
充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体およびその製造方法若しくはその用途

【課題】 導電性フィラーを樹脂中に分散させる新規な方法及び新規な方法により得られる新規な構造の導電性複合材料、導電性フィラーの直接分散性がよくない樹脂中で導電性フィラーを分散させる新規な方法、新規な方法により得られる新規な構造の導電性複合材料の提供
【解決手段】 非相溶性の樹脂若しくはエラストマーから構成される共連続構造からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含む構造体であり、又、フィラーである充填剤は均一に分散されている充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体、非相溶性樹脂若しくはエラストマーを用いて、内部帰還型スクリューを搭載している、1000rpm以上のスクリュー回転が可能であり、最高出力3000rpmの微量型高せん断成形加工機による溶融混練操作を利用して、共連続構造を得る。
【解決手段】 非相溶性の樹脂若しくはエラストマーから構成される共連続構造からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含む構造体であり、又、フィラーである充填剤は均一に分散されている充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体、非相溶性樹脂若しくはエラストマーを用いて、内部帰還型スクリューを搭載している、1000rpm以上のスクリュー回転が可能であり、最高出力3000rpmの微量型高せん断成形加工機による溶融混練操作を利用して、共連続構造を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、非相溶性の樹脂若しくはエラストマーから構成される共連続構造体からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含むことを特徴とする充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体、およびその製造方法もしくはその用途に関するものである。用途としては、導電性若しくは熱伝導性材料、あるいは燃料電池用電極材料並びに電磁波吸収材料等が挙げられる。
【背景技術】
【0002】
樹脂に導電性フィラー等を分散させて得られる導電性複合材料の特性は、導電性を大きく向上させることが期待できる。この特性は、フィラーとして何を選択したということは重要な因子となるが、樹脂中のフィラーの分散状態も重要な因子となる。
【0003】
樹脂に導電性フィラー加える場合には、フィラー同士を樹脂中で網目構造とすることにより複合材料の導電性を高めることができることは理論的にも実験的にも確かめられている(特許文献4 特開2006−527786号公報)。しかしながら、樹脂中のフィラーの分散状態という点から考えると、フィラーの分散状態は良好ではなく、むしろ導電性フィラーを分散させることを考えたほうが導電性を考えるうえでは有効であるということができる。現状では、導電性フィラーを分散させることは十分であると言うことができない。
【0004】
導電性複合材料に対する期待は大きく、例えば、燃料電池用電極材料にあっては、導電性複合材料の利用が最も有効な手段であるとされている。この場合には良好な導電性特性を有していることを前提とし、さらに、(1)単位表面積当りのまた単位体積当りの導電率が大きいこと、(2)機械的強度が大きいこと、(3)水素ガスおよび酸素ガスに対しての不浸透性を有していること、及び(4)電気化学電池の酸性雰囲気内において化学的耐性を有していることなどが必要とされる。
現在、燃料電池用電極材料あるいはバイポーラ型セパレータプレートとしては非腐食性に機械加工されたグラファイトボードを使用すること、あるいはスタンプ加工された金属ボードを使用している。しかしながら、機械加工により製造したグラファイトボードを利用する方法は高価であり大規模生産には適していない。また、金属ボードを使用することによりプレート重量を重たくしてしまう結果、実用的でないという問題点があり、実用化を前提としている良好な導電性を有することが達成されていない。
また、非腐食性のフッ素系ポリマーにカーボンナノチューブ(CNT)を分散させて得られる複合材料を、上記バイポーラプレートとして利用する提案がある。確かに、軽量化には貢献する反面、フッ素系ポリマーに固有のプロセスにより操作が煩雑となり、結果として最も問題とされる導電性を高めることができないという問題点があった。
【0005】
機械的強度に優れた材料、さらには水素ガスおよび酸素ガスに対しての不浸透性や電気
化学電池の酸性雰囲気内において化学的耐性を求めることが前提の燃料電池電極材料では、耐薬品性に優れたポリフッ化ビニリデン(PVDF)等のフッ素系ポリマー、あるいは同様に耐薬品性に優れたポリ(p-フェニレンサルファイド)(PPS)、ポリサルホン(PSF)、ポリエーテルサルホン(PES)、ポリエーテルエーテルケトン(PEEK)、ポリアリレート(PAR)等、あるいはポリアミド6(PA6)やポリアミド66(PA66)等ナイロン系樹脂等を選択するのが最適であると同時に樹脂材料であるため軽量化にも大きな貢献をすることになる。しかしながら、PVDF樹脂を始めとするこれらの樹脂では、導電性フィラーを直接分散させても、分散性が悪いために思うように導電性を高めることができないという問題点があった。
【0006】
以上のことから、導電性複合材料では、導電性フィラーを樹脂中に分散させることを解決することが最も重要であり、導電性フィラーを樹脂中に分散させる新規な方法が必要とされ、新規な方法により得られる新規な構造の導電性複合材料の開発、及びこれら導電性複合材料を用いる分野では材料に要求されている特性上、特に、導電性フィラーの直接分散性がよくない樹脂中で導電性フィラーを分散させる新規な方法、新規な方法により得られる新規な構造の導電性複合材料の開発が喫緊の課題となっている。
【0007】
複合材料の開発に直接関連するものではないが、本発明者らは非相溶性の高分子ブレンドの高次構造に関する研究を進めてきた。
従来、非相溶性の高分子ブレンドの高次構造としては一方の高分子がマトリクスとなり 他方が分散相となることで海一島構造を形成することがよく知られている。
この海一島構造はブレンドを構成する高分子間の組成とそれぞれの溶融粘度の比がほぼ比例するような条件で相転換を起こし、その条件より組成や粘度比が変わることで海と島の関係が逆転する。この相転換が起こる条件付近で現れる高次構造が、2種類の高分子が互いに連続相を形成する、いわゆる共連続構造と呼ばれるものである。
従来から知られている共連続構造は海−島構造と異なり、互いに連続相を形成しているので、その構造から多様な物性を発現することが知られている(特許文献1、2)。
共連続構造は、どのような非相溶性高分子ブレンドにおいても、上記のようなブレンド組成と構成ポリマー間の粘度比におけるバランスをとることにより、共連続構造を出現させることができる。
本発明者らは既に、このために内部帰還型微量型高せん断成形加工機(特開2005−313608号公報、特許文献3)を発明している。この機械では広範囲に樹脂の溶融粘度を変化させることが可能となる。従って、非相溶性高分子ブレンドを数分混練するだけで、組成高分子間の粘度比を大幅に低下させ、分散する高分子相のサイズを低減化することができる。
【0008】
前記導電性複合材料における導電性フィラーを樹脂中に分散させること、導電性フィラーの直接分散性がよくない樹脂中で導電性フィラーを分散させることに関して、非相溶性の高分子ブレンドの高次構造に関する知見を盛り込むことにより、解決することができるのではないかと考えて、発明に取り組むこととした。
【特許文献1】特開平7−102175号(特許第3142424号明細書)
【特許文献2】米国特許6746627号
【特許文献3】特開2005−313608号公報
【特許文献4】特開2006−527786号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明が解決しようとする課題は、導電性複合材料において導電性フィラーを樹脂中に分散させる新規な方法及び新規な方法により得られる新規な構造の導電性複合材料の開発、導電性フィラーの直接分散性がよくない樹脂中で導電性フィラーを分散させる新規な方法、及び新規な方法により得られる新規な構造の導電性複合材料の開発、並びにこれらの新規複合材料の新たな用途を提供することである。
【課題を解決するための手段】
【0010】
本発明者らは鋭意上記課題について研究した。
非相溶性の樹脂若しくはエラストマーから構成される共連続構造体からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含むことを特徴とする充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体、およびその製造方法もしくはその新たな用途を見出した。
その内容は以下の手順により達成される。
(1)非相溶性樹脂若しくはエラストマーを用いて、内部帰還型スクリューを搭載している、1000rpm以上のスクリュー回転が可能であり、最高出力3000rpmの微量型高せん断成形加工機による溶融混練操作を行うことにより、非相溶性樹脂若しくはエラストマーによる共連続構造を出現させることができる。
(2)非相溶性樹脂若しくはエラストマーに関し,一方の非相溶性樹脂若しくはエラストマーに対しては、導電性フィラーがなじみやすいものを選択し、他方の非相溶性樹脂若しくはエラストマーに対しては、導電性フィラーがなじみにくいものを選択する。
(3)前記(2)の非相溶性樹脂若しくはエラストマーに対して、導電性フィラーの存在下に前記(1)の条件下に溶融混練を行うと,一方の非相溶性樹脂若しくはエラストマーに対しては、均一に分散された状態で導電性フィラーが含まれ、他方の非相溶性樹脂若しくはエラストマーに対して導電性フィラーが含まれない共連続構造を出現させることができる。すなわち、導電性という特性のほかに、或いは導電性という特性と共に熱伝導性、電磁波吸収材料という特性の物質であれば、それらに応じた特性を有する非相溶性樹脂若しくはエラストマーからなる新規な共連続構造体をえることができる。
(4)前記(2)の非相溶性樹脂若しくはエラストマーに関し、機械的強度に優れた材料、さらには水素ガスおよび酸素ガスに対しての不浸透性や電気化学電池の酸性雰囲気内において化学的耐性を有する、耐薬品性に優れた材料とし、一方の相を耐薬品性に優れた高分子から形成し、他方の相を同様に耐薬品性に優れ、かつ、フィラーとの親和性にも優れる高分子から形成することにより、選択的に他方の相のみにフィラーを分散させる。このような2つの別々の役割を担った共連続構造を形成させることにより新しい燃料電池の電極構造を得ることができる。
(5)以上のいずれの場合でも、単体の高分子(樹脂)にフィラーを分散させるよりも少ない添加量で導電性等の添加剤による特性を向上させることができる。例えば、今、高分子ブレンド物の組成が50/50だとすれば、フィラーは一方の相にだけ入るので、フィラーの添加量は半分で済むことになる。換言すれば、半分の添加量で同じ効果(例えば同一レベルの導電性への到達)が現れることとなる。
【発明の効果】
【0011】
本発明によれば、非相溶性の樹脂若しくはエラストマーから構成され、内部構造として共連続構造を形成し、その一方の連続相にのみフィラーである充填剤を分散させた、充填剤並びに非相溶性の樹脂若しくはエラストマーからなる溶融混練物を得ることができる。
得られた溶融混練物を成形加工して得られる樹脂成形物から導電性若しくは熱伝導性材料、あるいは燃料電池用電極材料並びに樹脂成形物からなる電磁波吸収材料を得ることができる。
【発明を実施するための最良の形態】
【0012】
本発明は、非相溶性の2種類の樹脂若しくはエラストマーから構成される共連続構造体からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含む構造体である。
そして、前記フィラーである充填剤は非相溶性の樹脂の一方の樹脂中に均一に分散されている。これらの樹脂中には必要応じて架橋剤、硬化剤、安定剤などをふくむことができる。
【0013】
用いる前記非相溶性樹脂又はエラストマーは、熱可塑性樹脂同士のブレンド物や熱可塑性樹脂と天然ゴム、合成ゴム、又は熱可塑性エラストマーとのブレンド物、さらには天然ゴム、合成ゴム、又は熱可塑性エラストマー同士のブレンド物である。
具体的に記載すると以下の通りである。
(1)非相溶性樹脂の場合
熱可塑性樹脂同士のブレンド物、熱可塑性樹脂と天然ゴム、合成ゴムとのブレンド物。
熱可塑性樹脂と熱可塑性エラストマーとのブレンド物。
熱可塑性樹脂と熱可塑性エラストマーとのブレンド物と天然ゴム及び(又は)合成ゴム、
(2)非相溶性エラストマーの場合
熱可塑性エラストマー同士のブレンド物
【0014】
非相溶性樹脂としては、熱力学的に混じり合わない非晶性高分子と結晶性高分子とからなる組み合わせを挙げることができる。非晶性高分子が結晶性高分子の非晶層にナノメートルオーダーで分散して共連続構造を形成している。
【0015】
ここで本発明で使用可能な非結晶性高分子としては特に制限はなく、望まれる物性を有する公知の非結晶性の高分子であればよい。具体的には、PMMA系、ポリメチルアクリレート(PMA)系、ポリスチレン(PS)系、ポリ塩化ビニル(PVC)系、ポリ酢酸ビニル(PVAC)系、ポリブタジエン系などの高分子が挙げられる。
【0016】
また本発明で使用可能な結晶性高分子も特に制限はなく結晶化度の知られた種々の高分子が選択可能である。具体的には、ポリエチレン系、ポリスチレン系、ポリプロピレン系、ポリエステル系、ポリアミノ系、ポリカーボナート系が挙げられる。特に公知の低密度ポリエチレン(LDPE)や高密度ポリエチレン(HDPE)、シンジオタクチックポリスチレン、ポリプロピレン(PP)、ポリエステル(PET)、ポリアミノ(PA)、ポリイミド(PI)、ポリカーボナート(PC)が挙げられる。
結晶性高分子は、結晶層と非晶層が存在し、種々の公知の方法でその結晶度や結晶構造の構造を決めることが可能である。また結晶性高分子はその分子鎖の折り畳たたみ結晶がナノメートルオーダーのラメラ構造を形成し、ラメラ構造は非晶タイ分子(非晶層)によりラメラ繰り返し構造を形成し、さらにそれらがフィブリルとなり、数μm〜数mmオーダーの球晶に成長する階層構造をとっている。
本発明にかかる高分子複合材料は、非結晶高分子がかかる結晶性高分子の球晶間、フィブリルのミクロボイド、及びラメラ構造間にナノメートルオーダーで分散して、共連続構造を有する。
【0017】
これらの樹脂やエラストマーを用いた場合には、非相溶性の樹脂若しくはエラストマーから構成される共連続構造からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含む構造体が得られる。
【0018】
非相溶性熱可塑性樹脂同士のブレンド物としては以下の組み合わせがある。
一方の樹脂が機械的強度に優れた材料、さらには水素ガスおよび酸素ガスに対しての不浸透性や電気化学電池の酸性雰囲気内において化学的耐性を求めることが前提の燃料電池電極材料では、以下のようにして組み合わせる。
共連続構造を形成させるための樹脂の組み合わせとしては、下記のものが挙げられる。すなわち、一方の樹脂として、耐薬品性に優れたポリフッ化ビニリデン(PVDF)およびフッ化ビニリデン(VDF)と三フッ化エチレン(TrFE)の共重合体(VDF/ TrFE)等のフッ素系ポリマー、あるいはポリ(p-フェニレンサルファイド)(PPS)、ポリサルホン(PSF)、ポリエーテルサルホン(PES)、ポリエーテルエーテルケトン(PEEK)、ポリアリレート(PAR)等から選ばれるものであることを特徴とし、他方の連続相を形成させる樹脂として、フィラー等充填剤との親和性が高いポリアミド6(PA6)、ポリアミド66(PA66)、ポリアミド46(PA46)、ポリアミド11(PA11)等から選ばれる。
例えば、
(1)ポリフッ化ビニリデン(PVDF)とポリアミド6(PA)との組み合わせ
【0019】
前記(1)の(1)PVDFとPA6との組み合わせの場合には、PVDF90〜30重量%に対してPA6は10〜70重量%である。
【0020】
前記の範囲は、各々PVDFの80〜40重量%に対してPA6の20〜60重量%とすることにより更に最適な結果を得ることができる。
【0021】
ポリフッ化ビニリデン(PVDF)は、一般に知られているものを適宜使用することができるが、結晶性に優れた株式会社クレハ製のKF850を用いることができる。
【0022】
ポリアミド6(PA6)は、一般に知られているものを適宜使用することができるが、ユニチカ株式会社製のA1030BRLを用いることができる。
【0023】
前記充填剤には、導電性物質や熱伝導性物質を用いることができる。これらの充填剤を採用したときには導電性や熱伝導性用材料として用いることができる。
前記充填剤としては具体的には、カーボンナノチューブ(CNT)、カーボンファイバー(CF)、カーボンブラック(CB)、グラファイト(GF)から選ばれるものを挙げることができる。そして、これらの充填剤を含む材料は、燃料電池用電極用材料として用いることができる。
又、前記充填剤には電磁波吸収物質を用いることができる。
【0024】
一般に、CNTはアーク放電法、化学気相成長法(CVD法)、レーザー・アブレーション法等によって作製されるが、いずれの方法で作製されたCNTもバンドル構造を持つものは本発明に使用することができる。カーボンナノチューブには1枚の炭素膜(グラッフェン・シート)が円筒筒状に巻かれた単層カーボンナノチューブ(SWCNT)と、複数のグラッフェン・シートが同心円状に巻かれた複層カーボンナノチューブ(MWCNT)とがある。本発明には特にバンドル構造を形成しやすいSWCNTを対象とするが、凝集したMWCNTを分離する方法としても有効である。
【0025】
SWCNTやMWCNTを作製する際には、同時にフラーレンやグラファイト、非晶性炭素が副生産物として生成され、またニッケル、鉄、コバルト、イットリウムなどの触媒金属も不純物として残存するので、これらの不純物を除去・精製することが好ましい。以上の不純物の精製には、希塩酸などによる金属不純物の溶解除去処理が有効であり、またフィルターによる分離を併用することは純度を向上させる上でさらに好ましい。
【0026】
本発明ではバンドル構造のCNTを共役系重合体の溶液中で超音波照射をすることによってCNTをバンドルからCNTを個々に剥離することができる。ここで使用される重合体の溶媒としてはメタノール、トルエン、キシレン、クロロホルムなど前記に挙げた直鎖状共役系重合体が可溶なものであれば好ましく使用される。超音波照射は超音波洗浄機、超音波破砕機などの超音波発生機を用いて行われる。超音波の照射時間は使用される超音波発生機の出力強度によるが、数分間から20時間程度照射する。超音波発生機の出力強度は100Wから500W程度が好ましく用いられる。
【0027】
CNTは適宜選択して用いることができる。具体的には、CNT Co. Ltd(Korea)製の多層カーボンナノチューブ(CNT)をそのまま用いることができる。CNTの外径は10 〜 40 nm、長さは 5〜20μm、純度は95%以上である。
又、SWCNT(単層カーボンナノチューブ:サイエンスラボラトリーズ製、純度95%)を用いることができる。
【0028】
CNTを重合体に分散した重合体コンポジットを作製するにはCNTが重合体中に良好に分散できることが重要である。しかし、一般にCNTは分散しにくいが、前記の処理によるSWCNTは表面が重合体で被覆されているため、重合体への分散性を向上させることができる。さらに、被覆する重合体として共役系重合体を用いると、電荷の移動を妨げないという特長もある。
【0029】
電波吸収用材料では、樹脂中に電波吸収性物質を充填剤として添加したものが用いられる。具体的には、フェライト粒子、Mn−Zn系フェライト、Ni-Zn系フェライト、Mn-Zn系フェライト、Cu-Zn系フェライト、Mn-Mg系フェライト、Li-Zn系フェライトなどのソフトフェライト、鉄、ニッケル、コバルト、Fe-Co、Fe-Cr、Fe-Si、Fe-Al、Fe-Cr-Al、Fe-Si-Cr、Fe-Si-Al、Fe-Al-Si、パーマロイ、カルボニル鉄などの鉄合金を用いることが出来る。これら軟磁性粉体は1種単独もしくは2種以上を組み合わせて用いても良い。
フェライト粒子、例えば、Ni−Zn系フェライトは、充填量や粒子径を調整することにより、又、Mn−Zn系フェライトでは、50MHz〜3GHzの周波数で高い磁気損失μを示すため、この周波数帯域で電波抑制体シートとして使用されることが多い。このように、近傍界での電波吸収機能を高めるためには、磁気損失によるエネルギー変換効果を高める必要があり、フェライト粒子を高充填することが重要である。
【0030】
例えば、(MO)100−X(Fe2O3)X(但し、MはLi、Mg、Ni、Cu、Zn、Mn、Co、Zr、Sn、Ca、Feから選ばれる少なくとも1種の金属、Xは45〜90モル%)の構造式で示されるフェライトからなり、平均粒径が1〜45μmであり、BET比表面積が0.2m2/g以下であり、水銀圧入法による細孔容積が0.04ml/g以下であることを特徴とする電波吸収材用の球状フェライト粒子が知られている(特開2003−318015号公報)。
【0031】
また、120℃における体積固有抵抗値が5.0ラ109ルcm以上及び25℃における体積固有抵抗値が3.0×1011Ωcm以上であり、粒子形状が球状であり、平均粒子径が5.0〜50μmであり、可溶性イオンが5.0ppm以下であり、ガーネット型の結晶構造を有することを特徴とする電波吸収材用の球状フェライト粒子が知られている(特開2005−139050号公報)。
【0032】
前記充填剤は、非相溶性の樹脂若しくはエラストマー100重量%に対して、0.01〜30重量%である。さらには、これらのブレンド物100重量%に対して、0.1 − 20重量%の充填剤を用いることができる。この範囲でCNTを添加することにより最適な結果を得ることができる。電波吸収剤をを用いる場合についても、ほぼ同様の範囲が用いられる。
【0033】
本発明で用いるPVDFとPA6、さらには充填剤のCNTの混合物を溶融混練させるには、混合物を粒状物の状態で混合させるドライブレンドによる方法を用いることができる。ドライブレンドは試料を真空中80℃で12時間乾燥後に行った。
【0034】
本発明は、非相溶性の樹脂若しくはエラストマーから構成される共連続構造からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含む構造体が得られることを可能にした最大の要因は、溶融混練方法を用いて、非相溶性樹脂若しくはエラストマーによる共連続構造を出現させることができたことによる。この内容は以下の通りである。
【0035】
(1)少なくともフィラーである充填剤並びに非相溶性の樹脂若しくはエラストマーを、スクリューを備えたシリンダーに加熱部を有する溶融混練部の端部に設けられた投入部から投入し、前記スクリューの回転数は600rpmから3000rpm、せん断速度は900から4500sec−1の条件下に処理して得られる溶融混練した樹脂又はエラストマーを、スクリューの後端から先端に送り、スクリューの先端の間隙に閉じ込めた後、該間隙から前記スクリューの後端に移行させる循環を行う充填剤並びに非相溶性の樹脂若しくはエラストマーの溶融混練方法。
【0036】
(2)少なくともフィラーである充填剤並びに非相溶性の樹脂もしくはエラストマーを、スクリューを備えたシリンダーに加熱部及びシール部を有する溶融混練部の端部に設けられた投入部から投入し、スクリューの先端面と該先端面に対向して配置されているシール面との間隔は0.5から5mm、スクリューの孔内径は1mmから5mmであり、前記スクリューの回転数は600rpmから3000rpm、せん断速度は900から4500sec−1であり、加熱温度は室温〜被溶融混練樹脂温度より45℃より高い範囲の温度条件下に処理して得られる溶融混練された樹脂又はエラストマーを、スクリューの後端から先端に送り、スクリューの先端の間隙に閉じ込めた後、該間隙から前記スクリューの後端に移行させる循環を行う充填剤並びに非相溶性樹脂若しくはエラストマーの溶融混練方法。
【0037】
前記充填剤並びに非相溶性の樹脂又はエラストマーの溶融混練方法では、前記充填剤は非相溶性の樹脂若しくはエラストマー100重量%に対して、0.01〜30重量%である。後で述べるように、PVDFの90〜30重量%に対してPA6の10〜70重量%、さらにはこれらのブレンド物100重量%に対して、0.01〜30重量%のCNT(充填剤)添加を任意に調整可能であるが、ブレンド組成ならびにCNT添加量として、それぞれPVDF の80〜40重量%に対してPA6の20〜60重量%、さらにはこれらのブレンド物100重量%に対して、0.1−20重量%のCNT添加により最適な結果を得ることができた。
【0038】
本発明では上記方法で用いる溶融混練機は既に本発明者らが発明した内部帰還型スクリューを搭載させて、1000rpm以上のスクリュー回転が可能であり、最高出力3000rpmの微量型高せん断成形加工機(特開2005−313608号公報、特許文献3:通常の二軸スクリュー型混練機ではなく、内部帰還型スクリュー搭載の微量型高せん断成形加工機である。)を用いる。
前記(1)の場合では、スクリューの回転数は600rpmから3000rpm、せん断速度は900から4500sec−1の条件が好ましい。
前記(2)の場合では、更に、スクリューの先端面と該先端面に対向して配置されているシール面との間隔は0.5から5mm、スクリューの孔内径は1mmから5mmであり、前記スクリューの回転数は600rpmから3000rpm、せん断速度は900から4500sec−1となる。
上記内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いる場合、ブレンド物が充填されているシリンダー最先端部(シール面)とスクリュー先端部とのギャップ、あるいは内部帰還型スクリューの内径を調節することによりせん断流動場の強さもしくは混練の度合いを変えることができる。通常、ギャップは1ミリから5ミリの間で任意の値を0.5ミリ間隔で設定可能であり、スクリュー内径も同様に1φから5φの間で任意の値を0.5φ間隔で設定可能であるが、ギャップならびに内部帰還型スクリュー内径を、それぞれ1〜2ミリ、2.5φに設定することにより最適な結果を得ることができる。
本発明の場合には前記の特定の温度下に最先端部(シール面)とスクリュー先端部とのギャップならびに内部帰還型スクリュー内径を最適数値にして高せん断成形を行ったところに特徴がある。このように、特定の条件を組み合わせて初めて良好な結果が得られる。仮に温度設定あるいは上記ギャップ等の設定条件の一方でも、前記条件をはずれる場合には満足する結果を得ることができない。
上記内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いる場合、成形加工条件としては上記の特定温度の設定だけでなく、当該成形加工機におけるスクリュー回転数(もしくはせん断速度)と混練時間の設定が重要である。本発明では、スクリュー回転数として100〜3000rpm、混練時間として0.1分〜60分の間で任意に設定可能であるが、スクリュー回転数、せん断速度ならびに混練時間として、それぞれ600〜1800rpm、900〜2700 sec-1、1〜3分に設定することにより最適な結果を得ることができた。
本発明の場合には前記の特定のブレンド組成とCNT添加量、さらには特定の温度下にスクリュー回転数と混練時間を最適数値にして高せん断成形を行ったところに特徴がある。 このように、特定の条件を組み合わせて初めて良好な結果が得られる。仮にブレンド組成やCNT添加量、あるいは温度設定もしくは上記スクリュー回転数等の設定条件の一方でも、前記条件をはずれる場合には満足する結果を得ることができない。
【0039】
PVDFとPA6とは、非相溶性であり、それらのブレンド物を得るには、通常、両者を融点近傍の240℃で二軸の溶融混練押出機(もしくは成形機)等を用いて混合するが、通常の成形機を用いるとせん断速度が100sec-1以下なので、該樹脂に対して溶融粘度を変化させる度合いが小さいため、ブレンド間の粘度比を大幅に変えることはできない。従って、PVDF相中にナノレベルのPA6相を形成させることができない。
本発明者らの研究によれば、PVDFとPA6さらには充填剤のCNTから成る混合物を、通常の二軸スクリュー型混練機の代わりに内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いて両者を融点近傍の240℃で溶融混練することにより、溶融混練物の内部構造として共連続構造を形成させるだけでなく、PVDF相中にナノレベルのPA6相を形成させ、さらにはPA6相にのみ高密度でCNTをナノ分散できるとして上記の条件を導き出したものである。
【0040】
非相溶性の樹脂若しくはエラストマーから構成される共連続構造からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含む構造体である充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体、及び前記フィラーである充填剤は均一に分散されている充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体は以下のように確認することができる。
溶融混練方法により得られる溶融混練物は、前記好適な条件化では溶融混練物の内部構造として共連続構造を形成した組成物として得ることができる。
この内容については、溶融混練物を用いて樹脂成形物を製造し、それらの内部構造としての微細構造の観察は透過型電子顕微鏡(TEM)により得られたものである。
実施例1の結果を示す図1および図2では、以下のことが確認できている。
前記溶融混練物は、その微視的構造としてPVDF相並びにPA6相とが互いに連続相を形成している共連続構造を形成している。さらに、前記溶融混練物は、PVDF相とPA6相とが互いに共連続構造を形成しつつ、高せん断混練によりPA6相のかなりの部分がPVDF相にナノドメインとして入り込んだ構造を形成している。また、この結果、PA6相にのみ偏在するCNTの密度が低せん断混練したものに比し、格段に高くなっていることを特徴とする。
【0041】
実施例3の結果を示す図3では、以下のことが確認できている。
PA6単体にCNTを分散させる場合、樹脂全体にCNTをナノ分散させ、かつ導電性を向上させるためにCNT同士が接点をもつまでには2%以上のCNT添加が必要となる。この系でさらに導電性を上げるには、さらに多量のCNT添加が必要とされる。これに対して、低せん断成形したPVDF/ PA6/CNT系試料では、共連続構造を形成され、かつCNTがPA6相にのみ偏在しているため、PA6単体にCNTを分散させる場合よりも少ない量で導電性が向上している。さらに、高せん断成形したPVDF/PA6/CNT系試料では、一方の連続相であるPA6相のかなりの部分がPVDF相中にナノドメインとして入りこむため、低せん断試料と同じCNTの添加量でも分散密度が高くなるため、より少ない添加量で導電性が急激に向上している。さらに、この系の絶縁性から導電性への閾値は高せん断成形加工による試料のそれは約0.85%程度と極めて低い数値となっている。また、この試料は閾値が低いだけでなく、CNT添加量を増やしていったときの電気伝導度の絶対値が高く、10−1 S/cm以上の導電性を達成している。
【0042】
充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体を製造した後、Tダイから引き出すこと及び引き続き成形加工することにより充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される成形加工体を得ることができる。
【0043】
前記成形体には充填剤が樹脂又は樹脂ブレンド物100重量%に対して、0.01−30重量%含まれている。これは前の構造体を得た操作に含まれるものである。
前記充填剤はカーボンナノチューブ(CNT)、カーボンファイバー(CF)、カーボンブラック(CB)、グラファイト(GF)から選ばれるものを含んでいる。
【0044】
特に前記充填剤がCNTである場合には導電性用材料、熱伝導性用材料として良好な材料となる。
成形加工体は前記各種樹脂により構成される。
前記樹脂成形体は、ロッド、フィルム、シート、ファイバーのいずれか1つの形状であ
る。前記樹脂成形体は、その微視的構造としてPVDF相並びにPA6相とが互いに連続相を形成している共連続構造である。樹脂成形体を用いた燃料電池用電極用材料を構成する。
【0045】
共連続構造を形成する高分子ブレンド物において、それぞれの連続相において役割分担させることを特徴とし、一方の相を耐薬品性に優れた高分子(例えばPVDF)から形成し、他方の相を同様に耐薬品性に優れ、かつ、フィラー(例えばCNT)との親和性にも優れる高分子(例えばPA6)から形成することにより、選択的に他方の相のみにフィラーを分散させる。このような2つの別々の役割を担った共連続構造を形成させることにより導電性を飛躍的に向上させることに成功した。さらに、高せん断成形加工法を用いると、PVDF相にPA6相をナノドメインで入り込ませることができ、PA6相に分散しているCNT密度を大幅に高めることができ、より少ないCNT添加量で導電性を向上させることに成功した。
【0046】
同様に充填剤に前記電波電磁波吸収剤を選択することにより樹脂成形体をからなる電磁波吸収用材料を得る事ができる。
【0047】
次に本発明を実施例によりさらに詳細に説明する。実施例に示す微細観察、電気伝導度測定、力学的測定は以下のようにして行った。
【0048】
微細構造観察
共連続構造およびナノ分散構造等の微細構造観察は透過電子顕微鏡(TEM)観察により行う。試料は予め超薄切片(厚さ:70nm)にし、染色剤(RuO4)に10分間曝して染めたものを観察に供した。
測定装置としては、HitachiH−700を用いて、加速電圧75kVにて測定した。
【0049】
電気伝導度測定
本発明による試料の導電性(電気伝導度)は低電気伝導度領域(10−8 S/cm以下)と高電気伝導度領域(10−8 S/cm以上)とに分けて以下の装置を用いて測定した。高電気伝導度領域の測定は四探針法にて行った。
・低電気伝導度領域:Advantest R8340 超高抵抗率測定器
・高電気伝導度領域:Loresta-GP MCP-T600
【0050】
力学的測定
試料の力学的性能は、応力−歪曲線の測定により評価した。応力−歪曲線は試料をダンベル型に切り出し、Orientec社製Tensilon UMT-300を用いて、一定環境下(温度20℃、相対湿度50%)で5 mm/minの速度で測定した。
【実施例1】
【0051】
原料のポリフッ化ビニリデン(PVDF)はクレハ製KF850を用いた。また、ポリアミド6(PA6)はユニチカ製A1030BRLを用いた。
また、CNTとしては、CNT Co. Ltd(Korea) 製の多層カーボンナノチューブ(CNTを用いた。
これらを、それぞれ真空中80℃で12時間予備乾燥した後に所定の割合でドライブレンドした。
ドライブレンドは、室温で、ブレンド組成ならびにCNT添加量として、それぞれPVDFの90〜30重量%に対してPA6の10〜70重量%中の、PVDFの80〜40重量%に対してPA6の20〜60重量%、さらにはこれらのブレンド物100重量%に対して、0.01−30重量%中の0.1−20重量%のCNTを添加して得られたものであった。
次に、このドライブレンド物の約5gを微量型高せん断成形加工機に投入し、ギャップならびに内部帰還型スクリュー内径を、それぞれ1〜2ミリ、2.5φに設定し、240 ℃に加熱溶融して混練(スクリュー回転数:100 rpmと1000rpm、混練時間:2分)した後、T一ダイから押出した。
その結果、表面状態の良好な押出し物を得ることができた。この押出し物の内部構造をTEMにより観察した。
続いて熱プレスにて均一なフィルム(厚さ200μm)とした後、これらのフィルム状試料の電気伝導度ならびに力学的性能(応力−歪曲線)を評価した。
【実施例2】
【0052】
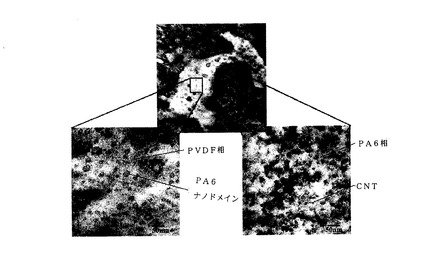
PVDF/ PA6=50/50ブレンド物にCNTを1.8 wt%添加して、実施例1において作製した試料をTEMにより、その内部構造を観察したのが図1である。
このTEM上段の写真においては染色の度合いにより、あまり染まらず白っぽい相(PVDF)と黒く染色された相(PA6)とがお互いに連続相を形成して、共連続構造となっているのが分かる。この写真からさらに次のようなことが明らかになった。
前記溶融混練物は、その微視的構造としてPVDF相並びにPA6相とが互いに連続相を形成している共連続構造を形成している。さらに、前記溶融混練物は、PVDF相とPA6相とが互いに共連続構造を形成しつつ、高せん断混練によりPA6相のかなりの部分がPVDF相にナノドメインとして入り込んだ構造を形成している。また、この結果、PA6相にのみ偏在するCNTの密度が低せん断混練したものに比し、格段に高くなっていることを確認することができる。
図1の右側拡大図では、PA6相にはCNTが均一に高濃度に存在することが確認できる。
図1の左側拡大図ではPVDF相が存在するがCNTは存在しない。
本発明の目的生成物である、非相溶性の樹脂若しくはエラストマーから構成される共連続構造体からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含む状態を確認できることがわかる。
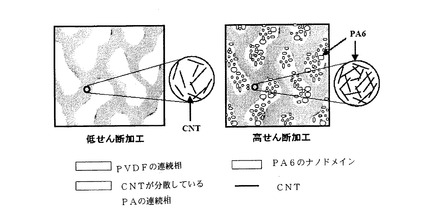
このTEM写真では、微細構造の解釈が難しいので、この構造を模式的に描いたものが図2である。即ち、CNTを1.8 wt%添加することにより、PVDF/ PA6=50/50ブレンド物においては、共連続構造を形成するが、その様子は高せん断成形による試料と低せん断成形試料では以下の点で際立った相違が観察されている。
なお、左側は低せん断加工を行った状態を示している。
又、図2では高せん断加工の場合(本件発明の場合)では、CNTが均一に高濃度に存在することが示されている(右側)。
高せん断成形加工によりPVDF相中にはナノメータレベルのPA6ナノドメインが密に形成されている。
一方の連続相であるPA6相のかなりの部分が高せん断成形によりPVDF相中にナノドメインとして入りこんだため、CNTの分散密度は高せん断成形の試料の方が極めて高い。
一方、図2の低せん断加工の場合(従来の溶融混練の場合)では、CNTは少ない状態で存在することが示されている(左側)に過ぎず、本件発明の効果を得ることはできない。
【実施例3】
【0053】
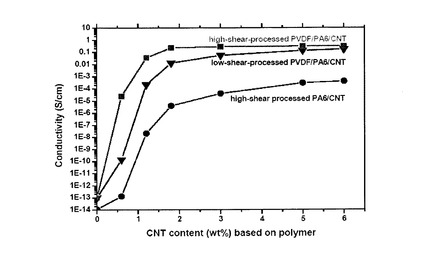
PVDF/ PA6=50/50ブレンド物にCNTをそれぞれ0〜6%まで添加して、実施例1において作製した試料の電気伝導度を測定した結果が図3である。図3においては、比較のためにPA6単体に同量のCNTを高せん断混練により分散させた試料の導電性挙動も示した。これら3種類の試料の導電性挙動を比較すると、高せん断成形により構築される特殊な微細構造を反映して、優れた導電性が発現することが良く理解できる。
結果は図3に示した。なお、比較のためにPA6単体に同量のCNTを添加して高せん断下で作製した試料の導電性挙動も示した。
各々、高せん断成形(スクリュー回転数1000 rpm)により作製したPVDF/PA6/CNT系の導電性挙動(■−■により示す)、低せん断成形(スクリュー回転数100 rpm)により作製したPVDF/PA6/CNT系の導電性挙動(▼−▼により示す)、高せん断成形(スクリュー回転数1000 rpm)により作製したPA6/CNT系の導電性挙動(●−●により示す)である。
すなわち、PA6単体にCNTを分散させる場合、樹脂全体にCNTをナノ分散させ、かつ導電性を向上させるためにCNT同士が接点をもつまでには2%以上のCNT添加が必要となる。この系でさらに導電性を上げるには、さらに多量のCNT添加が必要とされる。これに対して、低せん断成形したPVDF/ PA6/CNT系試料では、上記の図2に示されたように、共連続構造を形成し、かつCNTがPA6相にのみ偏在しているため、PA6単体にCNTを分散させる場合よりも少ない量で導電性が向上している。さらに、高せん断成形したPVDF/PA6/CNT系試料では、図1,2に示されたように、一方の連続相であるPA6相のかなりの部分がPVDF相中にナノドメインとして入りこむため、低せん断試料と同じCNTの添加量でも分散密度が高くなるため、より少ない添加量で導電性が急激に向上することが良く理解できる。
特に、系の絶縁性から導電性への閾値は高せん断成形加工による試料のそれは約0.85%程度と極めて低い数値となっている。また、この試料は閾値が低いだけでなく、CNT添加量を増やしていったときの電気伝導度の絶対値が高く、10−1 S/cm以上の導電性を達成している。
【実施例4】
【0054】
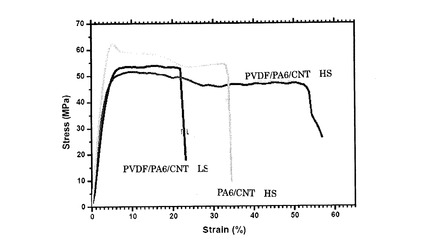
実施例2において作製された試料の応力−歪曲線を図4に示した。
PVDF/ PA6=50/50ブレンド物およびPA6単体にCNTを1.8 wt%添加して得られる各試料の応力−歪曲線を示す図である。
PVDF/PA6/CNT HSは、高せん断成形(スクリュー回転数1000 rpm)により作製した PVDF/PA6/CNT系試料の応力−歪曲線を示す。
PVDF/PA6/CNT LSは、低せん断成形(スクリュー回転数100 rpm)により作製したPVDF/PA6/CNT系試料の応力−歪曲線を示す。
PA6/CNT HSは,高せん断成形(スクリュー回転数1000 rpm)により作製したPA6/CNT HS系試料の応力−歪曲線を示す。
元来、PA6単体の機械的伸び(もしくは破断伸び)は優れているが、CNT を添加してPA6中に分散すると、その機械的伸びは低下する。しかしながら、図4でも明らかなように、高せん断成形したPVDF/ PA6/CNT系試料(HSと命名)では、低せん断成形した試料(LSと命名:)やPA6/CNT系試料に比し、約53 %もの破断伸びを示すことが分かった。
このように高せん断成形したPVDF/ PA6/CNT系試料は電気伝導度だけでなく、機械的性能にも優れていることが分かった。
【図面の簡単な説明】
【0055】
【図1】PVDF/ PA6=50/50ブレンド物にCNTを1.8wt%添加し、240℃でスクリュー回転数1000 rpm, 混練時間2分の条件で作製した試料のTEM写真である。
【図2】図1のTEM写真を模式的に描いて図示、解説した図である。高せん断成形と低せん断成形で作られた試料の構造の違いが示されている。
【図3】PVDF/ PA6=50/50ブレンド物にCNTをそれぞれ0〜6%まで添加して作製した試料の電気伝導度を測定した結果及びPA6単体に同量のCNTを添加して高せん断下で作製した試料の導電性挙動も示す図である。
【図4】PVDF/ PA6=50/50ブレンド物およびPA6単体にCNTを1.8wt%添加して作製した試料の応力−歪曲線を示す図である。
【技術分野】
【0001】
本発明は、非相溶性の樹脂若しくはエラストマーから構成される共連続構造体からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含むことを特徴とする充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体、およびその製造方法もしくはその用途に関するものである。用途としては、導電性若しくは熱伝導性材料、あるいは燃料電池用電極材料並びに電磁波吸収材料等が挙げられる。
【背景技術】
【0002】
樹脂に導電性フィラー等を分散させて得られる導電性複合材料の特性は、導電性を大きく向上させることが期待できる。この特性は、フィラーとして何を選択したということは重要な因子となるが、樹脂中のフィラーの分散状態も重要な因子となる。
【0003】
樹脂に導電性フィラー加える場合には、フィラー同士を樹脂中で網目構造とすることにより複合材料の導電性を高めることができることは理論的にも実験的にも確かめられている(特許文献4 特開2006−527786号公報)。しかしながら、樹脂中のフィラーの分散状態という点から考えると、フィラーの分散状態は良好ではなく、むしろ導電性フィラーを分散させることを考えたほうが導電性を考えるうえでは有効であるということができる。現状では、導電性フィラーを分散させることは十分であると言うことができない。
【0004】
導電性複合材料に対する期待は大きく、例えば、燃料電池用電極材料にあっては、導電性複合材料の利用が最も有効な手段であるとされている。この場合には良好な導電性特性を有していることを前提とし、さらに、(1)単位表面積当りのまた単位体積当りの導電率が大きいこと、(2)機械的強度が大きいこと、(3)水素ガスおよび酸素ガスに対しての不浸透性を有していること、及び(4)電気化学電池の酸性雰囲気内において化学的耐性を有していることなどが必要とされる。
現在、燃料電池用電極材料あるいはバイポーラ型セパレータプレートとしては非腐食性に機械加工されたグラファイトボードを使用すること、あるいはスタンプ加工された金属ボードを使用している。しかしながら、機械加工により製造したグラファイトボードを利用する方法は高価であり大規模生産には適していない。また、金属ボードを使用することによりプレート重量を重たくしてしまう結果、実用的でないという問題点があり、実用化を前提としている良好な導電性を有することが達成されていない。
また、非腐食性のフッ素系ポリマーにカーボンナノチューブ(CNT)を分散させて得られる複合材料を、上記バイポーラプレートとして利用する提案がある。確かに、軽量化には貢献する反面、フッ素系ポリマーに固有のプロセスにより操作が煩雑となり、結果として最も問題とされる導電性を高めることができないという問題点があった。
【0005】
機械的強度に優れた材料、さらには水素ガスおよび酸素ガスに対しての不浸透性や電気
化学電池の酸性雰囲気内において化学的耐性を求めることが前提の燃料電池電極材料では、耐薬品性に優れたポリフッ化ビニリデン(PVDF)等のフッ素系ポリマー、あるいは同様に耐薬品性に優れたポリ(p-フェニレンサルファイド)(PPS)、ポリサルホン(PSF)、ポリエーテルサルホン(PES)、ポリエーテルエーテルケトン(PEEK)、ポリアリレート(PAR)等、あるいはポリアミド6(PA6)やポリアミド66(PA66)等ナイロン系樹脂等を選択するのが最適であると同時に樹脂材料であるため軽量化にも大きな貢献をすることになる。しかしながら、PVDF樹脂を始めとするこれらの樹脂では、導電性フィラーを直接分散させても、分散性が悪いために思うように導電性を高めることができないという問題点があった。
【0006】
以上のことから、導電性複合材料では、導電性フィラーを樹脂中に分散させることを解決することが最も重要であり、導電性フィラーを樹脂中に分散させる新規な方法が必要とされ、新規な方法により得られる新規な構造の導電性複合材料の開発、及びこれら導電性複合材料を用いる分野では材料に要求されている特性上、特に、導電性フィラーの直接分散性がよくない樹脂中で導電性フィラーを分散させる新規な方法、新規な方法により得られる新規な構造の導電性複合材料の開発が喫緊の課題となっている。
【0007】
複合材料の開発に直接関連するものではないが、本発明者らは非相溶性の高分子ブレンドの高次構造に関する研究を進めてきた。
従来、非相溶性の高分子ブレンドの高次構造としては一方の高分子がマトリクスとなり 他方が分散相となることで海一島構造を形成することがよく知られている。
この海一島構造はブレンドを構成する高分子間の組成とそれぞれの溶融粘度の比がほぼ比例するような条件で相転換を起こし、その条件より組成や粘度比が変わることで海と島の関係が逆転する。この相転換が起こる条件付近で現れる高次構造が、2種類の高分子が互いに連続相を形成する、いわゆる共連続構造と呼ばれるものである。
従来から知られている共連続構造は海−島構造と異なり、互いに連続相を形成しているので、その構造から多様な物性を発現することが知られている(特許文献1、2)。
共連続構造は、どのような非相溶性高分子ブレンドにおいても、上記のようなブレンド組成と構成ポリマー間の粘度比におけるバランスをとることにより、共連続構造を出現させることができる。
本発明者らは既に、このために内部帰還型微量型高せん断成形加工機(特開2005−313608号公報、特許文献3)を発明している。この機械では広範囲に樹脂の溶融粘度を変化させることが可能となる。従って、非相溶性高分子ブレンドを数分混練するだけで、組成高分子間の粘度比を大幅に低下させ、分散する高分子相のサイズを低減化することができる。
【0008】
前記導電性複合材料における導電性フィラーを樹脂中に分散させること、導電性フィラーの直接分散性がよくない樹脂中で導電性フィラーを分散させることに関して、非相溶性の高分子ブレンドの高次構造に関する知見を盛り込むことにより、解決することができるのではないかと考えて、発明に取り組むこととした。
【特許文献1】特開平7−102175号(特許第3142424号明細書)
【特許文献2】米国特許6746627号
【特許文献3】特開2005−313608号公報
【特許文献4】特開2006−527786号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明が解決しようとする課題は、導電性複合材料において導電性フィラーを樹脂中に分散させる新規な方法及び新規な方法により得られる新規な構造の導電性複合材料の開発、導電性フィラーの直接分散性がよくない樹脂中で導電性フィラーを分散させる新規な方法、及び新規な方法により得られる新規な構造の導電性複合材料の開発、並びにこれらの新規複合材料の新たな用途を提供することである。
【課題を解決するための手段】
【0010】
本発明者らは鋭意上記課題について研究した。
非相溶性の樹脂若しくはエラストマーから構成される共連続構造体からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含むことを特徴とする充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体、およびその製造方法もしくはその新たな用途を見出した。
その内容は以下の手順により達成される。
(1)非相溶性樹脂若しくはエラストマーを用いて、内部帰還型スクリューを搭載している、1000rpm以上のスクリュー回転が可能であり、最高出力3000rpmの微量型高せん断成形加工機による溶融混練操作を行うことにより、非相溶性樹脂若しくはエラストマーによる共連続構造を出現させることができる。
(2)非相溶性樹脂若しくはエラストマーに関し,一方の非相溶性樹脂若しくはエラストマーに対しては、導電性フィラーがなじみやすいものを選択し、他方の非相溶性樹脂若しくはエラストマーに対しては、導電性フィラーがなじみにくいものを選択する。
(3)前記(2)の非相溶性樹脂若しくはエラストマーに対して、導電性フィラーの存在下に前記(1)の条件下に溶融混練を行うと,一方の非相溶性樹脂若しくはエラストマーに対しては、均一に分散された状態で導電性フィラーが含まれ、他方の非相溶性樹脂若しくはエラストマーに対して導電性フィラーが含まれない共連続構造を出現させることができる。すなわち、導電性という特性のほかに、或いは導電性という特性と共に熱伝導性、電磁波吸収材料という特性の物質であれば、それらに応じた特性を有する非相溶性樹脂若しくはエラストマーからなる新規な共連続構造体をえることができる。
(4)前記(2)の非相溶性樹脂若しくはエラストマーに関し、機械的強度に優れた材料、さらには水素ガスおよび酸素ガスに対しての不浸透性や電気化学電池の酸性雰囲気内において化学的耐性を有する、耐薬品性に優れた材料とし、一方の相を耐薬品性に優れた高分子から形成し、他方の相を同様に耐薬品性に優れ、かつ、フィラーとの親和性にも優れる高分子から形成することにより、選択的に他方の相のみにフィラーを分散させる。このような2つの別々の役割を担った共連続構造を形成させることにより新しい燃料電池の電極構造を得ることができる。
(5)以上のいずれの場合でも、単体の高分子(樹脂)にフィラーを分散させるよりも少ない添加量で導電性等の添加剤による特性を向上させることができる。例えば、今、高分子ブレンド物の組成が50/50だとすれば、フィラーは一方の相にだけ入るので、フィラーの添加量は半分で済むことになる。換言すれば、半分の添加量で同じ効果(例えば同一レベルの導電性への到達)が現れることとなる。
【発明の効果】
【0011】
本発明によれば、非相溶性の樹脂若しくはエラストマーから構成され、内部構造として共連続構造を形成し、その一方の連続相にのみフィラーである充填剤を分散させた、充填剤並びに非相溶性の樹脂若しくはエラストマーからなる溶融混練物を得ることができる。
得られた溶融混練物を成形加工して得られる樹脂成形物から導電性若しくは熱伝導性材料、あるいは燃料電池用電極材料並びに樹脂成形物からなる電磁波吸収材料を得ることができる。
【発明を実施するための最良の形態】
【0012】
本発明は、非相溶性の2種類の樹脂若しくはエラストマーから構成される共連続構造体からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含む構造体である。
そして、前記フィラーである充填剤は非相溶性の樹脂の一方の樹脂中に均一に分散されている。これらの樹脂中には必要応じて架橋剤、硬化剤、安定剤などをふくむことができる。
【0013】
用いる前記非相溶性樹脂又はエラストマーは、熱可塑性樹脂同士のブレンド物や熱可塑性樹脂と天然ゴム、合成ゴム、又は熱可塑性エラストマーとのブレンド物、さらには天然ゴム、合成ゴム、又は熱可塑性エラストマー同士のブレンド物である。
具体的に記載すると以下の通りである。
(1)非相溶性樹脂の場合
熱可塑性樹脂同士のブレンド物、熱可塑性樹脂と天然ゴム、合成ゴムとのブレンド物。
熱可塑性樹脂と熱可塑性エラストマーとのブレンド物。
熱可塑性樹脂と熱可塑性エラストマーとのブレンド物と天然ゴム及び(又は)合成ゴム、
(2)非相溶性エラストマーの場合
熱可塑性エラストマー同士のブレンド物
【0014】
非相溶性樹脂としては、熱力学的に混じり合わない非晶性高分子と結晶性高分子とからなる組み合わせを挙げることができる。非晶性高分子が結晶性高分子の非晶層にナノメートルオーダーで分散して共連続構造を形成している。
【0015】
ここで本発明で使用可能な非結晶性高分子としては特に制限はなく、望まれる物性を有する公知の非結晶性の高分子であればよい。具体的には、PMMA系、ポリメチルアクリレート(PMA)系、ポリスチレン(PS)系、ポリ塩化ビニル(PVC)系、ポリ酢酸ビニル(PVAC)系、ポリブタジエン系などの高分子が挙げられる。
【0016】
また本発明で使用可能な結晶性高分子も特に制限はなく結晶化度の知られた種々の高分子が選択可能である。具体的には、ポリエチレン系、ポリスチレン系、ポリプロピレン系、ポリエステル系、ポリアミノ系、ポリカーボナート系が挙げられる。特に公知の低密度ポリエチレン(LDPE)や高密度ポリエチレン(HDPE)、シンジオタクチックポリスチレン、ポリプロピレン(PP)、ポリエステル(PET)、ポリアミノ(PA)、ポリイミド(PI)、ポリカーボナート(PC)が挙げられる。
結晶性高分子は、結晶層と非晶層が存在し、種々の公知の方法でその結晶度や結晶構造の構造を決めることが可能である。また結晶性高分子はその分子鎖の折り畳たたみ結晶がナノメートルオーダーのラメラ構造を形成し、ラメラ構造は非晶タイ分子(非晶層)によりラメラ繰り返し構造を形成し、さらにそれらがフィブリルとなり、数μm〜数mmオーダーの球晶に成長する階層構造をとっている。
本発明にかかる高分子複合材料は、非結晶高分子がかかる結晶性高分子の球晶間、フィブリルのミクロボイド、及びラメラ構造間にナノメートルオーダーで分散して、共連続構造を有する。
【0017】
これらの樹脂やエラストマーを用いた場合には、非相溶性の樹脂若しくはエラストマーから構成される共連続構造からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含む構造体が得られる。
【0018】
非相溶性熱可塑性樹脂同士のブレンド物としては以下の組み合わせがある。
一方の樹脂が機械的強度に優れた材料、さらには水素ガスおよび酸素ガスに対しての不浸透性や電気化学電池の酸性雰囲気内において化学的耐性を求めることが前提の燃料電池電極材料では、以下のようにして組み合わせる。
共連続構造を形成させるための樹脂の組み合わせとしては、下記のものが挙げられる。すなわち、一方の樹脂として、耐薬品性に優れたポリフッ化ビニリデン(PVDF)およびフッ化ビニリデン(VDF)と三フッ化エチレン(TrFE)の共重合体(VDF/ TrFE)等のフッ素系ポリマー、あるいはポリ(p-フェニレンサルファイド)(PPS)、ポリサルホン(PSF)、ポリエーテルサルホン(PES)、ポリエーテルエーテルケトン(PEEK)、ポリアリレート(PAR)等から選ばれるものであることを特徴とし、他方の連続相を形成させる樹脂として、フィラー等充填剤との親和性が高いポリアミド6(PA6)、ポリアミド66(PA66)、ポリアミド46(PA46)、ポリアミド11(PA11)等から選ばれる。
例えば、
(1)ポリフッ化ビニリデン(PVDF)とポリアミド6(PA)との組み合わせ
【0019】
前記(1)の(1)PVDFとPA6との組み合わせの場合には、PVDF90〜30重量%に対してPA6は10〜70重量%である。
【0020】
前記の範囲は、各々PVDFの80〜40重量%に対してPA6の20〜60重量%とすることにより更に最適な結果を得ることができる。
【0021】
ポリフッ化ビニリデン(PVDF)は、一般に知られているものを適宜使用することができるが、結晶性に優れた株式会社クレハ製のKF850を用いることができる。
【0022】
ポリアミド6(PA6)は、一般に知られているものを適宜使用することができるが、ユニチカ株式会社製のA1030BRLを用いることができる。
【0023】
前記充填剤には、導電性物質や熱伝導性物質を用いることができる。これらの充填剤を採用したときには導電性や熱伝導性用材料として用いることができる。
前記充填剤としては具体的には、カーボンナノチューブ(CNT)、カーボンファイバー(CF)、カーボンブラック(CB)、グラファイト(GF)から選ばれるものを挙げることができる。そして、これらの充填剤を含む材料は、燃料電池用電極用材料として用いることができる。
又、前記充填剤には電磁波吸収物質を用いることができる。
【0024】
一般に、CNTはアーク放電法、化学気相成長法(CVD法)、レーザー・アブレーション法等によって作製されるが、いずれの方法で作製されたCNTもバンドル構造を持つものは本発明に使用することができる。カーボンナノチューブには1枚の炭素膜(グラッフェン・シート)が円筒筒状に巻かれた単層カーボンナノチューブ(SWCNT)と、複数のグラッフェン・シートが同心円状に巻かれた複層カーボンナノチューブ(MWCNT)とがある。本発明には特にバンドル構造を形成しやすいSWCNTを対象とするが、凝集したMWCNTを分離する方法としても有効である。
【0025】
SWCNTやMWCNTを作製する際には、同時にフラーレンやグラファイト、非晶性炭素が副生産物として生成され、またニッケル、鉄、コバルト、イットリウムなどの触媒金属も不純物として残存するので、これらの不純物を除去・精製することが好ましい。以上の不純物の精製には、希塩酸などによる金属不純物の溶解除去処理が有効であり、またフィルターによる分離を併用することは純度を向上させる上でさらに好ましい。
【0026】
本発明ではバンドル構造のCNTを共役系重合体の溶液中で超音波照射をすることによってCNTをバンドルからCNTを個々に剥離することができる。ここで使用される重合体の溶媒としてはメタノール、トルエン、キシレン、クロロホルムなど前記に挙げた直鎖状共役系重合体が可溶なものであれば好ましく使用される。超音波照射は超音波洗浄機、超音波破砕機などの超音波発生機を用いて行われる。超音波の照射時間は使用される超音波発生機の出力強度によるが、数分間から20時間程度照射する。超音波発生機の出力強度は100Wから500W程度が好ましく用いられる。
【0027】
CNTは適宜選択して用いることができる。具体的には、CNT Co. Ltd(Korea)製の多層カーボンナノチューブ(CNT)をそのまま用いることができる。CNTの外径は10 〜 40 nm、長さは 5〜20μm、純度は95%以上である。
又、SWCNT(単層カーボンナノチューブ:サイエンスラボラトリーズ製、純度95%)を用いることができる。
【0028】
CNTを重合体に分散した重合体コンポジットを作製するにはCNTが重合体中に良好に分散できることが重要である。しかし、一般にCNTは分散しにくいが、前記の処理によるSWCNTは表面が重合体で被覆されているため、重合体への分散性を向上させることができる。さらに、被覆する重合体として共役系重合体を用いると、電荷の移動を妨げないという特長もある。
【0029】
電波吸収用材料では、樹脂中に電波吸収性物質を充填剤として添加したものが用いられる。具体的には、フェライト粒子、Mn−Zn系フェライト、Ni-Zn系フェライト、Mn-Zn系フェライト、Cu-Zn系フェライト、Mn-Mg系フェライト、Li-Zn系フェライトなどのソフトフェライト、鉄、ニッケル、コバルト、Fe-Co、Fe-Cr、Fe-Si、Fe-Al、Fe-Cr-Al、Fe-Si-Cr、Fe-Si-Al、Fe-Al-Si、パーマロイ、カルボニル鉄などの鉄合金を用いることが出来る。これら軟磁性粉体は1種単独もしくは2種以上を組み合わせて用いても良い。
フェライト粒子、例えば、Ni−Zn系フェライトは、充填量や粒子径を調整することにより、又、Mn−Zn系フェライトでは、50MHz〜3GHzの周波数で高い磁気損失μを示すため、この周波数帯域で電波抑制体シートとして使用されることが多い。このように、近傍界での電波吸収機能を高めるためには、磁気損失によるエネルギー変換効果を高める必要があり、フェライト粒子を高充填することが重要である。
【0030】
例えば、(MO)100−X(Fe2O3)X(但し、MはLi、Mg、Ni、Cu、Zn、Mn、Co、Zr、Sn、Ca、Feから選ばれる少なくとも1種の金属、Xは45〜90モル%)の構造式で示されるフェライトからなり、平均粒径が1〜45μmであり、BET比表面積が0.2m2/g以下であり、水銀圧入法による細孔容積が0.04ml/g以下であることを特徴とする電波吸収材用の球状フェライト粒子が知られている(特開2003−318015号公報)。
【0031】
また、120℃における体積固有抵抗値が5.0ラ109ルcm以上及び25℃における体積固有抵抗値が3.0×1011Ωcm以上であり、粒子形状が球状であり、平均粒子径が5.0〜50μmであり、可溶性イオンが5.0ppm以下であり、ガーネット型の結晶構造を有することを特徴とする電波吸収材用の球状フェライト粒子が知られている(特開2005−139050号公報)。
【0032】
前記充填剤は、非相溶性の樹脂若しくはエラストマー100重量%に対して、0.01〜30重量%である。さらには、これらのブレンド物100重量%に対して、0.1 − 20重量%の充填剤を用いることができる。この範囲でCNTを添加することにより最適な結果を得ることができる。電波吸収剤をを用いる場合についても、ほぼ同様の範囲が用いられる。
【0033】
本発明で用いるPVDFとPA6、さらには充填剤のCNTの混合物を溶融混練させるには、混合物を粒状物の状態で混合させるドライブレンドによる方法を用いることができる。ドライブレンドは試料を真空中80℃で12時間乾燥後に行った。
【0034】
本発明は、非相溶性の樹脂若しくはエラストマーから構成される共連続構造からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含む構造体が得られることを可能にした最大の要因は、溶融混練方法を用いて、非相溶性樹脂若しくはエラストマーによる共連続構造を出現させることができたことによる。この内容は以下の通りである。
【0035】
(1)少なくともフィラーである充填剤並びに非相溶性の樹脂若しくはエラストマーを、スクリューを備えたシリンダーに加熱部を有する溶融混練部の端部に設けられた投入部から投入し、前記スクリューの回転数は600rpmから3000rpm、せん断速度は900から4500sec−1の条件下に処理して得られる溶融混練した樹脂又はエラストマーを、スクリューの後端から先端に送り、スクリューの先端の間隙に閉じ込めた後、該間隙から前記スクリューの後端に移行させる循環を行う充填剤並びに非相溶性の樹脂若しくはエラストマーの溶融混練方法。
【0036】
(2)少なくともフィラーである充填剤並びに非相溶性の樹脂もしくはエラストマーを、スクリューを備えたシリンダーに加熱部及びシール部を有する溶融混練部の端部に設けられた投入部から投入し、スクリューの先端面と該先端面に対向して配置されているシール面との間隔は0.5から5mm、スクリューの孔内径は1mmから5mmであり、前記スクリューの回転数は600rpmから3000rpm、せん断速度は900から4500sec−1であり、加熱温度は室温〜被溶融混練樹脂温度より45℃より高い範囲の温度条件下に処理して得られる溶融混練された樹脂又はエラストマーを、スクリューの後端から先端に送り、スクリューの先端の間隙に閉じ込めた後、該間隙から前記スクリューの後端に移行させる循環を行う充填剤並びに非相溶性樹脂若しくはエラストマーの溶融混練方法。
【0037】
前記充填剤並びに非相溶性の樹脂又はエラストマーの溶融混練方法では、前記充填剤は非相溶性の樹脂若しくはエラストマー100重量%に対して、0.01〜30重量%である。後で述べるように、PVDFの90〜30重量%に対してPA6の10〜70重量%、さらにはこれらのブレンド物100重量%に対して、0.01〜30重量%のCNT(充填剤)添加を任意に調整可能であるが、ブレンド組成ならびにCNT添加量として、それぞれPVDF の80〜40重量%に対してPA6の20〜60重量%、さらにはこれらのブレンド物100重量%に対して、0.1−20重量%のCNT添加により最適な結果を得ることができた。
【0038】
本発明では上記方法で用いる溶融混練機は既に本発明者らが発明した内部帰還型スクリューを搭載させて、1000rpm以上のスクリュー回転が可能であり、最高出力3000rpmの微量型高せん断成形加工機(特開2005−313608号公報、特許文献3:通常の二軸スクリュー型混練機ではなく、内部帰還型スクリュー搭載の微量型高せん断成形加工機である。)を用いる。
前記(1)の場合では、スクリューの回転数は600rpmから3000rpm、せん断速度は900から4500sec−1の条件が好ましい。
前記(2)の場合では、更に、スクリューの先端面と該先端面に対向して配置されているシール面との間隔は0.5から5mm、スクリューの孔内径は1mmから5mmであり、前記スクリューの回転数は600rpmから3000rpm、せん断速度は900から4500sec−1となる。
上記内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いる場合、ブレンド物が充填されているシリンダー最先端部(シール面)とスクリュー先端部とのギャップ、あるいは内部帰還型スクリューの内径を調節することによりせん断流動場の強さもしくは混練の度合いを変えることができる。通常、ギャップは1ミリから5ミリの間で任意の値を0.5ミリ間隔で設定可能であり、スクリュー内径も同様に1φから5φの間で任意の値を0.5φ間隔で設定可能であるが、ギャップならびに内部帰還型スクリュー内径を、それぞれ1〜2ミリ、2.5φに設定することにより最適な結果を得ることができる。
本発明の場合には前記の特定の温度下に最先端部(シール面)とスクリュー先端部とのギャップならびに内部帰還型スクリュー内径を最適数値にして高せん断成形を行ったところに特徴がある。このように、特定の条件を組み合わせて初めて良好な結果が得られる。仮に温度設定あるいは上記ギャップ等の設定条件の一方でも、前記条件をはずれる場合には満足する結果を得ることができない。
上記内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いる場合、成形加工条件としては上記の特定温度の設定だけでなく、当該成形加工機におけるスクリュー回転数(もしくはせん断速度)と混練時間の設定が重要である。本発明では、スクリュー回転数として100〜3000rpm、混練時間として0.1分〜60分の間で任意に設定可能であるが、スクリュー回転数、せん断速度ならびに混練時間として、それぞれ600〜1800rpm、900〜2700 sec-1、1〜3分に設定することにより最適な結果を得ることができた。
本発明の場合には前記の特定のブレンド組成とCNT添加量、さらには特定の温度下にスクリュー回転数と混練時間を最適数値にして高せん断成形を行ったところに特徴がある。 このように、特定の条件を組み合わせて初めて良好な結果が得られる。仮にブレンド組成やCNT添加量、あるいは温度設定もしくは上記スクリュー回転数等の設定条件の一方でも、前記条件をはずれる場合には満足する結果を得ることができない。
【0039】
PVDFとPA6とは、非相溶性であり、それらのブレンド物を得るには、通常、両者を融点近傍の240℃で二軸の溶融混練押出機(もしくは成形機)等を用いて混合するが、通常の成形機を用いるとせん断速度が100sec-1以下なので、該樹脂に対して溶融粘度を変化させる度合いが小さいため、ブレンド間の粘度比を大幅に変えることはできない。従って、PVDF相中にナノレベルのPA6相を形成させることができない。
本発明者らの研究によれば、PVDFとPA6さらには充填剤のCNTから成る混合物を、通常の二軸スクリュー型混練機の代わりに内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いて両者を融点近傍の240℃で溶融混練することにより、溶融混練物の内部構造として共連続構造を形成させるだけでなく、PVDF相中にナノレベルのPA6相を形成させ、さらにはPA6相にのみ高密度でCNTをナノ分散できるとして上記の条件を導き出したものである。
【0040】
非相溶性の樹脂若しくはエラストマーから構成される共連続構造からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含む構造体である充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体、及び前記フィラーである充填剤は均一に分散されている充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体は以下のように確認することができる。
溶融混練方法により得られる溶融混練物は、前記好適な条件化では溶融混練物の内部構造として共連続構造を形成した組成物として得ることができる。
この内容については、溶融混練物を用いて樹脂成形物を製造し、それらの内部構造としての微細構造の観察は透過型電子顕微鏡(TEM)により得られたものである。
実施例1の結果を示す図1および図2では、以下のことが確認できている。
前記溶融混練物は、その微視的構造としてPVDF相並びにPA6相とが互いに連続相を形成している共連続構造を形成している。さらに、前記溶融混練物は、PVDF相とPA6相とが互いに共連続構造を形成しつつ、高せん断混練によりPA6相のかなりの部分がPVDF相にナノドメインとして入り込んだ構造を形成している。また、この結果、PA6相にのみ偏在するCNTの密度が低せん断混練したものに比し、格段に高くなっていることを特徴とする。
【0041】
実施例3の結果を示す図3では、以下のことが確認できている。
PA6単体にCNTを分散させる場合、樹脂全体にCNTをナノ分散させ、かつ導電性を向上させるためにCNT同士が接点をもつまでには2%以上のCNT添加が必要となる。この系でさらに導電性を上げるには、さらに多量のCNT添加が必要とされる。これに対して、低せん断成形したPVDF/ PA6/CNT系試料では、共連続構造を形成され、かつCNTがPA6相にのみ偏在しているため、PA6単体にCNTを分散させる場合よりも少ない量で導電性が向上している。さらに、高せん断成形したPVDF/PA6/CNT系試料では、一方の連続相であるPA6相のかなりの部分がPVDF相中にナノドメインとして入りこむため、低せん断試料と同じCNTの添加量でも分散密度が高くなるため、より少ない添加量で導電性が急激に向上している。さらに、この系の絶縁性から導電性への閾値は高せん断成形加工による試料のそれは約0.85%程度と極めて低い数値となっている。また、この試料は閾値が低いだけでなく、CNT添加量を増やしていったときの電気伝導度の絶対値が高く、10−1 S/cm以上の導電性を達成している。
【0042】
充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体を製造した後、Tダイから引き出すこと及び引き続き成形加工することにより充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される成形加工体を得ることができる。
【0043】
前記成形体には充填剤が樹脂又は樹脂ブレンド物100重量%に対して、0.01−30重量%含まれている。これは前の構造体を得た操作に含まれるものである。
前記充填剤はカーボンナノチューブ(CNT)、カーボンファイバー(CF)、カーボンブラック(CB)、グラファイト(GF)から選ばれるものを含んでいる。
【0044】
特に前記充填剤がCNTである場合には導電性用材料、熱伝導性用材料として良好な材料となる。
成形加工体は前記各種樹脂により構成される。
前記樹脂成形体は、ロッド、フィルム、シート、ファイバーのいずれか1つの形状であ
る。前記樹脂成形体は、その微視的構造としてPVDF相並びにPA6相とが互いに連続相を形成している共連続構造である。樹脂成形体を用いた燃料電池用電極用材料を構成する。
【0045】
共連続構造を形成する高分子ブレンド物において、それぞれの連続相において役割分担させることを特徴とし、一方の相を耐薬品性に優れた高分子(例えばPVDF)から形成し、他方の相を同様に耐薬品性に優れ、かつ、フィラー(例えばCNT)との親和性にも優れる高分子(例えばPA6)から形成することにより、選択的に他方の相のみにフィラーを分散させる。このような2つの別々の役割を担った共連続構造を形成させることにより導電性を飛躍的に向上させることに成功した。さらに、高せん断成形加工法を用いると、PVDF相にPA6相をナノドメインで入り込ませることができ、PA6相に分散しているCNT密度を大幅に高めることができ、より少ないCNT添加量で導電性を向上させることに成功した。
【0046】
同様に充填剤に前記電波電磁波吸収剤を選択することにより樹脂成形体をからなる電磁波吸収用材料を得る事ができる。
【0047】
次に本発明を実施例によりさらに詳細に説明する。実施例に示す微細観察、電気伝導度測定、力学的測定は以下のようにして行った。
【0048】
微細構造観察
共連続構造およびナノ分散構造等の微細構造観察は透過電子顕微鏡(TEM)観察により行う。試料は予め超薄切片(厚さ:70nm)にし、染色剤(RuO4)に10分間曝して染めたものを観察に供した。
測定装置としては、HitachiH−700を用いて、加速電圧75kVにて測定した。
【0049】
電気伝導度測定
本発明による試料の導電性(電気伝導度)は低電気伝導度領域(10−8 S/cm以下)と高電気伝導度領域(10−8 S/cm以上)とに分けて以下の装置を用いて測定した。高電気伝導度領域の測定は四探針法にて行った。
・低電気伝導度領域:Advantest R8340 超高抵抗率測定器
・高電気伝導度領域:Loresta-GP MCP-T600
【0050】
力学的測定
試料の力学的性能は、応力−歪曲線の測定により評価した。応力−歪曲線は試料をダンベル型に切り出し、Orientec社製Tensilon UMT-300を用いて、一定環境下(温度20℃、相対湿度50%)で5 mm/minの速度で測定した。
【実施例1】
【0051】
原料のポリフッ化ビニリデン(PVDF)はクレハ製KF850を用いた。また、ポリアミド6(PA6)はユニチカ製A1030BRLを用いた。
また、CNTとしては、CNT Co. Ltd(Korea) 製の多層カーボンナノチューブ(CNTを用いた。
これらを、それぞれ真空中80℃で12時間予備乾燥した後に所定の割合でドライブレンドした。
ドライブレンドは、室温で、ブレンド組成ならびにCNT添加量として、それぞれPVDFの90〜30重量%に対してPA6の10〜70重量%中の、PVDFの80〜40重量%に対してPA6の20〜60重量%、さらにはこれらのブレンド物100重量%に対して、0.01−30重量%中の0.1−20重量%のCNTを添加して得られたものであった。
次に、このドライブレンド物の約5gを微量型高せん断成形加工機に投入し、ギャップならびに内部帰還型スクリュー内径を、それぞれ1〜2ミリ、2.5φに設定し、240 ℃に加熱溶融して混練(スクリュー回転数:100 rpmと1000rpm、混練時間:2分)した後、T一ダイから押出した。
その結果、表面状態の良好な押出し物を得ることができた。この押出し物の内部構造をTEMにより観察した。
続いて熱プレスにて均一なフィルム(厚さ200μm)とした後、これらのフィルム状試料の電気伝導度ならびに力学的性能(応力−歪曲線)を評価した。
【実施例2】
【0052】
PVDF/ PA6=50/50ブレンド物にCNTを1.8 wt%添加して、実施例1において作製した試料をTEMにより、その内部構造を観察したのが図1である。
このTEM上段の写真においては染色の度合いにより、あまり染まらず白っぽい相(PVDF)と黒く染色された相(PA6)とがお互いに連続相を形成して、共連続構造となっているのが分かる。この写真からさらに次のようなことが明らかになった。
前記溶融混練物は、その微視的構造としてPVDF相並びにPA6相とが互いに連続相を形成している共連続構造を形成している。さらに、前記溶融混練物は、PVDF相とPA6相とが互いに共連続構造を形成しつつ、高せん断混練によりPA6相のかなりの部分がPVDF相にナノドメインとして入り込んだ構造を形成している。また、この結果、PA6相にのみ偏在するCNTの密度が低せん断混練したものに比し、格段に高くなっていることを確認することができる。
図1の右側拡大図では、PA6相にはCNTが均一に高濃度に存在することが確認できる。
図1の左側拡大図ではPVDF相が存在するがCNTは存在しない。
本発明の目的生成物である、非相溶性の樹脂若しくはエラストマーから構成される共連続構造体からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含む状態を確認できることがわかる。
このTEM写真では、微細構造の解釈が難しいので、この構造を模式的に描いたものが図2である。即ち、CNTを1.8 wt%添加することにより、PVDF/ PA6=50/50ブレンド物においては、共連続構造を形成するが、その様子は高せん断成形による試料と低せん断成形試料では以下の点で際立った相違が観察されている。
なお、左側は低せん断加工を行った状態を示している。
又、図2では高せん断加工の場合(本件発明の場合)では、CNTが均一に高濃度に存在することが示されている(右側)。
高せん断成形加工によりPVDF相中にはナノメータレベルのPA6ナノドメインが密に形成されている。
一方の連続相であるPA6相のかなりの部分が高せん断成形によりPVDF相中にナノドメインとして入りこんだため、CNTの分散密度は高せん断成形の試料の方が極めて高い。
一方、図2の低せん断加工の場合(従来の溶融混練の場合)では、CNTは少ない状態で存在することが示されている(左側)に過ぎず、本件発明の効果を得ることはできない。
【実施例3】
【0053】
PVDF/ PA6=50/50ブレンド物にCNTをそれぞれ0〜6%まで添加して、実施例1において作製した試料の電気伝導度を測定した結果が図3である。図3においては、比較のためにPA6単体に同量のCNTを高せん断混練により分散させた試料の導電性挙動も示した。これら3種類の試料の導電性挙動を比較すると、高せん断成形により構築される特殊な微細構造を反映して、優れた導電性が発現することが良く理解できる。
結果は図3に示した。なお、比較のためにPA6単体に同量のCNTを添加して高せん断下で作製した試料の導電性挙動も示した。
各々、高せん断成形(スクリュー回転数1000 rpm)により作製したPVDF/PA6/CNT系の導電性挙動(■−■により示す)、低せん断成形(スクリュー回転数100 rpm)により作製したPVDF/PA6/CNT系の導電性挙動(▼−▼により示す)、高せん断成形(スクリュー回転数1000 rpm)により作製したPA6/CNT系の導電性挙動(●−●により示す)である。
すなわち、PA6単体にCNTを分散させる場合、樹脂全体にCNTをナノ分散させ、かつ導電性を向上させるためにCNT同士が接点をもつまでには2%以上のCNT添加が必要となる。この系でさらに導電性を上げるには、さらに多量のCNT添加が必要とされる。これに対して、低せん断成形したPVDF/ PA6/CNT系試料では、上記の図2に示されたように、共連続構造を形成し、かつCNTがPA6相にのみ偏在しているため、PA6単体にCNTを分散させる場合よりも少ない量で導電性が向上している。さらに、高せん断成形したPVDF/PA6/CNT系試料では、図1,2に示されたように、一方の連続相であるPA6相のかなりの部分がPVDF相中にナノドメインとして入りこむため、低せん断試料と同じCNTの添加量でも分散密度が高くなるため、より少ない添加量で導電性が急激に向上することが良く理解できる。
特に、系の絶縁性から導電性への閾値は高せん断成形加工による試料のそれは約0.85%程度と極めて低い数値となっている。また、この試料は閾値が低いだけでなく、CNT添加量を増やしていったときの電気伝導度の絶対値が高く、10−1 S/cm以上の導電性を達成している。
【実施例4】
【0054】
実施例2において作製された試料の応力−歪曲線を図4に示した。
PVDF/ PA6=50/50ブレンド物およびPA6単体にCNTを1.8 wt%添加して得られる各試料の応力−歪曲線を示す図である。
PVDF/PA6/CNT HSは、高せん断成形(スクリュー回転数1000 rpm)により作製した PVDF/PA6/CNT系試料の応力−歪曲線を示す。
PVDF/PA6/CNT LSは、低せん断成形(スクリュー回転数100 rpm)により作製したPVDF/PA6/CNT系試料の応力−歪曲線を示す。
PA6/CNT HSは,高せん断成形(スクリュー回転数1000 rpm)により作製したPA6/CNT HS系試料の応力−歪曲線を示す。
元来、PA6単体の機械的伸び(もしくは破断伸び)は優れているが、CNT を添加してPA6中に分散すると、その機械的伸びは低下する。しかしながら、図4でも明らかなように、高せん断成形したPVDF/ PA6/CNT系試料(HSと命名)では、低せん断成形した試料(LSと命名:)やPA6/CNT系試料に比し、約53 %もの破断伸びを示すことが分かった。
このように高せん断成形したPVDF/ PA6/CNT系試料は電気伝導度だけでなく、機械的性能にも優れていることが分かった。
【図面の簡単な説明】
【0055】
【図1】PVDF/ PA6=50/50ブレンド物にCNTを1.8wt%添加し、240℃でスクリュー回転数1000 rpm, 混練時間2分の条件で作製した試料のTEM写真である。
【図2】図1のTEM写真を模式的に描いて図示、解説した図である。高せん断成形と低せん断成形で作られた試料の構造の違いが示されている。
【図3】PVDF/ PA6=50/50ブレンド物にCNTをそれぞれ0〜6%まで添加して作製した試料の電気伝導度を測定した結果及びPA6単体に同量のCNTを添加して高せん断下で作製した試料の導電性挙動も示す図である。
【図4】PVDF/ PA6=50/50ブレンド物およびPA6単体にCNTを1.8wt%添加して作製した試料の応力−歪曲線を示す図である。
【特許請求の範囲】
【請求項1】
非相溶性の樹脂若しくはエラストマーから構成される共連続構造体からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含むことを特徴とする充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項2】
前記フィラーである充填剤は均一に分散されていることを特徴とする請求項1記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項3】
前記充填剤は非相溶性の樹脂若しくはエラストマー100重量%に対して、0.01〜30重量%であることを特徴とする請求項1又は2記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項4】
前記非相溶性樹脂又はエラストマーは、熱可塑性樹脂同士のブレンド物や熱可塑性樹脂と天然ゴム、合成ゴム、又は熱可塑性エラストマーとのブレンド物、さらには天然ゴム、合成ゴム、又は熱可塑性エラストマー同士のブレンド物であることを特徴とする請求項1〜3いずれか記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項5】
前記非相溶性熱可塑性樹脂同士のブレンド物はポリフッ化ビニリデン(PVDF)、フッ化ビニリデン(VDF)と三フッ化エチレン(TrFE)の共重合体(VDF/ TrFE)、ポリ(p-フェニレンサルファイド)(PPS)、ポリサルホン(PSF)、ポリエーテルサルホン(PES)、ポリエーテルエーテルケトン(PEEK)、ポリアリレート(PAR)と,ポリアミド6(PA6)、ポリアミド66(PA66)、ポリアミド46(PA46)、ポリアミド11(PA11)から選ばれるポリマーのいずれかの組み合わせから成るブレンド物のいずれか1つの組み合わせであることを特徴とする請求項1〜4いずれか記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項6】
前記熱可塑性樹脂同士のブレンド物はPVDF/PA6ブレンドの組み合わせであることを特徴とする請求項5記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項7】
前記非相溶性熱可塑性樹脂同士のブレンド物はPVDFの90〜30重量%に対してPA6の10〜70重量%であることを特徴とする請求項5記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項8】
前記充填剤はカーボンナノチューブ(CNT)、カーボンファイバー(CF)、カーボンブラック(CB)、グラファイト(GF)から選ばれるものであることを特徴とする請求項1〜7いずれか記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項9】
少なくともフィラーである充填剤並びに非相溶性の樹脂若しくはエラストマーを、スクリューを備えたシリンダーに加熱部を有する溶融混練部の端部に設けられた投入部から投入し、前記スクリューの回転数は600rpmから3000rpm、せん断速度は900から4500sec−1の条件下に処理して得られる溶融混練した樹脂又はエラストマーを、スクリューの後端から先端に送り、スクリューの先端の間隙に閉じ込めた後、該間隙から前記スクリューの後端に移行させる循環を行うことにより得られることを特徴とする請求項1から8いずれか記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項10】
少なくともフィラーである充填剤並びに非相溶性の樹脂もしくはエラストマーを、スクリューを備えたシリンダーに加熱部及びシール部を有する溶融混練部の端部に設けられた投入部から投入し、スクリューの先端面と該先端面に対向して配置されているシール面との間隔は0.5から5mm、スクリューの孔内径は1mmから5mmであり、前記スクリューの回転数は600rpmから3000rpm、せん断速度は900から4500sec−1であり、加熱温度は室温〜被溶融混練樹脂温度より45℃より高い範囲の温度条件下に処理して得られる溶融混練された樹脂又はエラストマーを、スクリューの後端から先端に送り、スクリューの先端の間隙に閉じ込めた後、該間隙から前記スクリューの後端に移行させる循環を行うことを特徴とする請求項1から9いずれか記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項11】
請求項1から10いずれか記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体を製造した後、引き続き成形加工してえられることを特徴とする充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される成形加工体。
【請求項12】
前記充填剤は樹脂又は樹脂ブレンド物100重量%に対して、0.01−30重量%であることを特徴とする請求項11記載の充填剤並びに非相溶性の樹脂若しくはエラスト
マーの成形加工体。
【請求項13】
前記充填剤はカーボンナノチューブ(CNT)、カーボンファイバー(CF)、カーボンブラック(CB)、グラファイト(GF)から選ばれるものであることを特徴とする請求項12項記載の充填剤並びに非相溶性の樹脂若しくはエラストマーの成形加工体。
【請求項14】
前記充填剤がCNTであることを特徴とする請求項11〜13記載の充填剤並びに非相溶性の樹脂若しくはエラストマーの成形加工体。
【請求項15】
請求項11〜14いずれか記載の成形加工体が樹脂により構成されることを特徴とする樹脂成形体。
【請求項16】
前記樹脂成形体は、ロッド、フィルム、シート、ファイバーのいずれか1つの形状であ
ることを特徴とする請求項15記載の樹脂成形体。
【請求項17】
前記樹脂成形体は、その微視的構造としてPVDF相並びにPA6相とが互いに連続相を形成した共連続構造を形成している組成物であることを特徴とする請求項15記載の樹脂成形体。
【請求項18】
請求項15〜17記載の樹脂成形体を用いた導電性若しくは熱伝導性用材料。
【請求項19】
請求項15〜17記載の樹脂成形体を用いた燃料電池用電極用材料。
【請求項20】
請求項15〜17記載の樹脂成形体を用いた電磁波吸収用材料。
【請求項1】
非相溶性の樹脂若しくはエラストマーから構成される共連続構造体からなり、非相溶性の樹脂の一方の樹脂にはフィラーである充填剤を含むことを特徴とする充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項2】
前記フィラーである充填剤は均一に分散されていることを特徴とする請求項1記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項3】
前記充填剤は非相溶性の樹脂若しくはエラストマー100重量%に対して、0.01〜30重量%であることを特徴とする請求項1又は2記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項4】
前記非相溶性樹脂又はエラストマーは、熱可塑性樹脂同士のブレンド物や熱可塑性樹脂と天然ゴム、合成ゴム、又は熱可塑性エラストマーとのブレンド物、さらには天然ゴム、合成ゴム、又は熱可塑性エラストマー同士のブレンド物であることを特徴とする請求項1〜3いずれか記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項5】
前記非相溶性熱可塑性樹脂同士のブレンド物はポリフッ化ビニリデン(PVDF)、フッ化ビニリデン(VDF)と三フッ化エチレン(TrFE)の共重合体(VDF/ TrFE)、ポリ(p-フェニレンサルファイド)(PPS)、ポリサルホン(PSF)、ポリエーテルサルホン(PES)、ポリエーテルエーテルケトン(PEEK)、ポリアリレート(PAR)と,ポリアミド6(PA6)、ポリアミド66(PA66)、ポリアミド46(PA46)、ポリアミド11(PA11)から選ばれるポリマーのいずれかの組み合わせから成るブレンド物のいずれか1つの組み合わせであることを特徴とする請求項1〜4いずれか記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項6】
前記熱可塑性樹脂同士のブレンド物はPVDF/PA6ブレンドの組み合わせであることを特徴とする請求項5記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項7】
前記非相溶性熱可塑性樹脂同士のブレンド物はPVDFの90〜30重量%に対してPA6の10〜70重量%であることを特徴とする請求項5記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項8】
前記充填剤はカーボンナノチューブ(CNT)、カーボンファイバー(CF)、カーボンブラック(CB)、グラファイト(GF)から選ばれるものであることを特徴とする請求項1〜7いずれか記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項9】
少なくともフィラーである充填剤並びに非相溶性の樹脂若しくはエラストマーを、スクリューを備えたシリンダーに加熱部を有する溶融混練部の端部に設けられた投入部から投入し、前記スクリューの回転数は600rpmから3000rpm、せん断速度は900から4500sec−1の条件下に処理して得られる溶融混練した樹脂又はエラストマーを、スクリューの後端から先端に送り、スクリューの先端の間隙に閉じ込めた後、該間隙から前記スクリューの後端に移行させる循環を行うことにより得られることを特徴とする請求項1から8いずれか記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項10】
少なくともフィラーである充填剤並びに非相溶性の樹脂もしくはエラストマーを、スクリューを備えたシリンダーに加熱部及びシール部を有する溶融混練部の端部に設けられた投入部から投入し、スクリューの先端面と該先端面に対向して配置されているシール面との間隔は0.5から5mm、スクリューの孔内径は1mmから5mmであり、前記スクリューの回転数は600rpmから3000rpm、せん断速度は900から4500sec−1であり、加熱温度は室温〜被溶融混練樹脂温度より45℃より高い範囲の温度条件下に処理して得られる溶融混練された樹脂又はエラストマーを、スクリューの後端から先端に送り、スクリューの先端の間隙に閉じ込めた後、該間隙から前記スクリューの後端に移行させる循環を行うことを特徴とする請求項1から9いずれか記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体。
【請求項11】
請求項1から10いずれか記載の充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される構造体を製造した後、引き続き成形加工してえられることを特徴とする充填剤並びに非相溶性の樹脂若しくはエラストマーにより構成される成形加工体。
【請求項12】
前記充填剤は樹脂又は樹脂ブレンド物100重量%に対して、0.01−30重量%であることを特徴とする請求項11記載の充填剤並びに非相溶性の樹脂若しくはエラスト
マーの成形加工体。
【請求項13】
前記充填剤はカーボンナノチューブ(CNT)、カーボンファイバー(CF)、カーボンブラック(CB)、グラファイト(GF)から選ばれるものであることを特徴とする請求項12項記載の充填剤並びに非相溶性の樹脂若しくはエラストマーの成形加工体。
【請求項14】
前記充填剤がCNTであることを特徴とする請求項11〜13記載の充填剤並びに非相溶性の樹脂若しくはエラストマーの成形加工体。
【請求項15】
請求項11〜14いずれか記載の成形加工体が樹脂により構成されることを特徴とする樹脂成形体。
【請求項16】
前記樹脂成形体は、ロッド、フィルム、シート、ファイバーのいずれか1つの形状であ
ることを特徴とする請求項15記載の樹脂成形体。
【請求項17】
前記樹脂成形体は、その微視的構造としてPVDF相並びにPA6相とが互いに連続相を形成した共連続構造を形成している組成物であることを特徴とする請求項15記載の樹脂成形体。
【請求項18】
請求項15〜17記載の樹脂成形体を用いた導電性若しくは熱伝導性用材料。
【請求項19】
請求項15〜17記載の樹脂成形体を用いた燃料電池用電極用材料。
【請求項20】
請求項15〜17記載の樹脂成形体を用いた電磁波吸収用材料。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−13323(P2009−13323A)
【公開日】平成21年1月22日(2009.1.22)
【国際特許分類】
【出願番号】特願2007−178119(P2007−178119)
【出願日】平成19年7月6日(2007.7.6)
【出願人】(301021533)独立行政法人産業技術総合研究所 (6,529)
【Fターム(参考)】
【公開日】平成21年1月22日(2009.1.22)
【国際特許分類】
【出願日】平成19年7月6日(2007.7.6)
【出願人】(301021533)独立行政法人産業技術総合研究所 (6,529)
【Fターム(参考)】
[ Back to top ]