
充満時間の検出方法
【課題】一面では先行技術の欠点を回避し、この種の搬送装置の合理的稼働を可能とされる方法を創作すること。
【解決手段】この発明は、ばら荷を備える少なくとも一つの貯蔵容器からの搬送装置に、充満状態センサー(12)と需要センサー(11)を備えている少なくとも一つの材料遮断機の充満する充満時間を検出する方法に関する。
開始時には、導管(3、6)が空で、材料遮断機(1)が空であり、ばら荷が貯蔵容器(4)から需要センサー(11)の反応から充満センサー(12)の反応まで搬送され、この搬送時間(TREF1)が測定されて記憶される。需要センサー(11)の新たな反応には、再び充満センサー(12)の反応まで搬送され、この搬送時間(TREF2)が材料遮断機(1)の充満のための搬送時間と一致し、測定されて記憶され、第一搬送の導管(3、6)内にばら荷が存在する。搬送時間(TREF2)が搬送時間(TREF1)から引かれて、吸込み時間と同じである吸出し時間(TLEER)を決定する。導管(3、6)が算出された吸出し時間(TLEER)により吸出される。需要センサー(11)の新たな反応には、材料遮断機(1)の充満が搬送時間(TREF2)により且つ吸出しが両方が加えた充満時間を意味する吸出し時間(TLEER)により実施される。

【解決手段】この発明は、ばら荷を備える少なくとも一つの貯蔵容器からの搬送装置に、充満状態センサー(12)と需要センサー(11)を備えている少なくとも一つの材料遮断機の充満する充満時間を検出する方法に関する。
開始時には、導管(3、6)が空で、材料遮断機(1)が空であり、ばら荷が貯蔵容器(4)から需要センサー(11)の反応から充満センサー(12)の反応まで搬送され、この搬送時間(TREF1)が測定されて記憶される。需要センサー(11)の新たな反応には、再び充満センサー(12)の反応まで搬送され、この搬送時間(TREF2)が材料遮断機(1)の充満のための搬送時間と一致し、測定されて記憶され、第一搬送の導管(3、6)内にばら荷が存在する。搬送時間(TREF2)が搬送時間(TREF1)から引かれて、吸込み時間と同じである吸出し時間(TLEER)を決定する。導管(3、6)が算出された吸出し時間(TLEER)により吸出される。需要センサー(11)の新たな反応には、材料遮断機(1)の充満が搬送時間(TREF2)により且つ吸出しが両方が加えた充満時間を意味する吸出し時間(TLEER)により実施される。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、ばら荷を備える少なくとも一つの貯蔵容器からの搬送装置、特に合成樹脂粒状物を加工する機械を備える吸引搬送装置において充満状態センサーと需要センサーを備えた少なくとも一つの材料遮断機を充満するための充満時間を検出する方法に関する。
【背景技術】
【0002】
この種の材料遮断機がばら荷遮断機とも呼ばれ、個別装置のときに、或いは複数が設けられるときに、搬送装置に統合されて、導管を介して貯蔵容器と接続されている。ばら荷の搬送は空気流によって、特に吸引空気流により行われる。主としてすべての調整が手動で行われる。
【0003】
そのような吸引搬送装置はそれ自体、例えばドイツ実用新案第29815537号明細書(特許文献1)から公知であり、供給が搬送ガス或いは搬送空気により回転可能な調整スリーブを介して行われる。
【0004】
ある別の搬送装置は欧州特許出願公開第0386637号明細書(特許文献2)から公知であり、洗剤計量配分装置が用いられる。自動的、特に迅速計量配分をそのような装置により可能とするために、制御装置により操作できる弁が供給部と計量配分容器の間に粉末を空圧搬送する圧縮空気のために設けられる。
【0005】
さらに、ドイツ特許出願公開第10039564号明細書(特許文献3)からも、ばら荷を搬送する装置が知られている。この吸引搬送装置では、搬送すべきばら荷に搬送ガスが変更可能な量で積み足される。既に吸引搬送装置により搬送ガスの積み足しの下で搬送されたばら荷の搬送導管では、圧力測定配列によって負圧が検出でき、適切な制御信号が作成される。吸引搬送装置への搬送ガスの供給装置において、弁が取付けられ、貫流する搬送ガスの弁開放が搬送導管内の負圧の量に依存して制御配列により制御できる。
【0006】
すべての上記に引用された公知の装置では、確かに空気からばら荷への混合量が注目されるけれども、充満時間が度外視されることが欠点である。それによって短過ぎる搬送時間で乏しい荷積みをもたらされ、長過ぎる搬送時間で導管内にばら荷の貯蔵をもたらされる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】ドイツ実用新案第29815537号明細書
【特許文献2】欧州特許出願公開第0386637号明細書
【特許文献3】ドイツ特許出願公開第10039564号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
この発明の課題は、一面では上記欠点を回避し、この種の搬送装置の合理的稼働を可能とされる前記引用された種類の方法を創作することである。
【課題を解決するための手段】
【0009】
この課題は、この発明による方法により解決される。
【0010】
この発明による方法は、開始時には、導管が空で、材料遮断機が空であり、ばら荷が貯蔵容器から需要センサーの反応から充満センサーの反応まで搬送され、この搬送時間(TREF1)が測定されて記憶され、
需要センサーの新たな反応の際には、再び充満センサーの反応まで搬送され、この搬送時間(TREF2)が材料遮断機の充満のための搬送時間と一致し、測定されて記憶され、第一搬送の導管内にばら荷が存在し、
搬送時間(TREF2)が搬送時間(TREF1)から引かれて、吸込み時間と同じである吸出し時間(TLEER)を決定して、
導管が算出された吸出し時間(TLEER)により吸出されて、
需要センサーの新たな反応の際には、材料遮断機の充満が搬送時間(TREF2)により且つ吸出しが両方が加えた充満時間を意味する吸出し時間(TLEER)により実施されることを特徴とする。
【0011】
この発明により、最初に、特に装置の新たなスタートの際に、或いはばら荷の交換後に材料遮断機からばら荷を備える貯蔵容器からの搬送装置に、特に合成樹脂粒状物加工機械用の合成樹脂を備える吸引搬送装置に満たす充満時間を自動的に検出することが可能である。
【0012】
この発明による永続的且つ出力情報付与された搬送吸込み時間制御によると、充満時間が装置パラメータで完全自動的に調整される。一般的に知られるように、この装置パラメータが周知のように流され、決して一定ではない。発明による完全自動調整によってこの偏差が検出されて補償される。
【0013】
この発明による方法なしに、値が不利に実際に中断されずに調整されなければならない。この発明による方法でも、手動調整がもはや行われなく、長く用いられる協力者に経験を必要とされることが好ましい。さらに、吸出しによって材料が導管内に滞在しなく、全装置の閉塞や稼働中断を生じ得ることが利点である。この種の閉塞は材料のもどし湿しの際に比較的迅速に生じ得る。
【0014】
この発明の再現態様によると、周期的充満稼働がより短い、特に搬送時間(TREF2)の2/3での今日の搬送時間に見積もられる。この発明による方法によるプロトタイプ装置の試みの際に、このように短縮された搬送時間が合理的稼働のために充分であることが示されている。
【0015】
この発明の特別な特徴によると、充満状態センサーの反応の際に搬送時間、特に搬送時間2/3(TREF2)が確定された時間単位だけ短縮されるか、或いは非反応の際に、確定された時間単位だけ延長される。それによって搬送時間の自動的安定化が最適稼働用の稼働値に保証されている利点が与えられる。
【0016】
この発明のある構成によると、吸出し中の充満状態センサーの反応の際に第二吸出しが実施される。それによって、導管内のばら荷がより長い時間滞在しないことが保証される。ばら荷のない導管が充満過程後に確保される。
【0017】
この発明のある別の特徴によると、吸出しの際に、充満状態センサーの反応から吸出し時間(TLEER)の終了までの時間(T0)が測定されて記憶される。それによって吸出し時間が供給されたばら荷量に依存して管長さなどのような装置特殊な機会に適合され得る。
【0018】
この発明のある別の特別な特徴によると、実際の吸出し時間(TtLEER)の評価が実施されて、時間(T0)が吸出し時間(TLEER)から引かれる。この実際の吸出し時間が装置の稼働中に自動的に調整され、合理的稼働が経過し得る。
【0019】
この発明のある特別な特徴によると、実際の吸出し時間(TtLEER)の評価が複数の、特に5つの周期的充満稼働後に初めて実施される。それによって搬送時間のために実際に既に最適値が検出されたことが保証される。それ故に、吸出し時間適合は搬送時間制御にほとんど重ねられる。
【0020】
この発明は、図面に図示されている実施例によって詳細に説明される。
【図面の簡単な説明】
【0021】
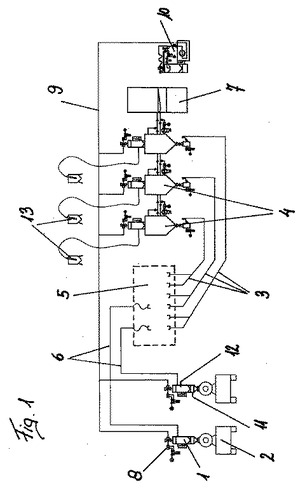
【図1】材料遮断機を備える装置の概略的表示を示す。
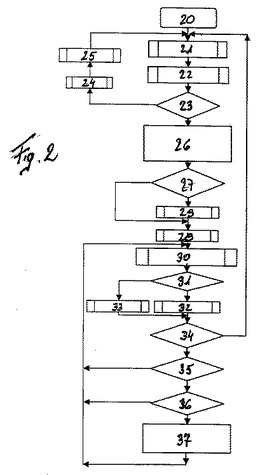
【図2】方法のフローチャートを示す。
【発明を実施するための形態】
【0022】
図1によると、合成樹脂粒状物加工機械2用の材料遮断機1用の吸引搬送装置が概略的に図示されている。これら材料遮断機が合成樹脂粒状物を貯蔵容器4から導管3、6を介して受け取る。適切な合成樹脂粒状物を種々の貯蔵容器4からその粒状物のために設けられた材料遮断機1に供給するために、ドーム駅5が設けられている。このドーム駅には材料遮断機1に案内する導管6が貯蔵容器4から来る導管3と接続されている。貯蔵容器4が乾燥空気乾燥器7と接続されている。
【0023】
貯蔵容器4が再び合成樹脂粒状物を収集容器13から受け取り、貯蔵容器の充満が材料遮断機1に類似して行われ得る。
【0024】
吸引搬送装置のために必要な吸引空気が材料遮断機1に備えられている弁を備える適切な付属品8を介して吸い込まれる。この吸引空気が中央吸引導管9を介して二段状フィルタシステム10に浄化するために供給される。
【0025】
材料遮断機1は、それを充満させるために、需要センサー11と充満状態センサー12を有する。
【0026】
図2によると、この方法のフローチャートが示されている。この方法は、ばら荷を備える貯蔵容器4から搬送装置における材料遮断機1を充満させる充満時間を検出するのに用いられる。搬送装置は特に吸引搬送装置であり、特に合成樹脂粒状物加工機械2用の合成樹脂粒状物のために構想を練る。
【0027】
既に図1の流れに示されるように、材料遮断機1が充満状態センサー12と需要センサー11とを備えられる。
【0028】
充満時間の検出は、導管3、6が空であり、充満も終了まで他の或いは別の材料遮断機1が同じ導管3から操作されないという仮定の下で行われる。
【0029】
開始時−部分工程20或いは新たな開始時−上記仮定の下で、開始時に導管が空で、材料遮断機1が空である際に、ばら荷が貯蔵容器4から需要センサー11の反応から充満状態センサー12の反応まで搬送され、この搬送時間(TREF1)−部分工程21が測定されて記憶される。
【0030】
需要センサー11の新たな反応の際に、再び充満状態センサー12の反応まで搬送され、この時間(TREF2)−部分工程22は、材料遮断機1に充満させる搬送時間に一致し、測定されて記憶される。最初の搬送によりばら荷が導管に存在することが本当に知られている。
【0031】
この搬送時間(TREF2)は−部分工程23では−搬送時間(TREF1)から引かれて、吸引時間と同じである吸出し時間(TLEER)を決定する。特に搬送時間(TREF2)が搬送時間(TREF1)より大きいならば、誤差24が存在し、装置の吸出し25が実施される。その後に新たな開始が行われる。
【0032】
原理的に需要センサー11の新たな反応の際に、材料遮断機1の充満が−部分工程30−搬送時間(TREF2)により実施され、吸出しが両方を加えて充満時間を意味する吸出し時間(TLEER)により実施され得る。
【0033】
プロトタイプ稼働における経験に基づいて、場合によっては、周期的充満稼働が現実の搬送時間−部分工程26−より短い、特に搬送時間(TREF2)の2/3に延長される。吸出し時間(TLEER)が搬送時間(TREF2)の2/3を除いた搬送時間(TREF1)に一致する。
【0034】
次の部分工程27では、搬送時間が吸出し時間(TLEER)より少ないか否かが検討される。吸出し時間(TLEER)が実際に短いならば、吸出しのみが算出された吸出し時間(TLEER)−部分工程28−により行われなければならなく、第二吸出しが−部分工程29−により実施される。充満状態センサー12が吸出し中に反応されるならば、第二吸出しが実施される。
【0035】
需要センサー11の新たな反応の際に、材料遮断機1の充満が−部分工程30では−短縮された搬送時間(TREF2)により実施され、吸出しは両方を加えて充満時間を意味する吸出し時間(TLEER)により実施される。
【0036】
部分工程31では、充満状態センサー12が反応するか否かが検討される。充満状態センサー12の反応の場合には、搬送時間、特に搬送時間2/3(TREF2)が確定された時間単位だけ−部分工程32−短縮されるか或いは非反応の場合には、搬送時間が確定された時間単位だけ−部分工程32−延長される。
【0037】
次の部分工程34では、負圧が圧力スイッチによって検討される。圧力スイッチの反応の際に、つまり高い負圧の際に、閉塞が受けられる。装置が浄化されなけけばならなく、新たな開始を生じる。
【0038】
吸出しの際に、充満状態センサー12の反応から吸出し時間(TLEER)の終了までの時間(T0)が測定されて記憶される。さらに、実際の吸出し時間(TtLEER)の評価が実施され、時間(T0)が吸出し時間(TLEER)から−部分工程35−引かれる。
【0039】
実際の吸出し時間(TtLEER)の評価は、複数の、特に5つの周期的充満稼働後に初めて−部分工程36−実施される。
【0040】
部分工程37では、材料遮断機1の充満が最適搬送時間と最適吸出し時間とにより稼働される。
【0041】
この永続的且つ出力情報付与された搬送吸出し時間制御によって充満用時間が装置パラメータで完全自動的に調整される。それによって連続的稼働が保証されて、およそ人間的不十分さが排除される。
【符号の説明】
【0042】
1.....材料遮断機
2.....粒状物加工機械
3.....導管
4.....貯蔵容器4
5.....ドーム駅
6.....導管
7.....乾燥空気乾燥器
8.....付属品
9.....中央吸引導管
10.....二段状フィルタシステム
11.....需要センサー
12.....充満状態センサー
【技術分野】
【0001】
この発明は、ばら荷を備える少なくとも一つの貯蔵容器からの搬送装置、特に合成樹脂粒状物を加工する機械を備える吸引搬送装置において充満状態センサーと需要センサーを備えた少なくとも一つの材料遮断機を充満するための充満時間を検出する方法に関する。
【背景技術】
【0002】
この種の材料遮断機がばら荷遮断機とも呼ばれ、個別装置のときに、或いは複数が設けられるときに、搬送装置に統合されて、導管を介して貯蔵容器と接続されている。ばら荷の搬送は空気流によって、特に吸引空気流により行われる。主としてすべての調整が手動で行われる。
【0003】
そのような吸引搬送装置はそれ自体、例えばドイツ実用新案第29815537号明細書(特許文献1)から公知であり、供給が搬送ガス或いは搬送空気により回転可能な調整スリーブを介して行われる。
【0004】
ある別の搬送装置は欧州特許出願公開第0386637号明細書(特許文献2)から公知であり、洗剤計量配分装置が用いられる。自動的、特に迅速計量配分をそのような装置により可能とするために、制御装置により操作できる弁が供給部と計量配分容器の間に粉末を空圧搬送する圧縮空気のために設けられる。
【0005】
さらに、ドイツ特許出願公開第10039564号明細書(特許文献3)からも、ばら荷を搬送する装置が知られている。この吸引搬送装置では、搬送すべきばら荷に搬送ガスが変更可能な量で積み足される。既に吸引搬送装置により搬送ガスの積み足しの下で搬送されたばら荷の搬送導管では、圧力測定配列によって負圧が検出でき、適切な制御信号が作成される。吸引搬送装置への搬送ガスの供給装置において、弁が取付けられ、貫流する搬送ガスの弁開放が搬送導管内の負圧の量に依存して制御配列により制御できる。
【0006】
すべての上記に引用された公知の装置では、確かに空気からばら荷への混合量が注目されるけれども、充満時間が度外視されることが欠点である。それによって短過ぎる搬送時間で乏しい荷積みをもたらされ、長過ぎる搬送時間で導管内にばら荷の貯蔵をもたらされる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】ドイツ実用新案第29815537号明細書
【特許文献2】欧州特許出願公開第0386637号明細書
【特許文献3】ドイツ特許出願公開第10039564号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
この発明の課題は、一面では上記欠点を回避し、この種の搬送装置の合理的稼働を可能とされる前記引用された種類の方法を創作することである。
【課題を解決するための手段】
【0009】
この課題は、この発明による方法により解決される。
【0010】
この発明による方法は、開始時には、導管が空で、材料遮断機が空であり、ばら荷が貯蔵容器から需要センサーの反応から充満センサーの反応まで搬送され、この搬送時間(TREF1)が測定されて記憶され、
需要センサーの新たな反応の際には、再び充満センサーの反応まで搬送され、この搬送時間(TREF2)が材料遮断機の充満のための搬送時間と一致し、測定されて記憶され、第一搬送の導管内にばら荷が存在し、
搬送時間(TREF2)が搬送時間(TREF1)から引かれて、吸込み時間と同じである吸出し時間(TLEER)を決定して、
導管が算出された吸出し時間(TLEER)により吸出されて、
需要センサーの新たな反応の際には、材料遮断機の充満が搬送時間(TREF2)により且つ吸出しが両方が加えた充満時間を意味する吸出し時間(TLEER)により実施されることを特徴とする。
【0011】
この発明により、最初に、特に装置の新たなスタートの際に、或いはばら荷の交換後に材料遮断機からばら荷を備える貯蔵容器からの搬送装置に、特に合成樹脂粒状物加工機械用の合成樹脂を備える吸引搬送装置に満たす充満時間を自動的に検出することが可能である。
【0012】
この発明による永続的且つ出力情報付与された搬送吸込み時間制御によると、充満時間が装置パラメータで完全自動的に調整される。一般的に知られるように、この装置パラメータが周知のように流され、決して一定ではない。発明による完全自動調整によってこの偏差が検出されて補償される。
【0013】
この発明による方法なしに、値が不利に実際に中断されずに調整されなければならない。この発明による方法でも、手動調整がもはや行われなく、長く用いられる協力者に経験を必要とされることが好ましい。さらに、吸出しによって材料が導管内に滞在しなく、全装置の閉塞や稼働中断を生じ得ることが利点である。この種の閉塞は材料のもどし湿しの際に比較的迅速に生じ得る。
【0014】
この発明の再現態様によると、周期的充満稼働がより短い、特に搬送時間(TREF2)の2/3での今日の搬送時間に見積もられる。この発明による方法によるプロトタイプ装置の試みの際に、このように短縮された搬送時間が合理的稼働のために充分であることが示されている。
【0015】
この発明の特別な特徴によると、充満状態センサーの反応の際に搬送時間、特に搬送時間2/3(TREF2)が確定された時間単位だけ短縮されるか、或いは非反応の際に、確定された時間単位だけ延長される。それによって搬送時間の自動的安定化が最適稼働用の稼働値に保証されている利点が与えられる。
【0016】
この発明のある構成によると、吸出し中の充満状態センサーの反応の際に第二吸出しが実施される。それによって、導管内のばら荷がより長い時間滞在しないことが保証される。ばら荷のない導管が充満過程後に確保される。
【0017】
この発明のある別の特徴によると、吸出しの際に、充満状態センサーの反応から吸出し時間(TLEER)の終了までの時間(T0)が測定されて記憶される。それによって吸出し時間が供給されたばら荷量に依存して管長さなどのような装置特殊な機会に適合され得る。
【0018】
この発明のある別の特別な特徴によると、実際の吸出し時間(TtLEER)の評価が実施されて、時間(T0)が吸出し時間(TLEER)から引かれる。この実際の吸出し時間が装置の稼働中に自動的に調整され、合理的稼働が経過し得る。
【0019】
この発明のある特別な特徴によると、実際の吸出し時間(TtLEER)の評価が複数の、特に5つの周期的充満稼働後に初めて実施される。それによって搬送時間のために実際に既に最適値が検出されたことが保証される。それ故に、吸出し時間適合は搬送時間制御にほとんど重ねられる。
【0020】
この発明は、図面に図示されている実施例によって詳細に説明される。
【図面の簡単な説明】
【0021】
【図1】材料遮断機を備える装置の概略的表示を示す。
【図2】方法のフローチャートを示す。
【発明を実施するための形態】
【0022】
図1によると、合成樹脂粒状物加工機械2用の材料遮断機1用の吸引搬送装置が概略的に図示されている。これら材料遮断機が合成樹脂粒状物を貯蔵容器4から導管3、6を介して受け取る。適切な合成樹脂粒状物を種々の貯蔵容器4からその粒状物のために設けられた材料遮断機1に供給するために、ドーム駅5が設けられている。このドーム駅には材料遮断機1に案内する導管6が貯蔵容器4から来る導管3と接続されている。貯蔵容器4が乾燥空気乾燥器7と接続されている。
【0023】
貯蔵容器4が再び合成樹脂粒状物を収集容器13から受け取り、貯蔵容器の充満が材料遮断機1に類似して行われ得る。
【0024】
吸引搬送装置のために必要な吸引空気が材料遮断機1に備えられている弁を備える適切な付属品8を介して吸い込まれる。この吸引空気が中央吸引導管9を介して二段状フィルタシステム10に浄化するために供給される。
【0025】
材料遮断機1は、それを充満させるために、需要センサー11と充満状態センサー12を有する。
【0026】
図2によると、この方法のフローチャートが示されている。この方法は、ばら荷を備える貯蔵容器4から搬送装置における材料遮断機1を充満させる充満時間を検出するのに用いられる。搬送装置は特に吸引搬送装置であり、特に合成樹脂粒状物加工機械2用の合成樹脂粒状物のために構想を練る。
【0027】
既に図1の流れに示されるように、材料遮断機1が充満状態センサー12と需要センサー11とを備えられる。
【0028】
充満時間の検出は、導管3、6が空であり、充満も終了まで他の或いは別の材料遮断機1が同じ導管3から操作されないという仮定の下で行われる。
【0029】
開始時−部分工程20或いは新たな開始時−上記仮定の下で、開始時に導管が空で、材料遮断機1が空である際に、ばら荷が貯蔵容器4から需要センサー11の反応から充満状態センサー12の反応まで搬送され、この搬送時間(TREF1)−部分工程21が測定されて記憶される。
【0030】
需要センサー11の新たな反応の際に、再び充満状態センサー12の反応まで搬送され、この時間(TREF2)−部分工程22は、材料遮断機1に充満させる搬送時間に一致し、測定されて記憶される。最初の搬送によりばら荷が導管に存在することが本当に知られている。
【0031】
この搬送時間(TREF2)は−部分工程23では−搬送時間(TREF1)から引かれて、吸引時間と同じである吸出し時間(TLEER)を決定する。特に搬送時間(TREF2)が搬送時間(TREF1)より大きいならば、誤差24が存在し、装置の吸出し25が実施される。その後に新たな開始が行われる。
【0032】
原理的に需要センサー11の新たな反応の際に、材料遮断機1の充満が−部分工程30−搬送時間(TREF2)により実施され、吸出しが両方を加えて充満時間を意味する吸出し時間(TLEER)により実施され得る。
【0033】
プロトタイプ稼働における経験に基づいて、場合によっては、周期的充満稼働が現実の搬送時間−部分工程26−より短い、特に搬送時間(TREF2)の2/3に延長される。吸出し時間(TLEER)が搬送時間(TREF2)の2/3を除いた搬送時間(TREF1)に一致する。
【0034】
次の部分工程27では、搬送時間が吸出し時間(TLEER)より少ないか否かが検討される。吸出し時間(TLEER)が実際に短いならば、吸出しのみが算出された吸出し時間(TLEER)−部分工程28−により行われなければならなく、第二吸出しが−部分工程29−により実施される。充満状態センサー12が吸出し中に反応されるならば、第二吸出しが実施される。
【0035】
需要センサー11の新たな反応の際に、材料遮断機1の充満が−部分工程30では−短縮された搬送時間(TREF2)により実施され、吸出しは両方を加えて充満時間を意味する吸出し時間(TLEER)により実施される。
【0036】
部分工程31では、充満状態センサー12が反応するか否かが検討される。充満状態センサー12の反応の場合には、搬送時間、特に搬送時間2/3(TREF2)が確定された時間単位だけ−部分工程32−短縮されるか或いは非反応の場合には、搬送時間が確定された時間単位だけ−部分工程32−延長される。
【0037】
次の部分工程34では、負圧が圧力スイッチによって検討される。圧力スイッチの反応の際に、つまり高い負圧の際に、閉塞が受けられる。装置が浄化されなけけばならなく、新たな開始を生じる。
【0038】
吸出しの際に、充満状態センサー12の反応から吸出し時間(TLEER)の終了までの時間(T0)が測定されて記憶される。さらに、実際の吸出し時間(TtLEER)の評価が実施され、時間(T0)が吸出し時間(TLEER)から−部分工程35−引かれる。
【0039】
実際の吸出し時間(TtLEER)の評価は、複数の、特に5つの周期的充満稼働後に初めて−部分工程36−実施される。
【0040】
部分工程37では、材料遮断機1の充満が最適搬送時間と最適吸出し時間とにより稼働される。
【0041】
この永続的且つ出力情報付与された搬送吸出し時間制御によって充満用時間が装置パラメータで完全自動的に調整される。それによって連続的稼働が保証されて、およそ人間的不十分さが排除される。
【符号の説明】
【0042】
1.....材料遮断機
2.....粒状物加工機械
3.....導管
4.....貯蔵容器4
5.....ドーム駅
6.....導管
7.....乾燥空気乾燥器
8.....付属品
9.....中央吸引導管
10.....二段状フィルタシステム
11.....需要センサー
12.....充満状態センサー
【特許請求の範囲】
【請求項1】
ばら荷を備える少なくとも一つの貯蔵容器からの搬送装置に、合成樹脂粒状物加工機械用の合成樹脂粒状物を備える吸引搬送装置における充満状態センサーと需要センサーを備えている少なくとも一つの材料遮断機の充満する充満時間を検出する方法において、
開始時には、導管(3、6)が空で、材料遮断機(1)が空であり、ばら荷が貯蔵容器(4)から需要センサー(11)の反応から充満センサー(12)の反応まで搬送され、この搬送時間(TREF1)が測定されて記憶され(部分工程21)、
需要センサー(11)の新たな反応の際には、再び充満センサー(12)の反応まで搬送され、この搬送時間(TREF2)が材料遮断機(1)の充満のための搬送時間と一致し、測定されて記憶され、第一搬送の導管(3、6)内にばら荷が存在し(部分工程22)、搬送時間(TREF2)が搬送時間(TREF1)から引かれて、吸込み時間と同じである吸出し時間(TLEER)を決定し(部分工程23)、
導管(3、6)が算出された吸出し時間(TLEER)により吸出され(部分工程28)、需要センサー(11)の新たな反応の際には、材料遮断機(1)の充満が搬送時間(TREF2)により且つ吸出しが両方が加えた充満時間を意味する吸出し時間(TLEER)により実施される(部分工程30)ことを特徴とする方法。
【請求項2】
周期的に充満稼働が実際の搬送時間をより短く、特に搬送時間(TREF2)の2/3に見積もられる(部分工程26)ことを特徴とする請求項1に記載の方法。
【請求項3】
充満センサー(12)の反応の際に、搬送時間、特に搬送時間2/3(TREF2)が確定された時間単位だけ短縮されるか、或いは非反応の際に、搬送時間が確定された時間単位だけ延長される(部分工程32、33)ことを特徴とする請求項1或いは2に記載の方法。
【請求項4】
吸出し中の充満センサー(12)の反応の際に、第二吸出しが実施される(部分工程29)ことを特徴とする請求項1乃至3のいずれか一項に記載の方法。
【請求項5】
吸出しの際に充満センサー(12)の反応から吸出し時間(TLEER)の終了までの時間(T0)が測定されて記憶される(部分工程35)ことを特徴とする請求項1乃至4のいずれか一項に記載の方法。
【請求項6】
実際の吸出し時間(TtLEER)の評価が実施され、時間(T0)が吸出し時間(TLEER)から引かれる(部分工程35)ことを特徴とする請求項1乃至5のいずれか一項に記載の方法。
【請求項7】
実際の吸出し時間(TtLEER)の評価が複数の、特に5つの周期的充満稼働後に初めて実施される(部分工程36)ことを特徴とする請求項1乃至6のいずれか一項に記載の方法。
【請求項1】
ばら荷を備える少なくとも一つの貯蔵容器からの搬送装置に、合成樹脂粒状物加工機械用の合成樹脂粒状物を備える吸引搬送装置における充満状態センサーと需要センサーを備えている少なくとも一つの材料遮断機の充満する充満時間を検出する方法において、
開始時には、導管(3、6)が空で、材料遮断機(1)が空であり、ばら荷が貯蔵容器(4)から需要センサー(11)の反応から充満センサー(12)の反応まで搬送され、この搬送時間(TREF1)が測定されて記憶され(部分工程21)、
需要センサー(11)の新たな反応の際には、再び充満センサー(12)の反応まで搬送され、この搬送時間(TREF2)が材料遮断機(1)の充満のための搬送時間と一致し、測定されて記憶され、第一搬送の導管(3、6)内にばら荷が存在し(部分工程22)、搬送時間(TREF2)が搬送時間(TREF1)から引かれて、吸込み時間と同じである吸出し時間(TLEER)を決定し(部分工程23)、
導管(3、6)が算出された吸出し時間(TLEER)により吸出され(部分工程28)、需要センサー(11)の新たな反応の際には、材料遮断機(1)の充満が搬送時間(TREF2)により且つ吸出しが両方が加えた充満時間を意味する吸出し時間(TLEER)により実施される(部分工程30)ことを特徴とする方法。
【請求項2】
周期的に充満稼働が実際の搬送時間をより短く、特に搬送時間(TREF2)の2/3に見積もられる(部分工程26)ことを特徴とする請求項1に記載の方法。
【請求項3】
充満センサー(12)の反応の際に、搬送時間、特に搬送時間2/3(TREF2)が確定された時間単位だけ短縮されるか、或いは非反応の際に、搬送時間が確定された時間単位だけ延長される(部分工程32、33)ことを特徴とする請求項1或いは2に記載の方法。
【請求項4】
吸出し中の充満センサー(12)の反応の際に、第二吸出しが実施される(部分工程29)ことを特徴とする請求項1乃至3のいずれか一項に記載の方法。
【請求項5】
吸出しの際に充満センサー(12)の反応から吸出し時間(TLEER)の終了までの時間(T0)が測定されて記憶される(部分工程35)ことを特徴とする請求項1乃至4のいずれか一項に記載の方法。
【請求項6】
実際の吸出し時間(TtLEER)の評価が実施され、時間(T0)が吸出し時間(TLEER)から引かれる(部分工程35)ことを特徴とする請求項1乃至5のいずれか一項に記載の方法。
【請求項7】
実際の吸出し時間(TtLEER)の評価が複数の、特に5つの周期的充満稼働後に初めて実施される(部分工程36)ことを特徴とする請求項1乃至6のいずれか一項に記載の方法。
【図1】

【図2】
【図2】
【公表番号】特表2011−506227(P2011−506227A)
【公表日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願番号】特願2010−538262(P2010−538262)
【出願日】平成20年12月16日(2008.12.16)
【国際出願番号】PCT/AT2008/000453
【国際公開番号】WO2009/079675
【国際公開日】平成21年7月2日(2009.7.2)
【出願人】(507387734)ヴィットマン・クンストシュトッフゲレーテ・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング (5)
【Fターム(参考)】
【公表日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願日】平成20年12月16日(2008.12.16)
【国際出願番号】PCT/AT2008/000453
【国際公開番号】WO2009/079675
【国際公開日】平成21年7月2日(2009.7.2)
【出願人】(507387734)ヴィットマン・クンストシュトッフゲレーテ・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング (5)
【Fターム(参考)】
[ Back to top ]