
充填包装システム
【課題】鰹節のように不定形で軟らかく、しかも軽量の材料を好適に袋に充填できるとともに、システム全体が大型化しない充填包装システムを提供する。
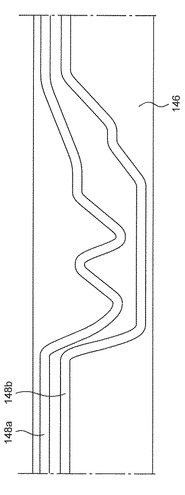
【解決手段】基台68の一部を構成する円筒形状のカム部材146には、上側にプッシャ52の昇降用のカム溝148aが形成され、ノズル54の昇降用のカム溝148bがカム溝148aの下側に形成されている。すなわち、カム部材146は、プッシャ52の昇降とノズル54の昇降を司る共通の駆動機構である。この構成を有することにより、プッシャ52の昇降用のカム溝を有するカム部材と、ノズル54の昇降用のカム溝を有するカム部材とを有する構成に比べてカム部材146の高さ方向の寸法、つまり、充填包装システムの高さ方向の寸法を低くすることができる。
【解決手段】基台68の一部を構成する円筒形状のカム部材146には、上側にプッシャ52の昇降用のカム溝148aが形成され、ノズル54の昇降用のカム溝148bがカム溝148aの下側に形成されている。すなわち、カム部材146は、プッシャ52の昇降とノズル54の昇降を司る共通の駆動機構である。この構成を有することにより、プッシャ52の昇降用のカム溝を有するカム部材と、ノズル54の昇降用のカム溝を有するカム部材とを有する構成に比べてカム部材146の高さ方向の寸法、つまり、充填包装システムの高さ方向の寸法を低くすることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、袋に充填物を充填した後、袋の開口部を封止する充填包装システムに関する。
【背景技術】
【0002】
食品を密閉収容した袋製品として、食品の酸化を防止する目的で例えば、窒素ガス等の不活性ガスを袋内に充填したものがある。不活性ガスは袋内の空気(酸素)をパージしながら(追い出しながら)該袋内に充填される。不活性ガスが充填された袋はその後、開口が封止される。
【0003】
従来、袋に食品と不活性ガスを充填する充填包装システム装置として、例えば特許文献1に開示されているものが公知である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平8−113211号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、充填材である食品が不定形で軟らかく、しかも軽量の鰹節の場合、一包装分の鰹節の集合体を一つの容器から別の容器に落下供給する場合、粒状物を落下供給する場合に比べて、より多くの時間を要する。そのため、従来の充填包装システムを鰹節の充填に適用するためには改善の余地があり、また、従来の充填包装システムを鰹節の充填に適用した場合にシステム全体が大型化するという課題があった。
【0006】
したがって、本発明は、このような問題点を解決することを課題としてなされたものであり、その目的とするところは、鰹節のように不定形で軟らかく、しかも軽量の材料を好適に袋に充填できるとともに、システム全体が大型化しない充填包装システムを提供することにある。
【課題を解決するための手段】
【0007】
本発明の充填包装システムは、袋に流体を充填し、流体が充填された袋の開口をシールする充填包装装置である。袋を所定の軌道に従って開口が上方に向いた状態で搬送する袋搬送機構と、回転体の周りに所定の間隔をあけて複数配置され、回転体の軸方向に移動可能に且つ回転可能に支持された充填シュートと、袋搬送機構によって搬送されている袋内に充填物を充填する充填機構と、袋搬送機構によって前記所定の軌道に沿って搬送されている袋に挿入され、挿入された状態で袋とともに移動し、後に袋から離脱されるノズルと、袋部内に充填された充填物を押圧して該袋部内に押し込むプッシャと、袋に挿入されているノズルを介して該袋に流体を充填する流体充填機構と、流体が充填された袋の開口をシールするシール機構とを有し、ノズルとプッシャには、回転体の回転中心線と直交する回転中心線を有するカムフォロアがそれぞれ設けられ、回転中心線を囲むように閉ループ状に形成されたカム部材を有し、カム部材には、ノズルに設けられたカムフォロアが係合する無端状のカム溝と、プッシャに設けられたカムフォロアが係合する無端状のカム溝がそれぞれ形成され、回転体の回転によって前記各カムフォロアが前記各カム溝に従動することでノズルとプッシャが昇降する。
【発明の効果】
【0008】
本発明によれば、鰹節のように不定形で軟らかく、しかも軽量の材料を好適に袋に充填できるとともに、システム全体が大型化しない充填包装システムを提供できるという効果を奏する。
【図面の簡単な説明】
【0009】
【図1】本発明の実施形態に係る充填包装システムの充填包装装置の外観図である。
【図2】図1に示す充填包装装置が行う袋製品の製造の工程を示す図である。
【図3】図1に示す充填包装装置のロータリーユニットの部分断面図である。
【図4】基台の一部を構成する共通の円筒形状のカム部材の展開図である。
【図5】ロータリーユニットにおけるシュート、プッシャ、ノズル、シュート駆動シャフト、及びガイドロッドの位置関係を示す部分断面図である。
【図6】図1に示す充填包装装置のロータリーユニットの別の部分断面図である。
【図7】ロータリーユニットの上方から見た袋部の軌道を示す図である。
【図8】シュート、プッシャ、ノズルの先端の斜視図である。
【図9】ロータリーユニットの上方から見たシュートの軌道を示す図である。
【図10】ロータリーユニットの回転体の回転中心軸と直交する方向から見た、袋部、シュート、プッシャ、ノズルそれぞれの動作を示す図である。
【図11】シュート、プッシャ、ノズルのそれぞれの下端の動線を表した図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施の形態に係る充填包装システム及び充填包装方法について、添付図面に従って説明する。以下の説明では、袋に二種類の充填材を充填する充填包装システム及び充填包装方法を説明する。二種類の充填材の好ましい形態としては、第1の充填材が例えば、鰹節等のような不定形物であり、第2の充填材が第1の充填材の鮮度を維持するための例えば、窒素等の不活性ガス等の流体である。
【0011】
なお、以下の説明では、方向や位置を表す用語(例えば、「上部」、「下部」等)を便宜上用いるが、これらは、発明の理解を容易にするためであり、それらの用語によって本発明の技術的範囲が限定的に解釈されるべきではない。また、以下の説明は、本質的に例示に過ぎず、本発明、その適用物或いはその用途を制限することを意図するものではなく、第1と第2の充填材として種々の物が利用できる。
【0012】
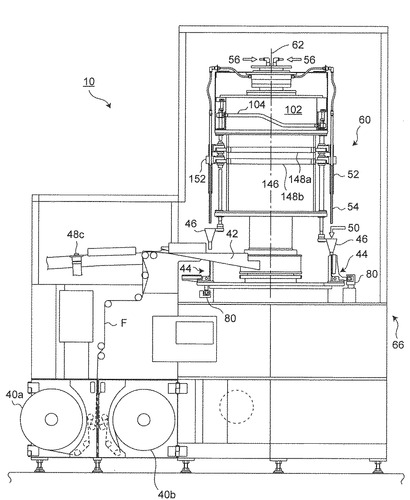
本発明の実施形態に係る充填包装システムを図1に示す。図において符号10で示される充填包装システムは、食品(例えば、鰹節)を収容した袋又は袋部に窒素ガスを充填して酸素をパージし、食品と窒素ガスを収容した状態の袋の開口を封止し、それにより食品と窒素ガスを密閉収容した袋製品を製造するもので、食品と窒素ガスを収容する袋を長尺のフィルムから作製する。
【0013】
充填包装システム10を理解するために、充填包装システム10が行う袋製品の製造に関する複数の処理(製造の工程)、すなわち充填包装システム10の動作について図2を参照して説明する。
【0014】
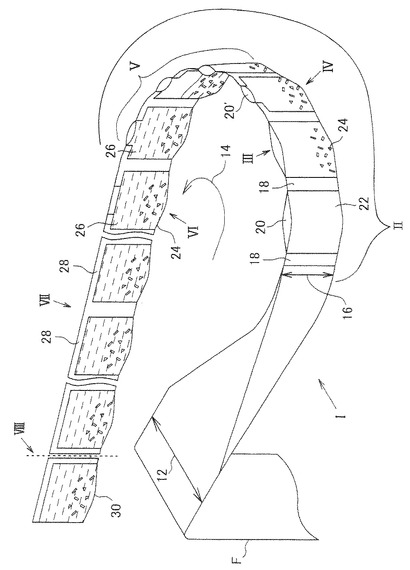
先ず、工程Iとして、充填包装システム10は、帯状シートのフィルムFを折り線が下にくるように幅方向12に関して2つ折りして折り合わせる。これにより、後述する袋部の底部が形成される。
【0015】
次に、工程IIとして、充填包装システム10は、2つ折りされたフィルムFに搬送方向14に所定の間隔をあけて幅方向(幅方向12とは異なる方向で、2つ折りされた状態のフィルムFの幅方向)16に伸びる区画シール部18を形成する。区画シール部18が形成されることにより、複数の区画シール部18の間に開口(開口部)20を有する複数の袋部22が形成される。
【0016】
工程II中(区画シール部18の形成中)、工程IIIとして、充填包装システム10は、第1の充填物である鰹節24を袋部22に充填する。
【0017】
次に、工程IVとして、充填包装システム10は、食品を収容している袋部22の開口20の一部を仮封止(一次封止)することにより第1の封止部を形成して開口20より小さい開口20´を形成する。
【0018】
続いて、工程Vでは、充填包装システム10は、開口20´を介して第2の充填物である窒素ガス26を袋部22に充填して該袋部22内の酸素をパージする。
【0019】
工程VIにおいて、充填包装システム10は、開口20´を仮封止(二次封止)することにより第2の封止部を形成して、袋部22内に鰹節24と窒素ガス26を密閉収容する。
【0020】
工程VIIにおいて、充填包装システム10は、仮シールされた袋部22の開口20を本封止(三次封止)して、袋部22内に鰹節24と窒素ガス26を確実に密閉収容する。
【0021】
最後に、工程VIIIにおいて、充填包装システム10は、区画シール部18を搬送方向14に分断するように切断する(切断方向は点線で示す。)、又は区画シール部18を後に分断できるようにミシン目を形成する。これにより、フィルムFによって作製された袋に鰹節24と窒素ガス26を収容した袋製品30(区画シール部18にミシン目が形成される場合、複数の袋製品30が連結したもの)が得られる。
【0022】
上述の製造工程を前提として、袋部22に鰹節24(食品)と窒素ガスを収容する充填包装システム10の構成について説明する。
【0023】
充填包装システム10は、大略、フィルムFから袋部22を作製する袋作製要素と、袋部22に鰹節24や窒素ガス26を充填する充填要素からなる。
【0024】
図1に示すように、充填包装システム10は、袋作製要素として、長尺のフィルムFを巻回したフィルムロールが装着されるフィルム供給部40a、40bと、フィルム供給部40a又は40bから送出されるフィルムFを案内しつつ幅方向に関して2つ折りするフィルムガイド42と、2つ折りされたフィルムFに袋部22を形成するために区画シール部18を形成する複数の区画シール装置44と、形成された袋部22に鰹節24を案内するとともに袋部22を成形する複数の第1の充填ノズルであるシュート46と、鰹節24が収容された袋部22の開口20をシールする複数のシール装置(第1〜第3の封止手段)48a〜48c(図6や図7を参照。)とを有する。また、区画シール部18を搬送方向14に分断するように切断するカッター、又は区画シール部18を後に分断できるようにミシン目を形成する装置を有する(図示せず。)。
【0025】
また、充填包装システム10は、充填要素として、シュート46を介して鰹節24を袋部22に充填する第1の充填物供給手段又は第1の充填物充填手段である食品充填装置50と、鰹節24を袋部22に押し込む押圧手段であるプッシャ52と、袋部22に窒素ガス26を充填するために該袋部に挿入される第2の充填ノズルであるノズル54と、ノズル54を介して袋部22に窒素ガス26を充填する第2の充填物供給手段又は第2の充填物充填手段であるガス充填装置56を有する。シュート46、食品充填装置50、プッシャ52は鰹節24を袋部22に充填する食品充填手段として機能し、ノズル54とガス充填装置56はガス充填手段として機能する。
【0026】
先ず、充填包装システム10の袋作製要素について説明する。フィルム供給部40a,40bは、一対のフィルムロールを着脱可能に支持する。充填包装システム10は、フィルムロールのいずれか一方に巻回されているフィルムFをフィルムガイド42に向かって搬送し、この一方のフィルムロールのフィルムFが無くなったときに他方のフィルムロールのフィルムFを続けて搬送するように構成されている。
【0027】
フィルムガイド42は、搬送されているフィルムFを区画シール装置44に向かって案内するとともに幅方向12に関して2つ折りし、袋部22の底部を形成するように構成されている(図2参照。)。
【0028】
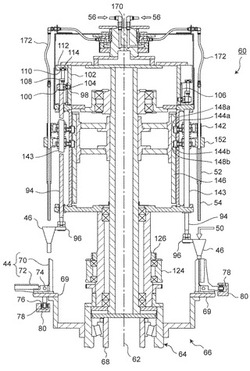
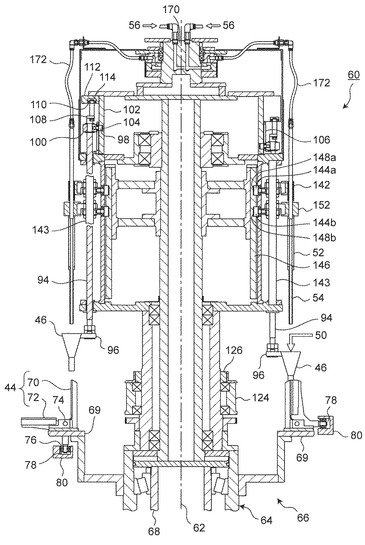
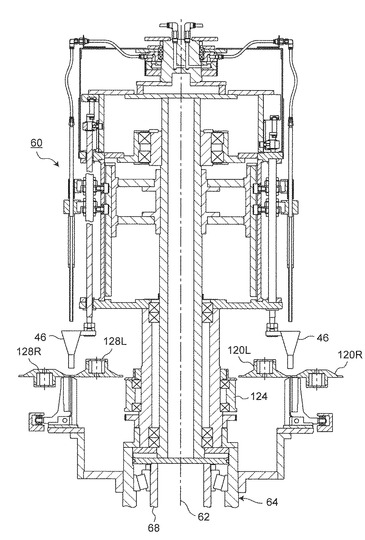
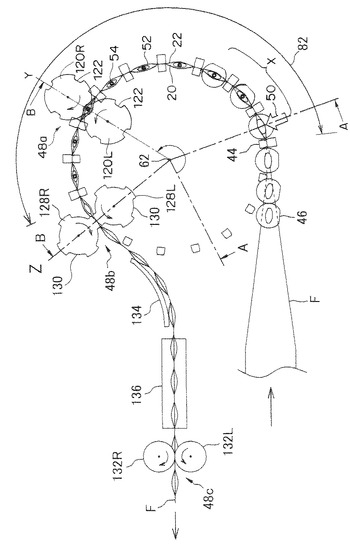
複数の区画シール装置44と複数のシュート46は、ロータリーユニット60に組み込まれている。ロータリーユニット60の部分断面図である図3と図6に示すように、ロータリーユニット60は、鉛直方向に伸びる回転中心線62を中心として回転する概ね円筒形状の構造体である回転体64と、回転体64を回転可能に支持して充填包装システム10の本体66に固定されている基台68から構成される。なお、図3は、ロータリーユニット60の上方から見た袋部22の軌道図である図7においてA方向から見た部分断面図であり、図6は図7においてB方向から見た部分断面図である。
【0029】
回転体64は、例えば図示しないモータ等の回転駆動源により一定の回転速度で回転駆動するようにしてある。回転体64の回転により、複数の区画シール装置44と複数のシュート46は、回転中心線62を中心として周回移動する。
【0030】
複数の区画シール装置44は、図3に示すように、回転体64の一部を構成する円盤形状の部材69上に設けられている。また、図7に示すように、複数の区画シール装置44は、回転中心線62に関して周方向に等間隔で部材69に設けられている。本実施の形態では、17基の区画シール装置44が回転体64の部材69に設けられている。
【0031】
各区画シール装置44は、上方部分を除いて2つ折りされたフィルムFを挟持し、その挟持部分を加熱して熱融着させることにより区画シール部18を形成するようにしてある。
【0032】
図3を参照して具体的に説明すると、各区画シール装置44は、回転体64の部材69に対して固定された固定シールバー70と、部材69に対して可動するよう設けられ、固定シールバー70と協働して2つ折りされたフィルムFを挟持する可動シールバー72から構成されている。
【0033】
固定シールバー70は、フィルムFを挟持する挟持面が回転中心線62に関して放射方向外側に向くように部材69上に配置され、フィルムFを加熱するためのヒータ等の加熱手段(図示せず)が内蔵されている。
【0034】
可動シールバー72は、回転中心線62方向と垂直な軸方向の支持ピン74を中心にして回転可能に回転体64の部材69に設けられている。これにより、可動シールバー72は、固定シールバー70と協働して2つ折りされたフィルムFを挟持する、又は固定シールバー70から離れてフィルムFを開放(リリース)する。
【0035】
また、可動シールバー72にはカムフォロア76が設けられている。カムフォロア76は充填包装システム10の本体66に設けられ、回転中心線62に関して周方向に形成されたカム溝78を有するカム部材80に従動される(図1参照。)。つまり、回転体64が回転すると、カムフォロア76がカム部材80のカム溝78に沿って回転しながら移動するように構成されている。回転体64が回転してカムフォロア76がカム溝78に従動することにより、可動シールバー72は、固定シールバー70と協働してフィルムFを挟持する又は固定シールバー70から離れてフィルムFを開放(リリース)する。したがって、フィルムFを挟持する又はリリースするタイミングは、カム溝78の形状によって決定されている。図7に示すように、カム溝78は、回転体64の回転によって周回される複数の区画シール装置44が、範囲82(基台68を基準とする範囲で、図2の領域IIに対応する。)内に位置するときは2つ折りされたフィルムFを挟持し続けるように、一方、範囲82外に位置するときは可動シールバー72が固定シールバー70から離れるように構成されている。
【0036】
なお、複数の区画シール装置44は、範囲82内において区画シール部18が完全に形成されるまで(熱融着が完了するまで)2つ折りされたフィルムFを挟持するものであるが、別の観点から言えば、回転する回転体64と協働して袋部22を、回転中心線62を中心として周回軌道で搬送する袋搬送手段としても機能している。
【0037】
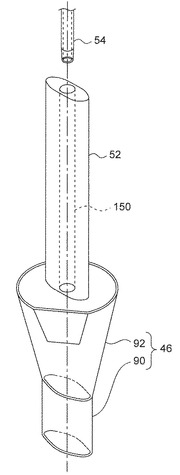
複数のシュート46それぞれは、図1に示すように食品充填装置50からの鰹節24をフィルムFの袋部22に案内するとともに、袋部22を成形する役割も果たす(図2参照。)。具体的に説明すると、シュート46は、図8に示すように、袋部22を成形する筒状の挿入部90と、挿入部90に食品充填装置50からの鰹節24を案内する漏斗状のガイド部92からなる。袋部22の成形は、フィルムFがシュート46の挿入部90を挟むようにフィルムガイド42によって2つ折りされ、隣接する2つの区画シール装置44が挿入部90を挟むように2つの区画シール部18を形成することにより行われる。
【0038】
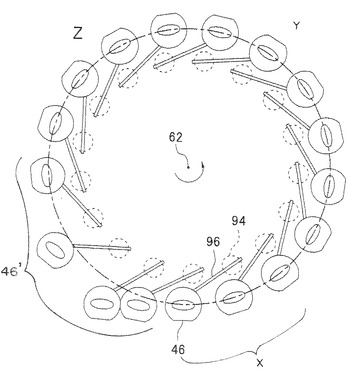
図3に戻り、各シュート46は、シュート駆動シャフト94の一端に設けられたアーム96によって支持されている。複数のシュート駆動シャフト94は、回転体64に軸方向に移動可能に且つ回転可能に支持され、ロータリーユニット60を上方から見たシュート46の軌道図である図9に示すように、回転中心線62に関して周方向に等間隔に配置されている。シュート46は、シュート駆動シャフト94が軸方向に移動することにより昇降するとともに、シュート駆動シャフト94が回転することにより該シャフト94を中心としてアーム96を介して旋回する。
【0039】
図3に示すように、シュート駆動シャフト94は、シュート46を昇降するために、シュート駆動シャフト94の軸方向と直交する回転中心線を有するカムフォロア98を有する。カムフォロア98は、シュート駆動シャフト94を中心として回転可能に且つ該シュート駆動シャフト94の軸方向の移動が規制された状態で、該シュート駆動シャフト94に取り付けられたシュート駆動ボス100に支持されている。また、カムフォロア98は、回転体64が回転すると、基台68の一部を構成する円筒形状のカム部材102の外周面に形成されたカム溝104に従動するように構成されている(図1参照。)。カムフォロア98がカム溝104に従動することにより、シュート駆動シャフト94が軸方向に移動し、その結果、シュート46が昇降する。つまり、シュート46の昇降のタイミングは、カム溝104の形状によって決定されている。なお、カムフォロア98は、カムフォロア98の回転中心線が回転中心線62に直交するように、回り止め機構106によってシャフト94を中心とする回転が規制されている。
【0040】
また、シュート駆動シャフト94の他端側には、クランク108が設けられている。クランク108には、シュート駆動シャフト94の中心軸と平行な回転中心線を有するカムフォロア110が設けられている。カムフォロア110は、回転体64が回転すると、基台68の一部を構成する円盤形状のカム部材112の下面に形成されたカム溝114に従動するように構成されている。カムフォロア110がカム溝114に従動することにより、シュート駆動シャフト94が回転し、その結果、シュート46がシャフト94を中心としてアーム96を介して旋回する。すなわち、シュート46の旋回のタイミングは、カム溝114の形状によって決定されている。
【0041】
2つのカムフォロア98と110が対応するカム溝104と114に従動することによりシュート駆動シャフト94を介してシュート46が昇降する、また、旋回する(カム溝104と114の形状により決定される)タイミングについては後ほど詳しく説明する。
【0042】
図7に示すように、3つの開口シール装置48a〜48cはそれぞれ、回転中心線62と平行な回転中心線を有する2つのローラで構成され、2つのローラの外周面によって袋部22の開口20を挟持しつつ該開口20を封止するように構成されている。また、開口シール装置48a〜48cそれぞれのローラには、袋部22の開口20を熱によって封止するための熱源(図示せず)が内蔵されている。なお、各ローラは熱源と熱的に接続されていてもよい
【0043】
第1の封止手段である開口シール装置48aは、2つのローラ120Lと120Rを有し、2つのローラによって、図2に示した袋部22の開口20の一部を仮封止して開口20より小さい開口20´を形成するように構成されている。具体的には、2つのローラ120Lと120Rの外周面には複数の凹部122が形成されており、2つのローラ120Lと120Rの凹部122に挟まれた開口20の部分が仮封止されずに小さい開口20´(未封止部分)となる。
【0044】
図6に示すように、開口シール装置48aの一方のローラ120Lは、回転体64に回転可能に支持された支持部材124に設けられている。支持部材124は回転体64とともに回転しないように、充填包装装置10の本体66に適切に固定されており、ローラ120Lが充填包装システム10の本体66に対して所定の位置で維持される。
【0045】
また、ローラ120Lは、回転体64に設けられたギヤ部材等を介して所定の回転速度で回転駆動されるように構成されている。
【0046】
図7に示すように、開口シール装置48aの他方のローラ120Rは、回転中心線62の放射方向に関してローラ120Lの外側に配置されている。ローラ120Rは、充填包装システム10の本体66に支持され、複数のギヤ(図示せず)を介してローラ120Lと同一の回転速度で回転駆動されるように構成されている。
【0047】
第2の封止手段である開口シール装置48bは、2つのローラ128Lと128Rを有し、2つのローラによって図2に示した開口20´を仮封止する(袋部22を仮密閉する。)ように構成されている。開口20´を仮封止するため、2つのローラ128Lと128Rそれぞれの外周面には複数の凹部130が形成されている(図7参照。)。この凹部により、開口シール装置48aが仮封止した開口20の部分を再び挟持して封止することなく開口20´のみ仮封止できる。なお、ローラ128Lと128Rそれぞれの外周面に凹部130を設けず、袋部22の開口20全てを仮封止するように、すなわち開口シール装置48aが仮封止した開口20の部分とそれにより形成された小さい開口20´の両方を挟持して再び仮封止することも可能である。
【0048】
開口シール装置48bの一方のローラ128Lは、図6に示すように、開口シール装置48aのローラ120Lと同様に、支持部材124に支持されるとともにギヤ部材(共に図示せず。)によって回転駆動される。
【0049】
図7に示すように、開口シール装置48bの他方のローラ128Rは、回転中心線62の放射方向に関してローラ128Lの外側に配置され、開口シール装置48aのローラ120Rと同様に、充填包装システム10の本体66に支持されて回転駆動される。
【0050】
第3の封止手段である開口シール装置48cは、2つのローラ132Lと132Rを有し、2つのローラによって図2に示した袋部22の開口20を本封止するように構成されている。開口シール装置48cは、開口シール装置48aと48bが仮封止した部分を挟持して再び封止する。
【0051】
図1及び図7に示すように、開口シール装置48cは開口シール装置48aや48bとは異なり、ロータリーユニット60から離れた充填包装システム10の本体66に設けられている。開口シール装置48cは、区画シール装置44から開放(リリース)されてガイド134によって案内された袋部22の仮封止された開口20を本封止する。なお、開口シール装置48cとガイド134の間には、フィルムFの袋部22の開口20を予熱するヒータ136が設けられている。
【0052】
次に、充填包装システム10の充填要素について説明する。食品充填装置50は、挿入部90が袋部22内に挿入された状態のシュート46のガイド部92に一定量の鰹節24を送るように構成されている。具体的には、図7に示すように、食品充填装置50は、ロータリーユニット60の基台68を基準とする所定の位置Xを通過するシュート46に鰹節24を供給する。食品充填装置50は、回転体64の回転により所定の位置Xを通過するシュート46に一定量の鰹節24を供給できるものであればその形態は限定されない。例えば、所定の位置Xにおいてダクトの出口をシュート46のガイド部92上に位置するように配置し、ダクトを介して一定量ずつの鰹節24をタイミングに合わせてシュート46に供給する構成であってもよい。
【0053】
複数のプッシャ52は、食品充填装置50が袋部22に充填した鰹節24を該袋部22の奥に押し込む、又はシュート46に残る鰹節24を袋部22に押し込むためのものである。
【0054】
プッシャ52は、図8に示すようにシュート46の挿入部90内に挿入可能な例えば、楕円形状であって、複数のシュート46それぞれの上方に1つずつ配置されている。また、図3に示すように、各プッシャ52はプッシャホルダ142の下方に直接的に支持されている。
【0055】
プッシャホルダ142は、回転体64の回転中心線62方向に伸びて該回転体64に支持されているガイドロッド143に沿って昇降可能に構成されている。昇降するために、プッシャホルダ142には回転体64の回転中心線62と直交する回転中心線を有するカムフォロア144aが設けられている。カムフォロア144aは、回転体64の回転中心62を囲むように閉ループ状に形成された円筒形状のカム部材146の外周面に形成されたカム溝148aに従動するように構成されている(図1参照。)。カムフォロア144aがカム溝148aに従動することにより、プッシャホルダ142が昇降し、その結果、プッシャ52がシュート46に挿入される、又はシュート46内から離脱される。すなわち、プッシャ52の昇降のタイミングは、図4に示したカム溝148aの形状によって決定されている。プッシャ52がシュート46に挿入される(カム溝148aの形状によって決定される)タイミングについては後ほど詳しく説明する。
【0056】
複数のノズル54は、窒素ガス26を袋部22に充填するものである。各ノズル54は、図8に示すように、シュート46ぞれぞれの上方に1つずつ配置され、プッシャ52に形成された貫通孔150とシュート46内を通過してその先端が袋部22内に到達するように構成されている。また、各ノズル54は、図3に示すようにノズルホルダ152によって支持されている。
【0057】
ノズルホルダ152は、ガイドロッド143に沿って昇降可能に構成されている。昇降するために、ノズルホルダ152には、回転体64の回転中心線62と直交する回転中心線を有するカムフォロア144bが設けられている。カムフォロア144bは、カム部材146の外周面に形成されたカム溝148bに従動するように構成されている(図1参照。)。カムフォロア144bがカム溝148bに従動することにより、ノズルホルダ152が昇降し、その結果、ノズル54の先端が袋部22に挿入される、又は袋部22から離脱される。すなわち、ノズル54の昇降のタイミングは、カム溝148bの形状によって決定されている。ノズル54が袋部22に挿入される(カム溝148bの形状によって決定される)タイミングについては後述する。
【0058】
ここで、本実施の形態の充填包装システム10における特徴について説明する。図4は基台68の一部を構成する円筒形状のカム部材146の展開図を示している。図示するように、基台68の一部を構成する円筒形状のカム部材146には、紙面に向かって上側にプッシャ52の昇降用のカム溝148aが形成され、ノズル54の昇降用のカム溝148bがカム溝148aの下側に形成されている。すなわち、カム部材146は、プッシャ52の昇降とノズル54の昇降を司る共通の駆動機構である。この構成を有することにより、プッシャ52とノズル54の相互の距離(位置関係)を正確に規定できるとともに、プッシャ52の昇降用のカム溝を有するカム部材と、ノズル54の昇降用のカム溝を有するカム部材をそれぞれ備える構成に比べてカム部材146の高さ方向の寸法を短くできる。その結果、充填包装システム10の高さ方向の寸法を低くすることができる。
【0059】
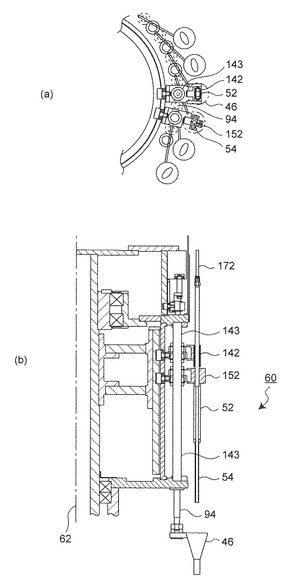
また、充填包装システム10は図5(a)、(b)に示すように、ロータリーユニット60におけるシュート46、プッシャ52、ノズル54、シュート駆動シャフト94、及びガイドロッド143の各中心軸は、回転中心線62を中心とする同心円上に配置されている構成としてある。これにより、充填包装システム10の径方向の寸法をコンパクトにできる。また、シュート駆動シャフト94は、ガイドロッド143とは別の位置に構成してある。つまり、シュート駆動シャフト94とガイドロッド143とを別個の部品で構成したことにより、シュート駆動シャフト94とガイドロッド143の分解を容易にできる。
【0060】
ガス充填装置56は、複数のノズル54を介して袋部22に窒素ガス24を充填するものである。ガス充填装置56は、図3に示すように、ロータリーユニット60の上部に設けられたガス分配機構170に窒素ガス24を供給するように構成されている。ガス分配機構170は、複数のノズル54それぞれとゴムなどの可撓性チューブ172を介して接続され、基台68を基準とした後述する所定の範囲を移動中のいくつかのノズル54に対してガス充填装置56から供給された窒素ガス24を供給し、残りのノズル54には窒素ガス24の供給を停止するよう構成されている。ガス充填装置56がガス分配機構170を介していくつかのノズル54に窒素ガス24を供給するタイミングについては後ほど詳しく説明する。
【0061】
次に、回転体64の回転によって回転中心線62を中心として周回移動するシュート46、プッシャ52、ノズル54それぞれの昇降のタイミングと、食品充填装置50による鰹節24の充填のタイミングと、開口シール装置48a、48bの開口20の仮シールのタイミングと、ガス充填装置56による窒素ガス24の充填のタイミングについて説明する。
【0062】
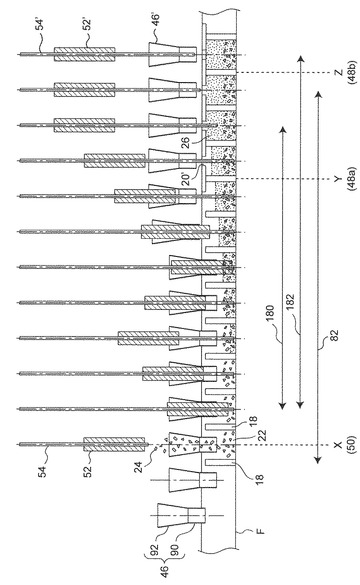
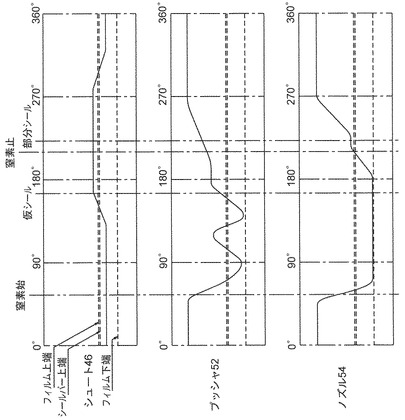
図10は、回転体64の回転中心線62と直交する方向から見た袋部22(フィルムF)、シュート46、プッシャ52、ノズル54を示し、回転体64の回転によって移動されることにより変化するシュート46、プッシャ52、ノズル54の鉛直方向に関する位置(高度)を示している。図11は、シュート46、プッシャ52、ノズル54のそれぞれの下端の動線を表した図である。
【0063】
図10において、Xは食品充填装置50により鰹節24が充填される位置、Yは開口シール装置48aにより仮シールされる位置、Zは開口シール装置48bにより仮シールされる位置を示している(図7参照。)。また、図において、鉛直方向に関して所定の高度(以下、「待機高度」と称する。)で待機しているシュート46’、プッシャ52’、ノズル54’が示されている。
【0064】
先ず、フィルムFは、位置Xに搬送されるまでに、フィルムガイド42と区画シール装置44により袋部22が形成される(図1参照。)。シュート46は、回転体64の回転によって位置Xに到着したときにその挿入部90が袋部22内に挿入されているように、フィルムガイド42によって2つ折りにされている途中のフィルムFに挟持されるためにシュート駆動シャフト94を中心として旋回されつつ待機高度から降下される。図9に旋回中のシュート46’が示されている。
【0065】
シュート46は、位置Xに到着したとき、その挿入部90が袋部22に挿入された状態であり、位置Xで食品充填装置50から供給された鰹節24を袋部22に案内する。
【0066】
シュート46は、位置Xを通過した後もしばらく充填位置に留まる。シュート46が充填位置にある間、シュート46の中でプッシャ52が昇降を繰り返し、袋部22内に充填された鰹節24を2回押圧して袋部22内に押し込む。
【0067】
プッシャ52による鰹節24の押し込みと並行して、待機高度から充填高度に下降してノズル54が袋部22に挿入される。そして、ガス充填装置56は、ガス分配機構170を介して窒素ガス26を供給し始める。ノズル54を通じて袋部22内に窒素ガス26が供給される。先端が袋部22の底部に配置されたノズル54は、回転体64の回転により位置Z直前に到達するまでその先端が袋部22内に存在するように維持される(袋部22内におけるノズル54の先端の維持は範囲180内にて行われる。)。
【0068】
ガス充填装置56によるノズル54への窒素ガス26の供給は、ノズル54の先端が袋部22内に存在する間継続される(厳密には、確実に袋部22内の酸素を窒素ガス26でパージために、ガス供給は、ノズル54の先端が袋部22から離脱した後もしばらく続けられる、すなわち範囲182内にて行われ続ける)。
【0069】
ガス充填装置56によるノズル54を介する袋部22への窒素ガス26の充填は、ノズル54の先端が袋部22から離脱するまでの間に袋部22内が窒素ガス26で充満されるように、言い換えると、窒素ガス26により袋部22内の酸素が完全にパージされるように行われる。
【0070】
袋部22が窒素ガス26で満たされると、ノズル54は、回転体64の回転によって位置Zに到着する前に、その先端が袋部22から離脱するように上昇される。
【0071】
窒素ガス26が充満されてノズル54が離脱した袋部22は、回転体64の回転により位置Zに移動され、そこで開口20´が開口シール装置48bによって仮封止される。これにより、袋部22の開口20が完全に仮封止されて一時的に密閉したことになり、鰹節24と窒素ガス26が袋部22に一時的に密閉収容される。その後、開口シール装置48cにより、一時的に密閉された開口20が本封止されて長期的に密閉される。
【0072】
一方、シュート46は、プッシャ52による2回の押し込み動作の後、開口シール装置48aが袋部22の開口20の一部を仮シールして開口20´を形成できるように待避する。以後、シュート46は、回転体64の回転によって位置X直前の位置(回転体64の回転方向に関して位置Xの上流側の近傍位置)に再び移動されるまでは待機高度で待機する。そして、シュート46の袋部22からの離脱が完了すると、プッシャ52は、回転体64の回転により位置Yに到着するまでに上昇されて袋部22から離脱される。
【0073】
このように、袋部22内に充填された鰹節24をプッシャ52が複数回押圧して袋部22内に押し込む。このようなプッシャ52の押し込み動作は、鰹節24のように比較的柔軟な細長い材料の場合に有効である。すなわち、鰹節24のような比較的柔軟な細長い材料の場合、袋部22に落下充填された材料の集合体は比較的低密度で且つ弾力性を持っていることから、プッシャ52による1回の押し込み動作だけでは十分に袋部22の底部に止めることができず、押し込み後に材料の集合体がその弾性に基づいて浮き上がり、一部が開口22のシールに噛み込まれてシール性を低下させる虞がある。そこで、プッシャ52で鰹節24を2回又はそれ以上の回数押し込むことにより、材料(鰹節24)が開口20のシールに噛み込まれることを防止できる。
【0074】
本実施の形態では、ノズルは窒素ガスを袋部に充填したが、本発明はこれに限らず、ノズルが袋部に充填するものは流体(広義には、流動性を有する物体も含む。)であればよい。また、本実施の形態においては、流体以外に鰹節(食品)を袋部に充填しているがこれに限定されない。例えば、充填包装システムは薬剤と該薬剤の酸化を防止する不活性ガスを袋部に密閉収容してもよい。
【0075】
また、本実施の形態の充填包装システムはフィルムから袋(袋部)を作製する機構を有するが、本発明の充填包装システムは、予め作製された袋に流体を充填するように構成することも可能である。この場合、充填包装システムは、区画シール装置の代わりとして、袋の開口を上方に向けた状態で搬送する袋搬送機構を有する必要がある。
【0076】
さらに、本実施の形態において、鰹節(食品)は、ノズルが袋部に挿入される前に該袋部に充填されるが、ノズルが袋部に挿入された後に固体を充填することも可能である。例えば、シュートが挿入された状態の袋部にノズルが挿入され、シュートとノズルが挿入された袋部に固体を充填し、その後プッシャが固体を袋部内に押し込んでもよい。
【0077】
本実施の形態において固体はプッシャによって袋部内に押し込まれるが、固体が高い流動性を有し、固体が袋部に流入する場合、プッシャを省略してもよい。
【0078】
本実施の形態において、ノズルを介する袋部への流体の充填は、袋部の区画シール部が形成された後に開始されるが、ノズルの先端が袋部の底部に配置された時点から流体の充填をいつでも開始してもよい。そして、上述の実施形態では、袋部に第1の充填物(例えば食品)を充填した後、第2の充填物を充填するためのノズルを袋部内に挿入したが、順序を逆にして、第2の充填物を充填するノズルを袋部内に挿入した後、袋部に第1の充填物を充填してもよい。
【0079】
今回、開示した実施の形態は例示であってこれに制限されるものではない。本発明は、上記で説明した範囲ではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲での全ての変更を含む。
【符号の説明】
【0080】
10 充填包装システム
20 開口
44 区画シール装置
46 シュート
48a〜48c シール機構(開口シール装置)
50 食品充填装置
52 プッシャ
54 ノズル
60 ロータリーユニット
66 本体
【技術分野】
【0001】
本発明は、袋に充填物を充填した後、袋の開口部を封止する充填包装システムに関する。
【背景技術】
【0002】
食品を密閉収容した袋製品として、食品の酸化を防止する目的で例えば、窒素ガス等の不活性ガスを袋内に充填したものがある。不活性ガスは袋内の空気(酸素)をパージしながら(追い出しながら)該袋内に充填される。不活性ガスが充填された袋はその後、開口が封止される。
【0003】
従来、袋に食品と不活性ガスを充填する充填包装システム装置として、例えば特許文献1に開示されているものが公知である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平8−113211号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、充填材である食品が不定形で軟らかく、しかも軽量の鰹節の場合、一包装分の鰹節の集合体を一つの容器から別の容器に落下供給する場合、粒状物を落下供給する場合に比べて、より多くの時間を要する。そのため、従来の充填包装システムを鰹節の充填に適用するためには改善の余地があり、また、従来の充填包装システムを鰹節の充填に適用した場合にシステム全体が大型化するという課題があった。
【0006】
したがって、本発明は、このような問題点を解決することを課題としてなされたものであり、その目的とするところは、鰹節のように不定形で軟らかく、しかも軽量の材料を好適に袋に充填できるとともに、システム全体が大型化しない充填包装システムを提供することにある。
【課題を解決するための手段】
【0007】
本発明の充填包装システムは、袋に流体を充填し、流体が充填された袋の開口をシールする充填包装装置である。袋を所定の軌道に従って開口が上方に向いた状態で搬送する袋搬送機構と、回転体の周りに所定の間隔をあけて複数配置され、回転体の軸方向に移動可能に且つ回転可能に支持された充填シュートと、袋搬送機構によって搬送されている袋内に充填物を充填する充填機構と、袋搬送機構によって前記所定の軌道に沿って搬送されている袋に挿入され、挿入された状態で袋とともに移動し、後に袋から離脱されるノズルと、袋部内に充填された充填物を押圧して該袋部内に押し込むプッシャと、袋に挿入されているノズルを介して該袋に流体を充填する流体充填機構と、流体が充填された袋の開口をシールするシール機構とを有し、ノズルとプッシャには、回転体の回転中心線と直交する回転中心線を有するカムフォロアがそれぞれ設けられ、回転中心線を囲むように閉ループ状に形成されたカム部材を有し、カム部材には、ノズルに設けられたカムフォロアが係合する無端状のカム溝と、プッシャに設けられたカムフォロアが係合する無端状のカム溝がそれぞれ形成され、回転体の回転によって前記各カムフォロアが前記各カム溝に従動することでノズルとプッシャが昇降する。
【発明の効果】
【0008】
本発明によれば、鰹節のように不定形で軟らかく、しかも軽量の材料を好適に袋に充填できるとともに、システム全体が大型化しない充填包装システムを提供できるという効果を奏する。
【図面の簡単な説明】
【0009】
【図1】本発明の実施形態に係る充填包装システムの充填包装装置の外観図である。
【図2】図1に示す充填包装装置が行う袋製品の製造の工程を示す図である。
【図3】図1に示す充填包装装置のロータリーユニットの部分断面図である。
【図4】基台の一部を構成する共通の円筒形状のカム部材の展開図である。
【図5】ロータリーユニットにおけるシュート、プッシャ、ノズル、シュート駆動シャフト、及びガイドロッドの位置関係を示す部分断面図である。
【図6】図1に示す充填包装装置のロータリーユニットの別の部分断面図である。
【図7】ロータリーユニットの上方から見た袋部の軌道を示す図である。
【図8】シュート、プッシャ、ノズルの先端の斜視図である。
【図9】ロータリーユニットの上方から見たシュートの軌道を示す図である。
【図10】ロータリーユニットの回転体の回転中心軸と直交する方向から見た、袋部、シュート、プッシャ、ノズルそれぞれの動作を示す図である。
【図11】シュート、プッシャ、ノズルのそれぞれの下端の動線を表した図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施の形態に係る充填包装システム及び充填包装方法について、添付図面に従って説明する。以下の説明では、袋に二種類の充填材を充填する充填包装システム及び充填包装方法を説明する。二種類の充填材の好ましい形態としては、第1の充填材が例えば、鰹節等のような不定形物であり、第2の充填材が第1の充填材の鮮度を維持するための例えば、窒素等の不活性ガス等の流体である。
【0011】
なお、以下の説明では、方向や位置を表す用語(例えば、「上部」、「下部」等)を便宜上用いるが、これらは、発明の理解を容易にするためであり、それらの用語によって本発明の技術的範囲が限定的に解釈されるべきではない。また、以下の説明は、本質的に例示に過ぎず、本発明、その適用物或いはその用途を制限することを意図するものではなく、第1と第2の充填材として種々の物が利用できる。
【0012】
本発明の実施形態に係る充填包装システムを図1に示す。図において符号10で示される充填包装システムは、食品(例えば、鰹節)を収容した袋又は袋部に窒素ガスを充填して酸素をパージし、食品と窒素ガスを収容した状態の袋の開口を封止し、それにより食品と窒素ガスを密閉収容した袋製品を製造するもので、食品と窒素ガスを収容する袋を長尺のフィルムから作製する。
【0013】
充填包装システム10を理解するために、充填包装システム10が行う袋製品の製造に関する複数の処理(製造の工程)、すなわち充填包装システム10の動作について図2を参照して説明する。
【0014】
先ず、工程Iとして、充填包装システム10は、帯状シートのフィルムFを折り線が下にくるように幅方向12に関して2つ折りして折り合わせる。これにより、後述する袋部の底部が形成される。
【0015】
次に、工程IIとして、充填包装システム10は、2つ折りされたフィルムFに搬送方向14に所定の間隔をあけて幅方向(幅方向12とは異なる方向で、2つ折りされた状態のフィルムFの幅方向)16に伸びる区画シール部18を形成する。区画シール部18が形成されることにより、複数の区画シール部18の間に開口(開口部)20を有する複数の袋部22が形成される。
【0016】
工程II中(区画シール部18の形成中)、工程IIIとして、充填包装システム10は、第1の充填物である鰹節24を袋部22に充填する。
【0017】
次に、工程IVとして、充填包装システム10は、食品を収容している袋部22の開口20の一部を仮封止(一次封止)することにより第1の封止部を形成して開口20より小さい開口20´を形成する。
【0018】
続いて、工程Vでは、充填包装システム10は、開口20´を介して第2の充填物である窒素ガス26を袋部22に充填して該袋部22内の酸素をパージする。
【0019】
工程VIにおいて、充填包装システム10は、開口20´を仮封止(二次封止)することにより第2の封止部を形成して、袋部22内に鰹節24と窒素ガス26を密閉収容する。
【0020】
工程VIIにおいて、充填包装システム10は、仮シールされた袋部22の開口20を本封止(三次封止)して、袋部22内に鰹節24と窒素ガス26を確実に密閉収容する。
【0021】
最後に、工程VIIIにおいて、充填包装システム10は、区画シール部18を搬送方向14に分断するように切断する(切断方向は点線で示す。)、又は区画シール部18を後に分断できるようにミシン目を形成する。これにより、フィルムFによって作製された袋に鰹節24と窒素ガス26を収容した袋製品30(区画シール部18にミシン目が形成される場合、複数の袋製品30が連結したもの)が得られる。
【0022】
上述の製造工程を前提として、袋部22に鰹節24(食品)と窒素ガスを収容する充填包装システム10の構成について説明する。
【0023】
充填包装システム10は、大略、フィルムFから袋部22を作製する袋作製要素と、袋部22に鰹節24や窒素ガス26を充填する充填要素からなる。
【0024】
図1に示すように、充填包装システム10は、袋作製要素として、長尺のフィルムFを巻回したフィルムロールが装着されるフィルム供給部40a、40bと、フィルム供給部40a又は40bから送出されるフィルムFを案内しつつ幅方向に関して2つ折りするフィルムガイド42と、2つ折りされたフィルムFに袋部22を形成するために区画シール部18を形成する複数の区画シール装置44と、形成された袋部22に鰹節24を案内するとともに袋部22を成形する複数の第1の充填ノズルであるシュート46と、鰹節24が収容された袋部22の開口20をシールする複数のシール装置(第1〜第3の封止手段)48a〜48c(図6や図7を参照。)とを有する。また、区画シール部18を搬送方向14に分断するように切断するカッター、又は区画シール部18を後に分断できるようにミシン目を形成する装置を有する(図示せず。)。
【0025】
また、充填包装システム10は、充填要素として、シュート46を介して鰹節24を袋部22に充填する第1の充填物供給手段又は第1の充填物充填手段である食品充填装置50と、鰹節24を袋部22に押し込む押圧手段であるプッシャ52と、袋部22に窒素ガス26を充填するために該袋部に挿入される第2の充填ノズルであるノズル54と、ノズル54を介して袋部22に窒素ガス26を充填する第2の充填物供給手段又は第2の充填物充填手段であるガス充填装置56を有する。シュート46、食品充填装置50、プッシャ52は鰹節24を袋部22に充填する食品充填手段として機能し、ノズル54とガス充填装置56はガス充填手段として機能する。
【0026】
先ず、充填包装システム10の袋作製要素について説明する。フィルム供給部40a,40bは、一対のフィルムロールを着脱可能に支持する。充填包装システム10は、フィルムロールのいずれか一方に巻回されているフィルムFをフィルムガイド42に向かって搬送し、この一方のフィルムロールのフィルムFが無くなったときに他方のフィルムロールのフィルムFを続けて搬送するように構成されている。
【0027】
フィルムガイド42は、搬送されているフィルムFを区画シール装置44に向かって案内するとともに幅方向12に関して2つ折りし、袋部22の底部を形成するように構成されている(図2参照。)。
【0028】
複数の区画シール装置44と複数のシュート46は、ロータリーユニット60に組み込まれている。ロータリーユニット60の部分断面図である図3と図6に示すように、ロータリーユニット60は、鉛直方向に伸びる回転中心線62を中心として回転する概ね円筒形状の構造体である回転体64と、回転体64を回転可能に支持して充填包装システム10の本体66に固定されている基台68から構成される。なお、図3は、ロータリーユニット60の上方から見た袋部22の軌道図である図7においてA方向から見た部分断面図であり、図6は図7においてB方向から見た部分断面図である。
【0029】
回転体64は、例えば図示しないモータ等の回転駆動源により一定の回転速度で回転駆動するようにしてある。回転体64の回転により、複数の区画シール装置44と複数のシュート46は、回転中心線62を中心として周回移動する。
【0030】
複数の区画シール装置44は、図3に示すように、回転体64の一部を構成する円盤形状の部材69上に設けられている。また、図7に示すように、複数の区画シール装置44は、回転中心線62に関して周方向に等間隔で部材69に設けられている。本実施の形態では、17基の区画シール装置44が回転体64の部材69に設けられている。
【0031】
各区画シール装置44は、上方部分を除いて2つ折りされたフィルムFを挟持し、その挟持部分を加熱して熱融着させることにより区画シール部18を形成するようにしてある。
【0032】
図3を参照して具体的に説明すると、各区画シール装置44は、回転体64の部材69に対して固定された固定シールバー70と、部材69に対して可動するよう設けられ、固定シールバー70と協働して2つ折りされたフィルムFを挟持する可動シールバー72から構成されている。
【0033】
固定シールバー70は、フィルムFを挟持する挟持面が回転中心線62に関して放射方向外側に向くように部材69上に配置され、フィルムFを加熱するためのヒータ等の加熱手段(図示せず)が内蔵されている。
【0034】
可動シールバー72は、回転中心線62方向と垂直な軸方向の支持ピン74を中心にして回転可能に回転体64の部材69に設けられている。これにより、可動シールバー72は、固定シールバー70と協働して2つ折りされたフィルムFを挟持する、又は固定シールバー70から離れてフィルムFを開放(リリース)する。
【0035】
また、可動シールバー72にはカムフォロア76が設けられている。カムフォロア76は充填包装システム10の本体66に設けられ、回転中心線62に関して周方向に形成されたカム溝78を有するカム部材80に従動される(図1参照。)。つまり、回転体64が回転すると、カムフォロア76がカム部材80のカム溝78に沿って回転しながら移動するように構成されている。回転体64が回転してカムフォロア76がカム溝78に従動することにより、可動シールバー72は、固定シールバー70と協働してフィルムFを挟持する又は固定シールバー70から離れてフィルムFを開放(リリース)する。したがって、フィルムFを挟持する又はリリースするタイミングは、カム溝78の形状によって決定されている。図7に示すように、カム溝78は、回転体64の回転によって周回される複数の区画シール装置44が、範囲82(基台68を基準とする範囲で、図2の領域IIに対応する。)内に位置するときは2つ折りされたフィルムFを挟持し続けるように、一方、範囲82外に位置するときは可動シールバー72が固定シールバー70から離れるように構成されている。
【0036】
なお、複数の区画シール装置44は、範囲82内において区画シール部18が完全に形成されるまで(熱融着が完了するまで)2つ折りされたフィルムFを挟持するものであるが、別の観点から言えば、回転する回転体64と協働して袋部22を、回転中心線62を中心として周回軌道で搬送する袋搬送手段としても機能している。
【0037】
複数のシュート46それぞれは、図1に示すように食品充填装置50からの鰹節24をフィルムFの袋部22に案内するとともに、袋部22を成形する役割も果たす(図2参照。)。具体的に説明すると、シュート46は、図8に示すように、袋部22を成形する筒状の挿入部90と、挿入部90に食品充填装置50からの鰹節24を案内する漏斗状のガイド部92からなる。袋部22の成形は、フィルムFがシュート46の挿入部90を挟むようにフィルムガイド42によって2つ折りされ、隣接する2つの区画シール装置44が挿入部90を挟むように2つの区画シール部18を形成することにより行われる。
【0038】
図3に戻り、各シュート46は、シュート駆動シャフト94の一端に設けられたアーム96によって支持されている。複数のシュート駆動シャフト94は、回転体64に軸方向に移動可能に且つ回転可能に支持され、ロータリーユニット60を上方から見たシュート46の軌道図である図9に示すように、回転中心線62に関して周方向に等間隔に配置されている。シュート46は、シュート駆動シャフト94が軸方向に移動することにより昇降するとともに、シュート駆動シャフト94が回転することにより該シャフト94を中心としてアーム96を介して旋回する。
【0039】
図3に示すように、シュート駆動シャフト94は、シュート46を昇降するために、シュート駆動シャフト94の軸方向と直交する回転中心線を有するカムフォロア98を有する。カムフォロア98は、シュート駆動シャフト94を中心として回転可能に且つ該シュート駆動シャフト94の軸方向の移動が規制された状態で、該シュート駆動シャフト94に取り付けられたシュート駆動ボス100に支持されている。また、カムフォロア98は、回転体64が回転すると、基台68の一部を構成する円筒形状のカム部材102の外周面に形成されたカム溝104に従動するように構成されている(図1参照。)。カムフォロア98がカム溝104に従動することにより、シュート駆動シャフト94が軸方向に移動し、その結果、シュート46が昇降する。つまり、シュート46の昇降のタイミングは、カム溝104の形状によって決定されている。なお、カムフォロア98は、カムフォロア98の回転中心線が回転中心線62に直交するように、回り止め機構106によってシャフト94を中心とする回転が規制されている。
【0040】
また、シュート駆動シャフト94の他端側には、クランク108が設けられている。クランク108には、シュート駆動シャフト94の中心軸と平行な回転中心線を有するカムフォロア110が設けられている。カムフォロア110は、回転体64が回転すると、基台68の一部を構成する円盤形状のカム部材112の下面に形成されたカム溝114に従動するように構成されている。カムフォロア110がカム溝114に従動することにより、シュート駆動シャフト94が回転し、その結果、シュート46がシャフト94を中心としてアーム96を介して旋回する。すなわち、シュート46の旋回のタイミングは、カム溝114の形状によって決定されている。
【0041】
2つのカムフォロア98と110が対応するカム溝104と114に従動することによりシュート駆動シャフト94を介してシュート46が昇降する、また、旋回する(カム溝104と114の形状により決定される)タイミングについては後ほど詳しく説明する。
【0042】
図7に示すように、3つの開口シール装置48a〜48cはそれぞれ、回転中心線62と平行な回転中心線を有する2つのローラで構成され、2つのローラの外周面によって袋部22の開口20を挟持しつつ該開口20を封止するように構成されている。また、開口シール装置48a〜48cそれぞれのローラには、袋部22の開口20を熱によって封止するための熱源(図示せず)が内蔵されている。なお、各ローラは熱源と熱的に接続されていてもよい
【0043】
第1の封止手段である開口シール装置48aは、2つのローラ120Lと120Rを有し、2つのローラによって、図2に示した袋部22の開口20の一部を仮封止して開口20より小さい開口20´を形成するように構成されている。具体的には、2つのローラ120Lと120Rの外周面には複数の凹部122が形成されており、2つのローラ120Lと120Rの凹部122に挟まれた開口20の部分が仮封止されずに小さい開口20´(未封止部分)となる。
【0044】
図6に示すように、開口シール装置48aの一方のローラ120Lは、回転体64に回転可能に支持された支持部材124に設けられている。支持部材124は回転体64とともに回転しないように、充填包装装置10の本体66に適切に固定されており、ローラ120Lが充填包装システム10の本体66に対して所定の位置で維持される。
【0045】
また、ローラ120Lは、回転体64に設けられたギヤ部材等を介して所定の回転速度で回転駆動されるように構成されている。
【0046】
図7に示すように、開口シール装置48aの他方のローラ120Rは、回転中心線62の放射方向に関してローラ120Lの外側に配置されている。ローラ120Rは、充填包装システム10の本体66に支持され、複数のギヤ(図示せず)を介してローラ120Lと同一の回転速度で回転駆動されるように構成されている。
【0047】
第2の封止手段である開口シール装置48bは、2つのローラ128Lと128Rを有し、2つのローラによって図2に示した開口20´を仮封止する(袋部22を仮密閉する。)ように構成されている。開口20´を仮封止するため、2つのローラ128Lと128Rそれぞれの外周面には複数の凹部130が形成されている(図7参照。)。この凹部により、開口シール装置48aが仮封止した開口20の部分を再び挟持して封止することなく開口20´のみ仮封止できる。なお、ローラ128Lと128Rそれぞれの外周面に凹部130を設けず、袋部22の開口20全てを仮封止するように、すなわち開口シール装置48aが仮封止した開口20の部分とそれにより形成された小さい開口20´の両方を挟持して再び仮封止することも可能である。
【0048】
開口シール装置48bの一方のローラ128Lは、図6に示すように、開口シール装置48aのローラ120Lと同様に、支持部材124に支持されるとともにギヤ部材(共に図示せず。)によって回転駆動される。
【0049】
図7に示すように、開口シール装置48bの他方のローラ128Rは、回転中心線62の放射方向に関してローラ128Lの外側に配置され、開口シール装置48aのローラ120Rと同様に、充填包装システム10の本体66に支持されて回転駆動される。
【0050】
第3の封止手段である開口シール装置48cは、2つのローラ132Lと132Rを有し、2つのローラによって図2に示した袋部22の開口20を本封止するように構成されている。開口シール装置48cは、開口シール装置48aと48bが仮封止した部分を挟持して再び封止する。
【0051】
図1及び図7に示すように、開口シール装置48cは開口シール装置48aや48bとは異なり、ロータリーユニット60から離れた充填包装システム10の本体66に設けられている。開口シール装置48cは、区画シール装置44から開放(リリース)されてガイド134によって案内された袋部22の仮封止された開口20を本封止する。なお、開口シール装置48cとガイド134の間には、フィルムFの袋部22の開口20を予熱するヒータ136が設けられている。
【0052】
次に、充填包装システム10の充填要素について説明する。食品充填装置50は、挿入部90が袋部22内に挿入された状態のシュート46のガイド部92に一定量の鰹節24を送るように構成されている。具体的には、図7に示すように、食品充填装置50は、ロータリーユニット60の基台68を基準とする所定の位置Xを通過するシュート46に鰹節24を供給する。食品充填装置50は、回転体64の回転により所定の位置Xを通過するシュート46に一定量の鰹節24を供給できるものであればその形態は限定されない。例えば、所定の位置Xにおいてダクトの出口をシュート46のガイド部92上に位置するように配置し、ダクトを介して一定量ずつの鰹節24をタイミングに合わせてシュート46に供給する構成であってもよい。
【0053】
複数のプッシャ52は、食品充填装置50が袋部22に充填した鰹節24を該袋部22の奥に押し込む、又はシュート46に残る鰹節24を袋部22に押し込むためのものである。
【0054】
プッシャ52は、図8に示すようにシュート46の挿入部90内に挿入可能な例えば、楕円形状であって、複数のシュート46それぞれの上方に1つずつ配置されている。また、図3に示すように、各プッシャ52はプッシャホルダ142の下方に直接的に支持されている。
【0055】
プッシャホルダ142は、回転体64の回転中心線62方向に伸びて該回転体64に支持されているガイドロッド143に沿って昇降可能に構成されている。昇降するために、プッシャホルダ142には回転体64の回転中心線62と直交する回転中心線を有するカムフォロア144aが設けられている。カムフォロア144aは、回転体64の回転中心62を囲むように閉ループ状に形成された円筒形状のカム部材146の外周面に形成されたカム溝148aに従動するように構成されている(図1参照。)。カムフォロア144aがカム溝148aに従動することにより、プッシャホルダ142が昇降し、その結果、プッシャ52がシュート46に挿入される、又はシュート46内から離脱される。すなわち、プッシャ52の昇降のタイミングは、図4に示したカム溝148aの形状によって決定されている。プッシャ52がシュート46に挿入される(カム溝148aの形状によって決定される)タイミングについては後ほど詳しく説明する。
【0056】
複数のノズル54は、窒素ガス26を袋部22に充填するものである。各ノズル54は、図8に示すように、シュート46ぞれぞれの上方に1つずつ配置され、プッシャ52に形成された貫通孔150とシュート46内を通過してその先端が袋部22内に到達するように構成されている。また、各ノズル54は、図3に示すようにノズルホルダ152によって支持されている。
【0057】
ノズルホルダ152は、ガイドロッド143に沿って昇降可能に構成されている。昇降するために、ノズルホルダ152には、回転体64の回転中心線62と直交する回転中心線を有するカムフォロア144bが設けられている。カムフォロア144bは、カム部材146の外周面に形成されたカム溝148bに従動するように構成されている(図1参照。)。カムフォロア144bがカム溝148bに従動することにより、ノズルホルダ152が昇降し、その結果、ノズル54の先端が袋部22に挿入される、又は袋部22から離脱される。すなわち、ノズル54の昇降のタイミングは、カム溝148bの形状によって決定されている。ノズル54が袋部22に挿入される(カム溝148bの形状によって決定される)タイミングについては後述する。
【0058】
ここで、本実施の形態の充填包装システム10における特徴について説明する。図4は基台68の一部を構成する円筒形状のカム部材146の展開図を示している。図示するように、基台68の一部を構成する円筒形状のカム部材146には、紙面に向かって上側にプッシャ52の昇降用のカム溝148aが形成され、ノズル54の昇降用のカム溝148bがカム溝148aの下側に形成されている。すなわち、カム部材146は、プッシャ52の昇降とノズル54の昇降を司る共通の駆動機構である。この構成を有することにより、プッシャ52とノズル54の相互の距離(位置関係)を正確に規定できるとともに、プッシャ52の昇降用のカム溝を有するカム部材と、ノズル54の昇降用のカム溝を有するカム部材をそれぞれ備える構成に比べてカム部材146の高さ方向の寸法を短くできる。その結果、充填包装システム10の高さ方向の寸法を低くすることができる。
【0059】
また、充填包装システム10は図5(a)、(b)に示すように、ロータリーユニット60におけるシュート46、プッシャ52、ノズル54、シュート駆動シャフト94、及びガイドロッド143の各中心軸は、回転中心線62を中心とする同心円上に配置されている構成としてある。これにより、充填包装システム10の径方向の寸法をコンパクトにできる。また、シュート駆動シャフト94は、ガイドロッド143とは別の位置に構成してある。つまり、シュート駆動シャフト94とガイドロッド143とを別個の部品で構成したことにより、シュート駆動シャフト94とガイドロッド143の分解を容易にできる。
【0060】
ガス充填装置56は、複数のノズル54を介して袋部22に窒素ガス24を充填するものである。ガス充填装置56は、図3に示すように、ロータリーユニット60の上部に設けられたガス分配機構170に窒素ガス24を供給するように構成されている。ガス分配機構170は、複数のノズル54それぞれとゴムなどの可撓性チューブ172を介して接続され、基台68を基準とした後述する所定の範囲を移動中のいくつかのノズル54に対してガス充填装置56から供給された窒素ガス24を供給し、残りのノズル54には窒素ガス24の供給を停止するよう構成されている。ガス充填装置56がガス分配機構170を介していくつかのノズル54に窒素ガス24を供給するタイミングについては後ほど詳しく説明する。
【0061】
次に、回転体64の回転によって回転中心線62を中心として周回移動するシュート46、プッシャ52、ノズル54それぞれの昇降のタイミングと、食品充填装置50による鰹節24の充填のタイミングと、開口シール装置48a、48bの開口20の仮シールのタイミングと、ガス充填装置56による窒素ガス24の充填のタイミングについて説明する。
【0062】
図10は、回転体64の回転中心線62と直交する方向から見た袋部22(フィルムF)、シュート46、プッシャ52、ノズル54を示し、回転体64の回転によって移動されることにより変化するシュート46、プッシャ52、ノズル54の鉛直方向に関する位置(高度)を示している。図11は、シュート46、プッシャ52、ノズル54のそれぞれの下端の動線を表した図である。
【0063】
図10において、Xは食品充填装置50により鰹節24が充填される位置、Yは開口シール装置48aにより仮シールされる位置、Zは開口シール装置48bにより仮シールされる位置を示している(図7参照。)。また、図において、鉛直方向に関して所定の高度(以下、「待機高度」と称する。)で待機しているシュート46’、プッシャ52’、ノズル54’が示されている。
【0064】
先ず、フィルムFは、位置Xに搬送されるまでに、フィルムガイド42と区画シール装置44により袋部22が形成される(図1参照。)。シュート46は、回転体64の回転によって位置Xに到着したときにその挿入部90が袋部22内に挿入されているように、フィルムガイド42によって2つ折りにされている途中のフィルムFに挟持されるためにシュート駆動シャフト94を中心として旋回されつつ待機高度から降下される。図9に旋回中のシュート46’が示されている。
【0065】
シュート46は、位置Xに到着したとき、その挿入部90が袋部22に挿入された状態であり、位置Xで食品充填装置50から供給された鰹節24を袋部22に案内する。
【0066】
シュート46は、位置Xを通過した後もしばらく充填位置に留まる。シュート46が充填位置にある間、シュート46の中でプッシャ52が昇降を繰り返し、袋部22内に充填された鰹節24を2回押圧して袋部22内に押し込む。
【0067】
プッシャ52による鰹節24の押し込みと並行して、待機高度から充填高度に下降してノズル54が袋部22に挿入される。そして、ガス充填装置56は、ガス分配機構170を介して窒素ガス26を供給し始める。ノズル54を通じて袋部22内に窒素ガス26が供給される。先端が袋部22の底部に配置されたノズル54は、回転体64の回転により位置Z直前に到達するまでその先端が袋部22内に存在するように維持される(袋部22内におけるノズル54の先端の維持は範囲180内にて行われる。)。
【0068】
ガス充填装置56によるノズル54への窒素ガス26の供給は、ノズル54の先端が袋部22内に存在する間継続される(厳密には、確実に袋部22内の酸素を窒素ガス26でパージために、ガス供給は、ノズル54の先端が袋部22から離脱した後もしばらく続けられる、すなわち範囲182内にて行われ続ける)。
【0069】
ガス充填装置56によるノズル54を介する袋部22への窒素ガス26の充填は、ノズル54の先端が袋部22から離脱するまでの間に袋部22内が窒素ガス26で充満されるように、言い換えると、窒素ガス26により袋部22内の酸素が完全にパージされるように行われる。
【0070】
袋部22が窒素ガス26で満たされると、ノズル54は、回転体64の回転によって位置Zに到着する前に、その先端が袋部22から離脱するように上昇される。
【0071】
窒素ガス26が充満されてノズル54が離脱した袋部22は、回転体64の回転により位置Zに移動され、そこで開口20´が開口シール装置48bによって仮封止される。これにより、袋部22の開口20が完全に仮封止されて一時的に密閉したことになり、鰹節24と窒素ガス26が袋部22に一時的に密閉収容される。その後、開口シール装置48cにより、一時的に密閉された開口20が本封止されて長期的に密閉される。
【0072】
一方、シュート46は、プッシャ52による2回の押し込み動作の後、開口シール装置48aが袋部22の開口20の一部を仮シールして開口20´を形成できるように待避する。以後、シュート46は、回転体64の回転によって位置X直前の位置(回転体64の回転方向に関して位置Xの上流側の近傍位置)に再び移動されるまでは待機高度で待機する。そして、シュート46の袋部22からの離脱が完了すると、プッシャ52は、回転体64の回転により位置Yに到着するまでに上昇されて袋部22から離脱される。
【0073】
このように、袋部22内に充填された鰹節24をプッシャ52が複数回押圧して袋部22内に押し込む。このようなプッシャ52の押し込み動作は、鰹節24のように比較的柔軟な細長い材料の場合に有効である。すなわち、鰹節24のような比較的柔軟な細長い材料の場合、袋部22に落下充填された材料の集合体は比較的低密度で且つ弾力性を持っていることから、プッシャ52による1回の押し込み動作だけでは十分に袋部22の底部に止めることができず、押し込み後に材料の集合体がその弾性に基づいて浮き上がり、一部が開口22のシールに噛み込まれてシール性を低下させる虞がある。そこで、プッシャ52で鰹節24を2回又はそれ以上の回数押し込むことにより、材料(鰹節24)が開口20のシールに噛み込まれることを防止できる。
【0074】
本実施の形態では、ノズルは窒素ガスを袋部に充填したが、本発明はこれに限らず、ノズルが袋部に充填するものは流体(広義には、流動性を有する物体も含む。)であればよい。また、本実施の形態においては、流体以外に鰹節(食品)を袋部に充填しているがこれに限定されない。例えば、充填包装システムは薬剤と該薬剤の酸化を防止する不活性ガスを袋部に密閉収容してもよい。
【0075】
また、本実施の形態の充填包装システムはフィルムから袋(袋部)を作製する機構を有するが、本発明の充填包装システムは、予め作製された袋に流体を充填するように構成することも可能である。この場合、充填包装システムは、区画シール装置の代わりとして、袋の開口を上方に向けた状態で搬送する袋搬送機構を有する必要がある。
【0076】
さらに、本実施の形態において、鰹節(食品)は、ノズルが袋部に挿入される前に該袋部に充填されるが、ノズルが袋部に挿入された後に固体を充填することも可能である。例えば、シュートが挿入された状態の袋部にノズルが挿入され、シュートとノズルが挿入された袋部に固体を充填し、その後プッシャが固体を袋部内に押し込んでもよい。
【0077】
本実施の形態において固体はプッシャによって袋部内に押し込まれるが、固体が高い流動性を有し、固体が袋部に流入する場合、プッシャを省略してもよい。
【0078】
本実施の形態において、ノズルを介する袋部への流体の充填は、袋部の区画シール部が形成された後に開始されるが、ノズルの先端が袋部の底部に配置された時点から流体の充填をいつでも開始してもよい。そして、上述の実施形態では、袋部に第1の充填物(例えば食品)を充填した後、第2の充填物を充填するためのノズルを袋部内に挿入したが、順序を逆にして、第2の充填物を充填するノズルを袋部内に挿入した後、袋部に第1の充填物を充填してもよい。
【0079】
今回、開示した実施の形態は例示であってこれに制限されるものではない。本発明は、上記で説明した範囲ではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲での全ての変更を含む。
【符号の説明】
【0080】
10 充填包装システム
20 開口
44 区画シール装置
46 シュート
48a〜48c シール機構(開口シール装置)
50 食品充填装置
52 プッシャ
54 ノズル
60 ロータリーユニット
66 本体
【特許請求の範囲】
【請求項1】
袋に流体を充填し、流体が充填された袋の開口をシールする充填包装装置であって、
袋を所定の軌道に従って開口が上方に向いた状態で搬送する袋搬送機構と、
回転体の周りに所定の間隔をあけて複数配置され、前記回転体の軸方向に移動可能に且つ回転可能に支持された充填シュートと、
前記袋搬送機構によって搬送されている袋内に充填物を充填する充填機構と、
前記袋搬送機構によって前記所定の軌道に沿って搬送されている袋に挿入され、挿入された状態で袋とともに移動し、後に前記袋から離脱されるノズルと、
前記袋部内に充填された充填物を押圧して該袋部内に押し込むプッシャと、
袋に挿入されているノズルを介して該袋に流体を充填する流体充填機構と、
流体が充填された袋の開口をシールするシール機構とを有し、
前記ノズルと前記プッシャには、前記回転体の回転中心線と直交する回転中心線を有するカムフォロアがそれぞれ設けられ、
前記回転中心線を囲むように閉ループ状に形成されたカム部材を有し、
前記カム部材には、前記ノズルに設けられたカムフォロアが係合する無端状のカム溝と、前記プッシャに設けられたカムフォロアが係合する無端状のカム溝がそれぞれ形成され、
前記回転体の回転によって前記各カムフォロアが前記各カム溝に従動することで前記ノズルと前記プッシャが昇降することを特徴とする充填包装システム。
【請求項2】
前記カム部材に形成されている各カム溝について、
前記ノズルの昇降に係わるカム溝が前記プッシャの昇降に係わるカム溝の下側に形成されている、請求項1に記載の充填包装システム。
【請求項1】
袋に流体を充填し、流体が充填された袋の開口をシールする充填包装装置であって、
袋を所定の軌道に従って開口が上方に向いた状態で搬送する袋搬送機構と、
回転体の周りに所定の間隔をあけて複数配置され、前記回転体の軸方向に移動可能に且つ回転可能に支持された充填シュートと、
前記袋搬送機構によって搬送されている袋内に充填物を充填する充填機構と、
前記袋搬送機構によって前記所定の軌道に沿って搬送されている袋に挿入され、挿入された状態で袋とともに移動し、後に前記袋から離脱されるノズルと、
前記袋部内に充填された充填物を押圧して該袋部内に押し込むプッシャと、
袋に挿入されているノズルを介して該袋に流体を充填する流体充填機構と、
流体が充填された袋の開口をシールするシール機構とを有し、
前記ノズルと前記プッシャには、前記回転体の回転中心線と直交する回転中心線を有するカムフォロアがそれぞれ設けられ、
前記回転中心線を囲むように閉ループ状に形成されたカム部材を有し、
前記カム部材には、前記ノズルに設けられたカムフォロアが係合する無端状のカム溝と、前記プッシャに設けられたカムフォロアが係合する無端状のカム溝がそれぞれ形成され、
前記回転体の回転によって前記各カムフォロアが前記各カム溝に従動することで前記ノズルと前記プッシャが昇降することを特徴とする充填包装システム。
【請求項2】
前記カム部材に形成されている各カム溝について、
前記ノズルの昇降に係わるカム溝が前記プッシャの昇降に係わるカム溝の下側に形成されている、請求項1に記載の充填包装システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−23228(P2013−23228A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−156762(P2011−156762)
【出願日】平成23年7月15日(2011.7.15)
【出願人】(390031749)株式会社トパック (20)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月15日(2011.7.15)
【出願人】(390031749)株式会社トパック (20)
【Fターム(参考)】
[ Back to top ]