
倣い溶接装置
【課題】 可搬性を高くする。溶接パワーが大きい曲り厚板溶接の品質を高くする。作業員操作の簡易化。
【解決手段】 上下,左右方向z,xに可撓性があって鋼板の上下,左右方向の傾斜と同じく傾斜したラック付きレール4を、挟持する倣いローラを含むレール倣い装置9と、ラック3に噛合うピニオン10を含む走行駆動装置11と、鋼板に乗る車輪と、を備え、鋼板で下支持される溶接台車16;レールを挟持する倣いローラを含むレール倣い装置21と、鋼板の上面に乗る複数の車輪と、を備え、鋼板で下支持されるワイヤ送給台車26;連結分離が可能な台車連結手段27;溶接台車に搭載された倣いセンサ30;溶接トーチ32および倣いセンサが検出した開先位置に溶接トーチを位置合わせするトーチ倣い装置33;および、ワイヤ送給台車に搭載され溶接トーチに溶接ワイヤを送給するワイヤ送給装置36;を備える倣い溶接装置。
【解決手段】 上下,左右方向z,xに可撓性があって鋼板の上下,左右方向の傾斜と同じく傾斜したラック付きレール4を、挟持する倣いローラを含むレール倣い装置9と、ラック3に噛合うピニオン10を含む走行駆動装置11と、鋼板に乗る車輪と、を備え、鋼板で下支持される溶接台車16;レールを挟持する倣いローラを含むレール倣い装置21と、鋼板の上面に乗る複数の車輪と、を備え、鋼板で下支持されるワイヤ送給台車26;連結分離が可能な台車連結手段27;溶接台車に搭載された倣いセンサ30;溶接トーチ32および倣いセンサが検出した開先位置に溶接トーチを位置合わせするトーチ倣い装置33;および、ワイヤ送給台車に搭載され溶接トーチに溶接ワイヤを送給するワイヤ送給装置36;を備える倣い溶接装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、平板および曲り板の開先を倣い溶接する溶接装置に関し、特に、これに限定する意図ではないが、船体の船首あるいは船尾等の外板に使用される曲り厚板の、アーク溶接に適した倣い溶接装置に関する。
【背景技術】
【0002】
【特許文献1】特許第3526506号公報
【特許文献2】特開平10−263961号公報 特許文献1には、門型台車に吊り下げた旋回可能な昇降基台に、曲り板の開先の位置および傾斜を検出するセンサおよび溶接トーチを装備して、昇降基台を曲り板に対して3次元方向に倣わせて開先を溶接する片面溶接装置が記載されている。特許文献2には、鋼板上に、開先と平行に配設して、溶接台車を支持し案内する可撓性の案内レールが記載されている。
【発明の開示】
【発明が解決しようとする課題】
【0003】
特許文献1に記載の片面溶接装置は、門型台車に吊り下げた旋回可能な昇降基台を曲り板に対して3次元方向に倣わせるので、この溶接は、門型台車を設置した大きな加工場でなければ実施できない。すなわち、門型台車のない場所の溶接対象厚板に溶接装置を簡易に運搬してその場で曲り厚板の開先倣い溶接をすることはできない。また、特許文献2に記載の案内レールを用いる場合には、溶接装置の全体を案内レールで支持するので、溶接装置が小型のものに限られる。溶接装置の重量が大きくなると案内レールの強度を確保するために、案内レールを大型,高重量にしなければならないが、そうすると、運搬,厚板への脱着、の作業性が低下するばかりでなく、案内レールの可撓性が低下し、比較的に大きな曲りに適合しにくくなる。
【0004】
本発明は、可搬性が高く、曲り鋼板の開先溶接に適した倣い溶接装置を提供することを第1の目的とし、溶接パワーが大きい曲り厚板溶接の品質を高くすることを第2の目的とし、作業員の操作は簡易にすることを第3の目的とする。
【課題を解決するための手段】
【0005】
(1)鋼板上に該鋼板(1)の溶接対象開先(2)と並べて設置された上下,左右方向(z,x)に可撓性があって該鋼板の上下,左右方向の傾斜と同じく傾斜したラック付きレール(4)を、左右方向(x)から挟持するローラ(5,6,7,8)を含むレール倣い装置(9)と、前記ラック(3)に噛み合うピニオン(10)を含む走行駆動装置(11)と、前記鋼板の上面に乗る車輪(12,13,14,15)と、を備え、該車輪を介して前記鋼板で下支持される溶接台車(16);
前記レール(4)を、左右方向(x)から挟持するローラ(17,18,19,20)を含むレール倣い装置(21)と、前記鋼板の上面に乗る複数の車輪(22,23,24,25)と、を備え、該車輪を介して前記鋼板で下支持される、ワイヤ送給台車(26);
前記溶接台車に前記ワイヤ送給台車を連結する、連結分離が可能な台車連結手段(27);
前記溶接台車に搭載された、前記開先位置を検出する倣いセンサ(30),溶接トーチ(32)、および、該倣いセンサが検出した開先位置に該溶接トーチを位置合わせするトーチ倣い装置(41,60,63);および、
前記ワイヤ送給台車に搭載され前記溶接トーチに溶接ワイヤ(71L,71T)を送給するワイヤ送給装置(33);
を備える倣い溶接装置。
【0006】
なお、理解を容易にするためにカッコ内には、図面に示し後述する実施例の対応又は相当要素の符号を、例示として参考までに付記した。以下も同様である。
【発明の効果】
【0007】
これによれば、溶接台車とワイヤ送給台車を分離して個別に持ち運びできる。船体の船首あるいは船尾等の外板にあてられる曲り厚板を2個の溶接トーチでアーク溶接する高パワーの倣い溶接装置でも、溶接台車とワイヤ送給台車それぞれを例えば40kg以下の重量にすることができ、鋼板への運搬および取り付けが容易である。連結台車が走行方向(y)に長くなるが、その分溶接装置全体の高さが低く重心が下がるので、台車の安定性が高い。溶接台車とワイヤ送給台車に個別にレール倣い装置(9),(21)があって同じレールで案内されるので、鋼板が曲がっていても各台車の倣い移動が正確かつ安定である。
【0008】
(2)前記溶接台車の複数の車輪(12,13,14,15)は、溶接台車の基台(37)との高さ方向(z)の距離が固定であって、前記レール(4)に関して前記溶接トーチ側に位置する少なくとも1個の車輪(12,13)と、溶接台車の基台との高さ方向(z)の距離が可変であって弾力部材(38)によって該距離を長くする方向に強制された、前記レールに関して前記溶接トーチとは反対側に位置する少なくとも1個の車輪(14)と、を含む;上記(1)に記載の倣い溶接装置。
【0009】
溶接台車(16)の、レールに関して溶接トーチ側に位置する車輪(12,13)と溶接台車の基台(37)との高さ方向(z)の距離が固定であるので、該基台の、レールに関して溶接トーチ側の、鋼板に対する高さは一定である。これに対してレールに関して前記溶接トーチとは反対側に位置する車輪(14)は、溶接台車の基台との高さ方向(z)の距離が可変であって弾力部材(38)によって該距離を長くする方向に強制されているので、鋼板の曲り(傾斜)に対応して該車輪(14)に対して基台が高低に変位する。すなわち、鋼板の横傾斜に対応して、高さ固定車輪(12,13)を中心又は支点として基台(37)が傾動するので、台車走行にともなって台車下部の鋼板の横傾斜が変化する場合でも、高さ固定車輪(12,13)が鋼板から浮き上がることはなく、鋼板の開先に対する、溶接トーチの位置倣いの信頼性と安定性が高い。
【0010】
(3)前記溶接台車(16)のレール倣い装置(9)は、前記レールの下向き面に摺接する下部フランジを持ち、前記ピニオン(10)がラック(3)に噛み合う位置にあって、前記レール(4)を左右から挟む1対のフランジローラ(5,6)、および、該フランジローラから台車走行方向で離れた位置にあって、前記レールを左右から挟む1対の、レールに対して上下方向に滑動できるローラ(7,8)、を含む;上記(1)又は(2)に記載の倣い溶接装置。
【0011】
フランジローラ(5,6)がレール(4)に対する基台(37)の上移動を妨げるので、レール(4)にあるラック(3)に対する基台側のピニオン(10)の浮き(上方向への分離)が防止され、溶接台車の走行駆動の信頼性,安定性が高い。2対のローラでレールの長手方向に離れた2箇所で、各対のローラでレールを挟持するので、レールによる台車案内の信頼性が高い。1対のローラ(7,8)はフランジがないので上下方向に滑動可であり、レールに、鋼板の上下方向(z)の曲りに沿った曲りがあっても、2対のローラによってレールを挟持しても、レールに上下方向の曲げ強制力が作用しない。すなわち、レールに過負荷を与えない。
【0012】
(4)前記溶接台車のレール倣い装置は、前記1対のフランジローラの一方(6)と前記1対のローラの一方(8)を、前記レールのむこうの他方(5,7)に接近する方向に強制する弾力部材(39)、を更に備える;上記(3)に記載の倣い溶接装置。
【0013】
レールに、鋼板の左右方向(x)の曲りに沿った曲りがあっても、2対のローラによってレールを挟持しても、弾力部材(39)があるのでレールの押しによってローラが退避するので、レールに左右方向(x)の曲げ強制力が作用しない。すなわち、レールに過負荷を与えない。
【0014】
(5)前記ワイヤ送給台車のレール倣い装置(21)は、前記レールを左右から挟む1対のフランジローラ(17,18)、および、該1対のローラから台車走行方向(y)で離れた位置にあって、前記レールを左右(x)から挟む1対のローラ(19,20)、を含む;上記(1)乃至(4)のいずれか1つに記載の倣い溶接装置。
【0015】
これによれば、ワイヤ送給台車も、2対のローラでレールの長手方向に離れた2箇所で、各対のローラでレールを挟持するので、レールによる台車案内の信頼性が高い。レールに、鋼板の上下方向(z)の曲りに沿った曲りがあっても、2対のローラによってレールを挟持しても、レールに上下方向の曲げ強制力が作用しない。すなわち、レールに過負荷を与えない。
【0016】
(6)前記台車連結手段(27)は、前記溶接台車およびワイヤ送給台車の各垂直ピンが貫通するピン通し穴を持つボールジョイント(28,29)を装備した連結幹(27)である;上記(1)乃至(5)のいずれか1つに記載の倣い溶接装置。
【0017】
ボールジョイントは、台車の垂直ピンに対して上下方向および左右方向および連結幹の長手軸廻りの回転が可能であるので、台車走行方向の各台車位置の鋼板の傾斜の相違によって台車相互間に加わる力を緩衝する。これにより各台車の、レールに対する倣い移動が滑らかであり、低負荷である。
【0018】
(7)更に、前記溶接台車(16)の上下および左右傾斜角を検出する角度センサ(40)と、該傾斜角に対応して前記溶接トーチ(32)による溶接条件を変更する溶接制御装置(41,42)と、を備える;上記(1)乃至(6)のいずれか1つに記載の倣い溶接装置。
【0019】
溶接トーチのアークによって溶かされた溶鋼は、重力に従い低位置に移動しようとするので、開先の傾斜によって、溶接ビードの位置が、水平開先の場合とはずれたものとなる。これを見込んだ、上下および左右傾斜角に対応する溶接条件に変更することにより、自動的に良好な溶接品質を得ることが出来る。
【0020】
(8)前記走行駆動装置(11)は、ピニオン回転信号を発生する走行パルス発生器(43)を含み;
前記トーチ倣い装置(41,60,63)は、前記溶接トーチの上下移動信号および左右移動信号を発生する上下パルス発生器(44)および左右パルス発生器(45)を含み;
前記溶接制御装置(41,42)は、前記開先(2)の第1回目の溶接において、前記ピニオン回転信号に基づいて前記溶接台車(16)の走行位置データを生成し、前記上下移動信号および左右移動信号に基づいて前記溶接トーチ(32)の上下位置データおよび左右位置データを生成し、該走行位置データに対応付けて上下位置データおよび左右位置データを第1メモリ(42のワークRAM)に格納して、前記開先(2)の第2回目の溶接において、第1メモリ(42)の、走行位置に対応付けられた上下位置および左右位置に、前記溶接トーチを位置合わせする;
上記(7)に記載の倣い溶接装置。
【0021】
2層目の溶接、例えば1層目の往動溶接の次に行う復動での溶接では、第1メモリ(42)に格納した1層目の、台車走行位置対応のトーチ位置データを用いて溶接トーチ(32)を開先(2)に位置合わせするので、倣いセンサ(30)による開先位置検出は不要である。2層目の溶接では1層目の溶接ビードがあるので、開先位置検出が不正確になるあるいは検出不能となることも考えられるが、このような問題を生じない。
【0022】
(9)曲り板溶接装置は更に、動作指示入力手段(46),板厚,上下傾斜角および左右傾斜角に対応付けて前記溶接トーチの溶接条件を入力する入力手段(47)および入力情報を表示する表示手段(47)を含む入出力装置(48)、および、板厚,上下傾斜角および左右傾斜角に対応付けて入力があった溶接条件を第2メモリ(41のNVRAM)に登録する溶接条件登録手段(41)、を備え;
前記溶接制御装置(41,42)は、溶接中の、板厚,前記角度センサ(40)が検出した上下傾斜角および左右傾斜角に対応付けられている溶接条件を第2メモリ(41)から読み出して該溶接条件に従って前記溶接トーチ(32)による溶接を制御する;
上記(7)又は(8)に記載の倣い溶接装置。
【0023】
例えば、作業員が前記入出力装置(48)を用いて各種の板厚,上下傾斜角および左右傾斜角での溶接条件を入力して試行溶接を実行して最適な溶接条件を第2メモリ(41)に登録しておき、実溶接においては溶接制御装置(41,42)が、指定板厚の、傾斜センサが検出した上下傾斜角および左右傾斜角に対応する溶接条件を第2メモリ(41)から自動的に読み出して溶接に用いる。これにより、最適な溶接結果が自動的に得られる。
【0024】
(10)前記入出力装置(48)は、板厚に対応して終端処理条件を入力する手段を含み;
前記溶接条件登録手段(41)は板厚に対応付けて入力があった終端処理条件を第2メモリ(41)に登録し;
前記溶接制御装置(41,42)は、溶接中の、板厚に対応付けられている終端処理条件を第2メモリ(41)から読み出して該終端溶接条件に従って前記溶接トーチによる終端溶接処理を制御する;
上記(9)に記載の倣い溶接装置。
【0025】
例えば、作業員が前記入出力装置(48)を用いて各種の板厚,上下傾斜角および左右傾斜角での終端処理条件を入力して試行の終端処理を実行して最適な終端処理条件を第2メモリ(41)に登録しておき、実溶接においては溶接制御装置(41,42)が、指定板厚の、傾斜センサ(40)が検出した上下傾斜角および左右傾斜角に対応する終端処理条件を第2メモリ(41)から自動的に読み出して終端処理に用いる。これにより自動的に、最適な終端処理が行われる。
【0026】
(11)前記溶接制御装置(41)は、データ送受機能および格納機能がある外部機器(パソコン,カードリード・ライタ,記憶媒体リード・ライタ)とのデータ送受機能を持ち、前記入出力装置(48)からの格納指示に応答して前記外部機器の溶接条件を第2メモリ(41)に登録し、また、前記入出力装置(48)からの読出し指示に応答して第2メモリ(41)の溶接条件を前記外部機器に転送する;
上記(9)又は(10)に記載の倣い溶接装置。
【0027】
これによれば、外部機器に、最適な溶接結果が得られた実績データ(板厚,上下傾斜角および左右傾斜角対応の溶接条件,終端処理条件)を蓄積し保管することが出来る。また、外部機器から実績データを読み出して第2メモリ(41)に格納して溶接作業に用いることができる。例えばパソコン(PC)を実績データサーバに用いて、実績データの保管のみならず、実績データの編集,改良および拡張をすることが出来る。
【発明を実施するための最良の形態】
【0028】
本発明の他の目的および特徴は、図面を参照した以下の実施例の説明より明らかになろう。
【実施例1】
【0029】
図1に、本発明の1実施例を示す。溶接対象鋼板1上に、ラック付きレール4が、開先2に並べて(平行に)設置されている。該レール4は、上下,左右方向z,xに可撓性がありしかもレール長手軸周りの旋回(ねじり)も可能であって、鋼板1の上下,左右方向の傾斜と同じく傾斜している。レール4は、多数のレール固定具53で鋼板1に固定されている。
【0030】
レール4は、横断面が略4角形であるが4コーナが略矩形状に欠落している。レール4の単体は、中空であって、1m前後の長さがあり、その一端部には中空穴を塞ぐ結合ピンの後半部が埋設固着されており、他端部は、該結合ピンを受け入れる受け穴となっている。該単体の両端部にはそれぞれ1個のレール固定具53(図5)が固着されている。レール固定具53は、永久磁石51,レール固定枠体50および分離レバー52を持ち、分離レバー52を、その自由端がレール4近くになるまで、図5上で時計方向に廻すことにより、分離レバー52の他端が鋼板1に当たって永久磁石51が鋼板1から離れて上昇するので、鋼板1から分離できる。レール4は硬質ゴム製であるが、その他の、可撓性があって所要の強度があるゴムあるいは合成樹脂などであっても良い。レール4の単体の底面には、レール固定枠体50がボルトで固定され、レール固定枠体50の下面に永久磁石51がねじ止めされている。レール4の単体の上面には、可撓性(たわみ性)がある金属ラック3が固着されて、その噛み歯は上方に露出し該歯より下方がレール材に埋まっている。
ラック3は、硬質ゴム製または樹脂製であっても良い。
【0031】
このような単体の多数を鋼板1の開先2(図2,図7)に沿って並べて、隣り合う単体の一方の結合ピンを他方の受け穴に圧入し、開先に対して平行に位置調整してから分離レバー52を反時計方向に、図5に示す水平位置まで廻すことにより、図1,図2に示すように、一本の長いレール4を、開先2に沿って鋼板1上に配設することが出来る。
【0032】
溶接台車16の尾端部とワイヤ送給台車26の先端部には垂直ピンがあり、各垂直ピンが、連結幹27の先,後端にある各ボールジョイントのボールの中心穴を貫通している。連結幹27を上方に持ち上げると、各垂直ピンが各ボールジョイントから抜けるので、溶接台車16とワイヤ送給台車26の連結が外れ、各台車を個別に搬出できる。搬入も個別に行われる。本実施例では、各台車は、40kg前後であり、楽に移動ができる。なお、フォークリフトや手押しカートを用いれば、運搬が容易である。
【0033】
図2に示すように、鋼板1に、溶接台車16およびワイヤ送給台車26が載置され、連結幹27によって連結される。溶接台車16の、鋼板1の上面に接する車輪12,13,14,15は、基台37を支える。レール4に関してアーク溶接トーチ32L,32Tがある側の車輪12,13、および、レール4に関してアーク溶接トーチ32L,32Tとは反対側にある車輪15は、基台37との距離(高さ)が固定であるが、レール4に関してサブマージアーク溶接トーチ32Lとは反対側にある車輪14は、基台37に対して高さ方向zに昇降可であって、すなわち、基台37との距離(高さ)が可変であって、弾力部材である圧縮コイルスプリング38(図5,図6)で、基台37に近づく方向すなわち基台37との距離(高さ)を長くする(鋼板1を押す)方向に、強制されている。これにより、1個の高さ可変車輪14が常に鋼板1に圧接して、基台37を介して、他の3個の高さ固定車輪12,13,15を常時鋼板1に圧接させる。なお、圧縮コイルスプリング38に代えて、クッションゴム,エアークッションなど、他の弾力部材を用いてもよい。また、レール4に関してアーク溶接トーチ32L,32Tとは反対側にある車輪15も、可変車輪14と同様な構造の高さ可変車輪としてもよい。いずれにしても、溶接トーチ32L,32Tがある側の車輪12,13が高さ固定であって常時鋼板1に圧接するので、台車走行にともなって台車下部の鋼板の横傾斜が変化する場合でも、高さ固定車輪12,13が鋼板から浮き上がることはなく、鋼板の開先に対する溶接トーチの位置倣いの信頼性と安定性が高い。
【0034】
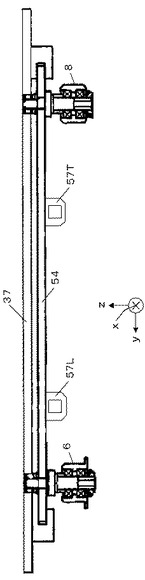
図2を参照すると、基台37には、レール4を挟持する、1対のフランジローラ5,6およびもう1対のフランジがないローラ7,8が装着されている。フランジローラ5,6には図6に示すように、下端面側にフランジがあり、このフランジがレール4の横断面コーナ部の下向き面に当たって、レール4に対する基台の浮き上がりすなわちラック3に対するピニオン10の上移動による噛み合いの分離、を防止する。
【0035】
各対の、レール4に関して溶接トーチ32L,32T側のローラ5,7は、基台37にローラ軸が固着されているが、レール4に関して溶接トーチ32L,32Tと反対側のローラ6,8は、滑板54にローラ軸が固着されている(図3の(a),図4)。滑板54は左右方向xに滑動可に、基台37で支持されている。
【0036】
図3の(a),図6および図7を参照すると、雌ねじ摘子55L,55Tが回動自在に基台37で支持されている。雄ねじ56L,56Tが、雌ねじ摘子55L,55Tにねじ結合し、滑板54方向に延び、圧縮コイルスプリング39L,39Tを貫通して、先端部の4角柱部が、滑板54のガイドブロック57L,57T(図4)の4角穴を貫通している。これにより雄ねじ56L,56Tは回転できず、雌ねじ摘子55L,55Tの回転によって、雄ねじ56L,56Tが幅方向xに移動する。圧縮コイルスプリング39L,39Tの一端は、雄ねじ56L,56Tの、雄ねじ端と4角柱端の間の段差面に当たっているワッシャ(ばね座金)に当たっており、他端はガイドブロック57L,57Tに当たっているので、圧縮コイルスプリング39L,39Tがそのばね力で、ガイドブロック57L,57T(滑板54)を、レール4に近づく方向に常時押している。これにより、フランジローラ6およびローラ8がレール4の側面に圧接する。雌ねじ摘子55L,55Tを緩め方向(反時計方向)に廻すと、雄ねじ棒56L,56Tがレール4から離れる方向に移動し、スプリング39L,39Tが伸びきった後は、滑板54をレール4から離れる方向に動かして、ローラ6,8をレール側面から離すことができる。なお、圧縮コイルスプリング39L,39Tに代えて、クッションゴム,エアークッションなど、他の弾力部材を用いてもよい。
【0037】
基台37には、図3の(a)および(b)に示すように、取手58L,58Tが装着されている。基台37には、走行駆動装置11(図6)が搭載されており、走行駆動装置11のピニオン10が、レール4のラック3に噛み合う。
【0038】
図1を再度参照すると、基台37には、トーチ倣い装置33が搭載されている。トーチ倣い装置33には、左右方向(横方向)xにスライド自在に基台37に装着された横移動台59があり、この横移動台59を横駆動機構59が左右方向に駆動する。横移動台59には、雄ねじ軸61が垂直かつ回転自在に支持されており、この雄ねじ軸61が螺合し貫通した雌ねじナットが昇降台62に固定されている。昇降機構63が雄ねじ軸61を正,逆方向に回転駆動し、これにより昇降台62が上昇,降下する。
【0039】
トーチ倣い装置33の上板上には、トーチ倣い装置33(基台37)の台車進行方向yの傾斜角(登り,下り傾斜:上下傾斜角)および左右方向xの傾斜角(左上がり,左下がり:左右傾斜角)を検出する角度センサ40が設置されている。
【0040】
昇降台62が、先行(L)トーチ揺動機構64および後行(T)トーチ揺動機構65を支持している。Lトーチ揺動機構64の筐体に、センサ駆動機構31が固定されている。センサ駆動機構31は、倣いセンサ30を支持し、検出位置から退避位置に、又その逆に、昇,降駆動する。倣いセンサ30は、図5に示すように、先端がπ型(鳥居型)の探触子を筒状本体内で上下,左右に移動可に支持し、筒状本体内の上移動検知スイッチおよび左,右移動検知スイッチを備える。
【0041】
倣いセンサ30を検出位置に下ろした開先倣いのときには、ワイヤ送給台車26に搭載された機側制御ボックス49にある入出力シーケンサ41(図10)が倣いセンサ30の検知スイッチのオンオフ信号を読み込む。
【0042】
シーケンサ41が、上移動検知スイッチがオン(センサ30の探触子が上移動)すると昇降機構63によってセンサ30を上駆動し、オフすると下駆動する操作を、繰り返す。昇降機構63にある昇降駆動モータ63mの回転軸に連結されたパルス発生器(パルスゼネレータ:ロータリエンコーダ)44が発生する、上下移動信号である指速パルス(モータの所定小角度の回転に付き1パルスの速度同期パルス)が機側制御ボックス41を経由して主制御盤66の上下位置カウンタ(z位置カウンタ)に与えられ、上下位置カウンタは、センサ30の上駆動のときには指速パルスをカウントアップし、センサ30の下駆動のときには指速パルスをカウントダウンする。カウントデータは、昇降台62(溶接トーチ31,32)の上下(z)位置を表す。
【0043】
またシーケンサ41は、左移動検知スイッチがオン(センサ30の探触子が左移動)すると横駆動機構60によってセンサ30(横移動台59)を左駆動し、オフすると左駆動を停止し、右移動検知スイッチがオン(センサ30の探触子が右移動)すると横駆動機構60によってセンサ30(横移動台59)を右駆動し、オフすると右駆動を停止する。ただし、センサ30の探触子と溶接トーチ32Lとの間には、台車走行方向yに位置差SLがあるので、上記左,右移動検知スイッチのオン,オフの切換りに対応する上記左,右駆動および停止は、オン,オフの切換りから、溶接台車16がSL分移動したときに合致するように、時間差(遅延)をおいて実施する。
【0044】
横駆動機構60にある横駆動モータ60mの回転軸に連結されたパルス発生器45が発生する、横移動信号である指速パルスが機側制御ボックス49を経由して主制御盤66の横位置カウンタ(x位置カウンタ)に与えられ、横位置カウンタは、センサ30の左駆動のときには指速パルスをカウントアップし、センサ30の右駆動のときには指速パルスをカウントダウンする。カウントデータは、横移動台59(溶接トーチ32L,32T)の左右(x)位置を表す。
【0045】
また、走行駆動装置11の走行駆動モータ11mに連結されたパルス発生器43が発生する指速パルスを、主制御盤66の走行位置カウンタ(y位置カウンタ)が、溶接台車16の往動の時にはカウントアップし、復動の時にはカウントダウンする。カウントデータは、溶接台車の走行位置(y位置)を表す。
【0046】
なお、主制御盤66のシーケンサ42は、溶接台車16の往動のときには、パルス発生器43が設定個数発生するたびに、シーケンサ42の内部のワークRAMの、第1メモリである検出データ蓄積テーブル(メモリ上の1領域)に、走行位置カウンタのカウントデータ(走行位置:y位置)をアドレスとして、上下位置カウンタのカウントデータ(上下位置:z位置),横位置カウンタのカウントデータ(左右位置:x位置)、ならびに、後述する角度センサ40が検出した上下傾斜角を表す上下傾斜角データおよび左右傾斜角を表す左右傾斜角データを書き込む。そして、その時点の傾斜角データに応じて、シーケンサ41にある不揮発メモリ(NVRAM)の、第2メモリである溶接条件テーブルの溶接条件から、該傾斜角データ対応の溶接条件を読み出して、溶接条件とするが、x位置データは、現走行位置(y位置)よりもSL分前のものを上記メモリ(RAM)より読み出して目標x位置として、横移動台59(トーチ32L)の現在のx位置を目標x位置とするように、前記横駆動機構60によって横移動台59(トーチ32L)を横駆動する。すなわち上述のように時間差(遅延)をおいて横倣い駆動する。
【0047】
往動時に第1メモリである検出データ蓄積テーブルに格納した上述の位置データおよび傾斜角データは、復動のときにシーケンサ42が、パルス発生器43が設定個数発生するたびに、検出データ蓄積テーブルの、溶接トーチ32Lの現在のy位置(走行位置カウンタのカウントデータ)対応アドレスから読み出して、x,z位置データをトーチ目標位置として横駆動装置60および昇降機構63を駆動して、溶接トーチ32L,32Tを目標位置に合わせ、読み出した傾斜角データに応じて、第2メモリである溶接条件テーブルに登録された該傾斜角データ対応の溶接条件を読み出して、溶接条件とする。あるいは、溶接条件は、オペレータが復動に割り当てた、オペレータ介入のものとする。
【0048】
図1および図2を再度参照する。ワイヤ送給台車26の基台67には、1対のフランジなしのローラ17,18および1対の同様なローラ19,20があり、各対がレール4を挟んでいる。図8にはローラ19,20を拡大して示す。基台67には、機側制御ボックス49および1対のワイヤ送給装置33L,33Tが搭載されている。図1,図2に示すように、溶接台車16およびワイヤ送給台車26を鋼板1に載置し、連結幹27で連結し、各台車のローラでレール4を挟持した状態で、図9に示すようにワイヤ送給装置33L,33Tと溶接トーチに溶接ケーブル70L,70Tをコネクタ接続して、地上の溶接ワイヤコイルから溶接ワイヤ71L,71Tを引き出して、ワイヤ送給装置33L,33Tを通して溶接トーチ31,32に送り込み、溶接台車16上の中継ボックスと地上の主制御盤に電気ケーブル72をコネクタ接続し、溶接台車16上の中継ボックスとワイヤ送給台車上の機側制御ボックスに台車上電気ケーブルをコネクタ接続し、溶接ケーブル70L,70Tが繋がるコネクタに接続した冷却水管73を地上の冷却循環装置にコネクタ接続し、溶接ケーブル70L,70Tが繋がるコネクタに接続した溶接ガス(CO2)供給管74を地上のガスボンベに接続し、そしてワイヤ送給装置33L,33Tと地上の溶接電源に溶接給電線75L,75Tをコネクタ接続することにより、溶接を実行することができる。
【0049】
図10に、溶接台車16およびワイヤ送給台車26にある電気機器および機側制御ボックス41と、地上の主制御盤66にある電気機器、の概要を示す。機側制御ボックス41には、入出力制御を機能主体とするシーケンサ41と、該シーケンサ41と台車上電気機器との間の電気信号のやり取りを行うインターフェース(信号処理回路)がある。シーケンサ41は、CPU,RAM,ROM等のコンピュータ機能要素を内蔵するマイコン(マイクロコンピュータ)を主体とするものであり、シーケンサ41に、入出力装置48が接続され、また上述のインターフェースが接続されている。シーケンサ41に、USBケーブルを介して、パソコン(パーソナルコンピュータ)PCや外部記憶媒体リード・ライタを接続することができ、それらとデータのやり取りができる。
【0050】
地上の制御盤66には、溶接動作制御を機能主体とするシーケンサ42と、モータ駆動回路(モータドライバ),電磁弁駆動回路(ソレノイドドライバ)11c,63c,・・・ならびにこれらとシーケンサ42とをつなぐインターフェースがある。これらのドライバ11c,63c,・・・に、動力ケーブルおよび機側制御ボックス41を介して、モータ,電磁弁等69,11m,63m,・・・が接続されている。
【0051】
シーケンサ41は、ユーザ入力,センサ出力,スイッチ出力を検出してシーケンサ42に出力し、シーケンサ42の出力を入出力装置48で表示する。シーケンサ42は、シーケンサ41が与える入力に応じて、シーケンサ41にユーザに与える報知情報を与え、シーケンサ41が与えるユーザ指示に応じて溶接制御シーケンスを実行し、ドライバ11c,63c,・・・に駆動指示を与えて上述の各種機構31,60,63,・・・のモータを駆動し、開先倣い制御をする。また、往動時には、角度センサ40が検出した上下角度および左右角度の読み込み,x,y,z位置カウントの制御およびカウントデータおよび角度データの、第1メモリである検出データ蓄積テーブルへの書き込み(倣い実績蓄積)を行い、x,y位置倣い制御、ならびに、第2メモリである溶接条件テーブルからの、上下,左右角度対応の溶接条件の読み出しと溶接条件出力を行う。復動時には、y位置カウントと、検出データ蓄積テーブルからのy位置対応のx,z位置データおよび傾斜角データの読み出しを制御し、開先倣い制御をする。また、傾斜角データに対応する溶接条件を溶接条件テーブルから読み出して、溶接条件出力を行う。または、復動時は、オペレータが復動に割り当てた溶接条件を出力する。
【0052】
図11に、入出力装置48の外観を示す。入出力装置48には、該装置の電源スイッチ76,動作指示入力手段である動作指示スイッチ群46,板厚,上下傾斜角および左右傾斜角に対応付けて前記溶接トーチの溶接条件を入力する入力手段および入力情報を表示する表示手段に兼用の液晶タッチパネル47、および、非常停止ボタンが備わっている。また、パネル47に表示した「+」形状のカーソルの上下,左右移動を指示する矢印付きのシフトキースイッチと、パネル47に表示した、該カーソルを置いた数値表示ブロックの数値のアップ/ダウンを指示する「増」,「減」キースイッチとでなるキースイッチ群77も、入出力装置48に備わっている。
【0053】
電源スイッチ76を「切」から「入」に切り替えると、入出力装置48に動作電圧が加わる。動作指示スイッチ群46には、「先行溶接」,「溶接停止」,「後行溶接」,「溶接停止」,「倣い自動」,「引上」を指示する各動作指示専用のキースイッチがある。「先行溶接」をオペレータが押すと、先行溶接指示がシーケンサ41を経由してシーケンサ42に与えられ、これに応答してシーケンサ42が、先行溶接を開始し、先行溶接トーチ32Lによる、y方向走行の溶接を開始する。「溶接停止」スイッチが押されると、シーケンサ42は、先行溶接トーチ32Lによるクレータ処理後、アフターフロー制御を行ってから、先行溶接トーチ32Lによる溶接を停止する。「後行溶接」スイッチが押されると、後行溶接を開始し、後行溶接トーチ32Tによる、y方向走行の溶接を開始する。「溶接停止」スイッチが押されると、後行溶接トーチ32Tによるクレータ処理後、アフターフロー制御を行ってから、後行溶接トーチ32Tによる溶接を停止する。「倣い自動」スイッチが押されると、シーケンサ41は、センサ駆動機構31を駆動して倣いセンサ30を退避位置から検出位置に降ろし、その後、倣いセンサ30の開先検知信号に基づいて、トーチ倣い装置33(昇降機構63,横駆動機構60)を駆動して、開先に対して溶接トーチ32L,32Tを倣わせる。「引上」スイッチが押されるとシーケンサ42は、センサ駆動機構31を駆動して倣いセンサ30を検出位置から退避位置に駆動し、かつ、トーチ倣い装置33(昇降機構63)を駆動して溶接トーチ32L,32Tを上限位置に駆動する。
からに押しボタンを押すと倣い上下モータが上昇位置にて停止する。
【0054】
後述の「溶接選択」(図16以下)で先行,後行溶接トーチによる同時溶接が設定されている時は、シーケンサ42は、先行溶接トーチ32Lによって倣い引上位置(SL:図23)まで溶接し、後行溶接トーチ32Tによる溶接は、先行/後行溶接トーチ間距離(LT:図23)まで溶接後、終端処理(拘束ビート処理)およびラップ処理後、クレータ処理して、溶接を停止する。また、同時溶接時、先行溶接を停止させた時は、後行溶接は、中間距離停止長(図22)を移動してから停止する。
【0055】
入出力装置48の筐体内には、フレームデータメモリ,パネル表示ドライバ,タッチアドレス生成回路、および、入力読み込み,表示(出力)制御を行うマイコンがある。このマイコンが、図12に示す入出力モード切替えを行う。すなわち図12に示す入出力モード遷移を行う。
【0056】
図11に示す電源スイッチ76がオンして動作電圧が印加されると入出力装置48内の上述のマイコン(以下ではこれを単にマイコンという)は、起動して、自身の初期化および入出力装置48内電気回路を初期化してから、図13に示す初期画面F1をパネル47に表示する。
【0057】
図13に示す初期画面F1上の「開始」ボタンにオペレータがタッチすると、マイコンは、「原点復帰中」ブロックを点滅表示するとともに、シーケンサ41を介して「開始指示」をシーケンサ42に与える。シーケンサ42は、溶接台車16およびワイヤ送給台車26上のトーチ倣い装置33(昇降機構63,横駆動機構60)の原点復帰(ホームポジションへの位置決め)を行う。原点復帰を終えるとシーケンサ42は、x,y,z位置カウンタを初期化(カウンタクリア)して、原点復帰を、シーケンサ41を介して入出力装置48のマイコンに通知する。該マイコンは「原点復帰中」ブロックの点滅表示を停止して、図14に示すモード選択画面F2をパネル47に表示する。このモード選択画面F2から、オペレータの選択入力に応じて、図12に示す各種入出力モードに遷移する。なお、初期画面F1上の「次頁」ボタンは、溶接動作を行わない、データ確認,データ設定を指定するものであり、「開始」ボタンではなく「次頁」ボタンにタッチがあったときには、マイコンは、原点復帰は実行しないで、図14に示すモード選択画面F2をパネル47に表示する。この場合には、トーチ倣い装置33の原点復帰は行わず、トーチのx,y駆動があるときは、オーバラン(リミットスイッチオン)で自動的に停止する。
【0058】
図14に示すモード選択画面F2の「操作」ボタンにタッチがあると、マイコンは、「準備」,「自動」および「手動」のいずれかの操作(タッチ)を待ち、これらの操作に応答して、図12に示す「準備」以下のルート(図15,16),「自動画面」以下のルート(図17,図18,図20)又は「手動」以下のルート(図19,図20)に進む。モード選択画面F2の「設定」ボタンにタッチがあったときは、マイコンは、「環境条件」又は「溶接条件」のいずれかの操作(タッチ)を待ち、これらの操作に応答して、図12に示す「環境条件」以下のルート(図21〜図24)又は「設定条件」以下のルート(図25〜図30)に進む。
【0059】
図14に示すモード選択画面F2の「準備」にタッチがあるとマイコンは、図15に示す板厚設定画面F3を液晶タッチパネル47に表示する。この板厚設定画面F3は、オペレータに板厚を指定させるものである。オペレータによる板厚値の入力および変更は、キースイッチ群77(図11)の矢印付きのシフトキースイッチを操作してパネル47に表示した「+」形状のカーソルを入力位置に置き、そして「増」,「減」キースイッチを押すことにより行う。以下に説明する、各種数値表示ブロックに対する数値の入力,変更も同様に行う。ただし、後述のモニタ1,2画面(図17,図18)の場合は、液晶タッチパネル47上に表示された増減選択ボタンにタッチすることにより数値入力,変更を行う。
【0060】
図15に示す板厚設定画面F3上で、板厚は、No.1〜10まで登録することができ、登録内容を更新することができる。溶接条件を登録しようとするときは、板厚登録No.を指定して板厚値を入力する。登録した溶接条件で溶接を実行しようとするとき、あるいは溶接条件を確認しようとするときには、該当の板厚値の板厚登録No.を指定する。板厚設定画面F3上の「戻り」ボタンが押される(ボタンにタッチがある)と前画面のモード選択画面F2に移行する。板厚設定画面F3上の「準備」ボタンにタッチがあると、マイコンは、指定されている板厚登録No.をセーブ(マイコンの内部RAMに割り当てた入力レジスタに書き込み)して、「準備画面」F4をパネル47に表示する。
【0061】
なお、板厚設定画面F3(図15)で選択し入力レジスタにセーブした板厚登録No.など、入力レジスタにセーブしている板厚登録No.を以下においては「選択中の板厚登録No.」という。入出力装置48のマイコンは、板厚設定画面F3上の「戻り」ボタンの操作に応答して前述のように前画面のモード選択画面F2に移行するとき、シーケンサ41のNVRAM上に定められた、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、板厚設定画面F3上で選択中の板厚登録No.宛てに入力があった板厚値を、登録(上書き)する。そして、該溶接条件テーブル(の溶接条件)を、シーケンサ42に転送する。シーケンサ42が、その内部のワークRAMに該溶接条件テーブルを書き込む(コピーする)。
【0062】
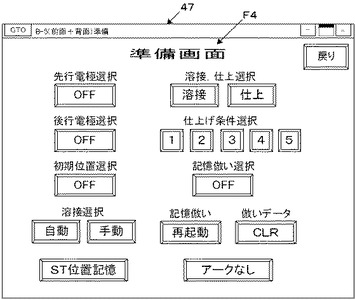
図16に、「準備画面」F4を示す。「準備画面」F4上の「先行電極選択」ボタン,「後行電極選択」ボタンで溶接トーチ32L,32Tを指定できる。「初期位置選択」ボタンが操作(タッチ)されると、マイコンはこれを、シーケンサ41に報知し、これに応答してシーケンサ41が、ワークRAMの溶接条件テーブルの中のトーチ初期上下位置および初期左右位置(図27)に溶接トーチ32L,32Tを位置決めする。
【0063】
「溶接選択」の「自動」ボタンは、溶接開始後、動作指示スイッチ群46(図11)の中の倣い退避指示スイッチのオンに応じて先行溶接移動停止処理,後行溶接終端処理及びラップ処理をした後自動停止する、という自動溶接を指定するものである。この自動溶接では、先行,後行溶接トーチによる溶接中に先行溶接トーチ32Lによる溶接を停止する時は、それから中間停止長(図22)の走行後に後行溶接トーチTによる溶接を自動停止する。
【0064】
「溶接選択」の[手動]ボタンは、先行,後行電極選択に従って個々の溶接を指示するものであり、該溶接は、動作指示スイッチ群46(図11)の中の先行溶接開始/停止指示スイッチ,後行溶接開始/停止指示スイッチの操作に応じて実行する。「ST位置記憶」に操作があると、シーケンサ42は、溶接台車スタート位置(y位置カウンタのカウントデータ)を、0(原点)にプリセットする。
【0065】
「溶接,仕上選択」の[溶接]を操作すると、入出力装置48のマイコンは、シーケンサ41の内部のNVRAM上の、選択中の板厚登録No.の溶接条件テーブルから、溶接条件(F15:図27)のデータを読出して表示する(図27)。「溶接,仕上選択」の[仕上]に操作があると、前記溶接条件テーブルから、板厚登録No.に設定している仕上条件(F16:図28)を読出して表示する(図28)。「仕上条件選択」のNo.1〜5のいずれかに操作があると、入出力装置48の内部のNVRAM上の、該当No.の仕上げ条件テーブルの「仕上条件」のデータを読出して表示する(図28)。「記憶倣い選択」ボタンは、仕上溶接(復動溶接)の開先倣いに、先行の往動溶接で収集した倣いデータを用いる記憶倣い制御を指定するものである。「記憶倣」の「再起動」は、一度倣いデータを収集後、再び同一移動距離の倣いデータの再収集を指定するものである。「倣いデータ」の「CLR」は、記憶倣いデータのクリア(消去)を指定するものである。1sec以上の継続タッチが、クリアを指示する。「アークなし」ボタンは、該アークなし表示状態でアークなし指定を、操作(タッチ)があると「アークあり」に表示が切換ってアーク出し指定を、するものである。該ボタンは、溶接トーチのx,y,z駆動確認,揺動機構の動作確認,位置確認などのために、機構を駆動するときには、アークなし指定にする。「戻り」ボタンが押されると、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、準備画面F4で指定,入力又は変更があった溶接条件および選択された仕上げ条件No.を登録し、前画面「板厚設定F3」に移行する。
【0066】
図14に示すモード選択画面F2上の「自動」ボタンが押されると入出力装置48のマイコンは、パネル47に、モニタ1画面F5を表示する。
【0067】
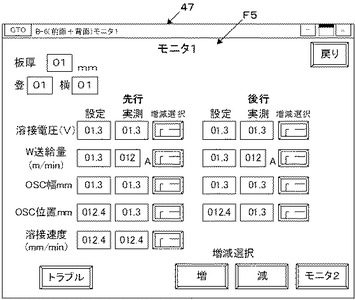
図17にモニタ1画面F5を示す。モニタ1画面F5は、選択中の板厚登録No.の溶接条件テーブルの、先行,後行溶接トーチ32L,32Tの設定データ,実測データ(溶接電圧,W送及び板厚,登傾斜条件番号,横傾斜条件番号)を表示する。左上コーナの「板厚」は、選択中の板厚登録No.の板厚を表示する。その下には、登(上下傾斜設定番号),横(横傾斜設定番号)を表示する。これらは、登傾斜(上下傾斜角),横傾斜(左右傾斜角)の区分番号であり、これらの番号宛に(上下傾斜角および左右傾斜角対応で)溶接設定データ又は実績データが選択中の板厚登録No.宛ての溶接条件テーブルに登録されており、モニタ1画面F5に表示される(図17)。この画面で登録データ(溶接条件)を確認でき、また、変更することができる。各条件項の「増減選択」ボタンを押し、「増」,「減」ボタンを操作することにより、各項目の設定値を変更することができる。「トラブル」ボタンは、トラブルが発生したときに表示が点滅し、そのときこのボタンを押すとトラブル表示F8(図20)に移行する。「戻り」ボタンが押されると、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、モニタ1画面F5で指定,入力又は変更があった溶接条件を登録して、前画面のモード選択画面F2に移行する。「モニタ2」ボタンが押されたときは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、モニタ1画面F5で指定,入力又は変更があった溶接条件を登録して、次画面のモニタ2画面F6に移行する。
【0068】
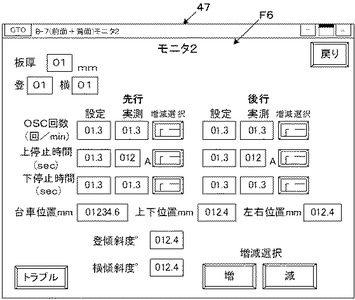
図18に、モニタ2画面F6を示す。モニタ2画面F6は、先行,後行溶接トーチ32T,32Lの、設定データ,実測データを表示する。データ表示項目の中の、OSC回数,上停止時間,下停止時間は、シーケンサ42のNVRAMに登録されており、モニタ1画面F5に表示される(図17)。この画面で登録データ(溶接条件)を確認でき、また、変更することができる。各条件項の「増減選択」ボタンを押し、「増」,「減」ボタンを操作することにより、各項目の設定値を変更することができる。台車位置(y),上下位置(z),左右位置(x),登傾斜角および横傾斜角は、左上コーナの「登」および「横」に示す傾斜区分No.の角度中央値を示す。「トラブル」ボタンは、トラブルが発生したときに表示が点滅し、そのときこのボタンを押すとトラブル表示画面F8(図20)に移行する。「戻り」ボタンが押されると、入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、モニタ2画面F6で指定,入力又は変更があった溶接条件を登録して、前画面のモード選択画面F2に移行する。
【0069】
図14に示すモード選択画面F2上の「手動」ボタンが押されると入出力装置48のマイコンは、パネル47に、手動操作画面F7を表示する。
【0070】
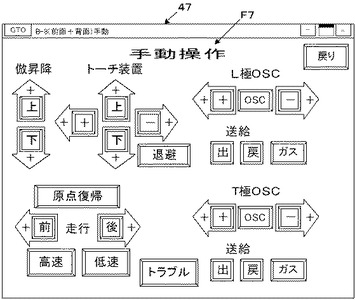
図19に、手動操作画面F7を示す。手動操作画面F7は、各駆動機構をオペレータ操作に応じて単独に駆動指示するものである。「倣昇降」の矢印形状の上/下ボタンは、押されている間動作指示し、ボタンが放されると停止指示に変わる。「トーチ装置」の矢印形状の上/下,+/−ボタンは、トーチの上/下駆動,左右駆動を指示する。「退避」ボタンは、トーチの上退避位置および右退避位置への駆動を指示する。「走行」の前/後ボタンは、y方向の前進/後進を指示する。「高速」,「低速」ボタンは、機械条件2F12(図24)で設定された速度での駆動を指示する。「原点復帰」ボタンは、機械条件2F12(図24)で設定された原点復帰速度での原点(0)位置への駆動を指示する。「L極OSC」の「OSC」ボタンは、トーチ揺動幅,回数(回/min)の設定値(図17,図18)に従う揺動駆動を指示する。再度ボタンが押されると揺動駆動停止を指示する。「+」,「−」ボタンは、揺動(OSC)の中央位置の、+(開先側),−(レール側)への駆動を指示する。「送給」の「出」,「戻」ボタンは、溶接ワイヤの繰り出し,戻し(引き込み)を指示する。ワイヤ送給速度は、機械条件2F12(図24)の設定に従い、低速速度でスタートして、タイマー設定時間が経過すると高速に変わる。「ガス」ボタンは、ガス電磁弁69Tの弁開を指示する。再度のボタンの押しは、ガス電磁弁の閉を指示する。上述の、L極に関するワイヤ供給調整,電磁弁開閉の指示ボタン群と同様なボタン群もある。トラブルが発生すると「トラブル」ボタンを点滅表示し、そのときこのボタンが押されるとトラブル表示画面F8(図20)に移行する。「戻り」ボタンが押されると、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、手動操作画面F7変更があった溶接条件を登録して、前画面のモード選択画面F2に移行する。
【0071】
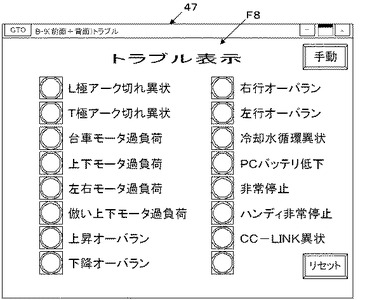
図20に、トラブル表示画面F8を示す。トラブル表示画面F8上の「先行アーク切れ異常」は、溶接起動時電流又は電圧値が所定値以下の時ランプ点灯(異常表示)状態となる。「後行アーク切れ異常」は、溶接起動時電流又は電圧値が所定値以下の時異常表示状態になる。「台車モータ過負荷」は、モータ11m過負荷及びACサーボ11c(ACモータドライバ)がエラー発生時に、異常表示状態になる。「上下モータ過負荷」は、モータ63m過負荷及びACサーボ63cがエラー発生時に異常表示状態になる。「左右モータ過負荷」は、モータ60m過負荷及びACサーボ60cがエラー発生時に異常表示状態になる。「倣い上下モータ過負荷」は、モータ31m過負荷(サーマルトリップ)時に異常表示状態になる。「上昇オーバーラン」は、昇降台62が上昇限界位置に上昇(上リミットスイッチがオン)すると異常表示状態になる。「下降オーバーラン」は、昇降台62が降下限界位置に下降(下リミットスイッチがオン)すると異常表示状態になる。「右行オーバーラン」は、横移動台59が右限界位置に移動(右リミットスイッチがオン)すると異常表示状態になる。「左行オーバーラン」は、横移動台59が左限界位置に移動(左リミットスイッチがオン)すると異常表示状態になる。「冷却水循環異常」は、地上の冷却水循環装置の出力部のフロースイッチがオフ(OFF:水循環停止)の時に異常表示状態になる。「PCバッテリ低下」は、シーケンサ41又は42に給電するバッテリ電圧が低下した時に異常表示状態になる。「非常停止」は、主制御盤66にある「非常停止」スイッチが押されて下がってスイッチ開となった時に異常表示状態になる。該「非常停止」スイッチはラッチ型の機械スイッチであり、上ボタンをもう一度押すと、ラッチが外れて上昇して、スイッチ閉に戻る。「ハンディ非常停止」は、入出力装置48の「非常停止」スイッチ(図13)が押されて下がってスイッチ開となった時に異常表示状態になる。「CC−LINK異常」は、主制御盤66−機側制御ボックス49間の通信異常時に異常表示状態になる。「手動」ボタンが押されると手動操作画面F7に移行する。「リセット」ボタンが押されると、異常表示を停止し、モード選択画面F2に移行する。
【0072】
図14に示すモード選択画面F2上の「環境条件」ボタンが押されると入出力装置48のマイコンは、パネル47に、環境条件画面F9を表示する。そして、選択中の板厚登録No.宛ての溶接条件テーブルを、シーケンサ41に転送する。シーケンサ41が、その内部のワークRAMに該溶接条件テーブルを書き込む。
【0073】
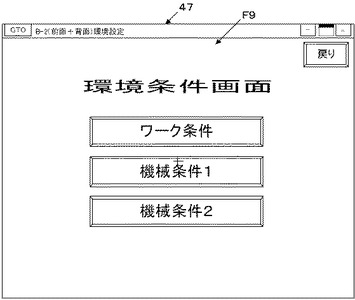
図21に、環境条件画面F9を示す。環境条件画面F9の「ワーク条件」のボタンが押されると、入出力装置48のマイコンは、ワーク条件画面F10に移行し、それを液晶タッチパネル47に表示する(図22)。このワーク条件画面F10は、ワーク(溶接終了部母材及びタブ板)に対し溶接終了の拘束ビード及びビードラップ等を設定するためのものである。環境条件画面F9の「機械条件1」のボタンが押されると、機械条件1画面F11(図23)に移行し、「機械条件2」のボタンが押されると機械条件2画面F12(図24)に移行する。機械条件1F11は、先行/後行トーチ間距離を設定するもの、機械条件2F12は、上下モータ,左右モータ,台車モータ,インチング等の速度を設定するものである。「戻り」ボタンを押すと前画面のモード選択画面F2に移行する。
【0074】
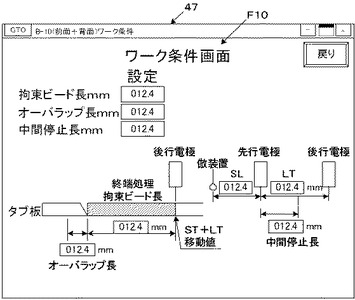
図22に、ワーク条件画面F10を示す。ワーク条件画面F10上の、「拘束ビード長」は、倣いセンサ30/先行トーチ32L間の距離SLと、先行/後行トーチ間距離LTとの和SL+LTであって、終端処理区間である。この区間の終わり(鋼板の開先の終端)から更にエンドタブに渡って終端処理を継続し、そしてアークを停止するまでの区間が「オーバーラップ長」である。「中間停止長」は、先行トーチ32Lのアークを停止してから、後行トーチ32Tのアークを自動停止するまでの台車走行距離(y距離)である。オペレータは、数値入力用の4角ブロックにカーソルを合わせて、所望の数値を入力し、変更することができる。「戻り」ボタンが押されると、入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、ワーク条件画面F10で入力又は変更があった溶接条件を登録して、前画面の環境条件画面F9に移行する。
【0075】
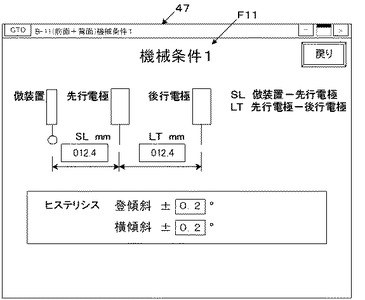
図23に、機械条件1画面F11を示す。「SL」には、オペレータが、倣いセンサ30/先行トーチ32L間距離SLを入力する。「LT」には、先行/後行トーチ32L/32T間距離LTを入力する。ヒステリシスは、隣接する傾斜角区分間の境界閾値である、低角度区分から高角度区分への角度区分変更の閾値すなわち角度上昇閾値と、その逆の角度区分変更の閾値すなわち角度降下閾値と、の差値である。「登傾斜±」の入力枠内には、角度センサ40が検出した上下傾斜角の、角度区分No.への変更(エンコード)のヒステリシス値を入力し、「横傾斜±」の入力枠内には、左右傾斜角度の、角度区分No.への変更のヒステリシス値を入力する。「戻り」ボタンが押されると、入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、機械条件1画面F11で入力又は変更があった溶接条件を登録して、前画面の環境条件画面F9に移行する。
【0076】
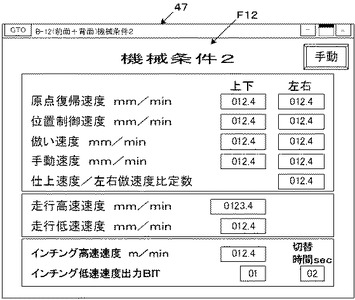
図24に、機械条件2画面F12を示す。これはトーチ上下,トーチ左右,溶接台車インチング速度等を設定するためのものである。「原点復帰速度」は、原点復帰するときのトーチ上下,トーチ左右駆動の駆動速度を設定する項目である。「位置制御速度」は、トーチ上下,トーチ左右の位置決め速度を設定する項目である。「倣い速度」は、トーチ上下,トーチ左右の倣い駆動速度を設定する項目である。「[手動速度]は、トーチ上下,トーチ左右の手動操作対応の駆動速度を設定する項目である。「仕上速度/左右倣速度比定数]を設定する項目である。「走行高速速度」は、溶接台車速度,手動速度を設定する項目である。「走行低速速度」は、溶接台車手動速度を設定する項目である。「インチング高速速度」は、ワイヤ送給高速速度を設定する項目である。「インチング低速速度」は、ワイヤ送給低速速度をBIT設定する項目である。「切替時間」は、ワイヤ送給インチング時の、低速から高速に切り替わる時間を設定する項目である。「戻り」ボタンが押されると、入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、機械条件2画面F12で入力又は変更があった溶接条件を登録して、前画面の環境条件画面F9に移行する。
【0077】
図14に示すモード選択画面F2上の「溶接条件」ボタンが押されると入出力装置48のマイコンは、パネル47に、溶接条件画面F13を表示する。そして、選択中の板厚登録No.宛ての溶接条件テーブルを、シーケンサ41に転送する。シーケンサ41が、その内部のワークRAMに該溶接条件テーブルを書き込む。
【0078】
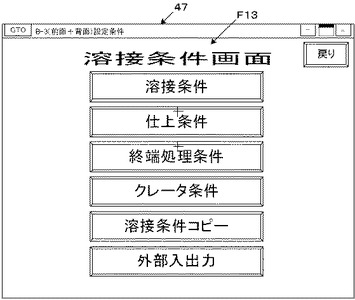
図25に溶接条件画面F13を示す。溶接条件画面F13上の「溶接条件」のボタンが押されると、入出力装置48のマイコンは、条件選択画面14(図26)に移行する。オペレータは、条件選択画面14で板厚登録No.及び登傾斜角区分,横傾斜角区分の番号を選択後、条件選択画面14上の「溶接条件」を押して、溶接条件画面F15(図27)に進む。
【0079】
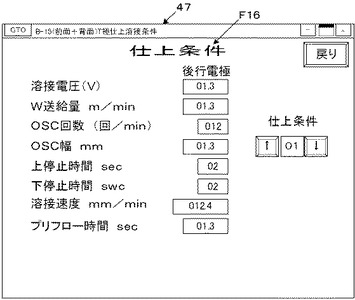
図25に示す溶接条件画面F13上の「仕上条件」のボタンが押されると、入出力装置48のマイコンは、仕上条件画面F16(図28)に移行する。この仕上条件画面F16の右側の仕上条件No.アップ/ダウンボタンにタッチして仕上条件No.1〜5のいずれかを指定して、溶接条件を設定できる。
【0080】
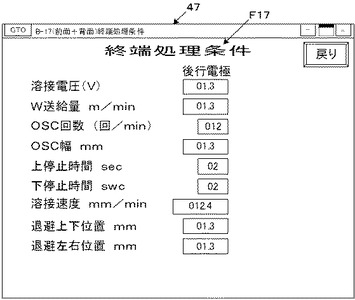
図25に示す溶接条件画面F13上の「終端処理条件」のボタンが押されると、入出力装置48のマイコンは、終端処理条件画面F17(図29)に移行する。ここでオペレータは、終端処理(後行溶接トーチ32T)の溶接条件及び溶接終了退避距離を設定する。
【0081】
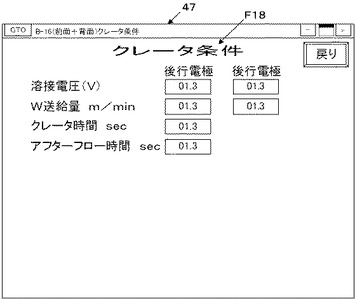
図25に示す溶接条件画面F13上の「クレータ条件」のボタンが押されると、入出力装置48のマイコンは、クレータ条件画面F18(図30)に移行する。ここではオペレータは、先行,後行溶接トーチの電圧,ワイヤ送給量(速度),クレータ時間およびアフタフロー時間を設定することができる。
【0082】
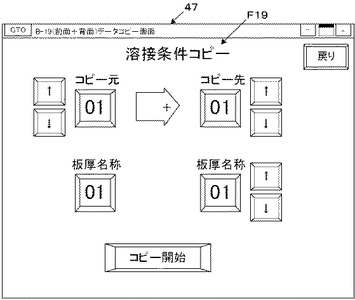
図25に示す溶接条件画面F13上の「溶接条件コピー」のボタンが押されると、入出力装置48のマイコンは、溶接条件コピー画面F19(図31)に移行する。ここではオペレータは、板厚登録No.1〜10の指定No.の溶接条件をそっくり、他の指定No.にコピー(上書き)することができる。
【0083】
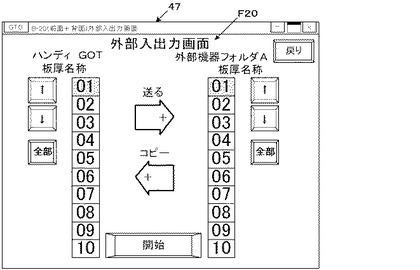
図25に示す溶接条件画面F13上の「外部入出力」のボタンが押されると、入出力装置48のマイコンは、外部機器が保持する溶接条件フォルダ群を液晶パネル47に表示し、1つのフォルダをオペレータが押すと、外部入出力画面F20(図32)に移行する。ここではオペレータは、板厚登録No.1〜10の指定No.又は全ての溶接条件を、名前を付けて外部機器に送付(コピー)することができ、また、その逆に、外部機器の板厚登録No.1〜10の指定No.又は全ての溶接条件を、入出力装置48のNVRAMに登録(上書き)することができる。
【0084】
図25に示す溶接条件画面F13上の「戻り」ボタンが押されると、前画面のモード選択画面F2(図14)に移行する。
【0085】
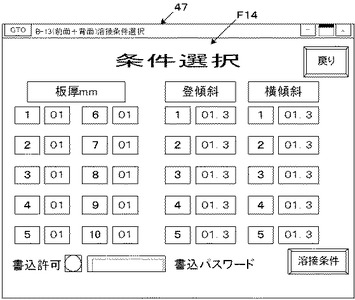
図26に、条件選択画面14を示す。この条件選択画面14に進むと入出力装置48のマイコンは、入出力装置48のNVRAMの、板厚登録No.1〜10宛ての各溶接条件テーブルから、登録板厚データ,各登傾斜(上下傾斜角)区分No.の角度および各横傾斜(左右傾斜角)区分No.の角度を読み出して、条件選択画面14に表示する。ここでオペレータは、板厚登録No.を選択し、登傾斜角区分No.を選択し、あるいは、横傾斜角区分No.を選択して、「書込許可」の書込パスワード入力枠内にパスワードを入力することにより、選択した項目に数値を入力し、あるいは数値を変更することができる。「戻り」ボタンが押されると、入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、条件選択画面14で入力又は変更があった溶接条件を登録して、モード選択画面F2に移行する。「溶接条件」ボタンが押されると、入出力装置48のマイコンは、同様に溶接条件を登録してから、溶接条件画面F15に移行する。
【0086】
図27に、溶接条件画面F15を示す。この溶接条件画面F15に進むと入出力装置48のマイコンは、入出力装置48のNVRAMの、上記条件選択画面F14で選択された板厚登録No.宛ての溶接条件テーブルの溶接条件を、条件選択画面F14に表示する。この画面でオペレータは、図26に示す条件選択画面F14で選択した、板厚登録No.,登傾斜区分No.および横傾斜No.の組合せに対する溶接条件を、設定(入力又は変更)することができる。
【0087】
なお、条件選択画面F14で選択できる組合せ数は、10(板厚登録No.1〜10)×5(登傾斜区分No.1〜5)×5(横傾斜区分No.1〜5)=250であり、入出力装置48のNVRAMにある板厚登録No.1〜10のそれぞれに宛てた合計10個の溶接条件テーブルのそれぞれには、各板厚登録No.の、5(登傾斜区分No.1〜5)×5(横傾斜区分No.1〜5)=25組の溶接条件が登録されている。入出力装置48のメモコンは、溶接条件画面F15に、条件選択画面F14で選択した板厚登録No.,登傾斜区分No.および横傾斜区分No.の組合せに宛ててNVRAMの該板厚登録No.の溶接条件テーブルから、登録されている溶接条件を読み出して液晶タッチパネル47に表示する。
【0088】
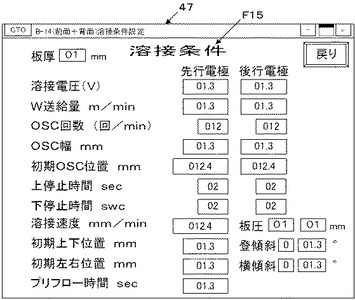
この溶接条件画面F15の「板厚」には選択中の板厚登録No.が表示される。オペレータは、「溶接電圧」の項には、先行溶接トーチ32L,後行溶接トーチ32T(の溶接ワイヤに)印加する溶接電圧を設定する。「W送給量」の項には、先行,後行溶接トーチ32L,32Tに供給するワイヤの送給速度を設定する。「OSC回数」には、先行,後行溶接トーチのOSC回数(揺動頻度)を設定する。「OSC幅」には、先行,後行溶接トーチのOSC幅(揺動幅)を設定する。「初期OSC位置」には、先行,後行溶接トーチの初期OSC位置(揺動始端)を設定する。「上停止時間]には、先行,後行溶接トーチの上停止時間を設定する。「下停止時間]には、先行,後行溶接トーチの下停止時間を設定する。「溶接速度」には、溶接速度(y走行速度)を設定する。「初期上下位置]には、溶接開始するときの溶接トーチの上下位置を設定する。「初期左右位置]には、溶接開始するときの溶接トーチの左右位置を設定する。「プリフロー時間]には、溶接開始時に台車走行は停止してアーク発生前のプリフロー時間を設定する。「板厚」の項には、板厚登録No.と板厚を表示し、「登傾斜」,「横傾斜」には、モニタ2画面F6で設定された角度区分No.および傾斜角度を表示する。「戻り」ボタンが押されると入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、条件選択画面14で入力又は変更があった溶接条件を登録して、溶接条件画面F13(図25)に移行する。
【0089】
図28に、仕上げ条件画面F16を示す。この仕上げ条件画面F16に進むと入出力装置48のマイコンは、入出力装置48のNVRAMの、上記条件選択画面F14で選択された板厚登録No.宛ての溶接条件テーブルの仕上げ条件No.を、仕上条件画面F16の右側の仕上条件No.アップ/ダウンボタンの間の仕上げ条件No.表示ブロックに表示して、該仕上げ条件No.の仕上げ条件数値を、入出力装置48の内部のNVRAM上の、該当No.の仕上げ条件テーブルから読み出してパネル47に表示する。オペレータは、この仕上条件画面F16の右側の仕上条件No.アップ/ダウンボタンにタッチして、選択中の板厚登録No.宛ての仕上条件No.を変更することができる。この変更があると、入出力装置48のマイコンは、変更後の仕上条件No.の仕上げ条件数値を、入出力装置48の内部のNVRAM上の、該当No.の仕上げ条件テーブルから読み出してパネル47に表示する。また、キースイッチ群77を用いて、表示中の仕上げ条件数値を変更することができる。「戻り」ボタンが押されると、入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、仕上げ条件画面F16で入力又は変更があった仕上げ条件No.を登録し、仕上げ条件値に変更があった場合それを、入出力装置48の内部のNVRAM上の、該当No.の仕上げ条件テーブルに更新登録(上書き)する。そして前画面の溶接条件画面F15に移行する。
【0090】
図29に、終端処理画面F17を示す。これは、終端処理拘束ビード長(図22)の区間の拘束ビード溶接条件の設定を行うものである。この終端処理画面F17に進むと入出力装置48のマイコンは、入出力装置48のNVRAMの、選択中の板厚登録No.宛ての溶接条件テーブルの終端処理条件を、終端処理画面F17に表示する。オペレータは、「溶接電圧」の項には、後行溶接トーチ32Tに印加する溶接電圧を設定する。「W送給量」の項には、後行溶接トーチ32Tのワイヤ送給量(m/min)を設定する。「OSC回数」の項には、後行溶接トーチ32TのOSC回数(回/min)を設定する。「OSC幅」の項には、後行溶接トーチのOSC幅を設定する。「上停止時間」の項には、後行溶接トーチの上停止時間を設定する。「下停止時間」の項には、後行溶接トーチ32Tの下停止時間を設定する。「溶接速度」の項には、溶接速度(y移動速度)を設定する。「退避上下位置」の項には、溶接終了時の退避上下位置を設定する。「退避左右位置」には、溶接終了時の退避左右位置を設定する。「戻り」ボタンが押されると、入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、終端処理画面F17で入力又は変更があった終端処理条件を登録して、前画面の溶接条件画面F15に移行する。
【0091】
図30に、クレータ条件画面F18を示す。これは、溶接終了時のクレータ処理条件を設定するものである。このクレータ条件画面F18に進むと入出力装置48のマイコンは、入出力装置48のNVRAMの、選択中の板厚登録No.宛ての溶接条件テーブルのクレータ条件を、クレータ条件画面F18に表示する。オペレータは、「溶接電圧」の項には、先行,後行溶接トーチ32L,32Tの溶接電圧を設定する。「W送給量」の項には、先行,後行溶接トーチ32L,32Tのワイヤ送給速度(m/min)を設定する。「クレータ時間」の項には、クレータ時間を設定する。「アフターフロー時間]の項には、アフターフロー時間を設定する。「戻り」ボタンが押されると、入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、クレータ条件画面F18で入力又は変更があった溶接条件を登録して、前画面の溶接条件画面F15に移行する。
【0092】
図31に、溶接条件コピー画面F19を示す。オペレータが、板厚登録No.1〜10の1つNo.aをコピー元に設定し、他の一つNo.bをコピー先に設定して、「コピー開始」ボタンを押すと、入出力装置48のマイコンは、入出力装置48内のNVRAM上の板厚登録No.aの溶接条件テーブルの溶接条件データの全てを、該NVRAM上の板厚登録No.bの溶接条件テーブルに登録(上書き)する。「戻り」ボタンが押されると、前画面である溶接条件画面F13に移行する。
【0093】
図32に、外部入出力画面F20を示す。この外部入出力画面F20の表示に進むと、入出力装置48のマイコンは、シーケンサ41の外部通信インターフェースを介して、入出力装置48に接続した外部機器(パソコン又は記憶媒体リード・ライタ)の溶接条件テーブルフォルダ群リストを受信して液晶タッチパネル47に表示し、オペレータが1つのフォルダAを押すと、シーケンサ41の外部通信インターフェースを介して、該フォルダA内の板厚登録No.を受信して、図32に示すような、外部入出力画面F20を液晶タッチパネル47に表示する。ここでオペレータが、入出力装置48(ハンディGOT)の板厚登録No.と、外部機器のフォルダAの板厚登録No.を指定し、「送る」又は「コピー」を指定して、「開始」ボタンを押すと、入出力装置48のマイコンは、「送る」指定の場合には、入出力装置48の指定があった板厚登録No.の溶接条件テーブルの溶接条件のデータのすべてを、シーケンサ41の外部通信インターフェースを介して、外部機器のフォルダAの指定があった板厚登録No.の溶接条件テーブルに登録(上書き)する。「コピー」指定の場合には、シーケンサ41の外部通信インターフェースを介して、外部機器のフォルダAの指定があった板厚登録No.の溶接条件テーブルの溶接条件のデータのすべてを、入出力装置48の指定があった板厚登録No.の溶接条件テーブルに登録(上書き)する。
【0094】
以上に説明した、入出力装置48に対するオペレータの入力操作により、シーケンサ41の内部NVRAMの板厚登録No.1〜10宛ての溶接条件テーブル(第2メモリ)のそれぞれに、溶接開始から終了までの登傾斜(5区分)および横傾斜(5区分)の組合せに対応する溶接条件、ならびに、仕上げ条件,終端処理条件およびクレータ条件を登録することができる。登録した後は、溶接対象板厚が該当する板厚登録No.を指定して、それに登録された溶接条件で自動溶接することができる。たとえば、モード選択画面F2で「準備」を押し、これによって表示される板厚設定画面F3で、溶接対象鋼板1の板厚に対応する板厚登録No.および「準備」を押し、これによって表示される準備画面F4に対する入力操作によって、溶接トーチを選択し「自動」およびその他の事項を選択し、モード選択画面F2に戻って「手動」を押し、それによって表示される手動操作画面F7で動作確認操作および台車およびトーチの初期位置決めをしてから、入出力装置48の動作指示スイッチ群46の先行溶接スイッチを押すことにより、入出力装置48のマイコンが、先行溶接開始指示をシーケンサ41に送信し、選択中の板厚登録No.の溶接条件テーブル(のデータ:以下同様)を、シーケンサ41のワークRAMの溶接条件テーブルに転送する。
【0095】
シーケンサ41が、先行溶接開始指示に従い、また、ワークRAMの溶接条件テーブルの溶接条件に従って先行溶接トーチ32Lによる溶接を開始し、先行溶接トーチ32Lのアークが起動すると溶接台車16の走行を開始する。しかも、x,y,zカウンタによる位置カウントを開始し、倣いセンサ30および角度センサ40の検出信号の読み込みを開始して、yカウント値が設定値分変化するたびに、シーケンサ42のワークRAMに割り当てている、第1メモリである、検出データ蓄積テーブルのy位置アドレスを更新(往動時はインクレメント;復動時はデクレメント)して、そのときのz,xカウント値および角度センサ40が検出した登,横傾斜の各区分値を、該検出データ蓄積テーブルに書き込む、往動時の倣いデータ記憶、を開始する。
【0096】
後行溶接トーチ32Tが溶接開始点に達したときにオペレータが動作指示スイッチ群46の後行溶接スイッチを押すことにより、シーケンサ42が、後行溶接トーチ32Lによる溶接を開始する。オペレータが動作指示スイッチ群46の「倣い自動」を押すと、シーケンサ42が、倣いセンサ30および角度センサ40の開先検出z,x位置データおよび登傾斜,横傾斜に対応する、開先2に対する溶接トーチの上下,左右倣い制御および登傾斜,横傾斜に対応する溶接条件の切換え制御を開始する。
【0097】
シーケンサ41は、倣いセンサ30が拘束ビード先端を検知すると、そこで倣いセンサ30を上限位置(退避位置)に引き上げ、先行溶接トーチ32Lはそれから拘束ビードに達すると(図22)アークを停止して、後行溶接トーチ32Tはエンドタブ上まで達して終端処理を開始し、溶接台車の走行を停止して後行溶接トーチ32Tによる溶接を、クレータ条件(図30)に切換え、クレータ処理を終了すると、後行溶接トーチ32Tのアークを停止する。
【0098】
以上に説明した往動(第1層)の溶接を終了すると、復動により第2層の溶接を自動溶接することも出来る。この第2層の溶接は、1つのトーチ(復動で先行となる後行溶接トーチ32T)のみでおこなうので、準備画面F4(図16)で、仕上選択をON、記憶倣い選択をONにする。そして溶接選択を自動又は手動にする。自動を選択した場合には、全長の復動溶接制御が上述の往動の場合とほぼ同様におこなわれるが、手動の場合には、オペレータの介入による一次停止,再起動ならびに溶接条件の調整が可能である。
【0099】
いずれにしても、オペレータが仕上げ溶接を設定して駆動動作指示スイッチ群46の後行溶接スイッチを押すと、後行溶接トーチ32Tによる仕上げ溶接が始まり、シーケンサ42が溶接台車16の復動によるy位置のアップ又はダウンカウントを開始する。オペレータが、駆動動作指示スイッチ群46の倣い自動スイッチを押すと、シーケンサ42が、その内部のワークRAMの検出データ蓄積テーブル(第1メモリ)から、溶接台車16のy位置を現すy位置データに宛てられたアドレスのz,xカウント値および登,横傾斜の各区分値を読み出して、読み出したz,x位置データおよび登傾斜,横傾斜に対応する、開先2に対する溶接トーチ32Lの上下,左右倣い制御および登傾斜,横傾斜に対応する溶接条件の切換え制御、を開始する。
【図面の簡単な説明】
【0100】
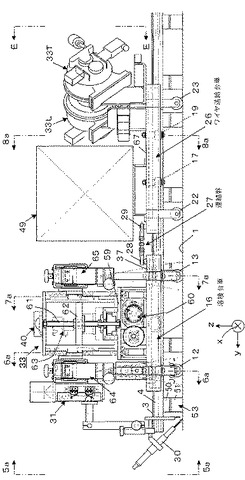
【図1】本発明の1実施例の倣い溶接装置の概要を示す左側面図であり、一部は縦断面を示す。
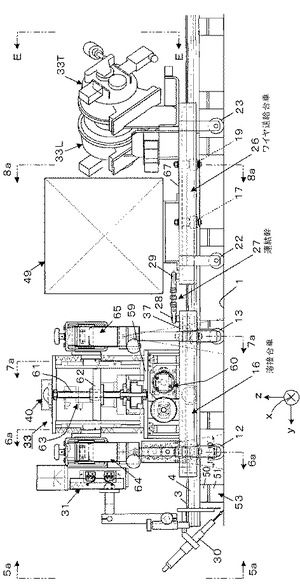
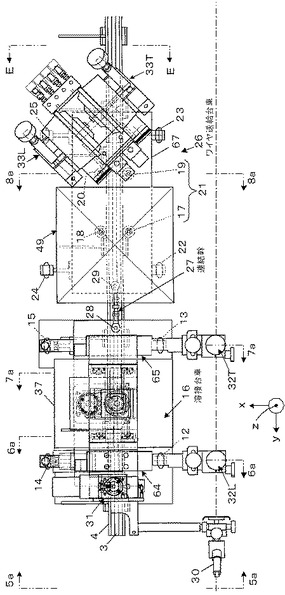
【図2】図1に示す倣い溶接装置を、上方から見下ろした平面図である。
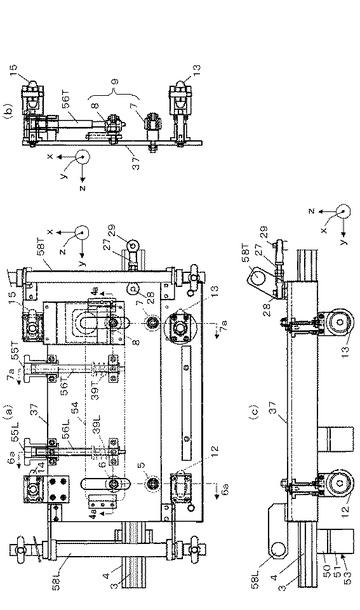
【図3】図1に示す溶接台車16を示し、(a)は一部を断面で示す平面図、(b)は(a)上の7a−7a矢視線断面図、(c)は一部を断面で示す左側面図である。
【図4】図3の(a)上の4a−4a矢視線断面拡大図である。
【図5】図1の5a−5a矢視線方向から見た正面図である。
【図6】図1の6a−6a矢視線断面拡大図である。
【図7】図1の7a−7a矢視線断面図である。
【図8】図1の8a−8a矢視線断面図である。
【図9】図1に示す倣い溶接装置の、溶接台車16およびワイヤ送給台車26に装備する駆動モータおよび溶接ケーブルの配置、を示すブロック図である。
【図10】図1に示した溶接台車16およびワイヤ送給台車26に装備する検出,駆動機を接続した機側制御ボックス49、および、地上の主制御盤66の、機能構成の概要を示すブロック図である。
【図11】図9に示す入出力装置48の外観を示す拡大平面図である。
【図12】入出力装置48の、オペレータ操作によって遷移する入出力モードの切換りすなわちモード遷移を示すブロック図である。
【図13】入出力装置48に動作電圧が印加された直後の、液晶タッチパネル47に表示される初期画面F1を示す拡大平面図である。
【図14】初期画面F1上の「開始」ボタンにオペレータがタッチした後に液晶タッチパネル47に表示されるモード選択画面F2を示す平面図である。
【図15】モード選択画面F2上の「操作」ボタンにタッチし、そして「準備」ボタンにタッチしたときに液晶タッチパネル47に表示される板厚設定画面F3を示す平面図である。
【図16】板厚設定画面F3上の「準備」ボタンにタッチしたときに液晶タッチパネル47に表示される準備画面F4を示す平面図である。
【図17】モード選択画面F2上の「操作」ボタンにタッチし、そして「自動」ボタンにタッチしたときに液晶タッチパネル47に表示されるモニタ1画面F5を示す平面図である。
【図18】モニタ1画面F5上の「モニタ2」ボタンにタッチしたときに液晶タッチパネル47に表示されるモニタ2画面F6を示す平面図である。
【図19】モード選択画面F2上の「操作」ボタンにタッチし、そして「手動」ボタンにタッチしたときに液晶タッチパネル47に表示される手動操作画面F7を示す平面図である。
【図20】図1に示す倣い溶接装置に異常を生じたときに液晶タッチパネル47に表示されるトラブル表示画面F8を示す平面図である。
【図21】モード選択画面F2上の「設定」ボタンにタッチし、そして「環境条件」ボタンにタッチしたときに液晶タッチパネル47に表示される環境条件画面F9を示す平面図である。
【図22】環境条件画面F9上の「ワーク条件」ボタンにタッチしたときに液晶タッチパネル47に表示されるワーク条件画面F10を示す平面図である。
【図23】環境条件画面F9上の「機械条件1」ボタンにタッチしたときに液晶タッチパネル47に表示される機械条件1画面F11を示す平面図である。
【図24】環境条件画面F9上の「機械条件2」ボタンにタッチしたときに液晶タッチパネル47に表示される機械条件2画面F12を示す平面図である。
【図25】モード選択画面F2上の「設定」ボタンにタッチし、そして「溶接条件」ボタンにタッチしたときに液晶タッチパネル47に表示される溶接条件画面F13を示す平面図である。
【図26】溶接条件画面F13上の「溶接条件」ボタンにタッチしたときに液晶タッチパネル47に表示される条件選択画面F14を示す平面図である。
【図27】条件選択画面F14上の「溶接条件」ボタンにタッチしたときに液晶タッチパネル47に表示される溶接条件画面F15を示す平面図である。
【図28】図25に示す溶接条件画面F13上の「仕上条件」ボタンにタッチしたときに液晶タッチパネル47に表示される仕上条件画面F16を示す平面図である。
【図29】溶接条件画面F13上の「終端処理条件」ボタンにタッチしたときに液晶タッチパネル47に表示される終端処理条件画面F17を示す平面図である。
【図30】溶接条件画面F13上の「クレータ条件」ボタンにタッチしたときに液晶タッチパネル47に表示されるクレータ条件画面F18を示す平面図である。
【図31】溶接条件画面F13上の「溶接条件コピー」ボタンにタッチしたときに液晶タッチパネル47に表示される溶接条件コピー画面F19を示す平面図である。
【図32】溶接条件画面F13上の「外部入出力」ボタンにタッチしたときに液晶タッチパネル47に表示される外部入出力画面F20を示す平面図である。
【符号の説明】
【0101】
1:鋼板
2:開先
3:ラック
4:レール
5〜8:倣いローラ
9:レール倣い装置
10:ピニオン
11:走行駆動装置
12〜15:車輪
16:溶接台車
17〜20:倣いローラ
21:レール倣い装置
22〜25:車輪
26:ワイヤ送給台車
27:台車連結幹
28,29:ボールジョイント
30:倣いセンサ
31:センサ駆動機構
32L:先行溶接トーチ
32T:後行溶接トーチ
33:ワイヤ送給装置
37:基台
38:圧縮コイルスプリング
39L,39T:圧縮コイルスプリング
40:角度センサ
41,42:シーケンサ
43:走行パルス発生器
44:上下パルス発生器
45:左右パルス発生器
46:動作指示スイッチ群
47:液晶タッチパネル
48:ハンディGOT(入出力装置)
49:機側制御ボックス
50:レール固定枠体
51:永久磁石
52:分離レバー
53:レール固定具
54:滑板
55T,55L:雌ねじ摘子
56T,57L:雄ねじ
57T,57L:ガイドブロック
58L,58T:取手
59:横移動台
60:横駆動機構
60m:横駆動モータ
61:雄ねじ軸
62:昇降台
63:昇降機構
63m:昇降駆動モータ
64:先行トーチ揺動機構
65:後行トーチ揺動機構
66:主制御盤
67:基台
68:電流センサ
69:ガス電磁弁
70:溶接ケーブル
71L,71T:溶接ワイヤ
72:電気ケーブル
73:冷却水管
74:CO2ガス供給管
75:溶接給電線
76:電源スイッチ
77:キースイッチ群
【技術分野】
【0001】
本発明は、平板および曲り板の開先を倣い溶接する溶接装置に関し、特に、これに限定する意図ではないが、船体の船首あるいは船尾等の外板に使用される曲り厚板の、アーク溶接に適した倣い溶接装置に関する。
【背景技術】
【0002】
【特許文献1】特許第3526506号公報
【特許文献2】特開平10−263961号公報 特許文献1には、門型台車に吊り下げた旋回可能な昇降基台に、曲り板の開先の位置および傾斜を検出するセンサおよび溶接トーチを装備して、昇降基台を曲り板に対して3次元方向に倣わせて開先を溶接する片面溶接装置が記載されている。特許文献2には、鋼板上に、開先と平行に配設して、溶接台車を支持し案内する可撓性の案内レールが記載されている。
【発明の開示】
【発明が解決しようとする課題】
【0003】
特許文献1に記載の片面溶接装置は、門型台車に吊り下げた旋回可能な昇降基台を曲り板に対して3次元方向に倣わせるので、この溶接は、門型台車を設置した大きな加工場でなければ実施できない。すなわち、門型台車のない場所の溶接対象厚板に溶接装置を簡易に運搬してその場で曲り厚板の開先倣い溶接をすることはできない。また、特許文献2に記載の案内レールを用いる場合には、溶接装置の全体を案内レールで支持するので、溶接装置が小型のものに限られる。溶接装置の重量が大きくなると案内レールの強度を確保するために、案内レールを大型,高重量にしなければならないが、そうすると、運搬,厚板への脱着、の作業性が低下するばかりでなく、案内レールの可撓性が低下し、比較的に大きな曲りに適合しにくくなる。
【0004】
本発明は、可搬性が高く、曲り鋼板の開先溶接に適した倣い溶接装置を提供することを第1の目的とし、溶接パワーが大きい曲り厚板溶接の品質を高くすることを第2の目的とし、作業員の操作は簡易にすることを第3の目的とする。
【課題を解決するための手段】
【0005】
(1)鋼板上に該鋼板(1)の溶接対象開先(2)と並べて設置された上下,左右方向(z,x)に可撓性があって該鋼板の上下,左右方向の傾斜と同じく傾斜したラック付きレール(4)を、左右方向(x)から挟持するローラ(5,6,7,8)を含むレール倣い装置(9)と、前記ラック(3)に噛み合うピニオン(10)を含む走行駆動装置(11)と、前記鋼板の上面に乗る車輪(12,13,14,15)と、を備え、該車輪を介して前記鋼板で下支持される溶接台車(16);
前記レール(4)を、左右方向(x)から挟持するローラ(17,18,19,20)を含むレール倣い装置(21)と、前記鋼板の上面に乗る複数の車輪(22,23,24,25)と、を備え、該車輪を介して前記鋼板で下支持される、ワイヤ送給台車(26);
前記溶接台車に前記ワイヤ送給台車を連結する、連結分離が可能な台車連結手段(27);
前記溶接台車に搭載された、前記開先位置を検出する倣いセンサ(30),溶接トーチ(32)、および、該倣いセンサが検出した開先位置に該溶接トーチを位置合わせするトーチ倣い装置(41,60,63);および、
前記ワイヤ送給台車に搭載され前記溶接トーチに溶接ワイヤ(71L,71T)を送給するワイヤ送給装置(33);
を備える倣い溶接装置。
【0006】
なお、理解を容易にするためにカッコ内には、図面に示し後述する実施例の対応又は相当要素の符号を、例示として参考までに付記した。以下も同様である。
【発明の効果】
【0007】
これによれば、溶接台車とワイヤ送給台車を分離して個別に持ち運びできる。船体の船首あるいは船尾等の外板にあてられる曲り厚板を2個の溶接トーチでアーク溶接する高パワーの倣い溶接装置でも、溶接台車とワイヤ送給台車それぞれを例えば40kg以下の重量にすることができ、鋼板への運搬および取り付けが容易である。連結台車が走行方向(y)に長くなるが、その分溶接装置全体の高さが低く重心が下がるので、台車の安定性が高い。溶接台車とワイヤ送給台車に個別にレール倣い装置(9),(21)があって同じレールで案内されるので、鋼板が曲がっていても各台車の倣い移動が正確かつ安定である。
【0008】
(2)前記溶接台車の複数の車輪(12,13,14,15)は、溶接台車の基台(37)との高さ方向(z)の距離が固定であって、前記レール(4)に関して前記溶接トーチ側に位置する少なくとも1個の車輪(12,13)と、溶接台車の基台との高さ方向(z)の距離が可変であって弾力部材(38)によって該距離を長くする方向に強制された、前記レールに関して前記溶接トーチとは反対側に位置する少なくとも1個の車輪(14)と、を含む;上記(1)に記載の倣い溶接装置。
【0009】
溶接台車(16)の、レールに関して溶接トーチ側に位置する車輪(12,13)と溶接台車の基台(37)との高さ方向(z)の距離が固定であるので、該基台の、レールに関して溶接トーチ側の、鋼板に対する高さは一定である。これに対してレールに関して前記溶接トーチとは反対側に位置する車輪(14)は、溶接台車の基台との高さ方向(z)の距離が可変であって弾力部材(38)によって該距離を長くする方向に強制されているので、鋼板の曲り(傾斜)に対応して該車輪(14)に対して基台が高低に変位する。すなわち、鋼板の横傾斜に対応して、高さ固定車輪(12,13)を中心又は支点として基台(37)が傾動するので、台車走行にともなって台車下部の鋼板の横傾斜が変化する場合でも、高さ固定車輪(12,13)が鋼板から浮き上がることはなく、鋼板の開先に対する、溶接トーチの位置倣いの信頼性と安定性が高い。
【0010】
(3)前記溶接台車(16)のレール倣い装置(9)は、前記レールの下向き面に摺接する下部フランジを持ち、前記ピニオン(10)がラック(3)に噛み合う位置にあって、前記レール(4)を左右から挟む1対のフランジローラ(5,6)、および、該フランジローラから台車走行方向で離れた位置にあって、前記レールを左右から挟む1対の、レールに対して上下方向に滑動できるローラ(7,8)、を含む;上記(1)又は(2)に記載の倣い溶接装置。
【0011】
フランジローラ(5,6)がレール(4)に対する基台(37)の上移動を妨げるので、レール(4)にあるラック(3)に対する基台側のピニオン(10)の浮き(上方向への分離)が防止され、溶接台車の走行駆動の信頼性,安定性が高い。2対のローラでレールの長手方向に離れた2箇所で、各対のローラでレールを挟持するので、レールによる台車案内の信頼性が高い。1対のローラ(7,8)はフランジがないので上下方向に滑動可であり、レールに、鋼板の上下方向(z)の曲りに沿った曲りがあっても、2対のローラによってレールを挟持しても、レールに上下方向の曲げ強制力が作用しない。すなわち、レールに過負荷を与えない。
【0012】
(4)前記溶接台車のレール倣い装置は、前記1対のフランジローラの一方(6)と前記1対のローラの一方(8)を、前記レールのむこうの他方(5,7)に接近する方向に強制する弾力部材(39)、を更に備える;上記(3)に記載の倣い溶接装置。
【0013】
レールに、鋼板の左右方向(x)の曲りに沿った曲りがあっても、2対のローラによってレールを挟持しても、弾力部材(39)があるのでレールの押しによってローラが退避するので、レールに左右方向(x)の曲げ強制力が作用しない。すなわち、レールに過負荷を与えない。
【0014】
(5)前記ワイヤ送給台車のレール倣い装置(21)は、前記レールを左右から挟む1対のフランジローラ(17,18)、および、該1対のローラから台車走行方向(y)で離れた位置にあって、前記レールを左右(x)から挟む1対のローラ(19,20)、を含む;上記(1)乃至(4)のいずれか1つに記載の倣い溶接装置。
【0015】
これによれば、ワイヤ送給台車も、2対のローラでレールの長手方向に離れた2箇所で、各対のローラでレールを挟持するので、レールによる台車案内の信頼性が高い。レールに、鋼板の上下方向(z)の曲りに沿った曲りがあっても、2対のローラによってレールを挟持しても、レールに上下方向の曲げ強制力が作用しない。すなわち、レールに過負荷を与えない。
【0016】
(6)前記台車連結手段(27)は、前記溶接台車およびワイヤ送給台車の各垂直ピンが貫通するピン通し穴を持つボールジョイント(28,29)を装備した連結幹(27)である;上記(1)乃至(5)のいずれか1つに記載の倣い溶接装置。
【0017】
ボールジョイントは、台車の垂直ピンに対して上下方向および左右方向および連結幹の長手軸廻りの回転が可能であるので、台車走行方向の各台車位置の鋼板の傾斜の相違によって台車相互間に加わる力を緩衝する。これにより各台車の、レールに対する倣い移動が滑らかであり、低負荷である。
【0018】
(7)更に、前記溶接台車(16)の上下および左右傾斜角を検出する角度センサ(40)と、該傾斜角に対応して前記溶接トーチ(32)による溶接条件を変更する溶接制御装置(41,42)と、を備える;上記(1)乃至(6)のいずれか1つに記載の倣い溶接装置。
【0019】
溶接トーチのアークによって溶かされた溶鋼は、重力に従い低位置に移動しようとするので、開先の傾斜によって、溶接ビードの位置が、水平開先の場合とはずれたものとなる。これを見込んだ、上下および左右傾斜角に対応する溶接条件に変更することにより、自動的に良好な溶接品質を得ることが出来る。
【0020】
(8)前記走行駆動装置(11)は、ピニオン回転信号を発生する走行パルス発生器(43)を含み;
前記トーチ倣い装置(41,60,63)は、前記溶接トーチの上下移動信号および左右移動信号を発生する上下パルス発生器(44)および左右パルス発生器(45)を含み;
前記溶接制御装置(41,42)は、前記開先(2)の第1回目の溶接において、前記ピニオン回転信号に基づいて前記溶接台車(16)の走行位置データを生成し、前記上下移動信号および左右移動信号に基づいて前記溶接トーチ(32)の上下位置データおよび左右位置データを生成し、該走行位置データに対応付けて上下位置データおよび左右位置データを第1メモリ(42のワークRAM)に格納して、前記開先(2)の第2回目の溶接において、第1メモリ(42)の、走行位置に対応付けられた上下位置および左右位置に、前記溶接トーチを位置合わせする;
上記(7)に記載の倣い溶接装置。
【0021】
2層目の溶接、例えば1層目の往動溶接の次に行う復動での溶接では、第1メモリ(42)に格納した1層目の、台車走行位置対応のトーチ位置データを用いて溶接トーチ(32)を開先(2)に位置合わせするので、倣いセンサ(30)による開先位置検出は不要である。2層目の溶接では1層目の溶接ビードがあるので、開先位置検出が不正確になるあるいは検出不能となることも考えられるが、このような問題を生じない。
【0022】
(9)曲り板溶接装置は更に、動作指示入力手段(46),板厚,上下傾斜角および左右傾斜角に対応付けて前記溶接トーチの溶接条件を入力する入力手段(47)および入力情報を表示する表示手段(47)を含む入出力装置(48)、および、板厚,上下傾斜角および左右傾斜角に対応付けて入力があった溶接条件を第2メモリ(41のNVRAM)に登録する溶接条件登録手段(41)、を備え;
前記溶接制御装置(41,42)は、溶接中の、板厚,前記角度センサ(40)が検出した上下傾斜角および左右傾斜角に対応付けられている溶接条件を第2メモリ(41)から読み出して該溶接条件に従って前記溶接トーチ(32)による溶接を制御する;
上記(7)又は(8)に記載の倣い溶接装置。
【0023】
例えば、作業員が前記入出力装置(48)を用いて各種の板厚,上下傾斜角および左右傾斜角での溶接条件を入力して試行溶接を実行して最適な溶接条件を第2メモリ(41)に登録しておき、実溶接においては溶接制御装置(41,42)が、指定板厚の、傾斜センサが検出した上下傾斜角および左右傾斜角に対応する溶接条件を第2メモリ(41)から自動的に読み出して溶接に用いる。これにより、最適な溶接結果が自動的に得られる。
【0024】
(10)前記入出力装置(48)は、板厚に対応して終端処理条件を入力する手段を含み;
前記溶接条件登録手段(41)は板厚に対応付けて入力があった終端処理条件を第2メモリ(41)に登録し;
前記溶接制御装置(41,42)は、溶接中の、板厚に対応付けられている終端処理条件を第2メモリ(41)から読み出して該終端溶接条件に従って前記溶接トーチによる終端溶接処理を制御する;
上記(9)に記載の倣い溶接装置。
【0025】
例えば、作業員が前記入出力装置(48)を用いて各種の板厚,上下傾斜角および左右傾斜角での終端処理条件を入力して試行の終端処理を実行して最適な終端処理条件を第2メモリ(41)に登録しておき、実溶接においては溶接制御装置(41,42)が、指定板厚の、傾斜センサ(40)が検出した上下傾斜角および左右傾斜角に対応する終端処理条件を第2メモリ(41)から自動的に読み出して終端処理に用いる。これにより自動的に、最適な終端処理が行われる。
【0026】
(11)前記溶接制御装置(41)は、データ送受機能および格納機能がある外部機器(パソコン,カードリード・ライタ,記憶媒体リード・ライタ)とのデータ送受機能を持ち、前記入出力装置(48)からの格納指示に応答して前記外部機器の溶接条件を第2メモリ(41)に登録し、また、前記入出力装置(48)からの読出し指示に応答して第2メモリ(41)の溶接条件を前記外部機器に転送する;
上記(9)又は(10)に記載の倣い溶接装置。
【0027】
これによれば、外部機器に、最適な溶接結果が得られた実績データ(板厚,上下傾斜角および左右傾斜角対応の溶接条件,終端処理条件)を蓄積し保管することが出来る。また、外部機器から実績データを読み出して第2メモリ(41)に格納して溶接作業に用いることができる。例えばパソコン(PC)を実績データサーバに用いて、実績データの保管のみならず、実績データの編集,改良および拡張をすることが出来る。
【発明を実施するための最良の形態】
【0028】
本発明の他の目的および特徴は、図面を参照した以下の実施例の説明より明らかになろう。
【実施例1】
【0029】
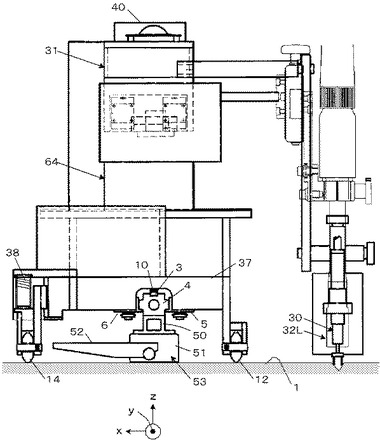
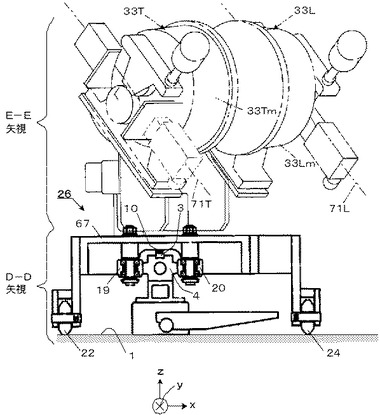
図1に、本発明の1実施例を示す。溶接対象鋼板1上に、ラック付きレール4が、開先2に並べて(平行に)設置されている。該レール4は、上下,左右方向z,xに可撓性がありしかもレール長手軸周りの旋回(ねじり)も可能であって、鋼板1の上下,左右方向の傾斜と同じく傾斜している。レール4は、多数のレール固定具53で鋼板1に固定されている。
【0030】
レール4は、横断面が略4角形であるが4コーナが略矩形状に欠落している。レール4の単体は、中空であって、1m前後の長さがあり、その一端部には中空穴を塞ぐ結合ピンの後半部が埋設固着されており、他端部は、該結合ピンを受け入れる受け穴となっている。該単体の両端部にはそれぞれ1個のレール固定具53(図5)が固着されている。レール固定具53は、永久磁石51,レール固定枠体50および分離レバー52を持ち、分離レバー52を、その自由端がレール4近くになるまで、図5上で時計方向に廻すことにより、分離レバー52の他端が鋼板1に当たって永久磁石51が鋼板1から離れて上昇するので、鋼板1から分離できる。レール4は硬質ゴム製であるが、その他の、可撓性があって所要の強度があるゴムあるいは合成樹脂などであっても良い。レール4の単体の底面には、レール固定枠体50がボルトで固定され、レール固定枠体50の下面に永久磁石51がねじ止めされている。レール4の単体の上面には、可撓性(たわみ性)がある金属ラック3が固着されて、その噛み歯は上方に露出し該歯より下方がレール材に埋まっている。
ラック3は、硬質ゴム製または樹脂製であっても良い。
【0031】
このような単体の多数を鋼板1の開先2(図2,図7)に沿って並べて、隣り合う単体の一方の結合ピンを他方の受け穴に圧入し、開先に対して平行に位置調整してから分離レバー52を反時計方向に、図5に示す水平位置まで廻すことにより、図1,図2に示すように、一本の長いレール4を、開先2に沿って鋼板1上に配設することが出来る。
【0032】
溶接台車16の尾端部とワイヤ送給台車26の先端部には垂直ピンがあり、各垂直ピンが、連結幹27の先,後端にある各ボールジョイントのボールの中心穴を貫通している。連結幹27を上方に持ち上げると、各垂直ピンが各ボールジョイントから抜けるので、溶接台車16とワイヤ送給台車26の連結が外れ、各台車を個別に搬出できる。搬入も個別に行われる。本実施例では、各台車は、40kg前後であり、楽に移動ができる。なお、フォークリフトや手押しカートを用いれば、運搬が容易である。
【0033】
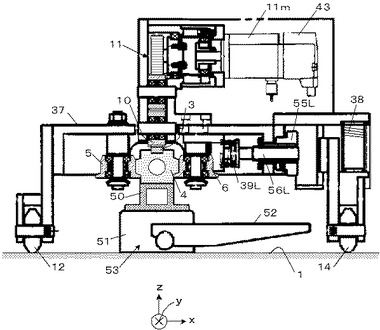
図2に示すように、鋼板1に、溶接台車16およびワイヤ送給台車26が載置され、連結幹27によって連結される。溶接台車16の、鋼板1の上面に接する車輪12,13,14,15は、基台37を支える。レール4に関してアーク溶接トーチ32L,32Tがある側の車輪12,13、および、レール4に関してアーク溶接トーチ32L,32Tとは反対側にある車輪15は、基台37との距離(高さ)が固定であるが、レール4に関してサブマージアーク溶接トーチ32Lとは反対側にある車輪14は、基台37に対して高さ方向zに昇降可であって、すなわち、基台37との距離(高さ)が可変であって、弾力部材である圧縮コイルスプリング38(図5,図6)で、基台37に近づく方向すなわち基台37との距離(高さ)を長くする(鋼板1を押す)方向に、強制されている。これにより、1個の高さ可変車輪14が常に鋼板1に圧接して、基台37を介して、他の3個の高さ固定車輪12,13,15を常時鋼板1に圧接させる。なお、圧縮コイルスプリング38に代えて、クッションゴム,エアークッションなど、他の弾力部材を用いてもよい。また、レール4に関してアーク溶接トーチ32L,32Tとは反対側にある車輪15も、可変車輪14と同様な構造の高さ可変車輪としてもよい。いずれにしても、溶接トーチ32L,32Tがある側の車輪12,13が高さ固定であって常時鋼板1に圧接するので、台車走行にともなって台車下部の鋼板の横傾斜が変化する場合でも、高さ固定車輪12,13が鋼板から浮き上がることはなく、鋼板の開先に対する溶接トーチの位置倣いの信頼性と安定性が高い。
【0034】
図2を参照すると、基台37には、レール4を挟持する、1対のフランジローラ5,6およびもう1対のフランジがないローラ7,8が装着されている。フランジローラ5,6には図6に示すように、下端面側にフランジがあり、このフランジがレール4の横断面コーナ部の下向き面に当たって、レール4に対する基台の浮き上がりすなわちラック3に対するピニオン10の上移動による噛み合いの分離、を防止する。
【0035】
各対の、レール4に関して溶接トーチ32L,32T側のローラ5,7は、基台37にローラ軸が固着されているが、レール4に関して溶接トーチ32L,32Tと反対側のローラ6,8は、滑板54にローラ軸が固着されている(図3の(a),図4)。滑板54は左右方向xに滑動可に、基台37で支持されている。
【0036】
図3の(a),図6および図7を参照すると、雌ねじ摘子55L,55Tが回動自在に基台37で支持されている。雄ねじ56L,56Tが、雌ねじ摘子55L,55Tにねじ結合し、滑板54方向に延び、圧縮コイルスプリング39L,39Tを貫通して、先端部の4角柱部が、滑板54のガイドブロック57L,57T(図4)の4角穴を貫通している。これにより雄ねじ56L,56Tは回転できず、雌ねじ摘子55L,55Tの回転によって、雄ねじ56L,56Tが幅方向xに移動する。圧縮コイルスプリング39L,39Tの一端は、雄ねじ56L,56Tの、雄ねじ端と4角柱端の間の段差面に当たっているワッシャ(ばね座金)に当たっており、他端はガイドブロック57L,57Tに当たっているので、圧縮コイルスプリング39L,39Tがそのばね力で、ガイドブロック57L,57T(滑板54)を、レール4に近づく方向に常時押している。これにより、フランジローラ6およびローラ8がレール4の側面に圧接する。雌ねじ摘子55L,55Tを緩め方向(反時計方向)に廻すと、雄ねじ棒56L,56Tがレール4から離れる方向に移動し、スプリング39L,39Tが伸びきった後は、滑板54をレール4から離れる方向に動かして、ローラ6,8をレール側面から離すことができる。なお、圧縮コイルスプリング39L,39Tに代えて、クッションゴム,エアークッションなど、他の弾力部材を用いてもよい。
【0037】
基台37には、図3の(a)および(b)に示すように、取手58L,58Tが装着されている。基台37には、走行駆動装置11(図6)が搭載されており、走行駆動装置11のピニオン10が、レール4のラック3に噛み合う。
【0038】
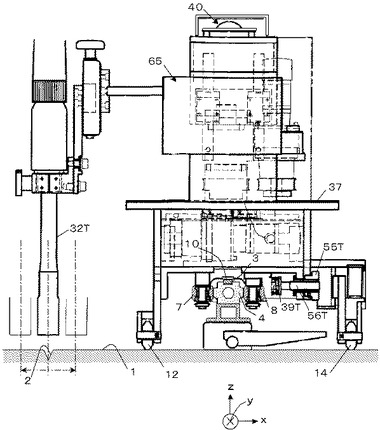
図1を再度参照すると、基台37には、トーチ倣い装置33が搭載されている。トーチ倣い装置33には、左右方向(横方向)xにスライド自在に基台37に装着された横移動台59があり、この横移動台59を横駆動機構59が左右方向に駆動する。横移動台59には、雄ねじ軸61が垂直かつ回転自在に支持されており、この雄ねじ軸61が螺合し貫通した雌ねじナットが昇降台62に固定されている。昇降機構63が雄ねじ軸61を正,逆方向に回転駆動し、これにより昇降台62が上昇,降下する。
【0039】
トーチ倣い装置33の上板上には、トーチ倣い装置33(基台37)の台車進行方向yの傾斜角(登り,下り傾斜:上下傾斜角)および左右方向xの傾斜角(左上がり,左下がり:左右傾斜角)を検出する角度センサ40が設置されている。
【0040】
昇降台62が、先行(L)トーチ揺動機構64および後行(T)トーチ揺動機構65を支持している。Lトーチ揺動機構64の筐体に、センサ駆動機構31が固定されている。センサ駆動機構31は、倣いセンサ30を支持し、検出位置から退避位置に、又その逆に、昇,降駆動する。倣いセンサ30は、図5に示すように、先端がπ型(鳥居型)の探触子を筒状本体内で上下,左右に移動可に支持し、筒状本体内の上移動検知スイッチおよび左,右移動検知スイッチを備える。
【0041】
倣いセンサ30を検出位置に下ろした開先倣いのときには、ワイヤ送給台車26に搭載された機側制御ボックス49にある入出力シーケンサ41(図10)が倣いセンサ30の検知スイッチのオンオフ信号を読み込む。
【0042】
シーケンサ41が、上移動検知スイッチがオン(センサ30の探触子が上移動)すると昇降機構63によってセンサ30を上駆動し、オフすると下駆動する操作を、繰り返す。昇降機構63にある昇降駆動モータ63mの回転軸に連結されたパルス発生器(パルスゼネレータ:ロータリエンコーダ)44が発生する、上下移動信号である指速パルス(モータの所定小角度の回転に付き1パルスの速度同期パルス)が機側制御ボックス41を経由して主制御盤66の上下位置カウンタ(z位置カウンタ)に与えられ、上下位置カウンタは、センサ30の上駆動のときには指速パルスをカウントアップし、センサ30の下駆動のときには指速パルスをカウントダウンする。カウントデータは、昇降台62(溶接トーチ31,32)の上下(z)位置を表す。
【0043】
またシーケンサ41は、左移動検知スイッチがオン(センサ30の探触子が左移動)すると横駆動機構60によってセンサ30(横移動台59)を左駆動し、オフすると左駆動を停止し、右移動検知スイッチがオン(センサ30の探触子が右移動)すると横駆動機構60によってセンサ30(横移動台59)を右駆動し、オフすると右駆動を停止する。ただし、センサ30の探触子と溶接トーチ32Lとの間には、台車走行方向yに位置差SLがあるので、上記左,右移動検知スイッチのオン,オフの切換りに対応する上記左,右駆動および停止は、オン,オフの切換りから、溶接台車16がSL分移動したときに合致するように、時間差(遅延)をおいて実施する。
【0044】
横駆動機構60にある横駆動モータ60mの回転軸に連結されたパルス発生器45が発生する、横移動信号である指速パルスが機側制御ボックス49を経由して主制御盤66の横位置カウンタ(x位置カウンタ)に与えられ、横位置カウンタは、センサ30の左駆動のときには指速パルスをカウントアップし、センサ30の右駆動のときには指速パルスをカウントダウンする。カウントデータは、横移動台59(溶接トーチ32L,32T)の左右(x)位置を表す。
【0045】
また、走行駆動装置11の走行駆動モータ11mに連結されたパルス発生器43が発生する指速パルスを、主制御盤66の走行位置カウンタ(y位置カウンタ)が、溶接台車16の往動の時にはカウントアップし、復動の時にはカウントダウンする。カウントデータは、溶接台車の走行位置(y位置)を表す。
【0046】
なお、主制御盤66のシーケンサ42は、溶接台車16の往動のときには、パルス発生器43が設定個数発生するたびに、シーケンサ42の内部のワークRAMの、第1メモリである検出データ蓄積テーブル(メモリ上の1領域)に、走行位置カウンタのカウントデータ(走行位置:y位置)をアドレスとして、上下位置カウンタのカウントデータ(上下位置:z位置),横位置カウンタのカウントデータ(左右位置:x位置)、ならびに、後述する角度センサ40が検出した上下傾斜角を表す上下傾斜角データおよび左右傾斜角を表す左右傾斜角データを書き込む。そして、その時点の傾斜角データに応じて、シーケンサ41にある不揮発メモリ(NVRAM)の、第2メモリである溶接条件テーブルの溶接条件から、該傾斜角データ対応の溶接条件を読み出して、溶接条件とするが、x位置データは、現走行位置(y位置)よりもSL分前のものを上記メモリ(RAM)より読み出して目標x位置として、横移動台59(トーチ32L)の現在のx位置を目標x位置とするように、前記横駆動機構60によって横移動台59(トーチ32L)を横駆動する。すなわち上述のように時間差(遅延)をおいて横倣い駆動する。
【0047】
往動時に第1メモリである検出データ蓄積テーブルに格納した上述の位置データおよび傾斜角データは、復動のときにシーケンサ42が、パルス発生器43が設定個数発生するたびに、検出データ蓄積テーブルの、溶接トーチ32Lの現在のy位置(走行位置カウンタのカウントデータ)対応アドレスから読み出して、x,z位置データをトーチ目標位置として横駆動装置60および昇降機構63を駆動して、溶接トーチ32L,32Tを目標位置に合わせ、読み出した傾斜角データに応じて、第2メモリである溶接条件テーブルに登録された該傾斜角データ対応の溶接条件を読み出して、溶接条件とする。あるいは、溶接条件は、オペレータが復動に割り当てた、オペレータ介入のものとする。
【0048】
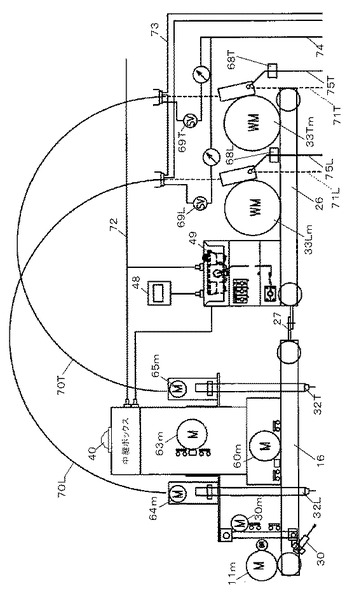
図1および図2を再度参照する。ワイヤ送給台車26の基台67には、1対のフランジなしのローラ17,18および1対の同様なローラ19,20があり、各対がレール4を挟んでいる。図8にはローラ19,20を拡大して示す。基台67には、機側制御ボックス49および1対のワイヤ送給装置33L,33Tが搭載されている。図1,図2に示すように、溶接台車16およびワイヤ送給台車26を鋼板1に載置し、連結幹27で連結し、各台車のローラでレール4を挟持した状態で、図9に示すようにワイヤ送給装置33L,33Tと溶接トーチに溶接ケーブル70L,70Tをコネクタ接続して、地上の溶接ワイヤコイルから溶接ワイヤ71L,71Tを引き出して、ワイヤ送給装置33L,33Tを通して溶接トーチ31,32に送り込み、溶接台車16上の中継ボックスと地上の主制御盤に電気ケーブル72をコネクタ接続し、溶接台車16上の中継ボックスとワイヤ送給台車上の機側制御ボックスに台車上電気ケーブルをコネクタ接続し、溶接ケーブル70L,70Tが繋がるコネクタに接続した冷却水管73を地上の冷却循環装置にコネクタ接続し、溶接ケーブル70L,70Tが繋がるコネクタに接続した溶接ガス(CO2)供給管74を地上のガスボンベに接続し、そしてワイヤ送給装置33L,33Tと地上の溶接電源に溶接給電線75L,75Tをコネクタ接続することにより、溶接を実行することができる。
【0049】
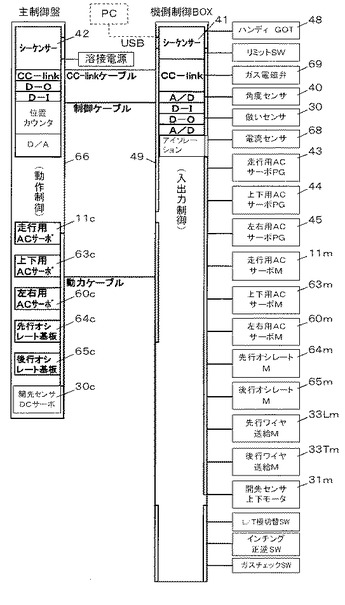
図10に、溶接台車16およびワイヤ送給台車26にある電気機器および機側制御ボックス41と、地上の主制御盤66にある電気機器、の概要を示す。機側制御ボックス41には、入出力制御を機能主体とするシーケンサ41と、該シーケンサ41と台車上電気機器との間の電気信号のやり取りを行うインターフェース(信号処理回路)がある。シーケンサ41は、CPU,RAM,ROM等のコンピュータ機能要素を内蔵するマイコン(マイクロコンピュータ)を主体とするものであり、シーケンサ41に、入出力装置48が接続され、また上述のインターフェースが接続されている。シーケンサ41に、USBケーブルを介して、パソコン(パーソナルコンピュータ)PCや外部記憶媒体リード・ライタを接続することができ、それらとデータのやり取りができる。
【0050】
地上の制御盤66には、溶接動作制御を機能主体とするシーケンサ42と、モータ駆動回路(モータドライバ),電磁弁駆動回路(ソレノイドドライバ)11c,63c,・・・ならびにこれらとシーケンサ42とをつなぐインターフェースがある。これらのドライバ11c,63c,・・・に、動力ケーブルおよび機側制御ボックス41を介して、モータ,電磁弁等69,11m,63m,・・・が接続されている。
【0051】
シーケンサ41は、ユーザ入力,センサ出力,スイッチ出力を検出してシーケンサ42に出力し、シーケンサ42の出力を入出力装置48で表示する。シーケンサ42は、シーケンサ41が与える入力に応じて、シーケンサ41にユーザに与える報知情報を与え、シーケンサ41が与えるユーザ指示に応じて溶接制御シーケンスを実行し、ドライバ11c,63c,・・・に駆動指示を与えて上述の各種機構31,60,63,・・・のモータを駆動し、開先倣い制御をする。また、往動時には、角度センサ40が検出した上下角度および左右角度の読み込み,x,y,z位置カウントの制御およびカウントデータおよび角度データの、第1メモリである検出データ蓄積テーブルへの書き込み(倣い実績蓄積)を行い、x,y位置倣い制御、ならびに、第2メモリである溶接条件テーブルからの、上下,左右角度対応の溶接条件の読み出しと溶接条件出力を行う。復動時には、y位置カウントと、検出データ蓄積テーブルからのy位置対応のx,z位置データおよび傾斜角データの読み出しを制御し、開先倣い制御をする。また、傾斜角データに対応する溶接条件を溶接条件テーブルから読み出して、溶接条件出力を行う。または、復動時は、オペレータが復動に割り当てた溶接条件を出力する。
【0052】
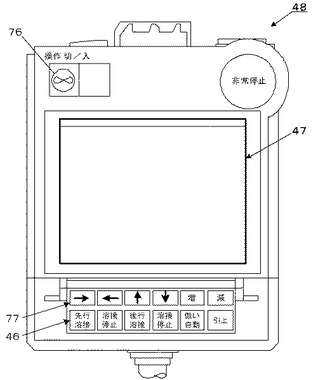
図11に、入出力装置48の外観を示す。入出力装置48には、該装置の電源スイッチ76,動作指示入力手段である動作指示スイッチ群46,板厚,上下傾斜角および左右傾斜角に対応付けて前記溶接トーチの溶接条件を入力する入力手段および入力情報を表示する表示手段に兼用の液晶タッチパネル47、および、非常停止ボタンが備わっている。また、パネル47に表示した「+」形状のカーソルの上下,左右移動を指示する矢印付きのシフトキースイッチと、パネル47に表示した、該カーソルを置いた数値表示ブロックの数値のアップ/ダウンを指示する「増」,「減」キースイッチとでなるキースイッチ群77も、入出力装置48に備わっている。
【0053】
電源スイッチ76を「切」から「入」に切り替えると、入出力装置48に動作電圧が加わる。動作指示スイッチ群46には、「先行溶接」,「溶接停止」,「後行溶接」,「溶接停止」,「倣い自動」,「引上」を指示する各動作指示専用のキースイッチがある。「先行溶接」をオペレータが押すと、先行溶接指示がシーケンサ41を経由してシーケンサ42に与えられ、これに応答してシーケンサ42が、先行溶接を開始し、先行溶接トーチ32Lによる、y方向走行の溶接を開始する。「溶接停止」スイッチが押されると、シーケンサ42は、先行溶接トーチ32Lによるクレータ処理後、アフターフロー制御を行ってから、先行溶接トーチ32Lによる溶接を停止する。「後行溶接」スイッチが押されると、後行溶接を開始し、後行溶接トーチ32Tによる、y方向走行の溶接を開始する。「溶接停止」スイッチが押されると、後行溶接トーチ32Tによるクレータ処理後、アフターフロー制御を行ってから、後行溶接トーチ32Tによる溶接を停止する。「倣い自動」スイッチが押されると、シーケンサ41は、センサ駆動機構31を駆動して倣いセンサ30を退避位置から検出位置に降ろし、その後、倣いセンサ30の開先検知信号に基づいて、トーチ倣い装置33(昇降機構63,横駆動機構60)を駆動して、開先に対して溶接トーチ32L,32Tを倣わせる。「引上」スイッチが押されるとシーケンサ42は、センサ駆動機構31を駆動して倣いセンサ30を検出位置から退避位置に駆動し、かつ、トーチ倣い装置33(昇降機構63)を駆動して溶接トーチ32L,32Tを上限位置に駆動する。
からに押しボタンを押すと倣い上下モータが上昇位置にて停止する。
【0054】
後述の「溶接選択」(図16以下)で先行,後行溶接トーチによる同時溶接が設定されている時は、シーケンサ42は、先行溶接トーチ32Lによって倣い引上位置(SL:図23)まで溶接し、後行溶接トーチ32Tによる溶接は、先行/後行溶接トーチ間距離(LT:図23)まで溶接後、終端処理(拘束ビート処理)およびラップ処理後、クレータ処理して、溶接を停止する。また、同時溶接時、先行溶接を停止させた時は、後行溶接は、中間距離停止長(図22)を移動してから停止する。
【0055】
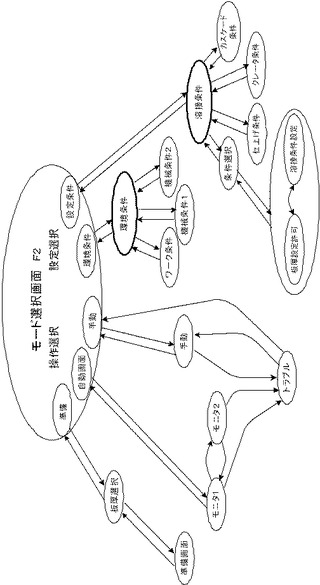
入出力装置48の筐体内には、フレームデータメモリ,パネル表示ドライバ,タッチアドレス生成回路、および、入力読み込み,表示(出力)制御を行うマイコンがある。このマイコンが、図12に示す入出力モード切替えを行う。すなわち図12に示す入出力モード遷移を行う。
【0056】
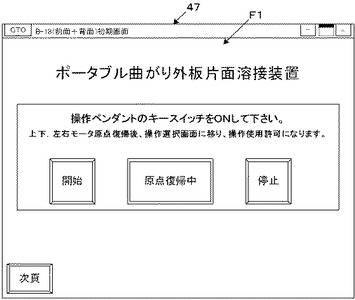
図11に示す電源スイッチ76がオンして動作電圧が印加されると入出力装置48内の上述のマイコン(以下ではこれを単にマイコンという)は、起動して、自身の初期化および入出力装置48内電気回路を初期化してから、図13に示す初期画面F1をパネル47に表示する。
【0057】
図13に示す初期画面F1上の「開始」ボタンにオペレータがタッチすると、マイコンは、「原点復帰中」ブロックを点滅表示するとともに、シーケンサ41を介して「開始指示」をシーケンサ42に与える。シーケンサ42は、溶接台車16およびワイヤ送給台車26上のトーチ倣い装置33(昇降機構63,横駆動機構60)の原点復帰(ホームポジションへの位置決め)を行う。原点復帰を終えるとシーケンサ42は、x,y,z位置カウンタを初期化(カウンタクリア)して、原点復帰を、シーケンサ41を介して入出力装置48のマイコンに通知する。該マイコンは「原点復帰中」ブロックの点滅表示を停止して、図14に示すモード選択画面F2をパネル47に表示する。このモード選択画面F2から、オペレータの選択入力に応じて、図12に示す各種入出力モードに遷移する。なお、初期画面F1上の「次頁」ボタンは、溶接動作を行わない、データ確認,データ設定を指定するものであり、「開始」ボタンではなく「次頁」ボタンにタッチがあったときには、マイコンは、原点復帰は実行しないで、図14に示すモード選択画面F2をパネル47に表示する。この場合には、トーチ倣い装置33の原点復帰は行わず、トーチのx,y駆動があるときは、オーバラン(リミットスイッチオン)で自動的に停止する。
【0058】
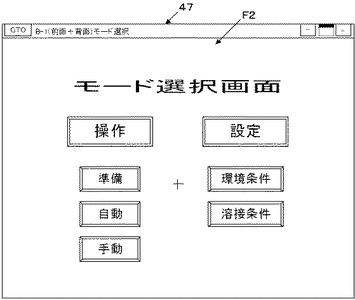
図14に示すモード選択画面F2の「操作」ボタンにタッチがあると、マイコンは、「準備」,「自動」および「手動」のいずれかの操作(タッチ)を待ち、これらの操作に応答して、図12に示す「準備」以下のルート(図15,16),「自動画面」以下のルート(図17,図18,図20)又は「手動」以下のルート(図19,図20)に進む。モード選択画面F2の「設定」ボタンにタッチがあったときは、マイコンは、「環境条件」又は「溶接条件」のいずれかの操作(タッチ)を待ち、これらの操作に応答して、図12に示す「環境条件」以下のルート(図21〜図24)又は「設定条件」以下のルート(図25〜図30)に進む。
【0059】
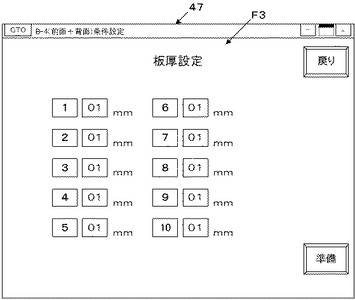
図14に示すモード選択画面F2の「準備」にタッチがあるとマイコンは、図15に示す板厚設定画面F3を液晶タッチパネル47に表示する。この板厚設定画面F3は、オペレータに板厚を指定させるものである。オペレータによる板厚値の入力および変更は、キースイッチ群77(図11)の矢印付きのシフトキースイッチを操作してパネル47に表示した「+」形状のカーソルを入力位置に置き、そして「増」,「減」キースイッチを押すことにより行う。以下に説明する、各種数値表示ブロックに対する数値の入力,変更も同様に行う。ただし、後述のモニタ1,2画面(図17,図18)の場合は、液晶タッチパネル47上に表示された増減選択ボタンにタッチすることにより数値入力,変更を行う。
【0060】
図15に示す板厚設定画面F3上で、板厚は、No.1〜10まで登録することができ、登録内容を更新することができる。溶接条件を登録しようとするときは、板厚登録No.を指定して板厚値を入力する。登録した溶接条件で溶接を実行しようとするとき、あるいは溶接条件を確認しようとするときには、該当の板厚値の板厚登録No.を指定する。板厚設定画面F3上の「戻り」ボタンが押される(ボタンにタッチがある)と前画面のモード選択画面F2に移行する。板厚設定画面F3上の「準備」ボタンにタッチがあると、マイコンは、指定されている板厚登録No.をセーブ(マイコンの内部RAMに割り当てた入力レジスタに書き込み)して、「準備画面」F4をパネル47に表示する。
【0061】
なお、板厚設定画面F3(図15)で選択し入力レジスタにセーブした板厚登録No.など、入力レジスタにセーブしている板厚登録No.を以下においては「選択中の板厚登録No.」という。入出力装置48のマイコンは、板厚設定画面F3上の「戻り」ボタンの操作に応答して前述のように前画面のモード選択画面F2に移行するとき、シーケンサ41のNVRAM上に定められた、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、板厚設定画面F3上で選択中の板厚登録No.宛てに入力があった板厚値を、登録(上書き)する。そして、該溶接条件テーブル(の溶接条件)を、シーケンサ42に転送する。シーケンサ42が、その内部のワークRAMに該溶接条件テーブルを書き込む(コピーする)。
【0062】
図16に、「準備画面」F4を示す。「準備画面」F4上の「先行電極選択」ボタン,「後行電極選択」ボタンで溶接トーチ32L,32Tを指定できる。「初期位置選択」ボタンが操作(タッチ)されると、マイコンはこれを、シーケンサ41に報知し、これに応答してシーケンサ41が、ワークRAMの溶接条件テーブルの中のトーチ初期上下位置および初期左右位置(図27)に溶接トーチ32L,32Tを位置決めする。
【0063】
「溶接選択」の「自動」ボタンは、溶接開始後、動作指示スイッチ群46(図11)の中の倣い退避指示スイッチのオンに応じて先行溶接移動停止処理,後行溶接終端処理及びラップ処理をした後自動停止する、という自動溶接を指定するものである。この自動溶接では、先行,後行溶接トーチによる溶接中に先行溶接トーチ32Lによる溶接を停止する時は、それから中間停止長(図22)の走行後に後行溶接トーチTによる溶接を自動停止する。
【0064】
「溶接選択」の[手動]ボタンは、先行,後行電極選択に従って個々の溶接を指示するものであり、該溶接は、動作指示スイッチ群46(図11)の中の先行溶接開始/停止指示スイッチ,後行溶接開始/停止指示スイッチの操作に応じて実行する。「ST位置記憶」に操作があると、シーケンサ42は、溶接台車スタート位置(y位置カウンタのカウントデータ)を、0(原点)にプリセットする。
【0065】
「溶接,仕上選択」の[溶接]を操作すると、入出力装置48のマイコンは、シーケンサ41の内部のNVRAM上の、選択中の板厚登録No.の溶接条件テーブルから、溶接条件(F15:図27)のデータを読出して表示する(図27)。「溶接,仕上選択」の[仕上]に操作があると、前記溶接条件テーブルから、板厚登録No.に設定している仕上条件(F16:図28)を読出して表示する(図28)。「仕上条件選択」のNo.1〜5のいずれかに操作があると、入出力装置48の内部のNVRAM上の、該当No.の仕上げ条件テーブルの「仕上条件」のデータを読出して表示する(図28)。「記憶倣い選択」ボタンは、仕上溶接(復動溶接)の開先倣いに、先行の往動溶接で収集した倣いデータを用いる記憶倣い制御を指定するものである。「記憶倣」の「再起動」は、一度倣いデータを収集後、再び同一移動距離の倣いデータの再収集を指定するものである。「倣いデータ」の「CLR」は、記憶倣いデータのクリア(消去)を指定するものである。1sec以上の継続タッチが、クリアを指示する。「アークなし」ボタンは、該アークなし表示状態でアークなし指定を、操作(タッチ)があると「アークあり」に表示が切換ってアーク出し指定を、するものである。該ボタンは、溶接トーチのx,y,z駆動確認,揺動機構の動作確認,位置確認などのために、機構を駆動するときには、アークなし指定にする。「戻り」ボタンが押されると、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、準備画面F4で指定,入力又は変更があった溶接条件および選択された仕上げ条件No.を登録し、前画面「板厚設定F3」に移行する。
【0066】
図14に示すモード選択画面F2上の「自動」ボタンが押されると入出力装置48のマイコンは、パネル47に、モニタ1画面F5を表示する。
【0067】
図17にモニタ1画面F5を示す。モニタ1画面F5は、選択中の板厚登録No.の溶接条件テーブルの、先行,後行溶接トーチ32L,32Tの設定データ,実測データ(溶接電圧,W送及び板厚,登傾斜条件番号,横傾斜条件番号)を表示する。左上コーナの「板厚」は、選択中の板厚登録No.の板厚を表示する。その下には、登(上下傾斜設定番号),横(横傾斜設定番号)を表示する。これらは、登傾斜(上下傾斜角),横傾斜(左右傾斜角)の区分番号であり、これらの番号宛に(上下傾斜角および左右傾斜角対応で)溶接設定データ又は実績データが選択中の板厚登録No.宛ての溶接条件テーブルに登録されており、モニタ1画面F5に表示される(図17)。この画面で登録データ(溶接条件)を確認でき、また、変更することができる。各条件項の「増減選択」ボタンを押し、「増」,「減」ボタンを操作することにより、各項目の設定値を変更することができる。「トラブル」ボタンは、トラブルが発生したときに表示が点滅し、そのときこのボタンを押すとトラブル表示F8(図20)に移行する。「戻り」ボタンが押されると、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、モニタ1画面F5で指定,入力又は変更があった溶接条件を登録して、前画面のモード選択画面F2に移行する。「モニタ2」ボタンが押されたときは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、モニタ1画面F5で指定,入力又は変更があった溶接条件を登録して、次画面のモニタ2画面F6に移行する。
【0068】
図18に、モニタ2画面F6を示す。モニタ2画面F6は、先行,後行溶接トーチ32T,32Lの、設定データ,実測データを表示する。データ表示項目の中の、OSC回数,上停止時間,下停止時間は、シーケンサ42のNVRAMに登録されており、モニタ1画面F5に表示される(図17)。この画面で登録データ(溶接条件)を確認でき、また、変更することができる。各条件項の「増減選択」ボタンを押し、「増」,「減」ボタンを操作することにより、各項目の設定値を変更することができる。台車位置(y),上下位置(z),左右位置(x),登傾斜角および横傾斜角は、左上コーナの「登」および「横」に示す傾斜区分No.の角度中央値を示す。「トラブル」ボタンは、トラブルが発生したときに表示が点滅し、そのときこのボタンを押すとトラブル表示画面F8(図20)に移行する。「戻り」ボタンが押されると、入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、モニタ2画面F6で指定,入力又は変更があった溶接条件を登録して、前画面のモード選択画面F2に移行する。
【0069】
図14に示すモード選択画面F2上の「手動」ボタンが押されると入出力装置48のマイコンは、パネル47に、手動操作画面F7を表示する。
【0070】
図19に、手動操作画面F7を示す。手動操作画面F7は、各駆動機構をオペレータ操作に応じて単独に駆動指示するものである。「倣昇降」の矢印形状の上/下ボタンは、押されている間動作指示し、ボタンが放されると停止指示に変わる。「トーチ装置」の矢印形状の上/下,+/−ボタンは、トーチの上/下駆動,左右駆動を指示する。「退避」ボタンは、トーチの上退避位置および右退避位置への駆動を指示する。「走行」の前/後ボタンは、y方向の前進/後進を指示する。「高速」,「低速」ボタンは、機械条件2F12(図24)で設定された速度での駆動を指示する。「原点復帰」ボタンは、機械条件2F12(図24)で設定された原点復帰速度での原点(0)位置への駆動を指示する。「L極OSC」の「OSC」ボタンは、トーチ揺動幅,回数(回/min)の設定値(図17,図18)に従う揺動駆動を指示する。再度ボタンが押されると揺動駆動停止を指示する。「+」,「−」ボタンは、揺動(OSC)の中央位置の、+(開先側),−(レール側)への駆動を指示する。「送給」の「出」,「戻」ボタンは、溶接ワイヤの繰り出し,戻し(引き込み)を指示する。ワイヤ送給速度は、機械条件2F12(図24)の設定に従い、低速速度でスタートして、タイマー設定時間が経過すると高速に変わる。「ガス」ボタンは、ガス電磁弁69Tの弁開を指示する。再度のボタンの押しは、ガス電磁弁の閉を指示する。上述の、L極に関するワイヤ供給調整,電磁弁開閉の指示ボタン群と同様なボタン群もある。トラブルが発生すると「トラブル」ボタンを点滅表示し、そのときこのボタンが押されるとトラブル表示画面F8(図20)に移行する。「戻り」ボタンが押されると、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、手動操作画面F7変更があった溶接条件を登録して、前画面のモード選択画面F2に移行する。
【0071】
図20に、トラブル表示画面F8を示す。トラブル表示画面F8上の「先行アーク切れ異常」は、溶接起動時電流又は電圧値が所定値以下の時ランプ点灯(異常表示)状態となる。「後行アーク切れ異常」は、溶接起動時電流又は電圧値が所定値以下の時異常表示状態になる。「台車モータ過負荷」は、モータ11m過負荷及びACサーボ11c(ACモータドライバ)がエラー発生時に、異常表示状態になる。「上下モータ過負荷」は、モータ63m過負荷及びACサーボ63cがエラー発生時に異常表示状態になる。「左右モータ過負荷」は、モータ60m過負荷及びACサーボ60cがエラー発生時に異常表示状態になる。「倣い上下モータ過負荷」は、モータ31m過負荷(サーマルトリップ)時に異常表示状態になる。「上昇オーバーラン」は、昇降台62が上昇限界位置に上昇(上リミットスイッチがオン)すると異常表示状態になる。「下降オーバーラン」は、昇降台62が降下限界位置に下降(下リミットスイッチがオン)すると異常表示状態になる。「右行オーバーラン」は、横移動台59が右限界位置に移動(右リミットスイッチがオン)すると異常表示状態になる。「左行オーバーラン」は、横移動台59が左限界位置に移動(左リミットスイッチがオン)すると異常表示状態になる。「冷却水循環異常」は、地上の冷却水循環装置の出力部のフロースイッチがオフ(OFF:水循環停止)の時に異常表示状態になる。「PCバッテリ低下」は、シーケンサ41又は42に給電するバッテリ電圧が低下した時に異常表示状態になる。「非常停止」は、主制御盤66にある「非常停止」スイッチが押されて下がってスイッチ開となった時に異常表示状態になる。該「非常停止」スイッチはラッチ型の機械スイッチであり、上ボタンをもう一度押すと、ラッチが外れて上昇して、スイッチ閉に戻る。「ハンディ非常停止」は、入出力装置48の「非常停止」スイッチ(図13)が押されて下がってスイッチ開となった時に異常表示状態になる。「CC−LINK異常」は、主制御盤66−機側制御ボックス49間の通信異常時に異常表示状態になる。「手動」ボタンが押されると手動操作画面F7に移行する。「リセット」ボタンが押されると、異常表示を停止し、モード選択画面F2に移行する。
【0072】
図14に示すモード選択画面F2上の「環境条件」ボタンが押されると入出力装置48のマイコンは、パネル47に、環境条件画面F9を表示する。そして、選択中の板厚登録No.宛ての溶接条件テーブルを、シーケンサ41に転送する。シーケンサ41が、その内部のワークRAMに該溶接条件テーブルを書き込む。
【0073】
図21に、環境条件画面F9を示す。環境条件画面F9の「ワーク条件」のボタンが押されると、入出力装置48のマイコンは、ワーク条件画面F10に移行し、それを液晶タッチパネル47に表示する(図22)。このワーク条件画面F10は、ワーク(溶接終了部母材及びタブ板)に対し溶接終了の拘束ビード及びビードラップ等を設定するためのものである。環境条件画面F9の「機械条件1」のボタンが押されると、機械条件1画面F11(図23)に移行し、「機械条件2」のボタンが押されると機械条件2画面F12(図24)に移行する。機械条件1F11は、先行/後行トーチ間距離を設定するもの、機械条件2F12は、上下モータ,左右モータ,台車モータ,インチング等の速度を設定するものである。「戻り」ボタンを押すと前画面のモード選択画面F2に移行する。
【0074】
図22に、ワーク条件画面F10を示す。ワーク条件画面F10上の、「拘束ビード長」は、倣いセンサ30/先行トーチ32L間の距離SLと、先行/後行トーチ間距離LTとの和SL+LTであって、終端処理区間である。この区間の終わり(鋼板の開先の終端)から更にエンドタブに渡って終端処理を継続し、そしてアークを停止するまでの区間が「オーバーラップ長」である。「中間停止長」は、先行トーチ32Lのアークを停止してから、後行トーチ32Tのアークを自動停止するまでの台車走行距離(y距離)である。オペレータは、数値入力用の4角ブロックにカーソルを合わせて、所望の数値を入力し、変更することができる。「戻り」ボタンが押されると、入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、ワーク条件画面F10で入力又は変更があった溶接条件を登録して、前画面の環境条件画面F9に移行する。
【0075】
図23に、機械条件1画面F11を示す。「SL」には、オペレータが、倣いセンサ30/先行トーチ32L間距離SLを入力する。「LT」には、先行/後行トーチ32L/32T間距離LTを入力する。ヒステリシスは、隣接する傾斜角区分間の境界閾値である、低角度区分から高角度区分への角度区分変更の閾値すなわち角度上昇閾値と、その逆の角度区分変更の閾値すなわち角度降下閾値と、の差値である。「登傾斜±」の入力枠内には、角度センサ40が検出した上下傾斜角の、角度区分No.への変更(エンコード)のヒステリシス値を入力し、「横傾斜±」の入力枠内には、左右傾斜角度の、角度区分No.への変更のヒステリシス値を入力する。「戻り」ボタンが押されると、入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、機械条件1画面F11で入力又は変更があった溶接条件を登録して、前画面の環境条件画面F9に移行する。
【0076】
図24に、機械条件2画面F12を示す。これはトーチ上下,トーチ左右,溶接台車インチング速度等を設定するためのものである。「原点復帰速度」は、原点復帰するときのトーチ上下,トーチ左右駆動の駆動速度を設定する項目である。「位置制御速度」は、トーチ上下,トーチ左右の位置決め速度を設定する項目である。「倣い速度」は、トーチ上下,トーチ左右の倣い駆動速度を設定する項目である。「[手動速度]は、トーチ上下,トーチ左右の手動操作対応の駆動速度を設定する項目である。「仕上速度/左右倣速度比定数]を設定する項目である。「走行高速速度」は、溶接台車速度,手動速度を設定する項目である。「走行低速速度」は、溶接台車手動速度を設定する項目である。「インチング高速速度」は、ワイヤ送給高速速度を設定する項目である。「インチング低速速度」は、ワイヤ送給低速速度をBIT設定する項目である。「切替時間」は、ワイヤ送給インチング時の、低速から高速に切り替わる時間を設定する項目である。「戻り」ボタンが押されると、入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、機械条件2画面F12で入力又は変更があった溶接条件を登録して、前画面の環境条件画面F9に移行する。
【0077】
図14に示すモード選択画面F2上の「溶接条件」ボタンが押されると入出力装置48のマイコンは、パネル47に、溶接条件画面F13を表示する。そして、選択中の板厚登録No.宛ての溶接条件テーブルを、シーケンサ41に転送する。シーケンサ41が、その内部のワークRAMに該溶接条件テーブルを書き込む。
【0078】
図25に溶接条件画面F13を示す。溶接条件画面F13上の「溶接条件」のボタンが押されると、入出力装置48のマイコンは、条件選択画面14(図26)に移行する。オペレータは、条件選択画面14で板厚登録No.及び登傾斜角区分,横傾斜角区分の番号を選択後、条件選択画面14上の「溶接条件」を押して、溶接条件画面F15(図27)に進む。
【0079】
図25に示す溶接条件画面F13上の「仕上条件」のボタンが押されると、入出力装置48のマイコンは、仕上条件画面F16(図28)に移行する。この仕上条件画面F16の右側の仕上条件No.アップ/ダウンボタンにタッチして仕上条件No.1〜5のいずれかを指定して、溶接条件を設定できる。
【0080】
図25に示す溶接条件画面F13上の「終端処理条件」のボタンが押されると、入出力装置48のマイコンは、終端処理条件画面F17(図29)に移行する。ここでオペレータは、終端処理(後行溶接トーチ32T)の溶接条件及び溶接終了退避距離を設定する。
【0081】
図25に示す溶接条件画面F13上の「クレータ条件」のボタンが押されると、入出力装置48のマイコンは、クレータ条件画面F18(図30)に移行する。ここではオペレータは、先行,後行溶接トーチの電圧,ワイヤ送給量(速度),クレータ時間およびアフタフロー時間を設定することができる。
【0082】
図25に示す溶接条件画面F13上の「溶接条件コピー」のボタンが押されると、入出力装置48のマイコンは、溶接条件コピー画面F19(図31)に移行する。ここではオペレータは、板厚登録No.1〜10の指定No.の溶接条件をそっくり、他の指定No.にコピー(上書き)することができる。
【0083】
図25に示す溶接条件画面F13上の「外部入出力」のボタンが押されると、入出力装置48のマイコンは、外部機器が保持する溶接条件フォルダ群を液晶パネル47に表示し、1つのフォルダをオペレータが押すと、外部入出力画面F20(図32)に移行する。ここではオペレータは、板厚登録No.1〜10の指定No.又は全ての溶接条件を、名前を付けて外部機器に送付(コピー)することができ、また、その逆に、外部機器の板厚登録No.1〜10の指定No.又は全ての溶接条件を、入出力装置48のNVRAMに登録(上書き)することができる。
【0084】
図25に示す溶接条件画面F13上の「戻り」ボタンが押されると、前画面のモード選択画面F2(図14)に移行する。
【0085】
図26に、条件選択画面14を示す。この条件選択画面14に進むと入出力装置48のマイコンは、入出力装置48のNVRAMの、板厚登録No.1〜10宛ての各溶接条件テーブルから、登録板厚データ,各登傾斜(上下傾斜角)区分No.の角度および各横傾斜(左右傾斜角)区分No.の角度を読み出して、条件選択画面14に表示する。ここでオペレータは、板厚登録No.を選択し、登傾斜角区分No.を選択し、あるいは、横傾斜角区分No.を選択して、「書込許可」の書込パスワード入力枠内にパスワードを入力することにより、選択した項目に数値を入力し、あるいは数値を変更することができる。「戻り」ボタンが押されると、入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、条件選択画面14で入力又は変更があった溶接条件を登録して、モード選択画面F2に移行する。「溶接条件」ボタンが押されると、入出力装置48のマイコンは、同様に溶接条件を登録してから、溶接条件画面F15に移行する。
【0086】
図27に、溶接条件画面F15を示す。この溶接条件画面F15に進むと入出力装置48のマイコンは、入出力装置48のNVRAMの、上記条件選択画面F14で選択された板厚登録No.宛ての溶接条件テーブルの溶接条件を、条件選択画面F14に表示する。この画面でオペレータは、図26に示す条件選択画面F14で選択した、板厚登録No.,登傾斜区分No.および横傾斜No.の組合せに対する溶接条件を、設定(入力又は変更)することができる。
【0087】
なお、条件選択画面F14で選択できる組合せ数は、10(板厚登録No.1〜10)×5(登傾斜区分No.1〜5)×5(横傾斜区分No.1〜5)=250であり、入出力装置48のNVRAMにある板厚登録No.1〜10のそれぞれに宛てた合計10個の溶接条件テーブルのそれぞれには、各板厚登録No.の、5(登傾斜区分No.1〜5)×5(横傾斜区分No.1〜5)=25組の溶接条件が登録されている。入出力装置48のメモコンは、溶接条件画面F15に、条件選択画面F14で選択した板厚登録No.,登傾斜区分No.および横傾斜区分No.の組合せに宛ててNVRAMの該板厚登録No.の溶接条件テーブルから、登録されている溶接条件を読み出して液晶タッチパネル47に表示する。
【0088】
この溶接条件画面F15の「板厚」には選択中の板厚登録No.が表示される。オペレータは、「溶接電圧」の項には、先行溶接トーチ32L,後行溶接トーチ32T(の溶接ワイヤに)印加する溶接電圧を設定する。「W送給量」の項には、先行,後行溶接トーチ32L,32Tに供給するワイヤの送給速度を設定する。「OSC回数」には、先行,後行溶接トーチのOSC回数(揺動頻度)を設定する。「OSC幅」には、先行,後行溶接トーチのOSC幅(揺動幅)を設定する。「初期OSC位置」には、先行,後行溶接トーチの初期OSC位置(揺動始端)を設定する。「上停止時間]には、先行,後行溶接トーチの上停止時間を設定する。「下停止時間]には、先行,後行溶接トーチの下停止時間を設定する。「溶接速度」には、溶接速度(y走行速度)を設定する。「初期上下位置]には、溶接開始するときの溶接トーチの上下位置を設定する。「初期左右位置]には、溶接開始するときの溶接トーチの左右位置を設定する。「プリフロー時間]には、溶接開始時に台車走行は停止してアーク発生前のプリフロー時間を設定する。「板厚」の項には、板厚登録No.と板厚を表示し、「登傾斜」,「横傾斜」には、モニタ2画面F6で設定された角度区分No.および傾斜角度を表示する。「戻り」ボタンが押されると入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、条件選択画面14で入力又は変更があった溶接条件を登録して、溶接条件画面F13(図25)に移行する。
【0089】
図28に、仕上げ条件画面F16を示す。この仕上げ条件画面F16に進むと入出力装置48のマイコンは、入出力装置48のNVRAMの、上記条件選択画面F14で選択された板厚登録No.宛ての溶接条件テーブルの仕上げ条件No.を、仕上条件画面F16の右側の仕上条件No.アップ/ダウンボタンの間の仕上げ条件No.表示ブロックに表示して、該仕上げ条件No.の仕上げ条件数値を、入出力装置48の内部のNVRAM上の、該当No.の仕上げ条件テーブルから読み出してパネル47に表示する。オペレータは、この仕上条件画面F16の右側の仕上条件No.アップ/ダウンボタンにタッチして、選択中の板厚登録No.宛ての仕上条件No.を変更することができる。この変更があると、入出力装置48のマイコンは、変更後の仕上条件No.の仕上げ条件数値を、入出力装置48の内部のNVRAM上の、該当No.の仕上げ条件テーブルから読み出してパネル47に表示する。また、キースイッチ群77を用いて、表示中の仕上げ条件数値を変更することができる。「戻り」ボタンが押されると、入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、仕上げ条件画面F16で入力又は変更があった仕上げ条件No.を登録し、仕上げ条件値に変更があった場合それを、入出力装置48の内部のNVRAM上の、該当No.の仕上げ条件テーブルに更新登録(上書き)する。そして前画面の溶接条件画面F15に移行する。
【0090】
図29に、終端処理画面F17を示す。これは、終端処理拘束ビード長(図22)の区間の拘束ビード溶接条件の設定を行うものである。この終端処理画面F17に進むと入出力装置48のマイコンは、入出力装置48のNVRAMの、選択中の板厚登録No.宛ての溶接条件テーブルの終端処理条件を、終端処理画面F17に表示する。オペレータは、「溶接電圧」の項には、後行溶接トーチ32Tに印加する溶接電圧を設定する。「W送給量」の項には、後行溶接トーチ32Tのワイヤ送給量(m/min)を設定する。「OSC回数」の項には、後行溶接トーチ32TのOSC回数(回/min)を設定する。「OSC幅」の項には、後行溶接トーチのOSC幅を設定する。「上停止時間」の項には、後行溶接トーチの上停止時間を設定する。「下停止時間」の項には、後行溶接トーチ32Tの下停止時間を設定する。「溶接速度」の項には、溶接速度(y移動速度)を設定する。「退避上下位置」の項には、溶接終了時の退避上下位置を設定する。「退避左右位置」には、溶接終了時の退避左右位置を設定する。「戻り」ボタンが押されると、入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、終端処理画面F17で入力又は変更があった終端処理条件を登録して、前画面の溶接条件画面F15に移行する。
【0091】
図30に、クレータ条件画面F18を示す。これは、溶接終了時のクレータ処理条件を設定するものである。このクレータ条件画面F18に進むと入出力装置48のマイコンは、入出力装置48のNVRAMの、選択中の板厚登録No.宛ての溶接条件テーブルのクレータ条件を、クレータ条件画面F18に表示する。オペレータは、「溶接電圧」の項には、先行,後行溶接トーチ32L,32Tの溶接電圧を設定する。「W送給量」の項には、先行,後行溶接トーチ32L,32Tのワイヤ送給速度(m/min)を設定する。「クレータ時間」の項には、クレータ時間を設定する。「アフターフロー時間]の項には、アフターフロー時間を設定する。「戻り」ボタンが押されると、入出力装置48のマイコンは、第2メモリである10個の溶接条件テーブルのなかの、選択中の板厚登録No.宛ての溶接条件テーブルに、クレータ条件画面F18で入力又は変更があった溶接条件を登録して、前画面の溶接条件画面F15に移行する。
【0092】
図31に、溶接条件コピー画面F19を示す。オペレータが、板厚登録No.1〜10の1つNo.aをコピー元に設定し、他の一つNo.bをコピー先に設定して、「コピー開始」ボタンを押すと、入出力装置48のマイコンは、入出力装置48内のNVRAM上の板厚登録No.aの溶接条件テーブルの溶接条件データの全てを、該NVRAM上の板厚登録No.bの溶接条件テーブルに登録(上書き)する。「戻り」ボタンが押されると、前画面である溶接条件画面F13に移行する。
【0093】
図32に、外部入出力画面F20を示す。この外部入出力画面F20の表示に進むと、入出力装置48のマイコンは、シーケンサ41の外部通信インターフェースを介して、入出力装置48に接続した外部機器(パソコン又は記憶媒体リード・ライタ)の溶接条件テーブルフォルダ群リストを受信して液晶タッチパネル47に表示し、オペレータが1つのフォルダAを押すと、シーケンサ41の外部通信インターフェースを介して、該フォルダA内の板厚登録No.を受信して、図32に示すような、外部入出力画面F20を液晶タッチパネル47に表示する。ここでオペレータが、入出力装置48(ハンディGOT)の板厚登録No.と、外部機器のフォルダAの板厚登録No.を指定し、「送る」又は「コピー」を指定して、「開始」ボタンを押すと、入出力装置48のマイコンは、「送る」指定の場合には、入出力装置48の指定があった板厚登録No.の溶接条件テーブルの溶接条件のデータのすべてを、シーケンサ41の外部通信インターフェースを介して、外部機器のフォルダAの指定があった板厚登録No.の溶接条件テーブルに登録(上書き)する。「コピー」指定の場合には、シーケンサ41の外部通信インターフェースを介して、外部機器のフォルダAの指定があった板厚登録No.の溶接条件テーブルの溶接条件のデータのすべてを、入出力装置48の指定があった板厚登録No.の溶接条件テーブルに登録(上書き)する。
【0094】
以上に説明した、入出力装置48に対するオペレータの入力操作により、シーケンサ41の内部NVRAMの板厚登録No.1〜10宛ての溶接条件テーブル(第2メモリ)のそれぞれに、溶接開始から終了までの登傾斜(5区分)および横傾斜(5区分)の組合せに対応する溶接条件、ならびに、仕上げ条件,終端処理条件およびクレータ条件を登録することができる。登録した後は、溶接対象板厚が該当する板厚登録No.を指定して、それに登録された溶接条件で自動溶接することができる。たとえば、モード選択画面F2で「準備」を押し、これによって表示される板厚設定画面F3で、溶接対象鋼板1の板厚に対応する板厚登録No.および「準備」を押し、これによって表示される準備画面F4に対する入力操作によって、溶接トーチを選択し「自動」およびその他の事項を選択し、モード選択画面F2に戻って「手動」を押し、それによって表示される手動操作画面F7で動作確認操作および台車およびトーチの初期位置決めをしてから、入出力装置48の動作指示スイッチ群46の先行溶接スイッチを押すことにより、入出力装置48のマイコンが、先行溶接開始指示をシーケンサ41に送信し、選択中の板厚登録No.の溶接条件テーブル(のデータ:以下同様)を、シーケンサ41のワークRAMの溶接条件テーブルに転送する。
【0095】
シーケンサ41が、先行溶接開始指示に従い、また、ワークRAMの溶接条件テーブルの溶接条件に従って先行溶接トーチ32Lによる溶接を開始し、先行溶接トーチ32Lのアークが起動すると溶接台車16の走行を開始する。しかも、x,y,zカウンタによる位置カウントを開始し、倣いセンサ30および角度センサ40の検出信号の読み込みを開始して、yカウント値が設定値分変化するたびに、シーケンサ42のワークRAMに割り当てている、第1メモリである、検出データ蓄積テーブルのy位置アドレスを更新(往動時はインクレメント;復動時はデクレメント)して、そのときのz,xカウント値および角度センサ40が検出した登,横傾斜の各区分値を、該検出データ蓄積テーブルに書き込む、往動時の倣いデータ記憶、を開始する。
【0096】
後行溶接トーチ32Tが溶接開始点に達したときにオペレータが動作指示スイッチ群46の後行溶接スイッチを押すことにより、シーケンサ42が、後行溶接トーチ32Lによる溶接を開始する。オペレータが動作指示スイッチ群46の「倣い自動」を押すと、シーケンサ42が、倣いセンサ30および角度センサ40の開先検出z,x位置データおよび登傾斜,横傾斜に対応する、開先2に対する溶接トーチの上下,左右倣い制御および登傾斜,横傾斜に対応する溶接条件の切換え制御を開始する。
【0097】
シーケンサ41は、倣いセンサ30が拘束ビード先端を検知すると、そこで倣いセンサ30を上限位置(退避位置)に引き上げ、先行溶接トーチ32Lはそれから拘束ビードに達すると(図22)アークを停止して、後行溶接トーチ32Tはエンドタブ上まで達して終端処理を開始し、溶接台車の走行を停止して後行溶接トーチ32Tによる溶接を、クレータ条件(図30)に切換え、クレータ処理を終了すると、後行溶接トーチ32Tのアークを停止する。
【0098】
以上に説明した往動(第1層)の溶接を終了すると、復動により第2層の溶接を自動溶接することも出来る。この第2層の溶接は、1つのトーチ(復動で先行となる後行溶接トーチ32T)のみでおこなうので、準備画面F4(図16)で、仕上選択をON、記憶倣い選択をONにする。そして溶接選択を自動又は手動にする。自動を選択した場合には、全長の復動溶接制御が上述の往動の場合とほぼ同様におこなわれるが、手動の場合には、オペレータの介入による一次停止,再起動ならびに溶接条件の調整が可能である。
【0099】
いずれにしても、オペレータが仕上げ溶接を設定して駆動動作指示スイッチ群46の後行溶接スイッチを押すと、後行溶接トーチ32Tによる仕上げ溶接が始まり、シーケンサ42が溶接台車16の復動によるy位置のアップ又はダウンカウントを開始する。オペレータが、駆動動作指示スイッチ群46の倣い自動スイッチを押すと、シーケンサ42が、その内部のワークRAMの検出データ蓄積テーブル(第1メモリ)から、溶接台車16のy位置を現すy位置データに宛てられたアドレスのz,xカウント値および登,横傾斜の各区分値を読み出して、読み出したz,x位置データおよび登傾斜,横傾斜に対応する、開先2に対する溶接トーチ32Lの上下,左右倣い制御および登傾斜,横傾斜に対応する溶接条件の切換え制御、を開始する。
【図面の簡単な説明】
【0100】
【図1】本発明の1実施例の倣い溶接装置の概要を示す左側面図であり、一部は縦断面を示す。
【図2】図1に示す倣い溶接装置を、上方から見下ろした平面図である。
【図3】図1に示す溶接台車16を示し、(a)は一部を断面で示す平面図、(b)は(a)上の7a−7a矢視線断面図、(c)は一部を断面で示す左側面図である。
【図4】図3の(a)上の4a−4a矢視線断面拡大図である。
【図5】図1の5a−5a矢視線方向から見た正面図である。
【図6】図1の6a−6a矢視線断面拡大図である。
【図7】図1の7a−7a矢視線断面図である。
【図8】図1の8a−8a矢視線断面図である。
【図9】図1に示す倣い溶接装置の、溶接台車16およびワイヤ送給台車26に装備する駆動モータおよび溶接ケーブルの配置、を示すブロック図である。
【図10】図1に示した溶接台車16およびワイヤ送給台車26に装備する検出,駆動機を接続した機側制御ボックス49、および、地上の主制御盤66の、機能構成の概要を示すブロック図である。
【図11】図9に示す入出力装置48の外観を示す拡大平面図である。
【図12】入出力装置48の、オペレータ操作によって遷移する入出力モードの切換りすなわちモード遷移を示すブロック図である。
【図13】入出力装置48に動作電圧が印加された直後の、液晶タッチパネル47に表示される初期画面F1を示す拡大平面図である。
【図14】初期画面F1上の「開始」ボタンにオペレータがタッチした後に液晶タッチパネル47に表示されるモード選択画面F2を示す平面図である。
【図15】モード選択画面F2上の「操作」ボタンにタッチし、そして「準備」ボタンにタッチしたときに液晶タッチパネル47に表示される板厚設定画面F3を示す平面図である。
【図16】板厚設定画面F3上の「準備」ボタンにタッチしたときに液晶タッチパネル47に表示される準備画面F4を示す平面図である。
【図17】モード選択画面F2上の「操作」ボタンにタッチし、そして「自動」ボタンにタッチしたときに液晶タッチパネル47に表示されるモニタ1画面F5を示す平面図である。
【図18】モニタ1画面F5上の「モニタ2」ボタンにタッチしたときに液晶タッチパネル47に表示されるモニタ2画面F6を示す平面図である。
【図19】モード選択画面F2上の「操作」ボタンにタッチし、そして「手動」ボタンにタッチしたときに液晶タッチパネル47に表示される手動操作画面F7を示す平面図である。
【図20】図1に示す倣い溶接装置に異常を生じたときに液晶タッチパネル47に表示されるトラブル表示画面F8を示す平面図である。
【図21】モード選択画面F2上の「設定」ボタンにタッチし、そして「環境条件」ボタンにタッチしたときに液晶タッチパネル47に表示される環境条件画面F9を示す平面図である。
【図22】環境条件画面F9上の「ワーク条件」ボタンにタッチしたときに液晶タッチパネル47に表示されるワーク条件画面F10を示す平面図である。
【図23】環境条件画面F9上の「機械条件1」ボタンにタッチしたときに液晶タッチパネル47に表示される機械条件1画面F11を示す平面図である。
【図24】環境条件画面F9上の「機械条件2」ボタンにタッチしたときに液晶タッチパネル47に表示される機械条件2画面F12を示す平面図である。
【図25】モード選択画面F2上の「設定」ボタンにタッチし、そして「溶接条件」ボタンにタッチしたときに液晶タッチパネル47に表示される溶接条件画面F13を示す平面図である。
【図26】溶接条件画面F13上の「溶接条件」ボタンにタッチしたときに液晶タッチパネル47に表示される条件選択画面F14を示す平面図である。
【図27】条件選択画面F14上の「溶接条件」ボタンにタッチしたときに液晶タッチパネル47に表示される溶接条件画面F15を示す平面図である。
【図28】図25に示す溶接条件画面F13上の「仕上条件」ボタンにタッチしたときに液晶タッチパネル47に表示される仕上条件画面F16を示す平面図である。
【図29】溶接条件画面F13上の「終端処理条件」ボタンにタッチしたときに液晶タッチパネル47に表示される終端処理条件画面F17を示す平面図である。
【図30】溶接条件画面F13上の「クレータ条件」ボタンにタッチしたときに液晶タッチパネル47に表示されるクレータ条件画面F18を示す平面図である。
【図31】溶接条件画面F13上の「溶接条件コピー」ボタンにタッチしたときに液晶タッチパネル47に表示される溶接条件コピー画面F19を示す平面図である。
【図32】溶接条件画面F13上の「外部入出力」ボタンにタッチしたときに液晶タッチパネル47に表示される外部入出力画面F20を示す平面図である。
【符号の説明】
【0101】
1:鋼板
2:開先
3:ラック
4:レール
5〜8:倣いローラ
9:レール倣い装置
10:ピニオン
11:走行駆動装置
12〜15:車輪
16:溶接台車
17〜20:倣いローラ
21:レール倣い装置
22〜25:車輪
26:ワイヤ送給台車
27:台車連結幹
28,29:ボールジョイント
30:倣いセンサ
31:センサ駆動機構
32L:先行溶接トーチ
32T:後行溶接トーチ
33:ワイヤ送給装置
37:基台
38:圧縮コイルスプリング
39L,39T:圧縮コイルスプリング
40:角度センサ
41,42:シーケンサ
43:走行パルス発生器
44:上下パルス発生器
45:左右パルス発生器
46:動作指示スイッチ群
47:液晶タッチパネル
48:ハンディGOT(入出力装置)
49:機側制御ボックス
50:レール固定枠体
51:永久磁石
52:分離レバー
53:レール固定具
54:滑板
55T,55L:雌ねじ摘子
56T,57L:雄ねじ
57T,57L:ガイドブロック
58L,58T:取手
59:横移動台
60:横駆動機構
60m:横駆動モータ
61:雄ねじ軸
62:昇降台
63:昇降機構
63m:昇降駆動モータ
64:先行トーチ揺動機構
65:後行トーチ揺動機構
66:主制御盤
67:基台
68:電流センサ
69:ガス電磁弁
70:溶接ケーブル
71L,71T:溶接ワイヤ
72:電気ケーブル
73:冷却水管
74:CO2ガス供給管
75:溶接給電線
76:電源スイッチ
77:キースイッチ群
【特許請求の範囲】
【請求項1】
鋼板上に該鋼板の溶接対象開先と並べて設置された上下,左右方向に可撓性があって該鋼板の上下,左右方向の傾斜と同じく傾斜したラック付きレールを、左右方向から挟持するローラを含むレール倣い装置と、前記ラックに噛み合うピニオンを含む走行駆動装置と、前記鋼板の上面に乗る車輪と、を備え、該車輪を介して前記鋼板で下支持される溶接台車;
前記レールを、左右方向から挟持するローラを含むレール倣い装置と、前記鋼板の上面に乗る複数の車輪と、を備え、該車輪を介して前記鋼板で下支持される、ワイヤ送給台車;
前記溶接台車に前記ワイヤ送給台車を連結する、連結分離が可能な台車連結手段;
前記溶接台車に搭載された、前記開先位置を検出する倣いセンサ,溶接トーチ、および、該倣いセンサが検出した開先位置に該溶接トーチを位置合わせするトーチ倣い装置;および、
前記ワイヤ送給台車に搭載され前記溶接トーチに溶接ワイヤを送給するワイヤ送給装置;
を備える倣い溶接装置。
【請求項2】
前記溶接台車の複数の車輪は、溶接台車の基台との高さ方向の距離が固定であって、前記レールに関して前記溶接トーチ側に位置する少なくとも1個の車輪と、溶接台車の基台との高さ方向の距離が可変であって弾力部材によって該距離を長くする方向に強制された、前記レールに関して前記溶接トーチとは反対側に位置する少なくとも1個の車輪と、を含む;請求項1に記載の倣い溶接装置。
【請求項3】
前記溶接台車のレール倣い装置は、前記レールの下向き面に摺接する下部フランジを持ち、前記ピニオンがラックに噛み合う位置にあって、前記レールを左右から挟む1対のフランジローラ、および、該フランジローラから台車走行方向で離れた位置にあって、前記レールを左右から挟む1対の、レールに対して上下方向に滑動できるローラ、を含む;請求項1又は2に記載の倣い溶接装置。
【請求項4】
前記溶接台車のレール倣い装置は、前記1対のフランジローラの一方と前記1対のローラの一方を、前記レールのむこうの他方に接近する方向に強制する弾力部材、を更に備える;請求項3に記載の倣い溶接装置。
【請求項5】
前記ワイヤ送給台車のレール倣い装置は、前記レールを左右から挟む1対のローラ、および、該1対のローラから台車走行方向で離れた位置にあって、前記レールを左右から挟む1対のローラ、を含む;請求項1乃至4のいずれか1つに記載の倣い溶接装置。
【請求項6】
前記台車連結手段は、前記溶接台車およびワイヤ送給台車の各垂直ピンが貫通するピン通し穴を持つボールジョイントを装備した連結幹である;請求項1乃至5のいずれか1つに記載の倣い溶接装置。
【請求項7】
更に、前記溶接台車の上下および左右傾斜角を検出する角度センサと、該傾斜角に対応して前記溶接トーチによる溶接条件を変更する溶接制御装置と、を備える;請求項1乃至6のいずれか1つに記載の倣い溶接装置。
【請求項8】
前記走行駆動装置は、ピニオン回転信号を発生する走行パルス発生器を含み;
前記トーチ倣い装置は、前記溶接トーチの上下移動信号および左右移動信号を発生する上下パルス発生器および左右パルス発生器を含み;
前記溶接制御装置は、前記開先の第1回目の溶接において、前記ピニオン回転信号に基づいて前記溶接台車の走行位置データを生成し、前記上下移動信号および左右移動信号に基づいて前記溶接トーチの上下位置データおよび左右位置データを生成し、該走行位置データに対応付けて上下位置データおよび左右位置データを第1メモリに格納して、前記開先の第2回目の溶接において、前記メモリの、走行位置に対応付けられた上下位置および左右位置に、前記溶接トーチを位置合わせする;
請求項7に記載の倣い溶接装置。
【請求項9】
曲り板溶接装置は更に、動作指示入力手段,板厚,上下傾斜角および左右傾斜角に対応付けて前記溶接トーチの溶接条件を入力する入力手段および入力情報を表示する表示手段を含む入出力装置、および、板厚,上下傾斜角および左右傾斜角に対応付けて入力があった溶接条件を第2メモリに登録する溶接条件登録手段、を備え;
前記溶接制御装置は、溶接中の、板厚,前記角度センサが検出した上下傾斜角および左右傾斜角に対応付けられている溶接条件を第2メモリから読み出して該溶接条件に従って前記溶接トーチによる溶接を制御する;
請求項7又は8に記載の倣い溶接装置。
【請求項10】
前記入出力装置は、板厚に対応して終端処理条件を入力する手段を含み;
前記溶接条件登録手段は板厚に対応付けて入力があった終端処理条件を第2メモリに登録し;
前記溶接制御装置は、溶接中の、板厚に対応付けられている終端処理条件を第2メモリから読み出して該終端溶接条件に従って前記溶接トーチによる終端溶接処理を制御する;
請求項9に記載の倣い溶接装置。
【請求項11】
前記溶接制御装置は、データ送受機能および格納機能がある外部機器とのデータ送受機能を持ち、前記入出力装置からの格納指示に応答して前記外部機器の溶接条件を第2メモリに登録し、また、前記入出力装置からの読出し指示に応答して第2メモリの溶接条件を前記外部機器に転送する;
請求項9又は10に記載の倣い溶接装置。
【請求項1】
鋼板上に該鋼板の溶接対象開先と並べて設置された上下,左右方向に可撓性があって該鋼板の上下,左右方向の傾斜と同じく傾斜したラック付きレールを、左右方向から挟持するローラを含むレール倣い装置と、前記ラックに噛み合うピニオンを含む走行駆動装置と、前記鋼板の上面に乗る車輪と、を備え、該車輪を介して前記鋼板で下支持される溶接台車;
前記レールを、左右方向から挟持するローラを含むレール倣い装置と、前記鋼板の上面に乗る複数の車輪と、を備え、該車輪を介して前記鋼板で下支持される、ワイヤ送給台車;
前記溶接台車に前記ワイヤ送給台車を連結する、連結分離が可能な台車連結手段;
前記溶接台車に搭載された、前記開先位置を検出する倣いセンサ,溶接トーチ、および、該倣いセンサが検出した開先位置に該溶接トーチを位置合わせするトーチ倣い装置;および、
前記ワイヤ送給台車に搭載され前記溶接トーチに溶接ワイヤを送給するワイヤ送給装置;
を備える倣い溶接装置。
【請求項2】
前記溶接台車の複数の車輪は、溶接台車の基台との高さ方向の距離が固定であって、前記レールに関して前記溶接トーチ側に位置する少なくとも1個の車輪と、溶接台車の基台との高さ方向の距離が可変であって弾力部材によって該距離を長くする方向に強制された、前記レールに関して前記溶接トーチとは反対側に位置する少なくとも1個の車輪と、を含む;請求項1に記載の倣い溶接装置。
【請求項3】
前記溶接台車のレール倣い装置は、前記レールの下向き面に摺接する下部フランジを持ち、前記ピニオンがラックに噛み合う位置にあって、前記レールを左右から挟む1対のフランジローラ、および、該フランジローラから台車走行方向で離れた位置にあって、前記レールを左右から挟む1対の、レールに対して上下方向に滑動できるローラ、を含む;請求項1又は2に記載の倣い溶接装置。
【請求項4】
前記溶接台車のレール倣い装置は、前記1対のフランジローラの一方と前記1対のローラの一方を、前記レールのむこうの他方に接近する方向に強制する弾力部材、を更に備える;請求項3に記載の倣い溶接装置。
【請求項5】
前記ワイヤ送給台車のレール倣い装置は、前記レールを左右から挟む1対のローラ、および、該1対のローラから台車走行方向で離れた位置にあって、前記レールを左右から挟む1対のローラ、を含む;請求項1乃至4のいずれか1つに記載の倣い溶接装置。
【請求項6】
前記台車連結手段は、前記溶接台車およびワイヤ送給台車の各垂直ピンが貫通するピン通し穴を持つボールジョイントを装備した連結幹である;請求項1乃至5のいずれか1つに記載の倣い溶接装置。
【請求項7】
更に、前記溶接台車の上下および左右傾斜角を検出する角度センサと、該傾斜角に対応して前記溶接トーチによる溶接条件を変更する溶接制御装置と、を備える;請求項1乃至6のいずれか1つに記載の倣い溶接装置。
【請求項8】
前記走行駆動装置は、ピニオン回転信号を発生する走行パルス発生器を含み;
前記トーチ倣い装置は、前記溶接トーチの上下移動信号および左右移動信号を発生する上下パルス発生器および左右パルス発生器を含み;
前記溶接制御装置は、前記開先の第1回目の溶接において、前記ピニオン回転信号に基づいて前記溶接台車の走行位置データを生成し、前記上下移動信号および左右移動信号に基づいて前記溶接トーチの上下位置データおよび左右位置データを生成し、該走行位置データに対応付けて上下位置データおよび左右位置データを第1メモリに格納して、前記開先の第2回目の溶接において、前記メモリの、走行位置に対応付けられた上下位置および左右位置に、前記溶接トーチを位置合わせする;
請求項7に記載の倣い溶接装置。
【請求項9】
曲り板溶接装置は更に、動作指示入力手段,板厚,上下傾斜角および左右傾斜角に対応付けて前記溶接トーチの溶接条件を入力する入力手段および入力情報を表示する表示手段を含む入出力装置、および、板厚,上下傾斜角および左右傾斜角に対応付けて入力があった溶接条件を第2メモリに登録する溶接条件登録手段、を備え;
前記溶接制御装置は、溶接中の、板厚,前記角度センサが検出した上下傾斜角および左右傾斜角に対応付けられている溶接条件を第2メモリから読み出して該溶接条件に従って前記溶接トーチによる溶接を制御する;
請求項7又は8に記載の倣い溶接装置。
【請求項10】
前記入出力装置は、板厚に対応して終端処理条件を入力する手段を含み;
前記溶接条件登録手段は板厚に対応付けて入力があった終端処理条件を第2メモリに登録し;
前記溶接制御装置は、溶接中の、板厚に対応付けられている終端処理条件を第2メモリから読み出して該終端溶接条件に従って前記溶接トーチによる終端溶接処理を制御する;
請求項9に記載の倣い溶接装置。
【請求項11】
前記溶接制御装置は、データ送受機能および格納機能がある外部機器とのデータ送受機能を持ち、前記入出力装置からの格納指示に応答して前記外部機器の溶接条件を第2メモリに登録し、また、前記入出力装置からの読出し指示に応答して第2メモリの溶接条件を前記外部機器に転送する;
請求項9又は10に記載の倣い溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【公開番号】特開2009−190079(P2009−190079A)
【公開日】平成21年8月27日(2009.8.27)
【国際特許分類】
【出願番号】特願2008−35854(P2008−35854)
【出願日】平成20年2月18日(2008.2.18)
【出願人】(302040135)日鐵住金溶接工業株式会社 (172)
【出願人】(502116922)ユニバーサル造船株式会社 (172)
【公開日】平成21年8月27日(2009.8.27)
【国際特許分類】
【出願日】平成20年2月18日(2008.2.18)
【出願人】(302040135)日鐵住金溶接工業株式会社 (172)
【出願人】(502116922)ユニバーサル造船株式会社 (172)
[ Back to top ]