
偽造防止用紙
【課題】本発明は、最も偽造防止効果の高い偽造防止用紙を提供することを課題とするものである。
【解決手段】本発明においては、紙に抄き込まれたスレッド(2)が少なくとも一方の紙表面(10)には抄紙方向に連続して露出している偽造防止用紙とした。また、好ましくは、このスレッドを、他方の紙表面(11)にも一部露出させた。
【解決手段】本発明においては、紙に抄き込まれたスレッド(2)が少なくとも一方の紙表面(10)には抄紙方向に連続して露出している偽造防止用紙とした。また、好ましくは、このスレッドを、他方の紙表面(11)にも一部露出させた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スレッドによる偽造防止効果を高めた偽造防止用紙に関するものである。
【背景技術】
【0002】
一般に、金券には、ビール券や旅行券などの商品券を中心に、ホログラムなどが施された複写防止効果の高いスレッドが備えられており、このスレッドは多くの場合において金券の紙表面に貼り付けられている。
しかし、このようにスレッドを貼り付けたものはスレッドだけ入手できれば偽造容易となってしまう。これに対して、スレッドを抄き込んだ場合には、一般家庭などにおいて抄き込むこと自体が困難であることから、偽造防止効果を高めることができる。
【0003】
そこで、特許文献1に示すように、スレッドを抄き込んだ金券を最終製品として製造するため、スレッドを抄き込んで一方の紙表面に間欠的に露出させた偽造防止用紙が開発されている。
【0004】
その一方で、このようにスレッドを抄き込む場合には、偽造防止用紙形成工程においてプレスロールを紙表面に圧着させて脱水する際に、プレスロールとの接触面にスレッドが露出していると、スレッドの長さによってはスレッド周囲の紙料がプレスロールに貼り付く恐れがある。このため、スレッドを抄き込む場合には、偽造防止用紙の表面に連続して露出させることができず、スレッドの露出表面に描かれる文字などの意匠が限定的なものとなることから、この意匠による偽造防止効果が限定的なものとなってしまう。
【0005】
【特許文献1】特開2000−256994号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記事情に鑑みてなされたもので、最も偽造防止効果の高い偽造防止用紙を提供することを課題とするものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、請求項1に記載の本発明に係る偽造防止用紙は、紙に抄き込まれたスレッドが少なくとも一方の紙表面に抄紙方向に連続して露出していることを特徴とするものである。
【0008】
請求項2に記載の発明は、請求項1に記載の発明において、上記スレッドが他方の紙表面に一部露出していることを特徴とするものである。
【0009】
請求項3に記載の発明は、請求項1または2に記載の発明において、上記スレッドが複数本設けられていることを特徴とするものである。
【0010】
請求項4に記載の発明は、請求項1〜3のいずれかに記載の発明において、上記スレッドは、その露出面の両側部に上記抄き込みによって紙料が載った状態であることを特徴とするものである。
【0011】
請求項5に記載の発明は、請求項1〜4のいずれかに記載の発明において、上記スレッドは、その露出面の両側部および非露出面全体に接着剤が塗工されていることを特徴とするものである。
【0012】
請求項6に記載の発明は、請求項1〜4のいずれかに記載に記載の発明において、上記スレッドの両面には、それぞれ両側部に接着剤が塗工されていることを特徴とするものである。
【0013】
請求項7に記載の発明は、請求項5または6に記載の発明において、上記スレッドの両側部に塗工されている接着剤の全幅が、スレッド幅の10%以上であってかつ50%以下であることを特徴とするものである。
【発明の効果】
【0014】
請求項1〜7のいずれかに記載の本発明に係る偽造防止用紙によれば、スレッドが抄き込まれていることから、一般家庭などにおける模倣が難しく、偽造防止効果を高めることができ、さらには、スレッドが少なくとも一方の紙表面には抄紙方向に連続して露出していることから、スレッドの露出表面に描かれる文字などの意匠が限定的なものとなることもなく、意匠性の観点からも偽造防止効果の高いものを得ることができる。従って、抄き込みという手法による偽造防止効果と意匠の選択幅拡大による偽造防止効果との相乗効果によって、最大限の偽造防止効果を得ることができる。
【0015】
特に、スレッドが他方の紙表面にも一部露出している場合には、一方の表面に露出しているスレッドと他方の表面に露出しているスレッドとの両面のスレッドによって、相乗的な偽造防止効果を得ることができ、同様に、スレッドを複数本設けることによっても相乗的な偽造防止効果を得ること、すなわちスレッド本数が増加することによって指数関数的に偽造防止の効果を増大させることができる。
【0016】
また、スレッドの両側部に紙料が載った状態である場合には、両側部のラインが不規則な形状となるため、一段と偽造し難くなるという効果を得ることができる。さらには、スレッドの両側部および非露出面に、あるいはスレッドの両側面のみに接着剤を塗工することによって、スレッドの脱落を防止できるとともに、偽造防止用紙形成工程においてドライヤーなどが紙表面に接触しても、スレッド周りに密着するなどして偽造防止用紙の傷の形成や部分的な剥離などの問題の発生も防止できる。
【0017】
加えて、スレッドの両側部に塗工されている接着剤の全幅を、スレッド幅の10%以上であってかつ50%以下とすることによって、より確実に上述のスレッドの脱落の問題や、ドライヤーなどがスレッド周りに密着することによる傷の形成や部分的な剥離などの問題の発生も防止できる
その結果、上述のように最も偽造防止効果の高い偽造防止用紙を得ることができる。
【発明を実施するための最良の形態】
【0018】
本発明に係る偽造防止用紙について、2つの実施形態を図1(A)および図1(B)ならびに図2(A)および図2(B)を用いて説明する。
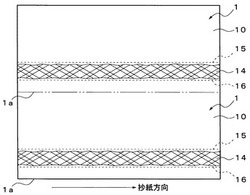
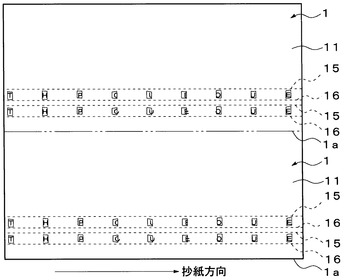
なお、図1(A)〜図2(B)は、いずれも2枚の偽造防止用紙1が抄紙方向に直交する方向に並んだ状態で一体に形成された枚葉紙の平面図又は底面図である。
[第1実施形態]
【0019】
本実施形態の偽造防止用紙1は、図1Aおよび図1Bに示すように、抄紙方向に延在する一方の外縁1aに沿って1本のスレッド14が抄き込まれた矩形紙である。このスレッド14は、偽造防止用紙1の表面(一方の紙表面)10に抄紙方向に全長に亘って(連続して)露出した状態で抄き込まれており、その露出面の両側部15、16は、紙料が載った状態で紙との境界線が不規則な波線状となっている。
【0020】
この抄き込まれるスレッド14としては、ホログラムが施されたホログラムスレッド、パスター加工が施されたパスター加工スレッド、文字や装飾などの印刷加工が施された印刷加工スレッド、温度により変色する示温スレッド、マイクロ文字が表示されるマイクロ文字入りスレッドや光輝性スレッドなどが用いられる。そして、このスレッド14は、5mm以上の幅広のものを含め1mm以上のものであれば使用可能であって、その露出面の両側部および非露出面全体にそれぞれ接着剤を塗工した状態で偽造防止用紙1に抄き込まれ、かつ両側部の接着剤の塗工幅の合計がスレッド14幅の10%以上であって50%以下とされている。
[第2実施形態]
【0021】
次いで、第2実施形態の偽造防止用紙について、図2Aおよび図2Bを用いて説明する。
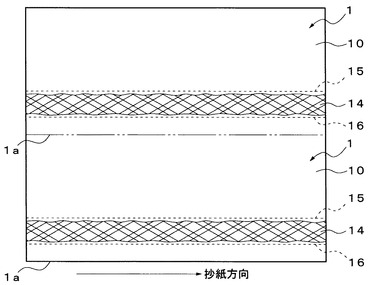
本実施形態の偽造防止用紙1は、抄紙方向に延在する一方の外縁1aに沿って複数本(本実施形態においては2本)のスレッド14が抄き込まれた矩形紙である。これらのスレッド14は、偽造防止用紙1の表面(一方の表面)10に抄紙方向に全長に亘って(連続して)露出した状態で抄き込まれており、その両側部15、16に偽造防止用紙1の表面10側において紙料が載った状態で紙との境界線が不規則な波線状となっている。
【0022】
この抄き込まれるスレッド14としては、第1実施形態と同様に、ホログラムスレッド、パスター加工スレッド、印刷加工スレッド、示温スレッド、マイクロ文字入りスレッドや光輝性スレッドなどが用いられる。そして、これらのスレッド14は、5mm以上の幅広のものを含め1mm以上のものであれば使用可能であって、その両面の両側部にそれぞれ接着剤を塗工した状態で偽造防止用紙1に抄き込まれ、かつ両側部の接着剤の塗工幅の合計がそれぞれスレッド14幅の10%以上であって50%以下とされている。
【0023】
さらに、これらのスレッド14は、偽造防止用紙1の裏面(他方の紙表面)11にも長手方向に間欠的に(一部)露出しており、その裏面11においても両側部15、16に紙料が載った状態で紙との境界線が不規則になっている。
【0024】
なお、本発明は、上述の実施形態何ら限定されるものでなく、例えば、第1実施形態のスレッド14が偽造防止用紙1の裏面11に抄紙方向に間欠的に露出していてもよく、第2実施形態の2本のスレッド14の一方が表面10に抄紙方向に全長に亘って露出するとともに裏面11に抄紙方向に間欠的に露出し、他方が表面10に抄紙方向に間欠的に露出するとともに裏面11に抄紙方向に全長に亘って露出していてもよく、さらには両方のスレッド14が裏面11に露出されていなくてもよい。
【0025】
次いで、上述の偽造防止用紙1の製造方法およびそれを用いて得られる最終製品である商品券1について、図3(A)〜図6(B)を用いて説明する。
本実施形態の偽造防止用紙の製造方法は、図5に示すように先ず調製された紙料をフローボックス3に導入する。その際、この紙料として、針葉樹晒クラフトパルプ(NBKP)、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒サルファイトパルプ等の木材パルプや、麻、綿、藁等を原料とした非木材パルプなどを適宜混合して叩解し、これに填料、乾燥紙力増強剤、湿潤紙力増強剤、サイズ剤、定着剤、歩留り向上剤、濾水性向上剤、消泡剤、染料、着色顔料、蛍光剤などを適宜添加して、フリーネスが600〜150mlC.S.F、好ましくは400〜250mlC.S.Fの範囲内になるように調製されたものが用いられる。
【0026】
次いで、この調製された紙料は、フローボックス3において大量の水で薄められることにより均一的な濃度でワイヤーパート4へと供給され、ワイヤーパート4において脱水されつつ紙層を形成する。
【0027】
ここで、このワイヤーパート4には、フェルト40の搬送方向に沿って上流側から下流側に向けて複数(本実施形態においては3槽)の円網抄紙機41、42、43が備えられており、円網抄紙機41は、上述の薄められた紙料が貯留される紙料槽45に配置された円網シリンダー46と、フェルト40を円網シリンダー46に押圧する圧胴49とが備えられている。同様に、円網抄紙機42は、上述の薄められた紙料が貯留される紙料槽45に配置された円網シリンダー47と、フェルト40を円網シリンダー47に押圧する圧胴49とが備えられているとともに、円網抄紙機43は、上述の薄められた紙料が貯留される紙料槽45に配置された円網シリンダー48と、フェルト40を円網シリンダー48に押圧する圧胴49とが備えられている。
このため、上記搬送方向の上流側から下流側の円網抄紙機41、42、43によって、順次、フェルト40上に裏面11側から表面10側の紙層が積層されて湿紙が形成される。
【0028】
従って、第1実施形態の偽造防止用紙1を製造するワイヤーパート4は、図6(A)に示すように最下流側の円網抄紙機43におけるフェルト40上に最も表面10側の紙層を形成する直前の位置、すなわち円網シリンダー48が圧胴49に接触する直前の位置にスレッド14を送り込むスレッド挿入装置44が設置されており、また、円網シリンダー48の外周には、型48aが設けられている。この型48aは、スレッド14を抄紙方向全長に亘って露出させるべく、円網シリンダー48の外周にスレッド14の露出させるべき表面部分に紙料が付着して紙層が形成されないような型付けが、当該抄紙方向に連続してされることにより構成されたものである。
【0029】
ここで、スレッド挿入装置44は、スレッド14の露出面の両側部15、16とスレッド14の非露出面全体、すなわち表面10側に露出する面の対向面全体とに、均等に接着剤を塗工した状態でスレッド14を送り込むようになっており、スレッド14の両側部15、16の接着剤の塗工幅の合計はスレッド14幅の10%以上であって50%以下とされている。
【0030】
他方、第2実施形態の偽造防止用紙1を製造するワイヤーパート4は、図6(B)に示すように、第1実施形態と同様に円網シリンダー48が圧胴49に接触する直前の位置にスレッド挿入装置44が設置されており、円網シリンダー48の外周には、スレッド14を抄紙方向全長に亘って露出させるための型48aが取り付けられている。さらに、円網シリンダー46、47の外周にも、それぞれスレッド14を裏面11に紙層が形成されに間欠的に露出させるべく、当該部分に紙層を形成させないための凸状の型46a、47aが円周方向(すなわち抄紙方向)に間隔をおいて取り付けられている。
【0031】
なお、第2実施形態においては、スレッド挿入装置44は、スレッド14の両面の両側部15、16にそれぞれ接着剤を塗工した状態でスレッド14を送り込むようになっている。
【0032】
これにより、ワイヤーパート4では、フェルト40上において紙層間にスレッド14が抄き込まれた湿紙が形成される。その際、スレッド14が抄き込まれた部分の紙層の総厚は、円網抄紙機43により形成される紙層の厚さおよび円網シリンダー48と圧胴49とにより湿紙に作用する圧力などよって、スレッド14の抄き込まれていない部分の60%以上80%以下となるように調製される。
【0033】
これは、スレッド14の抄き込まれた部分の紙層の総厚が抄き込まれていない部分の80%を超えると、スレッド14の厚さが吸収されず、スレッド14の表面が偽造防止用紙1の表面10から外側に突出した状態となり、製造工程においてロール状に巻き取る工程がある場合に不具合の原因ともなる。これに加えて、スレッド14と紙層との間で引っ張り応力などが作用して、紙層などに皺が形成される恐れがある。他方、60%未満であると、スレッド14の表面が偽造防止用紙1の表面10よりも内側に入り込む状態となり、ロール状に巻き取る場合の不具合の原因ともなる上に、スレッド14と紙層との間で引っ張り応力などが作用して、紙層などに皺が形成される恐れがある
【0034】
次いで、ワイヤーパート4からフェルト40とともに搬送された湿紙は、水分量が60〜90%、好ましくは60%〜75%に調製された状態でそのままプレスパート5に導入されて2本の回転ロール50間を移動することによりロール圧で絞られて脱水される。これにより、脱水直後の湿紙は水分量が40%〜60%に調製される。
【0035】
このように、プレスパート5に導入される直前の湿紙の水分量が60%以上となるように調製する理由は、以下の通りである。すなわち、プレスパート5直前の水分量が60%未満という状態になると、これはプレスパート5以前のワイヤーパート4上で湿紙が比較的自由に動ける状態で水分量60%未満まで乾燥されていることを意味するため、緊張状態になることなく乾燥されたことになり、その結果得られる紙は寸法安定性が悪くなるからである。また、90%以下となるように調製されるのは、90%を超えると、回転ロール50間を移動する際に水分量が多すぎてスレッド14上の周囲の紙層までも回転ロール50に付着する等して、紙層に皺が形成されあるいは紙層が波打ってしまう恐れがあるだけでなく、延いては剥離してしまう恐れもあるためである。
【0036】
このようにしてプレスパート5にて脱水された湿紙は、ドライヤーとして作用する回転シリンダー60を多数備えたドライヤーパート6に導入されて回転シリンダー60間を搬送されつつ各回転シリンダー60の熱によって乾燥し、次いで、カレンダーパート7にて表面10および裏面11が平滑な状態となる。
その際、湿紙は、スレッド14が挿入装置44から送り出されるときに、第1実施形態ではスレッド14の露出面の両側部15、16および非露出面全体のみに、第2実施形態ではスレッド14の両面の両側部15、16のみにそれぞれ接着剤が塗工されているため、特にスレッドの両側部15、16の接着剤の塗工全幅がスレッド幅の10%以上50%以下とされているため、回転シリンダー60に接触しても剥離などが生じ得ない。
【0037】
なお、プレスパート5によって脱水された直後の湿紙の水分量が40%以上となるように調製される理由は、以下の通りである。すなわち、仮に上記水分量を40%未満になるように搾水するとなると、そのためには前記回転ロール50の圧力を上げる必要があり、その結果、過度の圧力により湿紙が圧潰され、厚さが設計値よりも低くなったり、湿紙の地合が崩れたりする問題が生じるからである。加えて、フクレ(ブリスター)やシャドーマークが生じたり、フェルトマークが生じたりするといった不具合も起こりやすくなるからである。これに対して、60%を超えると、脱水が不十分であって、ドライヤーパート6にて回転シリンダー60に付着する等して、紙層に皺が形成されあるいは紙層が波打ってしまう恐れがあるだけでなく、延いては剥離してしまう恐れもあるためである。
【0038】
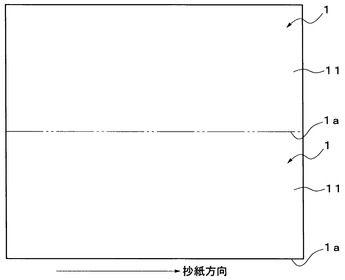
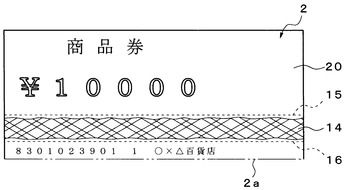
次いで、カッター8によって切り取られて枚葉紙となって多数枚の偽造防止用紙1が得られる。各枚葉紙には、図1(A)および図1(B)あるいは図2(A)および図2(B)に示すように偽造防止用紙1が多面取りされている。次に、この偽造防止用紙1からなる枚葉紙に印刷手段(図示を略す)によって印刷を施して、外縁1aを裁断することにより、図3(A)および図3(B)あるいは図4(A)および図4(B)に示す商品券2が得られる。
なお、外縁1aは、実際にこのような線が紙に表示されるわけではなく、あくまで説明の便宜から図示したものである。勿論、外縁1aは1本とは限らず、複数存在することもある。
【0039】
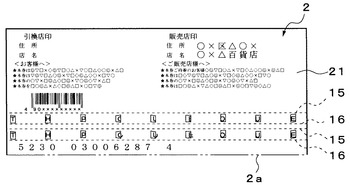
上述のようにして得られた図3(A)および図3(B)に示す第1実施形態の商品券2ならびに図4(A)および図4(B)に示す第2実施形態の商品券2は、その長手方向に延在する一方の外縁2aに沿ってスレッド14が抄き込まれているだけでなく、スレッド14の両側部15、16に紙料が載ってスレッド14と紙との境界線が不規則な状態であることから、一般家庭などにおいて再現が困難であり、偽造防止効果が高い。その上、スレッド挿入装置44から送り込まれたスレッド14が円網シリンダ48の外周の型48aによって、長手方向に全長に亘って露出した状態で湿紙に抄き込まれて、スレッド14が全長露出した商品券2が得られることから、スレッド14の露出表面に描かれる文字などの意匠が限定的なものとなることもなく、意匠性の観点からも偽造防止効果の高い。
【0040】
このようにスレッド14が全長露出した商品券2が得られるのは、スレッド14をスレッド挿入装置44から送り込む際に、円網抄紙機43により形成される紙層の厚さおよび円網シリンダー48と圧胴49とにより湿紙に作用する圧力などによって、スレッド14の抄き込まれる部分の紙層の層厚をスレッド14の抄き込まれていない部分の60%以上80%以下となるように調製し、さらには、プレスパート5に導入される直前の湿紙を水分量40%〜60%に、プレスパート5によって脱水された直後の湿紙を水分量40%〜60%にそれぞれ調製するため、紙層の剥離などを防止できるようになった結果である。
【0041】
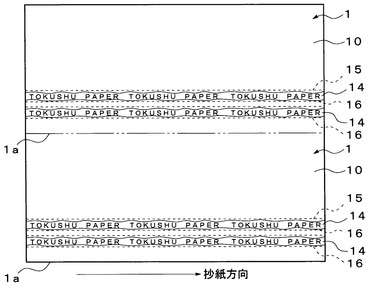
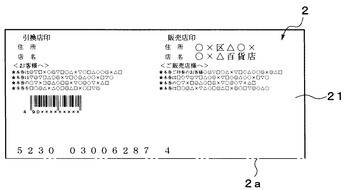
特に、第2実施形態の商品券2は、スレッド14が裏面11にも長手方向に間欠的に露出しているため、表面20に全長露出しているスレッド14の意匠と裏面21に間欠的に露出しているスレッド14の意匠との両面のスレッド14の意匠によって、相乗的な偽造防止効果を得ることができる。さらに、この商品券2には2本のスレッド14が抄き込まれており、スレッド14の本数が増加することによっても指数関数的に偽造防止の効果を増大させることができる。なお、抄紙方向が偽造防止用紙1の長手方向でなく、短手方向の外縁に沿った方向である場合には、スレッド14が商品券2の短手方向の外縁に沿って全長露出することとなるが、この場合にも、商品券2の長手方向の外縁2aに沿って全長露出している場合と比較して然程劣ることのない偽造防止効果を得ることができる。
【図面の簡単な説明】
【0042】
【図1A】本発明に係る第1実施形態の偽造防止用紙1を説明する説明図であって、2枚の偽造防止用紙1が一体に形成された枚葉紙の平面図である。
【図1B】図1Aの底面図である。
【図2A】本発明に係る第2実施形態の偽造防止用紙1を説明する説明図であって、2枚の偽造防止用紙1が一体に形成された枚葉紙の平面図である。
【図2B】図1Aの底面図である。
【図3A】本発明に係る第1実施形態の偽造防止用紙、すなわち図1の偽造防止用紙を用いて得られた最終製品である商品券の平面図である。
【図3B】図3Aの底面図である。
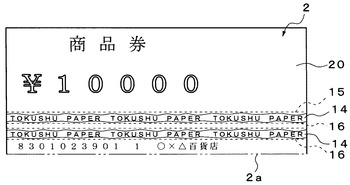
【図4A】本発明に係る第2実施形態の偽造防止用紙、すなわち図2の偽造防止用紙を用いて得られた最終製品である商品券の平面図である。
【図4B】図4Aの底面図である。
【図5】図1Aおよび図1Bならびに図2Aおよび図2Bに示す偽造防止用紙の製造装置を示す模式図である。
【図6A】図5のワイヤーパート4を拡大した部分拡大図であって、第1の実施形態の偽造防止用紙を製造するワイヤーパート4の説明図である。
【図6B】第2の実施形態の偽造防止用紙を製造するワイヤーパート4の説明図である。
【符号の説明】
【0043】
1 偽造防止用紙
1a 偽造防止用紙の抄紙方向に延在する一方の外縁
2 商品券
2a 商品券の長手方向に延在する一方の外縁
10 偽造防止用紙の表面
11 偽造防止用紙の裏面
14 スレッド
15、16 スレッドの側部
20 商品券の表面
21 商品券の裏面
【技術分野】
【0001】
本発明は、スレッドによる偽造防止効果を高めた偽造防止用紙に関するものである。
【背景技術】
【0002】
一般に、金券には、ビール券や旅行券などの商品券を中心に、ホログラムなどが施された複写防止効果の高いスレッドが備えられており、このスレッドは多くの場合において金券の紙表面に貼り付けられている。
しかし、このようにスレッドを貼り付けたものはスレッドだけ入手できれば偽造容易となってしまう。これに対して、スレッドを抄き込んだ場合には、一般家庭などにおいて抄き込むこと自体が困難であることから、偽造防止効果を高めることができる。
【0003】
そこで、特許文献1に示すように、スレッドを抄き込んだ金券を最終製品として製造するため、スレッドを抄き込んで一方の紙表面に間欠的に露出させた偽造防止用紙が開発されている。
【0004】
その一方で、このようにスレッドを抄き込む場合には、偽造防止用紙形成工程においてプレスロールを紙表面に圧着させて脱水する際に、プレスロールとの接触面にスレッドが露出していると、スレッドの長さによってはスレッド周囲の紙料がプレスロールに貼り付く恐れがある。このため、スレッドを抄き込む場合には、偽造防止用紙の表面に連続して露出させることができず、スレッドの露出表面に描かれる文字などの意匠が限定的なものとなることから、この意匠による偽造防止効果が限定的なものとなってしまう。
【0005】
【特許文献1】特開2000−256994号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記事情に鑑みてなされたもので、最も偽造防止効果の高い偽造防止用紙を提供することを課題とするものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、請求項1に記載の本発明に係る偽造防止用紙は、紙に抄き込まれたスレッドが少なくとも一方の紙表面に抄紙方向に連続して露出していることを特徴とするものである。
【0008】
請求項2に記載の発明は、請求項1に記載の発明において、上記スレッドが他方の紙表面に一部露出していることを特徴とするものである。
【0009】
請求項3に記載の発明は、請求項1または2に記載の発明において、上記スレッドが複数本設けられていることを特徴とするものである。
【0010】
請求項4に記載の発明は、請求項1〜3のいずれかに記載の発明において、上記スレッドは、その露出面の両側部に上記抄き込みによって紙料が載った状態であることを特徴とするものである。
【0011】
請求項5に記載の発明は、請求項1〜4のいずれかに記載の発明において、上記スレッドは、その露出面の両側部および非露出面全体に接着剤が塗工されていることを特徴とするものである。
【0012】
請求項6に記載の発明は、請求項1〜4のいずれかに記載に記載の発明において、上記スレッドの両面には、それぞれ両側部に接着剤が塗工されていることを特徴とするものである。
【0013】
請求項7に記載の発明は、請求項5または6に記載の発明において、上記スレッドの両側部に塗工されている接着剤の全幅が、スレッド幅の10%以上であってかつ50%以下であることを特徴とするものである。
【発明の効果】
【0014】
請求項1〜7のいずれかに記載の本発明に係る偽造防止用紙によれば、スレッドが抄き込まれていることから、一般家庭などにおける模倣が難しく、偽造防止効果を高めることができ、さらには、スレッドが少なくとも一方の紙表面には抄紙方向に連続して露出していることから、スレッドの露出表面に描かれる文字などの意匠が限定的なものとなることもなく、意匠性の観点からも偽造防止効果の高いものを得ることができる。従って、抄き込みという手法による偽造防止効果と意匠の選択幅拡大による偽造防止効果との相乗効果によって、最大限の偽造防止効果を得ることができる。
【0015】
特に、スレッドが他方の紙表面にも一部露出している場合には、一方の表面に露出しているスレッドと他方の表面に露出しているスレッドとの両面のスレッドによって、相乗的な偽造防止効果を得ることができ、同様に、スレッドを複数本設けることによっても相乗的な偽造防止効果を得ること、すなわちスレッド本数が増加することによって指数関数的に偽造防止の効果を増大させることができる。
【0016】
また、スレッドの両側部に紙料が載った状態である場合には、両側部のラインが不規則な形状となるため、一段と偽造し難くなるという効果を得ることができる。さらには、スレッドの両側部および非露出面に、あるいはスレッドの両側面のみに接着剤を塗工することによって、スレッドの脱落を防止できるとともに、偽造防止用紙形成工程においてドライヤーなどが紙表面に接触しても、スレッド周りに密着するなどして偽造防止用紙の傷の形成や部分的な剥離などの問題の発生も防止できる。
【0017】
加えて、スレッドの両側部に塗工されている接着剤の全幅を、スレッド幅の10%以上であってかつ50%以下とすることによって、より確実に上述のスレッドの脱落の問題や、ドライヤーなどがスレッド周りに密着することによる傷の形成や部分的な剥離などの問題の発生も防止できる
その結果、上述のように最も偽造防止効果の高い偽造防止用紙を得ることができる。
【発明を実施するための最良の形態】
【0018】
本発明に係る偽造防止用紙について、2つの実施形態を図1(A)および図1(B)ならびに図2(A)および図2(B)を用いて説明する。
なお、図1(A)〜図2(B)は、いずれも2枚の偽造防止用紙1が抄紙方向に直交する方向に並んだ状態で一体に形成された枚葉紙の平面図又は底面図である。
[第1実施形態]
【0019】
本実施形態の偽造防止用紙1は、図1Aおよび図1Bに示すように、抄紙方向に延在する一方の外縁1aに沿って1本のスレッド14が抄き込まれた矩形紙である。このスレッド14は、偽造防止用紙1の表面(一方の紙表面)10に抄紙方向に全長に亘って(連続して)露出した状態で抄き込まれており、その露出面の両側部15、16は、紙料が載った状態で紙との境界線が不規則な波線状となっている。
【0020】
この抄き込まれるスレッド14としては、ホログラムが施されたホログラムスレッド、パスター加工が施されたパスター加工スレッド、文字や装飾などの印刷加工が施された印刷加工スレッド、温度により変色する示温スレッド、マイクロ文字が表示されるマイクロ文字入りスレッドや光輝性スレッドなどが用いられる。そして、このスレッド14は、5mm以上の幅広のものを含め1mm以上のものであれば使用可能であって、その露出面の両側部および非露出面全体にそれぞれ接着剤を塗工した状態で偽造防止用紙1に抄き込まれ、かつ両側部の接着剤の塗工幅の合計がスレッド14幅の10%以上であって50%以下とされている。
[第2実施形態]
【0021】
次いで、第2実施形態の偽造防止用紙について、図2Aおよび図2Bを用いて説明する。
本実施形態の偽造防止用紙1は、抄紙方向に延在する一方の外縁1aに沿って複数本(本実施形態においては2本)のスレッド14が抄き込まれた矩形紙である。これらのスレッド14は、偽造防止用紙1の表面(一方の表面)10に抄紙方向に全長に亘って(連続して)露出した状態で抄き込まれており、その両側部15、16に偽造防止用紙1の表面10側において紙料が載った状態で紙との境界線が不規則な波線状となっている。
【0022】
この抄き込まれるスレッド14としては、第1実施形態と同様に、ホログラムスレッド、パスター加工スレッド、印刷加工スレッド、示温スレッド、マイクロ文字入りスレッドや光輝性スレッドなどが用いられる。そして、これらのスレッド14は、5mm以上の幅広のものを含め1mm以上のものであれば使用可能であって、その両面の両側部にそれぞれ接着剤を塗工した状態で偽造防止用紙1に抄き込まれ、かつ両側部の接着剤の塗工幅の合計がそれぞれスレッド14幅の10%以上であって50%以下とされている。
【0023】
さらに、これらのスレッド14は、偽造防止用紙1の裏面(他方の紙表面)11にも長手方向に間欠的に(一部)露出しており、その裏面11においても両側部15、16に紙料が載った状態で紙との境界線が不規則になっている。
【0024】
なお、本発明は、上述の実施形態何ら限定されるものでなく、例えば、第1実施形態のスレッド14が偽造防止用紙1の裏面11に抄紙方向に間欠的に露出していてもよく、第2実施形態の2本のスレッド14の一方が表面10に抄紙方向に全長に亘って露出するとともに裏面11に抄紙方向に間欠的に露出し、他方が表面10に抄紙方向に間欠的に露出するとともに裏面11に抄紙方向に全長に亘って露出していてもよく、さらには両方のスレッド14が裏面11に露出されていなくてもよい。
【0025】
次いで、上述の偽造防止用紙1の製造方法およびそれを用いて得られる最終製品である商品券1について、図3(A)〜図6(B)を用いて説明する。
本実施形態の偽造防止用紙の製造方法は、図5に示すように先ず調製された紙料をフローボックス3に導入する。その際、この紙料として、針葉樹晒クラフトパルプ(NBKP)、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒サルファイトパルプ等の木材パルプや、麻、綿、藁等を原料とした非木材パルプなどを適宜混合して叩解し、これに填料、乾燥紙力増強剤、湿潤紙力増強剤、サイズ剤、定着剤、歩留り向上剤、濾水性向上剤、消泡剤、染料、着色顔料、蛍光剤などを適宜添加して、フリーネスが600〜150mlC.S.F、好ましくは400〜250mlC.S.Fの範囲内になるように調製されたものが用いられる。
【0026】
次いで、この調製された紙料は、フローボックス3において大量の水で薄められることにより均一的な濃度でワイヤーパート4へと供給され、ワイヤーパート4において脱水されつつ紙層を形成する。
【0027】
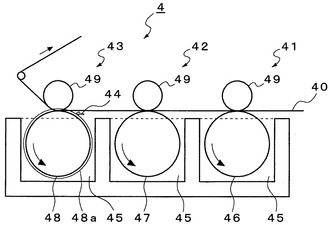
ここで、このワイヤーパート4には、フェルト40の搬送方向に沿って上流側から下流側に向けて複数(本実施形態においては3槽)の円網抄紙機41、42、43が備えられており、円網抄紙機41は、上述の薄められた紙料が貯留される紙料槽45に配置された円網シリンダー46と、フェルト40を円網シリンダー46に押圧する圧胴49とが備えられている。同様に、円網抄紙機42は、上述の薄められた紙料が貯留される紙料槽45に配置された円網シリンダー47と、フェルト40を円網シリンダー47に押圧する圧胴49とが備えられているとともに、円網抄紙機43は、上述の薄められた紙料が貯留される紙料槽45に配置された円網シリンダー48と、フェルト40を円網シリンダー48に押圧する圧胴49とが備えられている。
このため、上記搬送方向の上流側から下流側の円網抄紙機41、42、43によって、順次、フェルト40上に裏面11側から表面10側の紙層が積層されて湿紙が形成される。
【0028】
従って、第1実施形態の偽造防止用紙1を製造するワイヤーパート4は、図6(A)に示すように最下流側の円網抄紙機43におけるフェルト40上に最も表面10側の紙層を形成する直前の位置、すなわち円網シリンダー48が圧胴49に接触する直前の位置にスレッド14を送り込むスレッド挿入装置44が設置されており、また、円網シリンダー48の外周には、型48aが設けられている。この型48aは、スレッド14を抄紙方向全長に亘って露出させるべく、円網シリンダー48の外周にスレッド14の露出させるべき表面部分に紙料が付着して紙層が形成されないような型付けが、当該抄紙方向に連続してされることにより構成されたものである。
【0029】
ここで、スレッド挿入装置44は、スレッド14の露出面の両側部15、16とスレッド14の非露出面全体、すなわち表面10側に露出する面の対向面全体とに、均等に接着剤を塗工した状態でスレッド14を送り込むようになっており、スレッド14の両側部15、16の接着剤の塗工幅の合計はスレッド14幅の10%以上であって50%以下とされている。
【0030】
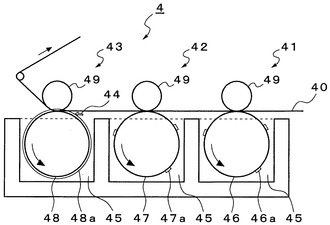
他方、第2実施形態の偽造防止用紙1を製造するワイヤーパート4は、図6(B)に示すように、第1実施形態と同様に円網シリンダー48が圧胴49に接触する直前の位置にスレッド挿入装置44が設置されており、円網シリンダー48の外周には、スレッド14を抄紙方向全長に亘って露出させるための型48aが取り付けられている。さらに、円網シリンダー46、47の外周にも、それぞれスレッド14を裏面11に紙層が形成されに間欠的に露出させるべく、当該部分に紙層を形成させないための凸状の型46a、47aが円周方向(すなわち抄紙方向)に間隔をおいて取り付けられている。
【0031】
なお、第2実施形態においては、スレッド挿入装置44は、スレッド14の両面の両側部15、16にそれぞれ接着剤を塗工した状態でスレッド14を送り込むようになっている。
【0032】
これにより、ワイヤーパート4では、フェルト40上において紙層間にスレッド14が抄き込まれた湿紙が形成される。その際、スレッド14が抄き込まれた部分の紙層の総厚は、円網抄紙機43により形成される紙層の厚さおよび円網シリンダー48と圧胴49とにより湿紙に作用する圧力などよって、スレッド14の抄き込まれていない部分の60%以上80%以下となるように調製される。
【0033】
これは、スレッド14の抄き込まれた部分の紙層の総厚が抄き込まれていない部分の80%を超えると、スレッド14の厚さが吸収されず、スレッド14の表面が偽造防止用紙1の表面10から外側に突出した状態となり、製造工程においてロール状に巻き取る工程がある場合に不具合の原因ともなる。これに加えて、スレッド14と紙層との間で引っ張り応力などが作用して、紙層などに皺が形成される恐れがある。他方、60%未満であると、スレッド14の表面が偽造防止用紙1の表面10よりも内側に入り込む状態となり、ロール状に巻き取る場合の不具合の原因ともなる上に、スレッド14と紙層との間で引っ張り応力などが作用して、紙層などに皺が形成される恐れがある
【0034】
次いで、ワイヤーパート4からフェルト40とともに搬送された湿紙は、水分量が60〜90%、好ましくは60%〜75%に調製された状態でそのままプレスパート5に導入されて2本の回転ロール50間を移動することによりロール圧で絞られて脱水される。これにより、脱水直後の湿紙は水分量が40%〜60%に調製される。
【0035】
このように、プレスパート5に導入される直前の湿紙の水分量が60%以上となるように調製する理由は、以下の通りである。すなわち、プレスパート5直前の水分量が60%未満という状態になると、これはプレスパート5以前のワイヤーパート4上で湿紙が比較的自由に動ける状態で水分量60%未満まで乾燥されていることを意味するため、緊張状態になることなく乾燥されたことになり、その結果得られる紙は寸法安定性が悪くなるからである。また、90%以下となるように調製されるのは、90%を超えると、回転ロール50間を移動する際に水分量が多すぎてスレッド14上の周囲の紙層までも回転ロール50に付着する等して、紙層に皺が形成されあるいは紙層が波打ってしまう恐れがあるだけでなく、延いては剥離してしまう恐れもあるためである。
【0036】
このようにしてプレスパート5にて脱水された湿紙は、ドライヤーとして作用する回転シリンダー60を多数備えたドライヤーパート6に導入されて回転シリンダー60間を搬送されつつ各回転シリンダー60の熱によって乾燥し、次いで、カレンダーパート7にて表面10および裏面11が平滑な状態となる。
その際、湿紙は、スレッド14が挿入装置44から送り出されるときに、第1実施形態ではスレッド14の露出面の両側部15、16および非露出面全体のみに、第2実施形態ではスレッド14の両面の両側部15、16のみにそれぞれ接着剤が塗工されているため、特にスレッドの両側部15、16の接着剤の塗工全幅がスレッド幅の10%以上50%以下とされているため、回転シリンダー60に接触しても剥離などが生じ得ない。
【0037】
なお、プレスパート5によって脱水された直後の湿紙の水分量が40%以上となるように調製される理由は、以下の通りである。すなわち、仮に上記水分量を40%未満になるように搾水するとなると、そのためには前記回転ロール50の圧力を上げる必要があり、その結果、過度の圧力により湿紙が圧潰され、厚さが設計値よりも低くなったり、湿紙の地合が崩れたりする問題が生じるからである。加えて、フクレ(ブリスター)やシャドーマークが生じたり、フェルトマークが生じたりするといった不具合も起こりやすくなるからである。これに対して、60%を超えると、脱水が不十分であって、ドライヤーパート6にて回転シリンダー60に付着する等して、紙層に皺が形成されあるいは紙層が波打ってしまう恐れがあるだけでなく、延いては剥離してしまう恐れもあるためである。
【0038】
次いで、カッター8によって切り取られて枚葉紙となって多数枚の偽造防止用紙1が得られる。各枚葉紙には、図1(A)および図1(B)あるいは図2(A)および図2(B)に示すように偽造防止用紙1が多面取りされている。次に、この偽造防止用紙1からなる枚葉紙に印刷手段(図示を略す)によって印刷を施して、外縁1aを裁断することにより、図3(A)および図3(B)あるいは図4(A)および図4(B)に示す商品券2が得られる。
なお、外縁1aは、実際にこのような線が紙に表示されるわけではなく、あくまで説明の便宜から図示したものである。勿論、外縁1aは1本とは限らず、複数存在することもある。
【0039】
上述のようにして得られた図3(A)および図3(B)に示す第1実施形態の商品券2ならびに図4(A)および図4(B)に示す第2実施形態の商品券2は、その長手方向に延在する一方の外縁2aに沿ってスレッド14が抄き込まれているだけでなく、スレッド14の両側部15、16に紙料が載ってスレッド14と紙との境界線が不規則な状態であることから、一般家庭などにおいて再現が困難であり、偽造防止効果が高い。その上、スレッド挿入装置44から送り込まれたスレッド14が円網シリンダ48の外周の型48aによって、長手方向に全長に亘って露出した状態で湿紙に抄き込まれて、スレッド14が全長露出した商品券2が得られることから、スレッド14の露出表面に描かれる文字などの意匠が限定的なものとなることもなく、意匠性の観点からも偽造防止効果の高い。
【0040】
このようにスレッド14が全長露出した商品券2が得られるのは、スレッド14をスレッド挿入装置44から送り込む際に、円網抄紙機43により形成される紙層の厚さおよび円網シリンダー48と圧胴49とにより湿紙に作用する圧力などによって、スレッド14の抄き込まれる部分の紙層の層厚をスレッド14の抄き込まれていない部分の60%以上80%以下となるように調製し、さらには、プレスパート5に導入される直前の湿紙を水分量40%〜60%に、プレスパート5によって脱水された直後の湿紙を水分量40%〜60%にそれぞれ調製するため、紙層の剥離などを防止できるようになった結果である。
【0041】
特に、第2実施形態の商品券2は、スレッド14が裏面11にも長手方向に間欠的に露出しているため、表面20に全長露出しているスレッド14の意匠と裏面21に間欠的に露出しているスレッド14の意匠との両面のスレッド14の意匠によって、相乗的な偽造防止効果を得ることができる。さらに、この商品券2には2本のスレッド14が抄き込まれており、スレッド14の本数が増加することによっても指数関数的に偽造防止の効果を増大させることができる。なお、抄紙方向が偽造防止用紙1の長手方向でなく、短手方向の外縁に沿った方向である場合には、スレッド14が商品券2の短手方向の外縁に沿って全長露出することとなるが、この場合にも、商品券2の長手方向の外縁2aに沿って全長露出している場合と比較して然程劣ることのない偽造防止効果を得ることができる。
【図面の簡単な説明】
【0042】
【図1A】本発明に係る第1実施形態の偽造防止用紙1を説明する説明図であって、2枚の偽造防止用紙1が一体に形成された枚葉紙の平面図である。
【図1B】図1Aの底面図である。
【図2A】本発明に係る第2実施形態の偽造防止用紙1を説明する説明図であって、2枚の偽造防止用紙1が一体に形成された枚葉紙の平面図である。
【図2B】図1Aの底面図である。
【図3A】本発明に係る第1実施形態の偽造防止用紙、すなわち図1の偽造防止用紙を用いて得られた最終製品である商品券の平面図である。
【図3B】図3Aの底面図である。
【図4A】本発明に係る第2実施形態の偽造防止用紙、すなわち図2の偽造防止用紙を用いて得られた最終製品である商品券の平面図である。
【図4B】図4Aの底面図である。
【図5】図1Aおよび図1Bならびに図2Aおよび図2Bに示す偽造防止用紙の製造装置を示す模式図である。
【図6A】図5のワイヤーパート4を拡大した部分拡大図であって、第1の実施形態の偽造防止用紙を製造するワイヤーパート4の説明図である。
【図6B】第2の実施形態の偽造防止用紙を製造するワイヤーパート4の説明図である。
【符号の説明】
【0043】
1 偽造防止用紙
1a 偽造防止用紙の抄紙方向に延在する一方の外縁
2 商品券
2a 商品券の長手方向に延在する一方の外縁
10 偽造防止用紙の表面
11 偽造防止用紙の裏面
14 スレッド
15、16 スレッドの側部
20 商品券の表面
21 商品券の裏面
【特許請求の範囲】
【請求項1】
紙に抄き込まれたスレッドが少なくとも一方の紙表面には抄紙方向に連続して露出していることを特徴とする偽造防止用紙。
【請求項2】
上記スレッドは、他方の紙表面にも一部露出していることを特徴とする請求項1に記載の偽造防止用紙。
【請求項3】
上記スレッドが複数本設けられていることを特徴とする請求項1または2に記載の偽造防止用紙。
【請求項4】
上記スレッドは、その露出面の両側部に上記抄き込みによって紙料が載った状態であることを特徴とする請求項1ないし3のいずれかに記載の偽造防止用紙。
【請求項5】
上記スレッドは、その露出面の両側部および非露出面全体に接着剤が塗工されていることを特徴とする請求項1ないし4のいずれかに記載の偽造防止用紙。
【請求項6】
上記スレッドの両面には、それぞれ両側部に接着剤が塗工されていることを特徴とする請求項1ないし4のいずれかに記載に記載の偽造防止用紙。
【請求項7】
上記スレッドの両側部に塗工されている接着剤の全幅は、スレッド幅の10%以上であってかつ50%以下であることを特徴とする請求項5または6に記載の偽造防止用紙。
【請求項1】
紙に抄き込まれたスレッドが少なくとも一方の紙表面には抄紙方向に連続して露出していることを特徴とする偽造防止用紙。
【請求項2】
上記スレッドは、他方の紙表面にも一部露出していることを特徴とする請求項1に記載の偽造防止用紙。
【請求項3】
上記スレッドが複数本設けられていることを特徴とする請求項1または2に記載の偽造防止用紙。
【請求項4】
上記スレッドは、その露出面の両側部に上記抄き込みによって紙料が載った状態であることを特徴とする請求項1ないし3のいずれかに記載の偽造防止用紙。
【請求項5】
上記スレッドは、その露出面の両側部および非露出面全体に接着剤が塗工されていることを特徴とする請求項1ないし4のいずれかに記載の偽造防止用紙。
【請求項6】
上記スレッドの両面には、それぞれ両側部に接着剤が塗工されていることを特徴とする請求項1ないし4のいずれかに記載に記載の偽造防止用紙。
【請求項7】
上記スレッドの両側部に塗工されている接着剤の全幅は、スレッド幅の10%以上であってかつ50%以下であることを特徴とする請求項5または6に記載の偽造防止用紙。
【図1A】


【図1B】
【図2A】
【図2B】
【図3A】
【図3B】
【図4A】
【図4B】
【図5】

【図6A】
【図6B】
【図1B】
【図2A】
【図2B】
【図3A】
【図3B】
【図4A】
【図4B】
【図5】
【図6A】
【図6B】
【公開番号】特開2010−121251(P2010−121251A)
【公開日】平成22年6月3日(2010.6.3)
【国際特許分類】
【出願番号】特願2008−298014(P2008−298014)
【出願日】平成20年11月21日(2008.11.21)
【出願人】(000225049)特種製紙株式会社 (45)
【Fターム(参考)】
【公開日】平成22年6月3日(2010.6.3)
【国際特許分類】
【出願日】平成20年11月21日(2008.11.21)
【出願人】(000225049)特種製紙株式会社 (45)
【Fターム(参考)】
[ Back to top ]