
偏光板
【課題】透明性を維持しつつ、剛性を向上させたプロピレン系樹脂フィルムを備え、高温条件下など過酷な環境で変形を伴うことの少ない偏光板を提供する。
【解決手段】ポリビニルアルコール系樹脂からなる偏光フィルムの両面にそれぞれ接着剤を介して透明樹脂フィルムが貼合されている偏光板であって、前記透明樹脂フィルムの少なくとも一方は、造核剤を50〜6000ppmの範囲で含有するプロピレン系樹脂フィルムである偏光板。偏光フィルムの両面に貼合される透明樹脂フィルムの一方を上記のプロピレン系樹脂フィルムで構成し、他方をノルボルネン系樹脂フィルムで構成するのが有利である。
【解決手段】ポリビニルアルコール系樹脂からなる偏光フィルムの両面にそれぞれ接着剤を介して透明樹脂フィルムが貼合されている偏光板であって、前記透明樹脂フィルムの少なくとも一方は、造核剤を50〜6000ppmの範囲で含有するプロピレン系樹脂フィルムである偏光板。偏光フィルムの両面に貼合される透明樹脂フィルムの一方を上記のプロピレン系樹脂フィルムで構成し、他方をノルボルネン系樹脂フィルムで構成するのが有利である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリビニルアルコール系樹脂からなる偏光フィルムの少なくとも一方の面にプロピレン系樹脂フィルムを保護フィルムとして積層した偏光板に関する。
【背景技術】
【0002】
液晶表示装置は、液晶テレビ、液晶モニタ、パーソナルコンピュータなど、薄型の表示装置として、用途が急拡大している。特に液晶テレビの市場拡大は著しく、また、低コスト化の要求も非常に高い。液晶テレビなどの液晶表示装置は、前記の偏光板を構成部材として所定の構成で積層され、使用されている。
【0003】
偏光板は通常、二色性色素が吸着配向したポリビニルアルコール系樹脂からなる偏光フィルムの片面または両面に接着剤層を介して、保護フィルム、たとえばトリアセチルセルロースに代表される酢酸セルロース系の保護フィルムを積層した構成となっている。これを、必要により他の光学フィルムを介して液晶セルに粘着剤で貼り合わせ、液晶表示装置の構成部品とされる。
【0004】
しかし、親水性の保護フィルムを使用すると、高温多湿の条件では、ポリビニルアルコール系樹脂からなる偏光フィルムの水分量に影響を与え、偏光板としての性能が多少なりとも変化してしまうことがあり、そのため、親水性樹脂からなる保護フィルムの代わりに、疎水性のたとえばプロピレン系樹脂からなる保護フィルムを使用し、環境による影響を極力抑制できる構成の偏光板が検討されるようになった(たとえば特開2009−258588号公報(特許文献1)などを参照)。
【0005】
一方、液晶表示装置の中でも車載用など、使用環境が高温状態の場合があり、またテレビ、モニターなどでもバックライトからの熱で構成部材である偏光板は高温状態となることがあり、そのような過酷状態での安定的な性能を発揮するには、特許文献1に示されるプロピレン系樹脂からなる保護フィルムを使用した偏光板をさらに高性能とした偏光板が望まれていた。
【0006】
特許文献1に記載の偏光板は、偏光フィルムの両面に疎水性材料からなるフィルムを配置するため、使用環境による偏光フィルムへの影響が少ない偏光板であるが、プロピレン系樹脂からなる保護フィルムは、プロピレン系樹脂のガラス転移温度が低く柔軟な素材であることから高温下での使用でポリビニルアルコール系樹脂からなる偏光フィルムが大きく収縮する場合、その収縮を抑える性能が若干不足することがあり、偏光板として変形を伴う可能性があるという課題を有していた。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2009−258588号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明者らは、偏光板が高温条件下など過酷な環境で変形する原因は、保護フィルムであるプロピレン系樹脂フィルムが柔軟でありすぎることにあると考えた。プロピレン系樹脂フィルムの高温下での剛性を改良するためには、結晶成分を多くつくる方法で成形すればよい。しかし、プロピレン系樹脂フィルムをより徐冷条件で製造すれば、結晶化度を高くすることはできるものの、透明性が損なわれてしまい、好ましくない。
【0009】
本発明は、上記課題を解決するためになされたものであって、その目的とするところは、透明性を維持しつつ、剛性を向上させたプロピレン系樹脂フィルムを備え、高温条件下など過酷な環境で変形を伴うことの少ない偏光板を提供することである。
【課題を解決するための手段】
【0010】
本発明は、ポリビニルアルコール系樹脂からなる偏光フィルムの両面にそれぞれ接着剤を介して透明樹脂フィルムが貼合されている偏光板であって、前記透明樹脂フィルムの少なくとも一方は、造核剤を50〜6000ppmの範囲で含有するプロピレン系樹脂フィルムであることを特徴とする。
【0011】
本発明の偏光板は、前記透明樹脂フィルムの一方が造核剤を50〜6000ppmの範囲で含有するプロピレン系樹脂フィルムであり、前記透明樹脂フィルムの他方がノルボルネン系樹脂フィルムであることが、好ましい。
【0012】
本発明の偏光板において、ポリプロピレン系樹脂フィルムのヘイズ値を下げる観点からは、ポリプロピレン系樹脂フィルムにおける造核剤の含有量を250〜6000ppmの範囲内とすることが好ましい。一方、ポリプロピレン系樹脂フィルムの表面の反射と拡散をなくした状態の全光線透過率を高め、偏光板にしたときの透過率の低下を抑制する観点からは、ポリプロピレン系樹脂フィルムにおける造核剤の含有量を50〜250ppmの範囲内とすることが好ましい。
【0013】
上記造核剤は、一つの見地から、下記構造式で示されるシクロヘキサン−1,2−ジカルボン酸カルシウムであることが好ましい。
【0014】
【化1】

【0015】
一方、もう一つの見地から、上記造核剤は、下記構造式で示されるN,N’,N’’−トリス(2−メチルシクロヘキシル)−プロパン−1,2,3−トリカルボキサミドであることも好ましい。
【0016】
【化2】
【発明の効果】
【0017】
本発明によれば、透明性を維持しつつ、剛性を向上させたプロピレン系樹脂フィルムを備え、高温条件下など過酷な環境で変形を伴うことの少ない偏光板を得ることができる。
【図面の簡単な説明】
【0018】
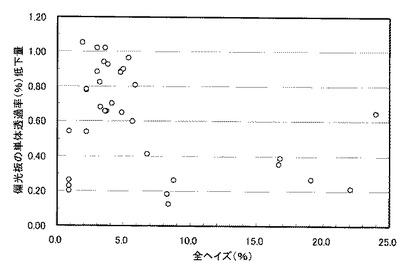
【図1】造核剤が配合されているかまたは配合されていないプロピレン系樹脂を製膜して得られたフィルムの全ヘイズ(%)を横軸にとり、偏光フィルムにそれを貼って偏光板としたときの偏光板の単体透過率(%)の低下量を縦軸にとって、両者の関係をプロットしたときのグラフである。
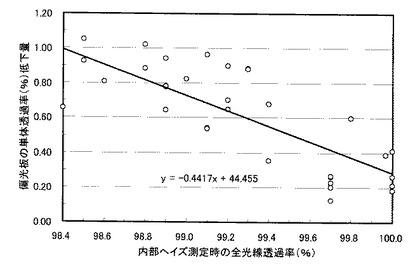
【図2】図1で対象としたフィルムの内部ヘイズ測定時の全光線透過率(%)を横軸にとり、偏光フィルムにそれを貼って偏光板としたときの偏光板の単体透過率(%)の低下量を縦軸にとって、両者の関係をプロットしたグラフである。
【発明を実施するための形態】
【0019】
(偏光フィルム)
本発明の偏光板に用いられる偏光フィルムは、具体的には、一軸延伸したポリビニルアルコール系樹脂フィルムに二色性色素を吸着配向させたものである。ポリビニルアルコール系樹脂は、ポリビニル酢酸系樹脂をケン化することにより得られる。ポリビニル酢酸系樹脂としては、酢酸ビニルの単独重合体であるポリ酢酸ビニルの他、酢酸ビニルとこれに共重合可能な他の単量体との共重合体、たとえばエチレン−酢酸ビニル共重合体などが挙げられる。酢酸ビニルと共重合可能な他の単量体としては、たとえば不飽和カルボン酸類、オレフィン類、ビニルエーテル類、不飽和スルホン酸類、アンモニウム基を有するアクリルアミド類などが挙げられる。
【0020】
ポリビニルアルコール系樹脂のケン化度は、通常85〜100モル%、好ましくは98モル%以上である。これらのポリビニルアルコール系樹脂は変性されていてもよく、たとえばアルデヒド類で変性されたポリビニルホルマール、ポリビニルアセタール、ポリビニルブチラールなども使用し得る。またポリビニルアルコール系樹脂の重合度は、通常1000〜10000の範囲内、好ましくは1500〜5000の範囲内である。
【0021】
かかるポリビニルアルコール系樹脂を製膜したものが、偏光フィルムの原反フィルムとして用いられる。ポリビニルアルコール系樹脂を製膜する方法は、特に限定されるものではなく、従来公知の適宜の方法で製膜することができる。ポリビニルアルコール系樹脂からなる原反フィルムの膜厚は特に限定されるものではないが、たとえば10〜150μm程度である。
【0022】
偏光フィルムは、通常、ポリビニルアルコール系樹脂フィルムを二色性色素で染色してその二色性色素を吸着させる工程(染色処理工程)、二色性色素が吸着されたポリビニルアルコール系樹脂フィルムをホウ酸水溶液で処理する工程(ホウ酸処理工程)、ならびに、このホウ酸水溶液による処理後に水洗する工程(水洗処理工程)を経て、製造される。
【0023】
また、偏光フィルムの製造に際し、通常、ポリビニルアルコール系樹脂フィルムは一軸延伸されるが、この一軸延伸は、染色処理工程の前に行なってもよいし、染色処理工程中に行なってもよいし、染色処理工程の後に行なってもよい。一軸延伸を染色処理工程の後に行なう場合には、この一軸延伸は、ホウ酸処理工程の前に行なってもよいし、ホウ酸処理工程中に行なってもよい。勿論、これらの複数の段階で一軸延伸を行なうことも可能である。一軸延伸は、周速の異なるロール間で一軸に延伸するようにしてもよいし、熱ロールを用いて一軸に延伸するようにしてもよい。また、大気中で延伸を行なう乾式延伸であってもよいし、溶剤にて膨潤させた状態で延伸を行なう湿式延伸であってもよい。延伸倍率は、通常3〜8倍程度である。
【0024】
染色処理工程におけるポリビニルアルコール系樹脂フィルムの二色性色素による染色は、たとえば、ポリビニルアルコール系樹脂フィルムを、二色性色素を含有する水溶液に浸漬することによって行なわれる。二色性色素としては、たとえばヨウ素、二色性染料などが用いられる。二色性染料には、たとえば、C.I.DIRECT RED 39などのジスアゾ化合物からなる二色性直接染料、トリスアゾ、テトラキスアゾなどの化合物からなる二色性直接染料が包含される。なお、ポリビニルアルコール系樹脂フィルムは、染色処理の前に水への浸漬処理を施しておくことが好ましい。
【0025】
二色性色素としてヨウ素を用いる場合は、通常、ヨウ素およびヨウ化カリウムを含有する水溶液に、ポリビニルアルコール系樹脂フィルムを浸漬して染色する方法が採用される。この水溶液におけるヨウ素の含有量は通常、水100重量部あたり0.01〜1重量部であり、ヨウ化カリウムの含有量は通常、水100重量部あたり0.5〜20重量部である。二色性色素としてヨウ素を用いる場合、染色に用いる水溶液の温度は、通常20〜40℃であり、また、この水溶液への浸漬時間(染色時間)は、通常20〜1800秒である。
【0026】
一方、二色性色素として二色性染料を用いる場合は、通常、水溶液二色性染料を含む水溶液に、ポリビニルアルコール系樹脂フィルムを浸漬して染色する方法が採用される。この水溶液における二色性染料の含有量は、通常、水100重量部あたり1×10-4〜10重量部、好ましくは1×10-3〜1重量部であり、特に好ましくは1×10-3〜1×10-2重量部である。この水溶液は、硫酸ナトリウムなどの無機塩を染色助剤として含有していてもよい。二色性色素として二色性染料を用いる場合、染色に用いる染料水溶液の温度は、通常20〜80℃であり、また、この水溶液への浸漬時間(染色時間)は、通常10〜1800秒である。
【0027】
ホウ酸処理工程は、二色性色素により染色されたポリビニルアルコール系樹脂フィルムをホウ酸含有水溶液に浸漬することにより行なわれる。ホウ酸含有水溶液におけるホウ酸の量は、水100重量部あたり、通常2〜15重量部、好ましくは5〜12重量部である。上述した染色処理工程における二色性色素としてヨウ素を用いた場合には、このホウ酸処理工程に用いるホウ酸含有水溶液はヨウ化カリウムを含有することが好ましい。この場合、ホウ酸含有水溶液におけるヨウ化カリウムの量は、水100重量部あたり、通常0.1〜15重量部、好ましくは5〜12重量部である。ホウ酸含有水溶液への浸漬時間は、通常、60〜1200秒、好ましくは150〜600秒、さらに好ましくは200〜400秒である。ホウ酸含有水溶液の温度は、通常50℃以上であり、好ましくは50〜85℃、より好ましくは60〜80℃である。
【0028】
続く水洗処理工程では、上述したホウ酸処理後のポリビニルアルコール系樹脂フィルムを、たとえば水に浸漬することによって水洗処理する。水洗処理における水の温度は、通常5〜40℃であり、浸漬時間は、通常1〜120秒である。水洗処理後は、通常乾燥処理が施されて、偏光フィルムが得られる。乾燥処理は、たとえば熱風乾燥機、遠赤外線ヒータなどを好適に用いて行なわれる。乾燥処理の温度は通常30〜100℃、好ましくは50〜80℃である。乾燥処理の時間は、通常60〜600秒、好ましくは120〜600秒である。
【0029】
こうしてポリビニルアルコール系樹脂フィルムに、一軸延伸、二色性色素による染色、ホウ酸処理および水洗処理を施して、偏光フィルムが得られる。この偏光フィルムの厚みは、通常、5〜40μmの範囲内である。本発明の偏光板は、このような偏光フィルムの両面にそれぞれ接着剤を介して透明樹脂フィルムを貼合して製造されるが、これら両面に貼合される透明樹脂フィルムの少なくとも一方は、造核剤を50〜6000ppm含有するプロピレン系樹脂フィルムからなる偏光板保護フィルムで構成される。
【0030】
(保護フィルム)
本発明において、偏光フィルムの少なくとも片面には、造核剤を50〜6000ppm含有するプロピレン系樹脂フィルムが保護フィルムとして貼り合わされる。造核剤の含有量が上記範囲である場合、プロピレン系樹脂フィルムは透明性を維持したまま、剛性が向上するため、偏光板の少なくとも片面に積層することにより、偏光板の高温条件下など過酷な使用環境下でも変形の少ない良好な偏光板となる。
【0031】
プロピレン系樹脂は、プロピレンの単独重合体であってもよいし、プロピレンとこれに共重合可能な他のモノマーとの共重合体であってもよい。また、これらを併用してもよい。プロピレンに共重合可能な他のモノマーとしては、たとえば、エチレン、α−オレフィンを挙げることができる。α−オレフィンは、炭素数4以上であり、好ましくは、炭素数4〜12のα−オレフィンである。炭素数4〜12のα−オレフィンの具体例を挙げれば、たとえば、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−デセンなどの直鎖状モノオレフィン類;3−メチル−1−ブテン、3−メチル−1−ペンテン、4−メチル−1−ペンテンなどの分岐状モノオレフィン類;ビニルシクロヘキサンなどである。プロピレンとこれに共重合可能な他のモノマーとの共重合体は、ランダム共重合体であってもよいし、ブロック共重合体であってもよい。
【0032】
プロピレン系樹脂が前記共重合体からなる場合、その共重合体の具体例としては、プロピレン−エチレンランダム共重合体、プロピレン−1−ブテンランダム共重合体、およびプロピレン−エチレン−1−ブテンランダム共重合体のような、プロピレンと、前記エチレンおよび炭素数4〜12のα−オレフィンからなる群より選ばれる1種または2種以上のモノマーとの二元ないし三元の共重合体などが挙げられる。
【0033】
プロピレン系樹脂が前記共重合体からなる場合には、プロピレン由来の構成単位は、耐熱性などの特性により選択することができる。高い耐熱性が必要な場合、プロピレン由来の構成単位を多く含むほうが好ましく、具体的には96重量%以上である。なお、共重合体中の当該他のモノマー由来の構成単位の含有率は、「高分子分析ハンドブック」(1995年、紀伊国屋書店発行)の第616頁に記載されている方法に従い、赤外線(IR)スペクトル測定を行なうことにより求めることができる。
【0034】
また前記プロピレン系単独重合体およびプロピレン系共重合体の立体規則性はアイソタクチック、シンジオタクチック、アタクチックのいずれでもよいが、フィルムに成形した後の剛性や透明性のバランスに優れるという観点では、アイソタクチック性の高いプロピレン系重合体が好ましい。
【0035】
本発明において、プロピレン系樹脂は、公知の重合用触媒を用いて重合された重合体または共重合体であってよく、重合用触媒としては、たとえば、次のようなものを挙げることができる。
【0036】
(A)マグネシウム、チタンおよびハロゲンを必須成分とする固体触媒成分からなるTi−Mg系触媒、
(B)マグネシウム、チタンおよびハロゲンを必須成分とする固体触媒成分に、有機アルミニウム化合物と、必要に応じて電子供与性化合物などの第三成分とを組み合わせた触媒系、
(C)メタロセン系触媒など。
【0037】
前記(A)の固体触媒成分としては、たとえば、特開昭61−218606号公報、特開昭61−287904号公報、特開平7−216017号公報などに記載の触媒系が挙げられる。また、前記(B)の触媒系における有機アルミニウム化合物の好ましい例としては、トリエチルアルミニウム、トリイソブチルアルミニウム、トリエチルアルミニウムとジエチルアルミニウムクロライドとの混合物、テトラエチルジアルモキサンなどが挙げられ、電子供与性化合物の好ましい例としては、シクロヘキシルエチルジメトキシシラン、tert−ブチルプロピルジメトキシシラン、tert−ブチルエチルジメトキシシラン、ジシクロペンチルジメトキシシランなどが挙げられる。また、前記(C)のメタロセン系触媒としては、たとえば、特許第2587251号公報、特許第2627669号公報、特許第2668732号公報などに記載の触媒系が挙げられる。
【0038】
プロピレン系樹脂は、たとえば、ヘキサン、ヘプタン、オクタン、デカン、シクロヘキサン、メチルシクロヘキサン、ベンゼン、トルエン、キシレンのような炭化水素化合物に代表される不活性溶剤を用いる溶液重合法、液状のモノマーを溶剤として用いる塊状重合法、気体のモノマーをそのまま重合させる気相重合法などによって製造することができる。これらの方法による重合は、バッチ式で行なってもよいし、連続式で行なってもよい。
【0039】
本発明に用いられるプロピレン系樹脂フィルムは、上記プロピレン系樹脂を溶融押出法によって押出し、フィルム状に成形されるが、この場合、プロピレン系樹脂は、JIS K7210に準拠して、温度230℃、荷重21.18Nで測定されるメルトフローレイト(MFR)が1〜30g/10分の範囲内であることが好ましく、1〜20g/10分の範囲内であることがより好ましく、1.5〜15g/10分の範囲内であることがさらに好ましい。MFRがこの範囲内にあるプロピレン系樹脂を用いることにより、溶融押出によるフィルム成形において、押出機の負荷を低減しつつ、厚みの均質なフィルムを製造しやすくなる。
【0040】
本発明では、以上説明したプロピレン系樹脂に50〜6000ppmの割合で造核剤が配合された樹脂組成物からフィルムに製膜し、これを偏光フィルムの両面に貼合される透明樹脂フィルムの少なくとも一方として用いる。ここでいうppmは、重量基準である。造核剤とは、プロピレン系樹脂組成物が溶融状態から固化して結晶化する際、その結晶化の核となる化合物である。このような、造核剤が所定割合で配合されたプロピレン系樹脂フィルムを貼合した偏光板は、透明性を維持しつつ、特に高温での剛性が向上したものとなる。造核剤の配合割合が50ppmを下回ると、剛性を向上させる効果の発現が不十分となり、また、その割合が6000ppmを超えると、フィルムに製膜するときに不具合を起こすことがある。
【0041】
製膜時の不具合とは、溶融押出法でフィルム成形を行なう場合に、Tダイから押出されたプロピレン系樹脂の溶融フィルム状物は、冷却ロールに接触して冷却固化され、フィルムとなって巻き取られるところ、このとき、たとえば次にようになることをいう。すなわち一つは、造核剤の量が多すぎると、結晶化速度が速くなりすぎるため、冷却ロールに接触する前に溶融フィルム状物の結晶化が始まり、均一に冷却ロールに密着できなくなって、表面が粗い状態のフィルムとなりやすいことである。もう一つは、Tダイから押出された溶融フィルム状物は、成形の安定性確保のため、幅方向の中央部よりも端部を先に、静電気やエアなどによって冷却ロールに接触させるところ、造核剤の量が多すぎる場合には、たとえ冷却ロールに接触する前の溶融フィルム状物に結晶化が起こらなくても、その溶融フィルム状物が冷却ロールの両端部に接触した瞬間から結晶化が始まり、フィルムの両端部のみが先に体積収縮を起こして中央部に応力がかかる結果、中央部のみ冷却ロールへの密着状態が悪くなり、フィルムの外観が損なわれやすいことである。これらの観点から、造核剤の添加量は、上記のとおり50〜6000ppmとされる。
【0042】
プロピレン系樹脂の造核剤には、無機化合物と有機化合物がある。無機系の造核剤としては、タルクが代表的である。また、プロピレン系樹脂の造核剤は、分散型と溶解型に分類されることもある。分散型の造核剤は、溶融状態のプロピレン系樹脂中でも溶解することなく樹脂中に分散し、冷却過程において結晶成長の起点となるものである。無機化合物であるタルクは、分散型の造核剤に分類される。一方、溶融型の造核剤は、溶融状態のプロピレン系樹脂中に溶解し、冷却過程で造核剤自体が溶融プロピレン系樹脂内で水素結合による3次元のネットワークを作り、そのネットワーク中の任意の点を開始点として結晶成長するものである。そのため、溶融型の造核剤は、専ら有機化合物で構成される。溶融型の造核剤については、後で説明する。分散型の造核剤は、上述のとおり、溶融状態のプロピレン系樹脂中で分散し、冷却過程において結晶成長の起点となるものなので、その添加量は、50〜6000ppmの範囲から、それぞれの化合物の特性に合わせて適宜選択すればよい。しかし、添加量によっては、造核剤自身による透過率悪化を引き起こす可能性があることから、好ましい添加量は、50〜2000ppmである。一方、溶融型の造核剤を用いる場合は、ネットワークが形成できる量の添加で十分なので、その好ましい添加量は、50〜1500ppmである。
【0043】
分散型の有機系造核剤には、モノカルボン酸金属塩系化合物、ジカルボン酸金属塩系化合物、リン酸エステル金属塩系化合物、ロジンエステル金属塩系化合物などがある。モノカルボン酸金属塩系造核剤として、安息香酸ナトリウムが例示される。ジカルボン酸金属塩系造核剤として、下式(1)の構造を有するビシクロ[2.2.1]ヘプタン−2,3−ジカルボン酸ジナトリウムや、下式(2)の構造を有するシクロヘキサン−1,2−ジカルボン酸カルシウムが例示される。リン酸エステル金属塩系造核剤として、下式(3)の構造を有する[リン酸{2,2’−メチレンビス(4,6−ジ−tert−ブチルフェニル)}]ナトリウムが例示される、ロジンエステル金属塩系造核剤として、下式(4)の構造を有するデヒドロアビエチン酸マグネシウムが例示される。
【0044】
【化3】
【0045】
【化4】
【0046】
【化5】
【0047】
【化6】
【0048】
溶融型の造核剤には、ソルビトール系化合物、トリスアミド系化合物などがある。ソルビトール系造核剤としては、下式(5)の構造を有する1−O,3−O;2−O,4−O−ビス(4−メチルベンジリデン)−D−ソルビトール、下式(6)の構造を有する1−O,3−O;2−O,4−O−ビス(4−エチルベンジリデン)−D−ソルビトール、下式(7)の構造を有する1−O,3−O;2−O,4−O−ビス(3,4−ジメチルベンジリデン)−D−ソルビトール、および下式(8)の構造を有する1−O,3−O;2−O,4−O−ビス(4−プロピルベンジリデン)−1−プロピル−D−ソルビトールが例示される。
【0049】
【化7】
【0050】
【化8】
【0051】
【化9】
【0052】
【化10】
【0053】
また、トリスアミド系造核剤としては、下式(9)の構造を有するN,N’,N’’−トリシクロヘキシル−1,3,5−ベンゼントリカルボキサミド、および下式(10)の構造を有するN,N’,N’’−トリス(2−メチルシクロヘキシル)−プロパン−1,2,3−トリカルボキサミドが例示される。
【0054】
【化11】
【0055】
【化12】
【0056】
上に例示した造核剤は、日本の(株)ADEKA、新日本理化(株)、米国のMILIKEN CHEMICAL社などのメーカーから入手できる。これらの造核剤の中でも、透明性と剛性向上効果に優れるという観点からは、リン酸エステル金属塩系化合物またはカルボン酸金属塩系化合物からなる分散型の有機系造核剤や、ソルビトール系化合物またはトリスアミド系化合物からなる溶融型の造核剤が好ましい。具体的には、上記式(2)の構造を有するシクロヘキサン−1,2−ジカルボン酸カルシウム、上記式(8)の構造を有する1−O,3−O;2−O,4−O−ビス(4−プロピルベンジリデン)−1−プロピル−D−ソルビトール、および上記式(10)の構造を有するN,N’,N’’−トリス(2−メチルシクロヘキシル)−プロパン−1,2,3−トリカルボキサミドが、好ましい例として挙げられる。中でも、上記式(2)の構造を有するシクロヘキサン−1,2−ジカルボン酸カルシウム、および上記式(10)の構造を有するN,N’,N’’−トリス(2−メチルシクロヘキシル)−プロパン−1,2,3−トリカルボキサミドは、少ない添加量で、プロピレン系樹脂フィルムの透明性を維持しつつ剛性を上げる効果が高いことから、好ましい造核剤である。
【0057】
プロピレン系樹脂に造核剤を各種割合で配合し、実験を行なった結果、次のような事実が見出された。まず、樹脂フィルムの透明性に関する一般的な指標であるヘイズをもとに検討したところ、プロピレン系樹脂フィルムの全ヘイズを下げる観点からは、造核剤の配合量を250ppm以上とし、結晶粒を小さくすることが好ましい。ここで、ヘイズは、JIS K7136:2000「プラスチック−透明材料のヘーズの求め方」に規定されるとおり、(拡散透過率/全光線透過率)×100(%)で定義される。
【0058】
一方、プロピレン系樹脂フィルムの全ヘイズを下げても、それを偏光フィルムに貼って偏光板としたときに、偏光板の透過率(単体透過率)を下げやすくなることがある。図1は、後述する実施例および比較例のデータも含めて、造核剤が配合されているかまたは配合されていないプロピレン系樹脂を製膜して得られたフィルムの全ヘイズ(単位は%)を横軸にとり、ポリビニルアルコールにヨウ素が吸着配向していて、ある単体透過率を与える偏光フィルムにそれを貼って偏光板としたときの、偏光板の単体透過率(単位は%)の低下量を縦軸にとって、プロットしたグラフである。ここで、偏光板としたときの単体透過率(%)の低下量とは、偏光フィルム自体の単体透過率からそこにプロピレン系樹脂フィルムを貼って偏光板としたときの単体透過率を差し引いた値である。後述する実施例および比較例では、偏光フィルムの一方の面にプロピレン系樹脂フィルムを、他方の面にシクロオレフィン系樹脂フィルムをそれぞれ貼合して偏光板を作製し、その単体透過率を求めている。図1から、プロピレン系樹脂フィルムの全ヘイズと偏光板の単体透過率(%)の低下量とは、ほとんど相関していないことがわかる。
【0059】
次に、プロピレン系樹脂フィルムの透明性について別の観点から検討を行なった。上で述べられた全ヘイズは、フィルム内部に存在する異物や結晶粒界などに起因する内部ヘイズと、フィルム表面の凹凸などに起因する外部ヘイズ(表面ヘイズともいう)との和として求められる値である。内部ヘイズ自体は、その樹脂フィルムとほぼ同じ屈折率を示す液体中にその樹脂フィルムを浸漬した状態で光を入射し、全光線透過率と拡散透過率を測定することにより求められる。そこで、内部ヘイズを測定するときの全光線透過率(単位は%)を新たな指標とすることを考えた。内部ヘイズを測定するときの全光線透過率は、フィルム表面の反射と拡散を事実上なくした状態の全光線透過率に相当する。
【0060】
図2は、図1で対象としたフィルムの内部ヘイズ測定時の全光線透過率(単位は%)を横軸にとり、図1と同じ偏光板の単体透過率(単位は%)の低下量を縦軸にとって、プロットしたグラフである。この場合には、縦軸の偏光板の単体透過率(%)の低下量と、横軸の内部ヘイズ測定時の全光線透過率(%)とが、概ね相関していることがわかる。図2には、横軸をx、縦軸をyとして、表計算ソフトウェアExcelにより算出された線形近似式「y=−0.4417x+44.455」も示されている。
【0061】
そして、プロピレン系樹脂フィルムを偏光フィルムに貼って偏光板としたときの単体透過率の低下量を抑制するためには、プロピレン系樹脂フィルムの内部ヘイズ測定時の全光線透過率、すなわち、フィルム表面の反射と拡散を事実上なくした状態の全光線透過率を100%に近づけるのが有効であることがわかった。具体的には、この全光線透過率を、98%以上、さらには99%以上、とりわけ99.5%以上とすることが好ましい。そのためには、造核剤の配合量を、50〜250ppmという低い範囲に抑えるのが有効であることが、併せて見出された。
【0062】
造核剤を配合することにより、プロピレン系樹脂が固化するときの結晶化が促進され、拡散透過率が小さくなるので、全ヘイズ自体は小さくなるものの、結晶粒界に起因する内部ヘイズがある程度発現されるので、内部ヘイズ測定時、すなわち表面の反射と拡散を事実上なくした状態での全光線透過率はやや失われる傾向にある。そこで、結晶粒自体があまり小さくならないようにすることも好ましい。
【0063】
造核剤をプロピレン系樹脂に添加し、プロピレン系樹脂組成物としてフィルムを製造するためには、たとえば、以下のような方法を採用することができる。
【0064】
(1)プロピレン系樹脂100重量部に対して造核剤を1〜10重量部含有する樹脂組成物からなるペレット(「造核剤マスターバッチペレット」と呼ぶことがある)を予め製造しておき、これとプロピレン系樹脂ペレットとを溶融混合し、造核剤が所定量となるようにしてフィルムに製膜する方法、
(2)プロピレン系樹脂に造核剤が所定量配合されたプロピレン系樹脂組成物のペレットを製造しておき、そのペレットを溶融混練して、フィルムに製膜する方法、
(3)プロピレン系樹脂に所定量の造核剤を配合した状態で溶融混練し、フィルムに製膜する方法。
【0065】
これらの中でも、得られるプロピレン系樹脂フィルムの均一性と製造コストの観点で、(1)のように、予め造核剤マスターバッチペレットを製造しておき、これを造核剤が配合されていないプロピレン系樹脂ペレットと溶融混練する方法が最も好ましい。
【0066】
上記(1)の方法における造核剤マスターバッチペレットの作製、また上記(2)の方法における所定量の造核剤を含有するプロピレン系樹脂組成物ペレットの作製は、単軸または二軸の押出機を用いて行なうことができるが、せん断速度を上げてより均一に造核剤をプロピレン系樹脂中に分散させる観点からは、二軸押出機を用いることが好ましい。押出にあたっては、押出機のダイ部分のプロピレン系樹脂の温度が180〜260℃の範囲になるように設定することが好ましい。その温度が260℃を超えると、樹脂の劣化が懸念されることがある。また、その温度が210℃を超える場合は、樹脂の劣化を抑制する観点から、フェノール系やリン系などの酸化防止剤を添加することが望ましい。フェノール系酸化防止剤とリン系酸化防止剤を併用することにより、さらに樹脂の劣化を抑制する効果が向上することもあるので、一層好ましい。酸化防止剤を配合する場合、その量は、プロピレン系樹脂100重量部に対して2重量部程度までで十分である。
【0067】
造核剤マスターバッチペレットには、プロピレン系樹脂に添加することが知られているたとえば、紫外線吸収剤、滑剤、帯電防止剤、アンチブロッキング剤、防曇剤のような添加剤を、本発明の効果を阻害しない範囲で配合して、混合マスターバッチとすることもできる。またこれらの添加剤は、それぞれ単独でプロピレン系樹脂とのマスターバッチの形にし、ベースとなるプロピレン系樹脂に添加することもできる。
【0068】
本発明に用いられる造核剤を所定量含有するプロピレン系樹脂フィルムは、溶融押出法により製造することが好ましい。溶融押出法は、生産性に優れ、コスト面で優れた方法である。この溶融押出法は、パウダー形状またはペレット形状のプロピレン系樹脂原料を、180〜300℃程度に加熱された押出機に供給し、押出機のスクリューにより溶融混練し、Tダイのスリットからシート状に溶融押出した後、種々の手段によって冷却ロールに接触させ、冷却することでフィルムを製造する方法である。
【0069】
溶融押出法でプロピレン系樹脂フィルムを製造する場合や、上述した造核剤をはじめとする添加剤のマスターバッチペレットを押出機で溶融混練して製造する場合には、単軸または二軸押出機のホッパーおよび/またはダイ出口付近を窒素シールすることも、プロピレン系樹脂を酸化劣化から保護する観点で好ましい。また、溶融押出または溶融混練される材料を押出機に供給する前に、酸素濃度が1容量%以下とされた窒素を代表例とする不活性ガス環境下で保管し、材料中に含まれる酸素分子を窒素分子などの不活性な気体に置換することも、樹脂の劣化抑制のためには有効であることが多い。
【0070】
押出機は、単軸押出機であっても2軸押出機であってもよい。たとえば、単軸押出機を用いる場合は、スクリューの長さLと直径Dの比であるL/Dが24〜36程度、樹脂供給部におけるねじ溝の空間容積V1と樹脂計量部におけるねじ溝の空間容積V2との比(V1/V2)である圧縮比が1.5〜4程度であって、フルフライトタイプ、バリアタイプ、さらにマドック型の混練部分を有するタイプなどのスクリューを用いることができる。プロピレン系樹脂の劣化や分解を抑制し、均一に溶融混練するという観点からは、L/Dが28〜36で、圧縮比V1/V2が2〜3であるスクリューを用いることが好ましい。また、プロピレン系樹脂の劣化や分解を抑制するため、窒素パージするなどして押出機内の酸素を追い出すことが好ましい。さらに、押出機の先端に直径1〜5mmφのオリフィスを設け、押出機先端部分の樹脂圧力を高めることも好ましい。オリフィスの設置により押出機先端部分の樹脂圧力を高めることは、当該先端部分での背圧を高めることを意味しており、これにより溶融混練の均一性を高め押出の安定性を向上できる場合がある。用いるオリフィスの直径は、より好ましくは2〜4mmφである。
【0071】
押出に使用されるTダイは、流路がコートハンガー状であり、Tダイスリット部の幅方向において、溶融プロピレン系樹脂の流速、圧力などがなるべく均一でバランスするように設計されたものを用いることが好ましい。また、樹脂の流路表面に微小な段差や傷のないものが好ましく、そのリップ部分は、ハードクロムめっきであってもよいが、フッ素系材料やシリコーン系材料を含浸させたフッ素系またはシリコーン系材料含有めっきのような、溶融プロピレン系樹脂との摩擦係数の小さいめっき面であるか、またはタングステンカーバイドのような堅い材料で溶射されているほうが好ましい。さらに、リップ部分は、研磨され、表面粗さで0.1S以下の極力フラットで凹凸の少ない表面を有することが好ましく、とりわけリップ先端が0.3mmφ以下に研磨されたシャープなエッジ形状のものが好ましい。上記ののようなリップを有するTダイを用いることにより、目ヤニの発生を抑制でき、同時にダイラインを抑制できるので、外観の均一性に優れる樹脂フィルムが得られやすい。
【0072】
なお、プロピレン系樹脂の押出変動を抑制する観点から、押出機とTダイとの間には、アダプターを介してギアポンプを取り付け、圧力を安定させTダイに樹脂を供給することが好ましい。このときの圧力は、変動値として0.1MPa以内であることが好ましい。この変動値を達成するために、ギアポンプは、直動型の方が好ましく、ギア数も2個より3個で樹脂を送るための位相を消すタイプのギアポンプを用いることが最も好ましい。
【0073】
さらにプロピレン系樹脂中にある異物を取り除くため、リーフディスクフィルターを取り付けることが好ましい。リーフディスクフィルターの枚数と一枚あたりの濾過面積は、溶融プロピレン系樹脂の粘度と押出量(流量)、および樹脂の耐熱性により任意に選択できる。濾過精度に関しては、本発明において保護フィルムとして用いるプロピレン系樹脂フィルムの場合は、異物の捕集率が98%以上である異物サイズが10μm以下のフィルターを用いる方がフィルム中の異物量が少なくでき、フィルムとしての品質を向上できるので好ましい。同様の理由で濾過精度は、5μm以下がより好ましく、さらに3μm以下が最も好ましい。また、リーフディスクフィルターの設置位置は、押出機、ギアポンプ、リーフディスクフィルター、Tダイの順に設置する方が、安定した異物除去が可能であるという観点で好ましい。
【0074】
Tダイから押出された溶融フィルム状のプロピレン系樹脂は、引き続き金属製の冷却ロール(チルロールまたはキャスティングロールともいう)に接触し、冷却ロールに密着することで冷却される。このとき、冷却ロールへの密着方法が、透明性に影響を与えることがある。冷却ロールへの密着は、たとえば、a)溶融シート状のプロピレン系樹脂に静電気を付与し、表面状態が鏡面の冷却ロールに密着させて冷却する方法、b)溶融シート状のプロピレン系樹脂を、表面状態が鏡面の冷却ロールと表面状態が鏡面の弾性変形可能な金属ロール(タッチロールともいう)または金属ベルトとの間で挟圧し、冷却ロールに密着させて冷却する方法、c)溶融シート状のプロピレン系樹脂を冷却ロールに接触させるときに、エアチャンバーから吹き出されるエアによって冷却ロールに密着させて冷却する方法などの公知の方法で実施できる。
【0075】
a)の方式は静電ピニング方式と呼称されることがある方法であり、Tダイから押出された溶融プロピレン系樹脂のフィルム状物の両端部(耳部と呼称することがある)のみ、または、前記フィルム状物の幅方向前面部に、芯状、糸状、あるいはベルト状の電源を設置し、高周波電源を用いて高電圧を溶融プロピレン系樹脂に付与し、静電気を帯電させ、冷却ロールに接触させ、冷却固化する方法である。この方式では、Tダイのリップ部分から、冷却ロールに溶融プロピレン系樹脂が接するまでの部分(エアギャップと呼称される)でのフィルムのばたつきが生じにくく、また、不安定であるエアギャップの長さを短くすることができるのでフィルムの均質性を確保しやすいので好ましい方式である。
【0076】
a)の方式に使用される冷却ロールは、冷却ロール表面がフィルム表面に転写される傾向があるので、ロールの表面は、表面粗度で0.5S以下であることが好ましい。またその表面材質は、ハードクロムめっきや、タングステンカーバイド溶射などの導電材料であってもよいが、電気を通さない酸化クロムなどの溶射表面であるほうが好ましい。
【0077】
b)の方式はタッチロール成形と呼称される方式であり、Tダイから押出された溶融プロピレン系樹脂のフィルム状物を冷却ロールと弾性変形可能な金属ロールまたは金属ベルトとの間で挟圧することで冷却ロールに密着させ、フィルムを冷却固化させ、透明性に優れたフィルムを得る方式である。弾性変形可能な金属ロールとは、厚みが5mm以下のロール表面を有し、冷却ロールとの間で溶融プロピレン系樹脂を挟圧した際に、樹脂たまり(バンクと呼称されることもある)を作ることなく挟圧する金属ロールであり、金属ベルトとは、厚み1mm以下の金属無端ベルトであって、ゴムロールまたは金属ロールに支持されて移動し、冷却ロールとの間で、溶融プロピレン系樹脂のフィルム状物を挟圧するものである。この方式は、冷却条件によっては透明性が損なわれる結晶性樹脂を用いる場合などにおいて、成形速度を高速化しやすいという観点で好ましい方式である。
【0078】
b)の方式でいずれにおいても使用される冷却ロール、および、それとの間で溶融シート状のプロピレン系樹脂を挟む弾性変形可能な金属ロールまたは金属ベルトは、それぞれの表面がそのままフィルム表面に転写されるため、それぞれの表面は、表面粗度で0.3S以下であることが好ましい。また、強く挟圧されるため、溶融プロピレン系樹脂のフィルム状物が場合によっては、冷却ロールに、あるいは、弾性変形可能な金属ロールまたは金属ベルト表面に密着しすぎて、ロール離れが悪くなることもある。これを防止する観点から、ハードクロムめっきの表面のマイクロクラックを埋める封孔処理として、シリコーン系材料やフッ素系材料を使用したり、また、酸化クロムやタングステンカーバイドなどの溶射表面、あるいはその封孔処理表面とすることも好ましい。
【0079】
c)の方式は、「エアチャンバー方式」と呼称される方式であり、Tダイより押出した溶融プロピレン系樹脂のフィルム状物を冷却ロールに接触させるときに、当該冷却ロールとは逆側から溶融プロピレン系樹脂のフィルム状物にエアチャンバーによりエアを吹き付け、これにより、冷却ロールに溶融プロピレン系樹脂のフィルム状物を密着させる。エアチャンバーは、市販の適宜のものを特に制限なく用いることができ、吹き付けるエアはたとえば、製造環境空間の空気をブロアなどで高性能エアフィルター(HEPAフィルター:High Efficiency Particulate Air Filter)を介して吸い込み、エアチャンバー内が50〜500Paの加圧された状態となるようにすることが好ましい。エアチャンバー内の圧力がこの範囲にあれば、フィルムにかかるエアの圧力が適度となるので、Tダイのリップから冷却ロールに溶融シート状の樹脂が接触するまでの距離(エアギャップ)において、ばたつきを起こさず、安定した製膜が可能となり、当然、フィルムの厚み精度などの安定性も向上する。この理由から、エアチャンバー内の圧力は、100〜400Paとなるようにすることがさらに好ましい。c)の方式での冷却ロールは、その表面状態がプロピレン系樹脂フィルムに転写される傾向にはあるが、上記a)の方式、あるいはb)の方式ほどではなく、また、鏡面状態の冷却ロールを用いると、溶融プロピレン系樹脂のフィルム状物と冷却ロールの間に巻き込まれたエアの逃げ場がなくなるため、均一な成形が困難になる。そのためc)の方式の場合、冷却ロールは、0.6〜4S程度の表面粗度のものが使用される。フィルム表面の均一性を高める観点からは、0.8〜2S程度が好ましい。
【0080】
a)〜c)の方式における冷却ロールの表面温度は、たとえば30〜120℃の範囲で調整されることが好ましい。前述のTダイから押出されたときの溶融シート状のプロピレン系樹脂は、一般的に0.5〜2.0mm程度の厚さを有し、冷却ロールに接するまでの間(エアギャップ)で、徐々に延ばされて薄くなり、冷却ロールに接した後、急激に冷却されつつ所定の厚さに引き延ばされる。本発明で用いられるプロピレン系樹脂は、造核剤が添加されているが、これにより、溶融シート状のプロピレン系樹脂は、結晶化速度が速くなるため、冷却ロールの表面温度が最適でなく、たとえば温度が低すぎる場合、冷却ロールに接した時点で過激に結晶化が起こるため、溶融シート状のプロピレン系樹脂の引き延ばしが不十分となることが考えられる。また、温度が高すぎる場合、プロピレン系樹脂が冷却固化しないために冷却ロールから離れず、そのまま巻きつくとか、離れる際に変形をきたすなどの好ましくない現象を生じることも考えられる。添加する造核剤の種類と添加量、あるいは、加工速度、冷却ロールのサイズなどにより異なるので一概には言えないが、上記のようなトラブルを回避するために最適な冷却ロールの表面温度を40〜100℃の間で選定することが好ましい。
【0081】
プロピレン系樹脂フィルムを製造するときの加工速度は、10〜100m/分程度である。加工速度が速いと、冷却ムラの観点で透明性を悪化させる傾向がある。透明性の指標として、JIS K7136に従って測定される全ヘイズ値を採用する場合、その全ヘイズ値は、10%以下であることが好ましく、6%以下であることがさらに好ましい。一方で、透明性の指標として、先に述べたJIS K7136に準じて測定される内部ヘイズ測定時の全光線透過率、すなわちフィルム表面の反射と拡散を事実上なくした状態の全光線透過率を採用する場合、この全光線透過率は98%以上であることが好ましく、さらには99%以上、とりわけ99.5%以上であることがより好ましい。本発明で規定するプロピレン系樹脂フィルムに対しては、後者のフィルム表面の反射と拡散を事実上なくした状態の全光線透過率を採用するのが好ましい。この全光線透過率が小さくなると、液晶テレビなどに組み込んだときに輝度の低下を引き起こす可能性が生じる。
【0082】
本発明の偏光板におけるプロピレン系樹脂フィルムは、その厚さが5〜200μm程度であることが好ましい。より好ましくは、10μm以上であり、また150μm以下である。
【0083】
本発明に用いるプロピレン系樹脂フィルムは、本発明の効果を阻害しない範囲でコロナ処理、プラズマ処理などの表面処理を施すこともできる。また、反射防止層、ハードコート層などをコーティングなどの手法で表面に設けてもよい。
【0084】
(ノルボルネン系樹脂フィルム)
本発明の偏光板は、上述した偏光フィルムのプロピレン系樹脂フィルムが貼合されたのと反対側の面にも透明樹脂フィルムが貼合されている。このようなプロピレン系樹脂フィルムが貼合されたのと反対側の面に貼合された透明樹脂フィルムとしては、面内の位相差および厚み方向の位相差がそれぞれ特定範囲内であるノルボルネン系樹脂からなる位相差フィルムが好ましい。ここでいうノルボルネン系樹脂フィルムは、たとえば、ノルボルネンや多環ノルボルネン系モノマーなどの環状オレフィン(シクロオレフィン)からなるモノマーのユニットを有する熱可塑性の樹脂からなるフィルムである。ノルボルネン系樹脂フィルムは、前記シクロオレフィンの開環重合体や2種以上のシクロオレフィンを用いた開環共重合体の水素添加物であることができるほか、シクロオレフィンと環状オレフィンやビニル基を有する芳香族化合物などとの付加共重合体であってもよい。また、極性基が導入されていてもよい。
【0085】
シクロオレフィンと鎖状オレフィンまたはビニル基を有する芳香族化合物との共重合体を用いる場合、鎖状オレフィンとしては、エチレン、プロピレンなどが挙げられ、またビニル基を有する芳香族化合物としては、スチレン、α−メチルスチレン、核アルキル置換スチレンなどが挙げられる。このような共重合体において、シクロオレフィンからなるモノマーのユニットが50モル%以下(好ましくは15〜50モル%)であってもよい。特に、シクロオレフィンと鎖状オレフィンとビニル基を有する芳香族化合物との三元共重合体とする場合、シクロオレフィンからなるモノマーのユニットは、上述したように比較的少ない量とすることができる。かかる三元共重合体において、鎖状オレフィンからなるモノマーのユニットは、通常5〜80モル%、ビニル基を有する芳香族化合物からなるモノマーのユニットは、通常5〜80モル%である。
【0086】
シクロオレフィン系樹脂は、適宜の市販品、たとえばTOPAS(Topas Advanced Polymers GmbH製)、アートン(JSR(株)製)、ゼオノア(ZEONOR)(日本ゼオン(株)製)、ゼオネックス(ZEONEX)(日本ゼオン(株)製)、アペル(三井化学(株)製)などを好適に用いることができる。このようなシクロオレフィン系樹脂を製膜してフィルムとする際には、溶剤キャスト法、溶融押出法などの公知の方法が適宜用いられる。また、たとえばエスシーナ(積水化学工業(株)製)、SCA40(積水化学工業(株)製)、ゼオノアフィルム(日本ゼオン(株)製)、アートンフィルム(JSR(株)製)などの予め製膜されたシクロオレフィン系樹脂製のフィルムの市販品を透明保護フィルムとして用いてもよい。
【0087】
ノルボルネン系樹脂フィルムは、少なくとも一方向に延伸されて位相差が付与されていれば、液晶パネルの光学補償および/または視野角拡大に寄与することができる。かかる観点から、このノルボルネン系樹脂フィルムは、面内位相差値R0が40〜100nm、さらには40〜80nmの範囲内にあり、厚み方向位相差値Rthが80〜250nm、さらには100〜250nmの範囲内にあることが好ましい。複屈折性フィルムの面内位相差値R0および厚み方向位相差値Rthは、そのフィルムの面内遅相軸方向の屈折率をnx、面内で遅相軸と直交する方向(進相軸方向)の屈折率をny、厚み方向の屈折率をnz、そしてフィルムの厚みをdとして、以下の式でそれぞれ定義される。
【0088】
R0=(nx−ny)×d
Rth=〔(nx+ny)/2−nz〕×d
面内位相差値R0が40nm未満である場合、または100nmを超える場合には、パネルの視野角補償能が低下する傾向にある。また、厚み方向位相差値Rthが80nm未満である場合、または250nmを超える場合には、やはりパネルの視野角補償能が低下してしまう。なお、上述した面内位相差値R0および厚み方向位相差値Rthは、たとえばKOBRA 21ADH(王子計測機器(株)製)を用いて測定することができる。
【0089】
上述したような屈折率特性を有するノルボルネン系樹脂フィルムを得るには、延伸倍率と延伸速度とを適切に調整するほか、延伸時の予熱温度、延伸温度、ヒートセット温度、冷却温度などの各種温度、およびその変化パターンを適宜選択すればよい。比較的緩い条件で延伸を行なうことにより、このような屈折率特性が得られるが、たとえば延伸倍率は1.05〜1.6倍の範囲とするのが好ましく、さらには1.1〜1.5倍とするのがより好ましい。二軸延伸の場合には、最大延伸方向の延伸倍率が前記範囲となるようにすればよい。
【0090】
本発明に用いられる延伸が施されたノルボルネン系樹脂フィルムは、その厚みについては特に制限されないが、20〜80μmの範囲内であることが好ましく、40〜80μmの範囲内であることがより好ましい。ノルボルネン系樹脂フィルムの厚みが20μm未満である場合には、フィルムの取扱いが難しく、また所定の位相差値が発現し難くなる傾向にあるためであり、一方、ノルボルネン系樹脂フィルムの厚みが80μmを超える場合には、加工性に劣るものとなり、また、透明性が低下したり、得られた偏光板の重量が大きくなったりするなどの虞がある。
【0091】
(接着剤)
本発明の偏光板は、上述した偏光フィルムの両面に接着剤を介してポリプロピレン系樹脂フィルムと、たとえば上述したノルボルネン系樹脂フィルムとがそれぞれ貼合される。本発明の偏光板は、偏光フィルムの両面に貼合される樹脂フィルムに対して、それぞれ同種の接着剤を用いてもよく、また、それぞれ異種の接着剤を用いてもよい。接着剤層を薄くする観点から好ましい接着剤として、水系の接着剤、すなわち、接着剤成分を水に溶解させたものまたは水に分散させたものが挙げられる。また、接着強度の観点から好ましい接着剤として、それ自体が光により硬化する光硬化性接着剤が挙げられる。
【0092】
光硬化性接着剤としては、たとえば光硬化性エポキシ樹脂と光カチオン重合開始剤などの混合物が挙げられる。この接着剤と特定の紫外線吸収剤を添加したプロピレン系樹脂フィルムの組み合わせが、接着強度の点で最も好ましい。この光硬化性接着剤は、活性エネルギー線の照射により硬化される。活性エネルギー線の光源は特に限定されないが、波長400nm以下に発光分布を有する活性エネルギー線が好ましく、具体的には、低圧水銀灯、中圧水銀灯、高圧水銀灯、超高圧水銀灯、ケミカルランプ、ブラックライトランプ、マイクロウェーブ励起水銀灯、メタルハライドランプなどが好ましい。
【0093】
偏光フィルムに上述した透明樹脂フィルムを貼合する方法としては、通常一般に知られているものでもよく、たとえば、マイヤーバーコート法、グラビアコート法、カンマコーター法、ドクターブレード法、ダイコート法、ディップコート法、噴霧法などによって偏光フィルムおよび/またはそこに貼合されるフィルムの接着面に接着剤を塗布し、両者を重ね合わせる方法が挙げられる。上記の塗布方法の中で、塗布膜の厚み精度、塗布厚みや設備のサイズなどの観点からは、グラビアコート法またはダイコート法が好ましく、より好ましくは、同様の観点からグラビアコート法である。グラビアコート法とは、塗布量を考慮し、選択されるグラビアロールを用いる塗布法であり、塗布するフィルムの流れ方向に対し、反対方向に回転するグラビアロールを囲う位置にチャンバーを設置し、チャンバー内に液を供給する方式で塗布される方法である。接着剤を塗布した後、偏光フィルムとそれに接合されるフィルムをニップロールなどにより挟んで、貼り合わせる。
【0094】
また、偏光フィルムおよび/または透明樹脂フィルムの接着剤塗布面には、接着性を上げるため、プラズマ処理、コロナ処理、紫外線照射処理、フレーム(火炎)処理、ケン化処理などの表面処理を適宜施してもよい。ケン化処理としては、水酸化ナトリウムや水酸化カリウムのようなアルカリの水溶液に浸漬する方法が挙げられる。
【0095】
偏光フィルムの両面に、それぞれ接着剤層を介して透明樹脂フィルムを積層させた後、水系接着剤を用いた場合は、加熱処理を施して乾燥される。加熱処理は、たとえば熱風を吹き付けることにより行われ、その温度は、通常40〜100℃の範囲内であり、好ましくは60〜100℃の範囲内である。また、乾燥時間は通常、20〜1200秒である。この場合、接着剤層の厚みは0.1μm以下とすることができる。
【0096】
一方、光硬化性接着剤を用いた場合は、活性エネルギー線の照射によりその接着剤を硬化させ、偏光フィルムと両面の透明樹脂フィルムとを接着させる。この場合、接着剤層の厚みは、通常0.5〜5μmであり、好ましくは1〜4μm、さらに好ましくは1.5〜4μmである。接着剤層の厚みが0.5μm未満である場合には、接着が不十分である虞があり、また、接着剤層の厚みが5μmを超えると、偏光板の外観不良が生じる虞がある。
【0097】
(粘着剤)
本発明の偏光板は、透明樹脂フィルムの少なくともいずれかの上に積層された粘着剤層を有してもよい。この粘着剤層は、偏光板を液晶表示装置に適用する場合において、たとえば液晶セルとの貼合に好適に用いることができる。偏光フィルムの一方の面に造核剤を50〜6000ppmの範囲で含有するプロピレン系樹脂フィルムが貼合され、他方の面にノルボルネン系樹脂フィルムが貼合される場合、通常、粘着剤層は、ノルボルネン系樹脂フィルム上に設けられる。粘着剤層には、従来公知の適宜の粘着剤を特に制限なく用いることができ、たとえばアクリル系粘着剤、ウレタン系粘着剤、シリコーン系粘着剤などが挙げられる。中でも、透明性、粘着力、信頼性、リワーク性などの観点から、アクリル系粘着剤が好ましく用いられる。粘着剤層は、粘着剤を含む溶液をノルボルネン系樹脂フィルム上にダイコータやグラビアコータなどによって塗布し、乾燥させる方法によって設けることができるほか、離型処理が施されたプラスチックフィルム(セパレートフィルムと呼ばれる)上に形成された粘着剤層をノルボルネン系樹脂フィルムに転写する方法によっても設けることができる。粘着剤層の厚みは、一般に2〜40μmの範囲内であることが好ましい。
【0098】
(液晶表示装置)
本発明の偏光板は、液晶表示装置に好適に適用することができる。液晶表示装置において、本発明の偏光板は、粘着剤層を介して好ましくは液晶パネルの背面側に配置される。この際、本発明の偏光板は、そのプロピレン系樹脂フィルムが液晶セルから遠い側となるように、すなわちバックライトに対向するように配置される。かかる液晶表示装置は、本発明の偏光板を用いているため、耐久性に優れるとともに、表示性能の安定性に優れている。液晶表示装置において、上述した特徴以外の部分については、従来公知の液晶表示装置における適宜の構成を採用することができ、液晶表示装置が液晶パネル以外に通常備える構成部材(光拡散板、バックライトなど)を適宜備えることができる。なお、液晶パネルの「背面側」とは、液晶パネルを液晶表示装置に搭載したときのバックライト側を意味し、一方、液晶パネルの「前面側」とは、液晶パネルを液晶表示装置に搭載したときの視認側を意味する。
【実施例】
【0099】
以下に実施例を挙げて、本発明をさらに詳しく説明するが、本発明はこれらの例によって限定されるものではない。例中、含有量または使用量を表す%およびppmは、特に断りのない限り重量基準である。また、ヘイズの測定および表面の反射と拡散をなくした状態の全光線透過率の測定、位相差値の測定、引張弾性率の測定、単体透過率の測定、ならびに偏光板の耐久性評価は、それぞれ次に示す方法で行なった。
【0100】
[全ヘイズの測定および表面の反射と拡散をなくした状態の全光線透過率の測定]
JIS K7136:2000「プラスチック−透明材料のヘーズの求め方」に準拠する(株)村上色彩技術研究所製のヘイズメータHM150を用いて、フィルムの全ヘイズを測定した。また、フタル酸ジメチルで満たした石英セル中にフィルムを浸漬した状態で、同じヘイズメータを用いて全光線透過率を測定した。フタル酸ジメチルで満たした石英セル中にフィルムを浸漬した状態は、フィルムの内部ヘイズを測定するとき、すなわちフィルム表面の反射と拡散を事実上なくした状態に相当する。
【0101】
[位相差値の測定]
王子計測機器(株)製のKOBRA−WRを用いて、フィルムの面内位相差値R0および厚み方向位相差値Rthを測定した。
【0102】
[引張弾性率の測定]
(株)島津製作所製のオートグラフAG−1を用いて、温度23℃および80℃における引張弾性率を測定した。
【0103】
[単体透過率の測定]
日本分光(株)製の分光光度計V−7100を用いて、偏光フィルムおよび偏光板の単体透過率を測定した。
【0104】
[偏光板の耐久性評価]
偏光板を200mm×300mm(短辺が偏光板の吸収軸)にカットし、粘着剤を介してソーダガラスに貼合し、80℃乾燥状態のオーブンに入れて100時間保持した後、ガラスと偏光板の間に剥がれが発生しているかどうかを観察し、以下の基準で評価した。
【0105】
○:ガラス面からの偏光板の剥がれがないか、あっても1mmより小さい。
×:ガラス面からの偏光板の剥がれが1mm以上ある。
【0106】
<実施例1>
エチレン含量が0.4%でMFRが9g/10分のプロピレン/エチレン共重合体に、トリスアミド系造核剤であるN,N’,N’’−トリス(2−メチルシクロヘキシル)−プロパン−1,2,3−トリカルボキサミド〔上記式(10)の構造を有する、新日本理化(株)から入手〕を500ppm配合した樹脂組成物を、275℃に加熱した50mmφ押出機にて溶融混練し、次いで600mm巾のTダイより溶融状態で押出し、50℃に温度調節した冷却ロールで冷却して、厚さ75μmのフィルムを作製した。得られたプロピレン系樹脂フィルムの全ヘイズ、表面の反射と拡散をなくした状態の全光線透過率、位相差値(R0およびRth)、ならびに、23℃および80℃における引張弾性率を測定し、結果を表1にまとめた。なお、表面の反射と拡散をなくした状態の全光線透過率は、表1では単に「全光線透過率」という項目名で示した。また、この例におけるフィルムに製膜するときの加工特性は問題なかった。
【0107】
次に、上で作製したプロピレン系樹脂フィルムの片面にコロナ処理を施した後、コロナ処理面に光硬化性エポキシ樹脂と光カチオン重合開始剤とを含む光硬化性接着剤を厚さ4μmで塗工した。一方、二軸延伸され、厚さが50μm、面内位相差値R0が55nm、厚み方向位相差値Rthが124nmであるノルボルネン系樹脂フィルムの片面にコロナ処理を施した後、そのコロナ処理面に上と同じ光硬化性接着剤を厚さ4μmで塗工した。次いで、ポリビニルアルコールにヨウ素が吸着配向している偏光フィルムの一方の面に、上記プロピレン系樹脂フィルムの接着剤層を貼合するとともに、他方の面に上記ノルボルネン系樹脂フィルムの接着剤層を貼合し、100mmφの一対のニップロールで挟圧した。その後、ノルボルネン系樹脂フィルム側から紫外線を照射し、両方の接着剤層を硬化させて偏光板を作製した。こうして得られた偏光板の耐久性を上に示した方法で評価したところ、ガラス面と偏光板の間に剥がれは認められなかった。ここで用いた偏光フィルムは、それ自身では単体透過率が42.3%であったが、その両面に上記各樹脂フィルムを貼合して偏光板にしたときの単体透過率が41.9%となり、偏光板にしたときの単体透過率(%)の低下量(差)は0.4ポイントであった。偏光フィルム自体の単体透過率から偏光板にしたときの単体透過率(単位はいずれも%)を差し引いた値を、以下の例では「偏光板にしたときの単体透過率(%)の低下量」と呼び、表1では「透過率(%)低下量」という項目名で示す。
【0108】
<実施例2>
造核剤の配合量を1000ppmに変更した以外は実施例1と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。また、この例におけるフィルムを製膜するときの加工特性は問題なかった。ここで得られたプロピレン系樹脂フィルムを用いたこと以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に剥がれは認められなかった。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0109】
<実施例3>
造核剤を、カルボン酸金属塩系造核剤であるシクロヘキサン−1,2−ジカルボン酸カルシウム〔上記式(2)の構造を有する、米国のMILIKEN CHEMICAL社から入手〕に変更し、その量を1000ppmとした以外は実施例1と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。冷却ロールとの密着性は目視できる範囲では良好であったが、冷却ロールを通過した時点で、幅方向中央部分の表面にややムラが観察された(分からない範囲で密着性が良好ではなかった)。ここで得られたプロピレン系樹脂フィルムを用いたこと以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に剥がれは認められなかった。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0110】
<実施例4>
造核剤の配合量を3000ppmとした以外は実施例3と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。冷却ロールとの密着性は目視できる範囲では良好であったが、冷却ロールを通過した時点で、幅方向中央部分の表面にややムラが観察された(分からない範囲で密着性が良好ではなかった)。ここで得られたプロピレン系樹脂フィルムを用いたこと以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に剥がれは認められなかった。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0111】
<実施例5>
造核剤の配合量を5000ppmとした以外は実施例3と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。冷却ロールとの密着性は目視できる範囲では良好であったが、冷却ロールを通過した時点で、幅方向中央部分の表面にややムラが観察された(分からない範囲で密着性が良好ではなかった)。ここで得られたプロピレン系樹脂フィルムを用いたこと以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に剥がれは認められなかった。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0112】
<実施例6>
造核剤を、ソルビトール系造核剤である1−O,3−O;2−O,4−O−ビス(4−プロピルベンジリデン)−1−プロピル−D−ソルビトール〔前記式(8)の構造を有する、米国のMILIKEN CHEMICAL社から入手〕に変更し、その量を3000ppmとした以外は実施例1と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。フィルムを製膜するときの加工特性は問題なかった。ここで得られたプロピレン系樹脂フィルムを用いたこと以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に剥がれは認められなかった。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0113】
<実施例7>
造核剤の配合量を5000ppmとした以外は実施例6と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。フィルムを製膜するときの加工特性は問題なかった。ここで得られたプロピレン系樹脂フィルムを用いたこと以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に剥がれは認められなかった。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0114】
<実施例8>
造核剤を、リン酸エステル金属塩系造核剤である[リン酸{2,2’−メチレンビス(4,6−ジ−tert−ブチルフェニル)}]ナトリウム〔上記式(3)の構造を有する、(株)ADEKAから入手〕に変更し、その量を2000ppmとした以外は実施例1と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。冷却ロールとの密着性は目視できる範囲では良好であったが、冷却ロールを通過した時点で、幅方向中央部分の表面にややムラが観察された(分からない範囲で密着性が良好ではなかった)。ここで得られたプロピレン系樹脂フィルムを用いたこと以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に剥がれは認められなかった。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0115】
<比較例1>
プロピレン系樹脂に造核剤を配合しなかったこと以外は実施例1と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。フィルムを製膜するときの加工特性は問題なかった。ここで得られたプロピレン系樹脂フィルムを用いる以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に1.1mmの剥がれが発生していた。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0116】
<比較例2>
Tダイから押出されたプロピレン系樹脂を冷却するための冷却ロールの温度を20℃に変更したこと以外は、比較例1と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。フィルムを製膜するときの加工特性は問題なかった。ここで得られたプロピレン系樹脂フィルムを用いる以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に1.3mmの剥がれが発生していた。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0117】
【表1】
【0118】
表1中の「加工性」の評価基準は以下のとおりとした。
(加工性)
○:フィルムと冷却ロールとの密着性が良好、
△:フィルムと冷却ロールとの密着性にやや欠ける。
【0119】
<実施例9>
トリスアミド系造核剤であるN,N’,N’’−トリス(2−メチルシクロヘキシル)−プロパン−1,2,3−トリカルボキサミドの配合量を100ppmに変更した以外は実施例1と同様にして、プロピレン系樹脂フィルムを作製し、さらにそのプロピレン系樹脂フィルムを用いて実施例1と同様の方法で偏光板を作製した。プロピレン系樹脂フィルムを製膜するときの加工特性は問題なかった。プロピレン系樹脂フィルムの物性、偏光板の耐久性試験結果、および偏光板にしたときの単体透過率(%)の低下量を、表1と同じ要領で表2にまとめた。
【0120】
<実施例10>
カルボン酸金属塩系造核剤であるシクロヘキサン−1,2−ジカルボン酸カルシウムの配合量を100ppmに変更した以外は実施例3と同様にして、プロピレン系樹脂フィルムを作製し、さらにそのプロピレン系樹脂フィルムを用いて実施例3と同様の方法で偏光板を作製した。プロピレン系樹脂フィルムを製膜するときの加工特性は問題なかった。プロピレン系樹脂フィルムの物性、偏光板の耐久性試験結果、および偏光板にしたときの単体透過率(%)の低下量を、表1と同じ要領で表2にまとめた。
【0121】
【表2】
【0122】
表1に示すとおり、造核剤を500ppm以上配合して適切な条件で製膜することにより、得られるプロピレン系樹脂フィルムは全ヘイズの小さいものとなり、80℃における引張弾性率も200MPa以上となって剛性が付与され、それを適用した偏光板は耐久性に優れたものとなる。この場合のプロピレン系樹脂フィルムは、表面の反射と拡散をなくした状態の全光線透過率が100%をやや下回る値となり、偏光板にしたときの単体透過率(%)の低下量がやや大きくなる。
【0123】
これに対し、表2に示すとおり、造核剤の配合量を250ppm以下にすれば、得られるプロピレン系樹脂フィルムは全ヘイズがやや大きくなるものの、80℃における引張弾性率が200MPa以上となって剛性が付与され、それを適用した偏光板は耐久性に優れたものとなる。そしてこの場合のプロピレン系樹脂フィルムは、表面の反射と拡散をなくした状態の全光線透過率が概ね100%となり、偏光板にしたときの単体透過率(%)の低下量が一層小さくなる。
【技術分野】
【0001】
本発明は、ポリビニルアルコール系樹脂からなる偏光フィルムの少なくとも一方の面にプロピレン系樹脂フィルムを保護フィルムとして積層した偏光板に関する。
【背景技術】
【0002】
液晶表示装置は、液晶テレビ、液晶モニタ、パーソナルコンピュータなど、薄型の表示装置として、用途が急拡大している。特に液晶テレビの市場拡大は著しく、また、低コスト化の要求も非常に高い。液晶テレビなどの液晶表示装置は、前記の偏光板を構成部材として所定の構成で積層され、使用されている。
【0003】
偏光板は通常、二色性色素が吸着配向したポリビニルアルコール系樹脂からなる偏光フィルムの片面または両面に接着剤層を介して、保護フィルム、たとえばトリアセチルセルロースに代表される酢酸セルロース系の保護フィルムを積層した構成となっている。これを、必要により他の光学フィルムを介して液晶セルに粘着剤で貼り合わせ、液晶表示装置の構成部品とされる。
【0004】
しかし、親水性の保護フィルムを使用すると、高温多湿の条件では、ポリビニルアルコール系樹脂からなる偏光フィルムの水分量に影響を与え、偏光板としての性能が多少なりとも変化してしまうことがあり、そのため、親水性樹脂からなる保護フィルムの代わりに、疎水性のたとえばプロピレン系樹脂からなる保護フィルムを使用し、環境による影響を極力抑制できる構成の偏光板が検討されるようになった(たとえば特開2009−258588号公報(特許文献1)などを参照)。
【0005】
一方、液晶表示装置の中でも車載用など、使用環境が高温状態の場合があり、またテレビ、モニターなどでもバックライトからの熱で構成部材である偏光板は高温状態となることがあり、そのような過酷状態での安定的な性能を発揮するには、特許文献1に示されるプロピレン系樹脂からなる保護フィルムを使用した偏光板をさらに高性能とした偏光板が望まれていた。
【0006】
特許文献1に記載の偏光板は、偏光フィルムの両面に疎水性材料からなるフィルムを配置するため、使用環境による偏光フィルムへの影響が少ない偏光板であるが、プロピレン系樹脂からなる保護フィルムは、プロピレン系樹脂のガラス転移温度が低く柔軟な素材であることから高温下での使用でポリビニルアルコール系樹脂からなる偏光フィルムが大きく収縮する場合、その収縮を抑える性能が若干不足することがあり、偏光板として変形を伴う可能性があるという課題を有していた。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2009−258588号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明者らは、偏光板が高温条件下など過酷な環境で変形する原因は、保護フィルムであるプロピレン系樹脂フィルムが柔軟でありすぎることにあると考えた。プロピレン系樹脂フィルムの高温下での剛性を改良するためには、結晶成分を多くつくる方法で成形すればよい。しかし、プロピレン系樹脂フィルムをより徐冷条件で製造すれば、結晶化度を高くすることはできるものの、透明性が損なわれてしまい、好ましくない。
【0009】
本発明は、上記課題を解決するためになされたものであって、その目的とするところは、透明性を維持しつつ、剛性を向上させたプロピレン系樹脂フィルムを備え、高温条件下など過酷な環境で変形を伴うことの少ない偏光板を提供することである。
【課題を解決するための手段】
【0010】
本発明は、ポリビニルアルコール系樹脂からなる偏光フィルムの両面にそれぞれ接着剤を介して透明樹脂フィルムが貼合されている偏光板であって、前記透明樹脂フィルムの少なくとも一方は、造核剤を50〜6000ppmの範囲で含有するプロピレン系樹脂フィルムであることを特徴とする。
【0011】
本発明の偏光板は、前記透明樹脂フィルムの一方が造核剤を50〜6000ppmの範囲で含有するプロピレン系樹脂フィルムであり、前記透明樹脂フィルムの他方がノルボルネン系樹脂フィルムであることが、好ましい。
【0012】
本発明の偏光板において、ポリプロピレン系樹脂フィルムのヘイズ値を下げる観点からは、ポリプロピレン系樹脂フィルムにおける造核剤の含有量を250〜6000ppmの範囲内とすることが好ましい。一方、ポリプロピレン系樹脂フィルムの表面の反射と拡散をなくした状態の全光線透過率を高め、偏光板にしたときの透過率の低下を抑制する観点からは、ポリプロピレン系樹脂フィルムにおける造核剤の含有量を50〜250ppmの範囲内とすることが好ましい。
【0013】
上記造核剤は、一つの見地から、下記構造式で示されるシクロヘキサン−1,2−ジカルボン酸カルシウムであることが好ましい。
【0014】
【化1】
【0015】
一方、もう一つの見地から、上記造核剤は、下記構造式で示されるN,N’,N’’−トリス(2−メチルシクロヘキシル)−プロパン−1,2,3−トリカルボキサミドであることも好ましい。
【0016】
【化2】
【発明の効果】
【0017】
本発明によれば、透明性を維持しつつ、剛性を向上させたプロピレン系樹脂フィルムを備え、高温条件下など過酷な環境で変形を伴うことの少ない偏光板を得ることができる。
【図面の簡単な説明】
【0018】
【図1】造核剤が配合されているかまたは配合されていないプロピレン系樹脂を製膜して得られたフィルムの全ヘイズ(%)を横軸にとり、偏光フィルムにそれを貼って偏光板としたときの偏光板の単体透過率(%)の低下量を縦軸にとって、両者の関係をプロットしたときのグラフである。
【図2】図1で対象としたフィルムの内部ヘイズ測定時の全光線透過率(%)を横軸にとり、偏光フィルムにそれを貼って偏光板としたときの偏光板の単体透過率(%)の低下量を縦軸にとって、両者の関係をプロットしたグラフである。
【発明を実施するための形態】
【0019】
(偏光フィルム)
本発明の偏光板に用いられる偏光フィルムは、具体的には、一軸延伸したポリビニルアルコール系樹脂フィルムに二色性色素を吸着配向させたものである。ポリビニルアルコール系樹脂は、ポリビニル酢酸系樹脂をケン化することにより得られる。ポリビニル酢酸系樹脂としては、酢酸ビニルの単独重合体であるポリ酢酸ビニルの他、酢酸ビニルとこれに共重合可能な他の単量体との共重合体、たとえばエチレン−酢酸ビニル共重合体などが挙げられる。酢酸ビニルと共重合可能な他の単量体としては、たとえば不飽和カルボン酸類、オレフィン類、ビニルエーテル類、不飽和スルホン酸類、アンモニウム基を有するアクリルアミド類などが挙げられる。
【0020】
ポリビニルアルコール系樹脂のケン化度は、通常85〜100モル%、好ましくは98モル%以上である。これらのポリビニルアルコール系樹脂は変性されていてもよく、たとえばアルデヒド類で変性されたポリビニルホルマール、ポリビニルアセタール、ポリビニルブチラールなども使用し得る。またポリビニルアルコール系樹脂の重合度は、通常1000〜10000の範囲内、好ましくは1500〜5000の範囲内である。
【0021】
かかるポリビニルアルコール系樹脂を製膜したものが、偏光フィルムの原反フィルムとして用いられる。ポリビニルアルコール系樹脂を製膜する方法は、特に限定されるものではなく、従来公知の適宜の方法で製膜することができる。ポリビニルアルコール系樹脂からなる原反フィルムの膜厚は特に限定されるものではないが、たとえば10〜150μm程度である。
【0022】
偏光フィルムは、通常、ポリビニルアルコール系樹脂フィルムを二色性色素で染色してその二色性色素を吸着させる工程(染色処理工程)、二色性色素が吸着されたポリビニルアルコール系樹脂フィルムをホウ酸水溶液で処理する工程(ホウ酸処理工程)、ならびに、このホウ酸水溶液による処理後に水洗する工程(水洗処理工程)を経て、製造される。
【0023】
また、偏光フィルムの製造に際し、通常、ポリビニルアルコール系樹脂フィルムは一軸延伸されるが、この一軸延伸は、染色処理工程の前に行なってもよいし、染色処理工程中に行なってもよいし、染色処理工程の後に行なってもよい。一軸延伸を染色処理工程の後に行なう場合には、この一軸延伸は、ホウ酸処理工程の前に行なってもよいし、ホウ酸処理工程中に行なってもよい。勿論、これらの複数の段階で一軸延伸を行なうことも可能である。一軸延伸は、周速の異なるロール間で一軸に延伸するようにしてもよいし、熱ロールを用いて一軸に延伸するようにしてもよい。また、大気中で延伸を行なう乾式延伸であってもよいし、溶剤にて膨潤させた状態で延伸を行なう湿式延伸であってもよい。延伸倍率は、通常3〜8倍程度である。
【0024】
染色処理工程におけるポリビニルアルコール系樹脂フィルムの二色性色素による染色は、たとえば、ポリビニルアルコール系樹脂フィルムを、二色性色素を含有する水溶液に浸漬することによって行なわれる。二色性色素としては、たとえばヨウ素、二色性染料などが用いられる。二色性染料には、たとえば、C.I.DIRECT RED 39などのジスアゾ化合物からなる二色性直接染料、トリスアゾ、テトラキスアゾなどの化合物からなる二色性直接染料が包含される。なお、ポリビニルアルコール系樹脂フィルムは、染色処理の前に水への浸漬処理を施しておくことが好ましい。
【0025】
二色性色素としてヨウ素を用いる場合は、通常、ヨウ素およびヨウ化カリウムを含有する水溶液に、ポリビニルアルコール系樹脂フィルムを浸漬して染色する方法が採用される。この水溶液におけるヨウ素の含有量は通常、水100重量部あたり0.01〜1重量部であり、ヨウ化カリウムの含有量は通常、水100重量部あたり0.5〜20重量部である。二色性色素としてヨウ素を用いる場合、染色に用いる水溶液の温度は、通常20〜40℃であり、また、この水溶液への浸漬時間(染色時間)は、通常20〜1800秒である。
【0026】
一方、二色性色素として二色性染料を用いる場合は、通常、水溶液二色性染料を含む水溶液に、ポリビニルアルコール系樹脂フィルムを浸漬して染色する方法が採用される。この水溶液における二色性染料の含有量は、通常、水100重量部あたり1×10-4〜10重量部、好ましくは1×10-3〜1重量部であり、特に好ましくは1×10-3〜1×10-2重量部である。この水溶液は、硫酸ナトリウムなどの無機塩を染色助剤として含有していてもよい。二色性色素として二色性染料を用いる場合、染色に用いる染料水溶液の温度は、通常20〜80℃であり、また、この水溶液への浸漬時間(染色時間)は、通常10〜1800秒である。
【0027】
ホウ酸処理工程は、二色性色素により染色されたポリビニルアルコール系樹脂フィルムをホウ酸含有水溶液に浸漬することにより行なわれる。ホウ酸含有水溶液におけるホウ酸の量は、水100重量部あたり、通常2〜15重量部、好ましくは5〜12重量部である。上述した染色処理工程における二色性色素としてヨウ素を用いた場合には、このホウ酸処理工程に用いるホウ酸含有水溶液はヨウ化カリウムを含有することが好ましい。この場合、ホウ酸含有水溶液におけるヨウ化カリウムの量は、水100重量部あたり、通常0.1〜15重量部、好ましくは5〜12重量部である。ホウ酸含有水溶液への浸漬時間は、通常、60〜1200秒、好ましくは150〜600秒、さらに好ましくは200〜400秒である。ホウ酸含有水溶液の温度は、通常50℃以上であり、好ましくは50〜85℃、より好ましくは60〜80℃である。
【0028】
続く水洗処理工程では、上述したホウ酸処理後のポリビニルアルコール系樹脂フィルムを、たとえば水に浸漬することによって水洗処理する。水洗処理における水の温度は、通常5〜40℃であり、浸漬時間は、通常1〜120秒である。水洗処理後は、通常乾燥処理が施されて、偏光フィルムが得られる。乾燥処理は、たとえば熱風乾燥機、遠赤外線ヒータなどを好適に用いて行なわれる。乾燥処理の温度は通常30〜100℃、好ましくは50〜80℃である。乾燥処理の時間は、通常60〜600秒、好ましくは120〜600秒である。
【0029】
こうしてポリビニルアルコール系樹脂フィルムに、一軸延伸、二色性色素による染色、ホウ酸処理および水洗処理を施して、偏光フィルムが得られる。この偏光フィルムの厚みは、通常、5〜40μmの範囲内である。本発明の偏光板は、このような偏光フィルムの両面にそれぞれ接着剤を介して透明樹脂フィルムを貼合して製造されるが、これら両面に貼合される透明樹脂フィルムの少なくとも一方は、造核剤を50〜6000ppm含有するプロピレン系樹脂フィルムからなる偏光板保護フィルムで構成される。
【0030】
(保護フィルム)
本発明において、偏光フィルムの少なくとも片面には、造核剤を50〜6000ppm含有するプロピレン系樹脂フィルムが保護フィルムとして貼り合わされる。造核剤の含有量が上記範囲である場合、プロピレン系樹脂フィルムは透明性を維持したまま、剛性が向上するため、偏光板の少なくとも片面に積層することにより、偏光板の高温条件下など過酷な使用環境下でも変形の少ない良好な偏光板となる。
【0031】
プロピレン系樹脂は、プロピレンの単独重合体であってもよいし、プロピレンとこれに共重合可能な他のモノマーとの共重合体であってもよい。また、これらを併用してもよい。プロピレンに共重合可能な他のモノマーとしては、たとえば、エチレン、α−オレフィンを挙げることができる。α−オレフィンは、炭素数4以上であり、好ましくは、炭素数4〜12のα−オレフィンである。炭素数4〜12のα−オレフィンの具体例を挙げれば、たとえば、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−デセンなどの直鎖状モノオレフィン類;3−メチル−1−ブテン、3−メチル−1−ペンテン、4−メチル−1−ペンテンなどの分岐状モノオレフィン類;ビニルシクロヘキサンなどである。プロピレンとこれに共重合可能な他のモノマーとの共重合体は、ランダム共重合体であってもよいし、ブロック共重合体であってもよい。
【0032】
プロピレン系樹脂が前記共重合体からなる場合、その共重合体の具体例としては、プロピレン−エチレンランダム共重合体、プロピレン−1−ブテンランダム共重合体、およびプロピレン−エチレン−1−ブテンランダム共重合体のような、プロピレンと、前記エチレンおよび炭素数4〜12のα−オレフィンからなる群より選ばれる1種または2種以上のモノマーとの二元ないし三元の共重合体などが挙げられる。
【0033】
プロピレン系樹脂が前記共重合体からなる場合には、プロピレン由来の構成単位は、耐熱性などの特性により選択することができる。高い耐熱性が必要な場合、プロピレン由来の構成単位を多く含むほうが好ましく、具体的には96重量%以上である。なお、共重合体中の当該他のモノマー由来の構成単位の含有率は、「高分子分析ハンドブック」(1995年、紀伊国屋書店発行)の第616頁に記載されている方法に従い、赤外線(IR)スペクトル測定を行なうことにより求めることができる。
【0034】
また前記プロピレン系単独重合体およびプロピレン系共重合体の立体規則性はアイソタクチック、シンジオタクチック、アタクチックのいずれでもよいが、フィルムに成形した後の剛性や透明性のバランスに優れるという観点では、アイソタクチック性の高いプロピレン系重合体が好ましい。
【0035】
本発明において、プロピレン系樹脂は、公知の重合用触媒を用いて重合された重合体または共重合体であってよく、重合用触媒としては、たとえば、次のようなものを挙げることができる。
【0036】
(A)マグネシウム、チタンおよびハロゲンを必須成分とする固体触媒成分からなるTi−Mg系触媒、
(B)マグネシウム、チタンおよびハロゲンを必須成分とする固体触媒成分に、有機アルミニウム化合物と、必要に応じて電子供与性化合物などの第三成分とを組み合わせた触媒系、
(C)メタロセン系触媒など。
【0037】
前記(A)の固体触媒成分としては、たとえば、特開昭61−218606号公報、特開昭61−287904号公報、特開平7−216017号公報などに記載の触媒系が挙げられる。また、前記(B)の触媒系における有機アルミニウム化合物の好ましい例としては、トリエチルアルミニウム、トリイソブチルアルミニウム、トリエチルアルミニウムとジエチルアルミニウムクロライドとの混合物、テトラエチルジアルモキサンなどが挙げられ、電子供与性化合物の好ましい例としては、シクロヘキシルエチルジメトキシシラン、tert−ブチルプロピルジメトキシシラン、tert−ブチルエチルジメトキシシラン、ジシクロペンチルジメトキシシランなどが挙げられる。また、前記(C)のメタロセン系触媒としては、たとえば、特許第2587251号公報、特許第2627669号公報、特許第2668732号公報などに記載の触媒系が挙げられる。
【0038】
プロピレン系樹脂は、たとえば、ヘキサン、ヘプタン、オクタン、デカン、シクロヘキサン、メチルシクロヘキサン、ベンゼン、トルエン、キシレンのような炭化水素化合物に代表される不活性溶剤を用いる溶液重合法、液状のモノマーを溶剤として用いる塊状重合法、気体のモノマーをそのまま重合させる気相重合法などによって製造することができる。これらの方法による重合は、バッチ式で行なってもよいし、連続式で行なってもよい。
【0039】
本発明に用いられるプロピレン系樹脂フィルムは、上記プロピレン系樹脂を溶融押出法によって押出し、フィルム状に成形されるが、この場合、プロピレン系樹脂は、JIS K7210に準拠して、温度230℃、荷重21.18Nで測定されるメルトフローレイト(MFR)が1〜30g/10分の範囲内であることが好ましく、1〜20g/10分の範囲内であることがより好ましく、1.5〜15g/10分の範囲内であることがさらに好ましい。MFRがこの範囲内にあるプロピレン系樹脂を用いることにより、溶融押出によるフィルム成形において、押出機の負荷を低減しつつ、厚みの均質なフィルムを製造しやすくなる。
【0040】
本発明では、以上説明したプロピレン系樹脂に50〜6000ppmの割合で造核剤が配合された樹脂組成物からフィルムに製膜し、これを偏光フィルムの両面に貼合される透明樹脂フィルムの少なくとも一方として用いる。ここでいうppmは、重量基準である。造核剤とは、プロピレン系樹脂組成物が溶融状態から固化して結晶化する際、その結晶化の核となる化合物である。このような、造核剤が所定割合で配合されたプロピレン系樹脂フィルムを貼合した偏光板は、透明性を維持しつつ、特に高温での剛性が向上したものとなる。造核剤の配合割合が50ppmを下回ると、剛性を向上させる効果の発現が不十分となり、また、その割合が6000ppmを超えると、フィルムに製膜するときに不具合を起こすことがある。
【0041】
製膜時の不具合とは、溶融押出法でフィルム成形を行なう場合に、Tダイから押出されたプロピレン系樹脂の溶融フィルム状物は、冷却ロールに接触して冷却固化され、フィルムとなって巻き取られるところ、このとき、たとえば次にようになることをいう。すなわち一つは、造核剤の量が多すぎると、結晶化速度が速くなりすぎるため、冷却ロールに接触する前に溶融フィルム状物の結晶化が始まり、均一に冷却ロールに密着できなくなって、表面が粗い状態のフィルムとなりやすいことである。もう一つは、Tダイから押出された溶融フィルム状物は、成形の安定性確保のため、幅方向の中央部よりも端部を先に、静電気やエアなどによって冷却ロールに接触させるところ、造核剤の量が多すぎる場合には、たとえ冷却ロールに接触する前の溶融フィルム状物に結晶化が起こらなくても、その溶融フィルム状物が冷却ロールの両端部に接触した瞬間から結晶化が始まり、フィルムの両端部のみが先に体積収縮を起こして中央部に応力がかかる結果、中央部のみ冷却ロールへの密着状態が悪くなり、フィルムの外観が損なわれやすいことである。これらの観点から、造核剤の添加量は、上記のとおり50〜6000ppmとされる。
【0042】
プロピレン系樹脂の造核剤には、無機化合物と有機化合物がある。無機系の造核剤としては、タルクが代表的である。また、プロピレン系樹脂の造核剤は、分散型と溶解型に分類されることもある。分散型の造核剤は、溶融状態のプロピレン系樹脂中でも溶解することなく樹脂中に分散し、冷却過程において結晶成長の起点となるものである。無機化合物であるタルクは、分散型の造核剤に分類される。一方、溶融型の造核剤は、溶融状態のプロピレン系樹脂中に溶解し、冷却過程で造核剤自体が溶融プロピレン系樹脂内で水素結合による3次元のネットワークを作り、そのネットワーク中の任意の点を開始点として結晶成長するものである。そのため、溶融型の造核剤は、専ら有機化合物で構成される。溶融型の造核剤については、後で説明する。分散型の造核剤は、上述のとおり、溶融状態のプロピレン系樹脂中で分散し、冷却過程において結晶成長の起点となるものなので、その添加量は、50〜6000ppmの範囲から、それぞれの化合物の特性に合わせて適宜選択すればよい。しかし、添加量によっては、造核剤自身による透過率悪化を引き起こす可能性があることから、好ましい添加量は、50〜2000ppmである。一方、溶融型の造核剤を用いる場合は、ネットワークが形成できる量の添加で十分なので、その好ましい添加量は、50〜1500ppmである。
【0043】
分散型の有機系造核剤には、モノカルボン酸金属塩系化合物、ジカルボン酸金属塩系化合物、リン酸エステル金属塩系化合物、ロジンエステル金属塩系化合物などがある。モノカルボン酸金属塩系造核剤として、安息香酸ナトリウムが例示される。ジカルボン酸金属塩系造核剤として、下式(1)の構造を有するビシクロ[2.2.1]ヘプタン−2,3−ジカルボン酸ジナトリウムや、下式(2)の構造を有するシクロヘキサン−1,2−ジカルボン酸カルシウムが例示される。リン酸エステル金属塩系造核剤として、下式(3)の構造を有する[リン酸{2,2’−メチレンビス(4,6−ジ−tert−ブチルフェニル)}]ナトリウムが例示される、ロジンエステル金属塩系造核剤として、下式(4)の構造を有するデヒドロアビエチン酸マグネシウムが例示される。
【0044】
【化3】
【0045】
【化4】
【0046】
【化5】
【0047】
【化6】
【0048】
溶融型の造核剤には、ソルビトール系化合物、トリスアミド系化合物などがある。ソルビトール系造核剤としては、下式(5)の構造を有する1−O,3−O;2−O,4−O−ビス(4−メチルベンジリデン)−D−ソルビトール、下式(6)の構造を有する1−O,3−O;2−O,4−O−ビス(4−エチルベンジリデン)−D−ソルビトール、下式(7)の構造を有する1−O,3−O;2−O,4−O−ビス(3,4−ジメチルベンジリデン)−D−ソルビトール、および下式(8)の構造を有する1−O,3−O;2−O,4−O−ビス(4−プロピルベンジリデン)−1−プロピル−D−ソルビトールが例示される。
【0049】
【化7】
【0050】
【化8】
【0051】
【化9】
【0052】
【化10】
【0053】
また、トリスアミド系造核剤としては、下式(9)の構造を有するN,N’,N’’−トリシクロヘキシル−1,3,5−ベンゼントリカルボキサミド、および下式(10)の構造を有するN,N’,N’’−トリス(2−メチルシクロヘキシル)−プロパン−1,2,3−トリカルボキサミドが例示される。
【0054】
【化11】
【0055】
【化12】
【0056】
上に例示した造核剤は、日本の(株)ADEKA、新日本理化(株)、米国のMILIKEN CHEMICAL社などのメーカーから入手できる。これらの造核剤の中でも、透明性と剛性向上効果に優れるという観点からは、リン酸エステル金属塩系化合物またはカルボン酸金属塩系化合物からなる分散型の有機系造核剤や、ソルビトール系化合物またはトリスアミド系化合物からなる溶融型の造核剤が好ましい。具体的には、上記式(2)の構造を有するシクロヘキサン−1,2−ジカルボン酸カルシウム、上記式(8)の構造を有する1−O,3−O;2−O,4−O−ビス(4−プロピルベンジリデン)−1−プロピル−D−ソルビトール、および上記式(10)の構造を有するN,N’,N’’−トリス(2−メチルシクロヘキシル)−プロパン−1,2,3−トリカルボキサミドが、好ましい例として挙げられる。中でも、上記式(2)の構造を有するシクロヘキサン−1,2−ジカルボン酸カルシウム、および上記式(10)の構造を有するN,N’,N’’−トリス(2−メチルシクロヘキシル)−プロパン−1,2,3−トリカルボキサミドは、少ない添加量で、プロピレン系樹脂フィルムの透明性を維持しつつ剛性を上げる効果が高いことから、好ましい造核剤である。
【0057】
プロピレン系樹脂に造核剤を各種割合で配合し、実験を行なった結果、次のような事実が見出された。まず、樹脂フィルムの透明性に関する一般的な指標であるヘイズをもとに検討したところ、プロピレン系樹脂フィルムの全ヘイズを下げる観点からは、造核剤の配合量を250ppm以上とし、結晶粒を小さくすることが好ましい。ここで、ヘイズは、JIS K7136:2000「プラスチック−透明材料のヘーズの求め方」に規定されるとおり、(拡散透過率/全光線透過率)×100(%)で定義される。
【0058】
一方、プロピレン系樹脂フィルムの全ヘイズを下げても、それを偏光フィルムに貼って偏光板としたときに、偏光板の透過率(単体透過率)を下げやすくなることがある。図1は、後述する実施例および比較例のデータも含めて、造核剤が配合されているかまたは配合されていないプロピレン系樹脂を製膜して得られたフィルムの全ヘイズ(単位は%)を横軸にとり、ポリビニルアルコールにヨウ素が吸着配向していて、ある単体透過率を与える偏光フィルムにそれを貼って偏光板としたときの、偏光板の単体透過率(単位は%)の低下量を縦軸にとって、プロットしたグラフである。ここで、偏光板としたときの単体透過率(%)の低下量とは、偏光フィルム自体の単体透過率からそこにプロピレン系樹脂フィルムを貼って偏光板としたときの単体透過率を差し引いた値である。後述する実施例および比較例では、偏光フィルムの一方の面にプロピレン系樹脂フィルムを、他方の面にシクロオレフィン系樹脂フィルムをそれぞれ貼合して偏光板を作製し、その単体透過率を求めている。図1から、プロピレン系樹脂フィルムの全ヘイズと偏光板の単体透過率(%)の低下量とは、ほとんど相関していないことがわかる。
【0059】
次に、プロピレン系樹脂フィルムの透明性について別の観点から検討を行なった。上で述べられた全ヘイズは、フィルム内部に存在する異物や結晶粒界などに起因する内部ヘイズと、フィルム表面の凹凸などに起因する外部ヘイズ(表面ヘイズともいう)との和として求められる値である。内部ヘイズ自体は、その樹脂フィルムとほぼ同じ屈折率を示す液体中にその樹脂フィルムを浸漬した状態で光を入射し、全光線透過率と拡散透過率を測定することにより求められる。そこで、内部ヘイズを測定するときの全光線透過率(単位は%)を新たな指標とすることを考えた。内部ヘイズを測定するときの全光線透過率は、フィルム表面の反射と拡散を事実上なくした状態の全光線透過率に相当する。
【0060】
図2は、図1で対象としたフィルムの内部ヘイズ測定時の全光線透過率(単位は%)を横軸にとり、図1と同じ偏光板の単体透過率(単位は%)の低下量を縦軸にとって、プロットしたグラフである。この場合には、縦軸の偏光板の単体透過率(%)の低下量と、横軸の内部ヘイズ測定時の全光線透過率(%)とが、概ね相関していることがわかる。図2には、横軸をx、縦軸をyとして、表計算ソフトウェアExcelにより算出された線形近似式「y=−0.4417x+44.455」も示されている。
【0061】
そして、プロピレン系樹脂フィルムを偏光フィルムに貼って偏光板としたときの単体透過率の低下量を抑制するためには、プロピレン系樹脂フィルムの内部ヘイズ測定時の全光線透過率、すなわち、フィルム表面の反射と拡散を事実上なくした状態の全光線透過率を100%に近づけるのが有効であることがわかった。具体的には、この全光線透過率を、98%以上、さらには99%以上、とりわけ99.5%以上とすることが好ましい。そのためには、造核剤の配合量を、50〜250ppmという低い範囲に抑えるのが有効であることが、併せて見出された。
【0062】
造核剤を配合することにより、プロピレン系樹脂が固化するときの結晶化が促進され、拡散透過率が小さくなるので、全ヘイズ自体は小さくなるものの、結晶粒界に起因する内部ヘイズがある程度発現されるので、内部ヘイズ測定時、すなわち表面の反射と拡散を事実上なくした状態での全光線透過率はやや失われる傾向にある。そこで、結晶粒自体があまり小さくならないようにすることも好ましい。
【0063】
造核剤をプロピレン系樹脂に添加し、プロピレン系樹脂組成物としてフィルムを製造するためには、たとえば、以下のような方法を採用することができる。
【0064】
(1)プロピレン系樹脂100重量部に対して造核剤を1〜10重量部含有する樹脂組成物からなるペレット(「造核剤マスターバッチペレット」と呼ぶことがある)を予め製造しておき、これとプロピレン系樹脂ペレットとを溶融混合し、造核剤が所定量となるようにしてフィルムに製膜する方法、
(2)プロピレン系樹脂に造核剤が所定量配合されたプロピレン系樹脂組成物のペレットを製造しておき、そのペレットを溶融混練して、フィルムに製膜する方法、
(3)プロピレン系樹脂に所定量の造核剤を配合した状態で溶融混練し、フィルムに製膜する方法。
【0065】
これらの中でも、得られるプロピレン系樹脂フィルムの均一性と製造コストの観点で、(1)のように、予め造核剤マスターバッチペレットを製造しておき、これを造核剤が配合されていないプロピレン系樹脂ペレットと溶融混練する方法が最も好ましい。
【0066】
上記(1)の方法における造核剤マスターバッチペレットの作製、また上記(2)の方法における所定量の造核剤を含有するプロピレン系樹脂組成物ペレットの作製は、単軸または二軸の押出機を用いて行なうことができるが、せん断速度を上げてより均一に造核剤をプロピレン系樹脂中に分散させる観点からは、二軸押出機を用いることが好ましい。押出にあたっては、押出機のダイ部分のプロピレン系樹脂の温度が180〜260℃の範囲になるように設定することが好ましい。その温度が260℃を超えると、樹脂の劣化が懸念されることがある。また、その温度が210℃を超える場合は、樹脂の劣化を抑制する観点から、フェノール系やリン系などの酸化防止剤を添加することが望ましい。フェノール系酸化防止剤とリン系酸化防止剤を併用することにより、さらに樹脂の劣化を抑制する効果が向上することもあるので、一層好ましい。酸化防止剤を配合する場合、その量は、プロピレン系樹脂100重量部に対して2重量部程度までで十分である。
【0067】
造核剤マスターバッチペレットには、プロピレン系樹脂に添加することが知られているたとえば、紫外線吸収剤、滑剤、帯電防止剤、アンチブロッキング剤、防曇剤のような添加剤を、本発明の効果を阻害しない範囲で配合して、混合マスターバッチとすることもできる。またこれらの添加剤は、それぞれ単独でプロピレン系樹脂とのマスターバッチの形にし、ベースとなるプロピレン系樹脂に添加することもできる。
【0068】
本発明に用いられる造核剤を所定量含有するプロピレン系樹脂フィルムは、溶融押出法により製造することが好ましい。溶融押出法は、生産性に優れ、コスト面で優れた方法である。この溶融押出法は、パウダー形状またはペレット形状のプロピレン系樹脂原料を、180〜300℃程度に加熱された押出機に供給し、押出機のスクリューにより溶融混練し、Tダイのスリットからシート状に溶融押出した後、種々の手段によって冷却ロールに接触させ、冷却することでフィルムを製造する方法である。
【0069】
溶融押出法でプロピレン系樹脂フィルムを製造する場合や、上述した造核剤をはじめとする添加剤のマスターバッチペレットを押出機で溶融混練して製造する場合には、単軸または二軸押出機のホッパーおよび/またはダイ出口付近を窒素シールすることも、プロピレン系樹脂を酸化劣化から保護する観点で好ましい。また、溶融押出または溶融混練される材料を押出機に供給する前に、酸素濃度が1容量%以下とされた窒素を代表例とする不活性ガス環境下で保管し、材料中に含まれる酸素分子を窒素分子などの不活性な気体に置換することも、樹脂の劣化抑制のためには有効であることが多い。
【0070】
押出機は、単軸押出機であっても2軸押出機であってもよい。たとえば、単軸押出機を用いる場合は、スクリューの長さLと直径Dの比であるL/Dが24〜36程度、樹脂供給部におけるねじ溝の空間容積V1と樹脂計量部におけるねじ溝の空間容積V2との比(V1/V2)である圧縮比が1.5〜4程度であって、フルフライトタイプ、バリアタイプ、さらにマドック型の混練部分を有するタイプなどのスクリューを用いることができる。プロピレン系樹脂の劣化や分解を抑制し、均一に溶融混練するという観点からは、L/Dが28〜36で、圧縮比V1/V2が2〜3であるスクリューを用いることが好ましい。また、プロピレン系樹脂の劣化や分解を抑制するため、窒素パージするなどして押出機内の酸素を追い出すことが好ましい。さらに、押出機の先端に直径1〜5mmφのオリフィスを設け、押出機先端部分の樹脂圧力を高めることも好ましい。オリフィスの設置により押出機先端部分の樹脂圧力を高めることは、当該先端部分での背圧を高めることを意味しており、これにより溶融混練の均一性を高め押出の安定性を向上できる場合がある。用いるオリフィスの直径は、より好ましくは2〜4mmφである。
【0071】
押出に使用されるTダイは、流路がコートハンガー状であり、Tダイスリット部の幅方向において、溶融プロピレン系樹脂の流速、圧力などがなるべく均一でバランスするように設計されたものを用いることが好ましい。また、樹脂の流路表面に微小な段差や傷のないものが好ましく、そのリップ部分は、ハードクロムめっきであってもよいが、フッ素系材料やシリコーン系材料を含浸させたフッ素系またはシリコーン系材料含有めっきのような、溶融プロピレン系樹脂との摩擦係数の小さいめっき面であるか、またはタングステンカーバイドのような堅い材料で溶射されているほうが好ましい。さらに、リップ部分は、研磨され、表面粗さで0.1S以下の極力フラットで凹凸の少ない表面を有することが好ましく、とりわけリップ先端が0.3mmφ以下に研磨されたシャープなエッジ形状のものが好ましい。上記ののようなリップを有するTダイを用いることにより、目ヤニの発生を抑制でき、同時にダイラインを抑制できるので、外観の均一性に優れる樹脂フィルムが得られやすい。
【0072】
なお、プロピレン系樹脂の押出変動を抑制する観点から、押出機とTダイとの間には、アダプターを介してギアポンプを取り付け、圧力を安定させTダイに樹脂を供給することが好ましい。このときの圧力は、変動値として0.1MPa以内であることが好ましい。この変動値を達成するために、ギアポンプは、直動型の方が好ましく、ギア数も2個より3個で樹脂を送るための位相を消すタイプのギアポンプを用いることが最も好ましい。
【0073】
さらにプロピレン系樹脂中にある異物を取り除くため、リーフディスクフィルターを取り付けることが好ましい。リーフディスクフィルターの枚数と一枚あたりの濾過面積は、溶融プロピレン系樹脂の粘度と押出量(流量)、および樹脂の耐熱性により任意に選択できる。濾過精度に関しては、本発明において保護フィルムとして用いるプロピレン系樹脂フィルムの場合は、異物の捕集率が98%以上である異物サイズが10μm以下のフィルターを用いる方がフィルム中の異物量が少なくでき、フィルムとしての品質を向上できるので好ましい。同様の理由で濾過精度は、5μm以下がより好ましく、さらに3μm以下が最も好ましい。また、リーフディスクフィルターの設置位置は、押出機、ギアポンプ、リーフディスクフィルター、Tダイの順に設置する方が、安定した異物除去が可能であるという観点で好ましい。
【0074】
Tダイから押出された溶融フィルム状のプロピレン系樹脂は、引き続き金属製の冷却ロール(チルロールまたはキャスティングロールともいう)に接触し、冷却ロールに密着することで冷却される。このとき、冷却ロールへの密着方法が、透明性に影響を与えることがある。冷却ロールへの密着は、たとえば、a)溶融シート状のプロピレン系樹脂に静電気を付与し、表面状態が鏡面の冷却ロールに密着させて冷却する方法、b)溶融シート状のプロピレン系樹脂を、表面状態が鏡面の冷却ロールと表面状態が鏡面の弾性変形可能な金属ロール(タッチロールともいう)または金属ベルトとの間で挟圧し、冷却ロールに密着させて冷却する方法、c)溶融シート状のプロピレン系樹脂を冷却ロールに接触させるときに、エアチャンバーから吹き出されるエアによって冷却ロールに密着させて冷却する方法などの公知の方法で実施できる。
【0075】
a)の方式は静電ピニング方式と呼称されることがある方法であり、Tダイから押出された溶融プロピレン系樹脂のフィルム状物の両端部(耳部と呼称することがある)のみ、または、前記フィルム状物の幅方向前面部に、芯状、糸状、あるいはベルト状の電源を設置し、高周波電源を用いて高電圧を溶融プロピレン系樹脂に付与し、静電気を帯電させ、冷却ロールに接触させ、冷却固化する方法である。この方式では、Tダイのリップ部分から、冷却ロールに溶融プロピレン系樹脂が接するまでの部分(エアギャップと呼称される)でのフィルムのばたつきが生じにくく、また、不安定であるエアギャップの長さを短くすることができるのでフィルムの均質性を確保しやすいので好ましい方式である。
【0076】
a)の方式に使用される冷却ロールは、冷却ロール表面がフィルム表面に転写される傾向があるので、ロールの表面は、表面粗度で0.5S以下であることが好ましい。またその表面材質は、ハードクロムめっきや、タングステンカーバイド溶射などの導電材料であってもよいが、電気を通さない酸化クロムなどの溶射表面であるほうが好ましい。
【0077】
b)の方式はタッチロール成形と呼称される方式であり、Tダイから押出された溶融プロピレン系樹脂のフィルム状物を冷却ロールと弾性変形可能な金属ロールまたは金属ベルトとの間で挟圧することで冷却ロールに密着させ、フィルムを冷却固化させ、透明性に優れたフィルムを得る方式である。弾性変形可能な金属ロールとは、厚みが5mm以下のロール表面を有し、冷却ロールとの間で溶融プロピレン系樹脂を挟圧した際に、樹脂たまり(バンクと呼称されることもある)を作ることなく挟圧する金属ロールであり、金属ベルトとは、厚み1mm以下の金属無端ベルトであって、ゴムロールまたは金属ロールに支持されて移動し、冷却ロールとの間で、溶融プロピレン系樹脂のフィルム状物を挟圧するものである。この方式は、冷却条件によっては透明性が損なわれる結晶性樹脂を用いる場合などにおいて、成形速度を高速化しやすいという観点で好ましい方式である。
【0078】
b)の方式でいずれにおいても使用される冷却ロール、および、それとの間で溶融シート状のプロピレン系樹脂を挟む弾性変形可能な金属ロールまたは金属ベルトは、それぞれの表面がそのままフィルム表面に転写されるため、それぞれの表面は、表面粗度で0.3S以下であることが好ましい。また、強く挟圧されるため、溶融プロピレン系樹脂のフィルム状物が場合によっては、冷却ロールに、あるいは、弾性変形可能な金属ロールまたは金属ベルト表面に密着しすぎて、ロール離れが悪くなることもある。これを防止する観点から、ハードクロムめっきの表面のマイクロクラックを埋める封孔処理として、シリコーン系材料やフッ素系材料を使用したり、また、酸化クロムやタングステンカーバイドなどの溶射表面、あるいはその封孔処理表面とすることも好ましい。
【0079】
c)の方式は、「エアチャンバー方式」と呼称される方式であり、Tダイより押出した溶融プロピレン系樹脂のフィルム状物を冷却ロールに接触させるときに、当該冷却ロールとは逆側から溶融プロピレン系樹脂のフィルム状物にエアチャンバーによりエアを吹き付け、これにより、冷却ロールに溶融プロピレン系樹脂のフィルム状物を密着させる。エアチャンバーは、市販の適宜のものを特に制限なく用いることができ、吹き付けるエアはたとえば、製造環境空間の空気をブロアなどで高性能エアフィルター(HEPAフィルター:High Efficiency Particulate Air Filter)を介して吸い込み、エアチャンバー内が50〜500Paの加圧された状態となるようにすることが好ましい。エアチャンバー内の圧力がこの範囲にあれば、フィルムにかかるエアの圧力が適度となるので、Tダイのリップから冷却ロールに溶融シート状の樹脂が接触するまでの距離(エアギャップ)において、ばたつきを起こさず、安定した製膜が可能となり、当然、フィルムの厚み精度などの安定性も向上する。この理由から、エアチャンバー内の圧力は、100〜400Paとなるようにすることがさらに好ましい。c)の方式での冷却ロールは、その表面状態がプロピレン系樹脂フィルムに転写される傾向にはあるが、上記a)の方式、あるいはb)の方式ほどではなく、また、鏡面状態の冷却ロールを用いると、溶融プロピレン系樹脂のフィルム状物と冷却ロールの間に巻き込まれたエアの逃げ場がなくなるため、均一な成形が困難になる。そのためc)の方式の場合、冷却ロールは、0.6〜4S程度の表面粗度のものが使用される。フィルム表面の均一性を高める観点からは、0.8〜2S程度が好ましい。
【0080】
a)〜c)の方式における冷却ロールの表面温度は、たとえば30〜120℃の範囲で調整されることが好ましい。前述のTダイから押出されたときの溶融シート状のプロピレン系樹脂は、一般的に0.5〜2.0mm程度の厚さを有し、冷却ロールに接するまでの間(エアギャップ)で、徐々に延ばされて薄くなり、冷却ロールに接した後、急激に冷却されつつ所定の厚さに引き延ばされる。本発明で用いられるプロピレン系樹脂は、造核剤が添加されているが、これにより、溶融シート状のプロピレン系樹脂は、結晶化速度が速くなるため、冷却ロールの表面温度が最適でなく、たとえば温度が低すぎる場合、冷却ロールに接した時点で過激に結晶化が起こるため、溶融シート状のプロピレン系樹脂の引き延ばしが不十分となることが考えられる。また、温度が高すぎる場合、プロピレン系樹脂が冷却固化しないために冷却ロールから離れず、そのまま巻きつくとか、離れる際に変形をきたすなどの好ましくない現象を生じることも考えられる。添加する造核剤の種類と添加量、あるいは、加工速度、冷却ロールのサイズなどにより異なるので一概には言えないが、上記のようなトラブルを回避するために最適な冷却ロールの表面温度を40〜100℃の間で選定することが好ましい。
【0081】
プロピレン系樹脂フィルムを製造するときの加工速度は、10〜100m/分程度である。加工速度が速いと、冷却ムラの観点で透明性を悪化させる傾向がある。透明性の指標として、JIS K7136に従って測定される全ヘイズ値を採用する場合、その全ヘイズ値は、10%以下であることが好ましく、6%以下であることがさらに好ましい。一方で、透明性の指標として、先に述べたJIS K7136に準じて測定される内部ヘイズ測定時の全光線透過率、すなわちフィルム表面の反射と拡散を事実上なくした状態の全光線透過率を採用する場合、この全光線透過率は98%以上であることが好ましく、さらには99%以上、とりわけ99.5%以上であることがより好ましい。本発明で規定するプロピレン系樹脂フィルムに対しては、後者のフィルム表面の反射と拡散を事実上なくした状態の全光線透過率を採用するのが好ましい。この全光線透過率が小さくなると、液晶テレビなどに組み込んだときに輝度の低下を引き起こす可能性が生じる。
【0082】
本発明の偏光板におけるプロピレン系樹脂フィルムは、その厚さが5〜200μm程度であることが好ましい。より好ましくは、10μm以上であり、また150μm以下である。
【0083】
本発明に用いるプロピレン系樹脂フィルムは、本発明の効果を阻害しない範囲でコロナ処理、プラズマ処理などの表面処理を施すこともできる。また、反射防止層、ハードコート層などをコーティングなどの手法で表面に設けてもよい。
【0084】
(ノルボルネン系樹脂フィルム)
本発明の偏光板は、上述した偏光フィルムのプロピレン系樹脂フィルムが貼合されたのと反対側の面にも透明樹脂フィルムが貼合されている。このようなプロピレン系樹脂フィルムが貼合されたのと反対側の面に貼合された透明樹脂フィルムとしては、面内の位相差および厚み方向の位相差がそれぞれ特定範囲内であるノルボルネン系樹脂からなる位相差フィルムが好ましい。ここでいうノルボルネン系樹脂フィルムは、たとえば、ノルボルネンや多環ノルボルネン系モノマーなどの環状オレフィン(シクロオレフィン)からなるモノマーのユニットを有する熱可塑性の樹脂からなるフィルムである。ノルボルネン系樹脂フィルムは、前記シクロオレフィンの開環重合体や2種以上のシクロオレフィンを用いた開環共重合体の水素添加物であることができるほか、シクロオレフィンと環状オレフィンやビニル基を有する芳香族化合物などとの付加共重合体であってもよい。また、極性基が導入されていてもよい。
【0085】
シクロオレフィンと鎖状オレフィンまたはビニル基を有する芳香族化合物との共重合体を用いる場合、鎖状オレフィンとしては、エチレン、プロピレンなどが挙げられ、またビニル基を有する芳香族化合物としては、スチレン、α−メチルスチレン、核アルキル置換スチレンなどが挙げられる。このような共重合体において、シクロオレフィンからなるモノマーのユニットが50モル%以下(好ましくは15〜50モル%)であってもよい。特に、シクロオレフィンと鎖状オレフィンとビニル基を有する芳香族化合物との三元共重合体とする場合、シクロオレフィンからなるモノマーのユニットは、上述したように比較的少ない量とすることができる。かかる三元共重合体において、鎖状オレフィンからなるモノマーのユニットは、通常5〜80モル%、ビニル基を有する芳香族化合物からなるモノマーのユニットは、通常5〜80モル%である。
【0086】
シクロオレフィン系樹脂は、適宜の市販品、たとえばTOPAS(Topas Advanced Polymers GmbH製)、アートン(JSR(株)製)、ゼオノア(ZEONOR)(日本ゼオン(株)製)、ゼオネックス(ZEONEX)(日本ゼオン(株)製)、アペル(三井化学(株)製)などを好適に用いることができる。このようなシクロオレフィン系樹脂を製膜してフィルムとする際には、溶剤キャスト法、溶融押出法などの公知の方法が適宜用いられる。また、たとえばエスシーナ(積水化学工業(株)製)、SCA40(積水化学工業(株)製)、ゼオノアフィルム(日本ゼオン(株)製)、アートンフィルム(JSR(株)製)などの予め製膜されたシクロオレフィン系樹脂製のフィルムの市販品を透明保護フィルムとして用いてもよい。
【0087】
ノルボルネン系樹脂フィルムは、少なくとも一方向に延伸されて位相差が付与されていれば、液晶パネルの光学補償および/または視野角拡大に寄与することができる。かかる観点から、このノルボルネン系樹脂フィルムは、面内位相差値R0が40〜100nm、さらには40〜80nmの範囲内にあり、厚み方向位相差値Rthが80〜250nm、さらには100〜250nmの範囲内にあることが好ましい。複屈折性フィルムの面内位相差値R0および厚み方向位相差値Rthは、そのフィルムの面内遅相軸方向の屈折率をnx、面内で遅相軸と直交する方向(進相軸方向)の屈折率をny、厚み方向の屈折率をnz、そしてフィルムの厚みをdとして、以下の式でそれぞれ定義される。
【0088】
R0=(nx−ny)×d
Rth=〔(nx+ny)/2−nz〕×d
面内位相差値R0が40nm未満である場合、または100nmを超える場合には、パネルの視野角補償能が低下する傾向にある。また、厚み方向位相差値Rthが80nm未満である場合、または250nmを超える場合には、やはりパネルの視野角補償能が低下してしまう。なお、上述した面内位相差値R0および厚み方向位相差値Rthは、たとえばKOBRA 21ADH(王子計測機器(株)製)を用いて測定することができる。
【0089】
上述したような屈折率特性を有するノルボルネン系樹脂フィルムを得るには、延伸倍率と延伸速度とを適切に調整するほか、延伸時の予熱温度、延伸温度、ヒートセット温度、冷却温度などの各種温度、およびその変化パターンを適宜選択すればよい。比較的緩い条件で延伸を行なうことにより、このような屈折率特性が得られるが、たとえば延伸倍率は1.05〜1.6倍の範囲とするのが好ましく、さらには1.1〜1.5倍とするのがより好ましい。二軸延伸の場合には、最大延伸方向の延伸倍率が前記範囲となるようにすればよい。
【0090】
本発明に用いられる延伸が施されたノルボルネン系樹脂フィルムは、その厚みについては特に制限されないが、20〜80μmの範囲内であることが好ましく、40〜80μmの範囲内であることがより好ましい。ノルボルネン系樹脂フィルムの厚みが20μm未満である場合には、フィルムの取扱いが難しく、また所定の位相差値が発現し難くなる傾向にあるためであり、一方、ノルボルネン系樹脂フィルムの厚みが80μmを超える場合には、加工性に劣るものとなり、また、透明性が低下したり、得られた偏光板の重量が大きくなったりするなどの虞がある。
【0091】
(接着剤)
本発明の偏光板は、上述した偏光フィルムの両面に接着剤を介してポリプロピレン系樹脂フィルムと、たとえば上述したノルボルネン系樹脂フィルムとがそれぞれ貼合される。本発明の偏光板は、偏光フィルムの両面に貼合される樹脂フィルムに対して、それぞれ同種の接着剤を用いてもよく、また、それぞれ異種の接着剤を用いてもよい。接着剤層を薄くする観点から好ましい接着剤として、水系の接着剤、すなわち、接着剤成分を水に溶解させたものまたは水に分散させたものが挙げられる。また、接着強度の観点から好ましい接着剤として、それ自体が光により硬化する光硬化性接着剤が挙げられる。
【0092】
光硬化性接着剤としては、たとえば光硬化性エポキシ樹脂と光カチオン重合開始剤などの混合物が挙げられる。この接着剤と特定の紫外線吸収剤を添加したプロピレン系樹脂フィルムの組み合わせが、接着強度の点で最も好ましい。この光硬化性接着剤は、活性エネルギー線の照射により硬化される。活性エネルギー線の光源は特に限定されないが、波長400nm以下に発光分布を有する活性エネルギー線が好ましく、具体的には、低圧水銀灯、中圧水銀灯、高圧水銀灯、超高圧水銀灯、ケミカルランプ、ブラックライトランプ、マイクロウェーブ励起水銀灯、メタルハライドランプなどが好ましい。
【0093】
偏光フィルムに上述した透明樹脂フィルムを貼合する方法としては、通常一般に知られているものでもよく、たとえば、マイヤーバーコート法、グラビアコート法、カンマコーター法、ドクターブレード法、ダイコート法、ディップコート法、噴霧法などによって偏光フィルムおよび/またはそこに貼合されるフィルムの接着面に接着剤を塗布し、両者を重ね合わせる方法が挙げられる。上記の塗布方法の中で、塗布膜の厚み精度、塗布厚みや設備のサイズなどの観点からは、グラビアコート法またはダイコート法が好ましく、より好ましくは、同様の観点からグラビアコート法である。グラビアコート法とは、塗布量を考慮し、選択されるグラビアロールを用いる塗布法であり、塗布するフィルムの流れ方向に対し、反対方向に回転するグラビアロールを囲う位置にチャンバーを設置し、チャンバー内に液を供給する方式で塗布される方法である。接着剤を塗布した後、偏光フィルムとそれに接合されるフィルムをニップロールなどにより挟んで、貼り合わせる。
【0094】
また、偏光フィルムおよび/または透明樹脂フィルムの接着剤塗布面には、接着性を上げるため、プラズマ処理、コロナ処理、紫外線照射処理、フレーム(火炎)処理、ケン化処理などの表面処理を適宜施してもよい。ケン化処理としては、水酸化ナトリウムや水酸化カリウムのようなアルカリの水溶液に浸漬する方法が挙げられる。
【0095】
偏光フィルムの両面に、それぞれ接着剤層を介して透明樹脂フィルムを積層させた後、水系接着剤を用いた場合は、加熱処理を施して乾燥される。加熱処理は、たとえば熱風を吹き付けることにより行われ、その温度は、通常40〜100℃の範囲内であり、好ましくは60〜100℃の範囲内である。また、乾燥時間は通常、20〜1200秒である。この場合、接着剤層の厚みは0.1μm以下とすることができる。
【0096】
一方、光硬化性接着剤を用いた場合は、活性エネルギー線の照射によりその接着剤を硬化させ、偏光フィルムと両面の透明樹脂フィルムとを接着させる。この場合、接着剤層の厚みは、通常0.5〜5μmであり、好ましくは1〜4μm、さらに好ましくは1.5〜4μmである。接着剤層の厚みが0.5μm未満である場合には、接着が不十分である虞があり、また、接着剤層の厚みが5μmを超えると、偏光板の外観不良が生じる虞がある。
【0097】
(粘着剤)
本発明の偏光板は、透明樹脂フィルムの少なくともいずれかの上に積層された粘着剤層を有してもよい。この粘着剤層は、偏光板を液晶表示装置に適用する場合において、たとえば液晶セルとの貼合に好適に用いることができる。偏光フィルムの一方の面に造核剤を50〜6000ppmの範囲で含有するプロピレン系樹脂フィルムが貼合され、他方の面にノルボルネン系樹脂フィルムが貼合される場合、通常、粘着剤層は、ノルボルネン系樹脂フィルム上に設けられる。粘着剤層には、従来公知の適宜の粘着剤を特に制限なく用いることができ、たとえばアクリル系粘着剤、ウレタン系粘着剤、シリコーン系粘着剤などが挙げられる。中でも、透明性、粘着力、信頼性、リワーク性などの観点から、アクリル系粘着剤が好ましく用いられる。粘着剤層は、粘着剤を含む溶液をノルボルネン系樹脂フィルム上にダイコータやグラビアコータなどによって塗布し、乾燥させる方法によって設けることができるほか、離型処理が施されたプラスチックフィルム(セパレートフィルムと呼ばれる)上に形成された粘着剤層をノルボルネン系樹脂フィルムに転写する方法によっても設けることができる。粘着剤層の厚みは、一般に2〜40μmの範囲内であることが好ましい。
【0098】
(液晶表示装置)
本発明の偏光板は、液晶表示装置に好適に適用することができる。液晶表示装置において、本発明の偏光板は、粘着剤層を介して好ましくは液晶パネルの背面側に配置される。この際、本発明の偏光板は、そのプロピレン系樹脂フィルムが液晶セルから遠い側となるように、すなわちバックライトに対向するように配置される。かかる液晶表示装置は、本発明の偏光板を用いているため、耐久性に優れるとともに、表示性能の安定性に優れている。液晶表示装置において、上述した特徴以外の部分については、従来公知の液晶表示装置における適宜の構成を採用することができ、液晶表示装置が液晶パネル以外に通常備える構成部材(光拡散板、バックライトなど)を適宜備えることができる。なお、液晶パネルの「背面側」とは、液晶パネルを液晶表示装置に搭載したときのバックライト側を意味し、一方、液晶パネルの「前面側」とは、液晶パネルを液晶表示装置に搭載したときの視認側を意味する。
【実施例】
【0099】
以下に実施例を挙げて、本発明をさらに詳しく説明するが、本発明はこれらの例によって限定されるものではない。例中、含有量または使用量を表す%およびppmは、特に断りのない限り重量基準である。また、ヘイズの測定および表面の反射と拡散をなくした状態の全光線透過率の測定、位相差値の測定、引張弾性率の測定、単体透過率の測定、ならびに偏光板の耐久性評価は、それぞれ次に示す方法で行なった。
【0100】
[全ヘイズの測定および表面の反射と拡散をなくした状態の全光線透過率の測定]
JIS K7136:2000「プラスチック−透明材料のヘーズの求め方」に準拠する(株)村上色彩技術研究所製のヘイズメータHM150を用いて、フィルムの全ヘイズを測定した。また、フタル酸ジメチルで満たした石英セル中にフィルムを浸漬した状態で、同じヘイズメータを用いて全光線透過率を測定した。フタル酸ジメチルで満たした石英セル中にフィルムを浸漬した状態は、フィルムの内部ヘイズを測定するとき、すなわちフィルム表面の反射と拡散を事実上なくした状態に相当する。
【0101】
[位相差値の測定]
王子計測機器(株)製のKOBRA−WRを用いて、フィルムの面内位相差値R0および厚み方向位相差値Rthを測定した。
【0102】
[引張弾性率の測定]
(株)島津製作所製のオートグラフAG−1を用いて、温度23℃および80℃における引張弾性率を測定した。
【0103】
[単体透過率の測定]
日本分光(株)製の分光光度計V−7100を用いて、偏光フィルムおよび偏光板の単体透過率を測定した。
【0104】
[偏光板の耐久性評価]
偏光板を200mm×300mm(短辺が偏光板の吸収軸)にカットし、粘着剤を介してソーダガラスに貼合し、80℃乾燥状態のオーブンに入れて100時間保持した後、ガラスと偏光板の間に剥がれが発生しているかどうかを観察し、以下の基準で評価した。
【0105】
○:ガラス面からの偏光板の剥がれがないか、あっても1mmより小さい。
×:ガラス面からの偏光板の剥がれが1mm以上ある。
【0106】
<実施例1>
エチレン含量が0.4%でMFRが9g/10分のプロピレン/エチレン共重合体に、トリスアミド系造核剤であるN,N’,N’’−トリス(2−メチルシクロヘキシル)−プロパン−1,2,3−トリカルボキサミド〔上記式(10)の構造を有する、新日本理化(株)から入手〕を500ppm配合した樹脂組成物を、275℃に加熱した50mmφ押出機にて溶融混練し、次いで600mm巾のTダイより溶融状態で押出し、50℃に温度調節した冷却ロールで冷却して、厚さ75μmのフィルムを作製した。得られたプロピレン系樹脂フィルムの全ヘイズ、表面の反射と拡散をなくした状態の全光線透過率、位相差値(R0およびRth)、ならびに、23℃および80℃における引張弾性率を測定し、結果を表1にまとめた。なお、表面の反射と拡散をなくした状態の全光線透過率は、表1では単に「全光線透過率」という項目名で示した。また、この例におけるフィルムに製膜するときの加工特性は問題なかった。
【0107】
次に、上で作製したプロピレン系樹脂フィルムの片面にコロナ処理を施した後、コロナ処理面に光硬化性エポキシ樹脂と光カチオン重合開始剤とを含む光硬化性接着剤を厚さ4μmで塗工した。一方、二軸延伸され、厚さが50μm、面内位相差値R0が55nm、厚み方向位相差値Rthが124nmであるノルボルネン系樹脂フィルムの片面にコロナ処理を施した後、そのコロナ処理面に上と同じ光硬化性接着剤を厚さ4μmで塗工した。次いで、ポリビニルアルコールにヨウ素が吸着配向している偏光フィルムの一方の面に、上記プロピレン系樹脂フィルムの接着剤層を貼合するとともに、他方の面に上記ノルボルネン系樹脂フィルムの接着剤層を貼合し、100mmφの一対のニップロールで挟圧した。その後、ノルボルネン系樹脂フィルム側から紫外線を照射し、両方の接着剤層を硬化させて偏光板を作製した。こうして得られた偏光板の耐久性を上に示した方法で評価したところ、ガラス面と偏光板の間に剥がれは認められなかった。ここで用いた偏光フィルムは、それ自身では単体透過率が42.3%であったが、その両面に上記各樹脂フィルムを貼合して偏光板にしたときの単体透過率が41.9%となり、偏光板にしたときの単体透過率(%)の低下量(差)は0.4ポイントであった。偏光フィルム自体の単体透過率から偏光板にしたときの単体透過率(単位はいずれも%)を差し引いた値を、以下の例では「偏光板にしたときの単体透過率(%)の低下量」と呼び、表1では「透過率(%)低下量」という項目名で示す。
【0108】
<実施例2>
造核剤の配合量を1000ppmに変更した以外は実施例1と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。また、この例におけるフィルムを製膜するときの加工特性は問題なかった。ここで得られたプロピレン系樹脂フィルムを用いたこと以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に剥がれは認められなかった。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0109】
<実施例3>
造核剤を、カルボン酸金属塩系造核剤であるシクロヘキサン−1,2−ジカルボン酸カルシウム〔上記式(2)の構造を有する、米国のMILIKEN CHEMICAL社から入手〕に変更し、その量を1000ppmとした以外は実施例1と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。冷却ロールとの密着性は目視できる範囲では良好であったが、冷却ロールを通過した時点で、幅方向中央部分の表面にややムラが観察された(分からない範囲で密着性が良好ではなかった)。ここで得られたプロピレン系樹脂フィルムを用いたこと以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に剥がれは認められなかった。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0110】
<実施例4>
造核剤の配合量を3000ppmとした以外は実施例3と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。冷却ロールとの密着性は目視できる範囲では良好であったが、冷却ロールを通過した時点で、幅方向中央部分の表面にややムラが観察された(分からない範囲で密着性が良好ではなかった)。ここで得られたプロピレン系樹脂フィルムを用いたこと以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に剥がれは認められなかった。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0111】
<実施例5>
造核剤の配合量を5000ppmとした以外は実施例3と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。冷却ロールとの密着性は目視できる範囲では良好であったが、冷却ロールを通過した時点で、幅方向中央部分の表面にややムラが観察された(分からない範囲で密着性が良好ではなかった)。ここで得られたプロピレン系樹脂フィルムを用いたこと以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に剥がれは認められなかった。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0112】
<実施例6>
造核剤を、ソルビトール系造核剤である1−O,3−O;2−O,4−O−ビス(4−プロピルベンジリデン)−1−プロピル−D−ソルビトール〔前記式(8)の構造を有する、米国のMILIKEN CHEMICAL社から入手〕に変更し、その量を3000ppmとした以外は実施例1と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。フィルムを製膜するときの加工特性は問題なかった。ここで得られたプロピレン系樹脂フィルムを用いたこと以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に剥がれは認められなかった。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0113】
<実施例7>
造核剤の配合量を5000ppmとした以外は実施例6と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。フィルムを製膜するときの加工特性は問題なかった。ここで得られたプロピレン系樹脂フィルムを用いたこと以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に剥がれは認められなかった。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0114】
<実施例8>
造核剤を、リン酸エステル金属塩系造核剤である[リン酸{2,2’−メチレンビス(4,6−ジ−tert−ブチルフェニル)}]ナトリウム〔上記式(3)の構造を有する、(株)ADEKAから入手〕に変更し、その量を2000ppmとした以外は実施例1と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。冷却ロールとの密着性は目視できる範囲では良好であったが、冷却ロールを通過した時点で、幅方向中央部分の表面にややムラが観察された(分からない範囲で密着性が良好ではなかった)。ここで得られたプロピレン系樹脂フィルムを用いたこと以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に剥がれは認められなかった。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0115】
<比較例1>
プロピレン系樹脂に造核剤を配合しなかったこと以外は実施例1と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。フィルムを製膜するときの加工特性は問題なかった。ここで得られたプロピレン系樹脂フィルムを用いる以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に1.1mmの剥がれが発生していた。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0116】
<比較例2>
Tダイから押出されたプロピレン系樹脂を冷却するための冷却ロールの温度を20℃に変更したこと以外は、比較例1と同様にして、プロピレン系樹脂フィルムを作製した。得られたプロピレン系樹脂フィルムの物性は、表1にまとめた。フィルムを製膜するときの加工特性は問題なかった。ここで得られたプロピレン系樹脂フィルムを用いる以外は、実施例1と同様にして偏光板を作製し、耐久性を評価したところ、ガラス面と偏光板の間に1.3mmの剥がれが発生していた。偏光板にしたときの単体透過率(%)の低下量は、表1に示した。
【0117】
【表1】
【0118】
表1中の「加工性」の評価基準は以下のとおりとした。
(加工性)
○:フィルムと冷却ロールとの密着性が良好、
△:フィルムと冷却ロールとの密着性にやや欠ける。
【0119】
<実施例9>
トリスアミド系造核剤であるN,N’,N’’−トリス(2−メチルシクロヘキシル)−プロパン−1,2,3−トリカルボキサミドの配合量を100ppmに変更した以外は実施例1と同様にして、プロピレン系樹脂フィルムを作製し、さらにそのプロピレン系樹脂フィルムを用いて実施例1と同様の方法で偏光板を作製した。プロピレン系樹脂フィルムを製膜するときの加工特性は問題なかった。プロピレン系樹脂フィルムの物性、偏光板の耐久性試験結果、および偏光板にしたときの単体透過率(%)の低下量を、表1と同じ要領で表2にまとめた。
【0120】
<実施例10>
カルボン酸金属塩系造核剤であるシクロヘキサン−1,2−ジカルボン酸カルシウムの配合量を100ppmに変更した以外は実施例3と同様にして、プロピレン系樹脂フィルムを作製し、さらにそのプロピレン系樹脂フィルムを用いて実施例3と同様の方法で偏光板を作製した。プロピレン系樹脂フィルムを製膜するときの加工特性は問題なかった。プロピレン系樹脂フィルムの物性、偏光板の耐久性試験結果、および偏光板にしたときの単体透過率(%)の低下量を、表1と同じ要領で表2にまとめた。
【0121】
【表2】
【0122】
表1に示すとおり、造核剤を500ppm以上配合して適切な条件で製膜することにより、得られるプロピレン系樹脂フィルムは全ヘイズの小さいものとなり、80℃における引張弾性率も200MPa以上となって剛性が付与され、それを適用した偏光板は耐久性に優れたものとなる。この場合のプロピレン系樹脂フィルムは、表面の反射と拡散をなくした状態の全光線透過率が100%をやや下回る値となり、偏光板にしたときの単体透過率(%)の低下量がやや大きくなる。
【0123】
これに対し、表2に示すとおり、造核剤の配合量を250ppm以下にすれば、得られるプロピレン系樹脂フィルムは全ヘイズがやや大きくなるものの、80℃における引張弾性率が200MPa以上となって剛性が付与され、それを適用した偏光板は耐久性に優れたものとなる。そしてこの場合のプロピレン系樹脂フィルムは、表面の反射と拡散をなくした状態の全光線透過率が概ね100%となり、偏光板にしたときの単体透過率(%)の低下量が一層小さくなる。
【特許請求の範囲】
【請求項1】
ポリビニルアルコール系樹脂からなる偏光フィルムの両面にそれぞれ接着剤を介して透明樹脂フィルムが貼合されている偏光板であって、
前記透明樹脂フィルムの少なくとも一方は、造核剤を50〜6000ppmの範囲で含有するプロピレン系樹脂フィルムである、偏光板。
【請求項2】
前記透明樹脂フィルムの一方が造核剤を50〜6000ppmの範囲で含有するプロピレン系樹脂フィルムであり、前記透明樹脂フィルムの他方がノルボルネン系樹脂フィルムである、請求項1に記載の偏光板。
【請求項3】
前記ポリプロピレン系樹脂フィルムは、造核剤を250〜6000ppmの範囲で含有する請求項1または2に記載の偏光板。
【請求項4】
前記ポリプロピレン系樹脂フィルムは、造核剤を50〜250ppmの範囲で含有する請求項1または2に記載の偏光板。
【請求項5】
前記造核剤は、下記構造式で示されるシクロヘキサン−1,2−ジカルボン酸カルシウムである、請求項1〜4のいずれかに記載の偏光板。
【化1】
【請求項6】
前記造核剤は、下記構造式で示されるN,N’,N’’−トリス(2−メチルシクロヘキシル)−プロパン−1,2,3−トリカルボキサミドである、請求項1〜4のいずれかに記載の偏光板。
【化2】
【請求項1】
ポリビニルアルコール系樹脂からなる偏光フィルムの両面にそれぞれ接着剤を介して透明樹脂フィルムが貼合されている偏光板であって、
前記透明樹脂フィルムの少なくとも一方は、造核剤を50〜6000ppmの範囲で含有するプロピレン系樹脂フィルムである、偏光板。
【請求項2】
前記透明樹脂フィルムの一方が造核剤を50〜6000ppmの範囲で含有するプロピレン系樹脂フィルムであり、前記透明樹脂フィルムの他方がノルボルネン系樹脂フィルムである、請求項1に記載の偏光板。
【請求項3】
前記ポリプロピレン系樹脂フィルムは、造核剤を250〜6000ppmの範囲で含有する請求項1または2に記載の偏光板。
【請求項4】
前記ポリプロピレン系樹脂フィルムは、造核剤を50〜250ppmの範囲で含有する請求項1または2に記載の偏光板。
【請求項5】
前記造核剤は、下記構造式で示されるシクロヘキサン−1,2−ジカルボン酸カルシウムである、請求項1〜4のいずれかに記載の偏光板。
【化1】
【請求項6】
前記造核剤は、下記構造式で示されるN,N’,N’’−トリス(2−メチルシクロヘキシル)−プロパン−1,2,3−トリカルボキサミドである、請求項1〜4のいずれかに記載の偏光板。
【化2】
【図1】

【図2】
【図2】
【公開番号】特開2012−215856(P2012−215856A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2012−65347(P2012−65347)
【出願日】平成24年3月22日(2012.3.22)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成24年3月22日(2012.3.22)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]