
側面潰し鋼管およびその製造方法
【課題】柵の素材等として用いられる管体として、耐久性があって、当該管体と他の部材との接合が簡便に行え、しかも両者間の接合強度を高くすることができる管体を低コストで提供する。
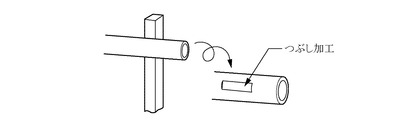
【解決手段】素材鋼管の所要箇所側面に相手材を固定するための所定の長さの押込み平坦部を設ける。
この鋼管を支柱21とし、前記押込み平坦部に相手材である横桟22を押し当て、その当接部を溶接接合して柵を構築する。ビスねじ込みによって接合しても良い。
【解決手段】素材鋼管の所要箇所側面に相手材を固定するための所定の長さの押込み平坦部を設ける。
この鋼管を支柱21とし、前記押込み平坦部に相手材である横桟22を押し当て、その当接部を溶接接合して柵を構築する。ビスねじ込みによって接合しても良い。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、道路の路肩や橋梁の端桁に沿って立設される柵の素材として好適な側面に潰し加工部を有する鋼管およびその製造方法に関する。
【背景技術】
【0002】
従来から、道路の路肩や橋梁端桁の安全対策として、或いは動物園や水族館等の展示構造物の領域区分けのために柵を設置している。
通常、このような簡便な柵では、基礎に固定した支柱に対して、横桟を配するとともに、必要に応じてさらに縦桟も配している。例えば特許文献1に見られる通りである。
これらの支柱や横桟、縦桟として、アルミニウム合金管も用いられているが、機械的特性や耐久性に優れた鋼管が多用されている。
【0003】
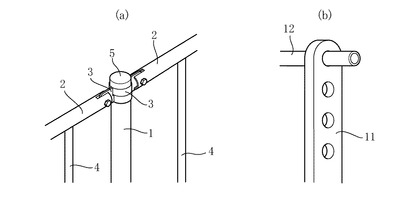
前記支柱間に横桟を架け渡す方法として、例えば図1(a)に見られるように、管体からなる支柱1の上端近傍に特殊形状のブラケット3を取り付け、このブラケット3に横桟2を取り付けている(特許文献1参照)。なお同図中の4は縦桟であり、5は支柱の上端に被せたキャップである。
また、図1(b)に見られるように、所要部位に貫通孔を穿った支柱11の前記孔に管体を挿通させた形態の柵構造も見られる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−75402号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、前記図1(a)に見られるような柵構造では、特殊形状のブラケットやボルトを準備する必要があるばかりでなく、横桟となる管体もその端部に細工を施す必要がある。したがって、多数の副資材が必要となるばかりでなく、設置に多大な手間が必要となって、コスト高となってしまう。
また、図1(b)に見られるような柵構造であっても、支柱として特殊な形状のものを準備する必要があり、コスト高は免れない。
【0006】
そこで、低コスト化のために、単純な形状の管体からなる支柱間に単純な形状の管体や板材からなる横桟を架け渡す態様も想定できるが、支柱と横桟の固定を如何なる手段で行うかの問題が発生する。
特殊時具を用いようとすると副資材と手間が必要となり、コスト高となってしまう。溶接接合を行なおうとしても、両者間の接地面積が狭いために接合力の弱い構造体となってしまう。単純な溶接接合手段は堅牢な柵構造体を得る観点からは十分ではない。
【0007】
本発明は、このような問題を解消すべく案出されたものであり、柵の素材等として用いられる管体として、耐久性があって、当該管体と他の部材との接合が簡便に行え、しかも両者間の接合強度を高くすることができる管体を低コストで提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の側面潰し鋼管は、その目的を達成するため、鋼管の所要箇所の側面に相手材を固定するための所定の長さの押込み平坦部が設けられていることを特徴とする。
本発明の側面潰し鋼管は亜鉛系めっき鋼管、特にZn−Al−Mg系の合金めっき鋼管を素材としたものが好ましい。
【0009】
本発明の側面潰し鋼管の製造方法は、被加工鋼管の外径と同じ内径の円筒面を有しその途中位置に前記円筒面の中心軸と平行な平坦面を備えた所定長さの突出部が設けられた外上金型と、被加工鋼管の外径と同じ内径の円筒面を有する外下金型とからなる外金型、および支持棒の一端に被加工鋼管の内径に合致する外径の円柱部を有する後端加工保持部と当該後端加工保持部の前方に被加工鋼管の中心軸と平行な平坦面を備えた所定長さの窪みが設けられた押込み平坦面形成部が固設されるとともに当該押込み平坦面形成部のさらに前方に被加工鋼管の内径に合致する外径の二つの部分円柱部と当該部分円柱部間を結ぶ二つの平面部を有し当該二つの平面部間が被加工押込み面の間隔と合致する先端加工保持部が前記押込み平坦面形成部に対して90°回転自在に取り付けられた内金型を準備し、前記外上金型と間隔をあけて配置された外下金型上に、被加工鋼管を載置するとともに当該被加工鋼管内に前記内金型を挿入するか、あるいは前記内金型を挿入した被加工鋼管を載置して、内金型の押込み平坦面形成部位置を外上金型の突出部位置に合わせた後、前記内金型の先端加工保持部の部分円柱部の向きが押込み平坦面形成部の部分円柱部の向きと90°ずれるようにセットし、その後に前記外上金型を前記外下金型方向に押圧することにより、被加工鋼管に押込み平坦部を形成し、その後に外上金型の押圧を解除するとともに前記先端加工保持部のみを90°回転させてその部分円柱部の向きを押込み平坦面形成部の部分円柱部の向きに合わせて前記内金型全体を被加工管から取り出すことを特徴とする。
【発明の効果】
【0010】
鋼管側面に、所定の長さの押込み平坦部に設けることにより、例えば支柱間に横桟を架け渡して構築する柵に用いられる支柱用の鋼管を低コストで提供することができる。本発明鋼管の押込み平坦部に横桟となる平鋼を当て、溶接接合によって接合強度が強く堅牢な柵構造体が得られることになる。押込み平坦部に横桟を埋める形態となるために突出部が少なくなり、スペース確保の観点からも有用である。
しかも、ブラケット等の副資材を用いる必要がないので、資材管理が容易に行えるばかりでなく、柵等の構築物も簡便に構築できる。
【図面の簡単な説明】
【0011】
【図1】支柱に横桟を配した柵の一般的な構造を紹介する図
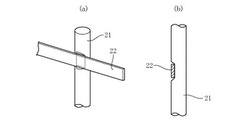
【図2】本発明鋼管を用いた柵の支柱と横桟の接続構造を説明する図(その1)
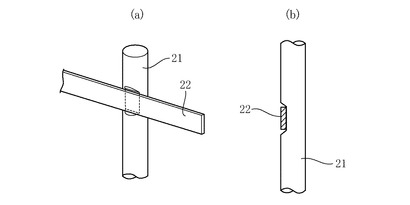
【図3】本発明鋼管を用いた柵の支柱と横桟の接続構造を説明する図(その2)
【図4】本発明鋼管を製造するための内金型の形状を説明する斜視図
【図5】本発明鋼管を製造するための金型の配置状況を説明する斜視図
【図6】本発明鋼管を製造するための外金型の形状を説明する正面図
【発明を実施するための最良の形態】
【0012】
前記した通り、柵の素材として単純な形状の鋼管を用い、例えば鋼管の支柱間に平鋼からなる横桟を架け渡して両者間を溶接接合しようとすると、両者間の接地面積が狭いために接合力の弱い構造体となってしまう。堅牢さの観点からは十分なものは望めない。
そこで、本発明者等は、図2に示すように、例えば支柱となる鋼管側面の横桟接合部に、横桟を受け入れるための押込み平坦部を潰し加工により形成し、この押込み平坦部に横桟を当接させ、溶接接合すれば堅牢な接合構造が得られることを見出した。
【0013】
また、図3に示すように、例えば横桟として鋼管を使用する場合にも、当該鋼管の支柱接合部に、支柱を受け入れるための押込み平坦部を形成し、この押込み平坦部に支柱を当接させ、溶接接合すれば堅牢な接合構造が得られる。この際、支柱として鋼管を用いる際には、支柱となる鋼管にも、横桟接合部に押込み平坦部を形成しておく必要がある。
支柱と横桟とが互いに平坦面で当接される形態となるため、両者間の接地面積が大きくなり、溶接接合したときに接合力の強い構造体が得られる。
【0014】
また、本発明で提供される側面潰し鋼管は、標識や案内板、或いは看板等を固定・支持する支柱としても使用できる。
例えば、鋼管の適宜箇所側面に本発明の押込み平坦部を形成し、この押込み平坦部に案内板の枠体を固着すれば、支柱掲示の案内板が容易に構築できる。枠体を直接固定するのではなく、ブラケットを介して固定してもよい。
更に、同様な加工を施すことにより、自動車のサイドインパクトバーやインパネリンフォースメントへの適用も可能となる。
【0015】
以下にその詳細を説明する。
まず、本発明の側面潰しを製造することが可能な金型について説明する。その金型の最も特徴とする点は、内金型の構造・機能にある。
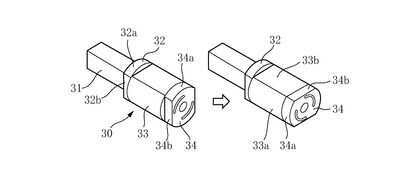
すなわち、図4に示すように、内金型30は、支持棒31の一端に、被加工鋼管の内径に合致する外径の円柱部を有する後端加工保持部32を備えている。そしてその後端加工保持部32の前方に、被加工鋼管の中心軸と平行な平坦面を備え、当該平坦面が被加工鋼管の内径に合致する外径の二つの部分円柱部33aに繋がる所定長さの窪み33bを設けた押込み平坦面形成部33が固設されている。さらにその押込み平坦面形成部33の前方に、二つの部分円柱部34aと、当該部分円柱部間を結ぶ二つの平面部34bを有し、当該二つの平面部間が被加工押込み平坦面の間隔と合致する先端加工保持部34が取り付けられている。この先端加工保持部34は、図示は省略するが、支持棒31を貫通する中心棒に繋がれて前記後端加工保持部32および前記押込み平坦面形成部33に対して90°回転自在に取り付けられている。
【0016】
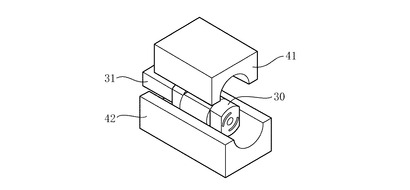
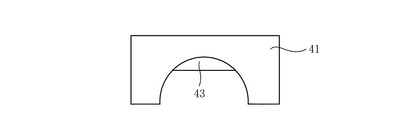
外金型は、図5,6に示すように、被加工鋼管の外径と同じ内径の円筒面を有しその途中位置に前記円筒面の中心軸と平行な平坦面を備えた所定長さの突出部が設けられた外上金型41と、被加工鋼管の外径と同じ内径の円筒面を有する外下金型42とから構成されている。
そして、その外金型41,42内に、被加工鋼管(図示せず)および内金型30が挿入され、被加工鋼管の所要箇所に押込み平坦部が形成される。
次に、その形成工程を順に説明する。
【0017】
前記外上金型41と間隔をあけて配置された外下金型42上に被加工鋼管を載置し、載置された被加工鋼管内に前記内金型30を挿入する。あるいは別の場所で前記内金型30を挿入した被加工鋼管を外下金型42上に載置する。そして、内金型の押込み平坦面形成部33の位置を外上金型41の突出部43の位置に合わせる。その後、前記内金型30の先端加工保持部34の部分円柱部34aの向きが押込み平坦面形成部33の部分円柱部33aの向きと90°ずれるようにセットする。なお、被加工鋼管内に内金型30を挿入する前に、前記内金型の先端加工保持部34の部分円柱部34aの向きが押込み平坦面形成部33の部分円柱部33aの向きと90°ずれるように合わせておくことが好ましい。
【0018】
その後に前記外上金型41を前記外下金型42方向に押圧することにより、被加工鋼管の側面に押込み平坦部を形成する。押込み平坦部を形成した後、外上金型41の押圧を解除する。その後、前記先端加工保持部34のみを90°回転し、その部分円柱部34a向きを押込み平坦面形成部33の部分円柱部33aの向きに合わせる。その後に、前記内金型30全体を被加工管から取り出す。この一連の工程により、側面に押込み平坦部が形成された鋼管が得られる。
【0019】
なお、柵によっては、例えば駅ホームや展望台のコーナー部等、支柱に対して二本の横桟を直行させて架け渡すこともある。このような場合には、支柱となる鋼管の側面に平坦面を有する二つの押込み平坦部を、互いに直交するように形成することが好ましい。
そこで、次に二つの押込み平坦部を形成する手順について説明する。
【0020】
一つ目の押込み部の形成は前記の通りである。一つ目の押込み部を形成した後、外上金型41の押圧を解除するとともに前記先端加工保持部34のみを90°回転させてその部分円柱部34aの向きを押込み平坦面形成部33の部分円柱部33aの向きに合わせる。この状態で、形成された押込み部の長さと先端加工保持部34の長さを足し合わせた長さ以上被加工鋼管を押込みかつ周方向に90°回転させる。この状態で、先端加工保持部34を被加工鋼管とともに押込み平坦面形成部33および後端加工保持部32に対して90°回転させ、その後に前記外上金型41を再び前記外下金型42方向に押圧する。この工程により、被加工鋼管に二つ目の押込み平坦部が一つ目の押込み平坦部に対して直交する方向に形成される。その後、前記外上金型41の押圧を解除するとともに前記先端加工保持部34のみを90°回転させてその部分円柱部34aの向きを押込み平坦面形成部33の部分円柱部33aの向きに合わせて前記内金型全体を被加工管から取り出すことにより、鋼管の長手方向の近接する2箇所に、互いに直交する方向に、合せて二つの押込み平坦部が形成された支柱用鋼管が得られる。
【0021】
ところで、支柱材や横桟材として鋼管を用いようとすると、耐久性の観点からこれらの鋼管としては耐食性に優れたものが好ましい。
したがって、本発明の側面潰し鋼管としても、Zn系めっきが施された鋼管を素材としたものが好ましい。特に、Al:4.0〜10.0質量%、Mg:1.0〜4.0質量%を含み、残部がZnからなるもの、さらに微量のTiやBを含むもの、あるいはさらにSiを含むZn−Al−Mg系合金めっきが施された鋼管を素材としたものが好ましい。
【0022】
最後に、本発明で提供される側面潰し鋼管の好ましい使用形態を説明する。
図2に示すように、平坦面を有する押込み平坦部が形成された鋼管を支柱21とし、支柱21間に平鋼からなる横桟22を架け渡し、支柱21の押込み平坦部に横桟22を押し当てて当接部を溶接接合する。ビスのねじ込みによる接合でもよい。
横桟22を支柱21に順次固定することにより、柵が構築される。
図3に示すように、本発明鋼管を横桟に用いてもよい。この場合、支柱は角管でも円管でもよい。円管を支柱とする場合には、当該支柱にも接地面積を確保するために本発明鋼管を用いる必要がある。
【技術分野】
【0001】
本発明は、道路の路肩や橋梁の端桁に沿って立設される柵の素材として好適な側面に潰し加工部を有する鋼管およびその製造方法に関する。
【背景技術】
【0002】
従来から、道路の路肩や橋梁端桁の安全対策として、或いは動物園や水族館等の展示構造物の領域区分けのために柵を設置している。
通常、このような簡便な柵では、基礎に固定した支柱に対して、横桟を配するとともに、必要に応じてさらに縦桟も配している。例えば特許文献1に見られる通りである。
これらの支柱や横桟、縦桟として、アルミニウム合金管も用いられているが、機械的特性や耐久性に優れた鋼管が多用されている。
【0003】
前記支柱間に横桟を架け渡す方法として、例えば図1(a)に見られるように、管体からなる支柱1の上端近傍に特殊形状のブラケット3を取り付け、このブラケット3に横桟2を取り付けている(特許文献1参照)。なお同図中の4は縦桟であり、5は支柱の上端に被せたキャップである。
また、図1(b)に見られるように、所要部位に貫通孔を穿った支柱11の前記孔に管体を挿通させた形態の柵構造も見られる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−75402号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、前記図1(a)に見られるような柵構造では、特殊形状のブラケットやボルトを準備する必要があるばかりでなく、横桟となる管体もその端部に細工を施す必要がある。したがって、多数の副資材が必要となるばかりでなく、設置に多大な手間が必要となって、コスト高となってしまう。
また、図1(b)に見られるような柵構造であっても、支柱として特殊な形状のものを準備する必要があり、コスト高は免れない。
【0006】
そこで、低コスト化のために、単純な形状の管体からなる支柱間に単純な形状の管体や板材からなる横桟を架け渡す態様も想定できるが、支柱と横桟の固定を如何なる手段で行うかの問題が発生する。
特殊時具を用いようとすると副資材と手間が必要となり、コスト高となってしまう。溶接接合を行なおうとしても、両者間の接地面積が狭いために接合力の弱い構造体となってしまう。単純な溶接接合手段は堅牢な柵構造体を得る観点からは十分ではない。
【0007】
本発明は、このような問題を解消すべく案出されたものであり、柵の素材等として用いられる管体として、耐久性があって、当該管体と他の部材との接合が簡便に行え、しかも両者間の接合強度を高くすることができる管体を低コストで提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の側面潰し鋼管は、その目的を達成するため、鋼管の所要箇所の側面に相手材を固定するための所定の長さの押込み平坦部が設けられていることを特徴とする。
本発明の側面潰し鋼管は亜鉛系めっき鋼管、特にZn−Al−Mg系の合金めっき鋼管を素材としたものが好ましい。
【0009】
本発明の側面潰し鋼管の製造方法は、被加工鋼管の外径と同じ内径の円筒面を有しその途中位置に前記円筒面の中心軸と平行な平坦面を備えた所定長さの突出部が設けられた外上金型と、被加工鋼管の外径と同じ内径の円筒面を有する外下金型とからなる外金型、および支持棒の一端に被加工鋼管の内径に合致する外径の円柱部を有する後端加工保持部と当該後端加工保持部の前方に被加工鋼管の中心軸と平行な平坦面を備えた所定長さの窪みが設けられた押込み平坦面形成部が固設されるとともに当該押込み平坦面形成部のさらに前方に被加工鋼管の内径に合致する外径の二つの部分円柱部と当該部分円柱部間を結ぶ二つの平面部を有し当該二つの平面部間が被加工押込み面の間隔と合致する先端加工保持部が前記押込み平坦面形成部に対して90°回転自在に取り付けられた内金型を準備し、前記外上金型と間隔をあけて配置された外下金型上に、被加工鋼管を載置するとともに当該被加工鋼管内に前記内金型を挿入するか、あるいは前記内金型を挿入した被加工鋼管を載置して、内金型の押込み平坦面形成部位置を外上金型の突出部位置に合わせた後、前記内金型の先端加工保持部の部分円柱部の向きが押込み平坦面形成部の部分円柱部の向きと90°ずれるようにセットし、その後に前記外上金型を前記外下金型方向に押圧することにより、被加工鋼管に押込み平坦部を形成し、その後に外上金型の押圧を解除するとともに前記先端加工保持部のみを90°回転させてその部分円柱部の向きを押込み平坦面形成部の部分円柱部の向きに合わせて前記内金型全体を被加工管から取り出すことを特徴とする。
【発明の効果】
【0010】
鋼管側面に、所定の長さの押込み平坦部に設けることにより、例えば支柱間に横桟を架け渡して構築する柵に用いられる支柱用の鋼管を低コストで提供することができる。本発明鋼管の押込み平坦部に横桟となる平鋼を当て、溶接接合によって接合強度が強く堅牢な柵構造体が得られることになる。押込み平坦部に横桟を埋める形態となるために突出部が少なくなり、スペース確保の観点からも有用である。
しかも、ブラケット等の副資材を用いる必要がないので、資材管理が容易に行えるばかりでなく、柵等の構築物も簡便に構築できる。
【図面の簡単な説明】
【0011】
【図1】支柱に横桟を配した柵の一般的な構造を紹介する図
【図2】本発明鋼管を用いた柵の支柱と横桟の接続構造を説明する図(その1)
【図3】本発明鋼管を用いた柵の支柱と横桟の接続構造を説明する図(その2)
【図4】本発明鋼管を製造するための内金型の形状を説明する斜視図
【図5】本発明鋼管を製造するための金型の配置状況を説明する斜視図
【図6】本発明鋼管を製造するための外金型の形状を説明する正面図
【発明を実施するための最良の形態】
【0012】
前記した通り、柵の素材として単純な形状の鋼管を用い、例えば鋼管の支柱間に平鋼からなる横桟を架け渡して両者間を溶接接合しようとすると、両者間の接地面積が狭いために接合力の弱い構造体となってしまう。堅牢さの観点からは十分なものは望めない。
そこで、本発明者等は、図2に示すように、例えば支柱となる鋼管側面の横桟接合部に、横桟を受け入れるための押込み平坦部を潰し加工により形成し、この押込み平坦部に横桟を当接させ、溶接接合すれば堅牢な接合構造が得られることを見出した。
【0013】
また、図3に示すように、例えば横桟として鋼管を使用する場合にも、当該鋼管の支柱接合部に、支柱を受け入れるための押込み平坦部を形成し、この押込み平坦部に支柱を当接させ、溶接接合すれば堅牢な接合構造が得られる。この際、支柱として鋼管を用いる際には、支柱となる鋼管にも、横桟接合部に押込み平坦部を形成しておく必要がある。
支柱と横桟とが互いに平坦面で当接される形態となるため、両者間の接地面積が大きくなり、溶接接合したときに接合力の強い構造体が得られる。
【0014】
また、本発明で提供される側面潰し鋼管は、標識や案内板、或いは看板等を固定・支持する支柱としても使用できる。
例えば、鋼管の適宜箇所側面に本発明の押込み平坦部を形成し、この押込み平坦部に案内板の枠体を固着すれば、支柱掲示の案内板が容易に構築できる。枠体を直接固定するのではなく、ブラケットを介して固定してもよい。
更に、同様な加工を施すことにより、自動車のサイドインパクトバーやインパネリンフォースメントへの適用も可能となる。
【0015】
以下にその詳細を説明する。
まず、本発明の側面潰しを製造することが可能な金型について説明する。その金型の最も特徴とする点は、内金型の構造・機能にある。
すなわち、図4に示すように、内金型30は、支持棒31の一端に、被加工鋼管の内径に合致する外径の円柱部を有する後端加工保持部32を備えている。そしてその後端加工保持部32の前方に、被加工鋼管の中心軸と平行な平坦面を備え、当該平坦面が被加工鋼管の内径に合致する外径の二つの部分円柱部33aに繋がる所定長さの窪み33bを設けた押込み平坦面形成部33が固設されている。さらにその押込み平坦面形成部33の前方に、二つの部分円柱部34aと、当該部分円柱部間を結ぶ二つの平面部34bを有し、当該二つの平面部間が被加工押込み平坦面の間隔と合致する先端加工保持部34が取り付けられている。この先端加工保持部34は、図示は省略するが、支持棒31を貫通する中心棒に繋がれて前記後端加工保持部32および前記押込み平坦面形成部33に対して90°回転自在に取り付けられている。
【0016】
外金型は、図5,6に示すように、被加工鋼管の外径と同じ内径の円筒面を有しその途中位置に前記円筒面の中心軸と平行な平坦面を備えた所定長さの突出部が設けられた外上金型41と、被加工鋼管の外径と同じ内径の円筒面を有する外下金型42とから構成されている。
そして、その外金型41,42内に、被加工鋼管(図示せず)および内金型30が挿入され、被加工鋼管の所要箇所に押込み平坦部が形成される。
次に、その形成工程を順に説明する。
【0017】
前記外上金型41と間隔をあけて配置された外下金型42上に被加工鋼管を載置し、載置された被加工鋼管内に前記内金型30を挿入する。あるいは別の場所で前記内金型30を挿入した被加工鋼管を外下金型42上に載置する。そして、内金型の押込み平坦面形成部33の位置を外上金型41の突出部43の位置に合わせる。その後、前記内金型30の先端加工保持部34の部分円柱部34aの向きが押込み平坦面形成部33の部分円柱部33aの向きと90°ずれるようにセットする。なお、被加工鋼管内に内金型30を挿入する前に、前記内金型の先端加工保持部34の部分円柱部34aの向きが押込み平坦面形成部33の部分円柱部33aの向きと90°ずれるように合わせておくことが好ましい。
【0018】
その後に前記外上金型41を前記外下金型42方向に押圧することにより、被加工鋼管の側面に押込み平坦部を形成する。押込み平坦部を形成した後、外上金型41の押圧を解除する。その後、前記先端加工保持部34のみを90°回転し、その部分円柱部34a向きを押込み平坦面形成部33の部分円柱部33aの向きに合わせる。その後に、前記内金型30全体を被加工管から取り出す。この一連の工程により、側面に押込み平坦部が形成された鋼管が得られる。
【0019】
なお、柵によっては、例えば駅ホームや展望台のコーナー部等、支柱に対して二本の横桟を直行させて架け渡すこともある。このような場合には、支柱となる鋼管の側面に平坦面を有する二つの押込み平坦部を、互いに直交するように形成することが好ましい。
そこで、次に二つの押込み平坦部を形成する手順について説明する。
【0020】
一つ目の押込み部の形成は前記の通りである。一つ目の押込み部を形成した後、外上金型41の押圧を解除するとともに前記先端加工保持部34のみを90°回転させてその部分円柱部34aの向きを押込み平坦面形成部33の部分円柱部33aの向きに合わせる。この状態で、形成された押込み部の長さと先端加工保持部34の長さを足し合わせた長さ以上被加工鋼管を押込みかつ周方向に90°回転させる。この状態で、先端加工保持部34を被加工鋼管とともに押込み平坦面形成部33および後端加工保持部32に対して90°回転させ、その後に前記外上金型41を再び前記外下金型42方向に押圧する。この工程により、被加工鋼管に二つ目の押込み平坦部が一つ目の押込み平坦部に対して直交する方向に形成される。その後、前記外上金型41の押圧を解除するとともに前記先端加工保持部34のみを90°回転させてその部分円柱部34aの向きを押込み平坦面形成部33の部分円柱部33aの向きに合わせて前記内金型全体を被加工管から取り出すことにより、鋼管の長手方向の近接する2箇所に、互いに直交する方向に、合せて二つの押込み平坦部が形成された支柱用鋼管が得られる。
【0021】
ところで、支柱材や横桟材として鋼管を用いようとすると、耐久性の観点からこれらの鋼管としては耐食性に優れたものが好ましい。
したがって、本発明の側面潰し鋼管としても、Zn系めっきが施された鋼管を素材としたものが好ましい。特に、Al:4.0〜10.0質量%、Mg:1.0〜4.0質量%を含み、残部がZnからなるもの、さらに微量のTiやBを含むもの、あるいはさらにSiを含むZn−Al−Mg系合金めっきが施された鋼管を素材としたものが好ましい。
【0022】
最後に、本発明で提供される側面潰し鋼管の好ましい使用形態を説明する。
図2に示すように、平坦面を有する押込み平坦部が形成された鋼管を支柱21とし、支柱21間に平鋼からなる横桟22を架け渡し、支柱21の押込み平坦部に横桟22を押し当てて当接部を溶接接合する。ビスのねじ込みによる接合でもよい。
横桟22を支柱21に順次固定することにより、柵が構築される。
図3に示すように、本発明鋼管を横桟に用いてもよい。この場合、支柱は角管でも円管でもよい。円管を支柱とする場合には、当該支柱にも接地面積を確保するために本発明鋼管を用いる必要がある。
【特許請求の範囲】
【請求項1】
鋼管の所要箇所の側面に相手材を固定するための所定の長さの押込み平坦部が設けられていることを特徴とする側面潰し鋼管。
【請求項2】
鋼管が亜鉛系めっき鋼管である請求項1に記載の側面潰し鋼管。
【請求項3】
被加工鋼管の外径と同じ内径の円筒面を有しその途中位置に前記円筒面の中心軸と平行な平坦面を備えた所定長さの突出部が設けられた外上金型と、被加工鋼管の外径と同じ内径の円筒面を有する外下金型とからなる外金型、および支持棒の一端に被加工鋼管の内径に合致する外径の円柱部を有する後端加工保持部と当該後端加工保持部の前方に被加工鋼管の中心軸と平行な平坦面を備えた所定長さの窪みが設けられた押込み平坦面形成部が固設されるとともに当該押込み平坦面形成部のさらに前方に被加工鋼管の内径に合致する外径の二つの部分円柱部と当該部分円柱部間を結ぶ二つの平面部を有し当該二つの平面部間が被加工押込み面の間隔と合致する先端加工保持部が前記押込み平坦面形成部に対して90°回転自在に取り付けられた内金型を準備し、前記外上金型と間隔をあけて配置された外下金型上に、被加工鋼管を載置するとともに当該被加工鋼管内に前記内金型を挿入するか、あるいは前記内金型を挿入した被加工鋼管を載置して、内金型の押込み平坦面形成部位置を外上金型の突出部位置に合わせた後、前記内金型の先端加工保持部の部分円柱部の向きが押込み平坦面形成部の部分円柱部の向きと90°ずれるようにセットし、その後に前記外上金型を前記外下金型方向に押圧することにより、被加工鋼管に押込み平坦部を形成し、その後に外上金型の押圧を解除するとともに前記先端加工保持部のみを90°回転させてその部分円柱部の向きを押込み平坦面形成部の部分円柱部の向きに合わせて前記内金型全体を被加工管から取り出すことを特徴とする側面潰し鋼管の製造方法。
【請求項1】
鋼管の所要箇所の側面に相手材を固定するための所定の長さの押込み平坦部が設けられていることを特徴とする側面潰し鋼管。
【請求項2】
鋼管が亜鉛系めっき鋼管である請求項1に記載の側面潰し鋼管。
【請求項3】
被加工鋼管の外径と同じ内径の円筒面を有しその途中位置に前記円筒面の中心軸と平行な平坦面を備えた所定長さの突出部が設けられた外上金型と、被加工鋼管の外径と同じ内径の円筒面を有する外下金型とからなる外金型、および支持棒の一端に被加工鋼管の内径に合致する外径の円柱部を有する後端加工保持部と当該後端加工保持部の前方に被加工鋼管の中心軸と平行な平坦面を備えた所定長さの窪みが設けられた押込み平坦面形成部が固設されるとともに当該押込み平坦面形成部のさらに前方に被加工鋼管の内径に合致する外径の二つの部分円柱部と当該部分円柱部間を結ぶ二つの平面部を有し当該二つの平面部間が被加工押込み面の間隔と合致する先端加工保持部が前記押込み平坦面形成部に対して90°回転自在に取り付けられた内金型を準備し、前記外上金型と間隔をあけて配置された外下金型上に、被加工鋼管を載置するとともに当該被加工鋼管内に前記内金型を挿入するか、あるいは前記内金型を挿入した被加工鋼管を載置して、内金型の押込み平坦面形成部位置を外上金型の突出部位置に合わせた後、前記内金型の先端加工保持部の部分円柱部の向きが押込み平坦面形成部の部分円柱部の向きと90°ずれるようにセットし、その後に前記外上金型を前記外下金型方向に押圧することにより、被加工鋼管に押込み平坦部を形成し、その後に外上金型の押圧を解除するとともに前記先端加工保持部のみを90°回転させてその部分円柱部の向きを押込み平坦面形成部の部分円柱部の向きに合わせて前記内金型全体を被加工管から取り出すことを特徴とする側面潰し鋼管の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−202394(P2011−202394A)
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願番号】特願2010−69933(P2010−69933)
【出願日】平成22年3月25日(2010.3.25)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願日】平成22年3月25日(2010.3.25)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
[ Back to top ]