
充填用発泡組成物および充填発泡部材

【課題】優れた耐熱タレ性および優れた耐衝撃性を有する充填用発泡組成物、および、それを備える充填発泡部材を提供すること。
【解決手段】熱タレ性試験における熱タレ長さが14mm以下であり、衝撃性試験における破損がない充填用発泡組成物を、所定形状の充填用発泡部材1に成形する。充填用発泡部材1に、取付部材2を装着して、充填発泡部材3を作製する。そして、充填発泡部材3を、2枚の鋼板5間に配置し、一方の鋼板5に取り付けて、加熱により発泡させて、発泡体4を2枚の鋼板5間の隙間に充填する。
【解決手段】熱タレ性試験における熱タレ長さが14mm以下であり、衝撃性試験における破損がない充填用発泡組成物を、所定形状の充填用発泡部材1に成形する。充填用発泡部材1に、取付部材2を装着して、充填発泡部材3を作製する。そして、充填発泡部材3を、2枚の鋼板5間に配置し、一方の鋼板5に取り付けて、加熱により発泡させて、発泡体4を2枚の鋼板5間の隙間に充填する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、充填用発泡組成物および充填発泡部材、詳しくは、各種の部材の隙間を充填するために用いられる充填用発泡組成物、および、それを備える充填発泡部材に関する。
【背景技術】
【0002】
従来より、自動車において、車体の鋼板を補強するために、鋼板間の隙間に発泡体を充填することが知られている。
例えば、エポキシ樹脂、発泡剤および硬化剤を含有する加熱発泡充填補強材をシート状に形成し、これを閉断面構造部材の内部に取り付けて、その後、焼き付け塗装と同一条件の加熱によって発泡および硬化させることにより、発泡体を閉断面構造部材の内部に充填することが提案されている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−198995号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に記載の加熱発泡充填補強材は、耐熱タレ性が十分でなく、そのため、上記した条件の加熱時に、下方に向かって垂れる(下垂する)熱タレを生じ、閉断面構造部材の内部を、均一かつ確実に充填できないという不具合がある。
また、特許文献1に記載の加熱発泡充填補強材は、自動車の鋼板への取り付け前の運搬時や取付時に、振動や落下などにより、割れやヒビを生じることがある。そのような場合には、シートとしての取扱い性が低下するので、閉断面構造部材の内部に確実に取り付けることが困難となる。
【0005】
本発明の目的は、優れた耐熱タレ性および優れた耐衝撃性を有する充填用発泡組成物、および、それを備える充填発泡部材を提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明の充填用発泡組成物は、部材間の隙間を発泡により充填するための充填用発泡組成物であって、下記(1)熱タレ性試験における熱タレ長さが14mm以下であり、下記(2)衝撃性試験における破損がないことを特徴としている。
(1)熱タレ性試験
前記充填用発泡組成物を、厚み0.8mm、長さ100mm、幅50mmの矩形シート形状に加工して試験片を得る。
【0007】
その後、前記試験片を、長さ300mm、幅150mmの矩形シート形状の冷間圧延鋼板の長手方向一方側の表面に接着テープを介して接着し、次いで、2kgのローラを前記試験片の長手方向に沿って1往復させて、30分間放置する。
その後、前記試験片および前記冷間圧延鋼板を、前記試験片の長手方向が鉛直方向に沿い、かつ、前記試験片が前記冷間圧延鋼板の上部に位置するように配置して、150℃で、30分間加熱する。
【0008】
その後、常温に空冷した後、前記試験片の下端の下方へのタレの長さを測定する。
(2)衝撃性試験
前記充填用発泡組成物を、厚み0.8mm、長さ100mm、幅50mmの矩形シート形状に加工して試験片を得る。別途、前記試験片と同一長さおよび同一幅の矩形状の下板と、前記下板から厚み方向上方に向かって突出する2つの突条とを備える試験台を用意する。2つの前記突条は、互いに長手方向に80mmの間隔を隔てて対向配置され、突出方向および対向方向に直交する幅方向に沿って平行状に延びており、各前記突条は、突出方向長さ10mm、対向方向長さ5mm、幅方向長さ50mmの断面矩形のビーム形状に形成されている。
【0009】
その後、前記試験片を、厚み方向に投影したときに、前記下板と同一位置に配置されるように、前記試験台の2つの前記突条の上面に載置する。
次いで、重さ110gの鉄球を前記試験片の上面中央の上方10cmから自由落下させて、前記試験片の破損の有無を観察する。
また、本発明の充填用発泡組成物では、変性エポキシ樹脂および繊維を含有することが好適であり、前記変性エポキシ樹脂が、ビスフェノールA型エポキシ樹脂をカルボキシル末端アクリロニトリル・ブタジエン共重合体で変性した変性エポキシ樹脂であることが好適であり、また、前記繊維が、芳香族ポリアミド繊維であることが好適である。
【0010】
また、本発明の充填用発泡組成物では、前記変性エポキシ樹脂の配合割合が、充填用発泡組成物100重量部に対して、20〜70重量部であることが好適である。
また、本発明の充填用発泡組成物では、前記部材が、自動車の鋼板であることが好適である。
また、本発明の充填発泡部材は、上記した充填用発泡組成物からなる充填用発泡部材と、前記充填用発泡部材に装着され、前記部材間の隙間に取付可能であって、熱によって発泡しない非発泡組成物からなる取付部材とを備えることを特徴としている。
【発明の効果】
【0011】
本発明の充填用発泡組成物は、優れた耐衝撃性を有する。そのため、部材への取付前の運搬時や取付時において、振動や落下によって損傷することを防止して、所定形状を確実に保持して、部材に確実に取り付けることができる。その結果、加熱によって、充填用発泡組成物の発泡体を、部材間の隙間に、確実に充填することができる。
また、本発明の充填用発泡組成物は、優れた耐熱タレ性を有する。そのため、加熱時における熱タレを抑制して、充填用発泡組成物の発泡体を、部材間の隙間に、均一かつ確実に充填することができる。
【0012】
さらに、本発明の充填発泡部材は、耐衝撃性および耐熱タレ性に優れる充填用発泡組成物からなる充填用発泡部材の発泡体を、部材間の隙間に、均一かつ確実に充填することができる。
【図面の簡単な説明】
【0013】
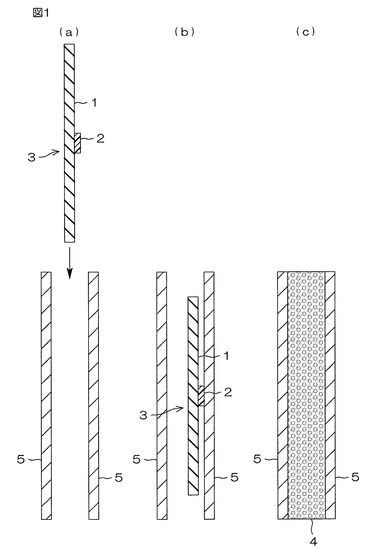
【図1】本発明の充填用発泡組成物からなる充填用発泡部材を備える、本発明の充填発泡部材の一実施形態を、鋼板に取り付けて、鋼板間の隙間を発泡により充填する方法の説明図であって、(a)は、充填発泡部材と2枚の鋼板とをそれぞれ用意して、充填発泡部材を、鋼板間の隙間に挿入する工程、(b)は、取付部材を、鋼板に取り付ける工程、(c)は、充填用発泡部材を加熱して発泡させる工程を示す。
【図2】熱タレ性試験を説明する斜視図である。
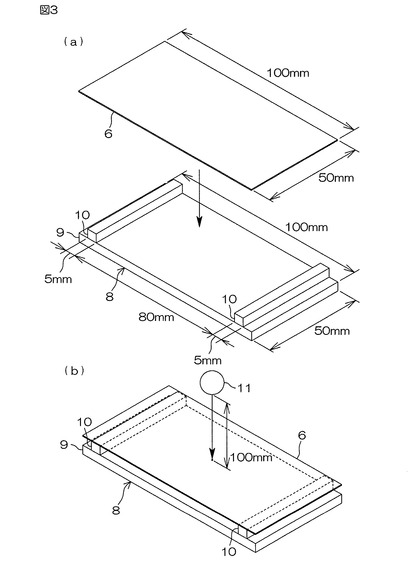
【図3】衝撃性試験を説明する斜視図であって、(a)は、試験片と試験台とをそれぞれ用意する工程、(b)は、試験片を試験台の突条の上面に載置して、鉄球を試験片に向けて落下させる工程を示す。
【発明を実施するための形態】
【0014】
本発明の充填用発泡組成物は、部材間の隙間を発泡により充填するための充填用発泡組成物であり、具体的には、充填用発泡組成物は、例えば、必須成分として、変性エポキシ樹脂および繊維を含有し、任意成分として、樹脂(上記した変性エポキシ樹脂を除く樹脂。)、充填剤、発泡剤および硬化剤などを含有している。
変性エポキシ樹脂は、充填用発泡組成物の耐衝撃性を向上させるために配合され、具体的には、エポキシ樹脂(原料)が、変性剤によって変性された変性樹脂である。
【0015】
エポキシ樹脂としては、例えば、ビスフェノール型エポキシ樹脂(例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、水添ビスフェノールA型エポキシ樹脂、ダイマー酸変性ビスフェノール型エポキシ樹脂など)、ノボラック型エポキシ樹脂(例えば、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂など)、脂環型エポキシ樹脂(例えば、ジシクロ環型エポキシ樹脂など)、ビフェニル型エポキシ樹脂、ナフタレン型エポキシ樹脂、グリシジルエステル型エポキシ樹脂、グリシジルアミン型エポキシ樹脂などが用いられる。
【0016】
これらエポキシ樹脂は、単独使用または2種類以上併用することができる。
これらエポキシ樹脂のうち、好ましくは、ビスフェノール型エポキシ樹脂、さらに好ましくは、ビスフェノールA型エポキシ樹脂が用いられる。
変性剤としては、アクリロニトリル・ブタジエン共重合体、ウレタンゴム、ポリエーテルゴム、ポリスルフィドゴム、ポリブタジエン・ポリイソプレン・ポリアクリロニトリルブタジエン共重合体などのゴム、例えば、シリコーン、例えば、不飽和脂肪酸(分子中に共役2重結合を含む不飽和脂肪酸を含む。)などが用いられる。好ましくは、ゴムが用いられる。
【0017】
これら変性剤は、分子末端にエポキシ樹脂と反応する官能基(例えば、カルボキシル基、アミノ基、ヒドロキシル基など)を有しており、その官能基をエポキシ樹脂と反応させることにより、エポキシ樹脂に変性される。
具体的には、変性エポキシ樹脂としては、例えば、アクリロニトリル・ブタジエン共重合体変性エポキシ樹脂、ウレタン変性エポキシ樹脂、ポリエーテル変性エポキシ樹脂、ポリスルフィド変性エポキシ樹脂、ポリブタジエン・ポリイソプレン・ポリアクリロニトリルブタジエン共重合体変性エポキシ樹脂などのゴム変性エポキシ樹脂、例えば、シリコーン変性エポキシ樹脂、例えば、不飽和脂肪酸変性エポキシ樹脂などが用いられる。
【0018】
好ましくは、ゴム変性エポキシ樹脂が用いられる。
より具体的には、変性エポキシ樹脂として、好ましくは、ビスフェノールA型エポキシ樹脂をカルボキシル末端アクリロニトリル・ブタジエン共重合体で変性した、アクリロニトリル・ブタジエン共重合体変性ビスフェノールA型エポキシ樹脂が用いられる。
これら変性エポキシ樹脂は、単独使用または2種類以上併用することができる。
【0019】
また、変性エポキシ樹脂のエポキシ当量は、例えば、100〜3000g/eqiv.、好ましくは、500〜2000g/eqiv.である。
繊維は、充填用発泡組成物の耐熱タレ性を向上させるために配合され、具体的には、芳香族ポリアミド繊維、ポリエステル繊維などの有機系繊維、例えば、ガラス繊維、セラミック繊維、アルミナ繊維、炭素繊維などの無機系繊維などが用いられる。
【0020】
好ましくは、有機系繊維が用いられ、さらに好ましくは、耐熱性の観点から、芳香族ポリアミド繊維が用いられる。
芳香族ポリアミド繊維を形成する芳香族ポリアミドとしては、例えば、コポリパラフェニレン・3,4’−オキシジフェニレン・テレフタルアミド、ポリ(p−フェニルジアミン・テレフタルアミド)などのパラ型芳香族ポリアミド、例えば、ポリメタフェニレンイソフタルアミドなどのメタ型芳香族ポリミドなどが用いられる。好ましくは、パラ型芳香族ポリアミドが用いられる。
【0021】
繊維は、密度(比重)が、例えば、1.0〜2.0g/cm3、好ましくは、1.2〜1.8g/cm3であり、平均繊維長が、例えば、0.5〜2.5mm、好ましくは、1.0〜2.0mmであり、ヤング率が、例えば、30〜120GPa、好ましくは、40〜100GPaである。なお、繊維のヤング率は、ASTM D885−85により測定される。
【0022】
必須成分における各成分の配合割合は、充填用発泡組成物100重量部に対して、変性エポキシ樹脂が、例えば、20〜70重量部、好ましくは、30〜60重量部であり、繊維が、例えば、0.2〜2.0重量部、好ましくは、0.4〜1.0重量部である。
変性エポキシ樹脂の配合割合が上記範囲に満たないと、耐衝撃性を十分に向上させることができない場合がある。また、変性エポキシ樹脂の配合割合が上記範囲を超えると、繊維の配合割合が上記範囲に満たないこととなり、そのため、耐熱タレ性を十分に向上させることができない場合がある。
【0023】
樹脂としては、例えば、エチレン・酢酸ビニル共重合体(EVA)、エチレン・アクリル酸エチル共重合体(EEA)、エチレン・アクリル酸ブチル共重合体(EBA)、オレフィン樹脂(例えば、ポリエチレン、ポリプロピレンなど)、ポリエステル、ポリビニルブチラール、ポリ塩化ビニル、エポキシ樹脂(上記した変性エポキシ樹脂を除くエポキシ樹脂。)などが用いられる。
【0024】
これら樹脂は、単独使用または2種以上併用することができる。
好ましくは、EVA、エポキシ樹脂が用いられる。
EVAは、エチレンと酢酸ビニルとの共重合体であって、酢酸ビニルの含有量(VA含量)が、例えば、10〜46重量%である。
エポキシ樹脂としては、例えば、上記した変性エポキシ樹脂の原料として例示したエポキシ樹脂と同様のものが用いられ、好ましくは、ビスフェノールA型エポキシ樹脂、水添ビスフェノールA型エポキシ樹脂が用いられる。そのようなエポキシ樹脂は、例えば、液状であって、エポキシ当量が、例えば、180〜1200g/eqiv.、好ましくは、200〜800g/eqiv.である。
【0025】
樹脂の各成分の配合割合は、変性エポキシ樹脂100重量部に対して、例えば、5〜40重量部、好ましくは、10〜35重量部である。
充填剤としては、例えば、炭酸カルシウム(例えば、重質炭酸カルシウム、軽質炭酸カルシウム、白艶華など)、タルク、マイカ、クレー、雲母粉、ベントナイト、シリカ、アルミナ、アルミニウムシリケート、酸化チタン、アルミニウム粉、ガラス粉(パウダ)などが用いられる。これら充填剤は、単独使用あるいは併用することができる。
【0026】
充填剤の配合割合は、変性エポキシ樹脂100重量部に対して、例えば、30〜200重量部、好ましくは、50〜160重量部である。
発泡剤としては、例えば、無機系発泡剤や有機系発泡剤などの加熱分解型発泡剤が用いられる。
無機系発泡剤としては、例えば、炭酸アンモニウム、炭酸水素アンモニウム、炭酸水素ナトリウム、亜硝酸アンモニウム、水素化ホウ素ナトリウム、アジド類などが用いられる。
【0027】
有機系発泡剤としては、例えば、N−ニトロソ系化合物(N,N’−ジニトロソペンタメチレンテトラミン、N,N’−ジメチル−N,N’−ジニトロソテレフタルアミドなど)、アゾ系化合物(例えば、アゾビスイソブチロニトリル、アゾジカルボン酸アミド(ADCA)、バリウムアゾジカルボキシレートなど)、フッ化アルカン(例えば、トリクロロモノフルオロメタン、ジクロロモノフルオロメタンなど)、ヒドラジン系化合物(例えば、パラトルエンスルホニルヒドラジド、ジフェニルスルホン−3,3’−ジスルホニルヒドラジド、4,4’−オキシビス(ベンゼンスルホニルヒドラジド)(OBSH)、アリルビス(スルホニルヒドラジド)など)、セミカルバジド系化合物(例えば、p−トルイレンスルホニルセミカルバジド、4,4’−オキシビス(ベンゼンスルホニルセミカルバジド)など)、トリアゾール系化合物(例えば、5−モルホリル−1,2,3,4−チアトリアゾールなど)などが用いられる。
【0028】
なお、発泡剤としては、例えば、ガス封入型マイクロカプセル発泡剤なども用いられ、より具体的には、加熱膨張性の物質(例えば、イソブタン、ペンタンなど)がマイクロカプセル(例えば、塩化ビニリデン、アクリロニトリル、アクリル酸エステル、メタクリル酸エステルなどの熱可塑性樹脂からなるマイクロカプセル)に封入された熱膨張性微粒子などが用いられる。
【0029】
これら発泡剤は、単独使用または2種以上併用することができる。
好ましくは、有機系発泡剤、さらに好ましくは、ヒドラジン系化合物が用いられる。
発泡剤の配合割合は、変性エポキシ樹脂100重量部に対して、例えば、0.2〜5重量部、好ましくは、0.3〜3重量部である。
硬化剤としては、例えば、加熱により硬化する加熱硬化型硬化剤が用いられる。
【0030】
硬化剤としては、例えば、アミン系化合物、酸無水物系化合物、アミド系化合物、ヒドラジド系化合物、イミダゾール系化合物、イミダゾリン系化合物などが用いられる。また、その他に、フェノール系化合物、ポリスルフィド系化合物などが用いられる。
アミン系化合物としては、例えば、エチレンジアミン、プロピレンジアミン、ジエチレントリアミン、トリエチレンテトラミン、それらのアミンアダクト、メタフェニレンジアミン、ジアミノジフェニルメタン、ジアミノジフェニルスルホン、12−アミノドデカン酸などが用いられる。
【0031】
酸無水物系化合物としては、例えば、無水フタル酸、無水マレイン酸、テトラヒドロフタル酸無水物、ヘキサヒドロフタル酸無水物、メチルナジック酸無水物、ピロメリット酸無水物、ドデセニルコハク酸無水物、ジクロロコハク酸無水物、ベンゾフェノンテトラカルボン酸無水物、クロレンディック酸無水物などが用いられる。
アミド系化合物としては、例えば、ジシアンジアミド(DCDA)、ポリアミドなどが用いられる。
【0032】
ヒドラジド系化合物としては、例えば、アジピン酸ジヒドラジドなどが用いられる。
イミダゾール系化合物としては、例えば、メチルイミダゾール、2−エチル−4−メチルイミダゾール、エチルイミダゾール、イソプロピルイミダゾール、2,4−ジメチルイミダゾール、フェニルイミダゾール、ウンデシルイミダゾール、ヘプタデシルイミダゾール、2−フェニル−4−メチルイミダゾールなどが用いられる。
【0033】
イミダゾリン系化合物としては、例えば、メチルイミダゾリン、2−エチル−4−メチルイミダゾリン、エチルイミダゾリン、イソプロピルイミダゾリン、2,4−ジメチルイミダゾリン、フェニルイミダゾリン、ウンデシルイミダゾリン、ヘプタデシルイミダゾリン、2−フェニル−4−メチルイミダゾリンなどが用いられる。
これらは、硬化剤は、単独使用または2種以上併用することができる。
【0034】
好ましくは、アミン系化合物およびアミド系化合物が併用される。
硬化剤の配合割合は、変性エポキシ樹脂100重量部に対して、例えば、1〜15重量部、好ましくは、2〜12重量部である。
また、充填用発泡組成物には、上記した各成分の他に、着色剤(顔料)、硬化促進剤、さらには、発泡助剤、加工助剤、安定剤、可塑剤、老化防止剤、酸化防止剤、防カビ剤、難燃剤などの添加剤を添加することができる。
【0035】
着色剤としては、例えば、カーボンブラック、アセチレンブラックなどが用いられる。着色剤の配合割合は、変性エポキシ樹脂100重量部に対して、例えば、0.05〜10重量部である。
硬化促進剤としては、例えば、尿素系化合物(例えば、メチレンジフェニルビスジメチルウレアなど)、ホスフィン系化合物などが用いられる。好ましくは、尿素系化合物が用いられる。硬化促進剤の配合割合は、変性エポキシ樹脂100重量部に対して、例えば、0.2〜5重量部である。
【0036】
これら添加剤は、単独使用または併用することができる。
そして、充填用発泡組成物は、上記した各成分を、上記した配合割合において配合することにより得ることができ、特に制限されないが、例えば、ミキシングロール、加圧式ニーダ、押出機などによって、例えば、80〜120℃で、混練して、混練物として調製することができる。
【0037】
その後、得られた混練物を、例えば、60〜150℃、好ましくは、70〜130℃で、例えば、カレンダー、押出あるいはプレスなどによって、シート形状に成形する。
充填用発泡組成物のシート(後述する充填用発泡部材)の厚みは、部材間の隙間の間隔やシートの発泡倍率に応じて適宜選択され、例えば、0.2〜3.0mm、好ましくは、0.5〜2.5mmである。
【0038】
その後、必要に応じて、成形された充填用発泡組成物のシートを、部材の大きさに応じて、所定形状の大きさに外形加工(カット)する。
このようにして得られる本発明の充填用発泡組成物は、次に説明する(1)熱タレ性試験における熱タレ長さが、14mm以下、好ましくは、11mm以下、さらに好ましくは、8mm以下であり、通常、0.1mm以上である。
【0039】
一方、この(1)熱タレ性試験における熱タレ長さが上記範囲を超える場合には、優れた耐熱タレ性を有することができず、加熱時における熱タレを十分に抑制することができない。その結果、発泡体を、部材間の隙間に、均一かつ確実に充填することができない。
(1)熱タレ性試験
図2に示すように、充填用発泡組成物を、厚み0.8mm、長さ100mm、幅50mmの矩形シート形状に加工して試験片6を得る。
【0040】
その後、試験片6を、長さ300mm、幅150mmの矩形シート形状の冷間圧延鋼板7の長手方向一方側の表面に接着テープ(図示せず)を介して接着し、次いで、2kgのローラ(図示せず)を試験片6の長手方向に沿って1往復させて、30分間放置する。
その後、試験片6および冷間圧延鋼板7を、試験片6の長手方向が鉛直方向に沿い、かつ、試験片6が冷間圧延鋼板7の上部に位置するように、熱風乾燥機内に設置して、150℃で、30分間加熱する。
【0041】
その後、常温に空冷した後、試験片6の下端の下方へのタレの長さを測定する。
また、本発明の充填用発泡組成物は、次に説明する(2)衝撃性試験における破損がない。
一方、この(2)衝撃性試験における破損がある場合には、優れた耐衝撃性を有することができず、そのため、部材への取付前の運搬時や取付時において、振動や落下によって損傷することを防止できない。その結果、シートの所定形状を確実に保持して、部材に確実に取り付けることができない。
【0042】
(2)衝撃性試験
図3(a)に示すように、充填用発泡組成物を、厚み0.8mm、長さ100mm、幅50mmの矩形シート形状に加工して試験片6を得る。
別途、試験片6と同一長さおよび同一幅の下板9と、下板9から厚み方向上方に向かって突出する2つの突条10とを備える試験台8を用意する。
【0043】
2つの突条10は、互いに長手方向に80mmの間隔を隔てて対向配置され、試験片6の幅方向(突条10の突出方向および対向方向に直交する方向)に沿って平行状に延びており、各突条10は、突出方向長さ10mm、対向方向長さ5mm、幅方向長さ50mmの断面矩形のビーム形状に形成されている。
その後、図3(a)の矢印および図3(b)に示すように、試験片6を、平面視において(厚み方向に投影したときに)、下板9と同一位置に配置されるように、試験台8の2つの突条10の上面に載置する。
【0044】
次いで、重さ110gの鉄球11を試験片6の上面中央の上方10cmから自由落下させて、試験片6の破損の有無を観察する。
そして、上記した充填用発泡組成物を加熱により発泡させた発泡体は、各種の部材の補強に用いることできる。そのため、発泡体を、各種の部材間の隙間に充填する補強材など、各種の産業製品の充填材として、好適に用いることができる。
【0045】
部材間の隙間を充填するには、特に限定されないが、例えば、隙間の充填を目的する部材間に、充填用発泡組成物を設置して、その後、設置された充填用発泡組成物を加熱し、発泡させることにより発泡体を形成する。
より具体的には、例えば、部材間の隙間を充填する場合には、まず、充填用発泡組成物に取付部材を装着して充填発泡部材を作製し、充填発泡部材を部材に取付部材を介して取り付けた後、加熱により発泡させて、発泡体を形成する。
【0046】
そのような部材としては、好ましくは、自動車の車体の鋼板を例示することができる。すなわち、本発明の充填用発泡組成物からなる充填発泡部材を作製して、それを鋼板に取り付けた後、発泡させれば、発泡体により、鋼板の補強を図ることができる。
次に、本発明の充填用発泡組成物および本発明の充填発泡部材の実施態様の一例として、それらを用いて鋼板間の隙間を充填する方法について説明する。
【0047】
この方法では、まず、図1(a)の上側図に示すように、充填発泡部材3を用意する。
充填発泡部材3は、上記した充填用発泡組成物から形成される充填用発泡部材1と、充填用発泡部材1に装着される取付部材2とを備えている。
充填用発泡部材1は、上記したシート形状に成形されている。
取付部材2は、例えば、熱によって発泡しない非発泡組成物から形成され、かかる非発泡組成物として、例えば、ナイロン、ポリエステルなどの耐熱性樹脂、例えば、鉄(磁鉄鉱(磁石材料)を含む。)、ステンレスなどの金属などが用いられる。
【0048】
具体的には、取付部材2は、クリップ、吸盤または磁石などであって、例えば、充填用発泡部材1の厚み方向一方側に装着されており、2枚の鋼板5のうちの少なくとも一方の鋼板5に対して取付可能に構成されている。
なお、取付部材2を充填用発泡部材1に装着させるには、取付部材2を上記した充填用発泡組成物のシート(充填用発泡部材1)に取り付ける他、充填用発泡部材1への成形時に、充填用発泡組成物ともにインサート成形してもよい。
【0049】
別途、図1(a)の下側図に示すように、部材としての2枚の鋼板5を用意する。
2枚の鋼板5は、それらの間に隙間が形成されるように、互いに間隔を隔てて配置されており、ともに平板状に形成されている。
このような2枚の鋼板5は、具体的には、自動車のピラーに相当する部分である。
次いで、図1(b)に示すように、取付部材2を一方の鋼板5の内面(他方の鋼板5に対向する対向面)に取り付ける。
【0050】
取付部材2を一方の鋼板5の内面に取り付けるには、図1(a)の矢印で示すように、充填発泡部材3を、2枚の鋼板5間に挿入する。
これとともに、例えば、取付部材2がクリップなどである場合には、一方の鋼板5の内面に係止溝を予め形成しておき、取付部材2を係止溝に差し込むことにより、充填発泡部材3を一方の鋼板5に固定させるか、あるいは、取付部材2が吸盤または磁石などである場合には、充填発泡部材3を取付部材2の吸着力または磁力により固定すればよい。
【0051】
その後、この方法では、その後の焼付塗装時の乾燥ライン工程での熱を利用して、例えば、150℃〜180℃、好ましくは、160℃〜175℃で、鋼板5を加熱する。これにより、図1(c)に示すように、充填用発泡部材1を発泡させることにより発泡体4を形成でき、この発泡体4によって鋼板5間の隙間を充填することができる。
このようにして発泡した発泡体4の体積発泡倍率(発泡前密度/発泡後密度)は、例えば、1.2〜5倍、好ましくは、1.5〜2.5倍である。
【0052】
なお、充填用発泡部材1の形状、設置位置、配置方向および配置数などは、鋼板5の形状、鋼板5が配置される部分などに応じて適宜選択される。
そして、上記した充填用発泡組成物から形成される充填用発泡部材1は、優れた耐衝撃性を有する。
そのため、鋼板5への取付前の運搬時や取付時において、振動や落下によって損傷することを防止して、シート形状を確実に保持して、鋼板5に確実に取り付けることができる。その結果、加熱によって、発泡体4を、2枚の鋼板5間の隙間に、確実に充填することができる。
【0053】
また、上記した充填用発泡組成物から形成される充填用発泡部材1は、優れた耐熱タレ性を有する。
そのため、加熱時における熱タレを抑制して、発泡体4を、2枚の鋼板5間の隙間に、均一かつ確実に充填することができる。
さらに、上記した充填発泡部材3は、耐衝撃性および耐熱タレ性に優れる充填用発泡組成物からなる充填用発泡部材1の発泡体4を、2枚の鋼板5間の隙間に、均一かつ確実に充填することができる。
【実施例】
【0054】
実施例1〜3および比較例1〜5
各実施例および各比較例の充填用発泡組成物を、表1に示す配合処方に従って、6インチミキシングロールを用いて、温度80〜120℃で、10分間混練した。その後、80℃の熱プレスにてプレス成形し、厚さ3mmのシート状に成形した。その後、これを、長さ100mm、幅50mmの矩形シート形状に外形加工して、矩形シート状の試験片(6)を得た(図2および図3参照)。
【0055】
(評価)
(1)熱タレ性試験(図2参照)
試験片(6)を、長さ300mm、幅150mmの矩形シート形状の冷間圧延鋼板(厚み0.8mm、日本テストパネル社製)(7)の長手方向一方側の表面に、両面接着テープ(商品名「No.5000NS」、日東電工社製)を介して接着し、次いで、2kgのローラを試験片(6)の長手方向に沿って1往復させて、常温で、30分間放置した。
【0056】
その後、試験片(6)および冷間圧延鋼板(7)を、試験片(6)の長手方向が鉛直方向に沿い、かつ、試験片(6)が冷間圧延鋼板(7)の上部に位置するように、150℃の熱風乾燥機内に設置して、30分間加熱した。
その後、常温に空冷した後、試験片(6)の下端の下方へのタレの長さを測定した。
その結果を、表1に示す。
【0057】
(2)衝撃性試験(図3参照)
厚み10mm、長さ100mm、幅50mmのステンレス製の矩形状の下板(9)と、下板(9)から厚み方向上方に向かって突出する2つのステンレス製の突条(10)とを備える試験台(8)を用意した。
2つの突条(10)は、互いに長手方向に80mmの間隔を隔てて対向配置され、下板(9)の幅方向に沿って平行状に延びており、各突条10は、突出方向長さ10mm、対向方向長さ5mm、幅方向長さ50mmの断面矩形のビーム形状に形成されていた。
【0058】
その後、試験片(6)を、平面視において、下板(9)と同一位置に配置されるように、試験台(8)の2つの突条(10)の上面に載置した。
次いで、重さ110gの鉄球(11)を試験片(6)の上面中央の上方10cmから自由落下させて、試験片(6)の破損の有無を観察した。
その結果を、表1に示す。
【0059】
(3) 体積発泡倍率
各試験片を、150℃で、30分、加熱することにより発泡させ、その体積発泡倍率をそれぞれ測定した。その結果を表1に示す。
【0060】
【表1】

【0061】
表1中の各成分の詳細を以下に記載する。
変性エポキシ樹脂:ビスフェノールA型エポキシ樹脂を、カルボキシル末端アクリロニトリル・ブタジエン共重合体で変性したゴム変性エポキシ樹脂、エポキシ当量1200〜1800g/eqiv.
芳香族ポリアミド繊維:ポリ(p−フェニルジアミン・テレフタルアミド)、密度:1.41g/cm3、平均繊維長:1.7mm、ヤング率:58.8GPa
ビスフェノールA型エポキシ樹脂:固形状、エポキシ当量450〜500g/eqiv.
水添ビスフェノールA型エポキシ樹脂:液状、エポキシ当量240g/eqiv.
EVA:製品名「Elvax240」、エチレン・酢酸ビニル共重合体、酢酸ビニル含有量:28%重量、デュポン社製
炭酸カルシウム:重質炭酸カルシウム、丸尾カルシウム社製
OBSH:製品名「ネオセルボンN#1000S」、4,4’−オキシビス(ベンゼンスルホニルヒドラジド)、永和化成工業社製
DCDA:製品名:DDA50、ジシアンジアミド、PTIジャパン社製
カーボンブラック:製品名「旭カーボン♯50」、旭カーボン社製
【符号の説明】
【0062】
1 充填用発泡部材
2 取付部材
3 充填発泡部材
5 鋼板
6 試験片
7 冷間圧延鋼板
8 試験台
9 下板
10 突条
11 鉄球
【技術分野】
【0001】
本発明は、充填用発泡組成物および充填発泡部材、詳しくは、各種の部材の隙間を充填するために用いられる充填用発泡組成物、および、それを備える充填発泡部材に関する。
【背景技術】
【0002】
従来より、自動車において、車体の鋼板を補強するために、鋼板間の隙間に発泡体を充填することが知られている。
例えば、エポキシ樹脂、発泡剤および硬化剤を含有する加熱発泡充填補強材をシート状に形成し、これを閉断面構造部材の内部に取り付けて、その後、焼き付け塗装と同一条件の加熱によって発泡および硬化させることにより、発泡体を閉断面構造部材の内部に充填することが提案されている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−198995号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に記載の加熱発泡充填補強材は、耐熱タレ性が十分でなく、そのため、上記した条件の加熱時に、下方に向かって垂れる(下垂する)熱タレを生じ、閉断面構造部材の内部を、均一かつ確実に充填できないという不具合がある。
また、特許文献1に記載の加熱発泡充填補強材は、自動車の鋼板への取り付け前の運搬時や取付時に、振動や落下などにより、割れやヒビを生じることがある。そのような場合には、シートとしての取扱い性が低下するので、閉断面構造部材の内部に確実に取り付けることが困難となる。
【0005】
本発明の目的は、優れた耐熱タレ性および優れた耐衝撃性を有する充填用発泡組成物、および、それを備える充填発泡部材を提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明の充填用発泡組成物は、部材間の隙間を発泡により充填するための充填用発泡組成物であって、下記(1)熱タレ性試験における熱タレ長さが14mm以下であり、下記(2)衝撃性試験における破損がないことを特徴としている。
(1)熱タレ性試験
前記充填用発泡組成物を、厚み0.8mm、長さ100mm、幅50mmの矩形シート形状に加工して試験片を得る。
【0007】
その後、前記試験片を、長さ300mm、幅150mmの矩形シート形状の冷間圧延鋼板の長手方向一方側の表面に接着テープを介して接着し、次いで、2kgのローラを前記試験片の長手方向に沿って1往復させて、30分間放置する。
その後、前記試験片および前記冷間圧延鋼板を、前記試験片の長手方向が鉛直方向に沿い、かつ、前記試験片が前記冷間圧延鋼板の上部に位置するように配置して、150℃で、30分間加熱する。
【0008】
その後、常温に空冷した後、前記試験片の下端の下方へのタレの長さを測定する。
(2)衝撃性試験
前記充填用発泡組成物を、厚み0.8mm、長さ100mm、幅50mmの矩形シート形状に加工して試験片を得る。別途、前記試験片と同一長さおよび同一幅の矩形状の下板と、前記下板から厚み方向上方に向かって突出する2つの突条とを備える試験台を用意する。2つの前記突条は、互いに長手方向に80mmの間隔を隔てて対向配置され、突出方向および対向方向に直交する幅方向に沿って平行状に延びており、各前記突条は、突出方向長さ10mm、対向方向長さ5mm、幅方向長さ50mmの断面矩形のビーム形状に形成されている。
【0009】
その後、前記試験片を、厚み方向に投影したときに、前記下板と同一位置に配置されるように、前記試験台の2つの前記突条の上面に載置する。
次いで、重さ110gの鉄球を前記試験片の上面中央の上方10cmから自由落下させて、前記試験片の破損の有無を観察する。
また、本発明の充填用発泡組成物では、変性エポキシ樹脂および繊維を含有することが好適であり、前記変性エポキシ樹脂が、ビスフェノールA型エポキシ樹脂をカルボキシル末端アクリロニトリル・ブタジエン共重合体で変性した変性エポキシ樹脂であることが好適であり、また、前記繊維が、芳香族ポリアミド繊維であることが好適である。
【0010】
また、本発明の充填用発泡組成物では、前記変性エポキシ樹脂の配合割合が、充填用発泡組成物100重量部に対して、20〜70重量部であることが好適である。
また、本発明の充填用発泡組成物では、前記部材が、自動車の鋼板であることが好適である。
また、本発明の充填発泡部材は、上記した充填用発泡組成物からなる充填用発泡部材と、前記充填用発泡部材に装着され、前記部材間の隙間に取付可能であって、熱によって発泡しない非発泡組成物からなる取付部材とを備えることを特徴としている。
【発明の効果】
【0011】
本発明の充填用発泡組成物は、優れた耐衝撃性を有する。そのため、部材への取付前の運搬時や取付時において、振動や落下によって損傷することを防止して、所定形状を確実に保持して、部材に確実に取り付けることができる。その結果、加熱によって、充填用発泡組成物の発泡体を、部材間の隙間に、確実に充填することができる。
また、本発明の充填用発泡組成物は、優れた耐熱タレ性を有する。そのため、加熱時における熱タレを抑制して、充填用発泡組成物の発泡体を、部材間の隙間に、均一かつ確実に充填することができる。
【0012】
さらに、本発明の充填発泡部材は、耐衝撃性および耐熱タレ性に優れる充填用発泡組成物からなる充填用発泡部材の発泡体を、部材間の隙間に、均一かつ確実に充填することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の充填用発泡組成物からなる充填用発泡部材を備える、本発明の充填発泡部材の一実施形態を、鋼板に取り付けて、鋼板間の隙間を発泡により充填する方法の説明図であって、(a)は、充填発泡部材と2枚の鋼板とをそれぞれ用意して、充填発泡部材を、鋼板間の隙間に挿入する工程、(b)は、取付部材を、鋼板に取り付ける工程、(c)は、充填用発泡部材を加熱して発泡させる工程を示す。
【図2】熱タレ性試験を説明する斜視図である。
【図3】衝撃性試験を説明する斜視図であって、(a)は、試験片と試験台とをそれぞれ用意する工程、(b)は、試験片を試験台の突条の上面に載置して、鉄球を試験片に向けて落下させる工程を示す。
【発明を実施するための形態】
【0014】
本発明の充填用発泡組成物は、部材間の隙間を発泡により充填するための充填用発泡組成物であり、具体的には、充填用発泡組成物は、例えば、必須成分として、変性エポキシ樹脂および繊維を含有し、任意成分として、樹脂(上記した変性エポキシ樹脂を除く樹脂。)、充填剤、発泡剤および硬化剤などを含有している。
変性エポキシ樹脂は、充填用発泡組成物の耐衝撃性を向上させるために配合され、具体的には、エポキシ樹脂(原料)が、変性剤によって変性された変性樹脂である。
【0015】
エポキシ樹脂としては、例えば、ビスフェノール型エポキシ樹脂(例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、水添ビスフェノールA型エポキシ樹脂、ダイマー酸変性ビスフェノール型エポキシ樹脂など)、ノボラック型エポキシ樹脂(例えば、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂など)、脂環型エポキシ樹脂(例えば、ジシクロ環型エポキシ樹脂など)、ビフェニル型エポキシ樹脂、ナフタレン型エポキシ樹脂、グリシジルエステル型エポキシ樹脂、グリシジルアミン型エポキシ樹脂などが用いられる。
【0016】
これらエポキシ樹脂は、単独使用または2種類以上併用することができる。
これらエポキシ樹脂のうち、好ましくは、ビスフェノール型エポキシ樹脂、さらに好ましくは、ビスフェノールA型エポキシ樹脂が用いられる。
変性剤としては、アクリロニトリル・ブタジエン共重合体、ウレタンゴム、ポリエーテルゴム、ポリスルフィドゴム、ポリブタジエン・ポリイソプレン・ポリアクリロニトリルブタジエン共重合体などのゴム、例えば、シリコーン、例えば、不飽和脂肪酸(分子中に共役2重結合を含む不飽和脂肪酸を含む。)などが用いられる。好ましくは、ゴムが用いられる。
【0017】
これら変性剤は、分子末端にエポキシ樹脂と反応する官能基(例えば、カルボキシル基、アミノ基、ヒドロキシル基など)を有しており、その官能基をエポキシ樹脂と反応させることにより、エポキシ樹脂に変性される。
具体的には、変性エポキシ樹脂としては、例えば、アクリロニトリル・ブタジエン共重合体変性エポキシ樹脂、ウレタン変性エポキシ樹脂、ポリエーテル変性エポキシ樹脂、ポリスルフィド変性エポキシ樹脂、ポリブタジエン・ポリイソプレン・ポリアクリロニトリルブタジエン共重合体変性エポキシ樹脂などのゴム変性エポキシ樹脂、例えば、シリコーン変性エポキシ樹脂、例えば、不飽和脂肪酸変性エポキシ樹脂などが用いられる。
【0018】
好ましくは、ゴム変性エポキシ樹脂が用いられる。
より具体的には、変性エポキシ樹脂として、好ましくは、ビスフェノールA型エポキシ樹脂をカルボキシル末端アクリロニトリル・ブタジエン共重合体で変性した、アクリロニトリル・ブタジエン共重合体変性ビスフェノールA型エポキシ樹脂が用いられる。
これら変性エポキシ樹脂は、単独使用または2種類以上併用することができる。
【0019】
また、変性エポキシ樹脂のエポキシ当量は、例えば、100〜3000g/eqiv.、好ましくは、500〜2000g/eqiv.である。
繊維は、充填用発泡組成物の耐熱タレ性を向上させるために配合され、具体的には、芳香族ポリアミド繊維、ポリエステル繊維などの有機系繊維、例えば、ガラス繊維、セラミック繊維、アルミナ繊維、炭素繊維などの無機系繊維などが用いられる。
【0020】
好ましくは、有機系繊維が用いられ、さらに好ましくは、耐熱性の観点から、芳香族ポリアミド繊維が用いられる。
芳香族ポリアミド繊維を形成する芳香族ポリアミドとしては、例えば、コポリパラフェニレン・3,4’−オキシジフェニレン・テレフタルアミド、ポリ(p−フェニルジアミン・テレフタルアミド)などのパラ型芳香族ポリアミド、例えば、ポリメタフェニレンイソフタルアミドなどのメタ型芳香族ポリミドなどが用いられる。好ましくは、パラ型芳香族ポリアミドが用いられる。
【0021】
繊維は、密度(比重)が、例えば、1.0〜2.0g/cm3、好ましくは、1.2〜1.8g/cm3であり、平均繊維長が、例えば、0.5〜2.5mm、好ましくは、1.0〜2.0mmであり、ヤング率が、例えば、30〜120GPa、好ましくは、40〜100GPaである。なお、繊維のヤング率は、ASTM D885−85により測定される。
【0022】
必須成分における各成分の配合割合は、充填用発泡組成物100重量部に対して、変性エポキシ樹脂が、例えば、20〜70重量部、好ましくは、30〜60重量部であり、繊維が、例えば、0.2〜2.0重量部、好ましくは、0.4〜1.0重量部である。
変性エポキシ樹脂の配合割合が上記範囲に満たないと、耐衝撃性を十分に向上させることができない場合がある。また、変性エポキシ樹脂の配合割合が上記範囲を超えると、繊維の配合割合が上記範囲に満たないこととなり、そのため、耐熱タレ性を十分に向上させることができない場合がある。
【0023】
樹脂としては、例えば、エチレン・酢酸ビニル共重合体(EVA)、エチレン・アクリル酸エチル共重合体(EEA)、エチレン・アクリル酸ブチル共重合体(EBA)、オレフィン樹脂(例えば、ポリエチレン、ポリプロピレンなど)、ポリエステル、ポリビニルブチラール、ポリ塩化ビニル、エポキシ樹脂(上記した変性エポキシ樹脂を除くエポキシ樹脂。)などが用いられる。
【0024】
これら樹脂は、単独使用または2種以上併用することができる。
好ましくは、EVA、エポキシ樹脂が用いられる。
EVAは、エチレンと酢酸ビニルとの共重合体であって、酢酸ビニルの含有量(VA含量)が、例えば、10〜46重量%である。
エポキシ樹脂としては、例えば、上記した変性エポキシ樹脂の原料として例示したエポキシ樹脂と同様のものが用いられ、好ましくは、ビスフェノールA型エポキシ樹脂、水添ビスフェノールA型エポキシ樹脂が用いられる。そのようなエポキシ樹脂は、例えば、液状であって、エポキシ当量が、例えば、180〜1200g/eqiv.、好ましくは、200〜800g/eqiv.である。
【0025】
樹脂の各成分の配合割合は、変性エポキシ樹脂100重量部に対して、例えば、5〜40重量部、好ましくは、10〜35重量部である。
充填剤としては、例えば、炭酸カルシウム(例えば、重質炭酸カルシウム、軽質炭酸カルシウム、白艶華など)、タルク、マイカ、クレー、雲母粉、ベントナイト、シリカ、アルミナ、アルミニウムシリケート、酸化チタン、アルミニウム粉、ガラス粉(パウダ)などが用いられる。これら充填剤は、単独使用あるいは併用することができる。
【0026】
充填剤の配合割合は、変性エポキシ樹脂100重量部に対して、例えば、30〜200重量部、好ましくは、50〜160重量部である。
発泡剤としては、例えば、無機系発泡剤や有機系発泡剤などの加熱分解型発泡剤が用いられる。
無機系発泡剤としては、例えば、炭酸アンモニウム、炭酸水素アンモニウム、炭酸水素ナトリウム、亜硝酸アンモニウム、水素化ホウ素ナトリウム、アジド類などが用いられる。
【0027】
有機系発泡剤としては、例えば、N−ニトロソ系化合物(N,N’−ジニトロソペンタメチレンテトラミン、N,N’−ジメチル−N,N’−ジニトロソテレフタルアミドなど)、アゾ系化合物(例えば、アゾビスイソブチロニトリル、アゾジカルボン酸アミド(ADCA)、バリウムアゾジカルボキシレートなど)、フッ化アルカン(例えば、トリクロロモノフルオロメタン、ジクロロモノフルオロメタンなど)、ヒドラジン系化合物(例えば、パラトルエンスルホニルヒドラジド、ジフェニルスルホン−3,3’−ジスルホニルヒドラジド、4,4’−オキシビス(ベンゼンスルホニルヒドラジド)(OBSH)、アリルビス(スルホニルヒドラジド)など)、セミカルバジド系化合物(例えば、p−トルイレンスルホニルセミカルバジド、4,4’−オキシビス(ベンゼンスルホニルセミカルバジド)など)、トリアゾール系化合物(例えば、5−モルホリル−1,2,3,4−チアトリアゾールなど)などが用いられる。
【0028】
なお、発泡剤としては、例えば、ガス封入型マイクロカプセル発泡剤なども用いられ、より具体的には、加熱膨張性の物質(例えば、イソブタン、ペンタンなど)がマイクロカプセル(例えば、塩化ビニリデン、アクリロニトリル、アクリル酸エステル、メタクリル酸エステルなどの熱可塑性樹脂からなるマイクロカプセル)に封入された熱膨張性微粒子などが用いられる。
【0029】
これら発泡剤は、単独使用または2種以上併用することができる。
好ましくは、有機系発泡剤、さらに好ましくは、ヒドラジン系化合物が用いられる。
発泡剤の配合割合は、変性エポキシ樹脂100重量部に対して、例えば、0.2〜5重量部、好ましくは、0.3〜3重量部である。
硬化剤としては、例えば、加熱により硬化する加熱硬化型硬化剤が用いられる。
【0030】
硬化剤としては、例えば、アミン系化合物、酸無水物系化合物、アミド系化合物、ヒドラジド系化合物、イミダゾール系化合物、イミダゾリン系化合物などが用いられる。また、その他に、フェノール系化合物、ポリスルフィド系化合物などが用いられる。
アミン系化合物としては、例えば、エチレンジアミン、プロピレンジアミン、ジエチレントリアミン、トリエチレンテトラミン、それらのアミンアダクト、メタフェニレンジアミン、ジアミノジフェニルメタン、ジアミノジフェニルスルホン、12−アミノドデカン酸などが用いられる。
【0031】
酸無水物系化合物としては、例えば、無水フタル酸、無水マレイン酸、テトラヒドロフタル酸無水物、ヘキサヒドロフタル酸無水物、メチルナジック酸無水物、ピロメリット酸無水物、ドデセニルコハク酸無水物、ジクロロコハク酸無水物、ベンゾフェノンテトラカルボン酸無水物、クロレンディック酸無水物などが用いられる。
アミド系化合物としては、例えば、ジシアンジアミド(DCDA)、ポリアミドなどが用いられる。
【0032】
ヒドラジド系化合物としては、例えば、アジピン酸ジヒドラジドなどが用いられる。
イミダゾール系化合物としては、例えば、メチルイミダゾール、2−エチル−4−メチルイミダゾール、エチルイミダゾール、イソプロピルイミダゾール、2,4−ジメチルイミダゾール、フェニルイミダゾール、ウンデシルイミダゾール、ヘプタデシルイミダゾール、2−フェニル−4−メチルイミダゾールなどが用いられる。
【0033】
イミダゾリン系化合物としては、例えば、メチルイミダゾリン、2−エチル−4−メチルイミダゾリン、エチルイミダゾリン、イソプロピルイミダゾリン、2,4−ジメチルイミダゾリン、フェニルイミダゾリン、ウンデシルイミダゾリン、ヘプタデシルイミダゾリン、2−フェニル−4−メチルイミダゾリンなどが用いられる。
これらは、硬化剤は、単独使用または2種以上併用することができる。
【0034】
好ましくは、アミン系化合物およびアミド系化合物が併用される。
硬化剤の配合割合は、変性エポキシ樹脂100重量部に対して、例えば、1〜15重量部、好ましくは、2〜12重量部である。
また、充填用発泡組成物には、上記した各成分の他に、着色剤(顔料)、硬化促進剤、さらには、発泡助剤、加工助剤、安定剤、可塑剤、老化防止剤、酸化防止剤、防カビ剤、難燃剤などの添加剤を添加することができる。
【0035】
着色剤としては、例えば、カーボンブラック、アセチレンブラックなどが用いられる。着色剤の配合割合は、変性エポキシ樹脂100重量部に対して、例えば、0.05〜10重量部である。
硬化促進剤としては、例えば、尿素系化合物(例えば、メチレンジフェニルビスジメチルウレアなど)、ホスフィン系化合物などが用いられる。好ましくは、尿素系化合物が用いられる。硬化促進剤の配合割合は、変性エポキシ樹脂100重量部に対して、例えば、0.2〜5重量部である。
【0036】
これら添加剤は、単独使用または併用することができる。
そして、充填用発泡組成物は、上記した各成分を、上記した配合割合において配合することにより得ることができ、特に制限されないが、例えば、ミキシングロール、加圧式ニーダ、押出機などによって、例えば、80〜120℃で、混練して、混練物として調製することができる。
【0037】
その後、得られた混練物を、例えば、60〜150℃、好ましくは、70〜130℃で、例えば、カレンダー、押出あるいはプレスなどによって、シート形状に成形する。
充填用発泡組成物のシート(後述する充填用発泡部材)の厚みは、部材間の隙間の間隔やシートの発泡倍率に応じて適宜選択され、例えば、0.2〜3.0mm、好ましくは、0.5〜2.5mmである。
【0038】
その後、必要に応じて、成形された充填用発泡組成物のシートを、部材の大きさに応じて、所定形状の大きさに外形加工(カット)する。
このようにして得られる本発明の充填用発泡組成物は、次に説明する(1)熱タレ性試験における熱タレ長さが、14mm以下、好ましくは、11mm以下、さらに好ましくは、8mm以下であり、通常、0.1mm以上である。
【0039】
一方、この(1)熱タレ性試験における熱タレ長さが上記範囲を超える場合には、優れた耐熱タレ性を有することができず、加熱時における熱タレを十分に抑制することができない。その結果、発泡体を、部材間の隙間に、均一かつ確実に充填することができない。
(1)熱タレ性試験
図2に示すように、充填用発泡組成物を、厚み0.8mm、長さ100mm、幅50mmの矩形シート形状に加工して試験片6を得る。
【0040】
その後、試験片6を、長さ300mm、幅150mmの矩形シート形状の冷間圧延鋼板7の長手方向一方側の表面に接着テープ(図示せず)を介して接着し、次いで、2kgのローラ(図示せず)を試験片6の長手方向に沿って1往復させて、30分間放置する。
その後、試験片6および冷間圧延鋼板7を、試験片6の長手方向が鉛直方向に沿い、かつ、試験片6が冷間圧延鋼板7の上部に位置するように、熱風乾燥機内に設置して、150℃で、30分間加熱する。
【0041】
その後、常温に空冷した後、試験片6の下端の下方へのタレの長さを測定する。
また、本発明の充填用発泡組成物は、次に説明する(2)衝撃性試験における破損がない。
一方、この(2)衝撃性試験における破損がある場合には、優れた耐衝撃性を有することができず、そのため、部材への取付前の運搬時や取付時において、振動や落下によって損傷することを防止できない。その結果、シートの所定形状を確実に保持して、部材に確実に取り付けることができない。
【0042】
(2)衝撃性試験
図3(a)に示すように、充填用発泡組成物を、厚み0.8mm、長さ100mm、幅50mmの矩形シート形状に加工して試験片6を得る。
別途、試験片6と同一長さおよび同一幅の下板9と、下板9から厚み方向上方に向かって突出する2つの突条10とを備える試験台8を用意する。
【0043】
2つの突条10は、互いに長手方向に80mmの間隔を隔てて対向配置され、試験片6の幅方向(突条10の突出方向および対向方向に直交する方向)に沿って平行状に延びており、各突条10は、突出方向長さ10mm、対向方向長さ5mm、幅方向長さ50mmの断面矩形のビーム形状に形成されている。
その後、図3(a)の矢印および図3(b)に示すように、試験片6を、平面視において(厚み方向に投影したときに)、下板9と同一位置に配置されるように、試験台8の2つの突条10の上面に載置する。
【0044】
次いで、重さ110gの鉄球11を試験片6の上面中央の上方10cmから自由落下させて、試験片6の破損の有無を観察する。
そして、上記した充填用発泡組成物を加熱により発泡させた発泡体は、各種の部材の補強に用いることできる。そのため、発泡体を、各種の部材間の隙間に充填する補強材など、各種の産業製品の充填材として、好適に用いることができる。
【0045】
部材間の隙間を充填するには、特に限定されないが、例えば、隙間の充填を目的する部材間に、充填用発泡組成物を設置して、その後、設置された充填用発泡組成物を加熱し、発泡させることにより発泡体を形成する。
より具体的には、例えば、部材間の隙間を充填する場合には、まず、充填用発泡組成物に取付部材を装着して充填発泡部材を作製し、充填発泡部材を部材に取付部材を介して取り付けた後、加熱により発泡させて、発泡体を形成する。
【0046】
そのような部材としては、好ましくは、自動車の車体の鋼板を例示することができる。すなわち、本発明の充填用発泡組成物からなる充填発泡部材を作製して、それを鋼板に取り付けた後、発泡させれば、発泡体により、鋼板の補強を図ることができる。
次に、本発明の充填用発泡組成物および本発明の充填発泡部材の実施態様の一例として、それらを用いて鋼板間の隙間を充填する方法について説明する。
【0047】
この方法では、まず、図1(a)の上側図に示すように、充填発泡部材3を用意する。
充填発泡部材3は、上記した充填用発泡組成物から形成される充填用発泡部材1と、充填用発泡部材1に装着される取付部材2とを備えている。
充填用発泡部材1は、上記したシート形状に成形されている。
取付部材2は、例えば、熱によって発泡しない非発泡組成物から形成され、かかる非発泡組成物として、例えば、ナイロン、ポリエステルなどの耐熱性樹脂、例えば、鉄(磁鉄鉱(磁石材料)を含む。)、ステンレスなどの金属などが用いられる。
【0048】
具体的には、取付部材2は、クリップ、吸盤または磁石などであって、例えば、充填用発泡部材1の厚み方向一方側に装着されており、2枚の鋼板5のうちの少なくとも一方の鋼板5に対して取付可能に構成されている。
なお、取付部材2を充填用発泡部材1に装着させるには、取付部材2を上記した充填用発泡組成物のシート(充填用発泡部材1)に取り付ける他、充填用発泡部材1への成形時に、充填用発泡組成物ともにインサート成形してもよい。
【0049】
別途、図1(a)の下側図に示すように、部材としての2枚の鋼板5を用意する。
2枚の鋼板5は、それらの間に隙間が形成されるように、互いに間隔を隔てて配置されており、ともに平板状に形成されている。
このような2枚の鋼板5は、具体的には、自動車のピラーに相当する部分である。
次いで、図1(b)に示すように、取付部材2を一方の鋼板5の内面(他方の鋼板5に対向する対向面)に取り付ける。
【0050】
取付部材2を一方の鋼板5の内面に取り付けるには、図1(a)の矢印で示すように、充填発泡部材3を、2枚の鋼板5間に挿入する。
これとともに、例えば、取付部材2がクリップなどである場合には、一方の鋼板5の内面に係止溝を予め形成しておき、取付部材2を係止溝に差し込むことにより、充填発泡部材3を一方の鋼板5に固定させるか、あるいは、取付部材2が吸盤または磁石などである場合には、充填発泡部材3を取付部材2の吸着力または磁力により固定すればよい。
【0051】
その後、この方法では、その後の焼付塗装時の乾燥ライン工程での熱を利用して、例えば、150℃〜180℃、好ましくは、160℃〜175℃で、鋼板5を加熱する。これにより、図1(c)に示すように、充填用発泡部材1を発泡させることにより発泡体4を形成でき、この発泡体4によって鋼板5間の隙間を充填することができる。
このようにして発泡した発泡体4の体積発泡倍率(発泡前密度/発泡後密度)は、例えば、1.2〜5倍、好ましくは、1.5〜2.5倍である。
【0052】
なお、充填用発泡部材1の形状、設置位置、配置方向および配置数などは、鋼板5の形状、鋼板5が配置される部分などに応じて適宜選択される。
そして、上記した充填用発泡組成物から形成される充填用発泡部材1は、優れた耐衝撃性を有する。
そのため、鋼板5への取付前の運搬時や取付時において、振動や落下によって損傷することを防止して、シート形状を確実に保持して、鋼板5に確実に取り付けることができる。その結果、加熱によって、発泡体4を、2枚の鋼板5間の隙間に、確実に充填することができる。
【0053】
また、上記した充填用発泡組成物から形成される充填用発泡部材1は、優れた耐熱タレ性を有する。
そのため、加熱時における熱タレを抑制して、発泡体4を、2枚の鋼板5間の隙間に、均一かつ確実に充填することができる。
さらに、上記した充填発泡部材3は、耐衝撃性および耐熱タレ性に優れる充填用発泡組成物からなる充填用発泡部材1の発泡体4を、2枚の鋼板5間の隙間に、均一かつ確実に充填することができる。
【実施例】
【0054】
実施例1〜3および比較例1〜5
各実施例および各比較例の充填用発泡組成物を、表1に示す配合処方に従って、6インチミキシングロールを用いて、温度80〜120℃で、10分間混練した。その後、80℃の熱プレスにてプレス成形し、厚さ3mmのシート状に成形した。その後、これを、長さ100mm、幅50mmの矩形シート形状に外形加工して、矩形シート状の試験片(6)を得た(図2および図3参照)。
【0055】
(評価)
(1)熱タレ性試験(図2参照)
試験片(6)を、長さ300mm、幅150mmの矩形シート形状の冷間圧延鋼板(厚み0.8mm、日本テストパネル社製)(7)の長手方向一方側の表面に、両面接着テープ(商品名「No.5000NS」、日東電工社製)を介して接着し、次いで、2kgのローラを試験片(6)の長手方向に沿って1往復させて、常温で、30分間放置した。
【0056】
その後、試験片(6)および冷間圧延鋼板(7)を、試験片(6)の長手方向が鉛直方向に沿い、かつ、試験片(6)が冷間圧延鋼板(7)の上部に位置するように、150℃の熱風乾燥機内に設置して、30分間加熱した。
その後、常温に空冷した後、試験片(6)の下端の下方へのタレの長さを測定した。
その結果を、表1に示す。
【0057】
(2)衝撃性試験(図3参照)
厚み10mm、長さ100mm、幅50mmのステンレス製の矩形状の下板(9)と、下板(9)から厚み方向上方に向かって突出する2つのステンレス製の突条(10)とを備える試験台(8)を用意した。
2つの突条(10)は、互いに長手方向に80mmの間隔を隔てて対向配置され、下板(9)の幅方向に沿って平行状に延びており、各突条10は、突出方向長さ10mm、対向方向長さ5mm、幅方向長さ50mmの断面矩形のビーム形状に形成されていた。
【0058】
その後、試験片(6)を、平面視において、下板(9)と同一位置に配置されるように、試験台(8)の2つの突条(10)の上面に載置した。
次いで、重さ110gの鉄球(11)を試験片(6)の上面中央の上方10cmから自由落下させて、試験片(6)の破損の有無を観察した。
その結果を、表1に示す。
【0059】
(3) 体積発泡倍率
各試験片を、150℃で、30分、加熱することにより発泡させ、その体積発泡倍率をそれぞれ測定した。その結果を表1に示す。
【0060】
【表1】
【0061】
表1中の各成分の詳細を以下に記載する。
変性エポキシ樹脂:ビスフェノールA型エポキシ樹脂を、カルボキシル末端アクリロニトリル・ブタジエン共重合体で変性したゴム変性エポキシ樹脂、エポキシ当量1200〜1800g/eqiv.
芳香族ポリアミド繊維:ポリ(p−フェニルジアミン・テレフタルアミド)、密度:1.41g/cm3、平均繊維長:1.7mm、ヤング率:58.8GPa
ビスフェノールA型エポキシ樹脂:固形状、エポキシ当量450〜500g/eqiv.
水添ビスフェノールA型エポキシ樹脂:液状、エポキシ当量240g/eqiv.
EVA:製品名「Elvax240」、エチレン・酢酸ビニル共重合体、酢酸ビニル含有量:28%重量、デュポン社製
炭酸カルシウム:重質炭酸カルシウム、丸尾カルシウム社製
OBSH:製品名「ネオセルボンN#1000S」、4,4’−オキシビス(ベンゼンスルホニルヒドラジド)、永和化成工業社製
DCDA:製品名:DDA50、ジシアンジアミド、PTIジャパン社製
カーボンブラック:製品名「旭カーボン♯50」、旭カーボン社製
【符号の説明】
【0062】
1 充填用発泡部材
2 取付部材
3 充填発泡部材
5 鋼板
6 試験片
7 冷間圧延鋼板
8 試験台
9 下板
10 突条
11 鉄球
【特許請求の範囲】
【請求項1】
部材間の隙間を発泡により充填するための充填用発泡組成物であって、
下記(1)熱タレ性試験における熱タレ長さが14mm以下であり、
下記(2)衝撃性試験における破損がないことを特徴とする、充填用発泡組成物。
(1)熱タレ性試験
前記充填用発泡組成物を、厚み0.8mm、長さ100mm、幅50mmの矩形シート形状に加工して試験片を得る。
その後、前記試験片を、長さ300mm、幅150mmの矩形シート形状の冷間圧延鋼板の長手方向一方側の表面に接着テープを介して接着し、次いで、2kgのローラを前記試験片の長手方向に沿って1往復させて、30分間放置する。
その後、前記試験片および前記冷間圧延鋼板を、前記試験片の長手方向が鉛直方向に沿い、かつ、前記試験片が前記冷間圧延鋼板の上部に位置するように配置して、150℃で、30分間加熱する。
その後、常温に空冷した後、前記試験片の下端の下方へのタレの長さを測定する。
(2)衝撃性試験
前記充填用発泡組成物を、厚み0.8mm、長さ100mm、幅50mmの矩形シート形状に加工して試験片を得る。別途、前記試験片と同一長さおよび同一幅の矩形状の下板と、前記下板から厚み方向上方に向かって突出する2つの突条とを備える試験台を用意する。2つの前記突条は、互いに長手方向に80mmの間隔を隔てて対向配置され、突出方向および対向方向に直交する幅方向に沿って平行状に延びており、各前記突条は、突出方向長さ10mm、対向方向長さ5mm、幅方向長さ50mmの断面矩形のビーム形状に形成されている。
その後、前記試験片を、厚み方向に投影したときに、前記下板と同一位置に配置されるように、前記試験台の2つの前記突条の上面に載置する。
次いで、重さ110gの鉄球を前記試験片の上面中央の上方10cmから自由落下させて、前記試験片の破損の有無を観察する。
【請求項2】
変性エポキシ樹脂および繊維を含有することを特徴とする、請求項1に記載の充填用発泡組成物。
【請求項3】
前記変性エポキシ樹脂が、ビスフェノールA型エポキシ樹脂をカルボキシル末端アクリロニトリル・ブタジエン共重合体で変性した変性エポキシ樹脂であることを特徴とする、請求項2に記載の充填用発泡組成物。
【請求項4】
前記繊維が、芳香族ポリアミド繊維であることを特徴とする、請求項2または3に記載の充填用発泡組成物。
【請求項5】
前記変性エポキシ樹脂の配合割合が、充填用発泡組成物100重量部に対して、20〜70重量部であることを特徴とする、請求項2〜4のいずれかに記載の充填用発泡組成物。
【請求項6】
前記部材が、自動車の鋼板であることを特徴とする、請求項1〜5のいずれかに記載の充填用発泡組成物。
【請求項7】
請求項1〜6のいずれかに記載の充填用発泡組成物からなる充填用発泡部材と、
前記充填用発泡部材に装着され、前記部材間の隙間に取付可能であって、熱によって発泡しない非発泡組成物からなる取付部材と
を備えることを特徴とする、充填発泡部材。
【請求項1】
部材間の隙間を発泡により充填するための充填用発泡組成物であって、
下記(1)熱タレ性試験における熱タレ長さが14mm以下であり、
下記(2)衝撃性試験における破損がないことを特徴とする、充填用発泡組成物。
(1)熱タレ性試験
前記充填用発泡組成物を、厚み0.8mm、長さ100mm、幅50mmの矩形シート形状に加工して試験片を得る。
その後、前記試験片を、長さ300mm、幅150mmの矩形シート形状の冷間圧延鋼板の長手方向一方側の表面に接着テープを介して接着し、次いで、2kgのローラを前記試験片の長手方向に沿って1往復させて、30分間放置する。
その後、前記試験片および前記冷間圧延鋼板を、前記試験片の長手方向が鉛直方向に沿い、かつ、前記試験片が前記冷間圧延鋼板の上部に位置するように配置して、150℃で、30分間加熱する。
その後、常温に空冷した後、前記試験片の下端の下方へのタレの長さを測定する。
(2)衝撃性試験
前記充填用発泡組成物を、厚み0.8mm、長さ100mm、幅50mmの矩形シート形状に加工して試験片を得る。別途、前記試験片と同一長さおよび同一幅の矩形状の下板と、前記下板から厚み方向上方に向かって突出する2つの突条とを備える試験台を用意する。2つの前記突条は、互いに長手方向に80mmの間隔を隔てて対向配置され、突出方向および対向方向に直交する幅方向に沿って平行状に延びており、各前記突条は、突出方向長さ10mm、対向方向長さ5mm、幅方向長さ50mmの断面矩形のビーム形状に形成されている。
その後、前記試験片を、厚み方向に投影したときに、前記下板と同一位置に配置されるように、前記試験台の2つの前記突条の上面に載置する。
次いで、重さ110gの鉄球を前記試験片の上面中央の上方10cmから自由落下させて、前記試験片の破損の有無を観察する。
【請求項2】
変性エポキシ樹脂および繊維を含有することを特徴とする、請求項1に記載の充填用発泡組成物。
【請求項3】
前記変性エポキシ樹脂が、ビスフェノールA型エポキシ樹脂をカルボキシル末端アクリロニトリル・ブタジエン共重合体で変性した変性エポキシ樹脂であることを特徴とする、請求項2に記載の充填用発泡組成物。
【請求項4】
前記繊維が、芳香族ポリアミド繊維であることを特徴とする、請求項2または3に記載の充填用発泡組成物。
【請求項5】
前記変性エポキシ樹脂の配合割合が、充填用発泡組成物100重量部に対して、20〜70重量部であることを特徴とする、請求項2〜4のいずれかに記載の充填用発泡組成物。
【請求項6】
前記部材が、自動車の鋼板であることを特徴とする、請求項1〜5のいずれかに記載の充填用発泡組成物。
【請求項7】
請求項1〜6のいずれかに記載の充填用発泡組成物からなる充填用発泡部材と、
前記充填用発泡部材に装着され、前記部材間の隙間に取付可能であって、熱によって発泡しない非発泡組成物からなる取付部材と
を備えることを特徴とする、充填発泡部材。
【図1】

【図2】

【図3】
【図2】
【図3】
【公開番号】特開2011−42731(P2011−42731A)
【公開日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願番号】特願2009−191279(P2009−191279)
【出願日】平成21年8月20日(2009.8.20)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願日】平成21年8月20日(2009.8.20)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]