
光ケーブル製造方法及び製造装置
【課題】押え巻きテープを隙間を開けて巻付けてなる光ケーブルのシース成形の溶融樹脂の温度を、精度よく制御し、被覆の除去性に優れた光ケーブルの製造方法とその製造装置を提供する。
【解決手段】光ファイバ心線4を収納したスロット2の外周に、粗巻き紐5と押え巻きテープ6とシース7とを順に施してなる光ケーブルの製造で、押え巻きテープ6を粗巻き紐の一部が露出するように隙間6aを持たせて巻き付け、その外側に押出成形するシース用の溶融樹脂の温度を、樹脂押出機13のスクリュー回転を制御して設定値以下に維持すると共に、ライン線速を制御してケーブル外径を一定に維持しながらシース7を施す。また、前記の溶融樹脂の温度が設定値以下で一定時間継続された後、再度、計測値と設定値を比較し、スクリュー回転とライン線速を制御してもよい。
【解決手段】光ファイバ心線4を収納したスロット2の外周に、粗巻き紐5と押え巻きテープ6とシース7とを順に施してなる光ケーブルの製造で、押え巻きテープ6を粗巻き紐の一部が露出するように隙間6aを持たせて巻き付け、その外側に押出成形するシース用の溶融樹脂の温度を、樹脂押出機13のスクリュー回転を制御して設定値以下に維持すると共に、ライン線速を制御してケーブル外径を一定に維持しながらシース7を施す。また、前記の溶融樹脂の温度が設定値以下で一定時間継続された後、再度、計測値と設定値を比較し、スクリュー回転とライン線速を制御してもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溝付きスロットの溝内に多数本の光ファイバ心線を収納し、スロットの外周に粗巻き紐、押え巻きテープ、及びシースを施してなる光ケーブルの製造方法及び製造装置に関する。
【背景技術】
【0002】
情報通信の進展により光ケーブルを用いたネットワーク化が進むなかで、使用済み光ケーブルの廃棄量も増大しているが、地球環境保護と資源の有効利用の観点から、光ケーブルのリサイクルに対する対応が求められている。光ケーブルのリサイクルを実施するに当たって、リサイクルコストやリサイクル品の品質、また、リサイクルを考慮した光ケーブルに関して、今までにも種々の提案がなされている。
【0003】
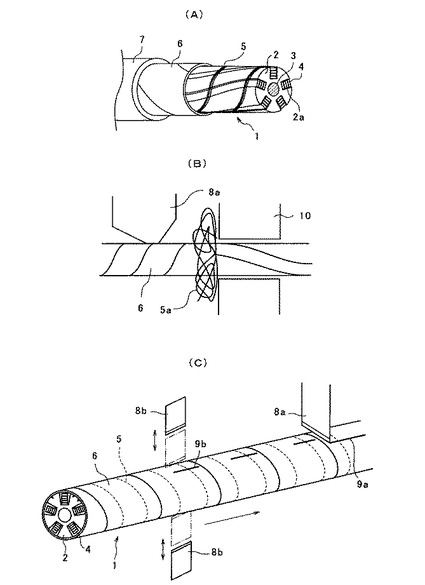
光ケーブルは、単心のものから1000心を超えるものもある。代表的な光ケーブル1としては、図4(A)に示すように、中心にテンションメンバ3を埋設一体化し、複数の溝2aを外周に設けたプラスチック材からなるスロット2(スペーサとも言う)により構成される。スロット2の溝2aは螺旋状又はSZ状に形成され、溝2a内には複数本の光ファイバ心線又はテープ状の光ファイバ心線4が集線され収納される。
【0004】
光ケーブル1の製造過程で、光ファイバ心線4を溝2a内に収納した直後、溝2aから光ファイバ心線4が脱落する(特に、SZ状スロットの場合)のを防止するために、粗巻き紐5がスロット2の外周に直ちに螺旋状に、比較的粗いピッチで巻き付けられる。粗巻き紐5が施されたスロット2の外周には、ケーブル内への止水又はシース成形時の熱絶縁のための押え巻きテープ6(上巻テープとも言う)を螺旋巻きあるいは縦添えで施し、その外側をシース7(外被とも言う)で被覆して光ケーブル1とされる。水走り防止のためには、押え巻きテープ6は吸水性を持つ材料で構成される。
【0005】
通常、この押え巻きテープ6としては、幅広のテープが用いられ、スロット2の外周面に、テープの一部が重なるように螺旋状に巻かれる。一般に、この巻き方を横巻きの重ね巻きと言う。そして、粗巻き紐5と押え巻きテープ6とは、図4(A)に示すようにお互いクロスするように巻かれているか、お互い平行になるように巻かれている。
【0006】
図4(A)の光ケーブル1をリサイクルのために解体する場合、まず、シース7に切り込みを入れて、これを剥ぎ取り回収手段により回収する。次いで、図4(B)に示すように、シース7が除去されて露出された押え巻きテープ6に、カッター8aを当ててで切り込みを入れ、押え巻きテープ6を切断すると共に粗巻き紐5を切断する。切断された押え巻きテープ6及び粗巻き紐5の屑は、自然に落下するか、解体装置のダイス10でスロット表面をしごくことによって、強制的に落下させることにより回収廃棄するようにしている。
【0007】
しかしながら、押え巻きテープ6と粗巻き紐5に対して、カッター8aにより切り込を入れたとき、押え巻きテープ6は幅広テープで且つ摩擦がある程度大きいので切断は容易であるが、図4(B)に示すように、粗巻き紐(5a)が切断されずに残ってしまうことがある。この理由としては、カッター8aがスロット2のリブ部にある粗巻き紐に当たる場合は、リブ部が壁となって粗巻き紐が逃げないため比較的切断し易いが、スロット2の溝部2aに跨る粗巻き紐は、カッター8aに対し逃げるため切断されないことがある。また、一端が切断された粗巻き紐5は、張力が開放された状態となって弛むため、押カッター8aが当たっても切断されずにスロット2の長手方向に逃げてしまうことがある。
【0008】
粗巻き紐5に切断できない部分が生じると、スロット2に巻き付いた紐自体が緩み易くなって、リブ部上の粗巻き紐5に対しての切断ができなくなることがある。そのため、切断が不十分となり、粗巻き紐5と押え巻きテープ6を自然に落下させて完全に除去することは困難となることがある。さらに、ダイス10等を用いてスロット表面をしごいて除去する場合も、粗巻き紐5は溜まり絡まって毛玉状に固まって、押え巻きテープ6の切断を妨げたり、ダイス10の通し穴を塞いでスロット2の移動が停止されるなどの障害を発生し、効率のよいケーブル解体ができないという問題があった。
【0009】
上記のような問題を改善する方法として、例えば、図4(C)に示すように、押え巻きテープ6が露出された後、光ケーブル1の長手方向に押え巻きテープ6の上から、間欠カッター8bで、間欠的な切込み9bを入れて、粗巻き紐5を短い長さとなるように切断しておく。この後、カッター8aで押え巻きテープ6に切込み9a入れてターン毎の短片に切断し、この押え巻きテープ6の内側で、予め間欠カッター8bによって短く切断されている粗巻き紐5を落下させる方法が提案されている(例えば、特許文献1参照)。
【0010】
また、粗巻き紐5が毛羽だったり、絡まって毛玉状に固まったりしないように、粗巻き紐5にモノフィラメント、撚られた繊維束、細幅で平坦な帯状等のものを用いることも提案されている(例えば、特許文献2参照)。
【特許文献1】特開2007−212522号公報
【特許文献2】特開2007−212523号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
図4(C)の解体方法を用いる場合、間欠カッター8bを別途設置する必要があると共に、粗巻き紐5の巻きピッチに応じた切り込みタイミングを設定する必要があり、事前に解体する光ケーブルの構成に関する情報を知っておく必要があるが、取得することができない場合もあり、作業準備に時間を要するという問題がある。また、特許文献2に開示のように粗巻き紐5に特殊のものを用いる場合は、毛羽立ちや絡み等の発生を少なくすることは期待できるとしても完全ではなく、また、特殊の紐を用いるためコスト高となる。
【0012】
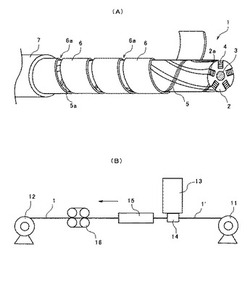
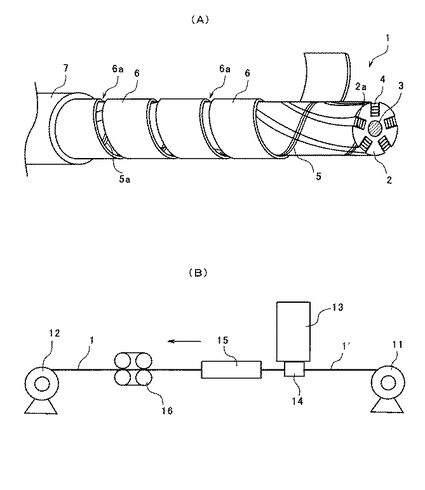
上記の点を改善する方法として、図1(A)に示すように、押え巻きテープ6は、その内側の粗巻き紐5の一部が露出するように隙間6aを持たせた開き巻きで形成し、その上に施したシース7が、隙間6aから露出している粗巻き紐5の一部と融着している構造の光ケーブルが検討されている。この光ケーブルは、シース7を剥ぎ取る際に、粗巻き紐5を融着部分で切断し、シース除去と同時に粗巻き紐5を短く切断するという効果があり、ケーブルの解体だけでなく、光ファイバの中間分岐の作業にも有用とされている。
【0013】
しかしながら、押え巻きテープ6を隙間6aを開けて巻き付けると、シース成形時に加熱されたシース材(樹脂)の熱がスロット内に収納されている光ファイバ心線4に伝わりやすく、伝送損失を増加させるという問題が生じる。このためには、シース成形の際の溶融樹脂の温度は、設定値以下で厳密に管理する必要がある。
したがって、本発明は、押え巻きテープを隙間を開けて巻付けてなる光ケーブルのシース成形の溶融樹脂の温度を、精度よく制御し、被覆の除去性に優れた光ケーブルの製造方法とその製造装置の提供を目的とする。
【課題を解決するための手段】
【0014】
本発明による光ケーブルの製造方法は、光ファイバ心線を収納したスロットの外周に、粗巻き紐と押え巻きテープとシースとを順に施してなる光ケーブルの製造方法で、押え巻きテープを粗巻き紐の一部が露出するように隙間を持たせて巻き付け、その外側に押出成形するシース用の溶融樹脂の温度を、樹脂押出機のスクリュー回転を制御して設定値以下に維持すると共に、ライン線速を制御してケーブル外径を一定に維持しながら、シースを施すことを特徴とする。
また、前記の溶融樹脂の温度が設定値以下で一定時間継続された後、再度、計測値と設定値を比較し、スクリュー回転とライン線速を制御するの望ましい。
【0015】
また、本発明による光ケーブルの製造装置は、光ファイバ心線を収納したスロットの外周に、粗巻き紐と押え巻きテープとシースとを順に施してなる光ケーブルの製造装置で、
押え巻きテープは粗巻き紐の一部が露出するように隙間を持たせて巻き付けられていて、シースを施す樹脂押出機の溶融樹脂の温度を検出する温度検出手段、前記の溶融樹脂の温度に応じて樹脂押出機のスクリュー回転を制御する回転制御手段、前記のスクリュー回転に応じてライン線速を制御するライン線速制御手段を備えていることを特徴とする。
【発明の効果】
【0016】
本発明の光ケーブルの製造方法とその製造装置によれば、シース成形用の溶融樹脂の温度を設定値以下の高精度で制御することができ、シースの熱により光ファイバ心線の伝送損失に影響を与えることなく、被覆の除去性に優れた光ケーブルを提供することができる。また、シース用の溶融樹脂の温度の制御に関連して、ライン線速が低下するのを抑制することが可能となり、製造効率の低下を最小限にすることができる。
【発明を実施するための最良の形態】
【0017】
図により本発明の実施の形態を説明する。図1(A)は本発明の対象とする光ケーブルの一例を説明する図、図1(B)は光ケーブルのシース成形工程の概略を説明する図である。図中、1は光ケーブル、2はスロット、2aは溝、3はテンションメンバ、4は光ファイバ心線、5は粗巻き紐、5aは露出部分、6は押え巻きテープ、6aは隙間、7はシース、11はサプライリール、12は巻取りリール、13は押出機、14は成形ダイ、15は冷却装置、16は引取りキャプスタンをを示す。なお、図1(A)の符号は、図4の説明で用いたのと同じ符号を用いている。
【0018】
本発明で対象とする光ケーブル、例えば、図1(A)に示すように、中心にテンションメンバ(抗張力体とも言う)3を埋設一体化し、複数の溝2aを設けたプラスチック材からなるスロット(スペーサとも言う)2により構成される。スロット2の溝2aは、螺旋状又はSZ状に形成され、溝2a内には複数本の光ファイバ心線又はテープ状の光ファイバ心線4が収納される。光ケーブルの製造過程で、光ファイバ心線4が溝2a内に収納された後、溝2aから脱落する(特に、SZスロットの場合)のを防止するために、粗巻き紐5がスロット2の外周に巻き付けらている。
【0019】
粗巻き紐5は、例えば、太さが1260デニールのナイロン繊維を束ねた紐状のものが用いられたり、テープ形状のものが用いられる。また、100心程度の光ケーブルで、スロット外径が9mm程度の場合、粗巻き紐5は20mmピッチで2条の紐を巻きつけて(10mmピッチとなる)形成される。なお、粗巻き紐5は、熱可塑性のナイロン等のポリアミド系、ポリエステル系、アクリル系、ポレオレフィン系などの種々の材料を用いることができるが、押え巻きテープ6を施す前に光ファイバ心線4が溝2aから脱落しない程度に保持されていればよく、取扱い性がよくて安価なものが用いられる。
【0020】
粗巻き紐5が施されたスロット2の外周には、ケーブル内への止水のため、又はシース成形時に加熱されたシース用の溶融樹脂材が光ファイバ心線に直接接触しないように熱絶縁のための押え巻きテープ6が施される。押え巻きテープ6には、ポリエステル、ポリエチレン、ポリプロピレン等の繊維からなる種々のものが用いられ、テープ幅としては例えば10mm〜30mm程度のものが用いられる。
【0021】
この押え巻きテープ6は、スロット2上に螺旋巻きあるいは縦添えで施され、その外側をシース7(外被とも言う)で被覆して光ケーブル1とされる。いずれの巻き方を採用した場合でも、粗巻き紐5の一巻き毎に露出部分5aが隙間6aから現れるように巻き付けられていて、シース7でその外周を覆った際に、シース7の成形時の溶融樹脂の温度(以下、溶融樹脂温度という)により、隙間6aから露出する粗巻き紐5の露出部分5aがシース7の熱により融着ないしは切断される。
【0022】
これにより、シース7の剥ぎ取り時には、粗巻き紐5の切断を一巻き毎にすることができるので、粗巻き紐5の除去を容易にすることができる。
しかし、シース7の成形時の溶融樹脂温度が、設定された温度以上であると、隙間6aから入り込む樹脂がスロットの溝2aに収納されている光ファイバ心線4に直接接触した際に、光ファイバの伝送特性を悪化させる恐れがある。
【0023】
図1(B)は上述した光ケーブル1のシース7の成形工程を説明する図である。光ケーブルのシース成形工程は、まず、シース7で被覆される前の押え巻きテープ6が巻き付けられた状態の光ケーブル1’を、サプライリール11から繰出し、次いで、この光ケーブルを成形ダイ14を通すことにより実施される。成形ダイ14には、樹脂押出機13(以下、押出機と言う)からシース用の樹脂材が加熱溶融された状態で供給され、押出機13の樹脂押出量とライン線速(光ケーブルの移動速度)により、所定の厚さのシース7が成形される。この後、シース7で被覆された光ケーブルは、冷却装置15を通過させて冷却した後、巻取りリール12で巻き取られる。なお、光ケーブル1,1’は、引取りキャプスタン16により所定のライン線速に制御されて移送される。
【0024】
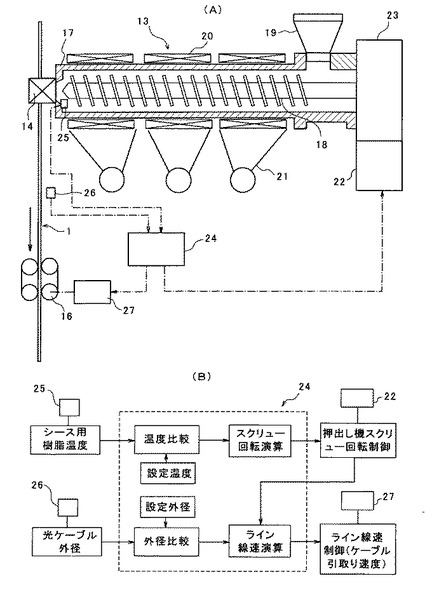
図2および図3は本発明における光ケーブルの製造方法および製造装置、さらに詳細には光ケーブルのシース成形の制御方法および制御装置の概略を説明する模式図である。図2(A)は押出機の概略を説明する図、図2(B)は制御ブロック図、図3は制御フロー図である。図中、17はバレル、18はスクリュー、19はホッパ、20はヒータ、21は冷却ファン、22は主電動機、23は変速機、24は制御装置、25は温度センサ、26は外径センサ、27はキャプスタンモータを示す。
【0025】
光ケーブルにシースを成形するには、押え巻きテープが施された状態の光ケーブルを成形ダイ14に挿通させ、その外側を押出機13から供給される溶融樹脂で所定の形状で被覆する。押出機13は、図2(A)に示すように、円筒状のバレル17内にスクリュー18が回転可能に配されていてホッパ19から供給される固形の樹脂材を、ヒータ20により加熱溶融させながらスクリュー18の回転により、成形ダイ14の方向に徐々に輸送して押出す。スクリュー18は、主電動機22により駆動され変速機23により回転速度を減速調整される。押出機13の押出し出口付近には、温度センサ25が設けられていて、溶融樹脂温度を検出して、所定の温度になるように制御される。
【0026】
押出機13の押出し出口部分の溶融樹脂温度は、一般にライン線速、樹脂材料の溶融状態、外気温等の種々の要因により変動するが、所定の溶融樹脂温度に制御するには種々の方法がある。例えば、ヒータ20や冷却ファン21のオンオフ制御やPID制御、押出機スクリュー18内に冷却流体を流す方法、スクリュー18の回転による樹脂の自己発熱を利用して制御するなどの種々の方法が考えられる。
【0027】
本発明においては、光ケーブルのシース成形の際の溶融樹脂温度を適正に制御することにより、押え巻きテープの隙間を通してケーブル内の光ファイバが影響を受けないようにする。このため、成形ダイ14に押出機13から押出されるシース用の溶融樹脂温度(例えば、150℃〜200℃)を±5℃の精度で制御する必要がある。
【0028】
ヒータ20や冷却ファン21のオンオフ制御による温度制御は応答性が遅く、高精度の温度制御は難しい。したがって、本発明では、応答性がよく細かな制御が可能なスクリュー回転による温度制御方法を用いて、±5℃以内の温度制御を行い、シース用の溶融樹脂温度を設定値以下に制御し、光ファイバ心線に及ぼす影響を低減するようにしている。また、スクリュー回転数を変えると、シース用の樹脂の押出量が変動するので、シース成形のライン線速が変わるが、生産性の視点からライン線速が低下しないように考慮する必要もある。
【0029】
本発明による溶融樹脂の温度制御は、具体的には押出機13の押出し出口近傍に、温度センサ25を配し、押出機13の出口部分での溶融樹脂温度を常時計測する。温度センサ25としては、熱電対のような接触式のようなもの、あるいは放射温度計のような非接触式のものを用いることができ、その計測結果は制御装置24に入力される。また、光ケーブル1のケーブル外径(シース外径)が、外径センサ26により計測され、その計測結果は同様に制御装置24に入力される。
【0030】
制御装置24では、図2(B)に示すように、計測されたシース用の溶融樹脂温度を予め設定された設定温度と比較され、その偏差が算出される。計測された温度が設定値より高ければ、溶融樹脂温度が下がるような押出機のスクリュー回転数を下げる演算処理をして、主電動機22の回転数を下げる制御が行われる。また、溶融樹脂温度が設定値以下である場合は、押出機のスクリュー回転数を上げる演算処理をして、主電動機22の回転数を上げる制御が行われる。
【0031】
また、押出機のスクリュー回転数が変わると、樹脂の押出量が変化する。例えば、スクリュー回転数が下がると樹脂の押出量が減少し、ライン線速を一定とするとシース外径(ケーブル外径)が縮小する。したがって、シース外径を所定値に維持するには、スクリュー回転数が下がる場合は、ライン線速を演算して、キャプスタンモータ27を制御してケーブル引取速度を遅くする。反対に、スクリュー回転数が上がる場合は、ライン線速を演算して、キャプスタンモータ27を制御してケーブル引取速度を速くする。
【0032】
また、光ケーブル1のケーブル外径は、外径センサ26で常時計測されていて、予め設定された設定値と比較され、設定値より大きい場合はライン線速を速める演算処置をして、キャプスタンモータ27を制御してケーブル引取速度を速くする。また、ケーブル外径が設定値より小さい場合は、ケーブル線速を遅くする演算処置をして、キャプスタンモータ27を制御してケーブル引取速度を遅くする。
【0033】
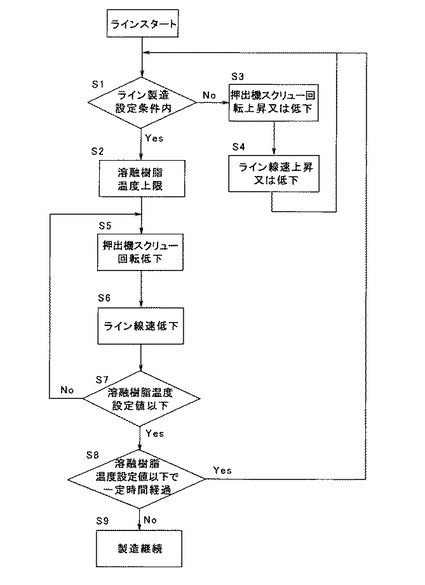
次に、図3の制御フロー図により、上述した光ケーブルのシース成形の制御方法の概略を説明する。まず、図2(A)において、押出機13にシース用の固形状の樹脂材がホッパ19から投入され、バレル17内でスクリュー18の回転により輸送されながらヒータ20により加熱されて順次流動化され、成形ダイ14に押出し可能な状態とされる。この初期段階では、溶融樹脂温度はヒータ20および冷却ファイン21により予め設定された温度に加熱溶融され、シース成形の待機状態とされる。
【0034】
押出機13の準備が整った状態で、成形ダイ14に光ケーブルが挿通され、キャプスタンモータ27の駆動で光ケーブルのライン走行が開始され、シース成形が開始される。ある程度の走行で安定状態となったときに、シース成形の制御がスタートされる。
【0035】
まず、ステップS1にて、溶融樹脂温度及びケーブル外径等が計測され、これらが予め設定された製造条件内のあるかが判定される。計測の結果、設定条件から外れている(S1No)の場合は、ステップS3にて、押出機のスクリューの回転を上げるかまたは下げるかの制御が行われる。また、この押出機のスクリュー回転の変更に対して、ステップS4において、ライン線速を上げるかまたは下げて、押出樹脂量の増減に対応させ、シース外径を一定にする制御が実施される。次いで、スタートに戻って再度ステップS1で判定し、これを設定条件内となるまで繰り返す。
【0036】
計測の結果、設定条件内の場合は(S1Yes)、その製造条件でシース成形を実行し、溶融樹脂温度、ケーブル外径の計測を継続して監視する。次いで、ステップS2で溶融樹脂温度が設定値の上限に達したことを検知すると、ステップS5で直ちにスクリューの回転を下げて、溶融樹脂温度を下げる制御を行う。また、この押出機のスクリュー回転を下げたことに対応して、ステップS6において、ライン線速も下げて押出樹脂量の減に対応させる。
【0037】
次いで、ステップS7で溶融樹脂温度が設定値以下となっているかが判定され、設定値以下に下がっていない場合は(S7No)、ステップS5に戻って、さらに押出機のスクリュー回転を下げ、次いでライン線速を下げる制御を行う。以下、溶融樹脂温度が設定値以下になるまで、ステップS5〜S7のフローを繰り返す。
【0038】
ステップS7で溶融樹脂温度が、設定値以下となっている場合は(S7Yes)、ステップS8に進み、溶融樹脂温度が設定値以下で安定し、この状態が一定時間継続している場合は(S8Yes)、ステップS1に戻る。これは、溶融樹脂温度を下げるためスクリュー回転を下げ、ライン線速を下げているため、製造効率が多少低下している状態なので、この状態の見直しを行う処理である。この結果、押出機のスクリュー回転を上げてライン線速を上げ、製造効率を向上させることが可能となる。
【0039】
溶融樹脂温度が設定値以下の継続時間が所定時間に満たない場合は(S8No)、ステップS9で製造を継続し、所定時間経過にステップS1に戻って、ライン線速を上げ、製造効率を向上させることが可能となる。
また、ケーブル外径も測定しているが、これについては、溶融樹脂温度とは別個のパラメータとして計測し、これによるライン線速の制御は、押出機のスクリュー回転の変動と合わせて演算処理される。
【図面の簡単な説明】
【0040】
【図1】本発明で対象とする光ケーブルと製造例の概略を説明する図である。
【図2】本発明の光ケーブルの製造方法と製造装置の概略を説明する図である。
【図3】本発明における溶融樹脂温度の制御フローの概略を説明する図である。
【図4】従来技術を説明する図である。
【符号の説明】
【0041】
1…光ケーブル、2…スロット、2a…溝、3…テンションメンバ、4…光ファイバ心線、5…粗巻き紐、5a…露出部分、6…押え巻きテープ、6a…隙間、7…シース、8a,8b…カッター、9a,9b…切込み、10…ダイス、11…サプライリール、12…巻取りリール、13…押出機、14…成形ダイ、15…冷却装置、16…引取りキャプスタン、17…バレル、18…スクリュー、19…ホッパ、20…ヒータ、21…冷却ファン、22…主電動機、23…変速機、24…制御装置、25…温度センサ、26…外径センサ、27…キャプスタンモータ。
【技術分野】
【0001】
本発明は、溝付きスロットの溝内に多数本の光ファイバ心線を収納し、スロットの外周に粗巻き紐、押え巻きテープ、及びシースを施してなる光ケーブルの製造方法及び製造装置に関する。
【背景技術】
【0002】
情報通信の進展により光ケーブルを用いたネットワーク化が進むなかで、使用済み光ケーブルの廃棄量も増大しているが、地球環境保護と資源の有効利用の観点から、光ケーブルのリサイクルに対する対応が求められている。光ケーブルのリサイクルを実施するに当たって、リサイクルコストやリサイクル品の品質、また、リサイクルを考慮した光ケーブルに関して、今までにも種々の提案がなされている。
【0003】
光ケーブルは、単心のものから1000心を超えるものもある。代表的な光ケーブル1としては、図4(A)に示すように、中心にテンションメンバ3を埋設一体化し、複数の溝2aを外周に設けたプラスチック材からなるスロット2(スペーサとも言う)により構成される。スロット2の溝2aは螺旋状又はSZ状に形成され、溝2a内には複数本の光ファイバ心線又はテープ状の光ファイバ心線4が集線され収納される。
【0004】
光ケーブル1の製造過程で、光ファイバ心線4を溝2a内に収納した直後、溝2aから光ファイバ心線4が脱落する(特に、SZ状スロットの場合)のを防止するために、粗巻き紐5がスロット2の外周に直ちに螺旋状に、比較的粗いピッチで巻き付けられる。粗巻き紐5が施されたスロット2の外周には、ケーブル内への止水又はシース成形時の熱絶縁のための押え巻きテープ6(上巻テープとも言う)を螺旋巻きあるいは縦添えで施し、その外側をシース7(外被とも言う)で被覆して光ケーブル1とされる。水走り防止のためには、押え巻きテープ6は吸水性を持つ材料で構成される。
【0005】
通常、この押え巻きテープ6としては、幅広のテープが用いられ、スロット2の外周面に、テープの一部が重なるように螺旋状に巻かれる。一般に、この巻き方を横巻きの重ね巻きと言う。そして、粗巻き紐5と押え巻きテープ6とは、図4(A)に示すようにお互いクロスするように巻かれているか、お互い平行になるように巻かれている。
【0006】
図4(A)の光ケーブル1をリサイクルのために解体する場合、まず、シース7に切り込みを入れて、これを剥ぎ取り回収手段により回収する。次いで、図4(B)に示すように、シース7が除去されて露出された押え巻きテープ6に、カッター8aを当ててで切り込みを入れ、押え巻きテープ6を切断すると共に粗巻き紐5を切断する。切断された押え巻きテープ6及び粗巻き紐5の屑は、自然に落下するか、解体装置のダイス10でスロット表面をしごくことによって、強制的に落下させることにより回収廃棄するようにしている。
【0007】
しかしながら、押え巻きテープ6と粗巻き紐5に対して、カッター8aにより切り込を入れたとき、押え巻きテープ6は幅広テープで且つ摩擦がある程度大きいので切断は容易であるが、図4(B)に示すように、粗巻き紐(5a)が切断されずに残ってしまうことがある。この理由としては、カッター8aがスロット2のリブ部にある粗巻き紐に当たる場合は、リブ部が壁となって粗巻き紐が逃げないため比較的切断し易いが、スロット2の溝部2aに跨る粗巻き紐は、カッター8aに対し逃げるため切断されないことがある。また、一端が切断された粗巻き紐5は、張力が開放された状態となって弛むため、押カッター8aが当たっても切断されずにスロット2の長手方向に逃げてしまうことがある。
【0008】
粗巻き紐5に切断できない部分が生じると、スロット2に巻き付いた紐自体が緩み易くなって、リブ部上の粗巻き紐5に対しての切断ができなくなることがある。そのため、切断が不十分となり、粗巻き紐5と押え巻きテープ6を自然に落下させて完全に除去することは困難となることがある。さらに、ダイス10等を用いてスロット表面をしごいて除去する場合も、粗巻き紐5は溜まり絡まって毛玉状に固まって、押え巻きテープ6の切断を妨げたり、ダイス10の通し穴を塞いでスロット2の移動が停止されるなどの障害を発生し、効率のよいケーブル解体ができないという問題があった。
【0009】
上記のような問題を改善する方法として、例えば、図4(C)に示すように、押え巻きテープ6が露出された後、光ケーブル1の長手方向に押え巻きテープ6の上から、間欠カッター8bで、間欠的な切込み9bを入れて、粗巻き紐5を短い長さとなるように切断しておく。この後、カッター8aで押え巻きテープ6に切込み9a入れてターン毎の短片に切断し、この押え巻きテープ6の内側で、予め間欠カッター8bによって短く切断されている粗巻き紐5を落下させる方法が提案されている(例えば、特許文献1参照)。
【0010】
また、粗巻き紐5が毛羽だったり、絡まって毛玉状に固まったりしないように、粗巻き紐5にモノフィラメント、撚られた繊維束、細幅で平坦な帯状等のものを用いることも提案されている(例えば、特許文献2参照)。
【特許文献1】特開2007−212522号公報
【特許文献2】特開2007−212523号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
図4(C)の解体方法を用いる場合、間欠カッター8bを別途設置する必要があると共に、粗巻き紐5の巻きピッチに応じた切り込みタイミングを設定する必要があり、事前に解体する光ケーブルの構成に関する情報を知っておく必要があるが、取得することができない場合もあり、作業準備に時間を要するという問題がある。また、特許文献2に開示のように粗巻き紐5に特殊のものを用いる場合は、毛羽立ちや絡み等の発生を少なくすることは期待できるとしても完全ではなく、また、特殊の紐を用いるためコスト高となる。
【0012】
上記の点を改善する方法として、図1(A)に示すように、押え巻きテープ6は、その内側の粗巻き紐5の一部が露出するように隙間6aを持たせた開き巻きで形成し、その上に施したシース7が、隙間6aから露出している粗巻き紐5の一部と融着している構造の光ケーブルが検討されている。この光ケーブルは、シース7を剥ぎ取る際に、粗巻き紐5を融着部分で切断し、シース除去と同時に粗巻き紐5を短く切断するという効果があり、ケーブルの解体だけでなく、光ファイバの中間分岐の作業にも有用とされている。
【0013】
しかしながら、押え巻きテープ6を隙間6aを開けて巻き付けると、シース成形時に加熱されたシース材(樹脂)の熱がスロット内に収納されている光ファイバ心線4に伝わりやすく、伝送損失を増加させるという問題が生じる。このためには、シース成形の際の溶融樹脂の温度は、設定値以下で厳密に管理する必要がある。
したがって、本発明は、押え巻きテープを隙間を開けて巻付けてなる光ケーブルのシース成形の溶融樹脂の温度を、精度よく制御し、被覆の除去性に優れた光ケーブルの製造方法とその製造装置の提供を目的とする。
【課題を解決するための手段】
【0014】
本発明による光ケーブルの製造方法は、光ファイバ心線を収納したスロットの外周に、粗巻き紐と押え巻きテープとシースとを順に施してなる光ケーブルの製造方法で、押え巻きテープを粗巻き紐の一部が露出するように隙間を持たせて巻き付け、その外側に押出成形するシース用の溶融樹脂の温度を、樹脂押出機のスクリュー回転を制御して設定値以下に維持すると共に、ライン線速を制御してケーブル外径を一定に維持しながら、シースを施すことを特徴とする。
また、前記の溶融樹脂の温度が設定値以下で一定時間継続された後、再度、計測値と設定値を比較し、スクリュー回転とライン線速を制御するの望ましい。
【0015】
また、本発明による光ケーブルの製造装置は、光ファイバ心線を収納したスロットの外周に、粗巻き紐と押え巻きテープとシースとを順に施してなる光ケーブルの製造装置で、
押え巻きテープは粗巻き紐の一部が露出するように隙間を持たせて巻き付けられていて、シースを施す樹脂押出機の溶融樹脂の温度を検出する温度検出手段、前記の溶融樹脂の温度に応じて樹脂押出機のスクリュー回転を制御する回転制御手段、前記のスクリュー回転に応じてライン線速を制御するライン線速制御手段を備えていることを特徴とする。
【発明の効果】
【0016】
本発明の光ケーブルの製造方法とその製造装置によれば、シース成形用の溶融樹脂の温度を設定値以下の高精度で制御することができ、シースの熱により光ファイバ心線の伝送損失に影響を与えることなく、被覆の除去性に優れた光ケーブルを提供することができる。また、シース用の溶融樹脂の温度の制御に関連して、ライン線速が低下するのを抑制することが可能となり、製造効率の低下を最小限にすることができる。
【発明を実施するための最良の形態】
【0017】
図により本発明の実施の形態を説明する。図1(A)は本発明の対象とする光ケーブルの一例を説明する図、図1(B)は光ケーブルのシース成形工程の概略を説明する図である。図中、1は光ケーブル、2はスロット、2aは溝、3はテンションメンバ、4は光ファイバ心線、5は粗巻き紐、5aは露出部分、6は押え巻きテープ、6aは隙間、7はシース、11はサプライリール、12は巻取りリール、13は押出機、14は成形ダイ、15は冷却装置、16は引取りキャプスタンをを示す。なお、図1(A)の符号は、図4の説明で用いたのと同じ符号を用いている。
【0018】
本発明で対象とする光ケーブル、例えば、図1(A)に示すように、中心にテンションメンバ(抗張力体とも言う)3を埋設一体化し、複数の溝2aを設けたプラスチック材からなるスロット(スペーサとも言う)2により構成される。スロット2の溝2aは、螺旋状又はSZ状に形成され、溝2a内には複数本の光ファイバ心線又はテープ状の光ファイバ心線4が収納される。光ケーブルの製造過程で、光ファイバ心線4が溝2a内に収納された後、溝2aから脱落する(特に、SZスロットの場合)のを防止するために、粗巻き紐5がスロット2の外周に巻き付けらている。
【0019】
粗巻き紐5は、例えば、太さが1260デニールのナイロン繊維を束ねた紐状のものが用いられたり、テープ形状のものが用いられる。また、100心程度の光ケーブルで、スロット外径が9mm程度の場合、粗巻き紐5は20mmピッチで2条の紐を巻きつけて(10mmピッチとなる)形成される。なお、粗巻き紐5は、熱可塑性のナイロン等のポリアミド系、ポリエステル系、アクリル系、ポレオレフィン系などの種々の材料を用いることができるが、押え巻きテープ6を施す前に光ファイバ心線4が溝2aから脱落しない程度に保持されていればよく、取扱い性がよくて安価なものが用いられる。
【0020】
粗巻き紐5が施されたスロット2の外周には、ケーブル内への止水のため、又はシース成形時に加熱されたシース用の溶融樹脂材が光ファイバ心線に直接接触しないように熱絶縁のための押え巻きテープ6が施される。押え巻きテープ6には、ポリエステル、ポリエチレン、ポリプロピレン等の繊維からなる種々のものが用いられ、テープ幅としては例えば10mm〜30mm程度のものが用いられる。
【0021】
この押え巻きテープ6は、スロット2上に螺旋巻きあるいは縦添えで施され、その外側をシース7(外被とも言う)で被覆して光ケーブル1とされる。いずれの巻き方を採用した場合でも、粗巻き紐5の一巻き毎に露出部分5aが隙間6aから現れるように巻き付けられていて、シース7でその外周を覆った際に、シース7の成形時の溶融樹脂の温度(以下、溶融樹脂温度という)により、隙間6aから露出する粗巻き紐5の露出部分5aがシース7の熱により融着ないしは切断される。
【0022】
これにより、シース7の剥ぎ取り時には、粗巻き紐5の切断を一巻き毎にすることができるので、粗巻き紐5の除去を容易にすることができる。
しかし、シース7の成形時の溶融樹脂温度が、設定された温度以上であると、隙間6aから入り込む樹脂がスロットの溝2aに収納されている光ファイバ心線4に直接接触した際に、光ファイバの伝送特性を悪化させる恐れがある。
【0023】
図1(B)は上述した光ケーブル1のシース7の成形工程を説明する図である。光ケーブルのシース成形工程は、まず、シース7で被覆される前の押え巻きテープ6が巻き付けられた状態の光ケーブル1’を、サプライリール11から繰出し、次いで、この光ケーブルを成形ダイ14を通すことにより実施される。成形ダイ14には、樹脂押出機13(以下、押出機と言う)からシース用の樹脂材が加熱溶融された状態で供給され、押出機13の樹脂押出量とライン線速(光ケーブルの移動速度)により、所定の厚さのシース7が成形される。この後、シース7で被覆された光ケーブルは、冷却装置15を通過させて冷却した後、巻取りリール12で巻き取られる。なお、光ケーブル1,1’は、引取りキャプスタン16により所定のライン線速に制御されて移送される。
【0024】
図2および図3は本発明における光ケーブルの製造方法および製造装置、さらに詳細には光ケーブルのシース成形の制御方法および制御装置の概略を説明する模式図である。図2(A)は押出機の概略を説明する図、図2(B)は制御ブロック図、図3は制御フロー図である。図中、17はバレル、18はスクリュー、19はホッパ、20はヒータ、21は冷却ファン、22は主電動機、23は変速機、24は制御装置、25は温度センサ、26は外径センサ、27はキャプスタンモータを示す。
【0025】
光ケーブルにシースを成形するには、押え巻きテープが施された状態の光ケーブルを成形ダイ14に挿通させ、その外側を押出機13から供給される溶融樹脂で所定の形状で被覆する。押出機13は、図2(A)に示すように、円筒状のバレル17内にスクリュー18が回転可能に配されていてホッパ19から供給される固形の樹脂材を、ヒータ20により加熱溶融させながらスクリュー18の回転により、成形ダイ14の方向に徐々に輸送して押出す。スクリュー18は、主電動機22により駆動され変速機23により回転速度を減速調整される。押出機13の押出し出口付近には、温度センサ25が設けられていて、溶融樹脂温度を検出して、所定の温度になるように制御される。
【0026】
押出機13の押出し出口部分の溶融樹脂温度は、一般にライン線速、樹脂材料の溶融状態、外気温等の種々の要因により変動するが、所定の溶融樹脂温度に制御するには種々の方法がある。例えば、ヒータ20や冷却ファン21のオンオフ制御やPID制御、押出機スクリュー18内に冷却流体を流す方法、スクリュー18の回転による樹脂の自己発熱を利用して制御するなどの種々の方法が考えられる。
【0027】
本発明においては、光ケーブルのシース成形の際の溶融樹脂温度を適正に制御することにより、押え巻きテープの隙間を通してケーブル内の光ファイバが影響を受けないようにする。このため、成形ダイ14に押出機13から押出されるシース用の溶融樹脂温度(例えば、150℃〜200℃)を±5℃の精度で制御する必要がある。
【0028】
ヒータ20や冷却ファン21のオンオフ制御による温度制御は応答性が遅く、高精度の温度制御は難しい。したがって、本発明では、応答性がよく細かな制御が可能なスクリュー回転による温度制御方法を用いて、±5℃以内の温度制御を行い、シース用の溶融樹脂温度を設定値以下に制御し、光ファイバ心線に及ぼす影響を低減するようにしている。また、スクリュー回転数を変えると、シース用の樹脂の押出量が変動するので、シース成形のライン線速が変わるが、生産性の視点からライン線速が低下しないように考慮する必要もある。
【0029】
本発明による溶融樹脂の温度制御は、具体的には押出機13の押出し出口近傍に、温度センサ25を配し、押出機13の出口部分での溶融樹脂温度を常時計測する。温度センサ25としては、熱電対のような接触式のようなもの、あるいは放射温度計のような非接触式のものを用いることができ、その計測結果は制御装置24に入力される。また、光ケーブル1のケーブル外径(シース外径)が、外径センサ26により計測され、その計測結果は同様に制御装置24に入力される。
【0030】
制御装置24では、図2(B)に示すように、計測されたシース用の溶融樹脂温度を予め設定された設定温度と比較され、その偏差が算出される。計測された温度が設定値より高ければ、溶融樹脂温度が下がるような押出機のスクリュー回転数を下げる演算処理をして、主電動機22の回転数を下げる制御が行われる。また、溶融樹脂温度が設定値以下である場合は、押出機のスクリュー回転数を上げる演算処理をして、主電動機22の回転数を上げる制御が行われる。
【0031】
また、押出機のスクリュー回転数が変わると、樹脂の押出量が変化する。例えば、スクリュー回転数が下がると樹脂の押出量が減少し、ライン線速を一定とするとシース外径(ケーブル外径)が縮小する。したがって、シース外径を所定値に維持するには、スクリュー回転数が下がる場合は、ライン線速を演算して、キャプスタンモータ27を制御してケーブル引取速度を遅くする。反対に、スクリュー回転数が上がる場合は、ライン線速を演算して、キャプスタンモータ27を制御してケーブル引取速度を速くする。
【0032】
また、光ケーブル1のケーブル外径は、外径センサ26で常時計測されていて、予め設定された設定値と比較され、設定値より大きい場合はライン線速を速める演算処置をして、キャプスタンモータ27を制御してケーブル引取速度を速くする。また、ケーブル外径が設定値より小さい場合は、ケーブル線速を遅くする演算処置をして、キャプスタンモータ27を制御してケーブル引取速度を遅くする。
【0033】
次に、図3の制御フロー図により、上述した光ケーブルのシース成形の制御方法の概略を説明する。まず、図2(A)において、押出機13にシース用の固形状の樹脂材がホッパ19から投入され、バレル17内でスクリュー18の回転により輸送されながらヒータ20により加熱されて順次流動化され、成形ダイ14に押出し可能な状態とされる。この初期段階では、溶融樹脂温度はヒータ20および冷却ファイン21により予め設定された温度に加熱溶融され、シース成形の待機状態とされる。
【0034】
押出機13の準備が整った状態で、成形ダイ14に光ケーブルが挿通され、キャプスタンモータ27の駆動で光ケーブルのライン走行が開始され、シース成形が開始される。ある程度の走行で安定状態となったときに、シース成形の制御がスタートされる。
【0035】
まず、ステップS1にて、溶融樹脂温度及びケーブル外径等が計測され、これらが予め設定された製造条件内のあるかが判定される。計測の結果、設定条件から外れている(S1No)の場合は、ステップS3にて、押出機のスクリューの回転を上げるかまたは下げるかの制御が行われる。また、この押出機のスクリュー回転の変更に対して、ステップS4において、ライン線速を上げるかまたは下げて、押出樹脂量の増減に対応させ、シース外径を一定にする制御が実施される。次いで、スタートに戻って再度ステップS1で判定し、これを設定条件内となるまで繰り返す。
【0036】
計測の結果、設定条件内の場合は(S1Yes)、その製造条件でシース成形を実行し、溶融樹脂温度、ケーブル外径の計測を継続して監視する。次いで、ステップS2で溶融樹脂温度が設定値の上限に達したことを検知すると、ステップS5で直ちにスクリューの回転を下げて、溶融樹脂温度を下げる制御を行う。また、この押出機のスクリュー回転を下げたことに対応して、ステップS6において、ライン線速も下げて押出樹脂量の減に対応させる。
【0037】
次いで、ステップS7で溶融樹脂温度が設定値以下となっているかが判定され、設定値以下に下がっていない場合は(S7No)、ステップS5に戻って、さらに押出機のスクリュー回転を下げ、次いでライン線速を下げる制御を行う。以下、溶融樹脂温度が設定値以下になるまで、ステップS5〜S7のフローを繰り返す。
【0038】
ステップS7で溶融樹脂温度が、設定値以下となっている場合は(S7Yes)、ステップS8に進み、溶融樹脂温度が設定値以下で安定し、この状態が一定時間継続している場合は(S8Yes)、ステップS1に戻る。これは、溶融樹脂温度を下げるためスクリュー回転を下げ、ライン線速を下げているため、製造効率が多少低下している状態なので、この状態の見直しを行う処理である。この結果、押出機のスクリュー回転を上げてライン線速を上げ、製造効率を向上させることが可能となる。
【0039】
溶融樹脂温度が設定値以下の継続時間が所定時間に満たない場合は(S8No)、ステップS9で製造を継続し、所定時間経過にステップS1に戻って、ライン線速を上げ、製造効率を向上させることが可能となる。
また、ケーブル外径も測定しているが、これについては、溶融樹脂温度とは別個のパラメータとして計測し、これによるライン線速の制御は、押出機のスクリュー回転の変動と合わせて演算処理される。
【図面の簡単な説明】
【0040】
【図1】本発明で対象とする光ケーブルと製造例の概略を説明する図である。
【図2】本発明の光ケーブルの製造方法と製造装置の概略を説明する図である。
【図3】本発明における溶融樹脂温度の制御フローの概略を説明する図である。
【図4】従来技術を説明する図である。
【符号の説明】
【0041】
1…光ケーブル、2…スロット、2a…溝、3…テンションメンバ、4…光ファイバ心線、5…粗巻き紐、5a…露出部分、6…押え巻きテープ、6a…隙間、7…シース、8a,8b…カッター、9a,9b…切込み、10…ダイス、11…サプライリール、12…巻取りリール、13…押出機、14…成形ダイ、15…冷却装置、16…引取りキャプスタン、17…バレル、18…スクリュー、19…ホッパ、20…ヒータ、21…冷却ファン、22…主電動機、23…変速機、24…制御装置、25…温度センサ、26…外径センサ、27…キャプスタンモータ。
【特許請求の範囲】
【請求項1】
光ファイバ心線を収納したスロットの外周に、粗巻き紐と押え巻きテープとシースとを順に施してなる光ケーブルの製造方法であって、
前記押え巻きテープを前記粗巻き紐の一部が露出するように隙間を持たせて巻き付け、その外側に押出し成形するシース用の溶融樹脂の温度を、樹脂押出機のスクリュー回転を制御して設定値以下に維持すると共に、ライン線速を制御してケーブル外径を一定に維持しながら、前記シースを施すことを特徴とする光ケーブルの製造方法。
【請求項2】
前記溶融樹脂の温度が設定値以下で一定時間継続された後、再度、計測値と設定値を比較し、前記スクリュー回転とライン線速を制御することを特徴とする請求項1に記載の光ケーブルの製造方法。
【請求項3】
光ファイバ心線を収納したスロットの外周に、粗巻き紐と押え巻きテープとシースとを順に施してなる光ケーブルの製造装置であって、
前記押え巻きテープは前記粗巻き紐の一部が露出するように隙間を持たせて巻き付けられていて、前記シースを施す樹脂押出機の樹脂温度を検出する温度検出手段、前記樹脂温度に応じて前記樹脂押出機のスクリュー回転を制御する回転制御手段、前記スクリュー回転に応じてライン線速を制御するライン線速制御手段を備えていることを特徴とする光ケーブルの製造装置。
【請求項1】
光ファイバ心線を収納したスロットの外周に、粗巻き紐と押え巻きテープとシースとを順に施してなる光ケーブルの製造方法であって、
前記押え巻きテープを前記粗巻き紐の一部が露出するように隙間を持たせて巻き付け、その外側に押出し成形するシース用の溶融樹脂の温度を、樹脂押出機のスクリュー回転を制御して設定値以下に維持すると共に、ライン線速を制御してケーブル外径を一定に維持しながら、前記シースを施すことを特徴とする光ケーブルの製造方法。
【請求項2】
前記溶融樹脂の温度が設定値以下で一定時間継続された後、再度、計測値と設定値を比較し、前記スクリュー回転とライン線速を制御することを特徴とする請求項1に記載の光ケーブルの製造方法。
【請求項3】
光ファイバ心線を収納したスロットの外周に、粗巻き紐と押え巻きテープとシースとを順に施してなる光ケーブルの製造装置であって、
前記押え巻きテープは前記粗巻き紐の一部が露出するように隙間を持たせて巻き付けられていて、前記シースを施す樹脂押出機の樹脂温度を検出する温度検出手段、前記樹脂温度に応じて前記樹脂押出機のスクリュー回転を制御する回転制御手段、前記スクリュー回転に応じてライン線速を制御するライン線速制御手段を備えていることを特徴とする光ケーブルの製造装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−103996(P2009−103996A)
【公開日】平成21年5月14日(2009.5.14)
【国際特許分類】
【出願番号】特願2007−276753(P2007−276753)
【出願日】平成19年10月24日(2007.10.24)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成21年5月14日(2009.5.14)
【国際特許分類】
【出願日】平成19年10月24日(2007.10.24)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]