタホルダ8、9が互いに比較的僅かな間隔L3で配置されている実施形態を示している。このことは、図面から見てとれるように、比較的大きな変形度、及び、比較的強く強調された成形隆起部の製造を可能とする。
【0053】
図12は、例えばエンジンフードである量産外殻部品1の例において変形工具の移動経路を示していて、ここでエンジンフードには2つのキャラクタライン2a、2bが刻み込まれる。ここでは移動運動の「スタートポイント」として記される空間点10から出発し、変形工具(非図示)は先ず量産外殻部品1に向かって下降する。それから変形工具は、量産外殻部品1に対して適切な押付力を加えながら、押し付けられた状態で、製造すべきキャラクタライン2aに沿って移動される。キャラクタライン2aの製造後、変形工具は上昇され、空間点11に到達する。そこから変形工具は空間点12へと移動される。引き続き、変形工具は新たに量産外殻部品1に向かって下降され、製造すべきキャラクタライン2bに沿って移動される。キャラクタライン2bの製造後、変形工具は上昇され、空間点13に到達する。
【0054】
図13は、キャラクタライン2a及び2bの製造後の図12の「エンジンフード」を示している。同じ移動の後、追加的に中央の隆起部2cがエンジンフード金属板に刻み込まれ、この隆起部2は、図6〜図8に描かれているように、上方に向かってエンジンフードから突出している。
【0055】
図14は母型(凹型)14を示していて、母型14は、図13の成形隆起部2cのような成形隆起部を製造するために使用され得る。母型14は量産外殻部品(ここでは非図示)に対して押し付けられ、つまり変形工具4に対向位置する側からである。母型14は、変形工具4から量産外殻部品に加えられた力を部分的に支持するために設けられている。母型14は図14におけるようにU字形状、つまり一方側で開いていることが可能である。それに対して選択的に母型14は、長穴を有するプレートと比較可能であるが、閉じていてもよい。しかし本発明は決して所定の母型形状に制限されるものではなく、全ての母型形状を網羅するものである。図14から見てとれるように、母型14の内側縁は変形工具4の「進入領域」において斜め内側に向かって面取りされている。それに対し、母型14の側方領域16において内側縁は母型14の支持面17、18に対して実質的に垂直であり、それらの支持面17、18は、後加工過程中に「背後から」量産外殻部品に対して押し付けられ、その際、変形工具により加えられた力を支持する。念のため、変形工具の移動経路19について述べるべきであり、つまりこの移動経路19は実質的に母型14の両脚に対して中央のところで延びている。
【図面の簡単な説明】
【0056】
【図1】本発明に従う後加工により製造された成形隆起部を有する外殻部品を示す図である。
【図2】図1の外殻部品の断面図である。
【図3】図1の外殻部品の断面図である。
【図4】本発明に従う量産外殻部品の後加工の基本原理を示す図である。
【図5】母型状のカウンタホルダを使用した本発明に従う後加工の基本原理を示す図である。
【図6】予備製造された構成部品内に後から刻み込まれた成形隆起部の横断面を示す図である。
【図7】予備製造された構成部品内に後から刻み込まれた成形隆起部の横断面を示す図である。
【図8】予備製造された構成部品内に後から刻み込まれた成形隆起部の横断面を示す図である。
【図9】後加工すべき構成部品がカウンタホルダにより支持される実施形態を示す図である。
【図10】後加工すべき構成部品がカウンタホルダにより支持される実施形態を示す図である。
【図11】後加工すべき構成部品がカウンタホルダにより支持される実施形態を示す図である。
【図12】変形工具の可能な移動運動の概要を示す図である。
【図13】ボンネットが後加工される実施形態を示す図である。
【図14】母型状のカウンタホルダを示す図である。
【符号の説明】
【0057】
1 量産外殻金属板部品
1’ 量産外殻金属板部品の後加工前の輪郭
2 成形隆起部
2a、2b キャラクタライン
2c 成形隆起部
3 保持装置
4 変形ピン
5 変形ピンの移動方向
6 変形ピンの先端
7〜9 カウンタホルダ
10〜13 空間点
14 母型
15 変形工具の進入領域
16 母型の側方領域
17、18 母型の支持面
19 変形工具の移動経路
【特許請求の範囲】
【請求項1】
車両部品、特に車両用の外殻部品を製造するための方法であって、出発材料から、3次元的に予備成形されて半分仕上がった又は仕上がった量産部品(1)、特に量産外殻部品が、大量生産で仕上げられる車両タイプのために製造される、前記方法において、
一側面から量産部品(1)に対して押し付けられて同時に量産部品(1)に対して相対的に移動されるピン状の変形工具(4)を用い、3次元輪郭(2)が後から量産部品(1)内に刻み込まれることにより、予備成形された量産部品(1)から、個別化された部品が製造されることを特徴とする方法。
【請求項2】
出発材料が金属板であり、量産部品(1)並びにそれから製造すべき外殻部品が各々金属板部品であることを特徴とする、請求項1に記載の方法。
【請求項3】
出発材料がプラスチック材料であり、量産部品(1)並びにそれから製造すべき外殻部品が各々プラスチック部品であることを特徴とする、請求項1に記載の方法。
【請求項4】
出発材料が熱可塑性プラスチックであることを特徴とする、請求項1又は3に記載の方法。
【請求項5】
量産部品(1)が、ピン状の変形工具(4)による変形処理中、量産部品(1)の縁領域において保持装置により保持されていることを特徴とする、請求項1に記載の方法。
【請求項6】
保持装置が多数の保持点を有することを特徴とする、請求項5に記載の方法。
【請求項7】
各々吸盤状の保持要素により形成されている保持点が設けられていて、これらの保持点が量産部品を負圧により保持することを特徴とする、請求項6に記載の方法。
【請求項8】
量産部品(1)が、ピン状の変形工具(4)による変形処理中、その縁領域においてのみ保持装置により保持されていて、その間に位置する構成部品領域において支持も他の方法により保持もされていないことを特徴とする、請求項5〜7のいずれか一項に記載の方法。
【請求項9】
量産部品(1)が、ピン状の変形工具(4)による変形処理中、保持装置により保持されていて、その間に位置する構成部品領域において少なくとも1つの箇所でカウンタホルダ(7)により支持されていて、このカウンタホルダ(7)が、量産部品(1)においてピン状の変形工具(4)に対向位置する側に配置されていることを特徴とする、請求項5〜7のいずれか一項に記載の方法。
【請求項10】
カウンタホルダ(7)が、製造すべき3次元輪郭に関してネガティブフォームとして機能する母型状の構成部品であることを特徴とする、請求項9に記載の方法。
【請求項11】
ピン状の変形工具(4)が、滑らかで凸状に湾曲された工具先端を有することを特徴とする、請求項1〜10のいずれか一項に記載の方法。
【請求項12】
ピン状の変形工具(4)の工具先端が、回転可能に備えられた球により形成されていて、この球が量産部品(1)の加工時に量産部品(1)上を回転進行することを特徴とする、請求項1〜11のいずれか一項に記載の方法。
【請求項13】
ピン状の変形工具(4)が、位置調節可能な工具先端を有し、この工具先端の幅が、ピン状の変形工具(4)の移動方向に対して横方向で量産部品(1)に対して相対的に加工過程中に変更されることを特徴とする、請求項1〜12のいずれか一項に記載の方法。
【請求項14】
ピン状の変形工具が、量産部品(1)の変形処理中、少なくとも工具先端の領域で加熱されることを特徴とする、請求項1〜13のいずれか一項に記載の方法。
【請求項15】
量産部品(1)が、変形処理中、熱源により暖められる或いは熱くされることを特徴とする、請求項1〜14のいずれか一項に記載の方法。
【請求項16】
変形工具が、量産部品(1)の変形処理中、変形工具の縦軸線の回りで回転されることを特徴とする、請求項1〜15のいずれか一項に記載の方法。
【請求項17】
変形ピンが、量産部品(1)の変形処理中、変形ピンの縦軸線の回りで往復動されることを特徴とする、請求項1〜15のいずれか一項に記載の方法。
【請求項18】
ピン状の変形工具(4)を用い、デザインにとって重要な線状のキャラクタ輪郭が量産部品(1)内に刻み込まれることを特徴とする、請求項1〜17のいずれか一項に記載の方法。
【請求項19】
量産部品が、プレス型工具を用いて製造されるプレス部品であることを特徴とする、請求項1、2、5〜18のいずれか一項に記載の方法。
【請求項20】
量産部品が、深絞り成形により製造された金属板部品であることを特徴とする、請求項1、2、5〜19のいずれか一項に記載の方法。
【請求項21】
量産部品に既に設けられている輪郭が、ピン状の変形工具(4)を用いた後加工によりなぞられる或いはより深くされることを特徴とする、請求項1〜20のいずれか一項に記載の方法。
【請求項22】
量産部品(1)が、フロントフード、又はトランクリッド、又はドア、又はサイドパート、又はフェンダ、又はルーフであることを特徴とする、請求項1〜21のいずれか一項に記載の方法。
【請求項23】
ピン状の変形工具(4)がロボットのアームに配設されていることを特徴とする、請求項1〜22のいずれか一項に記載の方法。
【請求項24】
ピン状の変形工具がCNC工具機械の一部であることを特徴とする、請求項1〜23のいずれか一項に記載の方法。
【請求項25】
ピン状の変形工具が、量産部品(1)の加工中、その縦軸線の回りで回転し、それによりその変形ピンの先端と量産部品(1)との間に穿孔摩擦のような接触コンタクトが得られることを特徴とする、請求項1〜24のいずれか一項に記載の方法。
【請求項26】
量産部品(1)が、変形処理中、その縁領域におけるその幾何学形状がその出発状態に関して変化されないように、特に、未加工車体内に後で取り付けることで生じる接続寸法或いは隙間寸法が量産部品に関してその出発状態において変化しないように保持されることを特徴とする、請求項1〜25のいずれか一項に記載の方法。
【請求項27】
量産部品(1)内に後から製造すべき3次元輪郭(2)が、ピン状の変形工具(4)の1回限りの移動により、唯一の輪郭形成で製造されることを特徴とする、請求項1〜26のいずれか一項に記載の方法。
【請求項28】
量産部品(1)内に後から製造すべき3次元輪郭(2)が、ピン状の変形工具(4)の複数回の移動及び増加式の送込みにより製造されることを特徴とする、請求項1〜26のいずれか一項に記載の方法。
【請求項29】
ピン状の変形工具(4)が、1つの後加工工程から次の後加工工程にかけ、量産部品(1)に対して実質的に垂直に送込まれ、それにより、輪郭が、1つの後加工工程から次の後加工工程にかけ、より深くされることを特徴とする、請求項28に記載の方法。
【請求項30】
ピン状の変形工具(4)が、1つの後加工工程から次の後加工工程にかけ、変形工具(4)の移動方向に対して実質的に横方向に送込まれ、それにより、輪郭が、1つの後加工工程から次の後加工工程にかけ、幅広とされることを特徴とする、請求項28又は29に記載の方法。
【請求項31】
外殻部品において、量産部品(1)から、請求項1〜30のいずれか一項に記載された方法に従って製造されていることを特徴とする外郭部品。
【請求項32】
量産部品(1)が金属板から成ることを特徴とする、請求項31に記載の外殻部品。
【請求項33】
量産部品(1)がプラスチックから成ることを特徴とする、請求項31に記載の外殻部品。
【請求項1】
車両部品、特に車両用の外殻部品を製造するための方法であって、出発材料から、3次元的に予備成形されて半分仕上がった又は仕上がった量産部品(1)、特に量産外殻部品が、大量生産で仕上げられる車両タイプのために製造される、前記方法において、
一側面から量産部品(1)に対して押し付けられて同時に量産部品(1)に対して相対的に移動されるピン状の変形工具(4)を用い、3次元輪郭(2)が後から量産部品(1)内に刻み込まれることにより、予備成形された量産部品(1)から、個別化された部品が製造されることを特徴とする方法。
【請求項2】
出発材料が金属板であり、量産部品(1)並びにそれから製造すべき外殻部品が各々金属板部品であることを特徴とする、請求項1に記載の方法。
【請求項3】
出発材料がプラスチック材料であり、量産部品(1)並びにそれから製造すべき外殻部品が各々プラスチック部品であることを特徴とする、請求項1に記載の方法。
【請求項4】
出発材料が熱可塑性プラスチックであることを特徴とする、請求項1又は3に記載の方法。
【請求項5】
量産部品(1)が、ピン状の変形工具(4)による変形処理中、量産部品(1)の縁領域において保持装置により保持されていることを特徴とする、請求項1に記載の方法。
【請求項6】
保持装置が多数の保持点を有することを特徴とする、請求項5に記載の方法。
【請求項7】
各々吸盤状の保持要素により形成されている保持点が設けられていて、これらの保持点が量産部品を負圧により保持することを特徴とする、請求項6に記載の方法。
【請求項8】
量産部品(1)が、ピン状の変形工具(4)による変形処理中、その縁領域においてのみ保持装置により保持されていて、その間に位置する構成部品領域において支持も他の方法により保持もされていないことを特徴とする、請求項5〜7のいずれか一項に記載の方法。
【請求項9】
量産部品(1)が、ピン状の変形工具(4)による変形処理中、保持装置により保持されていて、その間に位置する構成部品領域において少なくとも1つの箇所でカウンタホルダ(7)により支持されていて、このカウンタホルダ(7)が、量産部品(1)においてピン状の変形工具(4)に対向位置する側に配置されていることを特徴とする、請求項5〜7のいずれか一項に記載の方法。
【請求項10】
カウンタホルダ(7)が、製造すべき3次元輪郭に関してネガティブフォームとして機能する母型状の構成部品であることを特徴とする、請求項9に記載の方法。
【請求項11】
ピン状の変形工具(4)が、滑らかで凸状に湾曲された工具先端を有することを特徴とする、請求項1〜10のいずれか一項に記載の方法。
【請求項12】
ピン状の変形工具(4)の工具先端が、回転可能に備えられた球により形成されていて、この球が量産部品(1)の加工時に量産部品(1)上を回転進行することを特徴とする、請求項1〜11のいずれか一項に記載の方法。
【請求項13】
ピン状の変形工具(4)が、位置調節可能な工具先端を有し、この工具先端の幅が、ピン状の変形工具(4)の移動方向に対して横方向で量産部品(1)に対して相対的に加工過程中に変更されることを特徴とする、請求項1〜12のいずれか一項に記載の方法。
【請求項14】
ピン状の変形工具が、量産部品(1)の変形処理中、少なくとも工具先端の領域で加熱されることを特徴とする、請求項1〜13のいずれか一項に記載の方法。
【請求項15】
量産部品(1)が、変形処理中、熱源により暖められる或いは熱くされることを特徴とする、請求項1〜14のいずれか一項に記載の方法。
【請求項16】
変形工具が、量産部品(1)の変形処理中、変形工具の縦軸線の回りで回転されることを特徴とする、請求項1〜15のいずれか一項に記載の方法。
【請求項17】
変形ピンが、量産部品(1)の変形処理中、変形ピンの縦軸線の回りで往復動されることを特徴とする、請求項1〜15のいずれか一項に記載の方法。
【請求項18】
ピン状の変形工具(4)を用い、デザインにとって重要な線状のキャラクタ輪郭が量産部品(1)内に刻み込まれることを特徴とする、請求項1〜17のいずれか一項に記載の方法。
【請求項19】
量産部品が、プレス型工具を用いて製造されるプレス部品であることを特徴とする、請求項1、2、5〜18のいずれか一項に記載の方法。
【請求項20】
量産部品が、深絞り成形により製造された金属板部品であることを特徴とする、請求項1、2、5〜19のいずれか一項に記載の方法。
【請求項21】
量産部品に既に設けられている輪郭が、ピン状の変形工具(4)を用いた後加工によりなぞられる或いはより深くされることを特徴とする、請求項1〜20のいずれか一項に記載の方法。
【請求項22】
量産部品(1)が、フロントフード、又はトランクリッド、又はドア、又はサイドパート、又はフェンダ、又はルーフであることを特徴とする、請求項1〜21のいずれか一項に記載の方法。
【請求項23】
ピン状の変形工具(4)がロボットのアームに配設されていることを特徴とする、請求項1〜22のいずれか一項に記載の方法。
【請求項24】
ピン状の変形工具がCNC工具機械の一部であることを特徴とする、請求項1〜23のいずれか一項に記載の方法。
【請求項25】
ピン状の変形工具が、量産部品(1)の加工中、その縦軸線の回りで回転し、それによりその変形ピンの先端と量産部品(1)との間に穿孔摩擦のような接触コンタクトが得られることを特徴とする、請求項1〜24のいずれか一項に記載の方法。
【請求項26】
量産部品(1)が、変形処理中、その縁領域におけるその幾何学形状がその出発状態に関して変化されないように、特に、未加工車体内に後で取り付けることで生じる接続寸法或いは隙間寸法が量産部品に関してその出発状態において変化しないように保持されることを特徴とする、請求項1〜25のいずれか一項に記載の方法。
【請求項27】
量産部品(1)内に後から製造すべき3次元輪郭(2)が、ピン状の変形工具(4)の1回限りの移動により、唯一の輪郭形成で製造されることを特徴とする、請求項1〜26のいずれか一項に記載の方法。
【請求項28】
量産部品(1)内に後から製造すべき3次元輪郭(2)が、ピン状の変形工具(4)の複数回の移動及び増加式の送込みにより製造されることを特徴とする、請求項1〜26のいずれか一項に記載の方法。
【請求項29】
ピン状の変形工具(4)が、1つの後加工工程から次の後加工工程にかけ、量産部品(1)に対して実質的に垂直に送込まれ、それにより、輪郭が、1つの後加工工程から次の後加工工程にかけ、より深くされることを特徴とする、請求項28に記載の方法。
【請求項30】
ピン状の変形工具(4)が、1つの後加工工程から次の後加工工程にかけ、変形工具(4)の移動方向に対して実質的に横方向に送込まれ、それにより、輪郭が、1つの後加工工程から次の後加工工程にかけ、幅広とされることを特徴とする、請求項28又は29に記載の方法。
【請求項31】
外殻部品において、量産部品(1)から、請求項1〜30のいずれか一項に記載された方法に従って製造されていることを特徴とする外郭部品。
【請求項32】
量産部品(1)が金属板から成ることを特徴とする、請求項31に記載の外殻部品。
【請求項33】
量産部品(1)がプラスチックから成ることを特徴とする、請求項31に記載の外殻部品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公表番号】特表2007−512960(P2007−512960A)
【公表日】平成19年5月24日(2007.5.24)
【国際特許分類】
【出願番号】特願2006−529659(P2006−529659)
【出願日】平成16年2月14日(2004.2.14)
【国際出願番号】PCT/EP2004/001403
【国際公開番号】WO2004/105976
【国際公開日】平成16年12月9日(2004.12.9)
【出願人】(391009671)バイエリッシェ モートーレン ウエルケ アクチエンゲゼルシャフト (194)
【氏名又は名称原語表記】BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT
【Fターム(参考)】
【公表日】平成19年5月24日(2007.5.24)
【国際特許分類】
【出願日】平成16年2月14日(2004.2.14)
【国際出願番号】PCT/EP2004/001403
【国際公開番号】WO2004/105976
【国際公開日】平成16年12月9日(2004.12.9)
【出願人】(391009671)バイエリッシェ モートーレン ウエルケ アクチエンゲゼルシャフト (194)
【氏名又は名称原語表記】BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT
【Fターム(参考)】
[ Back to top ]