
偽造防止媒体、偽造防止シート、及び、偽造防止媒体の強磁性材層のパターン形成方法
【課題】偽造品の製作を困難にし、かつ、真贋判別を容易に効率よく実施できる偽造防止媒体、偽造防止シート、及び、偽造防止媒体の強磁性材層のパターン形成方法を提供する。
【解決手段】偽造防止媒体(20)は、基材(21)と、基材(21)の一方の面側に設けられ、光の干渉によって生じる干渉縞を屈折率の異なる縞として層の厚さ方向に記録している体積型ホログラム層(22)と、体積型ホログラム層(22)の基材(21)とは反対の面側に設けられ、強磁性材料によってパターン状に形成される強磁性材層(23)とを備える。
【解決手段】偽造防止媒体(20)は、基材(21)と、基材(21)の一方の面側に設けられ、光の干渉によって生じる干渉縞を屈折率の異なる縞として層の厚さ方向に記録している体積型ホログラム層(22)と、体積型ホログラム層(22)の基材(21)とは反対の面側に設けられ、強磁性材料によってパターン状に形成される強磁性材層(23)とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、体積型ホログラム層及び強磁性材層を備えた偽造防止媒体、偽造防止シート、及び、偽造防止媒体の強磁性材層のパターン形成方法に関するものである。
【背景技術】
【0002】
商品券、ギフト券などの金券は、その価値から偽造防止機能が必要とされており、基材(金券)上にさまざまな対策が施されている(例えば、特許文献1参照)。
特許文献1は、真贋判定を容易に行なえるように、表面にホログラム層を設けた金券を開示している。このような金券は、ホログラム層として主に、表面に微細な凹凸が設けられることにより干渉縞が記録されるレリーフ型ホログラムが用いられているが、昨今のホログラム技術の普及及び偽造技術の高度化に伴い、レリーフ型ホログラムそのものが偽造されてしまい、本来の偽造判定、偽造防止としての機能が有効に果たせなくなる場合があった。
【特許文献1】特開平07−285286号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明の課題は、偽造品の製作を困難にし、かつ、真贋判別を容易に効率よく実施できる偽造防止媒体、偽造防止シート、及び、偽造防止媒体の強磁性材層のパターン形成方法を提供することである。
【課題を解決するための手段】
【0004】
本発明は、以下のような解決手段により、前記課題を解決する。なお、理解を容易にするために、本発明の実施形態に対応する符号を括弧内に付して説明するが、これに限定されるものではない。
請求項1の発明は、基材(21)と、前記基材(21)の一方の面側に設けられ、光の干渉によって生じる干渉縞を屈折率の異なる縞として層の厚さ方向に記録している体積型ホログラム層(22)と、前記体積型ホログラム層(22)の前記基材(21)とは反対の面側に設けられ、強磁性材料によってパターン状に形成される強磁性材層(23)と、を備える偽造防止媒体(20)である。
請求項2の発明は、請求項1に記載の偽造防止媒体(20)において、前記強磁性材層(23)は、特定の磁化特性を有したアモルファス強磁性材料によって形成されること、を特徴とする偽造防止媒体(20)である。
請求項3の発明は、請求項1又は請求項2に記載の偽造防止媒体(20−2)において、前記強磁性材層(23−2)と前記体積型ホログラム層(22)との間に、着色層を備えること、を特徴とする偽造防止媒体(20−2)である。
請求項4の発明は、請求項1又は請求項2に記載の偽造防止媒体(20)において、前記強磁性材層(23)の前記体積型ホログラム層(22)とは反対の面側に、着色層(24)を備えること、を特徴とする偽造防止媒体(20)である。
請求項5の発明は、請求項3又は請求項4に記載の偽造防止媒体(20−2)において、前記着色層(24−2)は、黒色インキによって形成されていること、を特徴とする偽造防止媒体(20−2)である。
請求項6の発明は、請求項1から請求項5までのいずれか1項に記載の偽造防止媒体(20)において、前記強磁性材層(23)の前記体積型ホログラム層(22)とは反対の面側に接着層(25)を備えること、を特徴とする偽造防止媒体(20)である。
請求項7の発明は、請求項6に記載の偽造防止媒体(20)において、前記基材(21)と前記体積型ホログラム層(22)との間に剥離層(26)を備えること、を特徴とする偽造防止媒体(20−2)である。
請求項8の発明は、請求項7に記載の偽造防止媒体(20−2)において、当該偽造防止媒体(20)は、前記剥離層(26)によって前記基材(21)から剥がされた状態で貼付対象物に前記接着層(27)によって貼付されること、を特徴とする偽造防止媒体(20−2)である。
【0005】
請求項9の発明は、請求項1から請求項5までのいずれか1項に記載の偽造防止媒体(20−3)と、前記偽造防止媒体(20−3)を漉き込んだ状態で形成されるシート状基材(12)と、を備える偽造防止シート(10−3)である。
【0006】
請求項10の発明は、請求項1から請求項9のいずれか1項に記載の偽造防止媒体(20)の強磁性材層(23)のパターン形成方法であって、前記強磁性材層(23)を形成する面の前記強磁性材層のパターン以外の領域に、前記強磁性材層(23)を除去可能な除去領域を形成する除去領域形成ステップ(S201)と、前記強磁性材層(23)を形成する面の全域に、前記強磁性材層(23)を形成する磁性層形成ステップ(S202)と、前記除去領域形成ステップ(S201)によって形成された前記除去領域から、前記磁性層形成ステップ(S202)で形成された前記強磁性材層(23)を除去する除去ステップ(S203)と、を含む偽造防止媒体(23)の強磁性材層のパターン形成方法である。
【発明の効果】
【0007】
以上説明したように、本発明によれば、以下のような効果がある。
(1)偽造防止媒体は、基材の一方の面側に体積型ホログラム層と、パターン状に形成された強磁性材層とが順に設けられているので、体積型ホログラム層の視認による確認と、強磁性材層のパターンの形状に応じた磁気の情報による確認とによって、偽造防止媒体の真贋判別を実行することができる。また、干渉縞の複製が困難な体積型ホログラム層を採用し、強磁性材層をパターン状にすることで偽造防止媒体の偽造を困難にすることができる。さらに、基材が透明又は略透明であるときに、基材及び体積型ホログラム層を介してパターン状の強磁性材層を視認することができ、偽造防止媒体の意匠性を向上させることができる。
【0008】
(2)強磁性材層は、アモルファス強磁性材料によって形成されているので、一般の磁性材料が示す磁気特性とは異なるアモルファス強磁性材料固有の磁気特性(大バルクハウゼン効果)を利用することによって、偽造防止媒体の真贋判別を容易にするとともに強磁性材層の偽造を困難にすることができる。
(3)偽造防止媒体は、強磁性材層と体積型ホログラム層との間に着色層を備えているので、偽造防止媒体の外観から強磁性材層の存在及び強磁性材層のパターンを隠蔽することができ、偽造防止媒体のセキュリティ機能を向上させることができる。
【0009】
(4)着色層は、強磁性材層の体積型ホログラム層とは反対の面側に形成されているので、強磁性材層のパターンを基材及び体積型ホログラム層を介して視認可能にするとともに、体積型ホログラム層の裏面の強磁性材層のパターン以外の領域を着色層によって着色することができ、偽造防止媒体の意匠性を向上することができる。
(5)着色層は、黒色インキによって形成されているので、体積型ホログラム層のホログラム像を鮮明にすることができる。
【0010】
(6)偽造防止媒体は、強磁性材層の体積型ホログラム層とは反対の面側に接着層を備えているので、偽造防止媒体をラベルとして使用することができ、商品などに貼付することによって、商品の模倣品の判別をすることができる。
(7)偽造防止媒体は、基材と体積型ホログラム層との間に剥離層を備えているので、基材から剥離層を介して剥離された偽造防止媒体を、転写箔の形態で商品や金券に剥離不可能に貼付することができ、商品や金券の模倣品の判別を可能にするとともに、貼り替えなどによる不正も防止することができる。
【0011】
(8)偽造防止シートは、偽造防止媒体をシート状基材に漉き込んだ状態で形成されるので、偽造防止媒体のシート状基材からの不正な貼り替えを防止することができる。
(9)偽造防止媒体の強磁性材層のパターン形成方法は、除去領域形成ステップで形成された除去領域に、磁性層形成ステップによって形成された強磁性材層を、除去ステップによって除去するので、パターン状の強磁性材層を有した偽造防止媒体を効率よく大量に製作することができる。
【発明を実施するための最良の形態】
【0012】
本発明は、偽造品の製作を困難にし、かつ、真贋判別を容易に効率よく実施できる偽造防止媒体、偽造防止シート、及び、偽造防止媒体の強磁性材層のパターン形成方法を提供するという目的を、体積型ホログラム層及びパターン状の強磁性材層を基材の片面に順に設けることにより実現する。
【0013】
(第1実施形態)
以下、図面等を参照して、本発明の実施形態をあげて、さらに詳しく説明する。
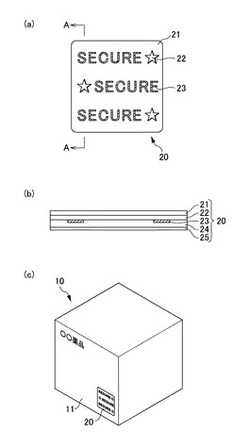
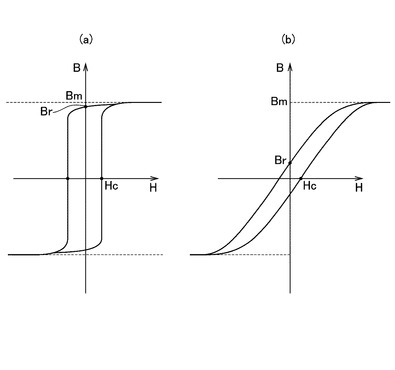
図1は、本発明による偽造防止媒体の第1実施形態として薬品の包装箱に貼付された偽造防止ラベルを示す模式図であり、図1(a)に平面図を示し、図1(b)に図1(a)のA−A断面の断面図を示し、図1(c)に偽造防止ラベルを貼付した薬品の模式図を示す。図2は、アモルファス強磁性材料及び一般の磁性材料のB−H磁化特性曲線を示す図である。ここで、説明を明確にするために、図1(b)の上方を偽造防止ラベルの表面とし、下方を裏面とする。
【0014】
薬品10は、図1(c)に示すように、薬の小売店などの店先に陳列される薬であり、不図示の薬を内包した包装箱11と、その表面に偽造防止ラベル20を備えている。
包装箱11は、上述したように、不図示の薬を包装する直方体状の箱であり、表面に薬の効能や製薬メーカ名などが印刷されている。
【0015】
偽造防止ラベル20は、薬品10の偽造防止及び真贋判定を行うために包装箱11の表面に貼付される略正方形に形成されたラベルである。偽造防止ラベル20は、図1(a)及び図1(b)に示すように、基材21の裏面に体積型ホログラム層22、強磁性材層23、着色層24及び接着層25を順に積層させており、接着層25によって包装箱11の表面に貼付される。
基材21は、偽造防止ラベル20の基礎となる厚さ50μmの透明な樹脂製(例えば、PET:PolyEthylene Terephthalate)のシートである。また、基材21は、偽造防止ラベル20の表面に位置するので、体積型ホログラム層22を保護する保護層としての役割も兼ねている。
【0016】
体積型ホログラム層22は、少なくとも1種の光重合性化合物と光重合開始剤などとを有した樹脂組成物から形成される厚さ10μmのホログラム層であり、別名リップマンホログラムとも呼ばれている。体積型ホログラム層22は、波長の等しい物体光と参照光とを干渉させて物体光の波面を縞干渉として樹脂組成物に記録しており、参照光と同一条件の光が当てられると干渉縞で回折現象を生じ、物体光と同じ波面が再生される。例えば、特定の図柄などを干渉縞として樹脂組成物に記録している場合、参照光と同一条件の光が当てられたときに、その特定の図柄を偽造防止ラベル20の表面から視認することができる。
【0017】
また、体積型ホログラム層22は、レリーフ型のホログラムと異なり、光の干渉によって生じる干渉縞を、屈折率の異なる縞として層の厚さ方向に三次元的に記録している。体積型ホログラム層22は、リアルな立体的な画像表現や、赤、青、緑の三原色とそれらの重ね合わせの発色によりフルカラーの画像表現などが可能となり、レリーフ型ホログラムとは視覚効果が異なり真贋判別を容易にする。本実施形態では、図1(a)に示すように、物体光として立体的な星の形状22a(ホログラム像)を記録している。このように、体積型ホログラム層22は、複雑な立体形状などを表現することができるように設けられた干渉縞の特性を外部から把握するのが困難であるので、レリーフ型のホログラムよりも偽造が困難になる。
ここで、体積型ホログラム層22に使用される光重合性化合物は、例えば、光ラジカル重合性化合物や光カチオン重合性化合物などであり、光重合開始剤は、例えば、光ラジカル重合開始剤や光カチオン重合開始剤などが使用される。また、本願の体積型ホログラム層22は、ホログラフィ法で求めたホログラム以外の体積型の光回折構造も含むものとする。
【0018】
強磁性材層23は、コバルトCo、鉄Fe、ニッケルNiを主材料としたアモルファス強磁性材料から形成される厚さ100nmの薄膜層であり、蒸着、スパッタ、イオンプレーティング法などの真空成膜法によって体積型ホログラム層22の裏面にパターン状に形成されている。本実施形態では、強磁性材層23は、図1(a)に示すように、「SECURE」という文字列が形成されている。
【0019】
強磁性材層23のアモルファス強磁性材料は、加熱、切断などにより、透磁率や飽和磁化特性が変化する性質を有した磁性材料であり、また、図2(a)に示すように、特異な磁気特性を有している。図2(a)及び図2(b)は、それぞれがアモルファス強磁性材料及び一般の磁性材料(例えば、鉄やフェライト)のB−H曲線を示しており、縦軸が磁束密度(B)、横軸が磁界の強さ(H)を示している。アモルファス強磁性材料は、保磁力(Hc)と飽和磁束密度(Bm)において、一般の磁性材料に比べ特異な特性を示しており、一般の磁性材料が、図2(b)に示すように、略S字型のヒステリシス曲線を有しているのに対し、アモルファス強磁性材料は、図2(a)に示すように、矩形に近いヒステリシス曲線を有し、低強度の振動磁界によって急峻に磁化反転を繰り返す性質(大バルクハウゼン現象)を備えている。
【0020】
強磁性材層23は、アモルファス強磁性材料の上記の特異な性質を用いて真贋判定に用いる情報などを記録し、記録した情報を読み出すことによって精巧な偽造品に対する判別を容易にしている。また、強磁性材層23は、アモルファス強磁性材料に配合する材料を変化させることによって、その磁気特性を自在に変更することができ、さらに、その材料に一般市場の入手が困難である材料を用いることによって、強磁性材層23の形成自体を困難にすることができ、偽造防止の効果を高めている。
【0021】
着色層24は、強磁性材層23の裏面を特定の色インキで印刷した厚さ2μmの印刷層である。また、上述したように、強磁性材層23が文字列(SECURE)のパターンに形成されているので、着色層24は、強磁性材層23のパターン以外の領域に対しては体積型ホログラム層22の裏面に形成される。本実施形態では、着色層24は、黒インキが使用されており、偽造防止ラベル20の表面から視認できる体積型ホログラム層22のホログラム像を鮮明にすることができる。
【0022】
ここで、体積型ホログラム層22のホログラム像は、体積型ホログラム層22の裏面に着色層24を設けても、図1(a)に示すように視認することができるが、仮に、従来技術で使用されていたレリーフ型ホログラム層の裏面に着色層24を設けた場合、レリーフ型ホログラム層と着色層とが重なった部位ではホログラム像は視認できなくなる。これは、レリーフ型ホログラム層と着色層との屈折率が近似しているため、レリーフ型ホログラム層に設けられた微細な凹凸に着色層24の印刷インキが入り込むことで、凹凸による光の反射がなくなってしまうためである。
接着層25は、偽造防止ラベル20を薬品10に剥離不可能に貼付する接着剤である。
【0023】
以上の構成により、薬品10を扱う薬の小売店などの店員には、予め体積型ホログラム層22に記録された真正のホログラム像が知らされており、薬品の入荷時に配送業者から渡される薬品10の包装箱11に貼付された偽造防止ラベル20のホログラム像を確認することによって、薬品10の真贋判別を即座に実施することができる。また、仮にホログラム像が精巧に模倣されていたとしても、パターン状に形成された強磁性材層23の固有の磁気特性を後述の磁気ヘッドで検出することにより、確実に模倣品の発見をすることができる。
【0024】
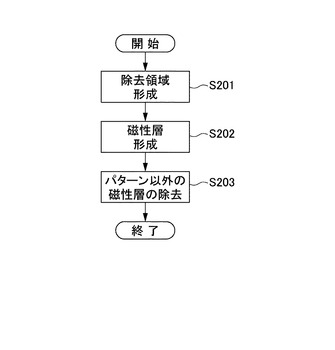
次に、本実施形態の偽造防止ラベル20のパターン状の強磁性材層23の形成方法について説明する。図3は、偽造防止ラベルにパターン状の強磁性材層を形成する手順を示すフローチャートである。
まず、基材21上に体積型ホログラム層22が形成されたら、体積型ホログラム層22の裏面の強磁性材層23のパターン(SECUREの文字列)以外の領域に、水性印刷インキを印刷し除去領域を形成する(S201:除去領域形成ステップ)。
【0025】
体積型ホログラム層22の裏面に除去領域が形成されたら、体積型ホログラム層22の裏面及び除去領域上に強磁性材層23を蒸着などによって形成する(S202:磁性層形成ステップ)。
強磁性材層23が形成されたら、水性印刷インキで形成された除去領域を水で洗い流すことで、除去領域の強磁性材層23を水性印刷インキとともに除去することができる(S203:除去ステップ)。
以上の工程によって、パターン状に形成された強磁性材層23を有した偽造防止ラベル20を、少ない工数で効率よく大量に製造することができる。
【0026】
次に、本実施形態の偽造防止ラベル20の強磁性材層23を検出する磁気ヘッドについて説明する。図4は、強磁性材層の磁気特性を読み取る磁気ヘッドの概略図である。
磁気ヘッド100は、図4に示すように、検出コイル部101、励磁コイル部102、制御部103及び表示部104を備えており、強磁性材層23の磁気情報を非接触で読み取る検出器である。
検出コイル部101は、強磁性材層23から発生する磁束の変化を検出するソレノイドコイル101−Aと、その検出データを増幅して出力する増幅器101−Bとを備えている。
励磁コイル部102は、強磁性材層23に交番励磁磁界を印加するソレノイドコイル102−Aと、ソレノイドコイル102−Aに交番励磁磁界を発生させる交番励磁電流を流すアンプ102−Bとを備えている。
【0027】
制御部103は、励磁コイル部102のソレノイドコイル102−Aに所定の交番励磁電流を流すための指令信号をアンプ102−Bに出力し、強磁性材層23から発生する磁束の変化を検出した検出コイル部101のソレノイドコイル101−Aの検出結果を増幅器101−Bを介して入力する磁気ヘッド100の各部を統括制御する制御回路である。
表示部104は、検出コイル部101により検出した結果を、制御部103を介して表示する液晶ディスプレイである。
【0028】
次に、本実施形態の磁気ヘッド100による偽造防止ラベル20の強磁性材層23の検出方法について説明する。
磁気ヘッド100の制御部103は、電源が投入されると、励磁コイル部102のソレノイドコイル102−Aにアンプ102−Bを介して高調波の交番励磁電流を流し、ソレノイドコイル102−Aに保磁力Hc以上の交番励磁磁界を発生させる。続いて、包装箱11の表面に貼付された偽造防止ラベル20の強磁性材層23に磁気ヘッド100を近づけると、保磁力Hc以上の交番励磁磁界により大バルクハウゼン現象を起こし、制御部103は、強磁性材層23から発生する磁束の変化を、検出コイル部101のソレノイドコイル101−Aに検出させる。このとき、磁気ヘッド100を偽造防止ラベル20の全域に移動(矢印B)させることによって、強磁性材層23のパターンに合わせた磁気特性を検出することができる。制御部103は、検出した結果を増幅器101−Bを介して入力し、表示部104に表示する。
【0029】
磁気ヘッド100で検出されたデータは、特定の材料を配合させたアモルファス強磁性材料が有する固有の特性がパターン状に表示部104に表示されるので、仮に薬品10の偽造品が強磁性材層23を設けていたとしても、検出した磁気特性のデータまでは同一にすることができず、精巧な偽造品を判別することができる。
【0030】
以上より、本実施形態の偽造防止ラベルには以下のような効果がある。
(1)偽造防止ラベル20は、基材21の裏面に体積型ホログラム層22と、パターン状に形成された強磁性材層23とが順に設けられているので、体積型ホログラム層22の視認による確認と、強磁性材層23のパターンの形状に応じた磁気の情報による確認とによって、偽造防止ラベル20の真贋判別を実行することができる。また、干渉縞の複製が困難な体積型ホログラム層22を採用し、強磁性材層23をパターン状にすることで偽造防止ラベル20の偽造を困難にすることができる。
【0031】
(2)偽造防止ラベル20は、強磁性材層23の裏面に着色層24及び接着層25を順に備えているので、薬品10の包装箱11に貼付することによって、薬品10の模倣品の判別をすることができる。
(3)強磁性材層23は、アモルファス強磁性材料によって形成されているので、一般の磁性材料が示す磁気特性とは異なるアモルファス強磁性材料固有の磁気特性(大バルクハウゼン効果)を利用することによって、強磁性材層23の真贋判別を容易にするとともに強磁性材層23の偽造を困難にすることができる。
【0032】
(4)着色層24は、パターン状に形成された強磁性材層23の裏面に形成されているので、強磁性材層23のパターン(SECUREの文字列)を基材21及び体積型ホログラム層22を介して視認可能にするとともに、体積型ホログラム層22の裏面の強磁性材層23のパターン以外の領域を着色層24によって着色することができ、偽造防止媒体の意匠性を向上することができる。
(5)強磁性材層23のパターン形成方法は、体積型ホログラム層22の裏面に水性印刷インキによって除去領域を形成し、その除去領域と体積型ホログラム層22の裏面とに強磁性材層23を形成し、水で洗い流すことによって除去領域の水性印刷インキを除去するので、パターン状の強磁性材層23を有した偽造防止ラベル20を効率よく大量に製作することができる。
【0033】
(第2実施形態)
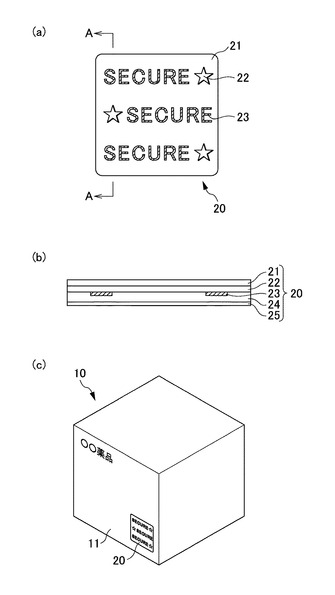
図5は、本発明による偽造防止媒体の第2実施形態として偽造防止転写箔を示す模式図であり、図5(a)に平面図を、図5(b)に図5(a)のC−C断面図を示す。ここで、以下の実施形態の説明では、前述した第1実施形態と同様な機能を果たす部分には、同一の符号又は末尾に統一した符号を付して、重複する説明や図面を適宜省略する。
【0034】
第2実施形態の偽造防止転写箔20−2は、図5に示すように、基本的な層構成が第1実施形態の偽造防止ラベル20に類似しており、その相違点は、主に、基材21と体積型ホログラム層22との間に剥離層26が設けられている点と、体積型ホログラム層22と強磁性材層23−2との間に着色層24−2が設けられている点と、接着層25が感熱接着層27に変更されている点である。
偽造防止転写箔20−2は、薬品10の偽造防止及び真贋判定を行うために薬品10の包装箱11の表面に熱転写される転写箔であり、基材21の裏面に剥離層26、体積型ホログラム層22、着色層24−2、強磁性材層23−2及び感熱接着層27を順に積層させている。
【0035】
剥離層26は、偽造防止転写箔20−2を包装箱11に転写させた後に不要となる基材21を、体積型ホログラム層22の表面から剥離するために設けられている。また、剥離層26は、基材21の剥離後に体積型ホログラム層22の表面に残り、表出する体積型ホログラム層22の表面を保護することができる。そのために、剥離層26は、易剥離性だけでなく透明性、耐摩擦性、耐汚染性、耐溶剤性なども兼ね備えた樹脂、例えば、アクリル酸エステル系樹脂や塩化ビニル系樹脂などによって形成される。ここで、剥離層26は、基材21と体積型ホログラム層22とを特定の貼付力によって再貼付不可能に貼付しており、その貼付力は、後述の感熱接着層27を溶融させて得られる接着力よりも弱く設定されている。
【0036】
着色層24−2は、第1実施形態とは異なり体積型ホログラム層22の裏面の全面に対して黒色インキによって形成されており、視認される体積型ホログラム層22のホログラム像を鮮明にすることができる。また、着色層24−2は、強磁性材層23−2の表面に形成されるので、偽造防止転写箔20−2の外観から強磁性材層23−2の存在を隠蔽することができ、また、強磁性材層23−2がパターン状に形成されていることも隠蔽することができる。ここで、図5(a)では、説明を明確にするために、着色層24によって隠蔽される強磁性材層23−2のパターン(SECURE)を点線で図示するが、実際には、強磁性材層23のパターンは、偽造防止転写箔20−2の表面からは視認されない。
【0037】
強磁性材層23−2は、コバルトCo、鉄Fe、ニッケルNiを主材料としたアモルファス強磁性材料から形成される第1実施形態の強磁性材層23と同様の薄膜層であり、蒸着、スパッタ、イオンプレーティング法などの真空成膜法によって着色層24−2の裏面にパターン状に形成されている。
感熱接着層27は、強磁性材層23−2の裏面に設けられ、加熱することによって接着力を発生する接着剤であり、例えば、エチレン−酢酸ビニル共重合樹脂などによって形成される。ここで、強磁性材層23−2はパターン状に形成されているので、感熱接着層27は、強磁性材層23−2のパターン以外の領域では着色層24の裏面に直接形成される。
【0038】
次に、偽造防止転写箔20−2を包装箱11に転写する方法について説明する。図6は、偽造防止転写箔を商品の包装箱に転写するまでの流れを説明する模式図であり、図6(a)〜(c)に偽造防止転写箔を包装箱に転写するまでの流れを示し、図6(d)に図6(a)のE−E矢視図を示す。
偽造防止転写箔20−2は、感熱接着層27を備えているので、熱板200を押し付けることによって包装箱11に転写させることができる。
熱板200は、図6(d)に示すように、偽造防止転写箔20−2と接触する面に星型状の凹凸が形成されている。この凹凸の形状によって、熱板200によって押し付けられた偽造防止転写箔20−2は、熱板200の凸部200aによって押し付けられた星型の部位のみ包装箱11に転写される。
【0039】
具体的には、作業者は、熱板200を、感熱接着層27を溶融させるのに必要な温度まで昇温させ、熱板200が規定温度に達したら、図6(a)に示すように、包装箱11に重ねられた偽造防止転写箔20−2に押し付けて圧着する(矢印D)。熱板200を押し付けて所定の時間経過させると、偽造防止転写箔20−2の感熱接着層27は、熱板200の熱によって溶融し、偽造防止転写箔20−2が包装箱11に接着される。
偽造防止転写箔20−2は、熱板200に形成された凸部200aに対応した星型の部位のみが、感熱接着層27によって包装箱11に接着されるので、図6(b)に示すように、偽造防止転写箔20−2から基材21を剥離層26との界面で剥離すると(矢印F)、偽造防止転写箔20−2の熱板200の凹部200bに対応する部位のみが基材21とともに偽造防止転写箔20−2から剥がされる。
【0040】
基材21を偽造防止転写箔20−2から剥離することによって、包装箱11の表面には、図6(c)に示すように、偽造防止転写箔20−2の熱板200の凸部200aに対応する星型の部位のみが残り、基材21を剥離した状態の星型状の偽造防止転写箔20−2を備えた薬品10−2が完成する。
ここで、基材21を剥離層26との界面で剥離する際に、偽造防止転写箔20−2は、熱板200の凸部200aに対応する位置と凹部200bに対応する位置との間で切断される。この凹凸部間における偽造防止転写箔20−2の切断を容易(箔切れ性を容易)にするために、偽造防止転写箔20−2は、体積型ホログラム層22や強磁性材層23の組成材料に微粒子を添加してもよい。また、図6では、包装箱11が立体形状の形態であるときに偽造防止転写箔20−2の転写作業が実施されたが、包装箱11が折り畳まれた状態又は包装箱11が製作される過程で転写作業を実施してもよい。
【0041】
以上より、本実施形態の偽造防止転写箔20−2には、以下のような効果がある。
(1)偽造防止転写箔20−2は、基材21と体積型ホログラム層22との間に剥離層26を備えているので、基材21から剥離層26を介して剥離された偽造防止転写箔20−2を、薬品10−2の包装箱11に剥離不可能に転写することができ、薬品10−2の模倣品の判別を可能にするとともに、貼り替えなどによる不正も防止することができる。
【0042】
(2)偽造防止転写箔20−2は、強磁性材層23−2と体積型ホログラム層22との間に着色層24−2を備えているので、偽造防止転写箔20−2の外観から強磁性材層23−2の存在及び強磁性材層23のパターン(文字列)を隠蔽することができ、偽造防止転写箔20−2のセキュリティ機能を向上させることができる。
(3)着色層24−2は、黒色インキによって形成されているので、体積型ホログラム層22の映像を鮮明にすることができる。
【0043】
(第3実施形態)
図7は、本発明による偽造防止媒体の第3実施形態として商品券に漉き込まれた偽造防止スレッドを示す模式図であり、図7(a)に平面図を、図7(b)に偽造防止スレッドがシート状基材に漉き込まれた状態の模式図を、図7(c)に図7(b)のG−G断面の拡大図を示す。
第3実施形態の偽造防止スレッド20−3は、図7に示すように、基本的な層構成が第1実施形態の偽造防止ラベル20に類似しており、その相違点は、偽造防止スレッド20−3の着色層24の裏面に接着層25を有していない点と、スレッドとしてシート状基材12に漉き込まれている点である。
【0044】
商品券10−3は、図7(b)に示すように、長方形状の上質紙で形成されるシート状基材12と、シート状基材12に漉き込まれた偽造防止スレッド20−3とを備え、デパートや小売店などで使用することができる金券である。
偽造防止スレッド20−3は、図7(c)に示すように、シート状基材12の製紙時に漉き込まれる帯状のスレッドであり、帯状の長辺部の寸法をシート状基材12の短辺部の寸法としている。また、偽造防止スレッド20−3は、基材21の裏面に体積型ホログラム層22、強磁性材層23及び着色層24を順に積層させている。
【0045】
以上より、本実施形態の商品券10−3は、偽造防止スレッド20−3をシート状基材12に漉き込んだ状態で形成されるので、偽造防止スレッド20−3をシート状基材12と一体化することによって、商品券10−3の偽造防止部の不正な貼り替えを防止することができ、商品券10−3の偽造を困難にすることができる。
【0046】
(変形形態)
以上説明した実施形態に限定されることなく、種々の変形や変更が可能であって、それらも本発明の範囲内である。
(1)第2実施形態では、熱板200の偽造防止転写箔20−2と接触する面は、星型状の凹凸が形成されていたが、凹凸を全く設けない平面や、バーコードなどを形成する凹凸面を設けてもよい。
(2)第1実施形態や第2実施形態で記載した偽造防止ラベル20及び偽造防止転写箔20−2を、第3実施形態の商品券10−3に適用してもよい。また、第3実施形態の偽造防止ラベル20−3を第1実施形態などの包装箱11に適用することも可能である。
(3)各実施形態では、強磁性材層23の表面又は裏面に着色層24を設けたが、着色層24を設けなくてもよい。
なお、各実施形態及び変形形態は、適宜組み合わせて用いることもできるが、詳細な説明は省略する。また、本発明は、以上説明した各実施形態によって限定されることはない。
【図面の簡単な説明】
【0047】
【図1】本発明による偽造防止媒体の第1実施形態として薬品の包装箱に貼付された偽造防止ラベルを示す模式図である。
【図2】アモルファス強磁性材料及び一般の磁性材料のB−H磁化特性曲線を示す図である。
【図3】偽造防止ラベルにパターン状の強磁性材層を形成する手順を示すフローチャートである。
【図4】強磁性材層の磁気特性を読み取る磁気ヘッドの概略図である。
【図5】本発明による偽造防止媒体の第2実施形態として偽造防止転写箔を示す模式図である。
【図6】第2実施形態の偽造防止転写箔を商品の包装箱に転写するまでの流れを説明する模式図である。
【図7】本発明による偽造防止媒体の第3実施形態として商品券に漉き込まれた偽造防止転スレッドを示す模式図である。
【符号の説明】
【0048】
10、10−2 薬品
10−3 商品券
11 包装箱
12 シート状基材
20 偽造防止ラベル
20−2 偽造防止転写箔
20−3 偽造防止スレッド
21 基材
22 体積型ホログラム層
23、23−2 強磁性材層
24、24−2 着色層
25 接着層
26 剥離層
27 感熱接着層
【技術分野】
【0001】
本発明は、体積型ホログラム層及び強磁性材層を備えた偽造防止媒体、偽造防止シート、及び、偽造防止媒体の強磁性材層のパターン形成方法に関するものである。
【背景技術】
【0002】
商品券、ギフト券などの金券は、その価値から偽造防止機能が必要とされており、基材(金券)上にさまざまな対策が施されている(例えば、特許文献1参照)。
特許文献1は、真贋判定を容易に行なえるように、表面にホログラム層を設けた金券を開示している。このような金券は、ホログラム層として主に、表面に微細な凹凸が設けられることにより干渉縞が記録されるレリーフ型ホログラムが用いられているが、昨今のホログラム技術の普及及び偽造技術の高度化に伴い、レリーフ型ホログラムそのものが偽造されてしまい、本来の偽造判定、偽造防止としての機能が有効に果たせなくなる場合があった。
【特許文献1】特開平07−285286号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明の課題は、偽造品の製作を困難にし、かつ、真贋判別を容易に効率よく実施できる偽造防止媒体、偽造防止シート、及び、偽造防止媒体の強磁性材層のパターン形成方法を提供することである。
【課題を解決するための手段】
【0004】
本発明は、以下のような解決手段により、前記課題を解決する。なお、理解を容易にするために、本発明の実施形態に対応する符号を括弧内に付して説明するが、これに限定されるものではない。
請求項1の発明は、基材(21)と、前記基材(21)の一方の面側に設けられ、光の干渉によって生じる干渉縞を屈折率の異なる縞として層の厚さ方向に記録している体積型ホログラム層(22)と、前記体積型ホログラム層(22)の前記基材(21)とは反対の面側に設けられ、強磁性材料によってパターン状に形成される強磁性材層(23)と、を備える偽造防止媒体(20)である。
請求項2の発明は、請求項1に記載の偽造防止媒体(20)において、前記強磁性材層(23)は、特定の磁化特性を有したアモルファス強磁性材料によって形成されること、を特徴とする偽造防止媒体(20)である。
請求項3の発明は、請求項1又は請求項2に記載の偽造防止媒体(20−2)において、前記強磁性材層(23−2)と前記体積型ホログラム層(22)との間に、着色層を備えること、を特徴とする偽造防止媒体(20−2)である。
請求項4の発明は、請求項1又は請求項2に記載の偽造防止媒体(20)において、前記強磁性材層(23)の前記体積型ホログラム層(22)とは反対の面側に、着色層(24)を備えること、を特徴とする偽造防止媒体(20)である。
請求項5の発明は、請求項3又は請求項4に記載の偽造防止媒体(20−2)において、前記着色層(24−2)は、黒色インキによって形成されていること、を特徴とする偽造防止媒体(20−2)である。
請求項6の発明は、請求項1から請求項5までのいずれか1項に記載の偽造防止媒体(20)において、前記強磁性材層(23)の前記体積型ホログラム層(22)とは反対の面側に接着層(25)を備えること、を特徴とする偽造防止媒体(20)である。
請求項7の発明は、請求項6に記載の偽造防止媒体(20)において、前記基材(21)と前記体積型ホログラム層(22)との間に剥離層(26)を備えること、を特徴とする偽造防止媒体(20−2)である。
請求項8の発明は、請求項7に記載の偽造防止媒体(20−2)において、当該偽造防止媒体(20)は、前記剥離層(26)によって前記基材(21)から剥がされた状態で貼付対象物に前記接着層(27)によって貼付されること、を特徴とする偽造防止媒体(20−2)である。
【0005】
請求項9の発明は、請求項1から請求項5までのいずれか1項に記載の偽造防止媒体(20−3)と、前記偽造防止媒体(20−3)を漉き込んだ状態で形成されるシート状基材(12)と、を備える偽造防止シート(10−3)である。
【0006】
請求項10の発明は、請求項1から請求項9のいずれか1項に記載の偽造防止媒体(20)の強磁性材層(23)のパターン形成方法であって、前記強磁性材層(23)を形成する面の前記強磁性材層のパターン以外の領域に、前記強磁性材層(23)を除去可能な除去領域を形成する除去領域形成ステップ(S201)と、前記強磁性材層(23)を形成する面の全域に、前記強磁性材層(23)を形成する磁性層形成ステップ(S202)と、前記除去領域形成ステップ(S201)によって形成された前記除去領域から、前記磁性層形成ステップ(S202)で形成された前記強磁性材層(23)を除去する除去ステップ(S203)と、を含む偽造防止媒体(23)の強磁性材層のパターン形成方法である。
【発明の効果】
【0007】
以上説明したように、本発明によれば、以下のような効果がある。
(1)偽造防止媒体は、基材の一方の面側に体積型ホログラム層と、パターン状に形成された強磁性材層とが順に設けられているので、体積型ホログラム層の視認による確認と、強磁性材層のパターンの形状に応じた磁気の情報による確認とによって、偽造防止媒体の真贋判別を実行することができる。また、干渉縞の複製が困難な体積型ホログラム層を採用し、強磁性材層をパターン状にすることで偽造防止媒体の偽造を困難にすることができる。さらに、基材が透明又は略透明であるときに、基材及び体積型ホログラム層を介してパターン状の強磁性材層を視認することができ、偽造防止媒体の意匠性を向上させることができる。
【0008】
(2)強磁性材層は、アモルファス強磁性材料によって形成されているので、一般の磁性材料が示す磁気特性とは異なるアモルファス強磁性材料固有の磁気特性(大バルクハウゼン効果)を利用することによって、偽造防止媒体の真贋判別を容易にするとともに強磁性材層の偽造を困難にすることができる。
(3)偽造防止媒体は、強磁性材層と体積型ホログラム層との間に着色層を備えているので、偽造防止媒体の外観から強磁性材層の存在及び強磁性材層のパターンを隠蔽することができ、偽造防止媒体のセキュリティ機能を向上させることができる。
【0009】
(4)着色層は、強磁性材層の体積型ホログラム層とは反対の面側に形成されているので、強磁性材層のパターンを基材及び体積型ホログラム層を介して視認可能にするとともに、体積型ホログラム層の裏面の強磁性材層のパターン以外の領域を着色層によって着色することができ、偽造防止媒体の意匠性を向上することができる。
(5)着色層は、黒色インキによって形成されているので、体積型ホログラム層のホログラム像を鮮明にすることができる。
【0010】
(6)偽造防止媒体は、強磁性材層の体積型ホログラム層とは反対の面側に接着層を備えているので、偽造防止媒体をラベルとして使用することができ、商品などに貼付することによって、商品の模倣品の判別をすることができる。
(7)偽造防止媒体は、基材と体積型ホログラム層との間に剥離層を備えているので、基材から剥離層を介して剥離された偽造防止媒体を、転写箔の形態で商品や金券に剥離不可能に貼付することができ、商品や金券の模倣品の判別を可能にするとともに、貼り替えなどによる不正も防止することができる。
【0011】
(8)偽造防止シートは、偽造防止媒体をシート状基材に漉き込んだ状態で形成されるので、偽造防止媒体のシート状基材からの不正な貼り替えを防止することができる。
(9)偽造防止媒体の強磁性材層のパターン形成方法は、除去領域形成ステップで形成された除去領域に、磁性層形成ステップによって形成された強磁性材層を、除去ステップによって除去するので、パターン状の強磁性材層を有した偽造防止媒体を効率よく大量に製作することができる。
【発明を実施するための最良の形態】
【0012】
本発明は、偽造品の製作を困難にし、かつ、真贋判別を容易に効率よく実施できる偽造防止媒体、偽造防止シート、及び、偽造防止媒体の強磁性材層のパターン形成方法を提供するという目的を、体積型ホログラム層及びパターン状の強磁性材層を基材の片面に順に設けることにより実現する。
【0013】
(第1実施形態)
以下、図面等を参照して、本発明の実施形態をあげて、さらに詳しく説明する。
図1は、本発明による偽造防止媒体の第1実施形態として薬品の包装箱に貼付された偽造防止ラベルを示す模式図であり、図1(a)に平面図を示し、図1(b)に図1(a)のA−A断面の断面図を示し、図1(c)に偽造防止ラベルを貼付した薬品の模式図を示す。図2は、アモルファス強磁性材料及び一般の磁性材料のB−H磁化特性曲線を示す図である。ここで、説明を明確にするために、図1(b)の上方を偽造防止ラベルの表面とし、下方を裏面とする。
【0014】
薬品10は、図1(c)に示すように、薬の小売店などの店先に陳列される薬であり、不図示の薬を内包した包装箱11と、その表面に偽造防止ラベル20を備えている。
包装箱11は、上述したように、不図示の薬を包装する直方体状の箱であり、表面に薬の効能や製薬メーカ名などが印刷されている。
【0015】
偽造防止ラベル20は、薬品10の偽造防止及び真贋判定を行うために包装箱11の表面に貼付される略正方形に形成されたラベルである。偽造防止ラベル20は、図1(a)及び図1(b)に示すように、基材21の裏面に体積型ホログラム層22、強磁性材層23、着色層24及び接着層25を順に積層させており、接着層25によって包装箱11の表面に貼付される。
基材21は、偽造防止ラベル20の基礎となる厚さ50μmの透明な樹脂製(例えば、PET:PolyEthylene Terephthalate)のシートである。また、基材21は、偽造防止ラベル20の表面に位置するので、体積型ホログラム層22を保護する保護層としての役割も兼ねている。
【0016】
体積型ホログラム層22は、少なくとも1種の光重合性化合物と光重合開始剤などとを有した樹脂組成物から形成される厚さ10μmのホログラム層であり、別名リップマンホログラムとも呼ばれている。体積型ホログラム層22は、波長の等しい物体光と参照光とを干渉させて物体光の波面を縞干渉として樹脂組成物に記録しており、参照光と同一条件の光が当てられると干渉縞で回折現象を生じ、物体光と同じ波面が再生される。例えば、特定の図柄などを干渉縞として樹脂組成物に記録している場合、参照光と同一条件の光が当てられたときに、その特定の図柄を偽造防止ラベル20の表面から視認することができる。
【0017】
また、体積型ホログラム層22は、レリーフ型のホログラムと異なり、光の干渉によって生じる干渉縞を、屈折率の異なる縞として層の厚さ方向に三次元的に記録している。体積型ホログラム層22は、リアルな立体的な画像表現や、赤、青、緑の三原色とそれらの重ね合わせの発色によりフルカラーの画像表現などが可能となり、レリーフ型ホログラムとは視覚効果が異なり真贋判別を容易にする。本実施形態では、図1(a)に示すように、物体光として立体的な星の形状22a(ホログラム像)を記録している。このように、体積型ホログラム層22は、複雑な立体形状などを表現することができるように設けられた干渉縞の特性を外部から把握するのが困難であるので、レリーフ型のホログラムよりも偽造が困難になる。
ここで、体積型ホログラム層22に使用される光重合性化合物は、例えば、光ラジカル重合性化合物や光カチオン重合性化合物などであり、光重合開始剤は、例えば、光ラジカル重合開始剤や光カチオン重合開始剤などが使用される。また、本願の体積型ホログラム層22は、ホログラフィ法で求めたホログラム以外の体積型の光回折構造も含むものとする。
【0018】
強磁性材層23は、コバルトCo、鉄Fe、ニッケルNiを主材料としたアモルファス強磁性材料から形成される厚さ100nmの薄膜層であり、蒸着、スパッタ、イオンプレーティング法などの真空成膜法によって体積型ホログラム層22の裏面にパターン状に形成されている。本実施形態では、強磁性材層23は、図1(a)に示すように、「SECURE」という文字列が形成されている。
【0019】
強磁性材層23のアモルファス強磁性材料は、加熱、切断などにより、透磁率や飽和磁化特性が変化する性質を有した磁性材料であり、また、図2(a)に示すように、特異な磁気特性を有している。図2(a)及び図2(b)は、それぞれがアモルファス強磁性材料及び一般の磁性材料(例えば、鉄やフェライト)のB−H曲線を示しており、縦軸が磁束密度(B)、横軸が磁界の強さ(H)を示している。アモルファス強磁性材料は、保磁力(Hc)と飽和磁束密度(Bm)において、一般の磁性材料に比べ特異な特性を示しており、一般の磁性材料が、図2(b)に示すように、略S字型のヒステリシス曲線を有しているのに対し、アモルファス強磁性材料は、図2(a)に示すように、矩形に近いヒステリシス曲線を有し、低強度の振動磁界によって急峻に磁化反転を繰り返す性質(大バルクハウゼン現象)を備えている。
【0020】
強磁性材層23は、アモルファス強磁性材料の上記の特異な性質を用いて真贋判定に用いる情報などを記録し、記録した情報を読み出すことによって精巧な偽造品に対する判別を容易にしている。また、強磁性材層23は、アモルファス強磁性材料に配合する材料を変化させることによって、その磁気特性を自在に変更することができ、さらに、その材料に一般市場の入手が困難である材料を用いることによって、強磁性材層23の形成自体を困難にすることができ、偽造防止の効果を高めている。
【0021】
着色層24は、強磁性材層23の裏面を特定の色インキで印刷した厚さ2μmの印刷層である。また、上述したように、強磁性材層23が文字列(SECURE)のパターンに形成されているので、着色層24は、強磁性材層23のパターン以外の領域に対しては体積型ホログラム層22の裏面に形成される。本実施形態では、着色層24は、黒インキが使用されており、偽造防止ラベル20の表面から視認できる体積型ホログラム層22のホログラム像を鮮明にすることができる。
【0022】
ここで、体積型ホログラム層22のホログラム像は、体積型ホログラム層22の裏面に着色層24を設けても、図1(a)に示すように視認することができるが、仮に、従来技術で使用されていたレリーフ型ホログラム層の裏面に着色層24を設けた場合、レリーフ型ホログラム層と着色層とが重なった部位ではホログラム像は視認できなくなる。これは、レリーフ型ホログラム層と着色層との屈折率が近似しているため、レリーフ型ホログラム層に設けられた微細な凹凸に着色層24の印刷インキが入り込むことで、凹凸による光の反射がなくなってしまうためである。
接着層25は、偽造防止ラベル20を薬品10に剥離不可能に貼付する接着剤である。
【0023】
以上の構成により、薬品10を扱う薬の小売店などの店員には、予め体積型ホログラム層22に記録された真正のホログラム像が知らされており、薬品の入荷時に配送業者から渡される薬品10の包装箱11に貼付された偽造防止ラベル20のホログラム像を確認することによって、薬品10の真贋判別を即座に実施することができる。また、仮にホログラム像が精巧に模倣されていたとしても、パターン状に形成された強磁性材層23の固有の磁気特性を後述の磁気ヘッドで検出することにより、確実に模倣品の発見をすることができる。
【0024】
次に、本実施形態の偽造防止ラベル20のパターン状の強磁性材層23の形成方法について説明する。図3は、偽造防止ラベルにパターン状の強磁性材層を形成する手順を示すフローチャートである。
まず、基材21上に体積型ホログラム層22が形成されたら、体積型ホログラム層22の裏面の強磁性材層23のパターン(SECUREの文字列)以外の領域に、水性印刷インキを印刷し除去領域を形成する(S201:除去領域形成ステップ)。
【0025】
体積型ホログラム層22の裏面に除去領域が形成されたら、体積型ホログラム層22の裏面及び除去領域上に強磁性材層23を蒸着などによって形成する(S202:磁性層形成ステップ)。
強磁性材層23が形成されたら、水性印刷インキで形成された除去領域を水で洗い流すことで、除去領域の強磁性材層23を水性印刷インキとともに除去することができる(S203:除去ステップ)。
以上の工程によって、パターン状に形成された強磁性材層23を有した偽造防止ラベル20を、少ない工数で効率よく大量に製造することができる。
【0026】
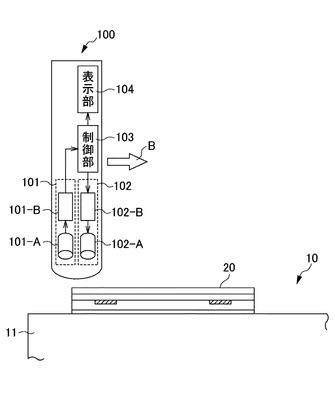
次に、本実施形態の偽造防止ラベル20の強磁性材層23を検出する磁気ヘッドについて説明する。図4は、強磁性材層の磁気特性を読み取る磁気ヘッドの概略図である。
磁気ヘッド100は、図4に示すように、検出コイル部101、励磁コイル部102、制御部103及び表示部104を備えており、強磁性材層23の磁気情報を非接触で読み取る検出器である。
検出コイル部101は、強磁性材層23から発生する磁束の変化を検出するソレノイドコイル101−Aと、その検出データを増幅して出力する増幅器101−Bとを備えている。
励磁コイル部102は、強磁性材層23に交番励磁磁界を印加するソレノイドコイル102−Aと、ソレノイドコイル102−Aに交番励磁磁界を発生させる交番励磁電流を流すアンプ102−Bとを備えている。
【0027】
制御部103は、励磁コイル部102のソレノイドコイル102−Aに所定の交番励磁電流を流すための指令信号をアンプ102−Bに出力し、強磁性材層23から発生する磁束の変化を検出した検出コイル部101のソレノイドコイル101−Aの検出結果を増幅器101−Bを介して入力する磁気ヘッド100の各部を統括制御する制御回路である。
表示部104は、検出コイル部101により検出した結果を、制御部103を介して表示する液晶ディスプレイである。
【0028】
次に、本実施形態の磁気ヘッド100による偽造防止ラベル20の強磁性材層23の検出方法について説明する。
磁気ヘッド100の制御部103は、電源が投入されると、励磁コイル部102のソレノイドコイル102−Aにアンプ102−Bを介して高調波の交番励磁電流を流し、ソレノイドコイル102−Aに保磁力Hc以上の交番励磁磁界を発生させる。続いて、包装箱11の表面に貼付された偽造防止ラベル20の強磁性材層23に磁気ヘッド100を近づけると、保磁力Hc以上の交番励磁磁界により大バルクハウゼン現象を起こし、制御部103は、強磁性材層23から発生する磁束の変化を、検出コイル部101のソレノイドコイル101−Aに検出させる。このとき、磁気ヘッド100を偽造防止ラベル20の全域に移動(矢印B)させることによって、強磁性材層23のパターンに合わせた磁気特性を検出することができる。制御部103は、検出した結果を増幅器101−Bを介して入力し、表示部104に表示する。
【0029】
磁気ヘッド100で検出されたデータは、特定の材料を配合させたアモルファス強磁性材料が有する固有の特性がパターン状に表示部104に表示されるので、仮に薬品10の偽造品が強磁性材層23を設けていたとしても、検出した磁気特性のデータまでは同一にすることができず、精巧な偽造品を判別することができる。
【0030】
以上より、本実施形態の偽造防止ラベルには以下のような効果がある。
(1)偽造防止ラベル20は、基材21の裏面に体積型ホログラム層22と、パターン状に形成された強磁性材層23とが順に設けられているので、体積型ホログラム層22の視認による確認と、強磁性材層23のパターンの形状に応じた磁気の情報による確認とによって、偽造防止ラベル20の真贋判別を実行することができる。また、干渉縞の複製が困難な体積型ホログラム層22を採用し、強磁性材層23をパターン状にすることで偽造防止ラベル20の偽造を困難にすることができる。
【0031】
(2)偽造防止ラベル20は、強磁性材層23の裏面に着色層24及び接着層25を順に備えているので、薬品10の包装箱11に貼付することによって、薬品10の模倣品の判別をすることができる。
(3)強磁性材層23は、アモルファス強磁性材料によって形成されているので、一般の磁性材料が示す磁気特性とは異なるアモルファス強磁性材料固有の磁気特性(大バルクハウゼン効果)を利用することによって、強磁性材層23の真贋判別を容易にするとともに強磁性材層23の偽造を困難にすることができる。
【0032】
(4)着色層24は、パターン状に形成された強磁性材層23の裏面に形成されているので、強磁性材層23のパターン(SECUREの文字列)を基材21及び体積型ホログラム層22を介して視認可能にするとともに、体積型ホログラム層22の裏面の強磁性材層23のパターン以外の領域を着色層24によって着色することができ、偽造防止媒体の意匠性を向上することができる。
(5)強磁性材層23のパターン形成方法は、体積型ホログラム層22の裏面に水性印刷インキによって除去領域を形成し、その除去領域と体積型ホログラム層22の裏面とに強磁性材層23を形成し、水で洗い流すことによって除去領域の水性印刷インキを除去するので、パターン状の強磁性材層23を有した偽造防止ラベル20を効率よく大量に製作することができる。
【0033】
(第2実施形態)
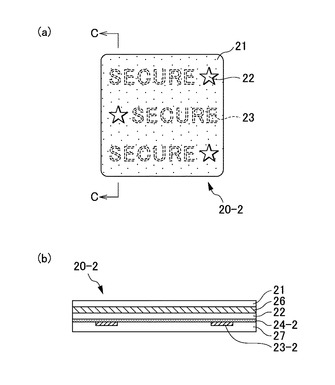
図5は、本発明による偽造防止媒体の第2実施形態として偽造防止転写箔を示す模式図であり、図5(a)に平面図を、図5(b)に図5(a)のC−C断面図を示す。ここで、以下の実施形態の説明では、前述した第1実施形態と同様な機能を果たす部分には、同一の符号又は末尾に統一した符号を付して、重複する説明や図面を適宜省略する。
【0034】
第2実施形態の偽造防止転写箔20−2は、図5に示すように、基本的な層構成が第1実施形態の偽造防止ラベル20に類似しており、その相違点は、主に、基材21と体積型ホログラム層22との間に剥離層26が設けられている点と、体積型ホログラム層22と強磁性材層23−2との間に着色層24−2が設けられている点と、接着層25が感熱接着層27に変更されている点である。
偽造防止転写箔20−2は、薬品10の偽造防止及び真贋判定を行うために薬品10の包装箱11の表面に熱転写される転写箔であり、基材21の裏面に剥離層26、体積型ホログラム層22、着色層24−2、強磁性材層23−2及び感熱接着層27を順に積層させている。
【0035】
剥離層26は、偽造防止転写箔20−2を包装箱11に転写させた後に不要となる基材21を、体積型ホログラム層22の表面から剥離するために設けられている。また、剥離層26は、基材21の剥離後に体積型ホログラム層22の表面に残り、表出する体積型ホログラム層22の表面を保護することができる。そのために、剥離層26は、易剥離性だけでなく透明性、耐摩擦性、耐汚染性、耐溶剤性なども兼ね備えた樹脂、例えば、アクリル酸エステル系樹脂や塩化ビニル系樹脂などによって形成される。ここで、剥離層26は、基材21と体積型ホログラム層22とを特定の貼付力によって再貼付不可能に貼付しており、その貼付力は、後述の感熱接着層27を溶融させて得られる接着力よりも弱く設定されている。
【0036】
着色層24−2は、第1実施形態とは異なり体積型ホログラム層22の裏面の全面に対して黒色インキによって形成されており、視認される体積型ホログラム層22のホログラム像を鮮明にすることができる。また、着色層24−2は、強磁性材層23−2の表面に形成されるので、偽造防止転写箔20−2の外観から強磁性材層23−2の存在を隠蔽することができ、また、強磁性材層23−2がパターン状に形成されていることも隠蔽することができる。ここで、図5(a)では、説明を明確にするために、着色層24によって隠蔽される強磁性材層23−2のパターン(SECURE)を点線で図示するが、実際には、強磁性材層23のパターンは、偽造防止転写箔20−2の表面からは視認されない。
【0037】
強磁性材層23−2は、コバルトCo、鉄Fe、ニッケルNiを主材料としたアモルファス強磁性材料から形成される第1実施形態の強磁性材層23と同様の薄膜層であり、蒸着、スパッタ、イオンプレーティング法などの真空成膜法によって着色層24−2の裏面にパターン状に形成されている。
感熱接着層27は、強磁性材層23−2の裏面に設けられ、加熱することによって接着力を発生する接着剤であり、例えば、エチレン−酢酸ビニル共重合樹脂などによって形成される。ここで、強磁性材層23−2はパターン状に形成されているので、感熱接着層27は、強磁性材層23−2のパターン以外の領域では着色層24の裏面に直接形成される。
【0038】
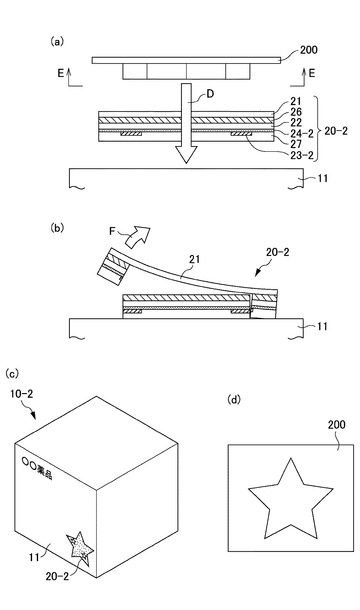
次に、偽造防止転写箔20−2を包装箱11に転写する方法について説明する。図6は、偽造防止転写箔を商品の包装箱に転写するまでの流れを説明する模式図であり、図6(a)〜(c)に偽造防止転写箔を包装箱に転写するまでの流れを示し、図6(d)に図6(a)のE−E矢視図を示す。
偽造防止転写箔20−2は、感熱接着層27を備えているので、熱板200を押し付けることによって包装箱11に転写させることができる。
熱板200は、図6(d)に示すように、偽造防止転写箔20−2と接触する面に星型状の凹凸が形成されている。この凹凸の形状によって、熱板200によって押し付けられた偽造防止転写箔20−2は、熱板200の凸部200aによって押し付けられた星型の部位のみ包装箱11に転写される。
【0039】
具体的には、作業者は、熱板200を、感熱接着層27を溶融させるのに必要な温度まで昇温させ、熱板200が規定温度に達したら、図6(a)に示すように、包装箱11に重ねられた偽造防止転写箔20−2に押し付けて圧着する(矢印D)。熱板200を押し付けて所定の時間経過させると、偽造防止転写箔20−2の感熱接着層27は、熱板200の熱によって溶融し、偽造防止転写箔20−2が包装箱11に接着される。
偽造防止転写箔20−2は、熱板200に形成された凸部200aに対応した星型の部位のみが、感熱接着層27によって包装箱11に接着されるので、図6(b)に示すように、偽造防止転写箔20−2から基材21を剥離層26との界面で剥離すると(矢印F)、偽造防止転写箔20−2の熱板200の凹部200bに対応する部位のみが基材21とともに偽造防止転写箔20−2から剥がされる。
【0040】
基材21を偽造防止転写箔20−2から剥離することによって、包装箱11の表面には、図6(c)に示すように、偽造防止転写箔20−2の熱板200の凸部200aに対応する星型の部位のみが残り、基材21を剥離した状態の星型状の偽造防止転写箔20−2を備えた薬品10−2が完成する。
ここで、基材21を剥離層26との界面で剥離する際に、偽造防止転写箔20−2は、熱板200の凸部200aに対応する位置と凹部200bに対応する位置との間で切断される。この凹凸部間における偽造防止転写箔20−2の切断を容易(箔切れ性を容易)にするために、偽造防止転写箔20−2は、体積型ホログラム層22や強磁性材層23の組成材料に微粒子を添加してもよい。また、図6では、包装箱11が立体形状の形態であるときに偽造防止転写箔20−2の転写作業が実施されたが、包装箱11が折り畳まれた状態又は包装箱11が製作される過程で転写作業を実施してもよい。
【0041】
以上より、本実施形態の偽造防止転写箔20−2には、以下のような効果がある。
(1)偽造防止転写箔20−2は、基材21と体積型ホログラム層22との間に剥離層26を備えているので、基材21から剥離層26を介して剥離された偽造防止転写箔20−2を、薬品10−2の包装箱11に剥離不可能に転写することができ、薬品10−2の模倣品の判別を可能にするとともに、貼り替えなどによる不正も防止することができる。
【0042】
(2)偽造防止転写箔20−2は、強磁性材層23−2と体積型ホログラム層22との間に着色層24−2を備えているので、偽造防止転写箔20−2の外観から強磁性材層23−2の存在及び強磁性材層23のパターン(文字列)を隠蔽することができ、偽造防止転写箔20−2のセキュリティ機能を向上させることができる。
(3)着色層24−2は、黒色インキによって形成されているので、体積型ホログラム層22の映像を鮮明にすることができる。
【0043】
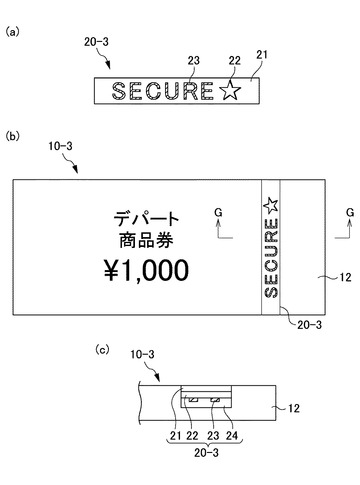
(第3実施形態)
図7は、本発明による偽造防止媒体の第3実施形態として商品券に漉き込まれた偽造防止スレッドを示す模式図であり、図7(a)に平面図を、図7(b)に偽造防止スレッドがシート状基材に漉き込まれた状態の模式図を、図7(c)に図7(b)のG−G断面の拡大図を示す。
第3実施形態の偽造防止スレッド20−3は、図7に示すように、基本的な層構成が第1実施形態の偽造防止ラベル20に類似しており、その相違点は、偽造防止スレッド20−3の着色層24の裏面に接着層25を有していない点と、スレッドとしてシート状基材12に漉き込まれている点である。
【0044】
商品券10−3は、図7(b)に示すように、長方形状の上質紙で形成されるシート状基材12と、シート状基材12に漉き込まれた偽造防止スレッド20−3とを備え、デパートや小売店などで使用することができる金券である。
偽造防止スレッド20−3は、図7(c)に示すように、シート状基材12の製紙時に漉き込まれる帯状のスレッドであり、帯状の長辺部の寸法をシート状基材12の短辺部の寸法としている。また、偽造防止スレッド20−3は、基材21の裏面に体積型ホログラム層22、強磁性材層23及び着色層24を順に積層させている。
【0045】
以上より、本実施形態の商品券10−3は、偽造防止スレッド20−3をシート状基材12に漉き込んだ状態で形成されるので、偽造防止スレッド20−3をシート状基材12と一体化することによって、商品券10−3の偽造防止部の不正な貼り替えを防止することができ、商品券10−3の偽造を困難にすることができる。
【0046】
(変形形態)
以上説明した実施形態に限定されることなく、種々の変形や変更が可能であって、それらも本発明の範囲内である。
(1)第2実施形態では、熱板200の偽造防止転写箔20−2と接触する面は、星型状の凹凸が形成されていたが、凹凸を全く設けない平面や、バーコードなどを形成する凹凸面を設けてもよい。
(2)第1実施形態や第2実施形態で記載した偽造防止ラベル20及び偽造防止転写箔20−2を、第3実施形態の商品券10−3に適用してもよい。また、第3実施形態の偽造防止ラベル20−3を第1実施形態などの包装箱11に適用することも可能である。
(3)各実施形態では、強磁性材層23の表面又は裏面に着色層24を設けたが、着色層24を設けなくてもよい。
なお、各実施形態及び変形形態は、適宜組み合わせて用いることもできるが、詳細な説明は省略する。また、本発明は、以上説明した各実施形態によって限定されることはない。
【図面の簡単な説明】
【0047】
【図1】本発明による偽造防止媒体の第1実施形態として薬品の包装箱に貼付された偽造防止ラベルを示す模式図である。
【図2】アモルファス強磁性材料及び一般の磁性材料のB−H磁化特性曲線を示す図である。
【図3】偽造防止ラベルにパターン状の強磁性材層を形成する手順を示すフローチャートである。
【図4】強磁性材層の磁気特性を読み取る磁気ヘッドの概略図である。
【図5】本発明による偽造防止媒体の第2実施形態として偽造防止転写箔を示す模式図である。
【図6】第2実施形態の偽造防止転写箔を商品の包装箱に転写するまでの流れを説明する模式図である。
【図7】本発明による偽造防止媒体の第3実施形態として商品券に漉き込まれた偽造防止転スレッドを示す模式図である。
【符号の説明】
【0048】
10、10−2 薬品
10−3 商品券
11 包装箱
12 シート状基材
20 偽造防止ラベル
20−2 偽造防止転写箔
20−3 偽造防止スレッド
21 基材
22 体積型ホログラム層
23、23−2 強磁性材層
24、24−2 着色層
25 接着層
26 剥離層
27 感熱接着層
【特許請求の範囲】
【請求項1】
基材と、
前記基材の一方の面側に設けられ、光の干渉によって生じる干渉縞を屈折率の異なる縞として層の厚さ方向に記録している体積型ホログラム層と、
前記体積型ホログラム層の前記基材とは反対の面側に設けられ、強磁性材料によってパターン状に形成される強磁性材層と、
を備える偽造防止媒体。
【請求項2】
請求項1に記載の偽造防止媒体において、
前記強磁性材層は、特定の磁化特性を有したアモルファス強磁性材料によって形成されること、
を特徴とする偽造防止媒体。
【請求項3】
請求項1又は請求項2に記載の偽造防止媒体において、
前記強磁性材層と前記体積型ホログラム層との間に、着色層を備えること、
を特徴とする偽造防止媒体。
【請求項4】
請求項1又は請求項2に記載の偽造防止媒体において、
前記強磁性材層の前記体積型ホログラム層とは反対の面側に、着色層を備えること、
を特徴とする偽造防止媒体。
【請求項5】
請求項3又は請求項4に記載の偽造防止媒体において、
前記着色層は、黒色インキによって形成されていること、
を特徴とする偽造防止媒体。
【請求項6】
請求項1から請求項5までのいずれか1項に記載の偽造防止媒体において、
前記強磁性材層の前記体積型ホログラム層とは反対の面側に接着層を備えること、
を特徴とする偽造防止媒体。
【請求項7】
請求項6に記載の偽造防止媒体において、
前記基材と前記体積型ホログラム層との間に剥離層を備えること、
を特徴とする偽造防止媒体。
【請求項8】
請求項7に記載の偽造防止媒体において、
当該偽造防止媒体は、前記剥離層によって前記基材から剥がされた状態で貼付対象物に前記接着層によって貼付されること、
を特徴とする偽造防止媒体。
【請求項9】
請求項1から請求項5までのいずれか1項に記載の偽造防止媒体と、
前記偽造防止媒体を漉き込んだ状態で形成されるシート状基材と、
を備える偽造防止シート。
【請求項10】
請求項1から請求項9のいずれか1項に記載の偽造防止媒体の強磁性材層のパターン形成方法であって、
前記強磁性材層を形成する面の前記強磁性材層のパターン以外の領域に、前記強磁性材層を除去可能な除去領域を形成する除去領域形成ステップと、
前記強磁性材層を形成する面の全域に、前記強磁性材層を形成する磁性層形成ステップと、
前記除去領域形成ステップによって形成された前記除去領域から、前記磁性層形成ステップで形成された前記強磁性材層を除去する除去ステップと、
を含む偽造防止媒体の強磁性材層のパターン形成方法。
【請求項1】
基材と、
前記基材の一方の面側に設けられ、光の干渉によって生じる干渉縞を屈折率の異なる縞として層の厚さ方向に記録している体積型ホログラム層と、
前記体積型ホログラム層の前記基材とは反対の面側に設けられ、強磁性材料によってパターン状に形成される強磁性材層と、
を備える偽造防止媒体。
【請求項2】
請求項1に記載の偽造防止媒体において、
前記強磁性材層は、特定の磁化特性を有したアモルファス強磁性材料によって形成されること、
を特徴とする偽造防止媒体。
【請求項3】
請求項1又は請求項2に記載の偽造防止媒体において、
前記強磁性材層と前記体積型ホログラム層との間に、着色層を備えること、
を特徴とする偽造防止媒体。
【請求項4】
請求項1又は請求項2に記載の偽造防止媒体において、
前記強磁性材層の前記体積型ホログラム層とは反対の面側に、着色層を備えること、
を特徴とする偽造防止媒体。
【請求項5】
請求項3又は請求項4に記載の偽造防止媒体において、
前記着色層は、黒色インキによって形成されていること、
を特徴とする偽造防止媒体。
【請求項6】
請求項1から請求項5までのいずれか1項に記載の偽造防止媒体において、
前記強磁性材層の前記体積型ホログラム層とは反対の面側に接着層を備えること、
を特徴とする偽造防止媒体。
【請求項7】
請求項6に記載の偽造防止媒体において、
前記基材と前記体積型ホログラム層との間に剥離層を備えること、
を特徴とする偽造防止媒体。
【請求項8】
請求項7に記載の偽造防止媒体において、
当該偽造防止媒体は、前記剥離層によって前記基材から剥がされた状態で貼付対象物に前記接着層によって貼付されること、
を特徴とする偽造防止媒体。
【請求項9】
請求項1から請求項5までのいずれか1項に記載の偽造防止媒体と、
前記偽造防止媒体を漉き込んだ状態で形成されるシート状基材と、
を備える偽造防止シート。
【請求項10】
請求項1から請求項9のいずれか1項に記載の偽造防止媒体の強磁性材層のパターン形成方法であって、
前記強磁性材層を形成する面の前記強磁性材層のパターン以外の領域に、前記強磁性材層を除去可能な除去領域を形成する除去領域形成ステップと、
前記強磁性材層を形成する面の全域に、前記強磁性材層を形成する磁性層形成ステップと、
前記除去領域形成ステップによって形成された前記除去領域から、前記磁性層形成ステップで形成された前記強磁性材層を除去する除去ステップと、
を含む偽造防止媒体の強磁性材層のパターン形成方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2009−909(P2009−909A)
【公開日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願番号】特願2007−164118(P2007−164118)
【出願日】平成19年6月21日(2007.6.21)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願日】平成19年6月21日(2007.6.21)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]